| Похожие рефераты | Скачать .docx |
Реферат: Технологический процесс изготовления стартерных батарей
1. Введение
Свинцово-кислотные аккумуляторы в настоящее время и в обозримом будущем занимают, и будут занимать ведущее место (около 70%) в общем объеме выпуска вторичных химических источников тока.
В таких областях, как автомобилестроение, электростанции и подстанции, телефонные станции, свинцовые аккумуляторы и по сей день остаются единственными автономными источниками питания. Резкое развитие атомной энергетики также повысило спрос на эти аккумуляторы.
Сохранение столь высокого удельного веса производства свинцовых аккумуляторов обусловлено не столько принципиальной невозможностью их замены другими типами аккумуляторов, сколько существенными достижениями в области технологии производства свинцово-кислотных аккумуляторных батарей за последние годы, которые позволили существенно улучшить их характеристики.
В результате работ, проводимых в мире по совершенствованию технологии производства свинцово-кислотных аккумуляторных батарей, стало возможным заметное увеличение удельной (весовой и объемной) энергии и мощности, срока службы, снижение саморазряда и скорости газовыделения, расширение температурного диапазона работоспособности аккумуляторов.
К наибольшим достижениям в области конструирования свинцовых аккумуляторов следует отнести замену межэлементных соединении на крышках аккумуляторов на соединения через стенки моноблоков в батарее. Это конструктивное изменение привело к экономии свинца (2% на батарею), уменьшению омических потерь на стартерных режимах, т. е. увеличению удельных мощности и энергии аккумуляторов.
Исследования в области коррозионных процессов дали возможность применить безсурьмянистые и низкосурьмянистые свинцовые сплавы для токоотводов, что позволило повысить срок службы свинцово-кислотных, уменьшить саморазряд и газовыделение, открыло принципиальные возможности создания безуходных или малообслуживаемых батарей.
Результаты исследований, посвященных влиянию поверхностно-активных веществ на работу свинцового электрода, привели к выбору весьма эффективных депассиваторов и ингибиторов саморазряда.
Повышению удельных электрических характеристик свинцово-кислотных аккумуляторов способствовало также применение тонкостенных и более прочных моноблоков из новых термопластических материалов (полиэтилен, полипропилен, полистирол) и синтетических высокопористых сепараторов.
Были определены оптимальные соотношения компонентов в рецептурах электродных паст, из которых при дальнейшей обработке формировались активные массы с заданными свойствами. Использование в рецептурах паст упрочняющих, в том числе электропроводных, добавок позволило повысить устойчивость аккумуляторных батарей к воздействию вибрации и ударных нагрузок.
Создание нового поколения интенсивных смесителей для приготовления паст, работающих под вакуумом, дало возможность вести процессы приготовления паст для намазки пластин свинцово-кислотных батарей с наименьшими потерями и при оптимальных температурных условиях ведения процесса.
Переход на технологию батарейного формирования, как на воздухе, так и с применением водяного охлаждения в процессе формирования, дал возможность интенсифицировать процессы формирования и создать средства механизации основных технологических процессов производства аккумуляторных батарей.
Создание новых поколений преобразователей тока, дало возможность вести процессы формирования, изменяя силу формировочного тока в зависимости от состояния аккумуляторных батарей и температуры окружающей среды.
Постоянно возрастающая потребность Украины в химических источниках тока как уже выпускающихся, так и новых поколений, создала предпосылки для развития промышленного комплекса по производству стартерных свинцово-кислотных аккумуляторных батарей.
Проведенные работы по определению тенденций в развитии мировой аккумуляторной промышленности, а также изучение рынка аккумуляторных батарей в нашей стране и за рубежом, дали возможность определить перспективные пути развития аккумуляторной промышленности в нашей стране. Для выполнения этих задач были проведены исследования в области разработки новых конструкций аккумуляторных батарей, а так же технологии их производства. На основании исследовательских работ была создана конструкция стартерных свинцово-кислотных аккумуляторных батарей нового поколения, которые по своим эксплуатационным характеристикам превосходят ранее выпускавшиеся аккумуляторные батареи. Также проведены работы по разработке технологии производства, подбору основного и разработке конструкции вспомогательного технологического оборудования для вновь строящегося завода по производству стартерных свинцово-кислотных аккумуляторных батарей нового поколения. Новый завод представляет собой современное высокоавтоматизированное малоотходное производство, воплотившее в себе последние достижения научно-технического прогресса и не имеющее аналогов, как в нашей стране, так и в ближнем зарубежье. Введение в строй этого завода даст возможность расширить номенклатуру выпускаемых стартерных свинцово-кислотных аккумуляторных батарей и гибко реагировать на изменение ситуации на рынке этих батарей. Благодаря использованию в конструкции аккумуляторных батарей новых сплавов для токоотводов: будут снижены саморазряд и газовыделение в батареях, что в свою очередь снижает затраты на обслуживание батарей в процессе эксплуатации. Применение оригинальной конструкции крышки обеспечивает взрывобезопасность аккумуляторных батарей при воздействии на них внешних факторов.
Благодаря применению на заводе современного технологического оборудования достигнут высокий уровень автоматизации основных и вспомогательных технологических процессов.
На заводе внедрена прогрессивная система управления качеством выпускаемой продукции, основой которой являются системы управления основным технологическим оборудованием, обеспечивающие контроль и оперативное управление параметрами технологического процесса производства стартерных свинцово-кислотных аккумуляторных батарей на всех его этапах, от производства пластин до формирования аккумуляторных батарей. Большое внимание уделено качеству сборки и формирования аккумуляторных батарей. Начиная с операции помещения блоков пластин в моноблок аккумуляторной батареи, батареи проходят 100 % контроль качества операций проводимых при сборке и формировании При проведении контроля качества проводится не только отбраковка аккумуляторных батарей, не удовлетворяющих предъявляемым к ним требованиям, но и фиксируются параметры при испытаниях каждой аккумуляторной батареи, прошедшей контрольную операцию. Эти данные в последующем служат базой для проведения анализа влияния качества исходных материалов и параметров ведения технологического процесса изготовления аккумуляторных батарей на качество батарей и их срок службы.
Благодаря принципиальному изменению в технологии изготовления пластин, то есть совмещению технологических операций изготовления токоотвода, пастонамазки и разделения пластин, использованию оригинальной конструкции камер созревания, а также применению прогрессивной технологии формирования длительность технологического цикла изготовления аккумуляторных батарей будет сокращена в два раза по сравнению с существующим в настоящее время.
Применение прогрессивных технологий и современного оборудования позволило создать экологически безопасный цикл производства за счёт снижения объёма отходов и увеличения доли материалов, повторно использующихся в технологическом процессе.
Ниже описаны основные принципы производства свинцово-кислотных стартерных аккумуляторных батарей, оборудование, используемое для их производства, а так же обоснован выбор основного технологического оборудования для нового производства и описаны преимущества его применения.
2. Технологический процесс изготовления стартерных батарей
Завод стартерных аккумуляторных батарей предназначен для организации крупносерийного производства свинцово - кислотных батарей.
Предприятие получает по договорам с поставщиком комплектующие по сборке батарей: полипропиленовый ворс, сепараторную ленту, а так же основное сырьё: свинец для получения порошка оксида свинца и отлива решеток, кислоту серную концентрированную и т.д.
Рабочим проектом предусматривается структура производства, состоящая из отдельных участков, которые обеспечивают выполнение законченных операций в условиях крупносерийного производства.
В основу разработки технологической части рабочего проекта положен технологический процесс с использованием самого современного оборудования различных фирм, таких как: “LG”, “Jovis Alta Meccanica”, “Eirich“, в качестве источников тока используются преобразователи тока фирмы “Digatron”.
Аккумуляторная батарея предназначена для зажигания, запуска двигателя, а так же освещения автомобиля.
Изготовление стартерных батарей осуществляется в следующей последовательности:
1–– литейный участок – для отлива сдвоенных электродных пластин;
2–– производство порошка оксида свинца;
3–– приготовление паст;
4–– намазка пасты на токоотводы (производство электродных пластин);
5–– сушка и дозревание электродных пластин;
6–– разделение сдвоенных электродных пластин;
7–– набор блоков электродных пластин, их пайка и установка в моноблок;
8–– сборка батарей;
9–– заливка батарей электролитом и формировка;
10–– контроль и упаковка готовых батарей.
3. Литейный участок
В литейном участке осуществляется изготовление свинцовых токоотводов, которые служат в качестве несущего каркаса для активной массы элемента и одновременно проводника электрического тока. От их конструкции и долговечности в процессе работы во многом зависит качество аккумуляторных батарей.
Изготовление двойных токоотводов предусмотрено на специальных автоматизированных комплексах, состоящих из: автомата отливки токоотводов; плавильного котла; системы подачи жидкого сплава в литейную форму; обрубочного штампа, конвейера подачи и укладки токоотводов; станции охлаждения литейной формы; пульта и щита управления.
Отливка подавляющего большинства аккумуляторных деталей из свинцово– сурьмяных сплавов была обусловлена тем, что они обладают хорошими литейными свойствами, достаточно высокой механической прочностью и коррозионной стойкостью.
Для литья токоотводов используется свинцово– сурьмянистый сплав PbSb1,7Se ТУ27.4-31646224-2002, поступающий от поставщика в чушках весом 40 кг.
Загрузка чушек в котёл литейного комплекса производится электрической талью через рольганг.
Температурные параметры при литье:
Температура сплава 480-5000 С;
Температура формы 150-1700 С
Рабочая часть литейной формы напыляется слоем теплозащитной суспензии с помощью пульверизатора.
Теплозащитная суспензия приготавливается в специальном баке-смесителе ёмкостью 40л с электроподогревом до500 С.
Состав суспензии:
- смесь сухая Х-500 (на основе пробковой муки) -0,8кг
- натрий карбоксиметилцеллюлоза (КМЦ) 0,12кг
- вода деминерализованная 10,0кг
В первом цикле, в котором в закрытую форму через отверстие в изложнице заливают расплавленный свинец. После этого формы охлаждаются, открываются и токоотвод выпадает на транспортер и поступает на резку. После резки токоотвод пачками по 50 штук укладывается на деревянный европоддон размером 0,8 # 1,2м. Европоддоны размещают на поворотных столах, установленных у каждого рабочего места.
