| Похожие рефераты | Скачать .docx |
Дипломная работа: Устройство и ремонт электромагнитных контакторов типа МК-310Б И МК-15-01
УСТРОЙСТВО И РЕМОНТ ЭЛЕКТРОМАГНИТНЫХ КОНТАКТОРОВ ТИПА МК-310Б И МК-15-01
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
ИСТОРИЯ ОТЕЧЕСТВЕННОГО ЭЛЕКТРОВОЗОСТРОЕНИЯ
ЦЕЛЬ РАБОТЫ
1. КРАТКИЕ СВЕДЕНИЯ ОБ ЭЛЕТРОМАГНИТНЫХ КОНТАКТОРАХ
1.1 НАЗНАЧЕНИЕ
1.2 КОНТАКТОР МК-310Б ТЕХНИЧЕСКИЕ ДАННЫЕ КОНТАКТОРА МК-310Б
1.3 КОНТАКТОР МК-15-01 ТЕХНИЧЕСКИЕ ДАННЫЕ КОНТАКТОРА МК-15-01
2. ТЕХНОЛОГИЯ РЕМОНТА ЭЛЕКТРОМАГНИТНЫХ КОНТАКТОРОВ
2.1 СИСТЕМА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ЭЛЕКТРОВОЗОВ
2.2 РАЗБОРКА КОНТАКТОРА
2.3 РЕМОНТ ЭЛЕКТРОМАГНИТНЫХ КОНТАКТОРОВ
2.4 СБОРКА ЭЛЕКТРОМАГНИТНЫХ КОНТАКТОРОВ
2.5 ИСПЫТАНИЯ, ПРОПИТКА, РЕГУЛИРОВКА
2.6 ОБОРУДОВАНИЕ, ИНСТРУМЕНТЫ, МАТЕРИАЛЫ
3. ТЕХНИКА БЕЗОПАСНОСТИ
3.1 ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ СЛЕСАРНЫХ РАБОТ
3.2 ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ ЭЛЕКТРОАППАРАТУРЫ
3.3 БЕЗОПАСНОСТЬ ПРИ НАХОДЖЕНИИ НА ЖЕЛЕЗНОДОРОЖНЫХ ПУТЯХ
ЗАКЛЮЧЕНИЕ
ЛИТЕРАТУРА
ВВЕДЕНИЕ
ИСТОРИЯ ОТЕЧЕСТВЕННОГО ЭЛЕКТРОВОЗОСТРОЕНИЯ
ЭЛЕКТРОВОЗ - локомотив, приводимый в движение находящимися на нем тяговыми электродвигателями, которые получают электроэнергию от стационарного источника - энергосистемы через тяговые подстанции и тяговую сеть от контактного провода либо от собственных тяговых аккумуляторных батарей. Выпускаются также комбинированные контактно-аккумуляторные электровозы, которые могут работать как от контактной сети, так и от аккумуляторной батареи. Подавляющее большинство находящихся в эксплуатации электровозов магистральных ж. д. являются неавтономными, т. е. не могут работать без контактной сети. На путях промышленных предприятий часто используются автономные электровозы, не зависящие от контактной сети. Для обеспечения маневровых работ наиболее подходящими являются контактно-аккумуляторные электровозы, которые используются также широко для обслуживания горных выработок, где прокладка контактного провода затруднена или невозможна. Таким образом, эксплуатируемые электровозы могут быть классифицированы по назначению, степени автономности, роду тока в тяговой сети; в зависимости от области использования и конструкции имеют ряд различных направлений.
Первые электровозы появились на ж.-д. транспорте в конце 19 в. как локомотивы, альтернативные паровозам. Развитие электротехники позволило создать мощные электродвигатели постоянного тока и двигатели переменного трехфазного тока. Были решены также проблемы генерирования электроэнергии и ее передачи по контактной сети. Идея реализации электрического локомотива с автономным или неавтономным питанием была высказана в первой половине 19 в., но первые практические результаты были получены в 1880 г. В России инженер Ф.А. Пироцкий установил электрический двигатель на пассажирском вагоне и провел первые опыты; в 1880 г. в Санкт-Петербурге был проложен для электровагона рельсовый путь. В том же году Э.В. Сименс в Германии и Т.А. Эдисон в США предложили свои конструкции. Новые локомотивы смогли заменить паровую тягу в специфических условиях эксплуатации ж. д.- в длинных тоннелях и на горных (перевальных) участках с большими уклонами. При этом проявились главные преимущества электровоза — отсутствие выбросов отработанных газов, возможность увеличения силы тяги путем форсировки тяговых электродвигателей на руководящем уклоне, реализация идеи рекуперативного торможения с возвратом энергии в тяговую сеть. Впоследствии область рационального применения электровозов существенно расширилась: их стали использовать и на равнинных участках с интенсивным движением поездов, где решающее значение имел высокий кпд самого электровоза (до 88-91%) и всей системы электрической тяги (до 30% при питании преимущественно от тепловых электростанций и до 50-60% при питании от гидроэлектростанций ).
Первые электровозы на российских ж. д. появились в 1929-1930 гг. в связи с электрификацией Сурамского перевала на Закавказской железной дороге (линия Баку-Батуми). На линии эксплуатировались закупленные в Италии, США, и Германии 6-осные электровозы постоянного тока 3 кВ, получившие обозначение С (с индексом, соответствующим стране-изготовителю). В России было налажено производство электровозов на Коломенском заводе совместно с московским заводом «Динамо», который начал выпускать тяговые электродвигатели и электрооборудование. В 1932 г. был выпущен первый отечественный грузовой электровоз сети Сс, впоследствии - ВЛ19 (цифра 19 указывает осевую нагрузку в т на рельсы). Этот принцип сохранялся в обозначениях электровозов ВЛ22 и ВЛ23, позже перешли к указанию числа осей (постоянного тока ВЛ8), а затем добавили букву «О», которая обозначала род тока (электровозы, работающие на однофазном токе), соответственно 6-осные и 8-осные локомотивы ВЛ60, ВЛ80 (позднее буква трансформировалась в ноль).
