| Похожие рефераты | Скачать .docx |
Курсовая работа: Организационно-технологическое проектирование сборочно-сварочного цеха
Тема:
«Организационно-технологическое проектирование сборочно-сварочного цеха»
Содержание
Введение.
1. Назначение и расчётная программа цеха.
1.1 Назначение цеха и его роль в общем процессе постройки судна.
Определение расчётной годовой программы цеха
1.2 Пересчёт трудоёмкости для изготовления узлов и секций на судно
1.3 Разбивка корпуса судна на сборочные единицы.
2. Основные положения по организации производства и технологии изготовления типовых узлов и секций.
3. Расчет трудоемкости работ цеха, количества рабочих мест, оборудования и работающих.
3.1 Режим работы цеха и фонды времени работы оборудования и рабочих.
3.2 Расчёт и оптимизация количества рабочих мест.
3.3 Расчёт и оптимизация количества оборудования.
3.4 Расчёт количественного и качественного состава работающих.
4. Расчет площади, выбор размеров и числа пролетов цеха, выбор подъемно-транспортных средств цеха
4.1 Расчёт общей площади цеха, выбор размеров и числа пролётов цеха.
4.2 Административно-конторские и бытовые помещения.
4.3 Расчет и планировка цеховых складов и кладовых.
4.4 Выбор подъемно-транспортного оборудования.
4.5 Разработка схем подключения энергосред.
5. Расчёт годовой потребности цеха в основных и вспомогательных материалах.
5.1 Потребности цеха в материалах.
5.2 Годовая потребность в прокате.
5.3 Годовая потребность в электродной проволоке.
5.4 Годовая потребность во флюсе для автоматической сварки.
5.5 Годовая потребность в горючих и сжатых газах при резке и сварке.
5.6 Годовая потребность в воде.
5.7 Годовая потребность в паре.
5.8 Годовая потребность в электроэнергии.
6. Расчёт себестоимости цеховой продукции.
7. Техника безопасности и охраны труда.
8. Технико-экономические показатели проекта цеха и их анализ.
Заключение.
Список используемой литературы.
Введение
Строительству особенно крупных и сложных предприятий и сооружений (а такими чаще всего являются именно судостроительные предприятия) предшествует разработка технико-экономического обоснования.
Технико-экономическое обоснование (ТЭО) является предпроектным документом, на основании которого принимается peшение об экономической целесообразности строительства нового судостроительного сооружения в том или ином районе страны.
В состав ТЭО входят: исходные данные о размере намечаемого строительства (класс судостроительного предприятия), его специализация, методы постройки судов, тип и размеры основных цехов и сооружений, площади территории верфи; обоснование потребности народного хозяйства в продукции проектируемого предприятия (сооружения), указания об источниках обеспечения производства сырьем, полуфабрикатами, электроэнергией, топливом и водой, кадрами, расчет капитальных затрат и срока их окупаемости, сведения о возможной кооперации.
На основе утвержденного ТЭО составляется задание на проектирование с обоснованием технико-экономической целесообразности строительства нового или реконструкции старого производства.
В задании указывают: наименование предприятия, здания или сооружения, основание для проектирования, район, пункт и площадку строительства, номенклатуру продукции и мощность производства (тип судна, серийность и годовой выпуск), режим работы, сменность работы, намечаемую специализацию, производственное и хозяйственное кооперирование, основные источники обеспечения предприятия при его эксплуатации и в период строительства сырьем, водой, газом, электроэнергией, кадрами, внешние транспортные связи, предполагаемое расширение проектируемого объекта в дальнейшем, намечаемые сроки и порядок осуществления строительства (в соответствии с утвержденными нормами продолжительности), стадийность проектирования, наименование генеральной проектной организации и строительной организации — генерального подрядчика, особые условия (например, условия присоединения к магистральным и городским сетям и др.).
Технический проект промышленного предприятия, цеха или другого сооружения обеспечивает возможность наиболее эффективно использовать общественный труд, материальные и денежные ресурсы как при строительстве, так и при дальнейшей эксплуатации объекта, осуществить строительство в намеченные сроки, определить общую сметную стоимость строительства и основные технико-экономические показатели проектируемого производства.
При разработке технического проекта указывают источники обеспечения проектируемого производства сырьем, материалами, энергией, водой и другими ресурсами, а также кадрами, составляют схемы транспортных потоков сырья и готовой продукции, определяют уровень специализации и кооперирования производства, дают описание технологических процессов, обеспечивающих высокую производительность труда и внедрение передовых методов организации, производства, указывают пути применения автоматизированных систем управления, принимают объемно-планировочные архитектурные и конструктивные решения по строительству зданий и сооружений, создают условия для научной организации труда и бытового обслуживания работающих, разрабатывают сметы капитального строительства и определяют технико-экономические показатели производства.
Расчетно-пояснительная записка технического проекта должна быть составлена кратко и ясно, без излишних подробностей и рассмотрения второстепенных вопросов. Графические материалы приводятся в минимальном объеме
При разработке рабочих чертежей не допускаются отступления от принятых в утвержденном техническом проекте решений, если они приводят к ухудшению основных техникоэкономических показателей или предусмотренных условий труда работающих, либо к увеличению стоимости строительства, установленной при утверждении проекта. В процессе разработки рабочих чертежей отдельные вопросы могут быть уточнены и детализированы, но лишь в той степени, которая необходима для производства строительно-монтажных работ индустриальными методами.
1. Назначение и расчетная программа цеха
1.1 Назначение цеха и его роль в общем процессе постройки судна
По организации постройки судов судостроительные предприятия разделяют на судостроительные заводы, судостроительные верфи, судосборочные верфи и сдаточные базы. Наиболее эффективными из судостроительных предприятий являются судостроительная верфь и комплекс заводов судового машиностроения; эти предприятия характеризуются большей специализацией и более развитым кооперированием, чем предприятие широкого профиля типа судостроительно-машиностроительного завода.
При проектировании сварочного производства основным и главным исходным материалом служит заданная программа производства сварных конструкций, включенная в утвержденное задание.
Производственная программа — это перечень изделий, подлежащих изготовлению в цехе за установленный период (обычно — год), с подразделением их на конструктивно однородные группы и с указанием выпуска в количественном и в ценностном выражении.
Тип проектируемого сварочного производства обусловлен производственной программой, которая влияет на степень детализации и точность проектных разработок.
В курсовом проекте рассматривается приведенная программа, которая применяется при проектировании цехов (отделений, участков) серийного производства, когда номенклатура заданных изделий обширна и разнообразна по типоразмерам. В этом случае для уменьшения объема и стоимости проектных работ и сокращения сроков проектирования номенклатуру заданных изделий приводят к сокращенной номенклатуре «изделий-представителей» программы. Такой является, например, годовая программа судостроительных предприятий различных классов, приведенная к выпуску судов-представителей.
Приведенная программа получается в результате подразделения номенклатуры выпускаемых изделий на конструктивно-однородные группы и выделения из них изделий-представителей. Затем с помощью коэффициентов приведения по массе и по трудоемкости, учитывающих соответственно заданную массу и трудоемкость работ для годового выпуска изделий, выражают годовую программу проектируемого производства в приведенных объемах. Полученные данные используют для определения элементов проектируемого производства.
1.2 Определение расчётной годовой программы цеха
Таблица1.2.1 Исходные данные
| Тип судна | L,м | В,м | Т,м | δ | Количество за 5 лет |
| Танкер | 165 | 23,6 | 11,2 | 0,763 | 10 |
| Сухогруз | 140 | 17,9 | 6,0 | 0,775 | 12 |
| Пассажирское | 110 | 13,4 | 4,8 | 0,640 | 15 |
Таблица 1.2.2. Определение водоизмещения судна
| Тип судна | D,т |
| Танкер | 34108 |
| Сухогруз | 11944 |
| Пассажирское | 4641 |
![]() (1)
(1)
Таблица 1.2.3 Определение чистого веса судна.
| Тип судна | рк | рм | D ,т | Рк ,т |
| Танкер | 0,2÷0,3 | 0,05÷0,1 | 34108 | 10233 |
| Сухогруз | 0,22÷0,55 | 0,05÷0,1 | 11944 | 3822 |
| Пассажирское | 0,4÷0,55 | 0,2÷0,3 | 4641 | 3249 |
Рч =(рк +рм )·D; (2)
В качестве судна представителя выбираем танкер.
Таблица 1.2.4.
Определение общей трудоёмкости работ по постройке судна
| Тип судна | Рч , (т) | tуд ,чел.×ч. | Т,чел.×ч. | Кол-во судов |
| Танкер | 8319 | 64 | 654912 | 10 |
| Сухогруз | 3146 | 80 | 305760 | 12 |
| Пассажирское | 2717 | 150 | 487350 | 15 |
| Общая трудоемкость: 17528490 | ||||
Таблица 1.2.5.
Распределение объема работ по этапам в процентах от общей трудоемкости.
| Тип судна | Изготовление дет. | Изготовление узл. И секций | Стапель | Достройка | Испытание и сдача | Работа внешн. пред. | Всего, % |
| Танкер | 4,5 | 16,3 | 45 | 15,5 | 9 | 9,7 | 100 |
| Сухогруз | 4,5 | 16 | 46 | 15,7 | 9 | 8,8 | 100 |
| Пассажирское | 4 | 13 | 46,4 | 13,6 | 8 | 15 | 100 |
Таблица 1.2.6.
Определение общей трудоемкости работ по периодам постройки судна .
| Тип судна | Изготовление дет. | Изготовление узл. и секций | Стапель | Достройка | Испытание и сдача | Работа внешн. пред. | Всего, н.час |
| Танкер | 29471 | 106751 | 294710 | 101511 | 58942 | 63526 | 654912 |
| Сухогруз | 13759 | 48922 | 140650 | 48004 | 27518 | 26907 | 305760 |
| Пассажирское | 19494 | 63356 | 226130 | 66280 | 38988 | 73103 | 487350 |
Таблица 1.2.7.
Определение расчётной годовой программы цеха.
| Судно представитель | Танкер | трудоемкость |
| N на 5 лет (шт) | 10 | 17528490 |
| N на 1 год (шт) | 5,4 | 350598 |
 , (4)
, (4)
где ![]() общая трудоёмкость изготовления всех судов;
общая трудоёмкость изготовления всех судов;
![]() трудоёмкость изготовления судна представителя.
трудоёмкость изготовления судна представителя.
Распределение трудоемкости по изготовлению секций и узлов.
70% ∑Tизг. сек = 74725
30%∑Tизг. узл. = 32025
Общая трудоемкость:106751
Трудоемкость изготовления секций.