Количество двойных токоотводов на одном поддоне -6000 штук, вес поддона -1,2т.
Рабочие места оснащены контрольными столами для установки весов и толщиномера. Бракованные отливки возвращаются в литейную печь Укомплектованные поддоны с отливками которые прошли контроль подаются на склад дисперсионного твердения, где токоотводы выдерживаются от 3х до 30 суток, после чего подаются на участок пастонамазки.
4. Производство электродов непрерывным методом
Процесс производства свинцово – кальциевых лент состоит из следующих основных технологических операций:
1. Подготовка свинцово – кальциевых сплавов требуемого химического состава.
2. Получение сляба – заготовки требуемого размера для прокатки ленты.
3. Прокатка ленты с требуемыми геометрическими характеристиками.
4. Намотка ленты в рулон требуемой длины.
5. Контроль качества сплава и полученной свинцово – кальциевой ленты.
Размер литой заготовки – полосы (сляба): а = 100 мм, б =12 мм.
Конечные размеры ленты: а =70,5 – 76 мм, б =0,75 – 0,9 мм.
Размеры рулона с лентой:
внутренний диаметр – 400 мм;
максимальный наружный диаметр – 1100 мм;
масса – 850 кг.
4.1 Подготовка свинцово – кальциевых сплавов требуемого химического состава
Химический состав сплавов используемых для производства Рb – Са лент: Рb ,Al ,Sn , Са , Sb ,As ,Ag ,Bi ,Cu ,Fe ,Ni ,Cd ,Zn .
- для производства положительных электродов используют ленты из сплава Рb Са О, 0,5Sn ~1,1: Рb ,Al ,Sn , Са , Sb ,As ,Ag ,Bi ,Cu ,Fe ,Ni ,Cd ,Zn .
- для производства отрицательных электродов используют ленты из сплава Рb Са О, 10Sn ~0,3: сAl ,Sn , Са , Sb ,As ,Ag ,Bi ,Cu ,Fe ,Ni ,Cd ,Zn .
Используется следующее оборудование, входящее в состав линии:
- цепной конвейер для загрузки чушкового свинца;
- печь – накопитель емкостью 15т. Рb для набора и легирования сплава;
- печь – миксер емкостью 15т. – сплава для его подачи в узел получения сляба – заготовки;
- система конвейеров для подачи обрези сляба и ленты в печь – накопитель.
4.2 Получение сляба – заготовки под прокат ленты
Используется следующее оборудование:
- Электрообогреваемое верхнее промежуточное разливочное устройство с термопарой для контроля температуры;
- Электрообогревамое нижнее промежуточное разливочное устройство с термопарой для контроля температуры и поплавком для регулировки объема подаваемого сплава;
- Колесо – кристаллизатор с системой водяного охлаждения водоструйными соплами через наружный и внутренний распределитель;
- Система натяжения стальной ленты для формирования сляба – заготовки с тремя барабанами;
- система подачи оборотной охлаждающей воды с теплообменником;
- устройство чистки стальной ленты сжатым воздухом и копью;
- сенсорное устройство для определения температуры получаемого сляба – заготовки с системой автоматической регулировки подачи охлаждающей воды;
- Сенсорное устройство для определения положения сляба – заготовки в ходе прокатки ленты;
- устройство резки сляба – заготовки при аварийных ситуациях.
При получении сляба – заготовки используется способ непрерывного литья на кольцевую вращающуюся литейную форму { литейное колесо }. Поперечный профиль сляба – заготовки формируется в процесс кристаллизации – расплава, подаваемого в охлаждаемую закрытую зону, ограниченную снизу кольцевой литейной формой с ребордами, а сверху – гибкой стальной лентой. Натяжение ленты обеспечивает приводной пневмоцилиндр.
Сформировавшаяся литая заготовка – сляб извлекается из ручья кольцевой формы клиновым экстрактором. В зоне экстрагирования закреплена прижимная подушка – очиститель полости формы.
4.3 Прокатка Рb - Са ленты
Используется следующее оборудование:
- устройство предварительного охлаждения сляба – заготовки;
- шести клетьевой прокатный стан с общим главным приводом;
- устройство синхронизации скорости движения прокатанной ленты из прокатного стана со скоростью вращения валиков чистовой клетки;
- чистовая прокатная клеть с индивидуальным приводом;
- система очистки ленты от остатков эмульсии сжатым воздухом /тоннельная сушка/;
- система подачи смазочно-охлаждающей жидкости /эмульсии/;
- устройство обрезки кромок ленты;
- устройство резки ленты при наладочных и аварийных режимах;
- устройство подачи ленты на намотку.
Передача вращающегося момента – через систему гибких зубчатых ремней. Трансмиссионная система обеспечивает синхронную работу всех слябей стана со скоростью, определяемой передаточными отношениями зубчато-ременных передач.
Каждая клеть оснащена входными /выходными\ направляющими скользящего типа, укрепленных предохранительными алюминиевыми винтами. Конечную толщину ленты подает последний узел клети, имеющий индивидуальный привод.
Прокатный стан работает в следующих режимах:
Свободный режим. Проводится техническое обслуживание. Приводной двигатель прокатного стана не управляется сигналом датчика скорости вращения кольцевой формы.
Блокировочный режим. Предшествует рабочему. Управляется (см. выше).
Рабочий режим. Управляющий сенсор выполняет согласование работы приводных двигателей кольцевой формы и прокатного стана.
Одно из основных условий равномерной работы многоклетьевого стана – создание постоянного потока прокатной заготовки в каждой клети, исключающего пульсации скорости прокатки. При переходе из клети в клеть лента-заготовка не должна испытывать продольных сжимающих, растягивающих нагрузок, или эти нагрузки должны быть допустимо тек.
Процесс регулировки рабочего зазора между прокатными роликами в каждой клети называется калибровкой, осуществляется при помощи колибровочных прокладок, определяющих позиционирование верхнего валка.
Степень обжатия указывает фактическую величину деформации (обжатия) в процентах после каждой клети и определяется по формуле (А0 -А1 )/А0 *100%,
А0 – толщина ленты на входе в зев валков
А1 – толщина ленты на выходе из зева валков.
Операция сушки обеспечивает получение плотно намотанного рулона ленты, очищенного от остатков эмульсионной смазки и воды.
4.4 Намотка ленты в рулон
Оборудование:
- поворотный механизм с двумя намотанными катушками;
- устройство захвата и первоначальной намотки ленты (прижимные ролики);
- устройство съема рулона с лентой с катушки (выталкиватель);
- устройство установки рулона с лентой на спецподдон;
- платформа для установки спецподдона.
Изготовленная лента наматывается на сердечник с плавающими секциями, которые обеспечивают плотный контакт с внутренней образующей поверхностью рулона перед его намоткой и извлечение при его выгрузке.
Непосредственная подача ленты к сердечникам намотанного устройства производится по системе желобов (подвижный и стационарный) через направляющий ролик.
4.5 Контроль качества Pb – Ca ленты
Контроль качества готовых Pb – Ca лент проводится последующим параметрам:
- химическому составу сплава для производства ленты;
- геометрическим размерам;
- механическим характеристикам (прочность при растяжении(σь ), и относительное удлинение(δ));
- внешнему виду рулона готовой ленты.
Длина ленты в рулоне – 850м.
Количество рулонов на поддон – 2шт.
Натяжение ленты на барабане моталки – 83%.
Температура сплава в верхнем разливочном устройстве – 430 0 С.
Температура сплава в нижнем разливочном устройстве – 430 0 С.
Скорость выхода сляба-заготовки – 3,7 м/мин.
Температура сляба-заготовки – 70 0 С.
Расплав в тигле печи – накопителя и миксера – min – 500кг.
max – 1500кг.
Температура сплава в печь-накопитель - 4300 С.
Температура сплава в печь-миксер - 4300 С.
5. Производство электродных пластин, участок изготовления Pb порошка и пастонамазки
5.1 Отливка свинцовых цилиндриков
Оборудование:
1. Установка отливки свинцовых цилиндриков фирмы SOVEMA (Италия).
а) автоматический загрузчик заготовок;
б) газовый котел версии ЗТ;
в) насос подачи свинца;
г) трубопровод подачи свинца;
д) ковшовый элеватор подачи цилиндриков;
е) бункер для цилиндриков.
2. Система водяного охлаждения.
Материалы:
1. Свинец чушковый по ГОСТ 3778 – 77 не ниже марки С1, можно С0 и С1.
2. Смазка высокотемпературная.
Технологическая оснастка:
1. Кран – балка – 1 ед.
2. Захват чушек свинца – 1 ед.
3. Штангенциркуль L=0-120/0.05 ГОСТ 166 – 891 – 1 ед.
4. Щетка проволочная латунная с жестким ворсом – 2 ед.
5. Щетка проволочная стальная – 2 ед.
6. Черпак для снятия шлака.
7. Контейнер для шлака в комплекте с вытяжным зонтом от стационарных постов сбора и временного хранения изгари – 2 ед.
8. Ацетиленовый пост ГОСТ 5191 – 79 – 1 ед.
9. Ножницы для резки металла.
Общее описание процесса отливки свинцовых цилиндриков:
Свинцовые цилиндрики являются основой для получения свинцового порошка в процессе их механического истирания в барабане мельницы.
Отливка свинцовых цилиндриков производится на машинах карусельного типа(рис.1). Для расплавления свинца используют стальной котёл с газовым подогревом и автоматическим регулированием температуры расплавленного свинца.
Чушки свинца, предназначенные к загрузке, укладывают с помощью консольно–поворотного крана на цепной транспортёр автоматического загрузочного устройства по возможности плотно, без зазоров. Поверхность чушек должна быть чистой. Загрязнение с чушек удалить с помощью стальной щетки. При движение цепного транспортёра чушки падают на дозирующий конвейер и по нему подаются в котел. Автоматическое загрузочное устройство с заданным интервалом подает чушки свинца в котел, где происходит его расплавление. Загрузка котла происходит автоматически и поддерживается на заданном уровне при помощи поплавкового устройства. Расплавленный свинец подаётся к литейной машине центробежным насосом, смонтированным на раме плавильного котла. Труба, подающая свинец от насоса к автомату, оснащена электрическим обогревом и автоматическим регулятором температуры. Для отливки цилиндриков требуемой высоты, без фольги и заливин, литник обрабатывается коптящим ацетиленовым пламенем, налет копоти от которого выполняет роль теплопокрытия на литейных формах, не дающего свинцу резко охлаждаться при попадании на форму и нормально заполнять ее.
