| Похожие рефераты | Скачать .docx |
Дипломная работа: Реконструкция теплообменника в цехе N2 ЗАО "Каустик" с целью повышения эффективности
Министерство Образования Российской Федерации
Уфимский Государственный Нефтяной Технический Университет
Стерлитамакский Филиал
Кафедра "Оборудование
нефтехимических заводов"
К ЗАЩИТЕ ДОПУЩЕН
Зав. кафедрой, член корреспондент
рецензент АН РБ, Д.Т.Н., профессор
Реконструкция теплообменника в цехе N2 ЗАО " Каустик" с целью повышения эффективности
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Дипломник М.Н. Исхаков
Руководитель. А.Т. Гильмутдинов
Стерлитамак 2001
Реферат
Пояснительная записка проекта содержит 115 листов текста, 8 рисунков, 23 таблицы, 27 наименований источников литературы.
Дипломный проект посвящен конструкторской разработке кожухотрубчатого теплообменного аппарата, взамен существующего в настоящее время конденсатора хлора.
Разработаны рабочие чертежи на изготовление теплообменного аппарата. Произведен механический расчет основных узлов теплообменного аппарата.
Рассмотрены вопросы контроля и автоматизации технологического процесса, мероприятия по безопасности эксплуатации оборудования, проведено экономическое обоснование реконструкции.
Результаты работы могут быть использованы для практического применения на производстве.
Содержание
Задание
Реферат
Введение
1 Литературный обзор
1.1 Систематизация и критическая оценка опубликованных
отечественных и зарубежных работ по теплообменным аппаратам
1.2 Развитие процесса получения жидкого хлора, его варианты
1.3 Анализ и критическая оценка работы оборудования
отделения жидкого хлора цеха N 2 ЗАО "Каустик"
1.4 Усовершенствование оборудования отделения
жидкого хлора цеха N 2 ЗАО "Каустик"
1.5 Патентные проработки конструкций змеевиковых испарителей
2 Обоснование выбора темы проекта
3 Технологическая часть
3.1 Описание реконструируемой схемы отделения
конденсации и ее аппаратурное оформление
3.2 Подготовка исходных данных для технологических расчетов
3.3 Расчет тепловой нагрузки конденсатора
3.4 Расчет гидравлического сопротивления
кожухотрубчатого теплообменника
4 Механическая часть
4.1 Выбор конструкционных материалов для проведения реконструкции
4.1.1 Таблицы химического состава и механических
свойств конструкционных материалов
4.2 Расчет на прочность элементов конденсатора
4.2.1 Расчет на прочность цилиндрической обечайк
4.2.2 Расчет фланцевых соединений
4.2.3 Расчет трубной решетки
4.3 Основные указания по ремонту и монтажу оборудования
отделения конденсации
4.4 Методы восстановления трубок и трубных решеток
5 Автоматизация и управление техническими системами
5.1 Автоматический контроль
5.1.1 Выбор и обоснование параметров контроля
5.1.2 Выбор и обоснование средств контроля
5.2 Автоматическое регулирование
5.2.1 Выбор и обоснование параметров, управляющих
воздействий и схем65
5.2.2 Выбор и обоснование средств регулирования
5.3 Сигнализация и блокировка.
5.3.1 Выбор и обоснование параметров предупредительной и
аварийной сигнализации
5.3.2 Выбор и обоснование средств предупредительной сигнализации
5.4 Сводная спецификация средств автоматизации
6 Безопасность и экологичность проекта
Введение
6.1 Безопасность проекта
6.1.1 Общая характеристика опасностей проекта
6.1.2 Безопасность производственной деятельности
и мероприятия по ее обеспечению
6.2 Санитарно-технические мероприятия
6.2.1 Освещение
6.2.2 Вентиляция
6.2.3 Отопление
6.2.4 Бытовые помещения
6.2.5 Льготы для работающих
6.3 Экологичность проекта
6.3.1 Характеристика источников экологической опасности
6.3.2 Выбросы, их состав, количество и влияние на окружающую среду
6.3.3 Водоснабжение производства и канализация, нормы расхода воды
6.4 Безопасность и экологичность проекта в чрезвычайных ситуациях
7 Экономическая част
7.1 Расчет производственной программы
7.2 Расчет капитальных вложений
7.3 Расчет показателей по труду и заработной плате
7.3.1 Расчет годового фонда заработной платы
7.3.2 Расчет годового фонда заработной платы для ИТР
7.3.3 Расчет расходов на содержание и эксплуатацию
оборудования и цеховых расходов
7.4 Расчет себестоимости продукции
7.5 Обоснование экономической эффективности
проектного решения
8 Заключение
Список использованных источников
Ведомости спецификаций
Введение
В настоящее время, как и раньше, нефтехимии и химии неорганических соединений придается большое значение. Химическая продукция широко используется в народном хозяйстве. В связи с ограниченностью природных ресурсов и ухудшением экологии повышаются требования, предъявляемые к химической продукции.
Для выполнения этих требований производится интенсификация производства, уменьшаются затраты на производство, улучшаются свойства продукции и уменьшаются их вредные свойства.
Для получения высококачественной продукции внедряются новые разработки, используются научные и технические новшества, производится реконструкция оборудования.
В перспективы развития производства закладываются следующие требования: мало- и безотходное производство, уменьшение затрат, получение новых соединений и т.д.
Цех N 2 ЗАО "Каустик" выпускает хлор жидкий, абгазы конденсации хлора.
Хлор жидкий выпускается в соответствии с ГОСТ 6718 высшего и первого сортов.
Жидкий хлор - химическая формула “С12 ”, жидкость янтарного цвета с резким удушающим запахом. Чистый газообразный хлор при давлении 0,1 МПа и температуре минус 34,05 °С сжижается.
Жидкий хлор анализируют, пропуская пробу паров хлора через поглотитель с раствором восстановителя, в приборе, снабженном бюреткой для собирания непоглощенных примесей “нехлора”.
По привесу поглотителя и объему “нехлора” рассчитывают вес. %С12 . Нехлор далее анализируют на содержание СО2 , О2 , Н2 .
Абгазы конденсации хлора по своему составу должны отвечать следующим требованиям:
Содержание хлора, % не менее 65;
Содержание водорода, I не более 4;
Содержание инертных газов остальное.
Абгазный хлор используется внутри объединения в смеси с электролитическим.
В таблице 1 приведена характеристика сырья, материалов и полупродуктов.
Хлор находит широкое применение в различных отраслях народного хозяйства. Хлор применяется в производстве ядохимикатов - ДДТ, гексахлорана, хлорофоса, металлилхлорида и других веществ, применяемых для борьбы с вредителями сельского хозяйства - уничтожении сорняков.
Хлор применяется в производстве цветных и редких металлов, цинка, титана, в производстве сильных растворителей, красителей, синтетических моющих средств, лекарственных средств.
Кроме того, хлор употребляется в текстильной промышленности для отбеливания тканей, в бумажной промышленности для отбеливания целлюлозы и бумаги. Применяется хлор для хлорирования воды.
Таблица 1 - Характеристика сырья, материалов и полуфабрикатов.
| Наименование |
ГОСТ или ТУ |
Показатели, обязательные для проверки перед использованием в производстве |
Показатели пожаровзрыво-безопасности и токсичности |
Примечания |
| Хлоргаз электро-лити-ческий |
По регламен-ту цеха диафраг-менного электро-лиза |
С12 - 94-96% Объемных Н2 - не более 0,5% Влага - не более 0,011%вес (0,3 г/куб.м) Аэрозоли - не более 10 мг/куб.м |
Смеси хлора и водорода, содержащие от 5,8 до 88,5% водорода в хлоре, являются взрывоопасными, ПДК хлора - 1мг / куб м. Класс опасности – 2 |
|
| Азот |
ГОСТ 9293 |
РИЗГ - 1,2 МПа |
Непожароопасен, невзрывоопасен. На организм человека действует удушающе. |
Влага не более 0,01% |
| Раствор хлорис-того кальция |
По регламен-ту цеха по производ-ству хлора |
Температура минус 28°С |
Пожаро и взрывоопасен |
1 Литературный обзор
1.1 Систематизация и критическая оценка опубликованных отечественных и зарубежных работ по теплообменным аппаратам
В отечественной и зарубежной технической литературе объемно рассматриваются теплообменные процессы и аппараты, их осуществляющие.
В большинстве процессов нефтеперерабатывающей промышленности используется нагрев исходного сырья, а также применяемых при его переработке растворителей, реагентов, катализаторов и т.д.
Полученные в результате того или иного технологического процесса целевые продукты или полуфабрикаты обычно требуется охлаждать до температуры, при которой возможны их хранение и транспортировка.
На современных нефтехимических и химических предприятиях, где осуществляется глубокая переработка химического сырья, на изготовление аппаратов, предназначенных для нагрева и охлаждения, затрачивается до 30% общего расхода металла на все технологические установки. Высокая эффективность работы подобных аппаратов позволяет сократить расход топлива и электроэнергии, затрачиваемой на тот или иной процесс, и оказывает существенное влияние на его технико-экономические показатели. Поэтому изучению устройства и работы данных аппаратов, а также освоению методов их расчета уделяется особое внимание.
В аппаратах, где идет нагрев или охлаждение, происходит теплообмен между двумя потоками, при этом один из них нагревается, другой охлаждается. Поэтому их называют теплообменными процессами вне зависимости, что является целевым назначением аппарата: нагрев или охлаждение, какие потоки обмениваются теплом, происходит ли при этом только нагрев или охлаждение или же теплообмен сопровождается испарением или конденсацией.
Применительно к химической и нефтехимической промышленностям, теплообменные аппараты классифицируются по таким основным признакам:
1) способ передачи тепла;
2) назначение.
В зависимости от способа передачи тепла аппараты делятся на следующие группы.
1) Поверхностные теплообменные аппараты, в которых передача тепла между теплообменивающимися средами осуществляется через поверхность, разделяющую эти среды.
2) Аппараты смешения, в которых передача тепла между теплообменивающимися средами осуществляется путем их соприкосновения. Для изготовления теплообменных аппаратов смешения, требуется, как правило, меньше металла; кроме того, во многих случаях они обеспечивают более эффективный теплообмен. Однако, несмотря на эти преимущества, аппараты смешения часто нельзя использовать вследствие недопустимости прямого соприкосновения теплообменивающихся потоков.
В зависимости от назначения аппараты делятся на следующие группы.
1) Теплообменники, в которых один поток нагревается за счет использования тепла другого, получаемого в процессе и подлежащего охлаждению. В таких теплообменниках нагрев одного и охлаждение другого потока позволяет сократить расход подводимого извне (сократить расход топлива, греющего водяного пара и т.д.) охлаждающего агента.
К этой группе относятся теплообменники для нагрева нефти на нефтеперерабатывающих установках, осуществляемого за счет использования тепла отходящих с установки дистиллятов, остатка, а также промежуточного циркуляционного орошения. Сюда относятся также котлы-утилизаторы, где получают водяной пар за счет использования тепла нефтепродуктов, дымовых газов или катализатора на установках каталитического крекинга. К этой группе относятся и регенераторы холода.
2) Нагреватели, испарители, кипятильники, в которых нагрев или нагрев и частичное испарение осуществляется за счет использования высокотемпературных потоков нефтепродуктов и специальных теплоносителей (водяной пар, растворы неорганических элементов и т.д.).
В таких аппаратах нагрев или испарение одной среды является целевым процессом, тогда как охлаждение горячего потока является побочным и обуславливается необходимостью нагрева исходного холодного потока.
Примером аппаратов этой группы могут служить нагреватели сырья, использующие тепло водяного пара, кипятильники, при которых в низ ректификационной колонны подводится тепло, необходимое для ректификации.
3) Холодильники и конденсаторы, предназначенные для охлаждения жидкого потока или конденсации и охлаждения паров с использованием специального охлаждающего агента (вода, воздух, испаряющийся аммиак, пропан и др.). Охлаждение и конденсация в этих аппаратах являются целевыми процессами, а нагрев охлаждающего агента - побочным. К таким аппаратам относятся холодильники и конденсаторы любой химической и нефтехимической установки, предназначенные для охлаждения и конденсации получаемых продуктов.
При регенерации тепла того или иного продукта его окончательное охлаждение до температуры, требуемой для безопасного транспорта и хранения, обычно завершается в холодильниках.
4) Кристаллизаторы, предназначенные для охлаждения соответствующих жидких потоков, сопровождающегося выделением кристаллов вещества. В зависимости от температурного режима кристаллизации в этих аппаратах в качестве охлаждающего агента используется вода и специальные хладагенты в виде рассолов, испаряющихся аммиака, пропана и др.
В нефтепереработке кристаллизаторы используются при депарафинизации масел, обезмасливании парафинов и др.
Поверхностные теплообменные аппараты классифицируются в зависимости от их конструкции. К их числу относятся следующие.
1) Кожухотрубчатые аппараты с неподвижными трубчатыми решетками. Схема данного аппарата представлена на рисунке 1.1. Такие аппараты имеют цилиндрический кожух 1, в котором расположен трубный пучок 2; трубные решетки 3 с развальцованными трубками крепятся к корпусу аппарата. С обеих сторон теплообменный аппарат закрыт крышками 4.
Аппарат оборудован штуцерами 5 для ввода и вывода теплообменивающихся сред; одна среда идет по трубкам, другая проходит через межтрубное пространство.
Существенное различие между температурами трубок и кожуха в этих аппаратах приводит к большему удлинению трубок по сравнению с кожухом, что обуславливает возникновение напряжения в трубной решетке 3, нарушает плотность вальцовки труб в решетке и ведет к попаданию одной теплообменивающейся среды в другую. Поэтому теплообменники этого типа применяют при разности температур теплообменивающихся сред, проходящих через трубки и межтрубное пространство, не более плюс 50 °С и при сравнительно небольшой длине аппарата.
Очистка межтрубного пространства подобных аппаратов сложна, поэтому теплообменники данного типа применяются в тех случаях, когда среда, проходящая через межтрубное пространство, является чистой, неагрессивной, т.е. когда нет необходимости в чистке.
Достоинством аппаратов этого типа является простота конструкции и, следовательно, меньшая стоимость,
2) Теплообменные аппараты с температурным компенсатором.
Схема этого теплообменного аппарата представлена на рисунке 1.2. Данный теплообменник имеет неподвижные трубные решетки и снабжен устройствами в виде линз для компенсации различия в удлинении кожуха и труб, возникающего вследствие различия их температур.
Теплообменный аппарат с плавающей головкой, изображенный на рисунке 1.3. Является наиболее распространенным типом поверхностных аппаратов.
Подвижная трубная решетка позволяет трубному пучку свободно перемещаться независимо от корпуса. В аппаратах этой конструкции температурные напряжения могут возникать лишь при существенном различии температур трубок.
В теплообменных аппаратах подобного типа трубные пучки сравнительно легко могут быть удалены из корпуса, что облегчает их ремонт, чистку или замену.
3) Теплообменники с U-образными трубками. Схема теплообменника класса представлена на рисунке 1.4. Данные аппараты имеют одну трубную решетку, в которую ввальцованы оба конца U-образных трубок, что обеспечивает свободное удлинение трубок при изменении температуры. Недостатком таких аппаратов является трудность чистки внутренней поверхности труб, вследствие которой они используются преимущественно для чистки продуктов.
4) Теплообменные аппараты с двойными трубками. В таких аппаратах имеются две трубные решетки, размещенные с одной стороны аппарата. В одной трубной решетке развальцованы трубы меньшего диаметра, в другой - трубы большего диаметра, нижние концы которых заглушены. Такая конструкция обеспечивает независимое удлинение труб.
В аппаратах этого типа одна из теплообменивающихся сред поступает через штуцер в пространство между крышкой и верхней трубной решеткой, откуда направляется вниз по трубкам малого диаметра. По выходе из них поток возвращается по кольцевому пространству между трубками, собирается в пространстве между трубными решетками, а затем выводится из аппарата.
В зависимости от типа и числа перегородок описанные выше кожухотрубчатые теплообменники делятся на:
а) одноходовые;
б) двухходовые;
в) многоходовые.
Как в трубном, так и в межтрубном пространстве аппараты с перегородками:
а) продольными и поперечными в межтрубном пространстве;
б) секторными;
в) сегментными;
г) кольцевыми.
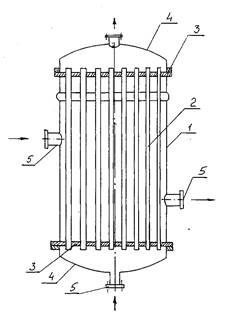 |
1 - корпус; 2 - трубки; 3 - трубная решетка; 4 - крышка; 5 - штуцер.
Рисунок 1.1 - Теплообменный аппарат с неподвижными трубными решетками
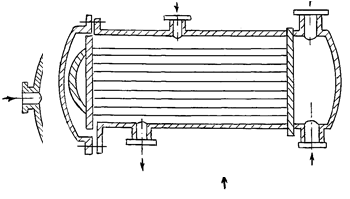 |
Рисунок 1.2 - Кожухотрубчатый теплообменник с линзовыми компенсаторами 1
Рисунок 1.3 - Кожухотрубчатый теплообменник с плавающей головкой
В зависимости от расположения теплообменных труб различают теплообменные аппараты типов;
а) горизонтального;
б) вертикального.
Эффективность кожухотрубчатых теплообменник аппаратов повышается с увеличением скорости движения теплообменивающихся потоков и степени их турбулентности. Для повышения скорости потоков теплообменивающихся потоков, лучшей обтекаемости поверхности теплообмена и создания большей турбулентности потоков в кожухотрубчатых теплообменных аппаратах применяют специальные перегородки. Увеличение скорости движения жидкости в трубках при неизменной производительности достигается размещением перегородок в крышках распределительной камеры теплообменного аппарата, в связи с чем изменяется число ходов потока жидкости, проходящей через трубки. Схемы поперечных перегородок трубного пучка представлены на рисунке 1.5.
Таким путем могут быть созданы аппараты с любым числом ходов. При помощи продольных перегородок можно изменять число ходов теплоносителя в межтрубном пространстве, тем не менее такие перегородки не получили широкого распространения так как трудно обеспечить герметичность между перегородками и корпусом.
Наибольшее распространение получили сегментные перегородки. Важно, чтобы зазор между внутренней поверхностью кожуха и перегородкой был минимальным, что позволяет сократить утечку жидкости проходящей через межтрубное пространство и не участвующей в теплообмене. Вместе с этим зазор должен быть достаточным для удобства извлечения пучка труб при его ремонте.
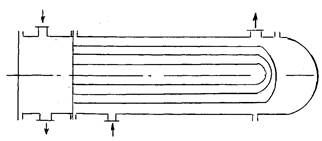
Рисунок 1.4-Кожухотрубчатый теплообменник с U-образными трубками
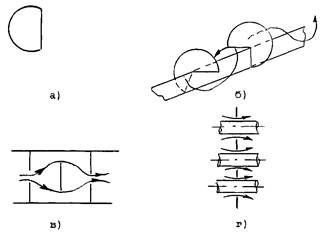 |
а) сегментная; б) секторная; в) кольцевая; г) поперечная в межтрубном пространстве.
Рисунок 1.5 - Типы перегородок
В зависимости от характера направления потока, теплообменные аппараты делятся на:
а) прямоточные;
б) противоточные;
в) смешанного тока;
г) перекрестного тока.