Таблица 1.2.8
| % от Pкорп. | Масса сек на 1 судно, т | Коэф. слож. выпол. работ | Масса секции условно, т | ∑Тпо секциям , ч/час |
Годовая ∑Тпо секциям , ч/час |
|
| Днищевая | 28 | 1863 | 6,5 | 12112 | 21801 | 117725,4 |
| Кормовая объемная | 8 | 532 | 7 | 3726 | 6708 | 36223,2 |
| Носовая объемная | 7 | 465 | 7 | 3260 | 5869 | 31692,6 |
| Бортовая | 22 | 1464 | 6 | 8790 | 15823 | 85444 |
| Бак | 5 | 332 | 3 | 998 | 1796 | 9698 |
| Рубка | 18 | 1197 | 3 | 3593 | 6468 | 34927 |
| Палубы и переборки | 2 | 133 | 5 | 665 | 1197 | 2683 |
∑=33147т
qусл. = ∑Тпо секциям /∑Мпо секциям = 1,8
Трудоемкость изготовления узлов.
Таблица 1.2.9.
| % от Pкорп. | Масса сек на 1 судно, т | Коэф. слож. выпол. работ | Масса узлов условно, т | ∑Тпо узлам , ч/час |
Годовая ∑Тпо узлам , ч/час |
|
| Фундаменты подкрепления крышек люков | 8 | 532 | 8 | 4259 | 10222 | 55198 |
| Полотнища | 55 | 3660 | 1 | 3660 | 8784 | 47433 |
| Тавровый набор | 9 | 598 | 1,5 | 898 | 2156 | 11642 |
| Узлы набора | 16 | 1064 | 2 | 2129 | 5111 | 27599 |
∑=10947т
qусл. = ∑Тпо уз. /∑Мпо уз. = 2,4
Эскиз корпуса судна.
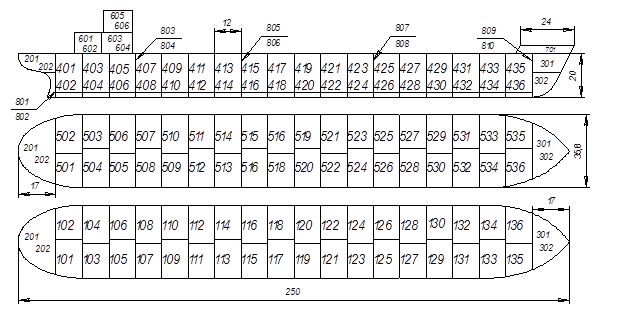
Разбивка корпуса судна на сборочные единицы
Высота борта судна определяется по формуле:
![]() (5)
(5)
![]() 13,8 м.
13,8 м.
Таблица 1.4.
Спецификация секций корпуса судна.
| № | Наименование | Размеры (м) | Масса (т) | Кол-во (шт) | Общая масса (т) | % |
| 101 ÷136 | Днищевая | 11×21.5×1.4 | 71,1 | 42 | 2988 | 29,2% |
| 401 ÷436 | Бортовая | 11×6.2×1 | 62,6 | 42 | 2630 | 25,7% |
| 501 ÷536 | Палубная | 11×21.5×0.6 | 50,7 | 42 | 2128 | 20,8% |
| 801 ÷805 | Переборки | 0.4×6.2×21.5 | 83,1 | 16 | 1330 | 13,0% |
| 301 | Носовая объёмная | 15×21.5 ×7.6 | 102,3 | 3 | 307 | 3,0% |
| 302 | Кормовая объёмная | 11×21.5×0.6 | 95,5 | 3 | 287 | 2,8% |
| 201 | Бак | 15×21.5×1.5 | 25,6 | 2 | 51 | 0,5% |
| 202 | Надстройки объёмная | 11×6 ×21.2 | 85,3 | 6 | 512 | 5,0% |
| å= | 10233 | 100,0% |
2. Основные положения по организации производства и технологии изготовления типовых узлов и секций
Технология изготовления судовых корпусных конструкций и организация производства в сборочно-сварочных цехах разрабатываются на основе анализа и обобщения опыта зарубежного и отечественного сварочного производства. Так, при постройке новых и реконструкции старых сборочно-сварочных цехов, многие зарубежные верфи осуществляют их планировку и оборудование по направлениям, способствующим последовательному расположению рабочих мест по ходу изготовления узлов, секций и блоков секций, прямоточному и непрерывному движению их от мест хранения или изготовления к местам дальнейшей обработки, сборки или монтажа, максимальной механизации производственных операций, созданию специализированных поточных линий, изготовлению деталей и сборке узлов и секций в системе жестких допусков, максимальной механизации и автоматизации внутризаводского и цехового транспорта, внедрению способов односторонней сварки и рационализации технологии сварки. При этом предусматривается возможность постройки судов из крупных секций и блоков массой от 100 до 600 т, для чего необходимо наличие на верфях кранов большой грузоподъемности.
Основные мероприятия по технологии и организации производства сварных конструкций в сборочно-сварочных цехах судостроительных заводов обусловлены следующими требованиями:
сборку и сварку узлов и секций необходимо производить на специализированных участках, механизированных линиях (в зависимости от степени механизации проектируемого цеха объем узловой сборки должен быть максимально увеличен, секции корпуса максимально укрупнены, количество операций (как производственных, так и вспомогательных) необходимо по возможности сократить, оборудование рабочих мест должно обеспечивать быструю его подготовку и настройку с учетом сборки секций всех типов судов, характерных для данного класса судостроительного предприятия, и предотвращения сварочных деформаций, технологическая документация должна быть четкой и простой, объем механизированных сварочных работ по трудоемкости предусматривается не менее 90%, на участках, механизированных линиях должны быть достигнуты постоянство номенклатуры и конструктивное сходство изделий, однородность работ и специализация рабочих бригад, а также ритмичность работы линии; сборочно-сварочные работы должны выполняться по графикам, согласованным с работой смежных участков, со стапельным графиком и графиком работы корпусообрабатывающего цеха; условия труда должны предусматривать охрану здоровья и работоспособности людей.
Основные организационные и технологические мероприятия определяют состав и специализацию участков механизированных линий сборочно-сварочного цеха.
Технологические линии организуются в соответствии с классификацией узлов и секций по технологическим группам, а также согласно данным маршрутно-технологических карт сборки и сварки узлов и секций по типовым технологическим группам.
Принципиальная схема потоков изготовления узлов и секций в сборочно-сварочном цехе верфи показана на рис. 2.1.
Технологический поток сборки и сварки секций начинается со склада корпусных деталей, в котором детали скомплектованы по узлам и секциям. Готовые комплекты деталей подают на соответствующие механизированные участки.
Сборка и сварка набора в секциях осуществляется раздельно; тавровые балки собирают и сваривают на станках типа СТС-2М; сборку и сварку секций с криволинейными обводами производят на механизированных универсальных постелях. При этом для определения высоты стоек или обводов лекал, а также для проверки размеров и формы секций используют информацию, полученную с помощью ЭВМ.
Широко применяют в сборочно-сварочных цехах механизмы и устройства, позволяющие фиксировать при сборке взаимное расположение элементов конструкций и значительно сокращающие (а иногда и исключающие) сборочные электроприхватки. При изготовлений корпусных конструкций в сборочно-сварочных цехах широко применяют автоматическую и полуавтоматическую сварку (в пределах 80:—85% от общего объема сварки по массе наплавленного металла), включая сварку в углекислом газе и одностороннюю автоматическую сварку полотнищ с двусторонним формированием шва. Крупногабаритные конструкции (например, литосварные штевни, кронштейны, литокованосварные баллеры рулей и др.) сваривают автоматами электрошлаковым способом.
Узлы и секции серийных судов изготовляют в сборочно-сварочных цехах с минимальными допусками, что позволяет значительно сократить пригоночные работы при сборке блоков и постройке судна на-стапельных местах.
Контроль качества сварных изделий и швов выполняют с использованием специальной аппаратуры (ультразвуковых дефектоскопов или электронно-оптических приборов, проецирующих изображение проверяемых изделий или участков на экран телевизора).
В сборочно-сварочных цехах судостроительных предприятий, исходя из однородности работ и типов изготовляемых узлов и секций, организуют соответствующие участки, за которыми закрепляют постоянную номенклатуру работ и необходимый состав работающих; предусматривают также вспомогательные участки, включая ремонтное хозяйство и кладовые (инструментальную, материальную и электродную).
3. Расчет трудоемкости работ цеха, количества рабочих мест, оборудования и работающих
3.1 Режим работы цеха и фонды времени работы оборудования и рабочих
Режим работы верфи характеризуется следующими основными факторами: прерывное или непрерывное производство, число рабочих дней в неделе, продолжительность рабочей недели (в часах), число праздничных дней в году, число смен работы в сутки, продолжительность рабочей смены (в часах), принятый график работы. Судостроительные верфи относятся к прерывному производству.
Принятые фонды времени (двухсменный режим работы),[5, стр.52]:
· Фонд времени работы одного сборочно-сварочного рабочего места (стенда):
Фр.м. =4140 ч/год;
· Действительный годовой фонд времени оборудования:
Фоб.=3935 ч/год;
· Действительный годовой фонд рабочего времени сварщиков:
Фсв.=1530 ч/год;
· Действительный годовой фонд рабочего времени сборщиков корпусов металлических конструкций:
Фсб.=1780 ч/год;
Примечание. Действительный годовой фонд времени рабочих взят для Крайнего Севера и
местностей, приравненных к районам Крайнего Севера, при дополнительных отпусках 12 дней.
3.2 Расчёт и оптимизация количества рабочих мест
 , (6)
, (6)
где![]() фонд времени одного рабочего места;
фонд времени одного рабочего места;
![]() число рабочих в бригаде (одновременно выполняющих операции).
число рабочих в бригаде (одновременно выполняющих операции).
![]() трудоёмкость на годовую программу по операциям:
трудоёмкость на годовую программу по операциям:
 , (7)
, (7)
где ![]() - трудоёмкость изготовления I-ых секций прототипа по операциям ;
- трудоёмкость изготовления I-ых секций прототипа по операциям ;
![]() - трудоёмкость изготовления I-ых секций прототипа;
- трудоёмкость изготовления I-ых секций прототипа;
![]() - трудоёмкость изготовления узлов и секций судна представителя
- трудоёмкость изготовления узлов и секций судна представителя
![]() - отношение общей массы I-ых секций судна представителя к его чистому весу
- отношение общей массы I-ых секций судна представителя к его чистому весу
N – годовая программа цеха (см. п.1.2.)