Температура котла: 480 – 5200 С.
Температура трубопровода: 450 – 5000 С.
Температура охлаждающей воды в установке: 30 – 500 С.
Интервал подачи чушек в котел: 50 – 60сек.
Размеры цилиндриков: диаметр цилиндрика – 20мм.
высота цилиндрика – 20мм.(допустимое отклонение ![]() 2мм.)
2мм.)
Машина по литью цилиндриков представляет собой непрерывно вращающийся барабан с горизонтальной осью вращения и водяным охлаждением литника.
Свинцовые цилиндрики, отлитые на машине, поднимаются ковшом элеватором в бункер–накопитель. Из бункера по ленточному транспортеру цилиндрики подаются в барабан мельницы.
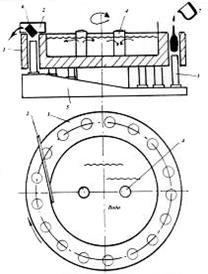
Рис.1. Карусельный станок для отливки свинцовых цилиндриков.
1-карусель, 2-отражающий бортик, 3-палец, 4-штуцера для подвода и отвода охлаждающей воды, 5-улитка, 6-свинцовый цилиндрик, 7-опрокидывающийся ковш -дозатор.
5.2 Изготовление свинцового порошка
В настоящее время самое широкое распространение в мировой практике для приготовления электродных пластин получили свинцовые порошки. Они обладают высокой химической активностью в растворах серной кислоты и быстро окисляются во влажной среде.
Порошки изготавливаются непосредственно на аккумуляторном заводе. На сравнительно простом и высокопроизводительном оборудовании. Производство свинцового порошка является более экономически выгодным, чем производства глёта или сурика. Качество свинцовых паст во многом определяется физико– химическими свойствами порошка, а именно: фазовым составом, дисперсностью, химической активностью, формой зёрен, окисленностью, насыпной плотностью и др.
Получение свинцового порошка на аккумуляторном заводе производится в мельнице барабанного типа(Рис.2). Широкое использование мельниц обусловлено тем, что эти установки имеют достаточно стабильный режим работы, легко регулируются и дают порошок стабильного качества в течение длительного времени.
Оборудование:
1.Мельница для производства оксида свинца Т24.
2.Система вытяжной вентиляции, состоящая из вентилятора, фильтра для оксида свинца NF8000, фильтра тонкой очистки воздуха и воздуховодов.
3.Транспортная система, состоящая из ковшового элеватора и системы шнеков, передающая порошок из мельницы в бункера – накопители.
4.Бункеры – накопители для оксида свинца емкостью 20т.
Материалы и полуфабрикаты:
1.Свинцовые цилиндрики.
2.Вода деминерализованная.
3.Раствор уксусной кислоты ГОСТ 61-75 (d = 1,025 г/см3 ).
4.Фильтровальная бумага ФС ГОСТ 12026-76 (размер 190 х 150мм.)
Технология производства свинцового порошка:
Из бункера–накопителя цилиндрики попадают в загрузочный латок мельницы, снабженной конвейером, и по нему подаются в барабан мельницы. Загрузка мельницы происходит автоматически и поддерживается на заданной величине веса. Регулируется вес машины подачей цилиндриков из бункера–накопителя, оборудованного пневматической заслонкой.
Процесс окисления свинца и образование свинцового порошка происходит во вращающемся барабане мельницы, загруженном свинцовыми цилиндриками.
Окисление свинца и вынос образовавшегося порошка из барабана осуществляется воздушным потоком, который создает вытяжной вентилятор.
По выходу из мельницы, воздушный поток проходит ряд осадительных устройств (система фильтров), где освобождается от свинцового порошка и после очистки выбрасывается в атмосферу.
Забор свежего воздуха происходит через загрузочное отверстие на входе в мельничный барабан.
Первым по ходу воздушного потока, выходящего из барабана, установлен технологический фильтр, который осаждает частицы свинцового порошка. Фракции порошка, осажденные в воздуховоде, возвращаются обратно в мельницу возвратным шнеком.
Основная масса свинцового порошка, содержащегося в воздушном потоке, осаждается в технологическом фильтре. Наиболее мелкие фракции из потока воздуха выбрасываемого в атмосферу, осаждаются в фильтре доочистки воздуха.
Свинцовый порошок из технологического фильтра, под воздействием обратной продувки сжатым воздухом осыпается в сборочный шнек и по выходу из него является готовым продуктом. Затем элеватором и системой шнеков порошок подается в бункера-накопители свинцового порошка.
Реакция окисления свинца происходит с выделением тепла. Для его отбора и поддержания температуры корпуса мельницы и температуры воздуха в зоне реакции на оптимальном уровне, установка имеет водяную систему охлаждения, состоящую и двух систем: впрыск внутрь барабана мельницы обессоленной воды -основная системе и впрыск воды на барабан мельницы (аварийная система).
Контрольно-измерительные приборы и органы управления установки вынесены на единый пульт управления.
Температура в мельнице: 120 – 1400 С.
Вес цилиндриков в мельнице: 8000 – 10500кг.
Температура фильтра: не более 1200 С.
Частота привода мельницы рабочая: max = 51Гц.
min = 48Гц.
Параметры влияющие на окисляемость свинцового порошка:
- Температура в мельнице. Увеличение температуры облегчает деформацию свинца, ускоряет его окисление и разрушение. Для увеличения окисляемости следует плавно увеличить температуру ступенями по 1 – 20 С., для уменьшения снизить температуру аналогичным способом.
- Разряжение в мельнице. Уменьшение разряжения дает повышение процентного содержания окиси в порошке. Но этот способ дает изменение фракционного состава и может быть применен в случае, когда совместно с окисляемостью необходимо изменить адсорбцию кислоты.
Параметры влияющие на адсорбцию кислоты:
- Разряжение в мельнице. С увеличением разряжения в мельнице адсорбция кислоты увеличивается и наоборот.
- Температура в мельнице. При повышении температуры адсорбция порошка уменьшается и наоборот.
При увеличении температуры реакции при одной и той же степени окисляемости цвет порошка становится более светлым.
Для поддержания стабильного качества порошка следует избегать частых остановок мельницы, потому что после длительной остановки мельницы в первые два часа после нового запуска образуется некондиционный свинцовый порошок, который можно использовать для приготовления отрицательной пасты, но только после разрешения технолога.
Хранение:
Перед использованием для пастоприготовления свинцовый порошок необходимо выдержать в бункере накопителе не менее 24ч., но и не более 10 дней.
Если свинцовый порошок сохранил свою окисляемость и адсорбцию, то он допускается к производству.
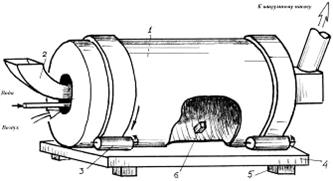
Рис.2. Схема мельницы барабанного типа.
1-корпус, 2-бункер для загрузки цилиндриков, 3-привод вращения мельницы, 4-рама, 5-пьезовесы, 6-заб-ворошитель.
6. Приготовление паст
6.1 Общее описание процесса
Электродные пасты получают смешиванием высокоокисляемого свинцового порошка, воды и раствора серной кислоты, определённой плотности. В состав отрицательных паст вводят, кроме того специальные добавки– расширители. В то же время количество воды не может варьировать в широких пределах. Даже небольшой избыток воды приводит к чрезмерному разжижению пасты, недостаток жидкой фазы увеличивает густоту пасты, а в результате в обоих случаях не обеспечивается качественное намазывание пасты.
Свинцовый порошок из бункеров-накопителей подается с помощью системы для транспортировки порошка в весы-дозаторы свинцового порошка, на которых производится взвешивание заданного количества свинцового порошка (определяется рецептом пасты). После загрузки порошка в весы дозаторы, вручную, добавляются необходимые добавки (волокно, сульфат бария и т.п.).
Одновременно, с подачей порошка по системе трубопроводов, в весы-дозаторы жидких компонентов подаются: вода, раствор суспензии расширителя и раствор серной кислоты и производится взвешивание заданных количеств жидких компонентов пасты.
Из весов-дозаторов, заданная доза свинцового порошка, загружается в работающий смеситель. После этого смеситель производит сухое перемешивание.
По системе трубопроводов из весов-дозаторов жидких компонентов в смеситель, в течение заданного времени под давлением подается вода (со скоростью около 100 л/мин.). Затем суспензия расширителя (только для отрицательной пасты) и происходит влажное перемешивание, в процессе которого происходит взаимодействие свинцового порошка с водой. Далее в смеситель в течение заданного времени подается раствор серной кислоты (для положительной пасты со скоростью 8 кг/мин, для отрицательной пасты 6 кг/мин). При поступлении кислоты в смеситель, происходит включение вытяжной вентиляции для охлаждения пасты (за счет испаряющейся воды) и происходит реакционное перемешивание.
После окончания влажного перемешивания оператор производит контроль качества пасты. Затем смеситель включается, производится заключительное перемешивание и при наличии вызова из намазочного отделения, приготовленная паста выгружается в приемный бункер, находящийся под смесителем.
6.2 Приготовление суспензии расширителя для отрицательных паст
Оборудование:
1.Установка для приготовления суспензии расширителя ВТО 027.00.000
2.Таль электрическая грузоподъемностью 0,5т.
Материалы:
1.Раширитель органический Vanisperse A импортный.
2.Углерод технический П803, Т900 ГОСТ 7885 – 86.
3.Вода дистиллированная ГОСТ 6709 – 72 или дименерализованная.
Общее описание:
Суспензия расширителя Vanisperse A и технического углерода является компонентом отрицательной пасты.
Vanisperse A – органический расширитель из производных оксилигнина, выполняет роль порообразователя для образования губчатого свинца с высоко развитой поверхностью при формировании отрицательного электрода. Развитая поверхность отрицательного электрода отвечает за стартерные характеристики АКБ.
Недостаточная концентрация Vanisperse A может привести к “спеканию” активной массы и как следствие, к снижению стартерных характеристик. Избыточное количество Vanisperse A может привести к чрезмерному порообразованию и как следствие, к оплыванию активной массы или короткому замыканию на положительный электрод.