5) Теплообменные аппараты типа "труба в трубе" могут иметь жесткую конструкцию (рисунок 1.6) или быть разборными (рисунок 1.7). В таких аппаратах теплообмен происходит между средами, двигающимися по трубкам и кольцевому пространству, которое образуется между трубами большого и малого диаметров. В аппарате этого типа легче, чем в кожухотрубчатых теплообменных аппаратах обеспечиваются более высокие скорости движения, что позволяет иметь более высокие коэффициенты теплопередачи и значения теплонапряженности поверхности нагрева. Кроме того, в аппаратах типа "труба в трубе" легче обеспечить противоток между теплообменивающимися средами.
Теплообменные аппараты "труба в трубе" состоят из ряда последовательных элементов, образуемых двумя соосными трубками разных диаметров. Один из теплоносителей движется по внутренней трубке, а второй - кольцевом пространстве между наружной поверхностью внутренней трубки и внутренней поверхностью внешней трубки. Элементы соединяются между собой калачами, образуя плоский змеевик любой требуемой длины, прямые участки которого имеют рубашки.
Внешние трубы соединяются посредством патрубков с фланцами, чем создается длинный путь теплоносителя в кольцевом пространстве. Благодаря такому способу соединения отдельных элементов аппарат может быть легко демонтирован для очистки поверхности теплообмена и ремонта.
Кроме жесткого соединения соосных труб каждого элемента, при необходимости частой чистки всех поверхностей применяют разъемное соединение труб. В случае больших разностей температур обоих теплоносителей разъемное соединение труб осуществляется при помощи сальников, обеспечивающих компенсацию термического расширения.
Достоинством рассматриваемых теплообменных аппаратов является возможность создания высоких и даже одинаковых скоростей обоих теплоносителей и, следовательно, больших коэффициентов теплоотдачи. К числу их недостатков относятся большое гидравлическое сопротивление и значительная металлоемкость.
6) Спиральные аппараты. Своеобразной разновидностью поверхностных теплообменных аппаратов является аппарат, принципиальное устройство которого представлено на рисунок 1.8.
Спиральные теплообменники состоят каждый из двух спиральных каналов, навитых из рулонного металла вокруг центральной перегородки (керна), разделяющей полости входа одного и выхода другого теплоносителя. Спирали образуют каналы прямоугольного сечения, боковыми стенками которых служат две тщательно уплотняемые торцевые крышки. Теплоносители движутся по спиральным каналам в противоположных направлениях! один от центра к периферии, другой - от периферии к центру. Ширина прямоугольного сечения канала бывает от 0,2 до 1,5 м, высота - 8 и 12 мм; толщина рулонного листа зависит от рабочего давления аппарата, поверхность теплообмена достигает 100 м2 . Крышки аппарата легко снимаются, так что каналы доступны для механической очистки. Благодаря постоянному поперечному сечению каналов по всей их длине и отсутствию резких изменений направления спиральные теплообменники могут применятся для нагревания и охлаждения шламов, жидкостей с взвешенными твердыми примесями, а также высоковязких жидкостей. Достоинствами рассматриваемых аппаратов являются также компактность и небольшие потери тепла в окружающую среду. К их недостаткам относятся высокая стоимость и затруднительность эксплуатации (сложность или даже невозможность ремонта в случае появления течи в сварных швах, местной коррозии и т.п.).В качестве конденсаторов или подогревателей жидкостей и газов конденсирующимися парами спиральные теплообменники не имеют
преимуществ перед другими аппаратами и применяются редко.
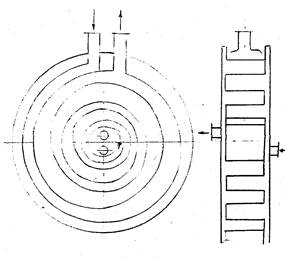
Рисунок 1.8 - Спиральный теплообменный аппарат
7) Пластинчатые теплообменные аппараты. Их удельная рабочая поверхность достигает 1500 мг/м3 . Аппарат состоит из набора стягиваемых гофрированных пластин, разделенных эластичными прокладками, образующими изолированные (герметичные) каналы для встречного движения двух теплоносителей. Пластины располагаются с шагом 3-6 мм. Благодаря гофрированной форме пластин каналы имеют волнистые стенки, обусловливающие интенсивную турбулизацию потока и, следовательно, рост коэффициентов теплоотдачи, а также компактное размещение поверхности теплообмена.
Существует множество других форм профиля пластин, часто направленных на увеличение их жесткости путем создания взаимных опор по множеству равномерно расположенных точек.
Каждая пластина имеет большую прокладку по периметру, ограничивающую канал для данного теплоносителя, и два угловых отверстия для его входа и выхода, а также две малые прокладки, изолирующие два других угловых отверстия для прохода второго теплоносителя. Таким образом, в углах стянутого пакета пластин образуются четыре канала для раздельного входа и выхода обоих теплоносителей. Аппарат может работать не только с параллельным распределением потоков по всем каналам; при необходимости каждый поток может проходить последовательно через все каналы или отдельные группы их. Достоинством рассматриваемого аппарата, помимо компактности и интенсивности теплообмена, является возможность полной его разборки для механической очистки. К числу недостатков относятся необходимость очень тщательной сборки для герметизации большого числа каналов, а главное - ограниченная тепловая и коррозионная стойкость доступных прокладочных материалов.
8) Неразборные аппараты. К ним относится пластинчатый аппарат с волнообразными каналами и перекрестным движением теплоносителей. Аппарат собирается из штампованных листов с прерывистыми овалообразными или полусферическими выступами, при сварке которых образуются каналы различной волнообразной формы для потоков в продольном и поперечном направлениях. Объем стоимость аппарата в несколько раз меньше, чем у кожухотрубного с той же теплопроводностью.
9) Широкое применение получили пластинчато - ребристые теплообменные аппараты, компактность которых достигает 2000 мг/м3 . Большими достоинствами этих аппаратов являются: возможность осуществления теплообмена между тремя, четырьмя, и более теплоносителями; наименьший вес и объем по сравнению с другими аппаратами. По своему устройству пластинчато-ребристые теплообменники представляют собой набор тонких пластин, между которыми располагаются тонкие гофрированные листы, припаянные к каждой пластине. Таким образом, образуются оребренные поверхности теплообмена, а теплоноситель разбивается на ряд мелких потоков. Аппарат может быть собран из любого числа пластин, а теплоносители могут двигаться либо прямотоком, либо перекрестным током. Ребра бывают:
а) гофрированные;
б) рифленые;
в) прерывистые;
г) чешуйчатые;
д) шиловидные.
10) Блочные аппараты. Их применяют для теплообмена между химически агрессивными жидкостями, не допускающими контакта с доступными конструкционными материалами. В блоках прямоугольного или круглого сечения во взаимно перпендикулярных плоскостях просверлены сквозные вертикальные и горизонтальные каналы диаметром 15 - 28 мм. Аппарат состоит из нескольких блоков, торцевых и боковых металлических (обычно чугунных) крышек, зажатых стальными стяжками движение теплоносителей возможно одно- и многоходовое.
11) Погружные аппараты. Специфической особенностью аппаратов этого типа является наличие емкости - ящика, в которую погружены теплообменные трубы. В ящике находится охлаждающая среда, например вода. Аппараты данного типа используют в качестве холодильников или холодильников - конденсаторов.
Различают змеевиковые и секционные аппараты.
К недостаткам аппаратов подобного типа относится их громоздкость и повышенный расход металлам. Кроме того, в ящике свободное сечение для прохода воды велико, вследствие чего скорость движения воды мала и относительно малы коэффициенты теплоотдачи от стенок змеевика к воде.
12) Оросительные теплообменники. Они представляют собой змеевик, состоящий из соединенных двойниками труб, которые расположены горизонтальными и вертикальными рядами.
1.2 Развитие получения жидкого хлора, его варианты
Современное производство жидкого хлора оборудовано аппаратами и устройствами, обеспечивающими довольно высокие качественные показатели, требуемые разработанными стандартами и техническими условиями на производимую хлорную продукцию.
В настоящее время получение жидкого хлора методом конденсации производится теплообменными аппаратами типа “элементный кожухотрубчатый”.
С учетом недостатков, указанных в разделе 1.1 настоящего дипломного проекта применительно к теплообменным аппаратам типа " элементный кожухотрубчатый ", возможны варианты замены данных теплообменников на аппараты других типов.
Повышаются требования к получаемому жидкому хлору, такие как:
а) уменьшение доли влаги в хлоргазе.
б) увеличение коэффициента сжижения хлора.
1.3 Анализ и критическая оценка работы оборудования отделения жидкого хлора цеха N 2 ЗАО "Каустик"
Анализ работы оборудования отделения жидкого хлора цеха N 2 ЗАО "Каустик" показал, что имеются некоторые недостатки в существующем на настоящее время оборудовании.
В частности подвергался критической оценке конденсатор - теплообменный аппарат типа элементный кожухотрубчатый. Были указаны следующие недостатки:
а) большая площадь, занимаемая существующими конденсаторами
б) большое количество конденсаторов;
в) большое количество металла на единицу поверхности;
г) малое время между проведением ремонтных работ.
Также подвергся анализу существующий испаритель. К нему тоже была предъявлена критическая оценка, в частности указывались недостатки:
а) громоздкость;
б) повышенный расход металла на единицу оборудования;
в) малая скорость движения воды;
г) малый коэффициент теплоотдачи от стенок змеевика к воде.
На основании проведенного анализа работы оборудования отделения конденсации хлора цеха N 2 ЗАО "Каустик" и полученных критических оценок было предложено заменить существующий в настоящее время теплообменный аппарат типа элементный кожухотрубчатый на новый - кожухотрубчатый вертикальный.
1.4 Усовершенствование оборудования отделения конденсации цеха N 2 ЗАО "Каустик"
В настоящее время в отделении конденсации жидкого хлора цеха N2 ЗАО "Каустик" установлено оборудование, позволяющее получать жидкий хлор в соответствии с ГОСТ 6718 и абгазы конденсации.
В технологическую схему отделения входят;
а) ресивер хлора;
б) конденсатор типа элементный кожухотрубчатый;
в) абгазоотделитель;
г) танк жидкого хлора;
д) испаритель змеевиковый;
е) бак для рассола.
Было решено провести усовершенствование данного отделения путем его реконструкции и произвести замену существующего конденсатора на кожухотрубчатый.
Замена элементного конденсатора на кожухотрубчатый позволило бы уменьшить количество конденсаторов, что должно отразиться на занимаемой отделением площади, уменьшить содержание влаги в сконденсировавшемся хлоре, увеличить время между ремонтами и т.д.Также было предложено заменить существующий змеевиковый испаритель на прямоугольный, что также при внедрении его в производство позволило бы улучшить качество получаемого хлора. Усовершенствование оборудования отделения заменой конденсатора на новый является темой для данного дипломного проекта.
1.5 Патентные проработки конструкций змеевиковых испарителей
Змеевиковый испаритель для испарения части жидкого хлора, полученного в результате конденсации, представляет собой теплообменный аппарат, в котором холодный теплоноситель - жидкий хлор поступает в змеевик, горячий теплоноситель - вода находится внутри емкости.
Были предложены различные авторские предложения и оформлены патенты по улучшениям конструкций испарителя и змеевика для повышения производительности паров, экономии материалов.
Ниже приведена патентная проработка конструкций змеевиковых испарителей за последние 15 лет. Приведено задание на проведение патентных исследований и справка о поиске.
Авторами [22] был предложен теплообменный аппарат, содержащий корпус с коаксиально расположенными трубчатыми змеевиками, чередующимися с цилиндрическими перегородками, отличающимся тем, что, с целью интенсификации теплообмена, каждая из перегородок выполнена составной из частей, соединенных одна с другой с возможностью разъема и образующих герметичные полости, заполненные теплоаккумулирующим веществом. Аппарат по п. 1, отличающийся тем что перегородки выполнены из эластичного материала и имеют контакт со змеевиками с образованием спирального канала для теплоносителя.
Авторами [23] была предложена конструкция теплообменного змеевика, содержащего вертикальные ряды горизонтальных труб, установленных с возможностью взаимного перемещения и снабженных поперечными опорными ребрами имеющими горизонтальные кромки и размещенными в вертикальных плоскостях, отличающегося тем, что, с целью повышения надежности каждой трубе опорные ребра установлены под углом к ее оси, а в смежных рядах ребра наклонены в противоположные стороны.
Авторами [24] был предложен вертикальный теплообменный аппарат, содержащий корпус с размещенными внутри змеевиковыми трубами, навитыми на полый центральный сердечник и подключенными к коллекторам, отличающийся тем, что, с целью повышения экономичности и надежности, над центральным сердечником размещен второй сердечник, одним из торцов прикрепленный к внутренней стенке корпуса, имеющий радиальные отверстия на боковой поверхности и снабженный индивидуальным кожухом с днищем на одном торце присоединенным другим торцом к внутренней стенке корпуса с образованием камеры, в которой размещены дополнительные трубчатые змеевики, навитые на второй сердечник, при этом днище кожуха снабжено патрубком, введенным внутрь центрального сердечника, а на боковой поверхности кожуха выполнены отверстия, расположенные под дополнительными трубчатыми змеевиками.
Авторами [25] был предложен теплообменник, содержащий корпус с размещенными внутри него пучком переплетенных между собой полимерных трубок подключенных к раздающему и собирающему коллекторам и образующих коаксиально установленные полые цилиндры, отличающийся тем, что с целью повышения эксплуатационной надежности, трубки переплетены попарно с организацией в них противоточного движения и установлены с образованием автономных змеевиковых секций в каждом полом цилиндре.
Теплообменник по п.1, отличающийся тем, что трубки в каждой секции расположены с шагом, равным 1,2 - 1,3 их наружного диаметра.
Авторами [26] был предложен испаритель, содержащий цилиндрический корпус с соосно установленным внутри него с образованием кольцевой полости полым вытеснителем с навитыми змеевиком и патрубки для подвода и отвода низкотемпературного агента высокого давления и высокотемпературного агента, один из которых размещен по оси вытеснителя и сообщается с кольцевой полостью, отличающийся тем, что с целью повышения эффективности теплообмена, он снабжен патрубками для подвода и отвода паров низкотемпературного агента низкого давления, расположенными соответственно в нижней и верхней частях вытеснителя, при этом змеевик соединен с патрубками для подвода и отвода высокотемпературного агента, а патрубок для подвода паров низкотемпературного агента высокого давления размещен по оси вытеснителя.
Испаритель по п.1, отличавшийся тем, что вытеснитель выполнен в виде цилиндрической трубы с навалыдованной винтообразной канавкой.
Авторами [27] был спроектирован испаритель, содержащий корпус с патрубками отвода парогазовой смеси и подвода конденсата, расположенным в его верхней части, патрубком подвода горячего теплоносителя, расположенным в его верхней части, плоские вертикально установленные теплообменные элементы с трапецеидальным продольным сечением и заглушенными верхними торцами элементов и патрубком подвода охлаждающего теплоносителя, отличающийся тем, что, с целью повышения эффективности работы путем интенсификации теплообмена, он дополнительно снабжен наклонными перегородками, установленными одна над другой с образованием чередующихся проемов с противоположными боковыми стенками теплообменных элементов и конфузорных каналов между соседними перегородками, верхние поверхности перегородок снабжены пористыми накладками, а шаг между соседними перегородками уменьшается снизу вверх.
ЗАДАНИЕ
на проведение патентных исследований
Наименование темы поиска: Реконструкция отделения
конденсации жидкого хлора ЗАО "Каустик"
Задача патентных исследований: Поиск конструкции теплообменного аппарата
| Краткое содержание работы |
Срок исполнения |
Отчетный документ |
| Разработка конструкции теплообменного аппарата |
с 15.03.2001 по 20.05.2001 |
Справка о поиске |
Руководитель дипломного проекта: А.Т. Гильмутдинов
Студент группы МЗ-96-31 М.Н. Исхаков
Эксперт (информатор) патентного отдела Р.В. Ильясова
2 Обоснование выбора темы дипломного проекта
На основании произведенного анализа работы оборудования отделения конденсации хлора цеха N 2 ЗАО "Каустик" и вынесенной ему оценки, было решено дать задание на проектирование реконструкции отделения в настоящем дипломном проекте.
Было предложено произвести проектирование на замену существующего в настоящее время конденсатора хлора на новый теплообменный аппарат - кожухотрубчатый.
3 Технологическая часть
3.1 Описание реконструируемой части схемы отделения конденсации и ее аппаратное оформление
Технологический процесс получения жидкого хлора состоит из следующих стадий:
а) сжижение осушенного хлора в конденсаторах;
б) хранение жидкого хлора;
в) испарение жидкого хлора;
г) налив жидкого хлора в железнодорожные цистерны.
Сжижение осушенного хлора в конденсаторах производится следующим образом: сжатый до 0,3 МПа осушенный хлоргаз из цеха диафрагменного электролиза подается на сжижение в конденсатор поз. 2. Хлоргаз поступает в трубное пространство конденсаторов, а в межтрубное пространство подается рассол-раствор хлористого кальция с температурой минус 28 °С и давлением 0,4 МПа из аммиачно-холодильного цеха. Сконденсировавшийся в трубном пространстве жидкий хлор с абгазами, образовавшимися от неполного сжижения хлора, поступает в абгазоотделитель поз. 3, в котором жидкий хлор отделяется от абгазов конденсации.
Абгазы конденсации, содержащие не менее 65% хлора, подаются из верхней части абгазоотделителя потребителям, а жидкий хлор самотеком сливается в танки поз. 8.
Сжижение ведется таким образом, чтобы содержание водорода в абгазах не превышало 4% объемных. Регулирование содержания водорода в абгазах производится изменением расхода рассола на конденсаторы, т.е. изменением температуры сжижения, а также изменением давления в системе.
Далее жидкий хлор поступает на хранение. Жидкий хлор самотеком сливается в танк из абгазоотделителей. Давление в танке должно быть от 0,03 до 0,05 МПа ниже, чем в абгазоотделителях.
Избыточное давление, создаваемое в танках поступающим жидким хлором, беспрерывно стравливается в линию абгазов конденсации и далее потребителю. Для подготовки танков к ремонту предусмотрено стравливание избыточного давления в линию абгазов и далее на очистку от хлора в отделение корпуса 107 на абсорбцию.
Для обеспечения необходимого запаса хранения жидкого хлора в отделении установлено 5 танков поз.8 емкостью по 125 куб.м. каждый.
Один из пяти танков является резервным и не подлежит заполнению.
Из танков жидкий хлор передавливается с помощью сухого азота давлением 1,2 МПа на испарительную станцию и на налив в железнодорожные хлорные цистерны. Контроль за поступлением жидкого хлора в танк осуществляется по прибору КИП. Наполнение танка жидким хлором производится по 1,25 кг жидкого хлора на 1 литр сосуда и составляет 156 т.
Часть полученного жидкого хлора отправляется на испарение. Узел испарения предназначен для испарения хлора и подачи его внутризаводским потребителям.
Жидкий хлор из танков давлением азота до 1,2 МПа подается в испаритель поз.4. Испаритель представляет собой вертикальный цилиндрический аппарат, заполненный водой. Внутри аппарата размещен змеевик, по которому проходит и испаряется жидкий хлор.
Температура воды в испарителях поддерживается автоматически в пределах не более плюс 70 °С поступающим острым паром. Выходящий из змеевика испаренный хлоргаз с температурой не более плюс 65 °С под давлением 0,4 МПа поступает потребителю.
После завершения всех стадий переработки хлора жидкий хлор поступает на налив в желез,нодорожные цистерны. Налив в железнодорожные цистерны должен вестись в соответствии с действующей инструкцией по безопасной эксплуатации цистерн, контейнеров (бочек) и баллонов для жидкого хлора.