| 3.2.1 Днищевые секции . | |||||||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. |
Коэфф. загрузки. k/ з. |
Трудоемкость по опер на 1 судно-прот. | |||||||||
| 1 | Наладка оснастки | 324 | 8 | 0,010 | 1 | 0,010 | 23 | ||||||||
| 2 | Сборка НО | 2326 | 10 | 0,056 | 1 | 0,056 | 165 | ||||||||
| 3 | Сварка НО | 1663 | 10 | 0,040 | 1 | 0,040 | 118 | ||||||||
| 4 | Разметка мест установки набора | 1001 | 8 | 0,030 | 1 | 0,030 | 71 | ||||||||
| 5 | Зачистка | 1001 | 8 | 0,030 | 1 | 0,030 | 71 | ||||||||
| 6 | Установка набора глав. направления | 2002 | 8 | 0,060 | 1 | 0,060 | 142 | ||||||||
| 7 | Приварка набора глав. направления | 1663 | 8 | 0,050 | 1 | 0,050 | 118 | ||||||||
| 8 | Установка перекрест.набора | 3665 | 8 | 0,111 | 1 | 0,111 | 260 | ||||||||
| 9 | Приварка перекрест.набора | 3326 | 8 | 0,100 | 1 | 0,100 | 236 | ||||||||
| 10 | Разметка мест уст-ки дет.насыщения | 662 | 8 | 0,020 | 1 | 0,020 | 47 | ||||||||
| 11 | Установка деталей насыщения | 1677 | 8 | 0,051 | 1 | 0,051 | 119 | ||||||||
| 12 | Приварка деталей насыщения | 2664 | 8 | 0,080 | 1 | 0,080 | 189 | ||||||||
| 13 | Установка настила 2-го дна | 3002 | 8 | 0,091 | 1 | 0,091 | 213 | ||||||||
| 14 | Сварка настила 2-го дна с набором | 3665 | 8 | 0,111 | 1 | 0,111 | 260 | ||||||||
| 15 | Кантовка | 324 | 4 | 0,020 | 1 | 0,020 | 23 | ||||||||
| 16 | Сварка с обратной стороны шва | 648 | 4 | 0,039 | 1 | 0,039 | 46 | ||||||||
| 17 | Правка | 662 | 4 | 0,040 | 1 | 0,040 | 47 | ||||||||
| 18 | Проверка, контуровка и маркировка | 1987 | 4 | 0,120 | 1 | 0,120 | 141 | ||||||||
| 19 | Испытания и сдача ОТК | 1001 | 4 | 0,060 | 1 | 0,060 | 71 | ||||||||
| Σ | 33265 | 136 | 19 | ||||||||||||
Оптимизация числа рабочих мест. |
|||||||||||||||
| Наименование операции. | Σ(nпр ×kз ) | nрм | k/ з | ||||||||||||
| 1 | 1÷14 | 0,841 | 1 | 0,841 | |||||||||||
| 2 | 15÷19 | 0,279 | 1 | 0,279 | |||||||||||
| Σ | 2 | 0,560 | |||||||||||||
| k/ з = Σn×k/nпр | |||||||||||||||
| 3.2.2 Бортовые секции. | ||||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. |
Коэфф. загрузки. k/ з. |
Трудоемкость по опер | ||||||
| 1 | Наладка оснастки | 1310 | 2 | 0,158 | 1 | 0,158 | 35 | |||||
| 2 | Сборка нар. обш. | 4381 | 8 | 0,132 | 1 | 0,132 | 117 | |||||
| 3 | Сварка нар. обш. | 3931 | 8 | 0,119 | 1 | 0,119 | 105 | |||||
| 4 | Разметка мест установки набора | 1498 | 8 | 0,045 | 1 | 0,045 | 40 | |||||
| 5 | Зачистка | 2396 | 8 | 0,072 | 1 | 0,072 | 64 | |||||
| 6 | Установка набора глав. направления | 5242 | 8 | 0,158 | 1 | 0,158 | 140 | |||||
| 7 | Приварка набора глав. направления | 4830 | 8 | 0,146 | 1 | 0,146 | 129 | |||||
| 8 | Установка перекрест.набора | 2621 | 8 | 0,079 | 1 | 0,079 | 70 | |||||
| 9 | Приварка перекрест.набора | 2471 | 8 | 0,075 | 1 | 0,075 | 66 | |||||
| 10 | Разметка мест уст-ки дет.насыщения | 674 | 8 | 0,020 | 1 | 0,020 | 18 | |||||
| 11 | Установка дет.насыщения | 2097 | 8 | 0,063 | 1 | 0,063 | 56 | |||||
| 12 | Приварка дет.насыщения | 1872 | 8 | 0,057 | 1 | 0,057 | 50 | |||||
| 13 | Кантовка | 861 | 4 | 0,052 | 1 | 0,052 | 23 | |||||
| 14 | Сварка с обратной стороны шва | 3931 | 8 | 0,119 | 1 | 0,119 | 105 | |||||
| 15 | Правка | 1760 | 4 | 0,106 | 1 | 0,106 | 47 | |||||
| 16 | Проверка, контуровка и маркировка | 2172 | 4 | 0,131 | 1 | 0,131 | 58 | |||||
| 17 | Испытания и сдача ОТК | 1760 | 4 | 0,106 | 1 | 0,106 | 47 | |||||
| Σ | 43807 | 114 | 17 | 1170 | ||||||||
| Оптимизация числа рабочих мест. | ||||||||||||
| Наименование операции. | Σ(nпр ×kз ) | nрм | k/ з | |||||||||
| 1 | 1÷12 | 1,125 | 2 | 0,562 | ||||||||
| 2 | 13÷17 | 0,514 | 1 | 0,514 | ||||||||
| Σ | 3 | 0,538 | ||||||||||
| 3.2.3. Секции палуб | ||||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. |
Коэфф. загрузки. k/ з. |
Трудоемкость по опер | ||||||
| 1 | Сборка нар. обш. | 957 | 8 | 0,029 | 1 | 0,029 | 29 | |||||
| 2 | Сварка нар. обш. | 825 | 8 | 0,025 | 1 | 0,025 | 25 | |||||
| 3 | Разметка мест установки набора | 1221 | 8 | 0,037 | 1 | 0,037 | 37 | |||||
| 4 | Газовая резка | 957 | 8 | 0,029 | 1 | 0,029 | 29 | |||||
| 5 | Зачистка | 1287 | 8 | 0,039 | 1 | 0,039 | 39 | |||||
| 6 | Установка набора глав. направления | 5047 | 8 | 0,152 | 1 | 0,152 | 153 | |||||
| 7 | Приварка набора глав. направления | 4189 | 8 | 0,126 | 1 | 0,126 | 127 | |||||
| 8 | Установка перекрест.набора | 4783 | 8 | 0,144 | 1 | 0,144 | 145 | |||||
| 9 | Приварка перекрест.набора | 4024 | 8 | 0,122 | 1 | 0,122 | 122 | |||||
| 10 | Разметка мест уст-ки дет.насыщения | 528 | 8 | 0,016 | 1 | 0,016 | 16 | |||||
| 11 | Установка дет.насыщения | 1517 | 8 | 0,046 | 1 | 0,046 | 46 | |||||
| 12 | Приварка дет.насыщения | 1352 | 8 | 0,041 | 1 | 0,041 | 41 | |||||
| 13 | Кантовка | 627 | 8 | 0,019 | 1 | 0,019 | 19 | |||||
| 14 | Сварка с обратной стороны шва | 627 | 8 | 0,019 | 1 | 0,019 | 19 | |||||
| 15 | Правка | 1155 | 8 | 0,035 | 1 | 0,035 | 35 | |||||
| 16 | Проверка, контуровка и маркировка | 1616 | 4 | 0,098 | 1 | 0,098 | 49 | |||||
| 17 | Испытания и сдача ОТК | 1616 | 4 | 0,098 | 1 | 0,098 | 49 | |||||
| Σ | 32328 | 128 | 17 | 980 | ||||||||
| оптимизация числа рабочих мест | ||||||||||||
| Наименование операции. | Σ(nпр ×kз ) | nрм | k/ з | |||||||||
| 1 | 1÷12 | 0,806 | 1 | 0,806 | ||||||||
| 2 | 13÷17 | 0,268 | 1 | 0,268 | ||||||||
| Σ | 2 | 0,537 | ||||||||||
| 3.2.4. Секции переборок. | ||||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. |
Коэфф. загрузки. k/ з. |
Трудоемкость по опер | ||||||
| 1 | Сборка нар. обш. | 416 | 8 | 0,013 | 1 | 0,013 | 24 | |||||
| 2 | Сварка нар. обш. | 364 | 8 | 0,011 | 1 | 0,011 | 21 | |||||
| 4 | Разметка мест установки набора | 555 | 8 | 0,017 | 1 | 0,017 | 32 | |||||
| 5 | Газовая резка | 364 | 4 | 0,022 | 1 | 0,022 | 21 | |||||
| 6 | Зачистка | 555 | 4 | 0,034 | 1 | 0,034 | 32 | |||||
| 7 | Установка набора глав. направления | 2603 | 8 | 0,079 | 1 | 0,079 | 150 | |||||
| 8 | Приварка набора глав. направления | 2256 | 8 | 0,068 | 1 | 0,068 | 130 | |||||
| 9 | Установка перекрест.набора | 1839 | 8 | 0,056 | 1 | 0,056 | 106 | |||||
| 10 | Приварка перекрест.набора | 1475 | 8 | 0,045 | 1 | 0,045 | 85 | |||||
| 11 | Разметка мест уст-ки дет.насыщения | 191 | 4 | 0,012 | 1 | 0,012 | 11,0 | |||||
| 12 | Установка дет.насыщения | 694 | 8 | 0,021 | 1 | 0,021 | 40,0 | |||||
| 13 | Приварка дет.насыщения | 573 | 8 | 0,017 | 1 | 0,017 | 33,0 | |||||
| 14 | Кантовка | 278 | 2 | 0,034 | 1 | 0,034 | 16,0 | |||||
| 15 | Сварка с обратной стороны шва | 278 | 8 | 0,008 | 1 | 0,008 | 16,0 | |||||
| 16 | Правка | 503 | 2 | 0,061 | 1 | 0,061 | 29,0 | |||||
| 17 | Проверка, контуровка и маркировка | 555 | 4 | 0,034 | 1 | 0,034 | 32,0 | |||||
| 18 | Испытания и сдача ОТК | 555 | 4 | 0,034 | 1 | 0,034 | 32,0 | |||||
| Σ | 14056 | 104 | 17 | 810 | ||||||||
| Оптимизация числа рабочих мест. | ||||||||||||
| Наименование операции. | Σ(nпр ×kз ) | nрм | k/ з | |||||||||
| 1÷18 | 0,562 | 1 | 0,562 | |||||||||