Электровозы, имеющие обозначение ВЛ, были предназначены для грузового движения, хотя довольно часто используются и для тяги пассажирских поездов. Конструктивная скорость электровозов ВЛ обычно не превышает 110 км/ч. В 70-е гг. был реализован переход на более мощные 12-осные электровозы на базе двух 6-осных секций, в каждой из которых кузов опирался на три 2-осные тележки (постоянного тока ВЛ15 и переменного тока ВЛ85, ВЛ86). Однако одновременно получила распространение и концепция более гибкого типажного решения, когда выпускались 4-осные секции, из которых можно было формировать тяговые единицы из 2-4 секций (постоянного тока ВЛ11М, переменного тока ВЛ80С). По мере расширения электрификации ж. д. наряду с грузовыми электровозами начался выпуск скоростных электровозов, параметры которых были приспособлены для тяги пассажирских поездов. Первый пассажирский электровоз, получивший наименование ПБ (Политбюро), был выпущен Коломенским заводом в 1934 г. Электровоз имел 6 осей, групповой привод колесных пар. Небольшие партии грузовых электровозов ВЛ19, ВЛ22, ВЛ60 выпускались с измененным передаточным отношением от тяговых двигателей на колесные пары, что позволяло использовать их в пассажирских сообщениях (с дополнительной буквой П, например ВЛ60П).
В начале 90-х гг. произошло значительное снижение перевозочной работы, вследствие чего потребность в сверхмощных электровозах сократилась, имевшийся парк электровозов стал вполне достаточным для выполнения перевозок; выпуск новых электровозов сократился. Электровоз ВЛ85, имевший наиболее отработанную конструкцию, начали выпускать в односекционном исполнении (ВЛ65). Для возможности использования электровоза в пассажирском сообщении было применено опорно-рамное подвешивание тяговых двигателей, в результате чего конструктивная скорость повысилась до 140 км/ч. Было предусмотрено электрическое отопление пассажирского поезда от электровоза. Такой электровоз фактически относится к классу универсальных - грузопассажирских.
Основу эксплуатируемого парка пассажирских локомотивов составляют 6-осные электровозы ЧС2 и ЧС2Т постоянного тока, электровозы ЧС4 и ЧС4Т переменного тока, а также 8-осные электровозы ЧС6, ЧС7 и ЧС200 постоянного тока и с такой же ходовой частью электровозы ЧС8 переменного тока. С середины 90-х гг. на магистральных ж. д. эксплуатируются скоростные пассажирские электровозы (1994 г.), 8-осные односекционные электровозы ЭП200, конструктивную скорость которых предполагалось довести до 250 км/ч, и упрощенная модификация такого электровоза на конструктивную скорость 160 км/ч. В 2001 г. в связи с развитием скоростного движения выпуск электровозов на максимальные скорости 200-250 км/ч увеличился. Основные пассажиропотоки в высокоскоростном пассажирском сообщении реализованы моторвагонными электропоездами. В сер. 90-х гг. были изменены обозначения новых электровозов: в обозначение грузовых электровозов ввели букву Э (например, Э1, Э2, ЭЗ и т.д.), а для пассажирских и универсальных - буквы ЭП, в частности электровоз ВЛ65 получил обозначение ЭП1, электровоз, выполненный на базе его механической части, с возможностью питания от сети как постоянного, так и переменного тока, ЭП10.
Цель работы
Заданием на письменную экзаменационную работу мне было предложено детально изучить назначение, конструкцию электромагнитных контакторов. А также, с учетом практических навыков, приобретенных во время прохождения производственной практики, описать технологический процесс их ремонта в объеме ТР-3, применяемый инструмент и оборудование, обращая особое внимание на соблюдения правил техники безопасности при работе в цехах депо.
1 КРАТКИЕ СВЕДЕНИЯ ОБ ЭЛЕКТРОМАГНИТНЫХ КОНТАКТОРАХ
1.1 НАЗНАЧЕНИЕ
Электромагнитные контакторы на электровозах применяют для включения и отключения вспомогательных машин и электрических печей, а также для автоматического отключения пусковых резисторов в цепях вспомогательных машин после их разгона. Для включения они не требуют сжатого воздуха, что важно для пуска мотор-компрессоров. Электромагнитные контакторы срабатывают под действием электромагнитных сил, которые по значению значительно меньше сил, возникающих при электропневматическом приводе. Поэтому такие контакторы используют только при небольших токах.
На отечественных электровозах в цепях вспомогательных машин применяют электромагнитные контакторы МК-310Б, а в цепях электрических печей — контакторы МК-15-01.
1.2 КОНТАКТОР МК-310Б
Этот контактор состоит из привода, контактной и дугогасительной систем.
Под действием отключающей пружины 8 (рис. 1) якорь 9 с изоляционным рычагом 7 и механизмом подвижного контакта, состоящим из кронштейна 6, держателя контакта 3, притирающей пружины 5 и подвижного контакта 2, находятся в крайнем правом положении, как указано на схеме рис. 1, б. Подвижной и неподвижный контакты 2 разомкнуты. Если подать напряжение цепи управления 50 В на включающую катушку 11, то под действием тока в сердечнике катушки и ярме магнитопровода 10 наводится магнитный поток, который притягивает якорь 9. Якорь поворачивается и, сжимая пружину 8, вначале подводит подвижной контакт к неподвижному, а затем, сжимая притирающую пружину 5 за счет поворота держателя контакта, притирает и прижимает контакты в замкнутом состоянии. Неподвижный контакт укреплен на кронштейне 13, а тот в свою очередь на изоляционной планке 12. В вырезе кронштейна 13 находится дугогасительная катушка 14 с сердечником 15. Для создания необходимого магнитного потока в зоне горения дуги при небольшом токе катушка 14 имеет большое число витков.