Готовая цистерна для наполнения жидким хлором устанавливается на весы. Башмаки устанавливаются на рельсы с обеих сторон весов в упор к колесам цистерны. Все вентили на верхнем люке цистерны должны быть закрыты. Со стороны железнодорожного пути должны быть поставлены сигналы размером 400x500 мм с надписью "Стой, проезд запрещен, производится налив цистерны".
Стрелку железнодорожного пути запереть на замок.
Цистерну наполняют через сифонный вентиль. Масса нетто заполненной цистерны 46700 кг (при емкости котла 38,1 куб.м.). При наполнении цистерны сброс абгазов производится через один из двух абгазных вентилей, к которому присоединен абгазный трубопровод. Во время налива давление в цистерне не должно превышать 0,7 МПа по манометру на цистерне. После налива цистерны необходимо произвести проверку герметичности запорных вентилей, предохранительного клапана и всех фланцевых соединений. Проверка производится аммиаком. При обнаружении пропусков они должны быть ликвидированы. Только после этого можно продолжать налив цистерны. При обнаружении неисправности в заполненной цистерне жидкий хлор необходимо передавить обратно в танк сухим азотом давлением 0,12 МПа.
После окончания наполнения цистерны абгазную и наливную линии продуть сжатым азотом со сбросом на очистку абгазов. Все вентили на цистерне и на линиях закрыть, отсоединить абгазную и сливную линии. На вентили цистерны и на линиях ставятся заглушки.
Обслуживающий цистерну персонал должен иметь при себе противогазы и надевать их при наличии или возможном выделении газа. При наполнении цистерны при отсоединении линий, при установке заглушек на вентилях цистерны и на трубопроводах хлора работу необходимо вести в противогазах и в рукавицах. Ответственным лицом за соблюдение всех правил при наполнении цистерны является старший аппаратчик отделения.
3.2 Подготовка исходных данных для технологических расчетов
Для проведения технологического расчета теплообменного аппарата в отделении жидкого хлора ЗАО "Каустик" необходимо определить параметры исходного сырья и получаемых продуктов переработки.
В качестве горячего теплоносителя используется хлоргаз, поступающий в трубное пространство конденсатора.
В качестве холодного теплоносителя применяется раствор хлористого кальция.
Из отделения диафрагменного электролиза электролитический хлоргаз поступает в отделение конденсации жидкого хлора со следующими режимными параметрами:
а) температура, °С 30
б) давление, МПа 0,21
в) количество хлоргаза поступающего в конденсатор, м3 /ч 3340
В данном состоянии хлор имеет плотность:
r =4,11 кг/м3
На выходе из конденсатора жидкий хлор имеет температуру минус 26,7 °С.
Коэффициент сжижения, % 79
Рассол, поступая в конденсатор, имеет температуру минус 30 °С и нагревается до температуры минус 27 °С.
Рассол подается под давлением, МПа 0,3
3.3 Расчет тепловой нагрузки конденсатора
Примем индекс “1” для горячего теплоносителя (хлоргаза), индекс “2” для холодного теплоносителя (рассола).
Среднюю температуру t2 , °С, рассола определяем согласно [19,С.214]:
t2 = 0,5×( t2n + t2k ), (3.1)
где t2n - температура рассола на входе, °С;
t2k - температура рассола на выходе, °С.
t2 = 0,5×[(-30) + (-27)] = -28,5 °С.
Среднюю температуру хлоргаза, tl , °C, определяем согласно [19,С.214]:
tl - t2 + dtcp , (3.2)
Среднюю разность температур при противотоке теплоносителей dtcp , °C, определяем согласно [19,С.214]
dtcp = ( dtб - dtм ) / ln ( dtб / dtм ), (3.3)
где dtб - большая разность температур, °С;
dtм - меньшая разность температур, °С.
Для определения большей и меньшей разностей температур, рассмотрим температурные переходы при теплопередаче
хлоргаз
+30 ———> -26,7
рассол
-27 <——— -30
dt= 57 dt= 3,3
Соответственно принимаем:
dtб = 57 °C dtм = 3,3 °C
Тогда средняя разность температур при противотоке составит:
dtcp = ( 57- 3,3 ) / ln ( 57 / 3,3 ) = 18,85 °С
Средняя температура хлоргаза составит:
t1 = -28,5 + 18,85 = -9,65 °С
С учетом потерь холода в размере 5%, тепловую нагрузку определяем согласно [19,С.45]:
Q = 1,05 × U1 × r1 ×( Hlн – c1 × t1к ), (3.4)
где Q - тепловая нагрузка конденсатора, Вт;
U1 - объемный расход хлоргаза, м3 /ч;
r1 - плотность хлоргаза при его средней температуре, кг/м3 ;
Н1н - энтальпия перегретого пара хлоргаза, Дж/кг;
cl - удельная теплоемкость хлоргаза, Дж/(кг×£);
t1k - конечная температура хлора, С.
Согласно исходных данных объемный расход хлоргаза:
U1 = 3340 м3 /ч
Согласно [2,С.10] плотность хлоргаза при его средней температуре составит:
р1 = 4,11 кг/м3 .
Согласно [2,С.10] энтальпия перегретого пара хлоргаза составит:
Н1н = 529000 Дж/кг
Согласно [2,С.12] удельная теплоемкость хлоргаза составит:
cl = 355 Дж/(кг×°С)
Тепловая нагрузка конденсатора:
Q = 1,05 × 3340 × 4,1 × [52900 - 355 × (-26,7)] /3600 = 231860,9 Вт
Массовый расход холодного теплоносителя G2 , кг/с, определили согласно [17,С.19]:
G2 = Q / с2 × (t2 k - t2 h ); (3.5)
где Q - тепловая нагрузка конденсатора, Вт;
с2 - удельная теплоемкость рассола, Дж/(кг×°С);
t2k - температура рассола на выходе из конденсатора, °С;
t2 h - температура рассола на входе в конденсатор.
Удельная теплоемкость рассола с2 , Дж/(кг×°С), определили согласно [2,С.15]:
с2 = 2706,74 Дж/(кг×°С)
G2 = 231860,9 / ( 2706,74 × [ (-27) - (-30) ] ) = 28,56 кг/с
Массовый расход хлоргаза, G1 , кг/с, определили согласно [19,С.216]:
Gl = U1 × r1 , (3.6)
где U1 - объемный расход хлоргаза, м3/ч;
r1 - плотность хлоргаза при его средней температуре, кг/м3 .
Объемный расход хлоргаза приняли:
U1 = 3340 м3 /ч
Согласно [2,С.10] плотность хлоргаза при его средней температуре составит:
р1 = 4,11 кг/м3
Массовый расход хлоргаза составит:
G1 = 3340 × 4,11 / 3600 = 3,54 кг/с
Объемный расход рассола определяем согласно[16,С.216]:
U2 = G2 / p2 (3.7)
где G2 – массовый расход рассола, кг/с;
р2 - плотность рассола при температуре минус 28,5 °С.
Массовый расход рассола определили в формуле (3.5) настоящего диплома:
G2 = 28,56 кг/с
Определим варианты теплообменных аппаратов согласно ГОСТ 15118, ГОСТ 15120 и ГОСТ 15122.
Для этого приняли ориентировочно значение площади поверхности теплообмена, полагая что, согласно [12,С.47] коэффициент теплопередачи:
Кор = 60 Вт / (м × °С)
т.е. приняв его таким же, как и при теплообмене от газа к жидкости.
Согласно [19,С.216] ориентировочная площадь поверхности Fор теплообмена в конденсаторе:
Fор = Q / ( Кор × dtср ) (3.8)
где Q – тепловая нагрузка конденсатора, Вт;
Кор – значение ориентировочного коэффициента теплопередачи, Вт/(м×°С);
tср – средняя разность температур при противотоке, °С.
Тепловую нагрузку конденсатора определили в формуле (3.4) настоящего диплома:
Q = 231860,9 Вт
Согласно [12,С.47] значение ориентировочного коэффициента теплопередачи от газа к жидкости:
Кор = 60 Вт/ (м × °С)
Среднюю разность температур при противотоке теплоносителей определили в формуле (3.3) настоящего диплома:
dtcp = 18,85 °С
Ориентировочная площадь поверхности теплообмена в конденсаторе:
Fop = 231860,9 / ( 60 × 18,85 ) = 215,6741 м2 = 216 м2
Согласно ГОСТ 15118, ГОСТ 15120 и ГОСТ 15122 наметили наиболее оптимальные варианты теплообменных аппаратов для полученной площади теплообмена
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
| 800 |
“25*2” |
1 |
465 |
219 |
0,07 |
0,079 |
0,161 |
6,0 |
где 1 - диаметр кожуха Dk , мм;
2 - диаметр труб, мм;
3 - число ходов;
4 - общее число труб в штуках;
5 - площадь теплообмена при длине трубы, указанной под индексом 9, м2 ;
6 - площадь поперечного сечения потока в вырезе перегородок, м2 ;
7 - площадь поперечного сечения потока между перегородками, м2 ;
8 - площадь поперечного сечения одного хода по трубам, м2 .
Произвели выбор теплообменника с площадью теплообмена, наиболее приближенной к ориентировочной, т.е.:
F =226 м2 .
3.4 Расчет гидравлического сопротивления кожухо-трубчатого теплообменника
Скорость движения горячего теплоносителя в трубах определили согласно [12,С.68]:
Wтр = 4 × Gтр × z / (П × d × n × rтр ) (3.9)
где Gтр - массовый расход хлоргаза, кг/с;
z - число ходов;
d - внутренний диаметр трубки, м;
n - число труб в пучке;
rтр – плотность теплоносителя, текущего в трубах, кг/м3 .
Массовый расход хлоргаза, Gтp , кг/с, проходящего в трубах, определили в формуле (3.6) настоящего расчета:
Gтp = G1 = 28,56 кг/с
Число ходов в теплообменнике приняли согласно ГОСТ 15120:
z = 1
Внутренний диаметр трубки приняли согласно ГОСТ 15120:
d = 0,021 м
Число труб в пучке приняли согласно ГОСТ 15120:
n = 465
Плотность теплоносителя, текущего в трубах, приняли согласно ГОСТ 15120:
rтр = 4,11
Скорость движения горячего теплоносителя, Wтр , м/с:
Wтр = 4 × 28,56 × 1 / (3,14 × 0,021 × 465 × 4,11) = 3,35 м/с
Число Рейнольдса определили согласно [12,С.13]:
Re = Wт p × dэ × r1 / m, (3.10)
где Wт p - скорость движения горячего теплоносителя в трубах, м/с;
dэ - эквивалентный диаметр, м;
r1 - плотность хлоргаза при его средней температуре, кг /м3 ;
m - динамическая вязкость.
Скорость движения горячего теплоносителя в трубах определили в формуле (3.9) настоящего расчета:
Wтр = 3,35 м/с
Эквивалентный диаметр для круга диаметром d, м, определили согласно [12,С.14]:
dэ = d (3.11)
где d - внутренний диаметр трубки, м.
Согласно ГОСТ 15120 диаметр трубки d, м:
d = 0,021 м
Согласно [12,С.14] приняли:
dэ = 0,021 м
Плотность хлоргаза при температуре минус 9, 65 °С составляет:
r1 = 4, 11 кг/м3
Динамическая вязкость хлоргаза m, Па×с, согласно [19,С.257] составляет:
m = 0,0000117 Па×с
Число Рейнольдса:
Re = 3,35 × 0,021 × 4,11 / 0,0000117 = 24712,69
Полученное значение числа Рейнольдса показывает, что движение газа в трубах является турбулентным.
В турбулентном потоке различают три зоны; для которых коэффициент трения рассчитывают по разным формулам:
а) для зоны гладкого трения, когда:
2320 < Re < 10/е, (3.12)
б) для зоны смешанного трения, когда:
10 / е < Re < 560 / е, (3.13)
в)для зоны, автомодельной по отношению к Re:
Re > 560/е, (3.14)
Для зоны гладкого трения коэффициент трения составит:
l = 0,316 / Re, (3.15)
Для зоны смешанного трения коэффициент трения составит:
l = 0,11 × (е + 68 / Re), (3.16)
Для зоны, автомодельной к числу Рейнольдса:
l = 0,11 × е (3.17)
В формулах (3.14) - (3.17) е является относительной шероховатостью и определяется согласно [12,С.14]:
е = D / dэ , (3.18)
где D - абсолютная шероховатость трубы, м;
dэ - эквивалентный диаметр, м.
Согласно [12,С.14] для новых стальных труб абсолютная шероховатость:
dэ = 0,00006 - 0,0001 м
Для расчета выбрали значение абсолютной шероховатости:
D = 0,0001 м
Относительная шероховатость трубы составляет:
е = 0,0001 / 0,021 = 0,0048
Для расчета коэффициента трения произвели:
10 / е = 10 / 0,0048 = 2083,33
560 / е = 560 / 0,0048 = 116666,66
Определили сравнение, для коэффициента трения:
l = 0,11 × ( е + 68 / Re ) (3.19)
Коэффициент трения X составил:
l = 0,11 × (0,0048 + 68 / 24712,69 ) = 0,0008
4 Механическая часть
4.1 Выбор конструкционных материалов для проведения реконструкции
Для изготовления обечайки конденсатора при условии, что теплообменный аппарат работает с неагрессивной средой, выбрали металлические листы из стали 16ГС ГОСТ 5520. Для изготовления трубок применили конструкционную углеродистую качественную сталь 20 ГОСТ 914.
4.1.1 Таблицы химического состава и механических свойств конструкционных материалов
Химический состав стали 16ГС приведен в таблице 4.1.
Механические свойства стали 16ГС приведены в таблице 4.2.
Таблица 4.1 - Химический состав стали 16ГС
| с, |
Si, |
Mn, |
P, |
s, |
| 0,12-0,18 |
0,40-0,70 |
0,90-1,20 |
0,035 |
0,04 |
| Cr, |
Ni, |
Cu, |
As, |
N, |
| 0,30 |
0,30 |
0,30 |
0,08 |
0,008 |
Таблица 4.2 - Механические свойства стали 16ГС
| Термическая обработка |
Твердость, НВ |
Временное сопротивление разрыву, МПа |
Предел текучести, МПа |
Относительное удлинение, % |
| Прокат |
— |
Более 450 |
Более 275 |
Более 21 |
Химический состав стали 20 приведен в таблице 4.3
Механические свойства стали 20 приведены в таблице 4.4
Таблица 4.3 - Химический состав стали 20
| с, |
Si, |
МП, |
P, |
s, |
| 0,17-0,24 |
0,17-0,37 |
0,35-0,65 |
0,035 |
0,04 |
| Cr, |
Ni, |
Cu, |
As, |
N, |
| 0,25 |
0,30 |
0,30 |
0,08 |
— |
Таблица 4.4-Механические свойства стали 20
| Термическая обработка |
Твердость НВ |
Временное сопротивление разрыву, МПа |
Предел текучести, МПа |
Относительно удлинение, % |
| Прокат |
163 |
Более 390-490 |
Более 245 |
Более 25 |
4.2 Расчет на прочность элементов конденсатора
4.2.1 Расчет на прочность цилиндрической обечайки
Рабочее давление в конденсаторе Рраб , МПа, принимали согласно технологическим данным:
Рраб = 0,3 МПа
Гидростатическое давление столба жидкости Рг , МПа, определили согласно [17,С.8]:
Рг
= ![]() rрас
× g × Н (4.1)
rрас
× g × Н (4.1)
где rрас - плотность рассола при температуре минус 28,5 °С, кг/м3 ;
g - ускорение свободного падения, м/с2 ;
Н - высота столба жидкости, м.
Плотность рассола при температуре минус 25,5 °С:
rрас = 1270 кг/м3
Ускорение свободного падения:
g = 9,81 м/с2
Высота столба жидкости определили как длину труб:
Н = 6 м
Гидростатическое давление в конденсаторе:
Рг = 1270 × 9,81 × 6 = 74752,2 Па
Расчетное давление:
Ррасч = Рраб + Рг ,
Ррасч = 300000 + 74752 = 374752 Па
Нормальное допускаемое напряжение [s], МПа для стали 16ГС при температуре минус 28,5°С рассчитывали согласно [17,С.9] как для температуры плюс 20°С в рабочих условиях:
[s] = h × s (4.2)
где [s] - допускаемое напряжение, МПа;
h - поправочный коэффициент, учитывающий вид заготовки;
s - нормативное допускаемое напряжение при расчетной температуре, МПа.
Поправочный коэффициент h, учитывающий вид заготовки приняли согласно [17,С.10] как для листового проката:
h = 1,0
Нормативное допускаемое напряжение при температуре плюс 20 °С принимали согласно [17,С.11]:
s = 170 МПа
Допускаемое напряжение составит:
[s] = 1,0 × 170 = 170 МПа
Допускаемое напряжение при гидроиспытании:
[s] = sт / 1,1 (4.3)
где [s] - допускаемое напряжение при гидроиспытании, МПа;
sт - предел текучести, МПа.
Предел текучести принимали согласно [17,С.282]:
sт = 280 МПа
Допускаемое напряжение при гидроиспытании составило:
[s] = 280 / 1,1 = 254,55 МПа
Расчетную толщину стенки аппарата S', определили согласно [17,С.18]:
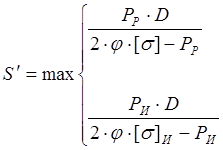
где S’ - расчетная толщина стенки обечайки, м;
Рр - рабочее давление внутри аппарата, МПа;
D - внутренний диаметр конденсатора, м;
[s] - допустимое напряжение, МПа;
j - коэффициент прочности сварного шва;
Ри - давление при гидроиспытании, МПа;
[s]и - допустимое напряжение при гидроиспытании, МПа.
Рабочее давление внутри аппарата Рр , МПа, приняли согласно производственных данных:
Рр = 0,3 МПа
Внутренний диаметр конденсатора D, м приняли согласно ГОСТ 15120:
D = 0,8 м
Допустимое напряжение [s], МПа, определили согласно уравнения (4.2) настоящего расчета:
[s] = 170 МПа
Коэффициент прочности сварного шва для автоматической дуговой сварки, принимали согласно [17,С.13]:
j = 1
Согласно уравнению (4.4) производим выбор:
S' = (0,3 × 0,8) / (2 × 1 × 170 - 0,3) = 0,003 м
S' = (0,5 × 0,8) / (2 × 1 × 254,55 - 0,5) = 0,002 м
Принимаем максимальное значение расчетной толщины стенки обечайки:
S’ = 0,003 м
Исполнительную толщину стенки обечайки S, м определили согласно [17,С.10]:
S = S’ + C1 , (4.5)
где S’ - расчетная толщина стенки, м;
С1 - прибавка к расчетной толщине стенки, м.
Расчетную толщину стенки S’, м, определили в уравнении (4.4);
S’ = 0,003 м
Исполнительная толщина стенки составит:
S = 0,003 + 0,001 = 0,004 м
Согласно ГОСТ 380 принимаем исполнительную толщину S, м, стенки:
S = 0,005 м
Допускаемое рабочее давление [Р], МПа определили согласно [17,С.19]
[Р] = (2 × j × [s] × (S - C))/(D + S - С), (4.6)
где [Р] - допускаемое рабочее давление, МПа;
j - коэффициент прочности сварного шва;
[s] - допускаемое напряжение в рабочих условиях, МПа;
S - исполнительная толщина стенки, м;
С - прибавка на коррозию, м;
D - внутренний диаметр конденсатора, м.