| 3.2.5. Секции носовой и кормовой оконечностей. | |||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. |
Коэфф. загрузки. k/ з. |
Трудоемкость по опер | |||||
| 1 | Сборка секций или узла | 4498 | 10 | 0,109 | 1 | 0,109 | 856 | ||||
| 2 | Сварка секций или узла | 4267 | 10 | 0,103 | 1 | 0,103 | 812 | ||||
| 3 | Разметка мест установки набора | 673 | 10 | 0,016 | 1 | 0,016 | 128 | ||||
| 4 | Газовая резка | 342 | 8 | 0,010 | 1 | 0,010 | 65 | ||||
| 5 | Зачистка | 788 | 10 | 0,019 | 1 | 0,019 | 150 | ||||
| 6 | Свеловка | 110 | 8 | 0,003 | 1 | 0,003 | 21 | ||||
| 7 | Правка | 226 | 8 | 0,007 | 1 | 0,007 | 43 | ||||
| 8 | Испытания и сдача ОТК | 342 | 8 | 0,010 | 1 | 0,010 | 65 | ||||
| Σ | 11244 | 72 | 8 | 2140 | |||||||
| Оптимизация числа рабочих мест. | |||||||||||
| Наименование операции. | Σ(nпр ×kз ) | nрм | k/ з | ||||||||
| 1÷8 | 0,278 | 1 | 0,278 | ||||||||
| 3 .2.6. Объемные секции надстроек и бака. | |||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. |
Коэфф. загрузки. k/ з. |
Трудоемкость по опер | |
| 1 | Сборка секций или узла | 4000 | 10 | 0,097 | 1 | 0,097 | 425 |
| 2 | Сварка секций или узла | 3897 | 10 | 0,094 | 1 | 0,094 | 414 |
| 3 | Разметка мест установки набора | 424 | 8 | 0,013 | 1 | 0,013 | 45 |
| 4 | Газовая резка | 320 | 8 | 0,010 | 1 | 0,010 | 34 |
| 5 | Зачистка | 424 | 8 | 0,013 | 1 | 0,013 | 45 |
| 6 | Правка | 527 | 8 | 0,016 | 1 | 0,016 | 56 |
| 7 | Проверка, контуровка и маркировка | 527 | 8 | 0,016 | 1 | 0,016 | 56 |
| 8 | Испытания и сдача ОТК | 424 | 8 | 0,013 | 1 | 0,013 | 45 |
| Σ | 10542 | 68 | 8 | 1120 | |||
| Оптимизация числа рабочих мест. | |||
| Наименование операции. | Σ(nпр ×kз ) | nрм | k/ з |
| 1÷8 | 0,271 | 1 | 0,271 |
| 3.2.7. Тавровый набор. | ||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. |
Коэфф. загрузки. k/ з. |
Трудоемкость по опер | ||||
| 1 | Сборка секции или узла | 3654 | 12 | 0,074 | 1 | 0,074 | 39 | |||
| 2 | Сварка секции или узла | 4873 | 13 | 0,091 | 1 | 0,091 | 52 | |||
| 3 | Зачистка | 3373 | 12 | 0,068 | 1 | 0,068 | 36 | |||
| 4 | Проверка, контуровка и маркировка | 2155 | 12 | 0,043 | 1 | 0,043 | 23 | |||
| Σ | 14056 | 49 | 4 | 150 | ||||||
| Оптимизация числа рабочих мест. | ||||||||||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з | |||||||
| 1÷4 | 0,275 | 1 | 0,275 | |||||||
| 3.2.8. Узлы набора | |||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. |
Коэфф. загрузки. k/ з. |
Трудоемкость по опер | |
| 1 | Сборка секции или узла | 6019 | 8 | 0,182 | 1 | 0,182 | 167 |
| 2 | Сварка секции или узла | 5802 | 9 | 0,156 | 1 | 0,156 | 161 |
| 3 | Разметка мест установки набора | 1514 | 8 | 0,046 | 1 | 0,046 | 42 |
| 4 | Зачистка | 4109 | 8 | 0,124 | 1 | 0,124 | 114 |
| 5 | Правка | 1297 | 8 | 0,039 | 1 | 0,039 | 36 |
| Σ | 18741 | 41 | 5 | 520 | |||
| Оптимизация числа рабочих мест. | |||
| Наименование операции. | Σ(nпр ×kз ) | nрм | k/ з |
| 1÷5 | 0,546 | 1 | 0,546 |
3.2.9. Полотнища
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число рабочих мест (шт) | Коэфф. загрузки | Трудоемкость по опер | ||||||
| 1 | Сборка наружной обшивки или полотнища | 16312 | 14 | 0,281 | 1 | 0,281 | 206 | |||||
| 2 | Сварка секции или узла | 16867 | 15 | 0,272 | 1 | 0,272 | 213 | |||||
| 3 | Сварка обратной стороны шва | 10215 | 14 | 0,176 | 1 | 0,176 | 129 | |||||
| 4 | Зачистка | 5543 | 14 | 0,096 | 1 | 0,096 | 70 | |||||
| 5 | Кантовка | 2217 | 8 | 0,067 | 1 | 0,067 | 28 | |||||
| 6 | Проверка, контуровка, маркировка | 5068 | 6 | 0,204 | 1 | 0,204 | 64 | |||||
| Σ | 56222 | 71 | 6 | 710 | ||||||||
| Оптимизация числа рабочих мест. | ||||||||||||
| Наименование операции. | Σ(nпр ×kз ) | nрм | k/ з | |||||||||
| 1 | 1÷5 | 1,096 | 2 | 0,548 | ||||||||
| 2 | 3÷5 | 0,543 | ||||||||||
| Σ | 2 | 0,548 | ||||||||||
3.3 Расчёт и оптимизация количества оборудования
![]() , (8)
, (8)
где ![]() - трудоёмкость на годовую программу по операциям;
- трудоёмкость на годовую программу по операциям;
![]() - фонд времени работы оборудования .
- фонд времени работы оборудования .
3.3.1 Днищевые секции
| Расчёт количества сварочного оборудования на днищевые секции | ||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | ||
| Расчетное | Принятое | |||||
| 1 | 3,7 | 3326 | автомат | 0,085 | 1 | 0,085 |
| 2 | 9,12,14,16 | 10304 | п/автомат | 2,618 | 3 | 0,873 |
| Σ | 13630 | 4 | 0,479 | |||
3.3.2 Бортовые секции
| Расчёт количества сварочного оборудования на бортовые секции | ||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | ||
| Расчетное | Принятое | |||||
| 1 | 3,7 | 8761 | автомат | 2,227 | 3 | 0,742 |
| 2 | 9,12,14 | 8275 | п/автомат | 2,103 | 3 | 0,701 |
| Σ | 17036 | 6 | 0,722 | |||
3.3.3 Секции палуб
| Расчёт количества сварочного оборудования палуб и бака | ||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | ||
| Расчетное | Принятое | |||||
| 1 | 2,7 | 5014 | автомат | 1,274 | 2 | 0,637 |
| 2 | 9,12,14 | 6004 | п/автомат | 1,526 | 2 | 0,268 |
| Σ | 11018 | 4 | 0,537 | |||
3.3.4 Секции переборок
| Расчёт количества сварочного оборудования секций переборок | ||||||
| Наименование операции. | Трудоемкость на годовую программу,(чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | ||
| Расчетное | Принятое | |||||
| 1 | 2,8 | 2620 | автомат | 0,666 | 1 | 0,666 |
| 2 | 10,13,15 | 2325 | п/автомат | 0,591 | 1 | 0,591 |
| Σ | 4945 | 2 | 0,628 | |||
3.3.5 Секции носовой и кормовой оконечностей
| Расчёт количества сварочного оборудования носовой и кормовой оконечностей | |||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | |
| Расчетное | Принятое | ||||
| 2 | 4267 | п/автомат | 1,08 | 2 | 0,542 |
3.3.6 Объёмные секции надстроек и бак.
Расчёт количества сварочного оборудования надстроек |
|||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | |
| Расчетное | Принятое | ||||
| 2 | 3897 | п/автомат | 0,99 | 1 | 0,99 |
3.3.7 Тавровый набор
| Расчёт количества сварочного оборудования таврового набора | |||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | |
| Расчетное | Принятое | ||||
| 2 | 4873 | п/автомат | 1,238 | 2 | 0,619 |
3.3.8 Узлы набора
| Расчёт количества сварочного оборудования таврового набора | |||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | |
| Расчетное | Принятое | ||||
| 2 | 6802 | п/автомат | 1,475 | 2 | 0,737 |
| Расчёт количества сварочного оборудования таврового набора | |||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | |
| Расчетное | Принятое | ||||
| 2,3 | 27082 | автомат | 6,882 | 7 | 0,983 |
3.4 Расчёт количественного и качественного состава работающих
![]() , (9)
, (9)
где ![]() трудоёмкость на годовую программу по операциям;
трудоёмкость на годовую программу по операциям;
![]() действительный годовой фонд времени рабочих (см. п.3.1.);
действительный годовой фонд времени рабочих (см. п.3.1.);
Примечание. На один сварочный автомат и полуавтомат приходится по одному рабочему (сварщику).