Технический углерод выполняет роль красителя, для придания зеленого оттенка отрицательной пластине, а так же для увеличения электропроводности пасты на период формирования заряда отрицательного электрода.
Порядок приготовления:
В смеситель заливают рецептурное количество дименерализованной воды. Объем заливаемой воды контролировать с помощью лейки с делениями, аттарированной под данный смеситель.
Включают мешалку и засыпают рецептурное количество расширителя Vanisperse A и технического углерода.
7. Участок пастирования токоотводов
7.1 Пастирование непрерывной ленты токоотводов
Оборудование:
1.Горизонтальное разматывающее устройство фирмы “Sovema”.
2.Вертикальное разматывающее устройство фирмы “Sovema”.
3.Перформер 350 фирмы “Sovema”.
4.Пастонамазочная машина барабанного типа фирмы “Sovema”.
5.Машина по разделению пластин фирмы “Sovema”.
6.Тоннельная сушильная установка фирмы “Sovema”.
7.Вакуумный укладчик пластин в стопке фирмы “Sovema”.
Общее описание процесса:
Поддон с лентой устанавливается на горизонтальное разматывающее устройство, с которого лента с определенной скоростью поступает в установку по перфорированию ленты – Перформер 350. При прохождении ленты через перформер происходит ее перфорирование, растяжка и вырубка центральной части ленты (формирование ушек пластин). На выходе из перформера лента калибруется до заданной толщины.
Нанесение пасты на непрерывную ленту токоотводов – пастирование или намазка, производится на специальной намазочной машине барабанного типа с двусторонним намазом. Во время намазки на ленту с двух сторон наносится специальная бумага, аккумуляторная. После намазки лента разделяется на отдельные пластины, которые подаются в тоннельное сушило(Рис.3.), где производится их предварительная подсушка. На выходе из сушила пластины стопками укладывают на технологические поддоны и отвозят в камеры дозревания, где происходит доокисление металлического свинца, формирование структуры пасты и окончательная сушка пластин.
Заполненные электродными пластинами контейнера снабжаются паспортами с указанием типа пасты, количества пластин, типа пластин и даты намазки (срок нахождения заполненных контейнеров в цехе не более 40-30 мин.).
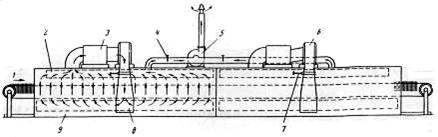
Рис.3. Внешний вид сушильной камеры.
1-цепь конвейера, 2-верхний сборный воздушный канал, 3-калорифер, 4-вытяжной вентилятор, 5-рециркуляционный вентилятор, 6-воздуховод,7-нижний воздушный канал.
7.2 Технологическая инструкция по управлению машины для разматывания ленты
Свинцово-кальциевые ленты должны изготавливаться в виде тонкой непрерывно катанной полосы, свернутой в рулон диаметров не менее 1000мм. и массой не более 1000кг.
Поверхность ленты должна быть чистой, не иметь серых и черных полос, на ней должны отсутствовать сквозные дефекты в виде продольных и поперечных трещин, разрывов. Кромки ленты должны быть ровными, без заусенцев.
Свинцово-кальциевые ленты изготавливаются толщиной (0,7 – 1,0)мм., ширина ленты (70 – 100)мм.
7.3 Машина для перфорации ленты
Машина для перфорации ленты из Рb сплавов входят в состав линии по намазке пластин и предназначена для непрерывного производства токоотводов для стартерных аккумуляторных батарей методом непрерывного перфорирования, растяжки и выравнивания (калибровки по толщине) ленты из свинцовых сплавов. Далее готовые токоотводы в виде ленты поступают на пастонамазочную машину.
Общее описание принципа работы:
Принцип действия машины, основан на процессе перфорации и растяжки ленты с помощью штампа при непрерывной подаче ленты. Это возможно, потому что матрица осуществляет два движения: линейное горизонтальное для продвижения и вертикальное для перфорации ленты. Узел перфорации и растяжки имеет матрицу, состоящую из набора металлических зубьев, которые при возвратно-поступательном движении, перфорируют и растягивают ленту из свинцового сплава, проходящую через матрицу. Последовательность операции перфорирования и каскадного продвижения производит набор на ленте связанных между собой ромбовидных ячеек, которые являются образующими непрерывной сетки (ленты токоотвода), которая далее обрабатывается на линии. Непрерывная лента токоотводов после растяжки поступает в узел вырубки, где на центральной части ленты (не растянутой и не перфорированной) происходит вырубка соответствующего профиля с формированием ушек пластин. После этого происходит калибровка ленты по толщине перед ее поступлением на пастонамазочную машину.
7.4 Машина для разделения пластин после намазки
Машина для разделения пластин после намазки(Рис.4.) входит в состав линии по намазке пластин и предназначена для непрерывного разделения перфорированной ленты из свинцовых сплавов намазанной активной пастой на отдельные электродные пластины для стартерных аккумуляторных батарей. Далее отдельные пластины поступают в печь для предварительной подсушки.
7.5 Выдержка и сушка электродных пластин
Двойные электродные пластины сразу после пастирования в контейнерах подаются в камеру выдержки и сушки. В камере электродные пластины вначале выдерживаются в атмосфере теплого и влажного воздуха, а затем сушатся. Во время выдержки в пасте одновременно происходит несколько процессов: окисление свинца, испарение влаги и преобразование сульфатов. Эти процессы тесно связаны друг с другом, вода служит катализатором реакции экзотермического окисления свинца. С другой стороны, теплота, выделяющаяся в результате окисления свинца, способствует испарению влаги.
Температура проведения процесса выдержки также влияет на скорость проведения процесса и состав высушенной пасты. При условии, что пластины выдерживаются при температуре не выше 50ºС, в пасте не происходит значительных преобразований основных сульфатов, склеивающих кристаллы вместе и механически стабилизирующих структуру. Следовательно, необходимо избегать потерь воды до тех пор пока не закончится реакция окисления свинца и не произойдет стабилизация структуры пасты.
Одновременно с процессами, происходящими в пасте, происходит разогрев и окисление поверхности токоотвода, что обеспечивает хорошую сцепляемость пасты с токоотводом.
По окончании окисления остаточного свинца, электродные пластины можно сушить. Влага будет испаряться не вызывая растрескивания пасты.
8. Участок сборки батарей
Двойные электродные пластины в специальных каркасах передаются к установке для разделения, где пластины разрезаются приводными дисковыми ножами на две части.
Одинарные электродные пластины укладываются стопками на европоддоны размером 0,8х1,2м, и передаются к установке для конвертовки и набора пакетов, где производится:
-резка сепараторной ленты, формирование конверта и запечатывание положительного электрода в конверт;
-перекладка положительных и отрицательных электродов в пакет.
Наборы пакетов укладываются на европоддоны и транспортируются к линии сборки и пайки блоков электродов.
На сборочных линиях производится:
-пайка блоков электродных пластин;
-установка блоков в ячейки моноблока батареи;
-контроль наличия ошибок сборки: короткого замыкания в цепи, инверсии, сверхнормативной проводимости;
-сварка полюсных мостиков через перегородки моноблока;
-сварка крышек с моноблоком;
-пайка полюсных выводов;
-контроль герметичности батарей.
Перед подачей на сборку в моноблоках пробиваются отверстия, через которые осуществляется сварка однополярных полюсных мостиков. Пробивка отверстий производится на специальной установке.
В процессе пайки блоков выводные «ушки» электродных пластин, собранных в пакет, соединяются между собой полюсными мостиками с выводными борнами. Пайка производится с помощью электролизно - водных газосварочных установок (горючий газ-водород).
Для пайки полюсных мостиков и выводов применяется свинцово-сурьмянистый сплав PbSb3,5Sn0,5 ТУ У 47.4-31646224-001-2002.
После контроля собранные батареи устанавливаются на поддоны и передаются на участок батарейной формировки.
8.1 Пайка блоков с одновременной отливкой полюсных мостиков
Операция пайки электродных пластин в блоке обеспечивает сборку отдельных электрических элементов, устанавливаемых в ячейке моноблока. Связь между однополярными пластинами обеспечивается взаимной спайкой их ушек выводными элементами (полюсными мостиками). Ушки спаиваются методом окунания в открытую литейную форму со свинцовым расплавом. Одновременно, методом литья, изготавливаются только ведущие детали блоков – мостики, перемычки, выводы.
Все операции по пайке блоков электродных пластин производятся в кассетах, которые закреплены на консолях поворотного стола установки. Стол имеет квадратную форму и вращается с фиксацией через каждые 900 .
Каждая консоль с кассетой проходит последовательно четыре технологические станции.
На загрузочной станции оператор загружает в кассету набор пакетов (ушками вверх). После загрузки пакетов начинается процесс выравнивания электродов в пакетах. Сверху, с помощью пневмопривода, опускается траверса с механизмом выравнивания ушек. Снизу, с помощью пневмопривода поднимается механизм выравнивания пластин и сепараторов. Электроды фиксируются в кассете прижимными щеками с помощью пневмозажима до не подвижного состояния, выравнивающие механизмы возвращаются в исходное положение. После поворота стола на 900 , кассета поступает на устройство зачистки и флюсования ушек. Одновременно следующая кассета перемещается к загрузочной станции для загрузки, и цикл повторяется.
Кассета с пакетами электродов поступает на устройство пайки и литья. Пайка осуществляется окунанием ушек в расплав, поступающим в открытую литейную форму из тиглей в формообразующей полости. Формы обеспечивают одновременную отливку полюсных мостиков, выводов и пайку комплекта блоков на одну батарею. Свинцовый расплав подается в литейную форму из обогреваемых тиглей через напорные щелевые отверстия. Его избыток самотеком возвращается в тигли.
Расплав подается в тигли из электрического плавильного котла с помощью насосов установленных внутри котла. Избыток из тиглей по обогреваемым обратным трубопроводам в котел.
Кассета с пакетами электродов опускается до специальных регулируемых упоров, ушки электродов окунаются в расплав, находящийся в литейных формах. Происходит сплавление (пайка) ушек с одновременной отливкой мостиков и выводов.
После окончания кристаллизации свинца специальные выталкиватели извлекают отливки из литейных форм.
Блоки электродов извлекаются из кассеты, визуально контролируются, после чего устанавливаются в ячейки моноблока и передаются на линию сборки батарей.