Коэффициент прочности сварного шва j, принимали согласно [17,С.10]:
j = 1,0
Исполнительную толщину стенки 3, м приняли согласно ГОСТ 380:
S = 0,005 м
Внутренний диаметр конденсатора D, м, принимали согласно ГОСТ 15120:
D = 0,8 м
Допускаемое давление при рабочих условиях составит:
[Р] =[2 × 1,0 × 170 × 10 × (0,005 - 0,001)]/(0,8 + 0,005 - 0,001) = 1691542,6 Па = 1,7 МПа
Допускаемое давление при гидроиспытании [Р]и , МПа определили согласно [17,С.19]:
[Р]и = (2 × j × [s]и × (S - С)) / (D + S - C), (4.7)
где j - коэффициент прочности сварного шва;
[s]и - допускаемое напряжение при гидроиспытании, МПа;
S - исполнительная толщина стенки конденсатора, м;
С - прибавка на коррозию, м;
D - внутренний диаметр конденсатора, м.
Коэффициент прочности сварного шва j, приняли согласно [17,С.10]:
j = 1,0
Допускаемое давление при гидроиспытании составит:
[Р]и = (2 × 1,0 × 254,55 × 10 × (0,005 - 0,001) / (0,8 + 0,005 - 0,001) =
= 213656З,8 Па = 2,13 МПа
4.2.2 Расчет фланцевых соединений
Фланец приняли типа "шип-паз".
Расчетную температуру фланцев tф , °C, приняли согласно [17,С.92]:
tф = t, (4.8)
где t - температура рассола в конденсаторе, С.
Температуру рассола в конденсаторе t, °C, приняли согласно технологическим данным по производству жидкого хлора:
t = минус 28,5 °С
Расчетная температура фланцев tф , °С:
tф = минус 28,5 °С
Расчетную температуру болтов и обечайки tб , °C, определяли согласно [17,С.92]:
tб = 0,97 × t, (4.9)
где t - температура рассола в конденсаторе, °С.
Расчетная температура болтов и обечайки tб , °C:
tб = 0,97 × ( минус 28,5) = минус 27,85 °С
Допускаемое напряжение для стальных болтов (шпилек) [s]б , МПа приняли согласно [17,С.93]:
[s]б = 130 МПа
Толщину втулки фланца S, м определили для приварного встык согласно [17,С.93]:
S < Sф < 1,3 × S (4.10)
где S - исполнительная толщина стенки обечайки, м;
Sф - толщина втулки фланца, м.
Исполнительную толщину стенки обечайки S, м приняли согласно ГОСТ 380:
S = 0,005 м
Для нахождения толщины втулки фланца определили условия уравнения (4.10) настоящего расчета:
S = 0,005 м
1,3 × S = 0,0065 м
Толщину втулки фланца Sф , м приняли:
Sф = 0,006 м
Исполнительную толщину стенки обечайки и основания втулки приварного встык фланца S1 , м определили согласно [17,С.93]:
S1 = b1 × Sф (4.11)
где b1 - коэффициент;
Sф - толщина втулки фланца, м.
Коэффициент b1 , определяемый согласно [17,С.95], приняли:
b1 = 1,8
Исполнительная толщина стенки обечайки и основания втулки приварного встык фланца составит:
S1 = 1,8 × 0,006 = 0,0108 м
Высоту втулки фланца для приварного встык фланца hв , м, определили согласно [17,С.94]:
hв > (1/i) × (S1 - S ), (4.12)
где i - уклон втулки;
S1 - исполнительная толщина стенки обечайки у основания втулки, м;
S0 - толщина втулки фланца, м.
Уклон втулки i приняли согласно [17,С.94]:
i = 0,33
Высота втулки фланца для приварного встык фланца составит:
hв > (1/0,33) × (0,0108 - 0,006) = 0,0144 м
Приняли высоту втулки фланца;
hв = 0,015 м
Диаметр болтовой окружности фланца Dб , м, определили согласно [17,С.95]:
Dб > D + 2 × (S1 + dб + u) (4.13)
где D - внутренний диаметр конденсатора, м;
S1 - исполнительная толщина стенки обечайки у основания втулки, м;
dб - наружный диаметр болта, м;
и - нормативный зазор между гайкой и втулкой, м.
Внутренний диаметр фланца D, м приняли:
D = 0,3 м
Наружный диаметр болта dб , м выбрали согласно[17,С.94]:
dб = 0,02 м
Нормативный зазор между гайкой и втулкой u, м определили согласно [17,С.95]:
U = 0,005 м
Диаметр болтовой окружности фланца составит:
Dб > 0,8 + 2 × (0,0108 + 0,02 + 0,005) = 0,37 м
Принимаем диаметр болтовой окружности фланца Dб , м:
Dб = 0,4 м
Наружный диаметр фланцев Dh , м принимаем согласно [17,С.95];
Dh > Dб + а (4.14)
где Dб - диаметр болтовой окружности фланца, м;
а - конструктивная добавка для размещения гаек по диаметру, м.
Конструктивную добавку для размещения гаек по диаметру а, м, определили согласно [17,С.95]:
а = 0, 04 м
Наружный диаметр фланцев Dh , м:
Dн > 0,4 + 0,04 = 0,44 м
Приняли наружный диаметр фланцев Dh , м:
Dh = 0,45 м
Наружный диаметр прокладки Dн.п. , м, для приварных встык фланцев определили согласно [17,С.96]:
Dн.п. = Dб – е (4.15)
где Dб - диаметр болтовой окружности фланца, м;
е - нормативный параметр, м.
Нормативный параметр для плоских прокладок е, м, определили согласно [17,С.95]:
е = 0,03 м
Наружный диаметр прокладки Вн.п. , м, для приварных встык фланцев составит:
Dн.п. = 0,4 - 0,03 = 0,37 м
Для аппарата диаметром менее 1,0 м выбрали плоские неметаллические прокладки.
Средний диаметр прокладки Dc.п. , м, определили согласно [17,С.95]:
Dс.п. = Dн.п. – b (4.16)
где Dн.п. - наружный диаметр прокладки, м;
b - ширина прокладки, м.
Ширину прокладки b, м принимали согласно [17,С.96]:
b = 0,015 м
Средний диаметр прокладки составит:
Dс.п. = 0,37 - 0,015 = 0,355 м
Количество болтов nб , шт, необходимое для обеспечения герметичности соединения определили согласно [17,С.96]:
nб > 3, 14 × Dб / tш (4.17)
где Dб - диаметр болтовой окружности;
tш - рекомендуемый шаг расположения болтов.
Рекомендуемый шаг расположения болтов tш , м выбрали в зависимости от давления согласно [17,С.97]:
tш = (4,2 - 5) × dб (4.18)
где dб - наружный диаметр болта, м.
Наружный диаметр болта tб , м, выбрали согласно
tб = 0,02 м
Рекомендуемый шаг расположения болтов составит:
tш = (4,2 - 5) × 0,02 = 0,84 - 0,1 м
Принимаем шаг расположения болтов:
tш = 0,1 м
Количество болтов nб , штук, необходимое для обеспечения герметичности:
nб > 3,14 × 0,4/0,1 = 12,56 штук
Количество болтов приняли 16 штук.
Ориентировочную высоту фланца hф , м, определили согласно [17,С.96]:
hф > lф × D × Sэк (4.19)
где lф - коэффициент;
D - внутренний диаметр конденсатора, м;
Зэк - эквивалентная толщина втулки, м.
Коэффициент lф приняли согласно [17,С.97]:
lф = 0,41
Внутренний диаметр конденсатора D, м, определили согласно ГОСТ 15120:
D = 0,8 м
Эквивалентную толщину втулки Sэк , м, определили согласно [17,С.96]:
 (4.20)
(4.20)
где SФ - толщина втулки фланца, м;
hB - высота втулки фланца приварного встык, м;
b1 - коэффициент;
D - внутренний диаметр конденсатора, м.
Эквивалентная толщина втулки Sэк , м:

Высота фланца nф , м:
hф > 0,41 × 0,8 × 0,007 = 0,03 м
4.2.3 Расчет трубной решетки
Толщину трубной решетки Sтр , м, с условием, что она подвергается усилиям со стороны трубного пучка, определили согласно [2, с, 64]:
 (4.21)
(4.21)
где К - коэффициент;
К0 - коэффициент;
Dпр - диаметр прокладки, м;
Рр - рабочее давление в аппарате, МПа;
ф - коэффициент прочности сварного шва;
[s] - допускаемое рабочее напряжение, МПа;
Ри - давление изгибающее, МПа;
[s]и - допускаемое напряжение при гидроиспытании, МПа.
Коэффициент К принимали согласно [2,С.65]:
К = 0,41
Коэффициент К0 принимали согласно [2,С.65]:
К0 =1,44
Диаметр прокладки Dпр , м, выбрали конструктивно:
Dпр = 0,75 м
Рабочее давление в аппарате Рр , МПа, приняли согласно технологическим условиям отделения жидкого хлора:
Рр = 0,3 МПа
Коэффициент прочности сварного шва ф, принимали согласно [17,С.10]:
ф = 1,0
Давление изгибающее Ри , МПа, определили согласно [2,С.65]:
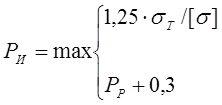 (4.22)
(4.22)
где sт - предел текучести металла, МПа;
[s] -допускаемое рабочее напряжение, МПа.
Предел текучести sт , МПа, определили согласно [17,С.282]:
sт = 280 МПа
Допускаемое рабочее напряжение составит:
[s]= 1,0 × 170 = 170 МПа
Давление изгибающее составило:
Допускаемое напряжение при гидроиспытании определили согласно уравнению (4.9) настоящего расчета:
[s]и = 254,55 МПа
Толщина трубной решетки Sтр , м

Исполнительную толщину трубной решетки Sтр , м, определили с учетом добавки на коррозию:
Sтр = S’тр + С (4.23)
где С - прибавка на коррозию, м.
Прибавку на коррозию С, м, принимаем:
С = 0,001 м
Исполнительная толщина трубной решетки Sтр , м, составит;
Sтр = 0,0343 + 0,001 = 0,0353 м
Приняли исполнительную толщину трубной решетки:
Sтр = 0,036 м
Допускаемое рабочее давление [Р]р, МПа, определили согласно [2,С.67]:
[Р]р = [Р] × (Sтр - С) / [(К × К0 × Dпр ) × fi (4.24)
где [Р] - допускаемое рабочее давление в аппарате, МПа;
Sтр - толщина трубной решетки, м;
С - прибавка на коррозию, м;
Ко - коэффициент;
ф - коэффициент сварного шва.
Диаметр прокладки Dпр , м, определили конструктивно:
Dпр = 0,75 м
Допускаемое рабочее напряжение трубной решетки составит:
[Р] = (0,036 - 0,001) × 170 / [(0,41 × 1,44 × 0,75) × 1,0] = 30,6 МПа
Условие прочности трубной решетки:
Рр < [Р]тр (4.25)
0,3 < 30,6 МПа
выполняется.
4.3 Основные указания по ремонту и монтажу оборудования отделения конденсации
Ремонт аппаратов выполняют по следующей схеме:
а) частичная или полная разборка аппарата;
б) очистка и промывка деталей;
в) составление ведомости дефектов;
г) восстановление изношенных деталей, соединений и сборочных единиц;
д) комплектование аппарата новыми деталями и изготовление новых деталей;
е) сборка;
ж) испытание.
Дефекты выявляют перед остановкой на ремонт, а также в процессе разборки аппарата. Значительное число деталей и сборочных единиц проверяют визуальным осмотром, при котором фиксируют состояние рабочих поверхностей, наличие трещин, следов коррозии и т.п. Особую роль отводят контролю процессов сборки и герметичности аппаратов. Ответственной контрольной операцией является проверка сварных швов. Все ремонтные операции сопровождаются проверкой размеров деталей и изменений их формы.
При ремонте корпусов и элементов сосудов и аппаратов рекомендуется руководствоваться общими техническими условиями на ремонт корпусов (ОТУ 1), разработанными ВНИКТИ – химнефтеоборудование. ОТУ распространяются на сосуды и аппараты, работающие в диапазоне давлений до 10 МПа и неагрессивных средах при температурах от минус 70 до плюс 540 °С.
ОТУ предназначены для руководства при ремонте сварных стальных сосудов и аппаратов из углеродистых, низколегированных, легированных двухслойных сталей при толщине стенки корпуса от 4 до 1000 мм.
При подготовке конденсатора к ремонту следует отключить его от трубопровода, подводящего хлоргаз, также отключить от остальных трубопроводов - подводящих и отводящих. После отключения устанавливаются заглушки согласно существующей в цехе схеме установки заглушек.
Необходимо продуть конденсатор азотом до получения удовлетворительных анализов на содержание остатков теплоносителей в аппарате.
После этого необходимо демонтировать коммуникации входа хлоргаза в аппарат.
Далее необходимо провести тщательный наружный и внутренний осмотр корпуса аппарата с целью выявления возможных дефектов.
Ремонт корпусов аппаратов выполняют электродуговой сваркой, а также автоматической и полуавтоматической сваркой при обеспечении условий производства и качества сварного соединения согласно ОСТ 26-291, РТМ 26-27, РТМ 26-168, РТМ 26-320.
Штуцера подлежат замене при следующих дефектах:
а) трещинах всех видов и направлений;
б) коррозии и эрозии;
с) расслоении металла.
В зависимости от материала стенки корпуса и штуцера производят термообработку.
Качество сварного соединения подлежит контролю методом пневмо- или гидроиспытания.
Корпус конденсатора подвергают термообработке после ремонтной сварки, так как корпус эксплуатируется коррозионной средой - раствором хлористого кальция.
Монтаж аппаратов производить по правилу монтажа габаритных аппаратов.
Строповку аппарата согласно схеме строповки, производить стальными канатами, канаты укреплять за строповочные ушки.
4.4 Методы восстановления трубок и трубных решеток
С течением времени эксплуатации конденсатора происходит изнашивание трубок и трубных решеток. Изнашивание вызвано коррозией поверхностей трубок и трубной решетки конденсатора: на поверхностях трубок образуются микродефекты, вызванные коррозией и температурными перепадами от происходящего теплообмена. Со временем внутреннее сечение трубок уменьшается, а их наружная поверхность подвергается коррозии.
Вследствие этого необходимо периодически производить чистку трубок. Способы очистки трубок выбираются в зависимости от состава отложений и его количества. В настоящее время применяются химические, гидропневматические, ультразвуковые, механические, гидравлические и пескоструйные способы очистки теплообменной аппаратуры. Для очистки внутренней поверхности конденсатора можно применить гидромехническую очистку.
Гидромеханическая очистка производится водой под высоким давлением (от 15 до 70 МПа в зависимости от характера отложений ). Вода насосом подается в полую штангу, на конце которой закреплена сменная насадка (сопло) с одним или несколькими отверстиями. Струя воды, выходящая из сопла, с большой скоростью направляется на отложения и отрывает их от стенок трубки.
Разработанная для этой цели на Нижне-Волжском филиале ГрозНИИ передвижная установка высокого давления предназначена для очистки наружных и внутренних поверхностей трубных пучков теплообменной аппаратуры.
Наружная поверхность трубного пучка очищается путем погружения пучка в ванну с растворителем и с помощью скребков и щеток, которые приводятся в движение пневматическими машинками.
Если обнаруживается пропускание теплоносителя, текущего внутри трубок, применяется замена дефектной трубки путем ее замены.
Замена дефектных трубок производится после проведения испытания пучка. Если количество дефектных трубок не превышает 15% от общего количества, их заглушают коническими пробками длиной 40-50 мм. Если количество дефектных трубок превышает 15% пучок целесообразно заменить. При замене отдельных дефектных трубок их извлекают через трубную решетку.
Трубки можно также вырезать сверлильной машинкой РС-32 и резцом с поперечной подачей или сверлом, наружный диаметр которого равен наружному диаметру трубки, но несколько меньше диаметра отверстия в решетке. Обрезанные концы трубок удаляют из решеток путем их сминания специальным приспособлением вручную или легким пневматическим молотком. Обрезанные трубки выталкиваются из пучка через одну из трубных решеток.
Следующей операцией при ремонте теплообменник аппаратов является подготовка трубных решеток. Основные дефекты трубных решеток заключаются в коррозионном разрушении поверхности вследствие контакта с рабочей средой, в наличии забоин на поверхности для уплотнений, износа отверстий под трубки.
Поверхность трубной решетки восстанавливают путем проточки на станке с минимальным съемом слоя металла. Однако допускается уменьшение толщины трубной решетки не более 10% номинальной.
Трубные решетки должны иметь гладкие и ровные поверхности уплотнения; не допускаются поперечные риски, забоины, поры и раковины. Для проточки на месте привалочных поверхностей решеток применяют ручное приспособление для проточки на месте привалочных поверхностей. Стенки отверстий под трубки не должны иметь продольных рисок, допускаются поперечные кольцевые или спиральные риски глубиной не более 1,5 мм и не доходящие до края отверстия.
4.5 Механизмы трудоемких работ при ремонте
При ремонте теплообменной аппаратуры применяются механизмы для промывки, чистки, извлечения трубок из трубных решеток, вальцовки концов трубок и т.п.
Для чистки трубок применяются импульсные ультразвуковые генераторы УНГ-61М, ИГ-58 и ИГНР. Для воздействия ультразвука на жидкость используются специальные излучатели: "жидкостные свистки".
Струя жидкости, выходящая из сопла с большой скоростью, разбивается об острый край пластинки, по обе стороны которой возникают завихрения, вызывающие изменения давления с большой частотой.
Для очистки внутренней поверхности трубок применяют также пневматический перфоратор с ударным инструментом, который состоит из пневмодвигателя со встроенным регулятором числа оборотов и редуктора к перфоратору крепят штангу с буром.
Ударный механизм скалывает со стенки трубки отложения, которые затем вымываются из трубки раствором.
Для чистки мягких отложений применяют пистолет, используемый для опрессовки отдельных трубок.
Для извлечения трубного пучка из корпуса конденсатора и установка его в аппарат применяют монорельсы с талью, краны-балки, лебедки, автокраны, трактора и другие грузоподъемные механизмы. Для вытаскивания и установки трубных пучков используются экстракторы. Для конденсатора диаметром 800 мм и длине трубок 6000 мм используется экстрактор марки 2557 Салаватского машиностроительного завода.
Для удаления дефектных трубок применяют винтовой съемник, который надевают на трубку, предварительно выбитую на длину 40-50 мм. Наиболее эффективен для извлечения дефектных трубок гидравлический экстрактор.
Перед установлением новой трубки в трубную решетку, ее концы очищаются до металлического блеска металлическими щетками с электро- или пневмоприводом.
Для вальцовки трубок служат пневматические машинки И-118 и ИП-4802.
Для разборки и сборки фланцевых соединений служат пневматические угловые гайковерты или пнемосбалчиватели.
5 Автоматизация и управление техническими системами
Автоматизация производственных процессов - одно из наиболее важных направлений технологического прогресса. В настоящее время нет таких отраслей промышленности, в которых не применяются контрольно-измерительные приборы.
С помощью контрольно-измерительных приборов и автоматизации контролируют и автоматически регулируют температуру, давление, расход, уровень, состав и другие величины.
Под автоматизацией понимают применение технических средств, экономико-математических методов и систем управления, освобождающих человека частично или полностью от непосредственного участия в процессе получения, преобразования, передачи и использовании энергии, материалов и информации.
Целью автоматизации является повышение производительности и эффективности труда, улучшение качества продукции, оптимизация планирования и управления, возможность выполнения трудноосуществимых операций, устранение человека от работы в условиях, опасных для здоровья.
Функции управления автоматизированным производством выполняет машинно-автоматическое управляющее устройство. Роль человека в автоматизированном производственном процессе ограничивается операциями испытаний, наладки и включения автоматической системы в работу и периодическим надзором за ее функционированием.