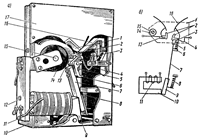
Рисунок 1 – Электромагнитный контактор МК-310Б
а) общий вид; б) схема работы
Ток силовой цепи при включенном контакторе проходит через дугогасительную катушку 14, кронштейн 13, контакты 2 и гибкий шунт 4, шунтирующий все подвижные шарнирные соединения, к проводу, идущему к вспомогательной машине. Выключение катушки 11 вызывает отход якоря от магнитопровода под действием пружины 8 и размыкание контактов. Образующаяся между контактами дуга выдувается вверх в дугогасительную камеру 17 под действием магнитного поля катушки 14, а также восходящего потока воздуха, образующегося вследствие нагревания электрической дугой. Магнитный поток дугогасительной катушки подводится в зону гашения дуги через стальные полюсы 1, укрепленные на асбестоцементных стенках камеры. Эти полюсы плотно прилегают к сердечнику 1,5 катушки с обеих сторон.
Сама дугогасительная камера, кроме двух стенок с полюсами, имеет две асбестоцементные продольные перегородки, устанавливаемые внутри боковых планок.
В процессе гашения дуги она переходит с контактов на дугогасительные рога, растягивается, охлаждается о стенки и перегородки камеры и гаснет. Один из рогов — 16 — укреплен в камере, а другим служит кронштейн 13 неподвижного контакта. На ряде контакторов (МК-310Б-42) имеются блок-контакты, расположенные правее выключающей пружины 8.
ТЕХНИЧЕСКИЕ ДАННЫЕ КОНТАКТОРА МК-310Б
Номинальное напряжение силовой цепи 3000 В
Номинальный ток продолжительного режима контактора:
МК-310Б-37 10 А
МК-310Б-42 25А
Номинальное напряжение цепи управления 50 В
Номинальный ток блокировочных контактов 5 А
Номинальный ток включающей катушки 0,65 А
Масса контактора:
МК-310Б-37 22,9 кг
МК-310Б-42 23,5кг
Разрыв силовых контактов 30—34 мм
Провал силовых контактов 7—9 мм
Нажатие силовых контактов 1,8—2,7 кгс
Разрыв блокировочных контактов, не менее 3 мм
Провал блокировочных контактов 2,5—3,5 мм
Нажатие блокировочных контактов 0,15 кгс
Напряжение для испытания изоляции переменным током частотой 50 Гц в течение 1 мин:
силовой цепи 9500 В
цепи управления 1500 В
Включение контактора при напряжении 30 В
1.3 КОНТАКТОР МК-15-01
Электрические печи включают контакторами МК-15-01, отличающимися oт контакторов МК-310Б отсутствием дугогасительной системы и двойным разрывом цепи.
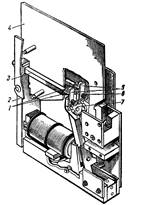
Рисунок 2 – Электромагнитный контактор МК-15-01
На изоляционном рычаге укреплен сдвоенный держатель 7 (рис. 2) с двумя контактами 5, имеющими притирающие пружины 6. При включении контактора подвижные контакты касаются двух неподвижных контактов 1, укрепленных на стойке 2 через держатели 3. Между контактами находится асбестоцементная перегородка 4. При разрыве силовой цепи электрических печей образуются две небольшие дуги, которые растягиваются под действием потока теплого воздуха, охлаждаются окружающим воздухом и гаснут.
ТЕХНИЧЕСКИЕ ДАННЫЕ КОНТАКТОРА МК-15-01
Номинальное напряжение силовой цепи 3000 В
Номинальный ток силовой цепи 1,4 А
Напряжение цепи управления 50 В
Разрыв контактов 28—34 мм
Провал контактов 5—7 мм
Нажатие контактов 0,8—1,3 кгс
Напряжение для испытания изоляции переменным током частотой 50 Гц в течение 1 мин:
силовой цепи 9500 В
цепи управления 1500 В
Включение контактора при напряжении 30 В
Масса 15,5 кг
2 ТЕХНОЛОГИЯ РЕМОНТА ЭЛЕКТРОМАГНИТНЫХ КОНТАКТОРОВ
2.1 СИСТЕМА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ЭЛЕКТРОВОЗОВ
Для поддержания электровозов в работоспособном состоянии и обеспечения надежной и безопасной их эксплуатации существует система технического обслуживания и ремонта электроподвижного состава. Она введена приказом МПС России от 30 декабря 1999 г. N ЦТ-725 и положением № 3р от 17.01.2005г.
Предусматривается проведение следующих видов технического обслуживания и текущего ремонта электровозов постоянного тока серий ВЛ:
- технические обслуживания ТО-1, ТО-2, ТО-3 для предупреждения появления неисправностей, поддержания электровозов в работоспособном и надлежащем санитарно-гигиеническом состоянии, обеспечения бесперебойной, безаварийной работы и пожарной безопасности. Техническое обслуживание ТО-3 может быть упразднено начальником железной дороги по согласованию с Департаментом локомотивного хозяйства МПС России;
- техническое обслуживание ТО-4 для обточки бандажей колесных пар без выкатки их из-под электровоза при достижении оптимальных для данного участка эксплуатации или предельных величин проката и толщины гребней бандажей;
- техническое обслуживание ТО-5, выполняемое:
в процессе подготовки электровоза для постановки в запас МПС России и длительного содержания в резерве железной дороги -ТО-5а;
в процессе подготовки электровоза к отправке в недействующем состоянии в капитальный ремонт на заводы или в другие депо, в текущий ремонт в другие депо, передачи на баланс другим депо или передислокации-ТО-5б;
в процессе подготовки электровоза к эксплуатации после постройки, ремонта на заводах или в других депо, после передислокации-ТО-5в;
в процессе подготовки электровоза к эксплуатации перед выдачей из запаса МПС России или РУД-ТО-5г;
- текущие ремонты ТР-1, ТР-2 и ТР-3 для поддержания работоспособности электровозов, восстановления основных эксплуатационных характеристик и обеспечения их стабильности в межремонтный период путем ревизии, ремонта, регулировки, испытаний и замены деталей, узлов, агрегатов.