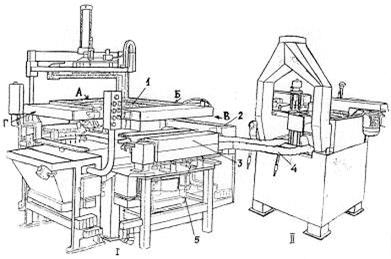
Рис.5. Установка пайки блоков.
I-карусельный станок, П- литьевой котел;
А,Б,В,Г,- рабочие места;
1-карусель, 2-вращающиеся щетки для зачистки ушек, 3-литьевые формы, 4- трубы для подачи расплавленного сплава к литьевым формам, 5- трубы для подачи охлаждающей воды.
8.2 Пробивка отверстий в моноблоках
Пробивка (перфорация) отверстий в ячейках моноблока осуществляется для создания электрической связи между отдельными элементами аккумуляторной батареи, которая выполняется контактной электрической сваркой.
Строгое соответствие координат пробитых отверстий, отсутствие заусенцев и пластмассовых нитей на их кромках способствуют качественной сварке межэлектродных соединений.
Для пробивки использовать моноблоки выдержанные после изготовления не менее суток.
Моноблоки, хранившиеся при отрицательной температуре, перед пробивкой должны быть выдержаны не менее 12 часов при температуре 25 ![]() 100
С. Пробивку отверстий производить не ранее, чем за сутки до сборки. Моноблоки подаются к рабочему месту на европоддонах или в специальных, решетчатых кассетах.
100
С. Пробивку отверстий производить не ранее, чем за сутки до сборки. Моноблоки подаются к рабочему месту на европоддонах или в специальных, решетчатых кассетах.
Партию моноблоков необходимо проверить на отсутствие следующих основных отклонений:
- трещин и сколов на наружных и внутренних ребрах;
- диагональной деформации;
- изгиба внешних стенок или внутренних ребер (допуск до 1,5мм.);
- осветленных пятен на наружных стенках размером свыше 10мм.
Работа на установке:
1.Включить привод роликового конвейера, открыть вентиль подачи сжатого воздуха.
2.Установить моноблок днищем на роликовый конвейер и подать в зону пробивочного приспособления. После фиксирования моноблока происходит опускание пробивочной головки, просечка отверстий, и подъем головки в исходное положение. Пробитый моноблок по конвейеру передается в зону разгрузки.
3.Снять моноблок с конвейера, осмотреть качество пробитых отверстий, и установить его на транспортный деревянный европоддон (в 8 ярусов). По контуру отверстий со стороны выхода пробивочных пуансонов допускается наличие заусенцев величиной до 0,3мм. Не допускается образование пластмассовых нитей. Можно зачистить ножом или оплавить газовой горелкой.
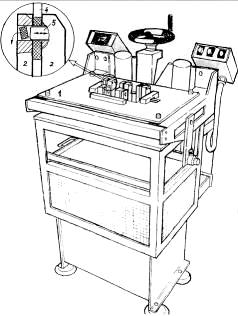
Рис.6. Внешний вид установки для пробивки отверстий в корпусах моноблоков.
1-столик, 2-губки кусачек, 3-накопитель отходов, 4-элемент корпуса, 5-подвижный плунжер.
8.3 Конвертовка и набор блоков электродных пластин
Конвертовка обеспечивает электрическую изоляцию положительных и отрицательных пластин между собой в процессе всего срока службы батареи.
Электродные пластины поступающие на сборочный участок, визуально отличаются по цвету активной массы: положительная пластина имеет светло-коричневый цвет, отрицательная – серо-зеленый.
Конвертовать положительную электродную пластину, ребра на сепараторе должны быть с внутренней стороны. Толщина применяемой сепараторной ленты и размер конверта указаны в конструкторской документации на конкретный тип батареи.
Внешний вид установки показан на Рис.7..
Работу на установке производить в следующей последовательности:
1.Рулон сепараторной ленты установить на сердечник механизма питания сепаратора. При конвертовке положительной пластины рулон должен быть установлен на сердечнике так, чтобы лента подавалась от нижней части рулона. Ленту сепаратора заправить в установку через набор роликов. Когда рулон сепараторного материала использован почти полностью, необходимо закрепить начало нового рулона на конце старого рулона с помощью клеящей ленты “скотч”. Конверты, которые содержат куски ленты, должны быть удалены из машины и отбракованы.
2.Положительные электродные пластины установить на накопительный транспортер с правой стороны установки ушками вверх от себя, отрицательные электродные пластины установить на такой же накопительный транспортер с левой стороны установки ушками вверх к себе и в механизм, которые докладывают недостающую электродную пластину. При пакетировании отдельных партий пластин, PL, DL, PS, DS, имеющих низкую прочность адгезии бумажного полотна с активной массой со стороны вакуумных захватов, допускается установка положительных пластин ушками к себе, отрицательных - от себя. Лента сепаратора проходит через ролики узла конвертовки, натягивается с помощью пневматического тормоза, проходит через режущий диск, который режет сепаратор на заготовки для конверта и прокладывает складку на заготовки, чтобы образовать дно конверта.
Установка имеет два тормоза, которые работают с рулоном сепараторного материала на сердечнике. Тормоз со сдвоенным цилиндром осуществляет торможение рулона, чтобы предохранить его от неуправляемого разворачивания, когда машина установлена, этот тормоз регулируется путем ручной настройки пневматического клапана. Другой пневматический тормоз прилагает тормозную силу к рулону. Перед началом работы необходимо установить давление воздуха этого воздуха (0,7бар.).
Положительная электродная пластина с накопительного транспортера с помощью вакуумного устройства подается на нижний конвейер. По конвейеру электродная пластина подходит к углу конвертовки, который сворачивает заготовку сепаратора по намеченной складке пополам, образуя конверт с электродной пластиной, затем с помощью прижимных роликов сваривает боковые стороны конверта.
Законвертованная электродная пластина подается по конвейеру к углу перекладки электродных пластин, который набирает пакет электродных пластин, поочередно принимая положительные и отрицательные электродные пластины в равном количестве необходимом для пакета электродных пластин.
Недостающую, отрицательную электродную пластину в пакет добавляет специальный механизм.
3.Количество электродных пластин в пакете для каждого типа батарей разное.
4.Набор блоков электродных пластин снять с конвейера и проверить внешним осмотром.
На конвертных сепараторах не допускаются: порывы, рубцы от деформации ленты, слоистость, частичная сварка боковых сторон, косообрезанные края, смещение линий сварки, посторонние включения, сквозные отверстия. Высота сепараторов над уровнем электродов должна быть не менее 3мм. Дополнительно контролировать качество зачистки и отсутствие фрагментов активной массы по открытому контуру отрицательных пластин. При необходимости удалить их продольным движением мягкой латунной щетки.
5.Проверенные наборы блоков положить на европоддон стопками по шесть наборов. Наборы укладывать один на другой таким образом, чтобы каждый из них можно было легко отделить. Стопки укладывают на европоддоны не более трех ярусов с прокладкой – листом ДВП, или НДФ между ними. Каждый укомплектованный поддон оформить сопроводительным паспортом в соответствии с требованием “Положения о системе идентификации продукции”.
6.Вакуумная система обеспечивает улавливание пыли, образующейся при работе установки. Пыль улавливается рукавным фильтром и собирается в бункере. Пыль из бункера выбирается в конце каждой смены.
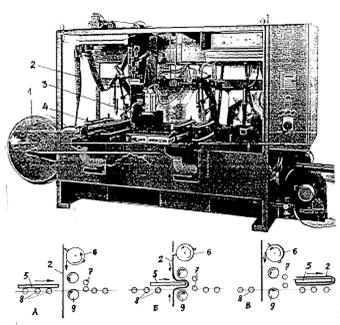
Рис.7. Внешний вид пакетировочной машины.
1-барабан с лентой, 2-лента, 3-узел пакетирования, 4-узел подачи пластин, 5-пластина, 6-цилиндр с ножом для резки ленты, 7-сварочные вальцы, 8-ролики транспортера, 9-прижимные вальцы.
А, Б, В - стадии обертывания пластины сепаратором.
8.4 Установка блоков электродных пластин в моноблок
1.После проверки на отсутствие дефектов блоки электродных пластин установить в ячейки моноблока с соблюдением полярности и отличительных прямоугольных знаков на мостиках. При установке каждый блок придерживая руками, опустить на 2/3 высоты, после чего продвинуть его до упора в дно легким нажатием руки, не допуская перекоса мостиков.
2.Выровнять в ручную относительно друг друга каждую пару смежных полюсных мостиков.
3.Визуально проверить:
- высоту кромки сепараторов над уровнем пластин (не менее 3мм.);
- отсутствие верности пластин и сепараторов;
- отсутствие частиц активной массы или свинца на торцах пластин и сепараторов;
- отсутствие заливов свинцового сплава и следов облоя свыше 1мм. на полюсных мостиках;
- отсутствие деформации и прогиба ушек в углах пайки относительно плоскости пластин.
4.Роликовым конвейером передать моноблок с набором блоков к установке проверки на отсутствие короткого замыкания.
8.5 Контроль качества сборки блоков электродов
Контроль на отсутствие короткого замыкания (К 3) осуществляется на тестирующей установке(Рис.8.), принцип работы которой основан на подаче между электродными пластинами каждого блока через подвижные контакты напряжения постоянного тока. Связь проверяемой батареи с тестирующим блоком осуществляется посредством перемещения в вертикальной плоскости головки с игольчатыми поджимными контактами (пробниками).
При наличии батареи на роликовом конвейере стопор фиксирует ее в рабочем положении для тестирования, а тестирующая головка начинает опускаться.
При контакте пробников головки с полюсными мостиками блоков электродных пластин, установленными в ячейках батарей начинается тестирование пластин высоким напряжением. По завершении тестирования головка поднимается, держатель и стопор батареи возвращаются в нейтральное положение, а проверенная батарея движется по конвейеру вперед.
Затем стопор батареи возвращается в позицию останова, ожидая следующую батарею. Если результаты теста положительные, батарея по конвейеру перемещается к следующей сборочной позиции. При отрицательных результатах теста ролик стопора батареи автоматически блокирует ее, и она выталкивается на выбраковочный стол.