Автоматическая система управления представляет собой совокупность управляемого объекта и автоматического управляющего устройства.
Технические устройства – приборы, регуляторы, воспринимающие исполнительные и вспомогательные элементы, с помощью которых осуществляется автоматическое управление объектом, являются средствами автоматизации.
В данном дипломном проекте применение средств автоматизации позволяет создать лучшие условия труда, безаварийную работу оборудования, снижает численность обслуживающего персонала.
5.1 Автоматический контроль
Автоматический контроль служит для непрерывного наблюдения за ходом технологического процесса в соответствии с требованиями технических норм и регламента.
Условия работы в отделении конденсации хлора относятся к вредным. Технологические процессы идут в герметически закрытых аппаратах. Поэтому контроль технологического процесса осуществляется с помощью контрольно-измерительных приборов, что дает возможность работающему персоналу меньше находиться во вредной среде. С помощью контрольно-измерительных приборов осуществляется контроль за температурным режимом технологического процесса, за давлением, расходом и другими параметрами.
5.1.1 Выбор и обоснование параметров контроля
От правильности выбора технологических параметров контроля зависят технико-экономические показатели производства. Выбранные в данном случае параметры контроля обеспечивают максимальный выход целевых продуктов и их высокое качество.
В отделении конденсации хлора контролируются следующие параметры:
1 Температура
- хлор абгазный после сжижения поз. 2, не ниже минус 23 °С;
- хлор жидкий после сжижения поз. 2, не ниже минус 23 °С;
- рассол на линии входа в конденсатор поз. 2, минус 26-30 °С;
- рассол на линии выхода из конденсатора поз. 2, минус 22-25 °С;
- вода в испарителях поз. 4, 40-70 °С;
- хлор из испарителей поз. 4, 40-60 °С.
2 Давление
- хлор электролитический на входе в конденсатор поз. 2, не более 0,35 МПа;
- хлор абгазный после сжижения поз. 2, не более 0,35 МПа;
- рассол на линии входа в конденсатор поз. 2, не менее 0,4 МПа;
- хлор из танков в ж.д. цистерны, не более 0,35 МПа;
- хлор из испарителей, 0,3-0,45 МПа;
- азот, не более 12 МПа;
- воздух КИП, не менее 0,3 МПа.
3 Концентрация
- хлор абгазный после сжижения, объемная доля кислорода, не более 4%;
- хлор абгазный после сжижения, объемная доля водорода, не более 4%;
- хлор абгазный после сжижения, объемная доля хлора, не менее 65%.
4 Уровень
- рассол в емкости поз 6, 560-2240 мм;
- хлор сжиженный в танке поз. 8, 600-2250 мм.
- рассола на линии входа в конденсаторы, поз. 2, не менее 350 м3 /ч.
5.1.2 Выбор и обоснование средств контроля
При выборе приборов контроля руководствуются следующими основными положениями:
- приборы должны обеспечивать необходимую точность измерения, быть достаточно быстродействующими;
- показывающие приборы должны иметь наглядную шкалу и указатель, самопишущие приборы должны иметь точную регистрацию показаний;
- местные приборы должны быть легкодоступными для наблюдения за их показаниями, а также для монтажа и демонтажа;
- погрешность датчиков не должна выходить за допустимые пределы, защитные трубки термопар и термометров сопротивления должны быть достаточно прочными;
- защитные трубки термопар, термометров сопротивления должны быть достаточно прочными для данных рабочих условий, диафрагмы расходомеров должны иметь камеру и фланцы, рассчитанные на работу при требуемых давлениях и температурах и их установка должна отвечать требованиям соответствующих правил и норм;
- при выборе приборов контроля и автоматизации учитывается их стоимость, а также требования пожаро-, взрывоопасности.
Исходя из выше изложенных условий, выбраны следующие средства автоматического контроля:
Для контроля температуры:
а) Термопара хромель-капелевая ТХК-539;
б) Прибор контроля и регистрации пневматический ПКР.1.
Для контроля давления:
а) Измерительный преобразователь давления "Сапфир 22 ДИ". Предел измерения 0...2,5 МПа. Класс точности первый. Выходной сигнал 4...20 мА.
б) Прибор вторичный регистрирующий А-542. Входной сигнал 4...20 мА. Класс точности 0,1.
Для контроля уровня:
а) Электронный измеритель уровня ЭИУ-1;
б) Измерительный преобразователь уровня "Сапфир 22 ДГ". Выходной сигнал в пределах 4...20 мА.
в) Прибор аналоговый регистрирующий А-542.
Для контроля концентрации:
а) Датчик концентрации ГТМК-16;
б) Устройство контроля и регистрации ФЩЛ.
Для контроля расхода:
а) Передающий преобразователь расхода 13ДД11;
б) Прибор контроля и регистрации пневматический ПКР.1.
5.2 Автоматическое регулирование
Обслуживающий персонал обычно контролирует ход процесса по контрольно-измерительным приборам. Регулировать вручную давление, температуру и т.д. при помощи регулирующих органов (вентилей, задвижек, тиберов), часто расположенных далеко друг от друга, очень трудно. Такое управление производственным процессом требует значительного количества обслуживающего персонала, который не всегда в состоянии обеспечить надежное и точное, регулирование,
Дистанционное ручное управление, когда регулирование работы агрегата производится вручную из одного пункта при помощи того или иного вида энергии, значительно облегчает задачи управления процессами. Но и в этом случае управление процессом требует от персонала большого внимания и напряжения. Кроме того, количество обслуживающего персонала все же остается значительным, а регулирование несовершенным.
Наиболее совершенным и экономичным является автоматическое регулирование, когда отдельные величины или весь технологический процесс регулируется автоматически. Внедрение автоматики в производство в конечном счете приводит к резкому росту культуры производства и повышению квалификации производственных рабочих.
По принципу действия автоматические регуляторы разделяются на две группы: регуляторы прямого действия и регуляторы непрямого действия.
Регулятор прямого действия воздействует на регулируемую величину непосредственно, без промежуточных элементов, т.е. измерительная часть (регулирующий орган - вентиль, задвижка) представляет собой одно целое.
Регулятор непрямого действия состоит из измерительной части, исполнительного механизма и командной линии связи, через которую измерительная часть с помощью различных видов энергии воздействует на исполнительный механизм, обычно находящийся на некотором от нее расстоянии.
5.2.1 Выбор и обоснование параметров, управляющих воздействий и схем
При выборе параметров, управляющих воздействий и схем автоматического регулирования задаемся целью стабилизировать каждый параметр, отклонение от которого может вызвать нарушение технологического процесса.
В процессе, работы теплообменного аппарата необходимо поддерживать температуру рассола перед конденсатором в заданных пределах.
Необходимую температуру рассола обеспечивает холодильная установка цеха N 27.
Регулируем температуру:
хлор из испарителей поз. 4, 40-60 °С.
Для регулирования описанных выше параметров принимали приборы пневматической системы "Старт": вторичные показывающие и регистрирующие типа ПВ 10.1Э со встроенной станцией управления и пропорционально-интегральный регулятор типа ПР3.31. Применение системы "Старт" объясняется ее взрыво- и пожаробезопасностью, высокой надежностью, небольшой погрешность (±1% от предела измерения), простотой обслуживания, сравнительно небольшой стоимостью. Даже при большой протяженности пневмолиний запаздывание распространения сигнала в этих приборах не приводит к заметному влиянию на переходный процесс и ухудшению качества регулирования.
Приборы контроля ПВ 10.1Э работают совместно с пневматическими датчиками и другими устройствами, выдающими унифицированные аналоговые сигналы в пределах от 20 до 100 МПа. ПВ10.1Э - прибор для непрерывной записи и показания величины регулируемого параметра, указания положения контрольной точки и величины давления на исполнительном механизме.
Регулятор типа ПР3.31 может быть использован для работы с датчиками, приборами контроля, задатчиками или другими устройствами со стандартными пневматическими сигналами на выходе и входе. Регулятор предназначен для получения непрерывного пропорционально-интегрального регулирующего воздействия давления сжатого воздуха на исполнительный механизм или какое-либо другое устройство системы регулирования с целью поддержания измеряемого параметра на данном уровне.
5.2.2 Выбор и обоснование средств регулирования
Данное производство относится к пожаро-взрывоопасным производствам. Применяем приборы пневматического действия. Они имеют следующие преимущества: пожаробезопасность, относительная простота конструкции, надежность при работе в тяжелых производственных условиях, простота обслуживания.
Исходя из выше изложенных условий, выбраны следующие средства автоматического регулирования:
а) Электронный потенциометр КСП-3;
б) Токовый преобразователь ПТ-ТС-68;
в) Электропневматический преобразователь ЭПП-63-ЕХ;
г) Прибор контроля пневматический показывающий и самопишущий ПВ10.1Э;
д) Мембранное исполнительное устройство ПР3.31;
е) Мембранное исполнительное устройство ПП12.2.
ПВ10.1Э - прибор контроля пневматический показывающий и самопишущий осуществляет запись и показание величины регулируемого параметра, показание величины задания и управляющего воздействия; переключение системы регулирования на ручное дистанционное, автоматическое или автоматическое программное управление; формирование задающего воздействия в автоматическом режиме и управляющего воздействия в режиме дистанционного управления.
Действие прибора основано на компенсационном принципе измерения, при котором усилие на приемном элементе, возникающее от входного давления, уравновешивается усилием от натяжения пружины обратной связи. Прибор применяется в АСУТП химической, нефтяной, нефтеперерабатывающей, металлургической и других отраслях промышленности.
ПР3.31 – устройство регулирующее пневматическое пропорционально-интегральное предназначено для стабилизации параметров технологических процессов по ПИ-закону регулирования. Действие устройства основано на принципе компенсации сил. Устройство входит в систему автоматических регуляторов «Старт» и применяется в АСУТП химической, нефтяной, нефтеперерабатывающей, металлургической и других отраслях промышленности. Устройство построено на элементах УСЭППА (универсальной системы элементов промышленной пневмоавтоматики).
5.3 Сигнализация и блокировка
Многие измеряемые величины поддерживаются автоматическими регуляторами с заданной степенью точности, допустимой для данного технологического режима. Однако в силу различных обстоятельств может произойти нарушение хода технологического процесса и значения измеряемых параметров выйдут из установленных пределов.
Для привлечения внимания оператора приборы снабжают сигнализирующими устройствами, которые включают световой и звуковой сигналы и оповещают оператора о нарушении технологического режима.
5.3.1 Выбор и обоснование параметров предупредительной и аварийной сигнализации
Для ведения технологического процесса в заданном режиме и своевременной информации обслуживающего персонала о резких отклонениях технологических параметров от заданных значений в настоящем проекте предусмотрена предупредительная и аварийная сигнализация. Для привлечения внимания оператора приборы снабжены сигнализирующими устройствами, которые включают в себя световые и звуковые сигналы. Сигнализация бывает одно- или двухпозиционной. При однопозиционной сигнализации прибор дает одинаковый сигнал, независимо от направления отклонения измеряемого параметра.
Для этого используются звуковой и одноцветный световой сигнал. Двухпозиционная сигнализация показывает, в какую сторону отклонился параметр. В этом случае применяют световые сигнальные лампы разного цвета или с поясняющими надписями. Если число параметров сигнализации достигает нескольких десятков, то аварийную и предупредительную сигнализацию выполняют отдельно. Для аварийной сигнализации используют лампы мигающего света. На теплообменном аппарате устанавливается комплексное устройство системы автоматики, которое предназначено для местного, полуавтоматического и автоматического управления пуском и остановом теплообменного аппарата, для защиты от аварийных режимов работы, перегрузки, для осуществления рабочей и аварийной сигнализации, а также для регулирования производительности в зависимости от изменения контролируемого параметра (по температуре теплоносителя или по давлению всасывания).
1 Температура
- хлор жидкий после сжижения поз. 2, не ниже минус 23 °С;
- вода в испарителях поз. 4, не выше 70 °С;
- хлор из испарителей поз. 4, 40-60 °С.
2 Давление
- хлор из танков в ж.д. цистерны, не более 0,35 МПа;
- азот, не более 7 МПа;
3 Концентрация
- хлор абгазный после сжижения, объемная доля водорода, не более 3%.
4 Уровень
- рассол в емкости поз 6, не менее 560 мм, не более 2240 мм;
- хлор сжиженный в танке поз. 8, не менее 600 мм, не более 2250 мм.
5.3.2 Выбор и обоснование средств предупредительной сигнализации
а) Сигнализация критических значений уровня и давления осуществляется электронным потенциометром КСП-3. При достижении критических значений этих параметров электроконтактный манометр замыкает свой контакт, который включен в цепь устройства аварийной сигнализации. Устройство предназначено для предупреждения оператора световым и звуковыми сигналами об отклонении контролируемых параметров от норм.
б) Электронный измеритель уровня ЭИУ-1;
в) Прибор контроля и регистрации ФЩЛ;
г) Прибор вторичный регистрирующий А-542.
Сводная спецификация средств контроля и регулирования представлена в таблице 5.1.
Таблица 5.1 - Сводная спецификация средств автоматизации
| Поз |
Наименование и краткая характеристика прибора |
Тип прибора |
Кол |
Завод-изготовитель |
Примечание |
| 1 |
2 |
3 |
4 |
5 |
6 |
| 1-1 |
Измерительный преобразователь давления |
Сапфир 22 ДИ |
9 |
АО "Тизприбор" г.Москва |
|
| 6-1 |
|||||
| 11-1 |
|||||
| 14-1 |
|||||
| 15-1 |
|||||
| 16-1 |
|||||
| 18-1 |
|||||
| 25-1 |
|||||
| 32-1 |
|||||
| 1-2 |
Вторичный электронный регистрирующий прибор |
А-542 |
10 |
АО "Тизприбор" г.Москва |
|
| 6-2 |
|||||
| 11-2 |
|||||
| 14-2 |
|||||
| 15-2 |
|||||
| 16-2 |
|||||
| 18-2 |
|||||
| 19-2 |
|||||
| 25-2 |
|||||
| 32-2 |
|||||
| 2-3 |
Прибор контроля и регистрации пневматический |
ПКР.1 |
7 |
Саранский приборострои-тельный завод |
|
| 3-3 |
|||||
| 4-3 |
|||||
| 5-3 |
|||||
| 13-3 |
|||||
| 17-3 |
|||||
| 23-3 |
|||||
| 2-2 |
Электропневматический преобразователь |
ЭПП-63-ЕХ |
7 |
АО "Энерго" г.Москва |
|
| 3-2 |
|||||
| 4-2 |
|||||
| 5-2 |
|||||
| 13-2 |
|||||
| 17-2 |
|||||
| 23-2 |
| 1 |
2 |
3 |
4 |
5 |
6 |
| 7-1 |
Измерительный преобразователь уровня |
Сапфир 22 ДГ |
4 |
АО "Тизприбор" г.Москва |
|
| 24-1 |
|||||
| 26-2 |
|||||
| 27-2 |
|||||
| 9-3 |
Мембранное исполнительное устройство |
ПП 12.2 |
1 |
АО "Тизприбор" г.Москва |
|
| 28-1 |
Пружинный манометр общего назначения |
МПТ-160 |
4 |
"Манометр" г.Томск |
|
| 29-1 |
|||||
| 30-1 |
|||||
| 31-1 |
|||||
| 19-1 |
Чувствительный элемент давления |
Сапфир 22 ДИ |
1 |
АО "Тизприбор" г.Москва |
|
| 2-1 |
Сужающее устройство |
ДКб-50 |
7 |
АО "Тизприбор" г.Москва |
|
| 3-1 |
|||||
| 4-1 |
|||||
| 5-1 |
|||||
| 13-1 |
|||||
| 17-1 |
|||||
| 23-1 |
|||||
| 12-5 |
Мембранное исполнительное устройство |
ПР3.31 |
1 |
АО "Тизприбор" г. Москва |
|
| 12-2 |
Токовый преобразователь |
ПТ-ТС-68 |
1 |
АО "Энерго" г.Москва |
|
| 12-3 |
Электропневматический преобразователь |
ЭПП-63-ЕХ |
1 |
АО "Энерго" г.Москва |
|
| 10-1 |
Электронный измеритель уровня |
ЭИУ-1 |
3 |
АО "Тизприбор" г.Москва |
|
| 26-1 |
|||||
| 27-1 |
|||||
| 12-4 |
Вторичный регистрирующий прибор со станцией управления |
ПВ 10. 1Э |
3 |
АО "Тизприбор" г.Москва |
|
| 20-2 |
|||||
| 8-5 |
Электронный потенциометр |
КСП-3 |
2 |
АО "Энерго" г.Москва |
|
| 9-2 |
| 1 |
2 |
3 |
4 |
5 |
6 |
| 8-1 |
Термопара |
ТХК-539 |
6 |
Приборострои-тельный завод г. Луцк |
|
| 8-2 |
|||||
| 8-3 |
|||||
| 8-4 |
|||||
| 9-1 |
|||||
| 12-1 |
|||||
| 20-1 |
Датчик концентрации |
ГТМК-16 |
3 |
АО "Теплоприбор" г.Рязань |
|
| 21-1 |
|||||
| 22-1 |
|||||
| 21-2 |
Прибор контроля и регистрации |
ФЩЛ |
2 |
Йошкар-Олинский завод «Электроавтома-тика» |
|
| 22-2 |
|||||
| 9-4 |
Клапан регулирующий мембранный |
25С48нж |
4 |
Красный пролетарий г.Гусь хрусальный |
|
| 12-6 |
6 Безопасность и экологичность проекта
Введение
Забота о создании здоровых и безопасных условий труда всегда находилась и находится в центре внимания правительства, профсоюзов. На протяжении более полувека на решение теоретических и практических задач, связанных с этой проблемой, были направлены многочисленные технические, экономические, организационные и правовые мероприятия.
На первых этапах развития отечественной химической промышленности мероприятия по технике безопасности сводились к защите работающих от опасностей и вредностей производства путем применения предохранительных устройств, ограждений, вентиляции, индивидуальных защитных приспособлений. Теперь основным направлением становится создание процессов и оборудования, уменьшающих или вовсе исключающих возникновение опасностей и вредностей. Такое направление работы по оздоровлению условий труда позволяет, особенно на новостроящихся и реконструируемых предприятиях химической промышленности, создавать нормальную санитарно-гигиеническую обстановку.
Улучшение условий труда - самостоятельная и важная задача социальной политики, осуществляемой государством, оно должно заботиться об улучшении условий и охраны труда, его научной организации, о сокращении, а в дальнейшем и полном вытеснении тяжелого физического труда на основе комплексной механизации и автоматизации производственных процессов во всех отраслях народного хозяйства.
В процессе сжижения осушенного хлора в конденсаторах происходит сжижение сжатого до 0,3 МПа осушенного хлоргаза из цеха диафрагменного электролиза. Хлоргаз поступает в трубное пространство конденсаторов, а в межтрубное пространство подается рассол - раствор хлористого кальция с температурой минус 28 °С и давлением 0,4 МПа из аммиачно-холодильного цеха. Сконденсировавшийся в трубном пространстве жидкий хлор с абгазами образовавшимися от неполного сжижения хлора, поступает в абгазоотделитель, в котором жидкий хлор отделяется от абгазов конденсации. При этом в насосах используются двойные торцевые уплотнения, что повышает их герметичность по сравнению с использованными ранее насосами.
Проблема охраны окружающей среды является одной из главных проблем. Основные направления решения этой проблемы закреплены в Конституции, ряде законов Российской Федерации, Республики Башкортостан, специальных постановлениях.
Главным направлением охраны природы от промышленных выбросов является создание безотходных и малоотходных технологий, а в них существенную роль играет оборудование.