3.4.1 Днищевые секции
| Расчёт числа производственных рабочих по по механизированным операциям на днищевые секции (сварщиков). | |||||||||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||||||||
| расчётное | принятое | ||||||||||||
| 1 | 3,7 | автомат | 1 | 1530 | 2,17 | 3 | |||||||
| 2 | 9,12,14,16 | п/автомат | 3 | 6,73 | 7 | ||||||||
| Σ | 8,91 | 10 | |||||||||||
| Расчёт числа производственных рабочих по операциям на днищевые секции (сборщиков). | |||||||||||||
| Наименование операции. | Трудоемкость операций на годовую программу, (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||||||||
| расчётное | принятое | ||||||||||||
| 1,2,4,5,6,8,10,11,13,15,17,18,19 | 19635 | 1780 | 11,03 | 12 | |||||||||
3.4.2 Бортовые секции
| Расчёт числа производственных рабочих по по механизированным операциям на бортовые секции (сварщиков) | ||||||||||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел) | |||||||||||
| расчётное | принятое | |||||||||||||
| 1 | 3,7 | автомат | 3 | 1530 | 5,73 | 6 | ||||||||
| 2 | 9,12,14 | п/автомат | 3 | 5,41 | 6 | |||||||||
| Σ | 11,13 | 12 | ||||||||||||
| Расчёт числа производственных рабочих по операциям на бортовые секции (сборщиков) | ||||||||||||||
| Наименование операции. | Трудоемкость операций на годовую программу, (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||||
| расчётное | принятое | |||||||||||||
| 1,2,4,5,6,8,10,11,13,15,16,17,18,19 | 26771 | 1780 | 15,04 | 26 | ||||||||||
3.4.3 Секции палуб
| Расчёт числа производственных рабочих по по механизированным операциям палуб и бака (сварщиков). | ||||||||||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||||
| расчётное | принятое | |||||||||||||
| 1 | 2,7 | автомат | 2 | 1530 | 3,28 | 4 | ||||||||
| 2 | 9,12,14 | п/автомат | 2 | 3,92 | 4 | |||||||||
| Σ | 7,2 | 8 | ||||||||||||
| Расчёт числа производственных рабочих по операциям палуб и бака (сборщиков). | ||||||||||||||
| Наименование операции. | Трудоемкость операций на годовую программу, (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||||
| расчётное | принятое | |||||||||||||
| 1,3,4,5,6,8,10,11,13,15,16,17,18,19 | 21310 | 1780 | 11,97 | 12 | ||||||||||
3.4.4 Секции переборок
| Расчёт числа производственных рабочих по по механизированным операциям секций переборок (сварщиков). | ||||||||||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||||
| расчётное | принятое | |||||||||||||
| 1 | 2,8 | автомат | 1 | 1530 | 1,71 | 2 | ||||||||
| 2 | 10,13,15 | п/автомат | 1 | 1,52 | 2 | |||||||||
| Σ | 3,23 | 4 | ||||||||||||
| Расчёт числа производственных рабочих по операциям секций переборок (сборщиков). | ||||||||||||||
| Наименование операции. | Трудоемкость операций на годовую программу,(чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||||
| расчётное | принятое | |||||||||||||
| 1,3,4,5,6,7,9,11,12,14,16,17,18 | 9110 | 1780 | 5,12 | 6 | ||||||||||
3.4.5 Носовые и кормовые секции
| Расчёт числа производств. рабочих по механиз-м операциям носовой и кормовой оконечностей (сварщиков). | ||||||||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||
| расчётное | принятое | |||||||||||
| 2 | п/автомат | 2 | 1530 | 2,79 | 3 | |||||||
| Расчёт числа производственных рабочих по операциям носовой и кормовой оконечностей (сборщиков). | ||||||||||||
| Наименование операции. | Трудоемкость операций на годовую программу, (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||
| расчётное | принятое | |||||||||||
| 1,3,4,5,6,7,8 | 6978 | 1780 | 3,92 | 4 | ||||||||
3.4.6 Объёмные секции надстроек и бака
| Расчёт числа производств. рабочих по механиз-м операциям надстроек (сварщиков). | ||||||||||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||||
| расчётное | принятое | |||||||||||||
| 2 | п/автомат | 1 | 1530 | 2,55 | 3 | |||||||||
| Расчёт числа производственных рабочих по операциям надстроек (сборщиокв). | ||||||||||||||
| Наименование операции. | Трудоемкость операций на годовую программу, (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||||
| расчётное | принятое | |||||||||||||
| 1,3,4,5,6,7,8 | 6645 | 1780 | 3,73 | 4 | ||||||||||
3.4.7 Тавровый набор
| Расчёт числа производств. рабочих по по механизированным операциям таврового набора (сварщиков). | |||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||
| расчётное | принятое | ||||||
| 2 | п/автомат | 2 | 1530 | 3,18 | 4 | ||
| Расчёт числа производственных рабочих по операциям таврового набора (сборщиков). | |||||||
| Наименование операции. | Трудоемкость операций на годовую программу, (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||
| расчётное | принятое | ||||||
| 1,3,4 | 9183 | 1780 | 5,16 | 6 | |||
3.4.8 Узлы набора
| Расчёт числа производств. рабочих по по механизированным операциям узлового набора (сварщиков). | |||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||
| расчётное | принятое | ||||||
| 2 | п/автомат | 2 | 1530 | 3,79 | 4 | ||
| Σ | 3,79 | 4 | |||||
| Расчёт числа производственных рабочих по операциям таврового набора (сборщиков). | |||||||
| Наименование операции. | Трудоемкость операций на годовую программу (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||
| расчётное | принятое | ||||||
| 1,3,4,5 | 12938 | 1780 | 7,27 | 8 | |||
3.4.9 Полотнища
| Расчёт числа производств. рабочих по по механизированным операциям полотнища (сварщиков). | ||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||
| расчётное | принятое | |||||
| 2,3 | автомат | 7 | 1530 | 17,70 | 18 | |
| Σ | 17,70 | 18 | ||||
| Расчёт числа производственных рабочих по операциям полотнища (сборщиков). | ||||||
| Наименование операции. | Трудоемкость операций на годовую программу (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||
| расчётное | принятое | |||||
| 1,3,4,5 | 29141 | 1780 | 16,37 | 17 | ||
4. Расчет площади, выбор размеров и числа пролетов цеха, выбор подъемно-транспортных средств цеха
4.1 Расчёт общей площади цеха, выбор размеров и числа пролётов цеха
Площади цеха по своему назначению подразделяют на производственную, вспомогательную и служебно-бытовую.
При разработке технологической части проекта определяют производственную и вспомогательную площади, отводя предварительную площадь для энергетических объектов, электрических и вентиляционных установок, о которой окончательное решение принимают после разработки специальных частей проекта.
При этом сумму производственных (площади участков и отделений, непосредственно предназначенных для осуществления технологического процесса в цехе) и вспомогательных (участки ремонта и обслуживания оборудования, энергосистем и инструмента, магистральные проезды и различные кладовые) площадей условно называют общей площадью цеха.
В технико-экономических показателях технологической части проекта цеха, как правило, приводят выпуск продукции в год с 1 м2 общей площади цеха. В этом случае формула укрупненного определения площади цеха по выпуску продукции в год с 1 м2 общей площади может быть упрощена [5, стр.100]:
Sц = Вц / q= 9846 м2 ,
где: q = 4,0 - выпуск продукции в год с 1 м2 общей площади цеха класс верфи 1, т/м2 ;
Вц = 83004 т - годовая программа цеха;
Сетка колонн — размеры ячейки, представляющие собой прямоугольник, стороны которого равны ширине пролета и шагу колону: размеры сетки колонн обозначают в виде произведения шага колонн на ширину пролета (например, 12X24, 12X30, 12X36, 24X42 м).
Принимаем:
шаг колонн 24 м;
количество 12;
ℓц = 24 × 5 = 120 м;
ширина пролёта 42 м;
количество 2;
bц = 42 × 2 = 84 м;
Sобщ = ℓц × bц = 120 × 84 = 10080 м2 .
Общая площадь цеха: 19664м2 .
4.2 Расчёт административно-конторских и бытовых помещений
Таблица 4.2.1.
| Расчёт списочного состава цеха | ||||
| Наименование категории работающих | ℅ от числа производственных рабочих | Списичочный состав (чел) | В том числе по сменам | |
| I | II | |||
| производственных | 100% | 94 | 56 | 38 |
| вспомогательных | 33% | 32 | 20 | 12 |
| итого рабочих | 126 | 76 | 50 | |
| ИТР | 9% | 10 | 6 | 4 |
| СКП | 3% | 4 | 2 | 1 |
| МОП | 2% | 3 | 2 | 1 |
| всего работающих | 143 | 86 | 56 | |
| Таблица 4.2.2. | ||||||||
| Расчёт вспомогательных помещений цеха | ||||||||
| № п/п | Помещение | Расчётная единица | Площадь на 1 расчётную единицу (м2 ) | Площадь (м2 ) | ||||
| 1 | Контора цеха | стол | 4 | 52 (ИТР*4) |
||||
| 2 | Комната сменно -технического персонала | стол | 3 | 15 (СКП*3) |
||||
| 3 | Гардеробные | Индивидуальный шкаф | 0,43 | 59,8 (пр.р.*0,43) |
||||
| 4 | Кабинеты для административно-технического персонала | Кабинет | - | 30,0 |
||||
| 5 | Уборные | 1 кабина на20 чел. | 3,06 | 16,1 (3,06* |
||||
| 6 | Умывальные | 1кран на 15чел | 1,75 | 12,3 (1,75* |
||||
| 7 | Душевые | 1 кабина на 10 чел | 1,62 | 15,1 (1,62*раб./20) |
||||
| 8 | Место для переодевания | 3 места на 1 кабину | 1 | 31 (1*раб./6) |
||||
| 9 | Тамбур | Между душ. и раздевалкой | 4 | 4,0 | ||||
| 10 | Столовая | 400 - 1000 чел. в смену | 1 | 105,0 | ||||
| 11 | Здравпункт | 40 | 40,0 | |||||
| Σ | 380,2 | |||||||
4.3 Расчет и планировка цеховых складов и кладовых
В состав в состав сборочно-сварочного цеха входит склад готовых деталей корпуса и деталей насыщения секций, а также промежуточный склад готовых узлов.
На складах сборочно-сварочного цеха готовые детали корпуса и насыщения секций хранят в контейнерах и пачках, в стопах и на многоярусных стеллажах.
Склады могут отсутствовать в тех случаях, когда узлы, полотнища и мелкие секции, изготовляемые на одних рабочих местах поточной линии, непосредственно передаются с этих мест на следующие, где производится их дальнейшая сборка и сварка в секции.
Площадь складских помещений определяется количеством хранимых деталей и нормами допустимой нагрузки на 1м2 полезной площади склада.
Ориентировочные данные, определяющие площадь склада корпусных деталей, приведены в табл. 4.2.1. Склад размещается в производственном здании сборочно-сварочного цеха, часто в специальном пролете, и обслуживается мостовыми кранами.
Таблица 4.3.1
Ориентировочные данные для проектирования склада корпусных деталей и деталей насыщения (склад комплектации).
| Класс судостроительного предприятия | Нормы хранения в календарных днях | Нагрузка на 1 м2 полезной площади. т/м2 | Отношение полезной площади к общей |
I II III IV V |
15—20 4—16 12—15 10—12 6—9 |
1,2—1,3 0.8—1,0 0,7—0,9 0,6—0,7 0,3-0,4 |
0,45-0,55 0,45—0,50 0,40—0,45 0,40—0,45 0,35—0,40 |
В состав складских помещений сборочно-сварочного цеха входят кладовые различного назначения. Инструментальные кладовые предназначены для хранения, приема и выдачи инструментов и не громоздких приспособлений, используемых при эксплуатации, оборудования цеха. Здесь производится также контроль степени износа и отбора пришедших в негодность инструментов и приспособлений для обмена на новые в центральном заводском складе. Размеры кладовых обусловлены минимальными запасами хранения, которые ограничены сроками износа одного-двух полных комплектов, имеющихся в работе инструментов и приспособлений. Для нормальной работы цеха требуются также кладовые: вспомогательных материалов, сварочных материалов, оснастки рабочих мест, проверочных шаблонов и др. Размеры площадей производственных кладовых цеха ориентировочно можно рассчитать по нормам технологического проектирования, принятым в машиностроении.
![]()
![]() 4316
4316 ![]() ;
;
Максимальные значения удельной площади по производственным кладовым цехов сварочного производства составляют (в квадратных метрах):
инструментально-раздаточной—на единицу сборочно-сварочного оборудования 0,7
вспомогательных материалов—на единицу технологического оборудования 0,2
для хранения электродов, электродной проволоки, флюсов—на одного сварщика:
при ручной сварке 0,25
» автоматической и полуавтоматической сварке 0,5
для хранения оснастки—на одно сборочно-сварочноё рабочее место 0,5
для хранения шаблонов—на 100 т выпуска цеха. 0,2
Склады и кладовые являются вспомогательными отделениями сборочно-сварочного цеха и должны размещаться но возможности в производственном здании цеха. В состав вспомогательных отделений цеха входят и мастерские: ремонтная, электромеханическая, по изготовлению шаблонов и приспособлений, оснастки и др. Площадь мастерских определяется из условия расположения на ней необходимого комплекта технологического оборудования (в основном металлорежущего). Мастерские размещают, как правило, в первом этаже пристройки к производственному зданию цеха.
Таблица 4.3.2
| Максимальные значения удельной площади по производственным кладовым | |||
| цехов сварочного производства (м2 ) | |||
| Наименование кладовой | Площадь на 1 расчётную единицу (м2 ) | количество расч. единицу | Площадь (м2 ) |
| инструментально-раздаточной—на единицу сборочно-сварочного оборудования | 0,7 | 139 | 97,3 |
| вспомогательных материалов—на единицу технологического оборудования | 0,2 | 21 | 4,2 |
| для хранения эл., эл. проволоки, флюсов- на одного сварщика | 0,5 | 30 | 15,0 |
| для хранения оснастки—на одно сборочно-сварочноё рабочее место | 0,6 | 14 | 8,4 |
| для хранения шаблонов—на 100 т выпуска цеха. | 0,2 | 394 | 78,8 |
| Σ | 203,7 | ||
Итого общая площадь всех вспомогательных и кладовых помещений цеха: 1320 м2
Пусть корпус вспомогательных помещений занимает 1 этаж, тогда (L): 110, ширина (В) будет равна: 12 м.