Значение испытательного напряжения устанавливается вручную с помощью регулятора и цифрового индикатора на панели управления. При выборе напряжения регулируется ток, посредством которого выполняется текущее значение тока можно считывать на индикаторе.
8.6 (МЭС) Сварка межэлементных соединений
Операция контактной точечной сварки межэлементных соединений (МЭС) через отверстия в ячейках моноблока обеспечивает прочную и надежную электрическую связь элементов в собранной аккумуляторной батареи. Сварка МЭС является одной из важнейших сборочных операций, обеспечивающих стабильные электрические характеристики и высокую надежность батареи. Сварке подвергаются ушки полюсных мостиков, являющиеся выводными элементами каждого блока электродных пластин, входящего в батарею. Сварку МЭС на специализированной установке “Welmatic 1000”(Рис.9.). Основным рабочим элементом установки является подвижный блок токоподводящих водоохлаждаемых клещей, который имеет возможность поступательного движения по координатам X, Y и Z, а так же вращательного движения вокруг вертикальной оси. Исполнительный механизм клещей управляется электронной системой по заданной программе.
Блок клещей обеспечивает:
- предварительное сжатие свариваемых элементов;
- импульсный токоподвод в зону сварки с частичным термическим расплавлением свариваемых элементов;
- дополнительное поджатие сварочной зоны;
- интенсивное охлаждение сваренного соединения.
8.7 Сварка крышки с моноблоком
Сварка крышки производится на термосварочной установке приварки крышки, производство компании “Sovema”. Разогрев поверхностей стыка моноблока и крышки осуществляется электрическими нагревательными плитами, которые крепятся к подвижной платформе.
Установка работает в составе сборочной линии с передаточным роликовым конвейером. При наличии батареи на роликовом конвейере стопоры выдвигаются, стенки блокировки фиксируют ее в рабочем положении. Головка с захватами опускается, фиксирует и поднимает крышку подлежащую приварке. Платформа с рабочими нагревательными плитами движется вперед к своему конечному положению, роликовый стол поднимается, головка опускается до тех пор пока крышки и моноблоки не соприкоснутся с двумя нагретыми поверхностями. Когда время разогрева истекло, роликовый стол опускается, головка держателя инструмента поднимается, и платформа с нагревательными плитами возвращается. Затем головка опускается, а стол поднимается. Крышка и моноблок соприкасаются, происходит процесс термической сварки. Время предварительного разогрева свариваемых поверхностей и выдержки под давлением (после сварки) задается с помощью пульта управления.
8.8 Пайка полюсных выводов
Пайку полюсных выводов осуществлять на спец. автомате компании “Sovema”
Автомат состоит из:
- вертикальной стойки;
- подвижной головки с блоком газовых горелок, устройством зажигания от электрического разряда и подпружиненными моноклями с конусной формообразующей поверхностью, обеспечивающей требуемую геометрическую форму полюсных выводов в процессе пайки;
- пульта управления;
- роликового приводного конвейера с устройством фиксации батареи.
В конструкции автомата предусмотрена механическая регулировка межосевого расстояния между моноклями и изменения координат всего блока моноклей с горелками (вращением соответствующих маховиков).
Подача природного газа и кислорода осуществляется от баллонов, установленных в специальных рампах с системой подачи газов к штуцерам регулируемых газовых горелок. Газовые баллоны имеют блок регулировки давления с устройством защиты от обратного хода пламени. Рабочее давление природного газа и кислорода на входе газовых горелок должно составлять 1 атмосферу.
Паяльные монокли подключены к системе водяного охлаждения со станции охлаждения (теплообменником).
С целью исключения остаточной термической деформации и прогара монокли подбор параметров в ручном режиме необходимо проводить при включенной подаче охлаждающей воды.
Операция пайки производится в следующей последовательности:
1.Батарея подается по роликовому конвейеру к столу автомата пайки полюсных выводов. При обнаружении батареи фотоэлементом устройство зажима выдвигается, фиксируя ее на позиции пайки.
2.Головка с блоком газовых горелок и конусными моноклями опускается, автоматически включаются горелки. Головка продолжает опускаться до полной посадки моноклей на втулки крышки батареи и сжатия пружин.
На этом этапе начинается первая стадия пайки. Пламя расплавляет верхнюю часть втулок и выводных борнов, расплав заполняет зазоры, обеспечивая проплав по высоте не менее 3мм. На следующем этапе горелки поднимаются, и начинается завершающий этап пайки. Конусные стенки монокли ограничивают растекание сплава, обеспечивая формирование торца вывода. В процессе пайки горелки вращаются вокруг осей моноклей с регулируемой амплитудой. Через заданное на контроллере время горелки выключаются, монокли с выводами охлаждаются. Система охлаждения моноклей в процессе работы линии работает непрерывно.
Головка поднимается в исходное положение, зажим освобождает обработанную батарею, после чего цикл повторяется.
8.9 Контроль герметичности
Контроль герметичности осуществляется на автоматической установке (Рис.12.) методом создания в каждом аккумуляторе давления, повышенного по сравнению с атмосферным.
Контроль герметичности собранной батареи осуществляется в два этапа (теста). На первом этапе избыточное давление подается в ячейки № 1, 4 и 5 батареи. На втором этапе избыточное давление подается в ячейки № 2, 3 и 6.
Связь проверяемой батареи с тестирующим блоком осуществляется посредством перемещения в вертикальную плоскость головки с подвижными наконечниками.
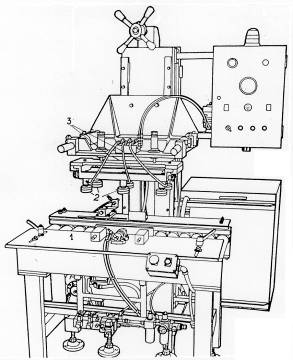
Рис. 12. Установка для проверки аккумулятора на герметичность.
1-платформа, 2-присоски, 3-трубки к источнику разрежения.
9. Батарейная формировка с водяным охлаждением
Переход на технологию батарейного формирования, как на воздухе та к с применением водяного охлаждения в процессе формирования, дал возможность интенсифицировать процессы формировки и создать средства механизации основных технологических процессов производства аккумуляторных батарей.
Создание новых поколений преобразователей тока, дало возможность вести процессы формирования, изменяя силу формировочного тока в зависимости от аккумуляторных батарей и температуры окружающей среды.
Формирование аккумуляторных батарей на заводе «WESTA– ДНЕПР» производится на формировочных рольгангах с водяным охлаждением фирмы «Jovis- Alta Meccanica». В качестве источников тока используются преобразователи тока фирмы «Digatron». Все вспомогательное оборудование цеха произведено фирмой «Jovis Alta Meccanica».
Автоматизированный комплекс функционирует следующим образом:
- Собранные и готовые к формированию аккумуляторные батареи поочередно устанавливаются персоналом на конвейер загрузочный. Двигаясь по нему, батареи попадают в зону действия машины заливки, которая автоматически заправляет их электролитом плотностью 1,23 ± 0,002 г/см³. Залитые электролитом аккумуляторные батареи продвигаются конвейером на устройство загрузочное, которое с помощью каретки формирует поддон батарей. Поддон с батареями по команде персонала передвигается на стол подготовительный загрузочный, где персоналом в батареи устанавливаются технологические пробки, задерживающие аэрозоль серной кислоты, и производится соединение батарей токоведущими перемычками. Затем поддон с аккумуляторными батареями передвигается на транспортное устройство. Устройство транспортное (загрузочное), действуя по предварительно заданному адресу, по команде персонала транспортирует поддон с батареями к соответствующей готовой к приему аккумуляторных батарей ванне формировочной. Перемещение транспортного устройства осуществляется по рельсовому пути. Перед формировочной ванной, по команде от оптических датчиков, осуществляется точное позиционирование транспортного устройства. Одновременно по рельсовому пути осуществляется перемещение транспортного устройства (разгрузочного), которое точно позиционируется с противоположного торца той же ванны. После позиционирования транспортных устройств с торцов одной ванны, персонал открывает торцевые крышки ванны. После открытия торцевых крышек, срабатывает устройство транспортное (загрузочное), которое передвигает поддон с аккумуляторными батареями в ванну формировочную по специальным направляющим роликам с минимальным трением. Загрузка следующего поддона с аккумуляторными батареями осуществляется с одновременным проталкиванием вглубь ванны предыдущего поддона. Эта операция повторяется до заполнения ванны батареями, причем сигнал об окончании загрузки подает система управления транспортными устройствами. Одновременно с загрузкой может осуществляться разгрузка поддонов с формированными батареями, которая производится по принципу проталкивания поддонов. По окончании загрузки-разгрузки торцевые крышки ванны закрываются персоналом. Персонал соединяет с токоведущими шинами зарядной сети поддон с аккумуляторными батареями, вставляет в батареи контрольные термопары и заполняет формировочную ванну водой. Как только закрываются торцевые крышки первой ванны начинается загрузка второй ванны, а потом и всех других по порядку.
Процесс формирования аккумуляторных батарей в формировочных ваннах осуществляется при закрытых защитных шторках, что исключает попадание в помещение цеха газов и аэрозолей серной кислоты, выделяющихся при формировании. Ванны формировочные оборудованы принудительной системой вентиляции, которая обеспечивает удаление газов и аэрозолей серной кислоты. Формировочный ток подается от преобразователей, которые управляются компьютерами управления и контроля.
По окончании формирования персонал открывает защитные шторки, и отключает поддоны с батареями от токоведущих шин зарядной сети, извлекает из батарей контрольные термопары, воду сливает в емкости системы охлаждения. После чего осуществляется выгрузка поддонов с батареями проталкиванием их на устройство транспортное (разгрузочное). При этом к моменту вытеснения последнего поддона с готовой продукцией формировочная ванна оказывается целиком загруженной очередной партией батарей.
Устройство транспортное (разгрузочное) транспортирует поддон с батареями по рельсовому пути к столу подготовительному разгрузочному. Здесь транспортное устройство передвигает поддон с батареями на разгрузочный стол, где персонал производит снятие технологических пробок и токоведущих перемычек. Затем поддон с батареями передвигается на устройство загрузочное. Это устройство с помощью каретки расформировывает поддон с батареями. При передвижении поддона с устройства транспортного (разгрузочного) на стол подготовительный разгрузочный одновременно передвигается предыдущий поддон со стола подготовительного разгрузочного на устройство загрузочное.