- капитальные ремонты (КР-1 и КР-2) являются главным средством «оздоровления» электровозов и предусматривают восстановление несущих конструкций кузова, сложный ремонт рам тележек, колесных пар и редукторов, тяговых двигателей и вспомогательных машин, электрических аппаратов, кабелей и проводов, восстановление чертежных размеров деталей и т. д. Капитальные ремонты электровозов осуществляют на ремонтных заводах.
Ремонтный цикл включает последовательно повторяемые виды технического обслуживания и ремонта. Порядок их чередования определяется структурой ремонтного цикла.
Периодичность ремонта магистральных электровозов, т. е. пробеги между техническими обслуживаниями и ремонтами, а также нормы простоя электровозов при этом устанавливаются начальниками дорог с учетом конкретных эксплуатационных условий на основе нормативов приказа МПС (рис.3)
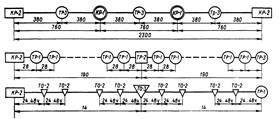
Рисунок 3 - Нормативы межремонтных пробегов в км
Нормы продолжительности технических обслуживаний ТО-4, ТО-5, текущих ремонтов ТР-1, ТР-2 и ТР-3 устанавливаются начальником железной дороги, исходя из технической оснащенности депо, рационального использования ремонтной базы, равномерной загрузки участков по ремонту, обеспечения высокого качества ремонта, проведения испытания и приемки электровозов после ремонта, а также с учетом выполнения установленной нормы деповского процента неисправных электровозов.
2.2 РАЗБОРКА КОНТАКТОРА
Электромагнитный контактор МК-310Б разбирают в следующей последовательности:
Снимают дугогасительную камеру, а на МК-15-01 перегородки и осматривают их состояние.
Отсоединяют гибкие шунты и соединительный кабель. Проверяют их целостность и припайку наконечника к проводу. Снимают неподвижный контакт, рычаг с подвижным контактом. Снимают блокировку, очищают все детали и осматривают их целостность, рейки, пружины и держатели пружин. Проверяют резьбовые отверстия в планках. Снимают с контактора пружины.
Снимают дугогасительную катушку, предварительно ослабив ее выводы.
Осматривают изоляционную стойку и при надобности снимают и заменяют другой. Отвертывают болты, крепления вертикальной стенки, снимают ее. Снимают включающую и удерживающую катушки.
Проверяют исправность якоря, ярма и их крепления, при неисправности снимают с контактора.
2.3 РЕМОНТ ЭЛЕКТРОМАГНИТНЫХ КОНТАКТОРОВ
Ремонт электромагнитных контакторов при текущем ремонте проводят с полной их разборкой. Его удобно производить на специальных стендах, имеющих подвод воздуха и постоянного тока напряжением 50В для испытания отремонтированных аппаратов. На таком стенде каждый контактор устанавливают в гнездо, позволяющее быстро закрепить стойку и свободно поворачивать аппарат в горизонтальной плоскости при разборке и сборке. Перед разборкой контакторы продувают сжатым воздухом, снимают дугогасительную камеру и осматривают узлы и детали на определение объема ремонта. Все детали очищают от грязи, разбирают и осматривают, убеждаясь в отсутствии трещин.
Рог дугогасительной системы очищают от плавлений и копоти металлической щеткой или наждачным полотном. Профиль рога проверяют по шаблону и при больших оплавлениях или трещинах восстанавливают газовой сваркой. После остывания дугогасительного рога сварочный шов зачищают напильником.
Контакты с незначительным износом или имеющие подгары, зачищают бархатным или личным напильником, стараясь снять возможно меньший слой металла и не изменить профиля контакта. После зачистки контакты протирают ветошью. Места сопротивления контакта с рогом обслуживают припоем. Контакты, изношенные выше допустимых норм, могут быть восстановлены. В этом случае изношенные контакты после очистки и замеров наплавляют медью газосваркой. Контакты предварительно нагревают газовой горелкой, после чего наплавляют их рабочие поверхности. Наплавленные контакты для придания твердости простукивают молотком и обрабатывают. Размеры профиля контактов контролируют шаблонами.
Дугогасительную катушку проверяют на отсутствие повреждений поверхностной изоляции, на надежность пайки кабельных наконечников; замеряют активное сопротивление обмотки и сопротивление изоляции между обмоткой и полюсами, которое должно быть не менее 10 Мом. При заниженном сопротивлении изоляции катушку сушат в печи при температуре 100-110°С или производят замену изоляционной втулки сердечника. Площадь сечения провода и число витков дугогасительной катушки должны соответствовать техническим требованиям чертежа. В случае невыполнения этого условия может быть неправильное направление магнитного выдувания электрической дуги, что приводит к сильным обгарам дугогасительных рогов и контактов. Дугогасительную катушку контактора с трещинами в витках заменяют. При постановке новой катушки контактный вывод приваривают латунью, предварительно хорошо пригнав друг к другу сопрягаемые поверхности. После этого место соединения с витками изолируют вполуперекрышу двумя слоями лакоткани и изоляционной лентой. Витки катушки прокрашивают при необходимости масляно-битумным лаком БТ-99 Витки не должны касаться друг друга и подходить ближе чем на 2 мм к дугогасительному рогу.
Включающую катушку контактора - промывают бензином и осматривают на отсутствие ослабления выводных зажимов, проверяют наружную изоляцию и состояние каркаса. Для выявления возможных обрывов проводов измеряют мегаомметром активное сопротивление катушки. Оно не должно отклоняться от установленного более чем на 8% в большую или на 5% в меньшую сторону. Повышенное сверх допустимого значения сопротивление катушки укажет на возможный внутренний обрыв обмотки или на ухудшение контакта между жилой вывода обмотки и наконечником. Катушки с пониженным сопротивлением изоляции подвергаются пропитке.