4.4 Выбор подъемно-транспортного оборудования
Количество кранов определяют приближенным методом, укрупнённо, на основании данных ранее выполненных проектов и анализа работы кранового оборудования действующих сборочно-сварочных цехов, в зависимости от длины обслуживаемого пролета. (Например, в сборочно-сварочном цехе, где предусмотрены напольные транспортные средства и поточные механизированные линии, рекомендуется на 30—'40. м длины пролета устанавливать один кран. Минимальное количество кранов в пролете — два).
Грузоподъемность электромостовых кранов и других транспортных средств подбирается по массе обрабатываемых грузов. Допускается спаренная работа электромостовых кранов при небольшом количестве тяжеловесов, что характерно для сборочно-сварочного цеха судостроительного предприятия. Секции вывозят из цеха на большегрузных специальных тележках или платформах по железнодорожному пути, вводимому в цех.
В табл. 4.4 приведены рекомендации по выбору основного подъемно-транспортного оборудования для сборочно-сварочных цехов судостроительных предприятий классов I—V.
Таблица 4.4.
Рекомендуемое подъемно-транспортное оборудование для сборочно-сварочных цехов
| Класс предприятия | Грузоподъемность электромостовых кранов, т |
Масса секций корпуса, т | Масса секции корпуса при спаренной работе кранов (включая массу траверсы), т |
I II III V V |
200/32 160/32 50/10 30/5 20/5 |
До 200 » 160 » 50 » 30 » 20 |
До 400 » 320 » 100 » 60 » 40 |
Примечание. В знаменателе крюка крана указана грузоподъемность вспомогательного крюка крана
Так как Lцеха = 288ри nпр .= 2, устанавливаем 8 электромостовых кранов грузоподъёмностью 200/32 т.
4.5 Разработка схем подключения энергосред
У каждого построечного места должны находиться пункты подключения автоматической и полуавтоматической сварки, подводы углекислого газа, ацетилена, кислорода, сжатого воздуха и вытяжной вентиляции, подвод воды пожаротушения. Также каждое построечное место должно быть оснащено двух и трёхполюсными розетками постоянного и переменного тока, щитками подключения ремонтного освещения. Цех должен быть оборудован в необходимом количестве подводами холодной воды на хозяйственные и производственные нужды.
5. Расчёт годовой потребности цеха в основных и вспомогательных материалах
5.1 Потребности цеха в материалах
Сборочно-сварочные цехи обеспечиваются: электроэнергией для работы электросварочного, подъемно-транспортного, станочного и прочего оборудования и средств механизации; сжатым воздухом давлением 5—6 кГ/см2 для работы пневматических инструментов; ацетиленом и кислородом для ручной и машинной резки, строжки и подогрева конструкций при правке; углекислым газом — для сварки в среде защитных газов; производственной водой для испытания собранных и сваренных конструкций и для охлаждения сварочных горелок.
Примерные показатели для расчета основных видов энергии и количества инструментов на 1000 m продукции, а также ориентировочные удельные расходы воздуха и газов и коэффициенты использования инструментов и оборудования в сборочно-сварочных цехах приведены соответственно в табл. 5.1 и 5.2..
Таблица 5.1
Ориентировочные показатели для расчета основных видов энергии и количества инструментов на 1000 m продукции сборочно-сварочных цеха.
| Исходные данные | |||
| Годовой выпуск продукции, тыс. m | 100 | ||
| Средняя толщина обрабатываемого и свариваемого металла, мм | 20 | ||
| Показатели | |||
| Электроэнергия (установленная мощность), квт/ч на 1 кг наплавленного металла | |||
| для автоматической и полуавтоматической при постоянном токе | 5-6 | ||
| для автоматической и автоматической под флюсом на переменном токе | 3-4 | ||
| для ручной однопостовой сварки | 4-5 | ||
| расход электродов и электродной проволоки на одну дугу, кг/ч | |||
| расход электродов на прихватки | 0,2 | ||
| на ручную сварку | 1-1,3 | ||
| расход электродной проволоки | при св. под флюсом | автоматомат. | 5 |
| полуавтоматич. | 3 | ||
| в углекислом газе | автоматич. | 3,5 | |
| полуавтоматич. | 2 | ||
| годовой расход электроэнергии на освещение цеха с 1 м2 площади, Вт/ч | 18 | ||
| количество одновременно работающих единиц | |||
Сжатый воздух 5—6 кГ/см* |
Пневматический инструмент, ед. | 2,0 | |
| Краскораспылители, ед. | 0,2 | ||
Ацетилен и кислород |
Ручные резаки, ед. | 0,7 | |
| Горелки для правки, ед. | 0,8 | ||
| углекислый газ | сварочные дуги автом. и полуавтом., ед. | 1,2 | |
| годовая потребность в воде | |||
| Производственная вода: расход, |
2300 | ||
| Вода для охлаждения сварочных головок: расход, |
330 | ||
| для хозяйственно - питьевых нужд, л/чел в сутки | 25-30 | ||
| для душевых, л на процедуру | 40 | ||
| умывальники, л в сутки | 3-5 | ||
Таблица 5.2
Средний удельный расход воздуха и газов на единицу оборудования и инструмента и коэффициенты использования оборудования в сборочно-сварочных цехах
| Инструмент и оборудование | Класс верфи | |
| Пневматический инструмент (сжатый воздух 5—6 кг/см2 ) | Расход воздуха, |
80 |
| Коэффициент использования | 0,75 | |
| Краскораспылители | Расход воздуха, |
45 |
| Коэффициент использования | 0,70 | |
| Ручные резаки | Расход ацетилена, |
0,7 |
| Расход кислорода, |
4,0 | |
| Коэффициент использования | 0,7 | |
| Горелки для правки | Расход ацетилена, |
2,0 |
| Расход кислорода, |
2,2 | |
| Коэффициент использования | 0,5 | |
| Сварочные полуавтоматы | Расход углекислого газа, |
0,9* 1,8 |
| Коэффициент использования | 0,7 | |
| * В числителе расход газа для полуавтоматов, в знаменателе — для автоматов. | ||
5.2 Годовая потребность в прокате:
![]() , где
, где
Gм - чистая масса металла на одно судно или секцию, т;
nс - количество судов;
Ротх - средний процент отходов (2-8%).
![]() 88302 (т);
88302 (т);
5.3 Годовая потребность в электродной проволоке:
 , где
, где
Gн - масса наплавленного металла на одно изделие в кг;
П - число изделий;
Кэ - отношение массы эл. покрытия к массе электродной проволоки (Кэ=0,8);
Кп - коэффициент перехода металла из электродов в шов, учитывающий потери на угар, разбрызгивание и т.д. (Кп=0,95);
![]() = 1747 (т);
= 1747 (т);
5.4 Годовая потребность во флюсе для автоматической сварки:
GФ=1,4 Gэ;
Gф=![]() 996 (т);
996 (т);
5.5 Годовая потребность в горючих и сжатых газах при резке и сварке:
5.5.1 Годовая потребность в сжатом воздухе:
![]() , где
, где
gвозд - удельный расход воздуха на единицу инструмента, м3 /ч;
nед - число единиц инструментов;
Фп - действительный расчётный фонд времени работы инструмента, ч
(Фп= 4015);
Кз - коэффициент загрузки;
В нашем случае годовая потребность в сжатом воздухе складывается из годовой потребности для пневмоинструмента и годовой потребности для краскораспылителей:
| Число пневмоинструмента, шт. : | 79 |
| Число краскораспылителей, шт. : | 8 |
![]() = 23668425 (м3
);
= 23668425 (м3
);
5.5.2 Годовая потребность в ацетилене:
| Число ручных резаков, шт. : | 38 |
| Число горелок для правки, шт. : | 32 |
Gацет=![]() = 213478 (м3
);
= 213478 (м3
);
5.5.3 Годовая потребность в кислороде:
Gкисл=![]() = 534397 (м3
);
= 534397 (м3
);
5.5.4 Годовая потребность в углекислом газе:
Gугл.=![]() = 43001 (м3
);
= 43001 (м3
);
5.6 Годовая потребность в воде:
Gводы=![]() ,
,
где ![]() расход воды на 1000 т выпускаемой продукции, м3
/т;
расход воды на 1000 т выпускаемой продукции, м3
/т;
Gм - чистая масса металла на одно судно или секцию, т;
nс - количество судов.
· в производственной:
Gводы= ![]() = 812378 (м3
);
= 812378 (м3
);
· на охлаждение сварочных головок:
Gводы= ![]() = 116558 (м3
);
= 116558 (м3
);
· для хозяйственно-питьевых нужд:
Gводы= ![]() ,
,
где ![]() расход воды на одного работающего, л/чел;
расход воды на одного работающего, л/чел;
![]() количество рабочих дней в году;
количество рабочих дней в году;
![]() количество рабочих;
количество рабочих;
Gводы= ![]() =1230 (м3
);
=1230 (м3
);
· для душевых:
Gводы= ![]() =1640 (м3
);
=1640 (м3
);
· для умывальников:
Gводы= ![]() =164 (м3
);
=164 (м3
);
Gволы общ.= ![]() .
.
Gволы общ.= 124134 (м3 );
5.7 Годовая потребность в паре:
Qп=![]() ,
,
где ![]() - расход тепла на 1
- расход тепла на 1 ![]() здания, ккал/ч м3
;
здания, ккал/ч м3
;
H - количество часов в отопительном сезоне;
V - внутренний объём здания, м3 ;
i - теплота испарения, ккал/кг;
Qп = 0,553 ∙ 5040 ∙ 1658880/2,3 ∙ 106 ∙100 =20,1∙ 103 ккал/кг
5.8. Годовая потребность в электроэнергии:
· На питание электрооборудования:
![]() , где
, где
![]() - установленная мощность (выбирается из паспортных данных оборудования);
- установленная мощность (выбирается из паспортных данных оборудования);
![]() ,
,
где ![]() - коэффициент спроса или одновремённости:
- коэффициент спроса или одновремённости:
- для сварочных трансформаторов и преобразователей: ![]() = 0,35 - 0,45;
= 0,35 - 0,45;
- для механизированных стендов и листоукладчиков: ![]() = 0,35;
= 0,35;
- для электродвигателей станочного оборудования: ![]() = 0,25;
= 0,25;
- для электродвигателей кранов: ![]() = 0,15;
= 0,15;
- для траспортёров: ![]() = 0,75;
= 0,75;
- для прессов: ![]() = 0,25 - 0,35;
= 0,25 - 0,35;
![]() годовой фонд времени работы оборудования (3935 ч);
годовой фонд времени работы оборудования (3935 ч);
![]() коэффициент загрузки.
коэффициент загрузки.