Аккумуляторные батареи по конвейеру поступают на машину доливки и нивелирования уровня, автоматически выравнивающую уровень раствором серной кислоты (электролита) плотностью 1,28 ±0,002 г/см3 (при 40 °С) до необходимого уровня, после которой персонал завинчивает пробки и вставляет пламегасители. Аккумуляторные батареи с завинченными пробками поступают в тоннель мойки и сушки. Помытые и просушенные батареи проходят через установку проверки большим током, в результате этой проверки определяется полнота формирования батарей, отсутствие короткого замыкания и переполюсовки. Батареи, выдержавшие испытание маркируются в соответствии с конструкторской документацией специальным маркировщиком. Маркированные батареи поступают к месту выгрузки, где рабочими производятся операции по консервации полюсных выводов батарей, наклейка этикеток и установка фурнитуры (ручка, защитный колпачок).
При изготовлении батарей с индикатором уровня и плотности в одну из банок аккумуляторной батареи вместо пробки устанавливается индикатор уровня и плотности электролита.
Батареи с этикетками персонал формирует на поддон и упаковывает на упаковщике поддонов, после чего персонал погрузчиком доставляет их на склад.
Все эти действия циклически повторяются для всех формировочных ванн. Тем самым создается поточный режим обработки.
Передвижения аккумуляторных батарей регулируются автоматизированной системой управления. При возникновении нештатных ситуаций на одном из участков комплекса передвижение батарей приостанавливается. Система управления ваннами контролирует состояние защитных шторок, торцевых крышек и уровня воды в ваннах. При возникновении нештатных ситуаций происходит автоматическое отключение формировочного тока в соответствующей ванне и на пульте управления появляется предупреждающий сигнал. Мониторинг процесса формирования организован по кибернетическому принципу и реализуется в программной оболочке.
Перемещение транспортных устройств сопровождается специальными звуковым и световым сигналами безопасности движения. Кроме звуковых и световых сигналов безопасности предусмотрены светофоры для персонала, находящегося между формировочными ваннами. При движении транспортных устройств, светофор светит красным светом. Все эти меры направлены на обеспечение безопасности труда персонала.
10. Заводские лаборатории
Применение современного оборудования позволило создать экологически безопасный цикл производства за счёт снижения объёма отходов и увеличения доли материалов, повторно используемых в технологическом процессе.
На заводе предусмотрены следующие лаборатории:
10.1 Лаборатория промышленной санитарии и экологии. Эта лаборатория осуществляет контроль за содержанием в воздухе производственных помещений вредных веществ; за уровнем шума; вибраций в рабочих помещениях; за качеством технической воды; за состоянием атмосферного воздуха на промышленной площадке и за её пределами. Лаборатория является самостоятельным подразделением и подчиняется непосредственно директору по технологиям.
10.2 Электро- химическая лаборатория производит контроль технологического процесса. Лаборатория оснащена необходимым лабораторным оборудованием, и проводит следующие анализы:
– при получение свинцового порошка контролируется содержание оксида свинца и плотность после трамбовки.
– при получении положительной и отрицательной массы контролирует содержание сульфатов.
11. Технологическая схема очистки промышленных стоков
Схемой очистки предусматривается нейтрализация серной кислоты и удаление из воды свинца и его соединений реагентным методом.
Очистка промстоков включает следующие основные технологические процессы:
- нейтрализацию серной кислоты раствором едкого натра (NaOH);
- осаждение свинца и его соединений путем добавки FeCl3, Na3 PO4 ;
- удаление образующихся соединений с помощью седиментации и фильтрации;
- обезвоживание осадка на фильтр – прессах.
Основные химические реакции, происходящие в процессе очистки, описываются следующими уравнениями:
H2 SO4 + 2NaOH → Na2 SO4 + 2H2 O – нейтрализация серной кислоты;
FeCl3 + 3NaOH → Fe(OH)3 + 3NaCl – образование коагулянта;
3Pb2+ + 2PO4 3- → Pb3 (PO4 )2 – образование нерастворимых соединений свинца.
Поступающие на станцию очистки промстоки из бака - накопителя насосами подаются в бак – реактор I и II ступени, при этом с помощью расходомера, установленного на напорном трубопроводе, производится учет количества сточных вод.
В баке-реакторе I ступени производится предварительная нейтрализация серной кислоты раствором едкого натра.
Дозирование щелочи осуществляется из бака-дозатора NaOH через электромагнитный клапан, автоматически управляемый прибором контроля pH -метра, которые в свою очередь получает сигнал от датчика уровня pH.
В эту же секцию, дополнительно к щелочи, подается коагулянт в виде раствора FeCl3 х 6H2 O. Перемешивание растворов со сточной водой обеспечивается высокооборотной мешалкой.
В баке-реакторе II ступени производится окончательная доводка уровня pH до значений в пределах 8 – 9, необходимых для нормального протекания дальнейшего процесса очистки. Способ дозирования щелочи во вторую секцию такой же, как для первой секции.
Дополнительно к щелочи в эту секцию подается осадитель свинца в виде раствора Na3 PO4 х 12H2 O из бака-дозатора. Na3 PO4 – перемешивание в секции осуществляется высокооборотной мешалкой.
Далее сточная вода самотеком поступает в бак-реактор III и IV ступени.
В баке-реакторе III ступени вводится флоокулирующее средство типа для укрупнения частиц образовавшегося ранее Fe(OH)3. Перемешивание флоокулянта со сточной водой осуществляется тихоходной мешалкой.
В баке-реакторе IV ступени происходит дополнительное укрупнение частиц. Из второй секции вода с крупными частицами по отдельным трубопроводам самотеком поступает в четыре отстойника, где происходит осаждение крупных частиц в нижней части отстойника. Необходимость отбора шлама из отстойников зависит от дозирования FeCl3 и колеблется от одного до двух раз в сутки.
После отстойников вода проходит дополнительную фильтрацию на песчаном фильтре, который находится в режиме постоянной регенерации. Промывная вода из фильтра отводится в емкость – приемник фильтратов, сюда же поступает фильтрат с фильтр-прессов. Эти фильтраты и промывная вода насосами перекачиваются в бак-накопитель.
Шлам, отбираемый из бака-реактора IV ступени и отстойников, подается насосами в емкость – шламонакопитель, где постоянно перемешивается низкооборотной мешалкой. Из шламонакопителя шлам при помощи мембранных насосов высокого давления подается на фильтр-прессы, где происходит его обезвоживание.
Работа станции нейтрализации автоматизирована в объеме, необходимо для поддержания технологического регламента по значениям pH, производительности и уровня в емкостях.
Стоки после очистки по описанной схеме соответствуют ПДК для водоемов культурно-бытового назначения по всем основным показателям.
12. Виды брака и способы их устранения
Благодаря применению на заводе современного технологического оборудования достигнут высокий уровень автоматизации основных и вспомогательных технологических процессов.
На заводе внедрена прогрессивная система управления качеством выпускаемой продукции, основой которой является система управления основным технологическим оборудованием, обеспечивающие контроль и оперативное управление параметрами технологического процесса производства стартерных свинцово– кислотных аккумуляторных батарей на всех его этапах, от производства пластин до формирования аккумуляторных батарей. Большое внимание уделено качеству сборки и формирования аккумуляторных батарей. Начиная с операции помещения пластин в моноблок аккумуляторной батареи, батареи проходят 100% контроль качества операций проводимый при сборке и формировании. При проведении контроля качества проводится не только отбраковка аккумуляторных батарей, не удовлетворяющих предъявляемым к ним требованиям, но и фиксируются параметры при испытании каждой аккумуляторной батареи, прошедшей контрольную операцию.
Виды брака и способы их устранения на заводе «WESTA–ДНЕПР»:
1. Цех пастанамазки: не промазка ячеек токоотвода
устранение: дополнительная промазка
2. резка: длина ушка негабаритного размера причина не настроена машина
устранение: настройка машины (ножей).
3. сборка: короткое замыкание (прокол сепаратора)
устранение: замена блока электродов
4. формировка: уменьшение плотности электролита
устранение: провести дополнительное формирование постоянным током в течении 3ч.
13. Охрана труда
Производство аккумуляторов относится к одному из наиболее вредных предприятий. Практически во всех цехах и участках завода (цех литья, намазки пасты и др.) имеют место как химически так и физически опасные вредные производственные факторы.
В цехах используются следующие химически вредные и опасные вещества:
- свинец (чушки, порошок);
- раствор серной кислоты;
- расширитель (Ванисперс А);
Свинец вредный для здоровья. При вдохе он и его окислы являются медленной отравой и приводят к опасным изменениям, особенно в нервной системе, крови и сосудах. Заболевания, которые возникают от действия свинца и его соединений считаются профессиональными.
ПДК свинца в области рабочей зоны равна 0,01 мг/м3 .
Раствор серной кислоты. Кислота растворяет металл с выделением водорода. При контакте возможны ожоги кожи, глаз. Свободно проникающие пары вызывают раздражение слизистой оболочки как органов дыхания так и зрения. При длительном контакте возникают заболевания кожи, внутренних органов, способствуют развитию злокачественных опухолей.
ПДК серной кислоты в воздухе рабочей зоны 1 мг/м3 .
Кроме химически – опасных факторов на производстве существуют и физически – опасные, такие как:
- производственный внутри – заводской транспорт (электрокары, электропогрузчики и др.);
- движущиеся машины и механизмы (транспортеры, редукторы механизмов, смесители);
- превышающий уровень шума, вызванный работой механизмов и приводов;
- превышающая температура поверхности оборудования;
- высокое напряжение в электрической цепи;
- низкое природное освещение.
Учитывая это, в цехах предусмотрены следующие основные мероприятия по обеспечению здоровых и безопасных условий труда:
- механизация сложных и трудоемких процессов;
- использование предохранителей и блокирующих устройств;
- ограждение опасных зон;
- для предотвращения электропоражений предусмотрены заземлители на оборудовании;
- предусмотрено природное и искусственное освещение;
- для уменьшения концентрации пыли и вредных производственных примесей в воздухе цехов и на рабочих местах предусмотрена вытяжная вентиляция;
- вспомогательные санитарно – бытовые помещения (комнаты отдыха, места для курения, мытья рук и принятия душа перед приемом пищи);
- средства индивидуальной защиты (рабочим предоставляется спецодежда, респираторы, резиновые перчатки, сапоги, каски);
- в случае пожара предусмотрены эвакуационные выходы с путеуказаниями, а также огнетушители.