6.1 Безопасность проекта
6.1.1 Общая характеристика опасностей проекта.
Основным вредным производственным фактором в отделении конденсации хлора цеха №2 ЗАО “Каустик” прежде является наличие в цехе токсичных веществ – газообразного хлора, жидкого хлора, раствора хлористого кальция.
6.1.2 Безопасность производственной деятельности и мероприятия по ее обеспечению
Производство жидкого хлора связано с применением и производством вредных веществ, которые при неправильном обращении могут вызвать отравления и тяжелые травмы.
Главными условиями, обеспечивающими безопасность в производстве жидкого хлора, является соблюдение ведения технологического режима согласно регламента, соблюдение инструкций и правил использования оборудования.
Работникам цеха необходимо знать свойства применяемых химически вредных веществ, строго выполнять все инструкции и правила по пуску, остановке и нормальной эксплуатации цеха, аварийной остановке отдельных агрегатов и в целом всего цеха.
Хлор - зеленовато-желтый газ с характерным резким запахом. Легко сжижается в маслянистую желто-зеленую жидкость.
Хлор обладает токсичными свойствами, предельно-допустимая концентрация хлора в воздухе производственных помещений по санитарным нормам не выше 1 мг/куб.м. Вдыхание воздуха, содержащего 0,003 – 0,005 мг/л хлора вызывает сильное раздражение слизистой оболочки верхних дыхательных путей [13,С.70].
В очень небольших концентрациях хлор оказывает бактерицидное действие.
Класс опасности хлора - 2.
Рассол - раствор хлористого кальция, может иметь в своем составе аммиак, поэтому попадание раствора в глаза опасно.
Жидкий хлор: при температуре минус 15 С° при попадании на кожу вызывает обморожение. При разливе жидкого хлора он испаряется с образованием газообразного хлора, жидкий хлор токсичен. Предельно-допустимая концентрация - 1 мг/м3 [13,С.71].
Аппараты и трубопроводы с хлором должны быть герметичны. Нарушение герметичности может привести к загазованности хлором, отравлениям. Персонал производства жидкого хлора постоянно имеет при себе фильтрующие противогазы с коробками марок "Б", "М", "БКФ", а также изолирующие приборы. Спецодежда - согласно "Типовым отраслевым нормам выдачи спецодежды, спецобуви и предохранительных приспособлений". В атмосфере производственных помещений периодически определяется содержание хлора, оно не должно превышать ПДК.
Концентрационный верхний предел взрываемости хлора – 3,4 %, нижний – 14,5 %. Температура вспышки хлора 35 °С, воспламенения 410°С.
По степени взрывоопасности помещение установки относится к классу В. Для эксплуатации выбираем электрооборудование без средств взрывозащиты. Оболочка со степенью защиты не менее 1R44. Искрящие части электромашин должны быть заключены в оболочку со степенью защиты не менее IR44.
К средствам тушения при загорании относятся: противопожарный водопровод с необходимым количеством гидрантов, давление пожаротушения 0,6 МПа; химическая и воздушно-механическая пена; инертный газ; огнетушители типа ОП-5, ОУ-2; песок.
Все средства пожаротушения должны находиться в легкодоступных местах и содержаться согласно ГОСТ 12.4.009 ССБТ "Пожарная техника для объектов". К средствам защиты от распространения пожара относятся противопожарные стены и несгораемые перекрытия, предназначенные для локализации пожаров внутри зданий и сооружений.
Неисправность электрооборудования и его неправильная эксплуатация могут послужить причиной пожара или взрыва. К основным мерам защиты от статического электричества относятся: заземление оборудования и коммуникаций. Под защитным заземлением понимают преднамеренное соединение с землей нетоковедущих металлических частей электроустановок, которые могут оказаться под напряжением при нарушении электрической изоляции. Правилами устройства электроустановок защитное заземление нормируется по величине его сопротивления. Наибольшее сопротивление заземляющих устройств в установках напряжением до 1000 В и мощностью более 100 кВт должно быть не более 4 Ом. На проектируемой установке оно равно 4 Ом [14,С.180].
Молниезащита от прямых ударов молнии в наземные объекты осуществляется с помощью молниеотводов. Сопротивление молниезащитной системы на установке равно 4 Ом, т.к. контур заземления общий.
Основными индивидуальными защитными средствами для электроустановок до 1000 В являются: диэлектрические перчатки, инструмент с изолированными ручками, указатели напряжения и изолирующие клещи; дополнительные средства -диэлектрические калоши, резиновые коврики и изолирующие подставки.
На химических производствах с целью снижения опасности получения производственных травм, отравлений применяется комплекс норм и правил безопасного проведения работ.
Одним из основных условий безопасной эксплуатации кожухотрубчатого аппарата является компенсация температурных напряжений, возникающих в частности из-за различного расширения трубок и кожуха и создающих опасность повреждения и разгерметизации аппарата. При применении в качестве теплоносителей воды охлаждаемый продукт может попасть в линию водоснабжения, в канализационную систему и вызвать взрывы, пожары, отравления [14,С.225]
Температурные напряжения компенсируются различными приемами: иногда это достигается конструкцией трубного пучка или на кожухе устанавливают гибкие компенсаторы различного вида.
Для облегчения очистки в конструкции аппарата предусматривается удобный доступ к трубам с обоих концов, для этого крышки теплообменников должны легко сниматься, трубные пучки удобно выниматься. Очистка теплообменников трудоемкая, тяжелая и часто опасная работа.
6.2 Санитарно-технические мероприятия
6.2.1 Освещение
Для освещения производственных помещений применяются две системы искусственного освещения:
1) общее освещение, при котором осветительные приборы расположены под потолком помещения и освещают как рабочие поверхности, так и все помещение в целом;
2) комбинированное освещение, при котором помимо общего применяется также местное освещение.
Местным называется такое освещение, при котором осветительные приборы расположены непосредственно у рабочих мест и служат только для освещения рабочих поверхностей. Местное освещение должно обеспечить нормальную освещенность рабочих поверхностей и площадок помещения. Для основных производственных и вспомогательных помещений нефтехимических заводов установлены следующие нормы достаточной освещенности в люксах (лк):
помещения щитов КИП 75,
административные помещения 50
мастерские 50-75
уборные, умывальные, душевые 15
Аварийное освещение устанавливается с целью создания минимальной освещенности в производственном помещении на случай внезапного отключения рабочего освещения. Оно составляет не менее 5% от основного освещения, но не менее 2 лк. Выбираем подвесной светильник повышенной надежности типа НОГЛ-80 с люминесцентной лампой мощностью 80 Вт. Для эксплуатации принимаем светильник группы «Универсал» типа СПБ.
6.2.2 Вентиляция
Для обеспечения нормальных санитарно-гигиенических условий труда ввиду повышенной температуры в производственном помещении, на установке предусмотрена система общеобменной приточно-вытяжной вентиляции, позволяющей удалять при помощи одной установки загрязненный и перегретый воздух из всего объема помещения; чистый воздух для замещения удаленного подается при помощи другой установки. Отношение количества подаваемого воздуха к количеству удаляемого называется вентиляционным воздушным балансом. При равенстве притока и вытяжки баланс называется уравновешенным, при превышении притока над вытяжкой - положительным, в противном случае - отрицательным. Если баланс неуравновешен, то излишнее или недостающее количество воздуха выходит из помещения или поступает в него через неплотности в наружных заграждениях. Эта часть притока или вытяжки называется неорганизованной, так как места, через которые проникает воздух, и его объем нельзя точно определить. Объем подаваемого в помещение свежего воздуха, необходимого для удаления избыточного тепла и поддержания в помещении температуры, установленной санитарными нормами, определяется согласно СНиП 11-33.
Для вентиляции принимаем два двухсторонних центробежных вентилятора ЦУ 94/2, с довольно высоким критерием быстроходности - 94, т.е. вентилятор может обеспечить относительно высокую производительность 18000 м3 /ч. Кратность воздухообмена общеобменной вентиляции равна 50 [14,С.101].
Аварийная вентиляция служит вытяжкой, чтобы создать в помещении некоторое разряжение и тем самым предотвратить распространение газовых смесей в соседние помещения. Кратность воздухообмена аварийной вентиляции равна 30 [14,С.101].
Для аварийной вентиляции выбрали четыре вентилятора типа Ц-4 производительностью 3000 м3 /ч [14,С.110].
6.2.3 Отопление
В производственных помещениях, в которых постоянно или длительное время находится обслуживаемый персонал, предусматривают систему отопления. В помещениях, где температура обычно поддерживается технологическим оборудованием, должно иметься резервное отопительное устройство, позволяющее поддерживать температуру не ниже при ремонте оборудования.
Система отопления состоит из трех элементов:
1) генератора для получения тепловой энергии;
2) теплопроводов для транспортировки теплоносителя к отапливаемому помещению;
3) нагревательных приборов для передачи тепла в помещение.
В проектируемой установке используется отопительная система, в которой от одного генератора отапливается несколько помещений, называемая центральной отопительной системой. Водяное отопление осуществляется циркуляцией сетевой воды по нагревательным приборам и относится к сетевой воде, используемой на собственные нужды ТЭЦ.
В качестве теплоносителя для нагрева воздуха принимается перегретая вода с температурой до 150 °С. В производственных помещениях поддерживается температура 20 °С; в санузлах и лестничных клетках температура 20 °С[14, с,154].
6.2.4 Бытовые помещения
Помещения и устройства, которые предназначены для размещения службы быта, а также для культурного и санитарно-гигиенического обслуживания работников называются бытовыми. При проектировании установки с учетом группы производственных процессов в составе бытовых помещений предусматривается гардеробный блок. В один гардеробный блок объединяют гардеробные, душевые и умывальные помещения.
Гардеробные обеспечивают хранение личной одежды, спецодежды и спецобуви. Число мест для хранения одежды в гардеробных (при условии хранения одежды в шкафах) принимают равным списочному числу работающих. Душевые и умывальные размещают в смежных с гардеробными помещениях. Допускается размещение умывальников в гардеробных при условии, что расстояние от умывальников до шкафов с одеждой будет не менее 2 метров.[13,С.72]
При душевых помещениях предусматривают преддушевые. Преддушевые комнаты обеспечены скамейками и вешалками. Число душевых сеток проектировано из расчета три человека на одну душевую сетку и 15 человек на один умывальник в смену. При проектировании водоснабжения душевых учитывают, что расчетная продолжительность работы душевых составляет 45 минут для каждой смены.[13,С.72]
Уборные в производственных помещениях размещают равномерно по отношению к рабочим местам. Входы в уборные должны устраиваться через тамбуры с самозакрывающимися дверями. В тамбурах при уборных предусматривают умывальники из расчета один умывальник на четыре кабины.
Помещение для отдыха в рабочее время принимаем площадью 0,2 м2 на одного работающего, но не менее 18 м2 . Помещение для отдыха оборудуется умывальником с холодной и горячей водой, устройством питьевого водоснабжения и электрическим кипятильником [13,С.72].
Бытовые помещения изолированы от производственных помещений, особенно пожаро-, взрыво- и газоопасных. Допускается блокировка с такими помещениями, как щит КИПиА, конторские помещения и др.
6.2.5 Льготы для работающих
Так как на установке имеются вредные условия труда, то законодательством предусматривается система компенсации профессиональных вредностей.
Компенсацией профессиональных вредностей является дополнительный отпуск. Рабочим и служащим, занятым в данном производстве, выдается 0,5 литра молока в сутки или равноценные ему продукты питания. Кроме того, по установленным нормам бесплатно выдается мыло; для защиты кожного покрова рук и лица применяют различные мази, синтетические поверхностно-активные моющие вещества, хорошо смывающие грязь, жиры, но не раздражающие кожу. Все работники проходят обязательные медицинские осмотры, как предварительные, при приеме на работу, так и периодические медицинские осмотры.
Труд женщин в интересах охраны их труда и здоровья, запрещен на некоторых тяжелых и вредных работах. Так, женщинам законодательством установлена величина переносимого вручную по ровной поверхности груза массой не более 20 килограмм, при передвижении на тачке - 50 килограмм [13,С.73].
Особыми льготами пользуются беременные женщины. Запрещено привлекать к работам в ночное время, к сверхурочным работам, работам в выходные дни и направлять в командировку беременных женщин и кормящих грудью матерей, а также женщин, имеющих детей в возрасте до одного года. Администрация по врачебному заключению обязана переводить этих женщин на более легкую работу с сохранением среднего заработка по прежней работе.
Рабочим, занятым работой в ночное время, в праздничные дни, предусмотрена дополнительная оплата.
Работающие на установке пользуются льготами при выходе на пенсию: мужчины - в 55 лет, женщины - в 50 лет [13,С.73].
6.3 Экологичность проекта
6.3.1 Характеристика источников экологической опасности
Производство жидкого хлора связано с применением и производством вредных веществ, которые вредно действуют на человека и животных. Они являются агрессивными веществами, поэтому вызывают пожелтение растительности, в атмосфере образуются вторичные загрязнители, более опасные соединения. С целью предотвращения взрывоопасных смесей вышеназванных продуктов с воздухом, в емкостях, содержащих эти продукты, предусмотрено азотное дыхание. Все воздушки емкостей объединены в общий коллектор и направлены в печь сжигания газовых выбросов на установке производства триалата в цех N 24.
Все насосы, перекачивающие жидкие хлорорганические соединения, снабжены двойными торцевыми уплотнениями. В качестве затворной жидкости применяются масла МС-20.
6.3.2 Выбросы, их состав, количество и влияние на окружающую среду
Усиливающееся влияние деятельности человека на окружающую среду превратилось в одну из важнейших проблем, стоящих перед наукой. Существует два подхода к проблеме защиты окружающей среды. Первый - всеми технически доступными способами очищать вредные выбросы и создавать вокруг предприятий защитные зеленые зоны. Второй путь более трудный, но более перспективный - создать замкнутые, так называемые безотходные технологии, без выбросов и стоков. Под безотходной технологией принято понимать наиболее рациональное использование природных ресурсов и энергии, основанное на применении научных знаний, методов и средств, и позволяющее удовлетворить потребности человека и защитить окружающую среду. Таким образом, в этом определении подчеркивается основная цель безотходной технологии - обеспечение зашиты и улучшения окружающей среды и рациональное использование природных ресурсов и энергии в интересах человека.
Развитие мало- и безотходных технологий протекает по трем основным направлениям:
1) отходы одного вида производства становятся основным или одним из основных компонентов нового производства, причем наблюдается тенденция сочетания отходов от различных производств;
2) вместо применяемых способов внедряют принципиально новые, основанные на физических и химических процессах, протекающих с резким сокращением выбросов;
3) улучшают качество выпускаемой продукции или промежуточных продуктов, что достигается усовершенствованием технологических режимов и повышением общего уровня производства.
При современном состоянии производства решить все проблемы на основе только безотходной технологии практически невозможно. Поэтому охрана окружающей среды осуществляется сочетанием обоих методов: безотходной технологии и тщательной очистки и локализации существующих вредных газообразных, жидких и твердых сбросов.
В проектируемом производстве, несмотря на возрастающую его производительность незначительные выбросы вредных веществ остались прежними. Предупреждение выбросов вредных веществ осуществляется за счет снабжения насосов двойными торцевыми уплотнителями. Кроме того следует строго соблюдать меры технологического характера.
6.3.3 Водоснабжение производства и канализация, нормы расхода воды
В производстве применяется питьевая и промышленная вода.
Нормы по водоснабжению и канализации принимаем следующие:
а) количество хозяйственно-питьевой воды предусмотрено 25 литров на человека в смену;
б) расход воды в час на каждый кран умывальника 180-200 литров[14,С.200]
в) расход воды на получение одной тонны продукции 1,63 м3 .
Загрязненная вода отводится в существующую линию стоков, которые очищаются по комплексной схеме очистки.
В установке сточные воды отсутствуют, так как вода не используется в технологическом процессе.
6.4 Безопасность и экологичность проекта в чрезвычайных ситуациях.
Под устойчивостью работы промышленного объекта понимают способность объекта выпускать установленные виды продукции в объемах и номенклатуре, предусмотренных соответствующими планами в условиях чрезвычайной ситуации, а также приспособленность этого объекта к восстановлению в случае повреждения. Повышение устойчивости технических систем и объектов достигается главным образом организационно-техническими мероприятиями, которым всегда предшествует исследование устойчивости конкретного объекта.
На первом этапе исследования анализируют устойчивость и уязвимость элементов проектируемого производства в условиях чрезвычайной ситуации, а также оценивают опасность выхода из строя или разрушения элементов или всего объекта в целом. На этом этапе анализируют:
– надежность установок и технологического комплекса;
– последствия аварии отдельных элементов производства;
– распространение ударной волны по территории предприятия при взрывах сосудов, коммуникаций, ядерных зарядов и т. п.;
– распространение огня при пожарах различных видов;
– рассеивание веществ, высвобождающихся при чрезвычайной ситуации;
– возможность вторичного образования токсичных, пожаро- и взрывоопасных смесей и т. п., согласно [7, С. 354].
На втором этапе исследования разрабатывают мероприятия по повышению устойчивости и подготовке объекта к восстановлению после чрезвычайной ситуации. Эти мероприятия составляют основу плана-графика повышения устойчивости объекта. В плане указывают объем и стоимость планируемых работ, источники финансирования, основные материалы и их количество, машины и механизмы, рабочую силу, ответственных исполнителей, сроки выполнения и т. д. Исследование устойчивости функционирования проектируемого объекта начинается задолго до ввода его в эксплуатацию. На стадии проектирования это в той или иной степени делает проектант. Такое же исследование объекта проводится соответствующими службами на стадии технических, экономических, экологических и иных видов экспертиз. Каждая реконструкция или расширение объекта также требует нового исследования устойчивости, согласно [7, С. 354].
Цеховые здания и сооружения на ЗАО “Каустик” возводились по типовым проектам, из унифицированных материалов. Для реконструируемого промышленного объекта характерны общие факторы, влияющие на устойчивость объекта и подготовку его к работе в условиях чрезвычайной ситуации, согласно [7, С. 355].
При оценке внутренней планировки территории объекта определяется влияние плотности и типа застройки на возможность возникновения и распространения пожаров, образования завалов входов в убежища и проходов между зданиями.
В цехе производства жидкого хлора ЗАО “Каустик” источниками основных опасностей, связанных с особенностями технологического процесса являются:
- процесс сжижения хлора, нарушение параметров процесса таких как давление испаренного хлора и расход хлора ведет к разгерметизации оборудования следствием чего является загазованность производственного помещения токсичными и пожаро-, взрывоопасными продуктами.
- процесс испарения хлора, нарушение параметров процесса таких как давление и расход хлора, расход пара может привести к загоранию титановых трубопроводов и оборудования, загазованности производственного помещения хлором.
На предприятии ЗАО “Каустик” изучаются возможные изменения процесса производства во время чрезвычайной ситуации. Технологический процесс получения жидкого хлора на время чрезвычайной ситуации может претерпеть следующие изменения: изменение технологии или частичное прекращение производства. Оценивается возможность замены энергоносителей; возможность автономной работы отдельных станков, установок и цехов объекта; запасы и места расположения СДЯВ, ЛВЖ и горючих веществ; способы безаварийной остановки производства в условиях ЧС. Особое внимание уделяется изучению систем газоснабжения, поскольку разрушение этих систем может привести к появлению вторичных поражающих факторов, согласно [55, С. 357].
Персонал предприятия ЗАО “Каустик” специализированный на тушении пожара и ликвидации аварии, должен быть готовым к быстрым и эффективным действиям по пресечению распространения пожара или аварии, их ликвидации и к оказанию помощи людям, оказавшимся в зоне аварии.