Ремонт катушек с их полной разборкой выполняют при наличии в них обрывов проводников или межвитковых замыканий. Если у катушек повреждена покровная изоляция, то при ремонте ограничиваются только сменой изоляции. У катушек допускается восстановление двух обрывов обмотки. Концы обмоточных проводов в местах обрыва зачищают, скучивают и пропаивают припоем ПОС-40.
Катушки с оплавлением витков более 3% площади их сечения или с трещинами шин подлежат ремонту. Прогары, оплавления или трещины зачищают и проваривают латунью газовой сваркой. При более глубоких прожогах катушки заменяют. Катушки, прошедшие ремонт, пропитывают в лаке. Поврежденную оплетку выводов заделывают прорезиненной липкой лентой.
Якорь магнитопровод, сердечник промывают от грязи и при необходимости оцинковывают. Втулки с разработанными отверстиями в контактодержателе, якоря распрессовывают и устанавливают новые. Оси и валики очищают от грязи, опалины, подгаров, оцинковывают и перед постановкой смазывают.
Дугогасительная камера
Снятую с контактора дугогасительную камеру продувают сжатым воздухом, очищают от копоти, подгаров и брызг металла и разбирают. Асбестоцементные стенки, перегородки и решетки очищают на сталеструйной или установке. Стенки с толщиной менее 4 мм, со сколами, трещинами и прогарами глубиной более 25% их толщины их заменяют. Места более глубоких трещин и прогаров разделывают, тщательно зачищают напильником, крупнозернистой шлифовальной бумагой или обрабатывают в пескоструйной камере, очищают от пыли и песка и заделывают специальной замазкой или эпоксидной смолой.
В качестве замазки применяют асбестоцементный порошок, разведенный жидким стеклом, или смесь из равных частей гипсового порошка и асбестового
волокна на щелочном лаке. Замазку наносят так, чтобы ее уровень был немного выше ремонтируемой поверхности, так как по мере затвердевания она дает усадку. Замазку на жидком стекле сушат при температуре 25-30°С, а щелочную - в сушильной печи при температуре 70-80°С в течение 7-8ч.
Сквозные прожоги и трещины можно устранить специальной мастикой. Замазку наносят немедленно после ее изготовления, так как у нее быстро начинается процесс полимеризации и через 30-40 мин. она уже затвердевает. Перед нанесением мастики ремонтируемое мест тщательно обезжиривают ацетоном или бензином. После окончательной обработки для повышения влагостойкости асбестоцементные стенки и перегородки пропитывают льняным маслом. Убедившись в исправности всех деталей камеру собирают.
Изоляционные планки и панели оснований, рычаги, стойки должны иметь чистую глянцевую поверхность или быть окрашены эмалью ГФ-92-ХК.
Поверхностную изоляцию, имеющую трещины, сколы, прожоги или повреждения до половины ее толщины, снимают полностью или частично. Небольшие прогары зачищают напильником и шлифуют мелкой стеклянной бумагой. Ремонтируемое место промывают бензином и дважды покрывают эмалью.
Пружины снимают, промывают и проверяют по основным размерам. Пружины, имеющие следы ржавчины, оцинковывают с последующим обезводораживанием. Растянутые или просевшие, но не имеющие механических повреждений пружины восстанавливают. Для этого пружину отпускают, нагревая до температуры 920-980°С, сжимают или растягивают до чертежных размеров и для придания необходимой упругости подвергают закалке. Концевые винты пружины должны иметь ровную горизонтальную поверхность. Пружины с трещинами и не соответствующие характеристике заменяют.
Шарнирные соединения.
Они должны обеспечивать свободное без заеданий движение соединяемых деталей и не иметь повышенного люфта.
Для ремонта шарнирное соединение разбирают. Неисправные оси и валики не ремонтируют, а заменяют новыми. Разработанные отверстия заваривают и рассверливают под чертежный размер или на больший диаметр с последующей установкой в него втулки с соответствующими внутренним и наружным диаметрами.
Перед сборкой трущиеся поверхности шарнирных соединений покрывают смазкой, а после сборки контролируют зазор в шарнире.
После ремонта всех узлов и деталей контактор собирают в обратной разборке последовательности.
2.4 СБОРКА ЭЛЕКТРОМАГНИТНЫХ КОНТАКТОРОВ
Перед сборкой контакторов все трущиеся детали смазать тонким слоем смазки. Устанавливают катушку, ввернув в ярмо сердечник. Устанавливают на ярмо якорь, валик якоря зашплинтовывается. Укрепляют к ярму стойку и присоединяют выводные провода включающей катушки к болтам стойки. Прикрепляют к стойке собранный узел дугогасительной катушки с неподвижным контактом; свободный вывод дугогасительной катушки присоединяют к контактной штанги на стойке. Закрепляют на якоре рычаг с подвижным контактом и притирающей пружиной. Устанавливают рычаг для крепления выключающей пружины и закрепляют блокировку. Закрепляют к ярму вертикальную стойку, установив предварительно выключающую пружину и соединив подвижной контакт с шунтом с кабельным наконечником. Проверяют от руки ход якоря и всей подвижной системы контактора, она должна перемещаться свободно без заеданий. При выключенном положении шунт не должен находиться в натянутом положении.
2.5 ИСПЫТАНИЯ, ПРОПИТКА, РЕГУЛИРОВКА
Контактор перед испытанием должен быть проверен на соответствие общим техническим требованиям, предъявляемым к магнитным контакторам.
При испытании и проверке электромагнитного контактора МК-310 замеряют активное сопротивление обмоток дугогасительной и включающей катушек. Сопротивление включающей катушки должно быть равно 61 Ом, а дугогасительной катушки (0,031-0,034 Ом).
Включающая катушка контактора перед установкой должна быть испытана по отношению к сердечнику напряжением 4000В.
Устанавливают контактор в рабочее положение (дугогасительной камерой вверх) и проверяют ток или напряжение срабатывания контактора, для чего от клемм источника напряжения 75В подводят соединительные провода к выводным клеммам включающей катушки и проверяют контактор на ток включения. При этом якорь контактора должен притянуться при установлении в цепи включающей катушки 0,46А (напряжение включения 25-ЗОВ). Если при данном токе контактор не включился, то необходимо проверить наличие немагнитного упорного штифта на хвостовине якоря и убедиться в отсутствии магнитного залипания якоря, а также проверить отключающую пружину на соответствие технической характеристике.