14. Охрана окружающей среды
Для обеспечения наименьшего влияния вредных веществ на окружающую среду необходимо чтобы технология производства базировалась на замкнутом цикле, автоматизации, комплексной механизации. Производственное оборудование не должно допускать выбросов вредных веществ в окружающую среду. Все технологические выбросы должны проходить очистку с целью улавливания, нейтрализации, рекуперации вредных веществ, которые находятся в промышленных сточных водах,.
На ЗАО «Веста – Днепр» используются технология и оборудование, которые предотвращают вредное воздействие на окружающую среду и защиту от вредных выбросов.
Завод имеет следующие системы канализации: хозяйственно – бытовую, производственную, дождевую.
Безвозвратные потери воды в объеме 30 м3 в сутки составляют подпитку оборотных систем и приготовления растворов. Для защиты водного бассейна предусмотрены следующие мероприятия:
- очистка систем оборотного водоснабжения;
- сокращение безвозвратных потерь воды;
- соблюдение технически – обоснованных норм водозатрат;
- очищение производственных сточных вод физико – химическими методами с доочисткой на ионно – обменных фильтрах.
С целью защиты атмосферного воздуха от загрязнений предусмотрены такие мероприятия как герметизация оборудования, очищение газовоздушной смеси в пылегазоочистном оборудовании, оборудование источников выбросов местными отсосами.
15. История завода
Международная Научно – промышленная Корпорация «Веста» в настоящее время является одним из крупнейших холдингов аккумуляторного рынка стран СНГ. После распада СССР возникла острая необходимость создания в Украине собственного аккумуляторного производства.
В декабре 2004 года в г. Днепропетровске введен в эксплуатацию новый высокотехнологичный завод по производству герметичных стартерных батарей. В настоящее время МНПК «Веста» работает над реализацией второго этапа прэкта - по созданию призводства герметичных индустриальных батарей.
В декабре 2004 года в г. Днепропетровске на площади 30000 м2 введен в эксплуатацию современный высокотехнологичный завод ЗАО «Веста – Днепр» по производству необслуживаемых герметичных стартерных аккумуляторных батарей. Производственная мощность предприятия – 3 млн. батарей в год.
На заводе используется разработанная МНПК «Веста» уникальная технология производства, не имеющая аналогов в Европе. В январе 2005 года с конвейера предприятия вышла первая партия батарей под маркой „WESTA”.
Строительство и ввод в эксплуатацию завода ЗАО «Веста – Днепр» является реализацией первого этапа крупномасштабного инновационного проекта МНПК «Веста» по разработке и созданию автономных интегрированных ветросолнечных систем «малой энергетики» с аккумуляторами – накопителями энергии.
16. Технико-экономическая часть
16.1 Стоимость основных материалов
1. Комплект:
1.1. Моноблок, крышка 6СТ – 190 15 грн.
1.2. Моноблок, крышка 6СТ – 60 9 грн.
2. Свинец марок С0.С1, С1С 3000 грн/тонну.
3. Свинцовые сплавы 2400 грн/тонну.
4. Сепараторная лента шириной 160 мм 3 грн./м²
5. Кислота серная аккумуляторная 100 грн/тонну.
6. Обессоленная вода 0,05 грн/тонну.
7. Сульфат бария 5360 грн/тонну.
8. Органический расширитель 16302 грн/тонну.
9. Углерод технический 270 грн/тонну.
10. Волокно полипропиленовое 4400 грн/тонну.
16.2Рецептура паст
| № | Наименование материалов | Ед. изм. | Паста положительная | Паста отрицательная |
| 1 | Оксид свинца | кг. | 650 | 650 |
| 2 | Обессоленная вода | кг. | 83 | 60 |
| 3 | Электролит плотностью, 1,40 г/см³ | кг. | 70 | 51 |
| 4 | Органический расширитель | кг. | 1,3 | |
| 5 | Углерод технический | кг. | 1,3 | |
| 6 | Сульфат бария | кг. | 3,25 | |
| 7 | Волокно полипропиленовое | кг. | 0,9 | 0,9 |
16.3 Стоимость оборудования
1. Котел плавильный на четыре литейных машины 892000 грн.
2. Литейная машина 650000 грн.
3. Мельница (комплект) 3000809 грн.
4. Смеситель для приготовления пасты (комплект) 1389000 грн.
5. Пастонамазочная линия (комплект) 989000 грн.
6. Камера дозревания 220000 грн.
7. Машина разделения пластин 75000 грн.
8. Пакетировщик 816000 грн.
9. Установка пайки блоков С.О.S. 950500 грн.
10. Сборочная линия 1237000 грн.
11. Преобразователь постоянного тока 54800 грн.
12. Формировочная ванна 28900 грн.
13. Машина заливки 211000 грн.
14. Машина доливки электролита 161000 грн.
15. Машина мойки-сушки батарей 161000 грн.
16. Машина проверки большим током 161000 грн.
17. Электропогрузчик 35300 грн.
18. Термопластавтомат 100774 грн.
16.4Стоимость аккумуляторной батареи
6СТ – 190 АЗ 343,5 грн.
6СТ – 140 АЗ 253,1 грн.
6СТ – 92 АЗ 195,8 грн.
6СТ – 70 АЗ 149,1 грн.
6СТ – 60 АЗ 127,7грн.
6СТ – 55 АЗ 117,1 грн.
6СТ – 50 АЗ 105,2 грн.
16.5 Разрядное напряжение
Разряд проводят в две ступени.
При первой ступени батарею разряжают током холодной прокрутки для 6СТ – 60 АЗ – 430А (6СТ – 190 АЗ -1100 А), и через 10 с. от начала разряда измеряют напряжение на выводах, которое должно быть не менее 7,5 В.
Затем батареи отключают и выдерживают при разомкнутой цепи 10 с. После паузы батарею опять включают на разряд, но уже током второй ступени 6СТ – 60 АЗ – 260А (6СТ – 190 АЗ -660 А). Разряд продолжают до напряжения 6,0 В на выводах батареи. Общая продолжительность разряда до напряжения 6,0 В должна быть не менее 150 с.
16.6 Разрядные характеристики аккумуляторных батарей
| Тип АКБ | Ток холодной прокрутки (при -18°С) I, А. |
Напряжение на 30 сек., В. | Время разряда, сек. |
Масса кг., не более | |
Без электролита |
С электролитом |
||||
| 6СТ - 190 АЗ | 570 | Не менее 9,0 В. |
Не менее 150 |
37,5 | 51,5 |
| 6СТ – 140 АЗ | 460 | 30,2 | 42,5 | ||
| 6СТ – 92 АЗ | 390 | 16,7 | 24,0 | ||
| 6СТ – 70 АЗ | 340 | 12,8 | 18,7 | ||
| 6СТ – 65 АЗ | 300 | 11,6 | 16,3 | ||
| 6СТ – 60 АЗ | 280 | 11,8 | 16,0 | ||
| 6СТ – 55 АЗ | 255 | 10,7 | 15,5 | ||
| 6СТ – 50 АЗ | 230 | 9,8 | 13,6 | ||
Для обеспечения требования по времени стартерного разряда, плотность тока недолжна превышать 15 А/дм2 (считается только та площадь отрицательного электрода которая расположена напротив положительного).
16.7 Характеристики электродных пластин
Аккумуляторные батареи 6СТ – 140 ÷ 200 АЗ
| Тип электрода | Геометрические размеры (высота*ширина), мм. |
Вес одинарного токоотвода, г. |
Плотность свинца, г/см3 |
| Положительный электрод | 135*143 | 70 | 11,34 |
| Отрицательный электрод | 135*143 | 60 |
Аккумуляторные батареи 6СТ – 38 ÷ 100 АЗ
| Тип электрода | Геометрические размеры (высота*ширина), мм. |
Вес одинарного токоотвода, г. |
Плотность свинца, г/см3 |
| Положительный электрод | 117*143 | 60 | 11,34 |
| Отрицательный электрод | 117*143 | 50 |
Толщины применяемых сепараторных лент 0,9; 0,1; 1,1; 1,2; 1,3; 1,4.
16.8 Технические характеристики технологического оборудования
1. Литейная машина 10 сдвоенных отливок в мин.
2. Мельница 12 тонн оксида свинца в час.
3. Смеситель для приготовления пасты 900 кг. свинцовых паст в час.
4. Пастонамазочная линия 120 сдвоенных пластин в мин.
5. Камера дозревания 15 тыс. сдвоенных пластин в сутки.
6. Машина разделения пластин 160 одиночных пластин в мин.
7. Пакетировщик 90 пар одинарных пластин в мин.
8. Установка пайки блоков C.O.S. 1,5 аккумулятора в мин.
9. Сборочная линия 1,5 аккумулятора в мин.
10. Преобразователь постоянного тока 10 ячеек по 25 А и 360 вольт
11. Формировочная ванна 6СТ – 50 ÷ 65АЗ 200 аккумуляторных бат.
6СТ – 66 ÷ 77АЗ 150 аккумуляторных бат.
6СТ – 88 ÷ 155АЗ 100 аккумуляторных бат.
6СТ – 160 ÷ 200АЗ 80 аккумуляторных бат.
12. Машина заливки 1 аккумуляторная батарея в мин.
13. Машина доливки электролита 1 аккумуляторная батарея в мин.
14. Машина мойки – сушки батарей 1 аккумуляторная батарея в мин.
15. Машина проверки большим током 1 аккумуляторная батарея в мин.
16. Термопластавтомат 1 аккумуляторная батарея в мин.
Похожие рефераты:
Свинцовое загрязнение окружающей среды Российской Федерации и его влияние на здоровье населения
Извлечение свинца из лома аккумуляторных батарей
Давно ли люди гибнут за металл и как именно закалялась сталь
Технология пайки изделий при подготовке производства
Техническое обслуживание и ремонт аккумуляторных батарей
Конструктивное исполнение электродов в первичных химических источниках тока
Разработка технологического процесса сборки и монтажа блока стробоскопа
Аккумулятор и генератор для автомобиля
Разработка источников диффузионного легирования для производства кремниевых солнечных элементов
Способы переработки свинцовых аккумуляторов
Установки постоянного тока с аккумуляторными батареями