В случае опасности на предприятии звуковые или другие сигналы извещают персонал цехов и служб, а также лиц, временно находящихся на территории предприятия, в том числе управляющих автотранспортом, доставляющих сырье и получающих готовую продукцию; обучающихся на производстве, строящих новые объекты и т. д.
Персонал предприятия ЗАО “Каустик” должен действовать в соответствии с типовым или индивидуальным планом ликвидации аварий.
К цеховому плану ликвидации аварий прилагаются следующие документы: планы помещений с указанием на них: основного оборудования и отключающей аппаратуры ручного и дистанционного управления; кто и в каких случаях должен проводить те или иные отключения или переключения; расположения аварийных средств защиты, мест пожарных извещателей, телефонов; схемы включения и действия предусмотренных по проекту спринклериных и дренчерных установок пожаротушения и других устройств: список ответственных и участвующих в ликвидации аварий должностных лиц, в том числе членов добровольной газоспасательной дружины, их домашние адреса и телефоны; инструкцию или технологический регламент об аварийной остановке производства; список инструментов, оборудования, средств защиты, требующихся при ликвидации аварий, и их местонахождение; перечень и точки нахождения газоопасных и особо пожароопасных мест и особенности работы в этих точках, согласно [7, C. 351].
В настоящее время большое внимание уделяется охране окружающей среды. Обязательные мероприятия по предотвращению загрязнения окружающей среды при разработке и организации технологических процессов и конструировании производственного оборудования указаны в “Санитарных правилах технологических процессов и гигиенических требованиях к производственному оборудованию”, согласно [7, C. 367].
На работоспособность промышленного объекта оказывают негативное влияние специфические условия и, прежде всего район его расположения. Он определяет уровень и вероятность воздействия опасных факторов природного происхождения (сейсмическое воздействие, сели, оползни, тайфуны, цунами, число гроз, ливневых дождей и т. д.). Поэтому большое внимание уделяется исследованию и анализу района расположения объекта. При этом выясняются метеорологические условия района (количество осадков, направление господствующих ветров, максимальная и минимальная температура самого жаркого и самого холодного месяца; изучается рельеф местности, характер грунта, глубина залегания подпочвенных вод, их химический состав). На устойчивость объекта влияют: характер застройки территории (структура, тип, плотность застройки), окружающие объект смежные производства, транспортные магистрали, естественные условия прилегающей местности (лесные массивы – источники пожаров, водные объекты – возможные транспортные коммуникации, огнепреградительные зоны и в то же время источники наводнений и т. п.), согласно [55, C. 369].
ЗАО “Каустик” расположено в зоне минимального воздействия опасных факторов со стороны окружающей среды. Местность находится в сейсмически не опасной зоне, здесь исключены сели, оползни, цунами, сильно повышенные или пониженные температуры. Характер грунта, рельеф местности позволяют говорить о хорошей устойчивости промышленного объекта. От предприятия удалены крупные лесные массивы – источники пожаров. Район расположения предприятия также может оказаться решающим фактором в обеспечении защиты и работоспособности объекта в случае выхода из строя штатных путей подачи исходного сырья или энергоносителей.
Так отсутствие реки вблизи объекта не позволит при разрушении железнодорожных или трубопроводных магистралей осуществить подачу материалов, сырья и комплектующих водным транспортом, согласно [55, C. 371].
Для определения размеров зон поражения при разгерметизации оборудования и выбросов хлорорганики в окружающую среду необходимо вначале спрогнозировать, какое количество жидкости или газа поступит в окружающую среду. Далее необходимо с учетом рельефа местности, климатических условий, планировки площадки рассчитать процесса растекания и испарения жидкости, а также рассеивания паров пролитой жидкости. Результатом такого расчета должны быть нанесенные на ситуационный план поля концентраций паров пролитой жидкости. На плане местности отмечают также динамику процесса рассеивания паров, прогнозируют изменение концентрации в различных точках местности по времени.
Ликвидация чрезвычайной ситуации на ЗАО “Каустик” осуществляется силами и средствами предприятий, учреждений и организаций независимо от их организационно-правовой формы, органов местного самоуправления, органов исполнительной власти субъектов РФ, на территории которых сложилась чрезвычайная ситуация, под руководством соответствующих комиссий по чрезвычайным ситуациям. К ликвидации ЧС могут привлекаться Вооруженные силы РФ, Войска гражданской обороны РФ, другие войска и воинские формирования в соответствии с законодательством Российской Федерации, согласно [55, C. 373].
Ликвидация чрезвычайной ситуации считается завершенной по окончании проведения аварийно-спасательных и других неотложных работ.
Спасательные и другие неотложные работы в очагах поражения включают:
– разведку очага поражения, в результате которой получают истинные данные о сложившейся обстановке;
– локализацию и тушение пожаров, спасение людей из горящих зданий;
– розыск и вскрытие заваленных защитных сооружений, розыск и извлечение из завалов пострадавших;
– оказание пострадавшим медицинской помощи, эвакуация пораженных в медицинские учреждения, эвакуация населения из зон возможного катастрофического воздействия (затопления, радиационного и другого заражения);
– санитарная обработка людей, обеззараживание транспорта, технических систем, зданий, сооружений и промышленных объектов;
– неотложные аварийно-восстановительные работы на промышленных объектах, согласно [55, C. 375].
Разведка в кратчайшие сроки должна установить характер и границы разрушений и пожаров, степень радиоактивного и иного вида заражения в различных районах очага, наличие пораженных людей и их состояние, возможные пути ввода спасательных формирований и эвакуации пострадавших. По данным разведки определяют объемы работ, уточняют способы ведения спасательных и аварийных работ, разрабатывают план ликвидации последствий чрезвычайного события, согласно [55, C. 76].
В планах ликвидации на последствий намечают конкретный перечень неотложных работ, устанавливают их очередность. С учетом объемов и сроков проведения спасательных работ определяют силы и средства их выполнения. В первую очередь в плане предусматриваются работы, направленные на прекращение воздействия внешнего фактора на объект (если это возможно), локализацию очага поражения, постановка средств, препятствующих распространению опасности по территории объекта. Для своевременного и успешного проведения спасательных работ планируется проведение целого ряда неотложных мероприятий:
– устройство проездов в завалах и на загрязненных участках, оборудование временных путей движения транспорта (так называемых колонных путей);
– локализация аварий на сетях коммунально-энергетических систем, восстановление отдельных поврежденных участков энергетических и водопроводных сетей и сооружений;
– укрепление и обрушение конструкций зданий и сооружений, препятствующих безопасному проведению спасательных работ.
В качестве спасательных сил используют обученные спасательные формирования, создаваемые заблаговременно, а также вновь сформированные подразделения из числа работников промышленного объекта (подразделений гражданской обороны объекта), согласно [26, С. 378].
Особое место в организации и ведении спасательных работ занимает поиск и освобождение из-под завалов пострадавших. Их поиск начинается с уцелевших подвальных помещений, дорожных сооружений, уличных подземных переходов, у наружных оконных и лестничных приямков, околостенных пространств нижних этажей зданий; далее обследуется весь, без исключения, участок спасательных работ. Люди могут находиться также в полостях завала, которые образуются в результате неполного обрушения крупных элементов и конструкций зданий. Спасение людей, попавших в завалы, начинают с тщательного осмотра завала, при этом устраняют условия, способствующие обрушению отдельных конструкций. Далее пытаются установить связь с попавшими в завалы (голосом или перестукиванием). Подходы к людям, находящимся в завале, следует вести очень быстро, избегая трудоемких работ. Работам по ликвидации очагов поражения ядовитыми веществами, как правило, предшествуют или проводятся одновременно мероприятия, направленные на снижение величины выброса и растекания ядовитых веществ на местное уменьшение интенсивности испарения ядовитых веществ и снижение глубины распространения зараженного воздуха. Для этого проводят работы по:
– заделывание отверстий на магистралях и емкостях;
– обваловывание мест разлива ядовитых веществ, устройство ловушек при отсутствии обваловки или поддонов для емкостей;
– постановка отсечных водяных завес на пути распространения облака зараженного воздуха (для снижения глубины его распространения).
После проведения этих мероприятий, направленных на снижение последствий разлива и выброса ядовитых веществ, обеззараживают территорию и ведут работы по восстановлению работоспособности промышленного проекта.
7 Экономическая часть
Целью данной дипломной работы является замена элементных кожухотрубчатых конденсаторов отделения конденсации хлора цеха №2 ЗАО "Каустик" на новые – кожухотрубчатые вертикальные, что позволит уменьшить площадь, занимаемую отделением, понизить металлоемкость и повысить эффективность процесса конденсации за счет увеличения удельной поверхности теплообмена. С этой целью были исследованы и рассчитаны экономико-производственные показатели отделения жидкого хлора цеха N2 ЗАО "Каустик".
Для расчетов показателей были использованы данные технологического процесса производства, данные отдела по труду и отдела капитального строительства ЗАО "Каустик".
Все содержащиеся в расчетах данные приведены на 1 января 2001 г.
7.1 Расчет производственной программы
Производственная программа устанавливает объем выпуска готовой продукции, соответствующей по качеству требованиям стандартов. Для определения эффективного фонда времени работы основного технологического оборудования отделения жидкого хлора составили годовой график работы оборудования.
Расчет количества рабочих дней за год представлен в таблице 7.1
Производственную мощность отделения конденсации М, т/год, определили по формуле
М = Е × П × Т, (7.1)
где М - производственная мощность конденсаторов, т/год;
Е - количество конденсаторов, штук;
П - технически возможная суточная производительность одного конденсатора т/ч;
Т - эффективный фонд рабочего времени конденсатора, дней.
Количество конденсаторов, необходимых для ведения технологического процесса приняли:
Е = 5 штук
Технически возможная суточная производительность одного конденсатора П, т/ч, приняли как:
П = Gхл × 24 (7.2)
где Gхл - выпуск жидкого хлора в час.
Согласно технологическим расчетам настоящей работы приняли:
Gхл = 3100 кг/ч = 3,1 т/ч
Технически возможная суточная производительность одного конденсатора П, т/ч, составила:
П = 3,1 × 24 = 74,4 т/сутки
Эффективный фонд времени Т, дней, определили согласно таблицы 7.1 настоящей работы:
Т = 326 дней
Производственная мощность отделения конденсации М, т/год, составила:
М = 5 74,4 326 = 121272 т/год
Таблица 7.1-Расчет количества рабочих дней за год.
| Фонд времени |
Продолжительность, дни |
| Календарный фонд времени |
365 |
| Регламентируемые перерывы: Капитальный ремонт Текущий ремонт по технологическим причинам по другим причинам Итого |
14 10 9 6 39 |
| Эффективный фонд времени |
326 |
На основе проектируемого объема выпуска продукции и принятых норм расхода рассчитываем потребность в основных и вспомогательных материалах, в энергии всех видов.
Расчет расходного контингента сырья, материалов, энергии в натуральном и стоимостном выражении представлен в таблице 7.2 настоящей работы:
Таблица 7.2 - Расчет контингента сырья, материалов, энергии в стоимостном выражении
| Наименование |
Цена за единицу ресурса, рублей |
Норма расхода на единицу готовой продукции |
Расходный контингент |
|
| Количество |
Сумма, рублей |
|||
| Хлоргаз, тн |
1100 |
1,0072 |
122145 |
134359674 |
| Холод, -28 °С |
467 |
0,155 |
18797 |
8778274 |
| Электроэнергия переменного тока, ткВтч |
551 |
0,0285 |
3456 |
1904395 |
| Пар, гКал |
190 |
0,0006 |
72,76 |
13825 |
| Вода оборотная, тм3 |
304 |
0,02 |
2425 |
737334 |
| Воздух, тм3 |
317 |
0,0245 |
2971 |
941859 |
| Азот, тм3 |
125 |
0,0486 |
5894 |
736727 |
7.2 Расчет капитальных вложений
| Наименование и характеристика оборудования |
Коли-чество единиц |
Сметная стоимость, руб |
Амортизация |
|
| норма, % |
сумма, руб |
|||
| 1 Основное оборудование |
||||
| Конденсатор, Поз. 2 |
7,0 |
827515,8 |
9,0 |
74476,4 |
| Ресивер, Поз. 59 |
1,0 |
14654,0 |
11,0 |
1611,9 |
| Абгазоотделитель, Поз. 3 |
7,0 |
133018,2 |
9,0 |
11971,6 |
| Испаритель, Поз. 4 |
2,0 |
43264,0 |
9,0 |
3893,8 |
| Танк жидкого хлора, Поз. 8 |
5,0 |
331420,0 |
11,0 |
36456,2 |
| Бак для рассола, Поз. 6 |
6,0 |
81341,0 |
8,3 |
6751,3 |
| 2 Вспомогательное оборудование |
||||
| КИПиА |
286242,6 |
17,0 |
48661,2 |
|
| Технологические трубопроводы |
429363,9 |
14,0 |
60110,9 |
|
| 3 Общая стоимость оборудования |
2146819,5 |
243933,5 |
||
| 4 Здания и сооружения |
178379475,0 |
2,5 |
4459486,9 |
|
| Итого по статьям 3 и 4 |
180526294,5 |
4703420,3 |
||
Расчет стоимости основных фондов действующего производства представим в таблице 7.3.
Таблица 7.3 - Расчет стоимости вновь вводимого основного оборудования
| Наименование и характеристика оборудования |
Количество еди-ниц |
Отпуск-ная цена, руб/ед |
Стоимость приобре- тения оборудова-ния, руб |
Транс-порт-ные расхо-ды, руб |
Заготовительно - склад-ские расходы, руб |
Затраты на монтаж, руб |
Сметная стои-мость, руб |
Амортизация |
|
| норма % |
сумма руб |
||||||||
| Конденсатор Поз. 2 |
5,0 |
44091,8 |
253528,1 |
12676,4 |
7605,8 |
50705,6 |
324516,0 |
9,0 |
29206 |
Нормативный срок службы существующих в отделении конденсаторов – 11 лет. С момента установки их срок службы составил 28 лет. Следовательно, остаточная стоимость оборудования, исключаемого из схемы, равна нулю.
Таблица 7.5 – Расчёт стоимости демонтируемого оборудования
| Наименование и характеристика оборудования |
Количество единиц |
Сметная стоимость, руб |
| Конденсатор, Поз. 2 |
7,0 |
827515,8 |
| Абгазоотделитель, Поз. 3 |
2,0 |
38005,2 |
| Итого: |
865521 |
Расходы на демонтаж существующего оборудования, исключаемого из схемы, укрупненно примем как 20% от стоимости этого оборудования.
ЦДЕМ = КД × 0,2
где ЦДЕМ – расходы на демонтаж;
КД – полная стоимость демонтируемых фондов, руб.
ЦДЕМ = 865521 × 0,2 = 173104 руб.
Таким образом, величина затрат на реконструкцию составит:
КРЕК = 324516 + 173104 = 497620 руб.
Сметную стоимость основного оборудования после реконструкции К1 определяли по формуле [3, С.99]:
K1 =Ко +Кд - Квыб , (7.3)
где Ко - сметная стоимость основного оборудования до реконструкции руб;
Кд - дополнительные затраты на реконструкцию оборудования руб;
Квыб – стоимость выбывающего оборудования, руб;
Сметная стоимость основного оборудования после реконструкции СРЕК составит:
СРЕК = 1431213 + 497620 – 865521 = 1063312 руб.
Величина амортизационных отчислений после реконструкции будет составлять
АРЕК = АО – АВЫБ + АВВ ,
где АО - амортизационные отчисления на основное оборудование до реконструкции, руб;
АВЫБ – амортизационные отчисления на выбывающее оборудование, руб;
АВВ - амортизационные отчисления на вновь вводимое оборудование, руб.
АРЕК = 135161 – 74476 – 3420,5 + 29206,4 = 86470,8 руб
Сводный расчет капитальных вложений и амортизационных отчислений представлен в таблице 7.6.
Таблица 7.6 – Капитальные вложения и амортизационные отчисления по отделению конденсации хлора
| Наименование |
До реконструкции |
После реконструкции |
||
| Стоимость, руб. |
Амортиза-ция, руб. |
Стоимость, руб |
Амортиза- ция, руб. |
|
| Здания и сооружения |
178379475,0 |
4459486,9 |
178379475,0 |
4459486,9 |
| Основное оборудование |
1431213,0 |
135161,3 |
1063312,2 |
86470,8 |
| Вспомогательное оборудование |
715606,5 |
108772,2 |
531656,1 |
80811,7 |
| Всего |
180526294,5 |
4703420,3 |
179974443,3 |
4626769,4 |
Таким образом, капитальные вложения на создание основных фондов отделения до реконструкции составляли 180628517 рублей, а после реконструкции составили 17997443 рублей.
7.3 Расчет показателей по труду и заработной плате
В результате реконструкции численность производственного персонала не изменяется. Производство – непрерывное, график работы – пятибригадный трехсменный, система оплаты труда – повременно-премиальная, условия труда – вредные.
Расчет баланса рабочего времени свели в таблицу 7.7.
Таблица 7.7 – Баланс рабочего времени
| Фонд времени |
Продолжительность, дни |
|
| для сменного персонала |
для дневного персонала |
|
| 1 Календарный фонд времени 2 Нерабочие дни: а) выходные б) праздничные Итого нерабочих дней 3 Номинальный фонд времени |
365 146 - 146 219 |
365 104 13 117 248 |
| 4 Невыходы на работу: а) очередной и дополнительный отпуск б) по болезни в) выполнение государственных и общественных обязанностей г) отпуск учащихся вечерней и заочной форм обучения Итого невыходов на работу 5 Эффективный фонд рабочего времени |
38 5 1 3 47 172 |
28 - - - 28 220 |
Данные по численности персонала свели в таблицу 7.8.
Таблица 7.8 – Расчет численности персонала
| Наименование специальности |
Тариф-ный разряд |
Явочная численность в смену |
Число смен в сутки |
Явочная численность в сутки, чел |
Списочная числен-ность, чел |
| 1 Основные рабочие |
|||||
| аппаратчик конденсации |
4 |
3 |
3 |
9 |
16 |
| аппаратчик испарения и абсорбции |
4 |
1 |
1 |
1 |
5 |
| 2 ИТР |
|||||
| Начальник цеха |
- |
1 |
1 |
1 |
1 |
| Зам начальника цеха |
- |
1 |
1 |
1 |
1 |
| Механик |
- |
1 |
1 |
1 |
1 |
| Энергетик |
- |
1 |
1 |
1 |
1 |
| Начальник отделения 201к |
- |
1 |
1 |
1 |
1 |
| Начальник отделения 119к |
- |
1 |
1 |
1 |
1 |
| Начальник отделения 101к |
- |
1 |
1 |
1 |
1 |
| Начальник отделения 114к |
- |
1 |
1 |
1 |
1 |
| Инженер-технолог 1 кат |
- |
1 |
1 |
1 |
1 |
| Инженер-технолог 2 кат |
- |
1 |
1 |
1 |
1 |
| Мастер по ремонту технологического оборудования |
- |
1 |
3 |
3 |
3 |
| Начальник смены |
- |
1 |
3 |
3 |
5 |
| Мастер смены |
- |
1 |
3 |
3 |
5 |
| Мастер по ремонту электрического оборудования |
- |
1 |
1 |
1 |
1 |
| Начальник подстанции |
- |
1 |
1 |
1 |
1 |
| Мастер цеха по отгрузке |
- |
1 |
1 |
1 |
1 |
| 3 Служащие |
|||||
| Табельщик |
- |
1 |
1 |
1 |
1 |
| 4 МОП |
|||||
| Уборщик служебных помещений |
- |
2 |
1 |
2 |
2 |
| Уборщик производственных помещений |
- |
4 |
1 |
4 |
4 |
| Итого |
23 |
27 |
|||
| Всего |
39 |
54 |
7.3.1 Расчет годового фонда заработной платы
Расчет производили для аппаратчика отделения конденсации.