Таблица 5.8.
Спецификация оборудования и средств механизации.
| № | наименование | тип, марка, модель | технические характеристики | установл. мощность единицы оборудов., кВт | размеры, мм |
масса, кг |
кол-во, шт |
| 1 | Выпрямитель сварочный многопостовой | ВДМ-1601 | Номинальный сварочный ток 1600 А, номинальный сварочный ток одного поста 300 А. Количество сварочных постов 9. | 115 кВ*А | 1035x820x1630 | 750 | 31 |
| 2 | Автомат для дуговой сварки под флюсом деталей из малоуглеродистой стали. Источник питания ТДФ - 1001 | АДС-1000-4 | Номинальный сварочный ток 1000 А. Диаметр электродной проволоки 2-5 мм. Скорость сварки 12-120м/ч. | 82 кВ*А | трактор 1010х370х665 источник пит. 1200х830х1200 |
65 720 |
56 |
| 3 | Полуавтомат для дуговой сварки в среде углекислого газа стальным плавящимся электродом во всех пространственных положениях. Источник питания ПСГ-500. | "Гранит-2" | Номинальный сварочный ток 400 А. Диаметр электродной проволоки 0,8-1,6 мм. Скорость подачи электродной проволоки 150-1350 м/ч. Расход CО2 500-1200 л/ч. | 28 | механизм подачи 375х245х130 шкаф управления 570х425х520 источник пит. 1080х590х1010 |
9 50 500 |
216 |
![]() = 5686862 (кВт).
= 5686862 (кВт).
· На освещение:
·
![]() ,
,
где ![]() полная площадь цеха, м2
;
полная площадь цеха, м2
;
![]() средний расход электроэнергии на м2
, кВт/ч
средний расход электроэнергии на м2
, кВт/ч
(![]() кВт/ч);
кВт/ч);
![]() количество рабочих дней в году;
количество рабочих дней в году;
![]() продолжительность одной рабочей смены;
продолжительность одной рабочей смены;
![]() количество смен.
количество смен.
![]() 948950 (кВт)
948950 (кВт)
6. Расчёт себестоимости цеховой продукции
Цеховая себестоимость – выраженные денежные формы, затраты на производство единицы продукции (обычно годовой продукции).
В цеховую себестоимость входят затраты на выплату заработной платы и цеховые накладные расходы. Затраты на сырьё и материалы в себестоимость продукции судостроительного предприятия не включают. Затраты на их приобретение учитываются только калькуляционной стоимостью судна.
Прямая заработная плата производственных рабочих сборочно-сварочного цеха определяется умножением трудоёмкости всех работ цеха на стоимость одного часа цеховых работ.
Цеховые накладные расходы складываются из заработной платы всех остальных категорий работающих, отчислений на социальное страхование, стоимости всех видов энергии, затрат на содержание и вознобновление инвентаря и инструмента, текущий ремонт зданий и оборудования, расходов на реализацию мероприятий по охране труда, амортизацию всех основных фондов, транспортных расходов и прочее.
Таблица 6.1.
Расчёт годового фонда заработной платы.
| № | Категория работающих | Кол-во | Средняя годовая заработная плата, руб. | Фонд заработной платы, тыс. руб. | ||
| всего | в том числе | |||||
| на выпуск продукции | на цеховые расходы | |||||
| 1 | Производственные | 139 | 21910 | 3806719 | 3045375 | 761343,75 |
| 2 | Вспомогательные | 46 | 15337 | 705502 | - | 705502 |
| 3 | ИТР | 13 | 17528 | 227864 | - | 227864 |
| 4 | СКП | 5 | 14023 | 70115 | - | 70115 |
| 5 | МОП | 3 | 12270 | 36810 | - | 36810 |
| 6 | всего | 206 | 81068 | 4847010 | 3045375 | 1801634,75 |
Примечание. Дополнительная заработная плата производственых рабочих и различные виды доплат к прямой производственной заработной плате составляют 25% от её суммы.
Принимаем цену одного часа цеховыт за работ 13 руб..
Отношение всех цеховых расходов к фонду прямой заработной платы производственных рабочих представляют собой процент накладных расходов.
Таблица 6.2.
Смета стоимости зданий, оборудования и инструментов
| Цены на оборудование, руб. | полуавтомат ВД506(ист.)+ПДГ322М(под.) | 280000 |
| автомат АДФ 1250 + ВДУ1250 | 270000 | |
| Цены на инструмент и инвентарь, руб. | 6720 | |
| Стоимость здания, руб. | 181440 | |
| Стоимость оборудования, руб. | 6380000 | |
| Стоимость инструмента и инвентаря, руб. | ||
Таблица.6.3.
Смета цеховых накладных расходов
| № | Наименование затрат | Кол-во продукции | Цена за единицу продукции, руб. | Сумма, руб |
| 1 | Зар. плата без прямой производственной | сумма цеховых расходов на зар. плату | 1371835 | |
| 2 | Начисление на зар. пл. всех категорий, % | 7,7% от фонда заработной платы | 282641 | |
| 3 | Энергия: | пар, т | на гор. водосн. | 10,27 | |
| на отопл. и вент. | |||||
| вода, |
городская | 2864 | 12 | 34368 | |
| техническая | 121270 | ||||
| электроэн., кВТ | силовая | 5686862 | |||
| осветительная | 948950 | 0,89 | 844565,5 | ||
| сжатый воздух, |
23668425 | 23 | 544373775 | ||
| кислород, |
534397 | 5 | 2671985 | ||
| ацетилен, |
213478 | 100 | 21347800 | ||
| Годовые потребности во всех видах энергии по данным соотв. спец. частей | 570082404 | ||||
| 4 | Содержение и вознобн. инвентаря и инструментов на одного рабочего |
147 | 115 | 16905 | |
| 5 | Текущий ремонт, % | зданий и сооруж. | 1 % от сметной стоимости | ||
| оборудования | 2 % от сметной стоимости | 127600 | |||
| 6 | Расходы на охрану труда и т. б., % | 7,7% от суммы прямой произв. з. п. | 177010 | ||
| 7 | Амортизация, % | зданий и сооруж. | 2,5% от сметной стоимости | ||
| оборудования | 9,1% от сметной стоимости | 580580 | |||
| инстр. и инвентаря | 15% от сметной стоимости | ||||
| 8 | Транспорт, т | 46110 | |||
| 9 | Прочие расходы, % | 2% от суммы перечисленных выше затрат | 51131 | ||
| 10 | Всего цеховых расходов | 2607703 | |||
Таблица 6.4.
Сводная смета проекта – капиталовложения на строительство, %
| № | Статьи расходов | Сметная стоимость | Общая сметная стоимость | |||
| Строит. работ | Монт. работ | Оборудов., инструм., инвентаря | Прочих затрат | |||
| 1 | Подготовка на территории строительства | 0,3 | - | - | - | 0,3 |
| 2 | Объект основного производственного назначения | 59,2 | 6,0 | 0,6 | 24,6 | 90,4 |
| 7 | Благоустройства территории и цеха, | 0,2 | - | - | - | 0,2 |
| 8 | Временные здания и сооружения | 1,9 | - | - | - | 1,9 |
| 9 | Прочие работы | 1,1 | - | 1,0 | - | 2,1 |
| Итого | 65,7 | 6,0 | 1,5 | 24,6 | 94,2 | |
| 12 | Проектировочные и изыскательские работы | - | - | 2,2 | - | 2,2 |
| Резерв | 1,6 | 0,2 | 0,1 | 1,0 | 2,9 | |
| Всего | 64,3 | 6,2 | 3,9 | 25,6 | 100 | |
7. Техника безопасности и охраны труда
Технологическую часть проектов цехов выполняют в соответствии с действующими правилами техники безопасности и промышленной санитарии. При размещении
в одном здании различных производств цехи с одинаковыми условиями по вредности и пожарной опасности располагают смежно, участки с более вредными условиями отделяют от менее вредных, а участки наиболее опасные в пожарном отношении размещают у наружных стен в одноэтажных зданиях и на верхних этажах в многоэтажных. К таким участкам относят участки анодного оксидирования в цехах конструкций из алюминиево-магниевых сплавов; участки окраски и сушки секций, приготовления мастик и клеев и мойки тары в цехах конструкций из синтетических материалов; участки химической очистки, горячей оцинковки и грунтовки труб в трубозаготовительных цехах, а также цехи гальванических покрытий, малярно-заготовительный, деревообрабатывающий и изоляционно-заготовительный участки.
Действующие нормы и правила регламентируют следующие расстояния между рабочими площадками, рабочими местами, установками и элементами зданий:
Расстояние, м (не менее)
Высота подъема груза над предметами при горизонтальном его перемещении. 0,5
Проход между штабелями материалов, деталей и т. д. высотой не более 1м... 1,0
Проходы вокруг газорезательного и газосварочного рабочего места 1,0
Проходы между установками автоматической сварки 1,5
Расстояние от настила рабочих площадок до нижней кромки вышележащих конструкций («рабочая зонах) 1,8
Расстояние между стеной (колонной) и установками автоматической сварки 1,0
Расстояние между габаритами грузоподъемной машины, передвигающейся по наземному рельсовому пути, и близлежащими предметами на высоте 0,7
более 2 м.. 0,4
Расстояние от нижних выступающих частей грузоподъемной машины (не считая грузозахватного органа) до расположенного в зоне его действия оборудования. 0,4
Расстояние от стены (колонны) до боковой или тыльной стороны станка..... 0,8
Расстояние от строящегося судна до колонн 3,0
Ширина прохода:
у лесов 1,0
между боковыми сторонами станков:
при одностороннем движении. 1,1
при двухстороннем движении. 1,6
Ширина магистрального проезда.. 3,0
Примечание: При проектировании верфи приведенные данные для конкретного оборудования цехов уточняются действующими нормативными материалами.
В зависимости от взрывной, взрывопожарной и пожарной опасности производства цехов верфи делят на категории, а помещения — на классы.
Строительными нормами и правилами установлено, что по взрывной, взрывопожарной и пожарной опасности различают шесть категорий производств промышленных предприятий.
Категория А (взрывопожароопасные производства). Обращающиеся вещества — горючие газы, нижний предел взрываемости которых 10% и менее к объему воздуха; жидкости с температурой вспышки паров до 28° С включительно, при условии, что указанные газы и жидкость могут образовать взрывоопасные смеси в объеме, превышающем 5% объема помещений; вещества, способные взрываться и гореть при взаимодействии с водой, кислородом воздуха или одного с другим.
Категория Б (взрывопожароопасные производства). Обращающиеся вещества —: горючие газы, нижний предел взрываемости которых более 10% к объему воздуха; жидкости с температурой вспышки паров выше 28 до 61° С включительно; жидкости, нагретые в условиях производства до температуры вспышки и выше; твердые вещества, образующие горючие пыли или волокна при условии, что указанные газы, жидкости и твердые вещества могут образовать взрывоопасные смеси в объеме, превышающем 5% объема помещений.