Проверяют контактор на отключение. При этом якорь контактора должен отпасть при снижении тока в цепи включающей катушки до 0,041 а (2,5В). Если при указанном токе якорь не отпадает, то следует проверить установку под шайбой якоря немагнитной прокладки.
На контакторе МК-310 проверяют правильность выдувания электрической дуги при размыкании контактора. Для этого к выводным клеммам дугогасительной катушки подсоединяют соединительные провода от источника напряжения 75В (минимальный ток установки должен быть не менее 75А).
При принудительном замыкании силовых контактов возникшая при разрыве контактов дуга должна выталкиваться в область дугогасительной камеры. Выдувание дуги вовнутрь контактора указывает на неправильную намотку обмотки дугогасительной катушки. Такую катушку заменяют новой.
Испытывают контакторы на электрическую прочность изоляции напряжением переменного тока между:
Цепью управления и магнитопроводом - 1500В.
Силовой цепью и магнитопроводом - 9500В.
Силовой цепью и цепью управления - 9500В.
Разомкнутыми силовыми контактами - 9500В.
Проверяют величину раствора, провала и контактного нажатия силовых и блокировочных контактов.
Контакторы с двойной контактной системой МК-15-01, должны обеспечить одновременное размыкание контактов. Наибольший размер отставания одного контакта от другого не должен превышать 0,5мм.
Раствор контактов определяют по расстоянию между разомкнутыми контактами и регулируют изменением высоты упорного штифта якоря. Провал контролируют между держателем подвижного контакта и кронштейном во включенном положении. Динамометром проверяют начальное и конечное нажатие контактов. Регулировку нажатия осуществляют подбором контактных пружин.
Осматривают положение якоря во включенном состоянии. Зазор между якорем и концами полюса сердечника допускается не более 0,4 мм.
Пропитка катушек необходима для восстановления электрической прочности изоляции, ее влагостойкости и теплопроводности. Перед пропиткой для удаления из катушки лишней влаги ее сушат в электрических печах в течение 3-х часов. Горячую катушку погружают в бак с лаком №447, после чего ее вновь помещают в печь при температуре 100-110°С и выдерживают до полного высыхания около 8-10ч. Катушку пропитывают дважды. Высушенную катушку окрашивают покровным лаком БТ-99 и сушат на воздухе в течение 3-4 часов.
Пропитку асбестоцементных изделий аппарата в кремнийорганической жидкости проводят с целью обеспечения водоотталкивающих свойств асбестоцемента. Подлежащие пропитке детали сушат в печи, а затем погружают в ванну с раствором, состоящим из 90% уайт-спирта и 10% жидкости ГКЖ-94. извлеченные из ванны детали после стока излишек раствора сушат при температуре окружающей среды.
2.6 ОБОРУДОВАНИЕ, ИНСТРУМЕНТЫ, МАТЕРИАЛЫ
При ремонте электромагнитных контакторов применяются следующие инструменты и оборудование: инструменты, материалы и приспособления:
1. специальный стенд, имеющий подвод воздуха и постоянного тока
напряжением 50В;
2. Гаечные ключи и отвертка;
3. металлическая щетка, напильник и надфили, крупнозернистая
шлифовальная бумага;
4. специальные шаблоны;
5. молоток;
6. сварочный аппарат;
7. газовая горелка;
8. мегомметр;
9. специальный ключ с выступами;
10. электродрель;
11. лакоткань и изоляционная лента;
12. масляно-битумный лак;
13.бензин или технический спирт;
14. прорезиненная липкая лента;
15.паста ГОИ или смесь тонкого порошка пемзы и машинного масла;
16. эпоксидная смола;
17.асбестоцементный порошок, разведенный жидким стеклом;
18.смесь гипсового порошка и асбестового волокна;
19. фрезерный станок;
20. пескоструйная камера
3. ТЕХНИКА БЕЗОПАСНОСТИ
3.1 ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ СЛЕСАРНЫХ РАБОТАХ
Перед началом работы проверить весь инструмент. Слесарные молотки изготовляют из стали марки 50 или У7. Рукоятки, на которых надежно укрепляют молотки и кувалды путем расклинивании завершенными металлическими клиньями, изготовляют из вязких и прочных пород дерева (граб, клен, рябина, кизил, ясень, бук, молодой дуб, береза). Они не должны иметь сучков, трещин, бугров и отколов. Чтобы поверхность рукояток была гладкой, их пропитывают олифой или покрывают бесцветным лаком. Рукоятки делают слегка конусными с уширением к свободному концу. Слесарные зубила, крейцмейсели, бородки, керны, обжимки изготовляют из инструментальной стали с термической обработкой рабочей и ударной частей. Они должны иметь слегка выпуклые гладкие затылки без скосов и заусенцев. Длина зубила, крейцмейселя и бородка — не менее 150 мм, а оттянутой части зубила 60 — 70 мм. Режущая кромка инструмента должна представлять собой ровную или слегка выпуклую линию. Угол заточки рабочей части зубила и крейцмейселя определяется в зависимости от твердости обрабатываемого материала. Напильники и отвертки не должны иметь трещин, изломов. На деревянные рукоятки их со стороны насадки надевают металлические бандажные кольца. При работе не разрешается наращивать один гаечный ключ другим, а также применять прокладки между гайкой и ключом.
Всех рабочих, занятых обработкой деталей ударным инструментом, обеспечивают защитными очками, а место работы ограждают сетками или щитами.
Проверить исправность пневматического инструмента. Воздушные шланги должны быть хорошо насажены на штуцера и не должны иметь повреждений. При обнаружении какой-либо неисправности, заявить об этом мастеру. При получении от мастера новой работы потребовать проведения инструктажа о безопасных методах ее выполнения.