Часовая тарифная ставка составила
tчас = 8,2 руб.
Оплату по тарифу От , тыс. руб., определяли согласно [3,С.99] по формуле
От = tчас · Тсм · Тэф · Чсп, (7.4)
где tчас – часовая тарифная ставка аппаратчика, тыс. руб.;
Тсм – продолжительность рабочей смены, часы;
Тэф – эффективный фонд рабочего времени аппаратчика, дни;
Чсп – списочная численность аппаратчиков, чел.
От = 8,2 · 10-3 · 6 · 172 · 16 = 135,9 тыс. руб.
Премию за 100% выполнение установленного задания Оп, тыс. руб., определяли согласно [3,С.99] по формуле
 (7.5)
(7.5)
где КП – коэффициент премирования за 100% выполнение установленного задания, %.
Коэффициент премирования Кп , %, приняли Кп = 50 %

Доплату за работу в праздничные дни Опр , тыс. руб., определяли согласно
[3,С.99] по формуле
Опр
= tчас
· Тсм
· nпр
· ![]() (7.6)
(7.6)
где nпр – число праздничных дней в году, дни;
![]() – явочная численность в сутки, чел.
– явочная численность в сутки, чел.
Опр = 8,2 · 10-3 · 6 · 13 · 9 = 17,332 тыс. руб.
Доплату за работу в ночное время Он, тыс. руб., определяли согласно
[3,С.99] по формуле
 (7.7)
(7.7)
где 0,5 – коэффициент доплаты за каждый час работы.

Доплату за работу в вечернее время Он, тыс. руб., определяли согласно
[3,С.99] по формуле
 (7.8)
(7.8)
где 0,2 – коэффициент доплаты за каждый час работы.

Доплату за вредные условия труда Овр , тыс. руб., определяли согласно
[3,С.99] по формуле
![]() (7.9)
(7.9)
где Квр – коэффициент доплаты за вредные условия труда, %.
Коэффициент доплаты за вредные условия труда Квр , %, приняли
Квр = 15 %

Итого, основной фонд зарплаты
Зосн = 135,9 + 67,95 + 17,332 + 22,65 + 9,06 + 20,38 = 273,27 тыс. руб.
Оплату отпуска Оотп , тыс. руб., оплату за выполнение общественных и государственных обязанностей Ооб , тыс. руб., ученического отпуска, Оуч, тыс. руб., определяли согласно [3,С.99] по формулам
Оотп = (Зосн /Тэф ) · nотп , (7.10)
Ооб = (Зосн /Тэф ) · nоб (7.11)
Оуч = (Зосн /Тэф ) · nуч (7.12)
где nотл , nоб , nуч – соответственно продолжительность отпуска, выполнение общественных и государственных обязанностей, ученического отпуска, дни.
Оотп = (273,27/172) · 38 = 60,37 тыс. руб.,
Ооб = (273,27/172) · 1 = 1,59 тыс. руб.
Оуч = (273,27/172) · 3 = 4,77 тыс. руб.
Итого, дополнительный фонд зарплаты
Здоп = 60,37 + 1,59 + 4,77 = 66,73 тыс. руб.
Общий фонд зарплаты Зобщ , тыс. руб., определяли согласно [3,С.99] по формуле
Зобщ = Зосн + Здоп , (7.13)
где Зосн и Здоп – соответственно основной и дополнительный фонд зарплаты, тыс. руб.
Зобщ = 273,27 + 66,73 = 340 тыс. руб.
Доплату за районные условия Зр.к , тыс. руб., определяли по формуле
Зр.к = 0,15 × Зобщ , (7.14)
где 0,15 – 15% районный коэффициент по Уралу.
Зр.к = 0,15 × 340 = 51 тыс. руб.
Годовой фонд зарплаты Зг , тыс. руб., определяли согласно [3,С.100] по формуле
Зг = Зобщ + Зрк (7.15)
Зг = 340 + 51 = 391 тыс. руб.
7.3.2 Расчет годового фонда заработной платы для ИТР
Расчет произвели для начальника отделения.
Месячный оклад Ом , тыс. руб., приняли
Ом = 3,728 тыс. руб.
Оплату по тарифу От , тыс. руб., определяли согласно [3,С.100] по формуле
От = Ом × Чсп × 11, (7.16)
где Чсп – списочная численность, чел.
От = 3,728 × 1 × 11 = 41 тыс. руб.
Премию за 100% выполнение установленного задания Оп , тыс. руб., определяли согласно [3,С.100] по формуле
 (7.17)
(7.17)
где Кп – коэффициент премирования за 100 % выполнение установочного задания, %.
Коэффициент доплаты за вредные условия труда Квр , %, приняли
Квр = 15 %
Итого, основной фонд зарплаты начальника отделения
Зосн = 41 + 20,5 + 6,151 = 67,66 тыс. руб.
Дополнительный фонд зарплаты Здоп , тыс. руб., определяли согласно
[3,С.100] по формуле
Здоп = Ом · Чсп · К′, (7.18)
где К′ – коэффициент, учитывающий отпускные.
Зобщ = 3,728 · 1 · 1,6 = 5,96 тыс. руб.
Итого, общий фонд зарплаты начальника отделения
Зобщ = 67,66 + 5,96 = 73,62 тыс. руб.
Доплату за районные условия Зрк , тыс. руб., определяли согласно [3,С.100] по формуле
Зрк = 0,15 · Зобщ (7.19)
Зрк = 0,15 × 73,62 = 11,044 тыс. руб.
Итого, годовой фонд зарплаты начальника отделения
Зг = 73,62 + 11,044 = 84,67 тыс. руб.
Годовой фонд зарплаты для остальных рабочих определяли аналогично и свели в таблицы 7.9 и 7.10.
7.3.3 Расчет расходов на содержание и эксплуатацию оборудования и цеховых расходов
Расчет расходов на содержание и эксплуатацию оборудования представили в таблице 7.11
Таблица 7.11 – Расчет расходов на содержание и эксплуатацию оборудования
| Наименование затрат |
До реконструкции, руб |
После реконструкции, руб |
| 1 Амортизационные отчисления |
135161,3 |
86470,8 |
| 2 Расходы по эксплуатации машин и механизмов |
128809,2 |
63798,7 |
| 3 Расходы на текущий ремонт |
171745,6 |
127597,5 |
| 4 Прочие |
2178,6 |
1389,3 |
| Всего |
437894,6 |
279256,3 |
Примечание
1 Значение амортизационных отчислений – смотри таблицу 7.6.
2 Расходы на эксплуатацию оборудования принимали в размере 4% от его стоимости.
3 Расходы на текущий и капитальный ремонт принимали в размере 8% от стоимости оборудования.
4 Прочие расходы принимали в размере 0,5% от суммы статей с 1 по 5.
Смету цеховых расходов представили в таблице 7.12.
Таблица 7.12 – Смета цеховых расходов
| Статьи расходов |
Сумма, р. |
| 1 Основная и дополнительная зарплата ИТР |
2836996,9 |
| 2 Отчисления на соц. нужды |
1061036,8 |
| 3 Амортизация зданий |
4459486,9 |
| 4 Текущий ремонт и содержание зданий и сооружений |
312164,1 |
| 5 Расходы по охране труда |
425549,5 |
| 6 Прочие |
454761,7 |
| Всего |
9549995,9 |
Примечание
1 Данные по статье 1 – смотри таблицу 7.10.
2 Отчисления на социальные нужды принимали согласно положению на предприятии в размере 37,4 % от статьи 1.
3 Амортизация зданий и сооружений – смотри таблицу 7.6.
4 Содержание, текущий ремонт зданий и сооружений принимали согласно [37, С. 10] в размере 7 % от стоимости.
5 Расходы по охране труда принимали согласно [3, С. 10] в размере 15 % от зарплаты работников цеха.
6 Прочие расходы принимали согласно [ 3, С. 10] в размере 5 % от суммы статей с 1 по 5.
Величину цеховых расходов, приходящихся на отделение конденсации, определим пропорционально доле основных фондов, приходящихся на отделение:
 .
.
7.4 Расчет себестоимости продукции
Калькуляцию себестоимости одной тонны жидкого хлора до и после реконструкции свели соответственно в таблицы 7.13 и 7.14.
| Статьи затрат |
На единицу продукции |
На весь выпуск |
|||
| Коли-чество |
Цена, руб |
Сумма, руб |
Коли-чество |
Сумма, руб |
|
| 1 Полуфабрикаты собственного производства |
|||||
| Хлоргаз, тн |
1,0072 |
1100 |
1107,92 |
122145,16 |
134359674 |
| 2 Топливо и энергия на технологические цели |
|||||
| Холод -28 С |
0,155 |
467 |
72,39 |
18797,16 |
8778274 |
| Электроэнергия переменного тока, ткВтч |
0,0285 |
551 |
15,70 |
3456,25 |
1904395 |
| Пар, гКал |
0,0006 |
190 |
0,11 |
72,76 |
13825 |
| Вода оборотная, тм3 |
0,02 |
304 |
6,08 |
2425,44 |
737334 |
| Воздух, тм3 |
0,0245 |
317 |
7,77 |
2971,16 |
941859 |
| Азот, тм3 |
0,0486 |
125 |
6,08 |
5893,82 |
736727 |
| Основная и дополнительная заработная плата основных рабочих |
4,2 |
504338,4 |
|||
| Отчисления на социальные нужды |
1,6 |
188623 |
|||
| Расходы на содержание и эксплуатацию оборудования |
3,6 |
437894,6 |
|||
| Цеховые расходы |
8,3 |
1004170,2 |
|||
| Итого цеховая себестоимость |
1233,6 |
149607114 |
|||
| Общезаводские расходы |
2,6 |
320254 |
|||
| Итого общезаводская себестоимость |
1236,3 |
149927368 |
|||
| Внепроизводственные расходы |
24,7 |
2998547 |
|||
| Полная себестоимость продукции |
1261,0 |
152925915 |
|||
Таблица 7.14 - Калькуляция себестоимости жидкого хлора после реконструкции
| Статьи затрат |
На единицу продукции |
На весь выпуск |
|||
| Коли-чество |
Цена, руб |
Сумма, руб |
Коли-чество |
Сумма, руб |
|
| 1 Полуфабрикаты собственного производства |
|||||
| Хлоргаз, тн |
1,0072 |
1100 |
1107,92 |
122145,16 |
134359674 |
| 2 Топливо и энергия на технологические цели |
|||||
| Холод -28 С |
0,155 |
467 |
72,39 |
18797,16 |
8778274 |
| Электроэнергия переменного тока, ткВтч |
0,0285 |
551 |
15,70 |
3456,25 |
1904395 |
| Пар, гКал |
0,0006 |
190 |
0,11 |
72,76 |
13825 |
| Вода оборотная, тм3 |
0,02 |
304 |
6,08 |
2425,44 |
737334 |
| Воздух, тм3 |
0,0245 |
317 |
7,77 |
2971,16 |
941859 |
| Азот, тм3 |
0,0486 |
125 |
6,08 |
5893,82 |
736727 |
| Основная и дополнительная заработная плата основных рабочих |
4,2 |
504338,4 |
|||
| Отчисления на социальные нужды |
1,6 |
188622,6 |
|||
| Расходы на содержание и эксплуатацию оборудования |
2,3 |
279256,3 |
|||
| Цеховые расходы |
8,3 |
1004170,2 |
|||
| Итого цеховая себестоимость |
1232,3 |
149448476 |
|||
| Общезаводские расходы |
2,4 |
320253,9 |
|||
| Итого общезаводская себестоимость |
1234,8 |
149768730 |
|||
| Внепроизводственные расходы |
24,7 |
2995375 |
|||
| Полная себестоимость продукции |
1259,5 |
152764104 |
|||
7.5 Обоснование экономической эффективности проектного решения
Прибыль П определяли по формуле [ 4 ]:
П = (Ц – С) × М, (7.21)
где Ц - оптовая цена продукции, руб/т;
С - себестоимость одной тонны продукции, руб;
до реконструкции Со , после реконструкции C1 ;
М - мощность производства, т/год;
до реконструкции Мо , после реконструкции M1 ;
По = (1600 – 1261)×121272 = 41109285 руб/год
П1 = (1600 – 1259,5)×121272 = 41295367 руб/год
Фондоотдачу Ф определяли по формуле [ 4 ]:
Ф = ![]() , (7.22)
, (7.22)
где М - мощность производства, т/год;
до реконструкции Мо , после реконструкции M1 ;
Ц - оптовая цена продукции, р/т;
Фср - средняя стоимость основных фондов, руб;
до реконструкции Фсро , после реконструкции Фрс1 ;
Фо
= ![]() = 1,075 р/р
= 1,075 р/р
ф1
= ![]() = 1,078 р/р
= 1,078 р/р
Рентабельность продукции Р определяли по формуле [ 4 ]:
Р = ![]() (7.23)
(7.23)
где Ц - оптовая цена продукции, р/т;
С - себестоимость одной тонны продукции, р;
до реконструкции Со , после реконструкции C1 ;
Ро
= ![]() = 22,77 %
= 22,77 %
P1
= ![]() ×100 = 22,945 %
×100 = 22,945 %
Годовую экономию от реконструкции Эгод определяли по формуле [ 4 ]:
Эгод = (Со – C1 )×M (7.24)
где Со - себестоимость одной тонны продукции до реконструкции, руб;
C1 - себестоимость одной тонны продукции после реконструкции, руб;
М - мощность производства после реконструкции, т/год;
Эгод = (1261 – 1259,5)×121272 = 186083 руб.
Срок окупаемости дополнительных затрат Тко , год, определяли по формуле
Ток
= ![]() , (7.25)
, (7.25)
где Кд - дополнительные капитальные затраты на реконструкцию, руб.;
Эгод - годовая экономия от реконструкции, руб.
Ток
= ![]() = 2,674 года
= 2,674 года
Основные технико-экономические показатели по производству жидкого хлора представлены в таблице 7.15.
Благодаря реконструкции отделения конденсации хлора получили снижение себестоимости жидкого хлора на 1,534 руб/т и рост рентабельности продукции на 0,173 %. Срок окупаемости дополнительных капитальных вложений 2,67 года, что меньше нормативного срока окупаемости для реконструкции, составляющего 3 года. Следовательно, проведение реконструкции отделения конденсации хлора цеха №2 ЗАО “Каустик” экономически выгодно.
Таблица 7.15 - Основные технико-экономические показатели производства
| Наименование |
До реконструк-ции |
После реконструк-ции |
| Мощность, т/год. |
121272 |
121272 |
| Себестоимость 1 тонны, руб. |
1261 |
1259,5 |
| Численность п.п.п., чел. |
54 |
54 |
| Производительность труда, т год/чел |
2245,78 |
2245,78 |
| Фондоотдача, руб/руб |
1,0748 |
1,078 |
| Рентабельность продукции, % |
22,77 |
22,95 |
| Прибыль, руб/год |
41109285,08 |
41295367,7 |
| Дополнительные кап.затраты, руб |
497620,2 |
|
| Годовой экономический эффект от реконструкции, руб |
186082,6 |
|
| Срок окупаемости дополнительных капитальных вложений, год |
2,674 |
Список использованных источников
1 Белов С.В. Охрана окружающей среды. – М.: Высшая школа, 1991. – 320 с.
2 Бесчастнов М.В. Взрывобезопасность и противоаварийная защита химико-технологических процессов. – М. Химия, 1983. – 472 с., ил.
3 Гузенков П.Г. Краткий справочник к расчетам деталей машин. – М.: Высшая школа, 1968. - 456 с.
4 Дытнерский Ю.И. Основные процессы и аппараты химической технологии. – М.: Химия, 1989. – 496 с.
5 Клюев А.С. Автоматическое регулирование. – М.: Высшая школа, 1986. – 351 с.
6 Кораблев В.П. Электробезопасность химических предприятий. – М. Химия, 1977. – 232 с.
7 Кошаровский Б.Д. Автоматические приборы, регуляторы и вычислительные системы. Справочное пособие. – Л.: Машиностроение, 1976. – 488 с.
8 Кузмак Е.М. Основы технологии аппаратостроения. – М.: Недра, 1967. – 468 с.
9 Кулаков М.В. Технологические измерения и приборы для химических производств. – М.: Машиностроение, 1983. – 424 с.
10 Лазарев Н.В. Вредные вещества в промышленности. – Л.: Химия, 1976. т.3. – 608 с.
11 Лащинский А.А. Конструирование сварных химических аппаратов. Справочник. – Л.: Машиностроение, 1981. – 382 с.
12 Макаров Г.В. Охрана труда в химической промышленности. – М.: Химия, 1989. – 496 с.
13 Михалев М.Ф. Расчет и конструирование машин и аппаратов химических производств. - Л.: Машиностроение, 1984. – 301 с.
14 Полоцкий Л.М., Лапшенков Г.И. Автоматизация химических производств. – М.: Химия, 1982. – 296 с.
15 Бажан П.И., Каневец Г.Е., Селиверстов В.М. Справочник по теплообменным аппаратам. – М.: Машиностроение, 1989. – 368 с., ил.
16 Градиль В.Т., Моргун А.И., Егоршин Р.А. Справочник по единой системе конструкторской документации. – Х.: Прапор, 1988. – 255 с.
17 Гусев Ю.Н., Карасев И.Н., Иванов Э.Э. Конструирование и расчет машин химических производств. – М.: Машиностроение, 1985. – 408 с.
18 Макаров Г.В., Васин А.Я., Маринина Л.И. Охрана труда в химической промышленности. – М.: Химия, 1989. – 496 с.
19 Павлов К.Ф., Романков П.Г., Носков А.А. Примеры и задачи процессов и аппаратов химической технологии. Л.: Химия, 1987. – 576 с., ил.
20 Бакулин Д.А., Будыхо В.М., Клименко В.Л. и др. Сборник задач и деловых игр по организации, планированию и управлению производством на предприятиях химической промышленности. – Л.: Химия, 1991. – 192 с.
21 Васильев В.З., Шапошников К.А., Лохтев А.А., Цацкин В.С. Справочные таблицы по деталям машин. – М.: Машиностроение, 1965. – 668 с.
22 А.с. 1126795. Бюллетень “Открытия и изобретения”. Номер 44, 1984 г.
23 А.с. 1765636. Бюллетень “Открытия и изобретения”. Номер 12, 1990 г.
24 А.с. 2107987. Бюллетень “Открытия и изобретения”. Номер 8, 1991 г.
25 А.с. 2357756. Бюллетень “Открытия и изобретения”. Номер 11, 1991 г.
26 А.с. 2657159. Бюллетень “Открытия и изобретения”. Номер 13, 1991 г.
27 А.с. 2980653. Бюллетень “Открытия и изобретения”. Номер 33, 1991 г.
Похожие рефераты:
Проектирование тепловой электрической станции для обеспечения города с населением 190 тысяч жителей
Медико-тактическая характеристика чрезвычайной ситуации, связанной с аварийным выбросом хлора
Проектирование адиабатной выпарной установки термического обессоливания воды
Проект реконструкции цеха первичной переработки нефти и получения битума на ОАО «Сургутнефтегаз»
Расчет охладителя конденсата пара
Подбор теплообменника для проведения процесса охлаждения и конденсации пара толуола
Усовершенствование технологии установки висбрекинга
Расчет теплообменного аппарата