Категория В (пожароопасные производства). Обращающиеся вещества — жидкости с температурой вспышки паров выше 61° С; вещества, способные гореть только при взаимодействии с водой, кислородом воздуха или одного с другим; твердые сгораемые вещества и материалы.
Категория Г (пожароопасные производства). Обращающиеся вещества — несгораемые вещества и материалы
Категория Д. Обращающиеся вещества — несгораемые вещества и материалы в холодном состоянии.
Категория Е (взрывоопасные производства). Обращающиеся вещества — горючие газы и пары в таком количестве, что они могут образовать взрывоопасные смеси в объеме, превышающем 5% объема помещений, и по условиям технологического процесса возможен только взрыв (без последующего горения); вещества, способные взрываться (без последующего горения) при взаимодействии с водой, кислородом воздуха или одного с другим.
8. Технико-экономические показатели проекта цеха и их анализ
Результаты проектных разработок цехов, а также сопоставление полученных технико-экономических показателей с нормативными или лучшими показателями по аналогичным проектам и лучшими достижениями отечественных и зарубежных верфей приводят в табличной форме (табл.7.1.).
Как правило, анализу подвергают два основных показателя цеха: трудоемкость на 1 т выпускаемой продукции и годовой выпуск продукции с 1 м2 площади цеха, которые зависят от следующих основных факторов:
- объема годового выпуска продукции и освоения постройки последующих судов серии;
- уровня механизации и автоматизации производственных процессов и технического
уровня производства;
- конструктивных особенностей строящихся судов.
Выпуск продукции с 1 м2 площади цеха зависит также от сменности работы рабочих, загрузки оборудования и рабочих мест. С учетом изложенного показатели приводят к сопоставимым условиям.
Приведенная к условиям проекта трудоемкость на 1 т выпускаемой продукции цеха (чел.-ч/т) может быть определена по формуле
Ипр = Ип.ц Ко Км.п Кк.т
где Ип.ц — трудоемкость на 1 т выпускаемой продукции по нормативам, или аналогичному проекту, или по отчету существующего цеха, чел.-ч/т;
Ко — коэффициент, учитывающий изменение трудоемкости в зависимости от объема годового выпуска! продукции Цехом и освоения серии постройки судов;
Км.п — коэффициент, учитывающий при определении трудоемкости на 1 т продукции цеха уровень механизации и автоматизации производственных процессов и технический уровень производства;
Кк.т — коэффициент, учитывающий изменение трудоемкости на 1 т продукции цеха в зависимости от конструкции судна, включая марку материала.
Аналогично определяют приведенный к условиям проекта годовой выпуск продукции с 1м2 площади цеха, т/м2
ρс = ρо.п Кв.п Кв.м Кк.в Ксм.ц Ко.р.м ,
где ρо.п — годовой выпуск продукции с 1 м2 общей площади по нормативам, или аналогичному проекту, или существующему цеху, т/м2 ;
Кв.п — коэффициент, учитывающий изменение выпуска продукции с 1 м2 площади цеха в зависимости от объема годового выпуска продукции цехом и освоения постройки судов серии;
Кв.м — коэффициент, учитывающий изменение выпуска продукции с 1 м2 цеха в зависимости от уровня механизации и автоматизации производственных процессов и технического уровня производства;
Кк.в — коэффициент, учитывающий изменение годового выпуска продукции с 1 м2 площади цеха в зависимости от конструкции судна, включая марку материала;
Ксм.ц — коэффициент, учитывающий изменение выпуска продукции цехом в зависимости от сменности рабочих цеха;
Ко.р.м — коэффициент, учитывающий изменение выпуска продукции цехом в зависимости от загрузки оборудования и рабочих мест.
Таблица 7.
Основные данные и технико-экономические показатели цеха
| Показатели | По настоящему проекту | Нормативные | ||
| Основные данные | ||||
| Годовой выпуск продукции, т | 46110 | 50000 | ||
| Общая трудоемкость на годовую программу, чел.-ч | 1328064 | |||
| Списочный состав, чел.: | 164 | |||
| Списочный состав рабочих, чел.: | 147 | |||
| производственных | 110 | |||
| вспомогательных | 37 | |||
| Коэффициент сменности рабочих | 2 | 2 | ||
| Количество оборудования, ед.: | ||||
| производственного | 46 | |||
| подъемно-транспортного | 8 | |||
| Количество рабочих мест, ед. | 14 | |||
| Общая площадь, м2 | 13180 | |||
| Энерговооружённость, кВт | 6635812 | |||
| Технико-экономические показатели | ||||
| Трудоемкость на 1т выпускаемой прод., чел.-ч/т | 3,8 | 4 | ||
| Трудоемкость на одно судно, чел.-ч/судно: | 300247 | |||
| Процент вспомог. рабочих от производственных, | 33 | 30 | ||
| Энерговооружённость на 1 раб. в наиб. смену, Вт | 89673 | |||
| Средний коэффициент загрузки оборудования и рабочих мест | 0,695 | 0,7 | ||
| Годовой выпуск продукции, т: | ||||
| с 1 м2 общей площади | 4 | 3 | ||
| на одного рабочего | 314 | 85 | ||
| на одного работающего | 281 | |||
| Уровень механизации и автоматизазии производственных процессов, % | 50% | 55 – 60 | ||
| Технический уровень производства | 0.5 | 0 ,6 | ||
Примечание. Источники нормативные по ранее выполненному аналогичному проекту и действующему аналогичному цеху для сопоставления с проектными данными и технико-экономическими показателями названы условно и при конкретном проектировании могут быть расширены, например, данными и показателями по цехам зарубежных верфей.
В проектах, как правило, условно принимают расчетное судно серии с порядковым номером, равным по значению двум расчетным программам выпуска судов верфи. Анализ отчетных данных о работе основных цехов верфей показывает, что характер снижения трудоемкости по цехам в зависимости от серийности постройки судов аналогичен снижению трудоемкости в целом по верфи. Поэтому при проектировании и сопоставлении показателей трудоемкости на 1 т выпуска продукции цеха можно с достаточной точностью пользоваться едиными данными снижения трудоемкости по мере освоения серии
Заключение
Спроектированный сборочно – сварочный цех при заданных исходных данных обеспечивает изготовление узлов и секций для крупнотоннажных и среднетоннажных судов небольшой серии в условиях судостроительной верфи I класса. Определены и рассчитаны необходимые для производства продукции материальные и людские ресурсы.
При планировке цеха учитывались следующие основные положения: расположение оборудования, рабочих мест и средств механизации по принятому технологическому процессу; размещение производственных участков цеха и вспомогательных служб с учетом прогрессивных форм организации производства; обеспечение наибольшего выпуска продукции с 1м2 площади цеха при соблюдении условий для надежной и безопасной работы производственного персонала; бесперебойность поступления материалов, деталей и узлов на рабочие места, прямолинейность грузопотоков и кратчайшие пути перемещения материалов, заготовок и изделий в процессе производства с использованием механизированных транспортных средств, выпуск деталей и изделий для различных судов, аналогичных принятым в расчетной программе и соответствующих классу верфи; обеспечение межоперационного хранения материалов, деталей и узлов, внутрицехового и внутризаводского транспорта, подходов к оборудованию транспортных средств со стороны фронта загрузки оборудования и рабочих мест, а также к пунктам подключения переносного оборудования и вентиляционных установок, способов снятия и передачи деталей и изделий на последующие операции или из цеха; рациональное размещение работников технического персонала с максимальным приближением их к производственным участкам, которые они обслуживают; обеспечение эксплуатации и ремонта оборудования, контроля, планирования и диспетчеризации производства с использованием технических средств.
В основу плана расположения оборудования и рабочих мест принят архитектурно-строительный чертеж.
При выполнении работы были использованы различные технические условия, нормы и инструкции по разработке проектов и смет для промышленного строительства и данные из периодической печати, а также учебники, учебно-методические пособия и справочники по тематике проектирования верфей и промышленных зданий и сооружений.
Список используемой литературы
1. Галкин В.А. Справочник по сборочно–сварочной оснастке цехов верфи. – Л.: Судостроение, 1983.
2. Голота Г.Ф. Техническое нормирование судостроительных и судомонтажных работ. – Л.: Судостроение, 1987.
3. Голота Г.Ф. Техническое нормирование труда в судоремонте. Справочник.– Л.: Судостроение, 1983.
4. Кулагина М.А., Киселева Н.А. Основы технологического проектирования сборочно-сварочных цехов. – Л.: Судостроение, 1977.
5. Сырков А.К. Справочник по технологическому проектированию судостроительных верфей и цехов. – Л.: Судостроение, 1980
6. Фрид Е.Г. Устройство судна. – Л.: Судостроение, 1989
7. Основы механизации и автоматизации судостроительного производства. /Под общ. ред. Соколова В.Ф. – Л.: Судостроение, 1989.
8. Технология судостроения. /Под общ. ред. Мацкевича В.Д. – Л.: Судостроение.
9. Ашик В.В. Проектирование судов.: Учебник. – 2 изд., перераб. и доп. – Л.: Судостроение, 1985.
10. Бронников А.В. Проектирование судов: Учебник – Л.: Судостроение, 1991.
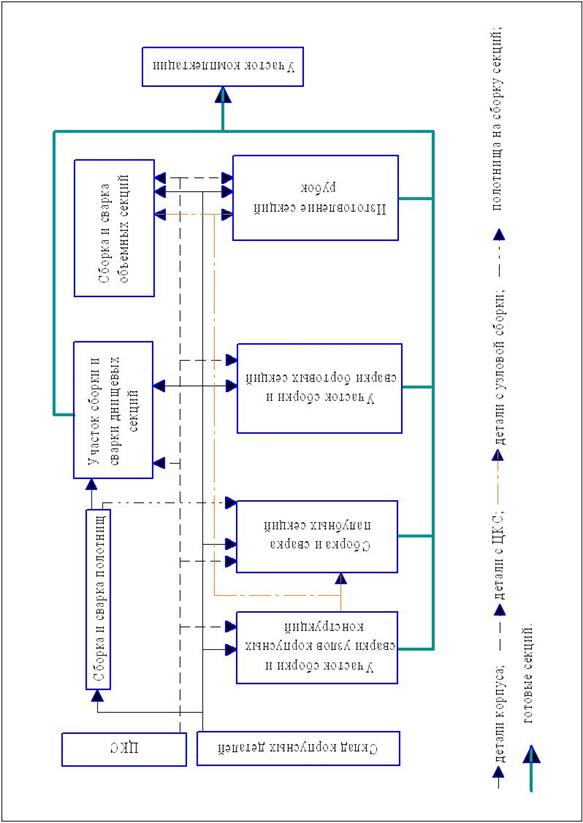
Похожие рефераты:
Организационно-технологическое проектирование сборочно-сварочного цеха
Технология монтажа парогенератора ТЭС
Госстандарт России по электрооборудованию
Проектирование цеха ремонта поршневых компрессоров
Проектирование участка технического обслуживания подвижного состава ОАО "Павловский Машзавод"
Резервуар объемом 50000 м3 для нефти в г. Новороссийске
Техническая эксплуатация автотранспортных средств в сельском хозяйстве
Организация предприятия общественного питания