3.2 ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ
Работы по ТО и ТР, испытанию и наладке электрического и электронного оборудования ТПС необходимо производить в соответствии с требованиями Правил эксплуатации электроустановок потребителей (ПЭЭП). Правил техники безопасности при эксплуатации электроустановок потребителей (ПТБ) и технологическими процессами.
Перед началом ремонта электрооборудования ТПС должны быть обесточены все силовые электрические цепи, отключены выключатели тяговых электродвигателей, крышевой разъединитель поставлен в положение "Заземлено", выпущен воздух и перекрыты краны пневматической системы электроаппаратов. Кроме того, при необходимости ремонта отдельных аппаратов, должны быть вынуты предохранители данного участка, предусмотренные конструкцией.
Внешние электрические сети питания переносных диагностических приборов напряжением более 42 В переменного или 110 В постоянного тока должны быть оборудованы защитным заземлением ("занулением" или устройством защитного отключения).
Стенд для диагностики и ремонта электронного оборудования должен иметь защитное заземление ("зануление" или устройство защитного отключения).
Испытания электрических машин, аппаратов и счетчиков электрической энергии на электрическую прочность изоляции после ремонта перед установкой на ТПС (кран) должны производиться на специально оборудованной станции (площадке, стенде), имеющей необходимое ограждение, сигнализацию, знаки безопасности и блокирующие устройства.
Перед началом и во время испытаний на станции (площадке) не должны находиться посторонние лица.
Сборка схем на испытательных стендах должна осуществляться при полном снятии напряжения. Питающие кабели для испытания электрических машин и аппаратов высоким напряжением должны быть надежно присоединены к зажимам, а корпуса машин и аппаратов заземлены.
Подачу и снятие напряжения необходимо осуществлять контакторами с механическим или электромагнитным приводом или рубильником, имеющим защитный кожух.
Пересоединение на зажимах испытываемых машин и аппаратов должно производиться после отключения всех источников питания и полной остановки вращающихся деталей.
Измерение сопротивления изоляции, контроль нагрева подшипников, проверка состояния электрощеточного механизма должны производиться после отключения напряжения и полной остановки вращения якоря.
При пайке наконечников на проводе непосредственно на ТПС (кране) должен использоваться надежно закрепленный тигель, исключающий выплескивание из него припоя.
При измерении сопротивления изоляции электрических цепей мегаомметром на напряжение 0,5 и 2,5 кВ выполнение каких-либо других работ на электрооборудовании и электрических цепях ТПС запрещается.
Перед испытаниями высоким напряжением сопротивления изоляции электрических цепей ТПС (крана) все ремонтные работы должны быть прекращены, работники выведены, входные двери на ТПС (кране) закрыты, а с четырех сторон на расстоянии 2 м установлены переносные знаки "Внимание! Опасное место".
Перед подачей высокого напряжения необходимо подать звуковой сигнал и объявить по громкоговорящей связи: "На локомотив (кран), стоящий на такой-то канаве, подается напряжение". Управлять испытательным агрегатом должен руководитель работ, проводить испытания - персонал, прошедший специальную подготовку.
Корпус передвижного трансформатора и рамы испытываемого ТПС необходимо заземлить.
После ремонта ЭПС подъем токоприемника и опробование электровоза или электросекции под рабочим напряжением должно производить лицо, имеющее право управления, в присутствии проводившего ремонт мастера или бригадира, которые до начала опробования должны убедиться в том, что:
все работники находятся в безопасных местах, и подъем токоприемника не грозит им опасностью
закрыты люки машин, двери шкафов управления, щиты стенок ВВК, реостатных помещений, крышки подвагонных аппаратных ящиков;
в ВВК и под кузовом нет людей, инструментов, материалов и посторонних предметов;
закрыты двери в ВВК, складные лестницы и калитки технологических площадок для выхода на крышу;
с машин и аппаратов после их ремонта сняты все временные присоединения;
машины, аппараты, приборы и силовые цепи готовы к пуску и работе.
После этого работник, поднимающий токоприемник, должен громко объявить из окна кабины локомотива: "Поднимаю токоприемник", подать звуковой сигнал свистком локомотива и поднять токоприемник способом, предусмотренным конструкцией данного электровоза или электросекции.
При поднятом и находящемся под напряжением токоприемнике разрешается:
заменять перегоревшие лампы в кабине машиниста, в кузове (без захода в ВВК и снятия ограждений), лампы освещения ходовых частей, буферных фонарей, внутри вагонов электросекций при обесточенных цепях освещения;
протирать стекла кабины внутри и снаружи, лобовую часть кузова, не приближаясь к токоведущим частям, находящимся под напряжением контактной сети, на расстояние менее 2 м и не касаясь их через какие-либо предметы:
заменять предохранители в обесточенных цепях управления;
заменять прожекторные лампы при обесточенных цепях, если их смена предусмотрена из кабины машиниста:
осматривать тормозное оборудование и контролировать выходы штоков тормозных цилиндров: на электровозах типа ЧС - только на смотровой канаве, на электросекциях - не залезая под кузов:
проверять на ощупь нагрев букс;
настраивать электронный регулятор напряжения;
продувать маслоотделители и концевые рукава тормозной и напорной магистралей;
заправлять песочные бункера электропоездов;
контролировать подачу песка под колесную пару;
вскрывать кожух и настраивать регулятор давления. Кроме того, на электровозах дополнительно разрешается:
обслуживать аппаратуру под напряжением 50 В постоянного тока, которая находится вне ВВК;
проверять цепи электронной защиты под наблюдением мастера, стоя на диэлектрическом коврике и в диэлектрических перчатках;
контролировать по приборам и визуально работу машин и аппаратов, не снимая ограждений и не заходя в ВВК;
включать автоматы защиты;
обтирать нижнюю часть кузова;
осматривать механическое оборудование и производить его крепление, не залезая под кузов;
проверять давление в масляной системе компрессора;
регулировать предохранительные клапаны воздушной системы;
производить уборку (кроме влажной) кабины, тамбуров и проходов в машинном отделении.
Другие работы на ЭПС при поднятом и находящемся под напряжением токоприемнике запрещаются.
3.3 БЕЗОПАСНОСТЬ ПРИ НАХОЖДЕНИИ НА ЖЕЛЕЗНОДОРОЖНЫХ ПУТЯХ
Железнодорожный путь является опасной зоной из-за угрозы наезда подвижного состава на людей. Находиться на путях могут только работники железнодорожного транспорта во время исполнения служебных обязанностей при строгом соблюдении правил техники безопасности.
Находясь на путях, необходимо проявлять постоянную бдительность, осторожность и осмотрительность. Требуется внимательно следить за движением поездов, локомотивов, маневровых составов, а также за окружающей обстановкой и принимать решительные меры к устранению возникающей угрозы для жизни людей или безопасности движения поездов. Особенно бдительным надо быть в темное время суток, при ненастной погоде, выходе на пути из-за зданий, вагонов или других объектов.
В темное время суток при выходе из ярко освещенного помещения нельзя сразу направляться на плохо освещенные пути. В этом случае следует выждать несколько десятков секунд с тем, чтобы глаза приспособились к резко изменившейся освещенности. Прежде чем выйти на путь из-за здания или вагонов, необходимо убедиться, что по этому пути на опасном расстоянии не надвигается подвижной состав. Запрещается садиться на рельсы, концы шпал или балластную призму для отдыха.
Переход через пути. Переходить через пути надо по специально устроенным, обозначенным и в темное время суток освещаемым переходам. Переходы оборудуют настилами на уровне головки рельса и обозначают указательными знаками с надписью "Переход".
Запрещается переходить через пути в районе стрелочных переводов. Прежде чем ступить на путь, необходимо убедиться, что как с одной, так и с другой стороны нет на опасном расстоянии приближающегося подвижного состава. Переходить пути следует только под прямым углом, не наступая ногами на рельсы. Пути, занятые вагонами и не огражденные в установленном порядке сигналами остановки, запрещается переходить под вагонами, автосцепкой или через автосцепку. В этом случае надо воспользоваться тормозной площадкой вагона или обойти стоящие вагоны на расстоянии не менее 5 м. Если вагоны стоят отдельными группами, то можно проходить между ними по середине промежутка и только при условии, что расстояние между автосцепками крайних вагонов не менее 10 м. Запрещается перебегать пути перед приближающимся поездом, так как для перехода через путь требуется 5—6 с, а поезд, следующий со скоростью 90 км/ч, за 1 с преодолевает 25 м (150 м за 6 с). Для обеспечения полной безопасности при переходе через пути на крупных станциях устраивают пешеходные мосты и подземные переходы.
Проход вдоль путей. Для прохода вдоль путей на территории крупных станций устраивают и обозначают маршруты служебных проходов. В отдельных случаях ходить вдоль путей можно по середине широкого междупутья. При этом необходимо внимательно следить за движением поездов и маневровых составов по смежным путям, а также за состоянием междупутья. Если работник, проходя вдоль путей, несет длинный предмет, то располагать его надо параллельно рельсам. При приближении подвижного состава по смежному пути предмет надо положить на междупутье и отойти на безопасное расстояние, чтобы пропустить состав. Запрещается ходить между рельсами, по концам шпал, а также на расстоянии ближе 2 м от ближайшего рельса.
Проходить от места сбора на работу и обратно разрешается только в стороне от пути или по обочине земляного полотна на расстоянии не менее 2м от рельса под наблюдением руководителя работ или специально выделенного лица. В случаях когда пройти в стороне от пути или по обочине невозможно, например, во время заносов, допускается проход рабочих по пути, но при этом должны быть приняты необходимые меры предосторожности.
ремонт электромагнитный контактор
ЗАКЛЮЧЕНИЕ
При выполнении письменной экзаменационной работы я изучил назначение, конструкцию и технические данные электромагнитных контакторов электровоза, узнал технологический процесс их ремонта. Я узнал, какие инструменты, материалы и приспособления используются при ремонте контакторов, какие требования предъявляются к их содержанию и техническому состоянию.
При ремонте контакторов я соблюдал технику безопасности и электробезопасность. Я научился безопасным приемам труда, ознакомился с передовыми методами ремонта.
ЛИТЕРАТУРА
1. Грищенко А.В., Стрекопытов В.В., Ролле И.А. Устройство и ремонт электровозов и электропоездов. М.: Академия, 2008
2. Алябьев С.А. и др. Устройство и ремонт электровозов постоянного тока. Учебник для технических школ Ж.Д. транспорта. - М.: Транспорт, 1977.
3. Дубровский З.М. Электровоз: Управление и обслуживание. М, Транспорт, 1985.
4. Жуков В.И. Охрана труда на железнодорожном транспорте. Учебное пособие для средних профессионально-технических училищ. - М.: Транспорт, 1988.
5. Кикнадзе О.А. Электровоз ВЛ-10. - М.: Транспорт, 1975.
6. Красковская С.Н. и др. Текущий ремонт и техническое обслуживание электровозов постоянного тока. - М.: Транспорт, 1966.
7. Крутяков В.С. Охрана труда и основы экологии на железнодорожном транспорте. - М.: Транспорт, 1993.
Похожие рефераты:
Синхронные машины. Машины постоянного тока
Основные приборы и механизмы тягового электровоза
Проектирование электромеханических устройств
Железнодорожная автоматика и телемеханика
Элегазовый генераторный выключатель 10 кВ, 63 кА, 8000 А
Проектирование электрической тяговой подстанции постоянного тока
Разработать лабораторный стенд для испытания устройств защиты судовых генераторов
Разработка логической схемы управления двустворчатых ворот судоходного шлюза
Расчет намагничивающего устройства для магнитопорошкового метода неразрушающего контроля
Сравнение масляного и вакуумного выключателей
Реконструкция СЭС обогатительной фабрики
Схемы управления электродвигателями