| Похожие рефераты | Скачать .docx |
Курсовая работа: Расчет и выбор посадок для различных соединений
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ РФ
ОРЛОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Приборостроение, метрология и сертификация»
КУРСОВАЯ РАБОТА
по дисциплине «Метрология, стандартизация и сертификация»
Выполнил: студент Филимонов С. В.
группа 22-Т(у)
Специальность: 120100 «Технология машиностроения»
Руководитель:
к.т.н., доцент Лисовская З.П.
Орел, 2005
Содержание
Введение
1. Анализ устройства и принципа действия сборочной единицы
2. Расчет и выбор посадок подшипников качения
3. Выбор посадок для типовых гладких цилиндрических соединений
4. Расчет размеров и выбор конструкций гладких предельных калибров
5. Выбор посадки шлицевого соединения
6. Определение точностных характеристик резьбового соединения
7. Определение точностных характеристик зубчатого зацепления
8. Расчет размерной цепи
Список использованных источников
Введение
Состояние высокоразвитых государств обусловлено в основном уровнем их научно-технического прогресса, важнейшей целью которого является выпуск высококачественной продукции в необходимом количестве, с наименьшими затратами и в кратчайшие сроки. Первоочередной задачей для разрешения стала проблема повышения качества и конкурентоспособности различных изделий и услуг. Метрология, стандартизация и сертификация являются инструментами обеспечения качества продукции, работ и услуг. По стандартам изготавливают огромное количество изделий на специализированных предприятиях, что снижает их стоимость и увеличивает качество изготовления. Стандарты на процессы, услуги, документы содержат те правила и нормы, которые должны знать и выполнять и специалисты промышленности, и специалисты торговли.
Для обеспечения конкурентоспособности поставщик должен подкрепить выпуск товара сертификатом на систему качества. При этом наибольшее доверие у потребителей вызывает сертификат на систему качества. Для надежного функционирования системы качества персонал предприятия, а в частности отдел технического контроля, должен знать и грамотно применять правила метрологии, стандартизации и сертификации. Соблюдение правил метрологии на различных этапах изготовления продукции позволяет свести к минимуму потери от недостоверных результатов измерений. Известно, что основной задачей конструктора является создание новых и модернизация существующих машин и приборов, изготовление чертежей и др. технической документации, обеспечивая её высокий технический уровень, качество, технологичность и экономичность изделия. Решение этой задачи в значительной степени связано с правильным нормированием точности изготовления изделий. Сюда относится правильный выбор размеров, назначение допусков размеров, формы и расположения поверхностей, нормирование шероховатости, зазоров и натягов.
Целью курсовой работы является расчет и выбор посадок для различных соединений, исходя из назначения соединения, назначения сборочной единицы и условий работы.
1. Анализ устройства и принципа действия сборочной единицы
Заданная сборочная единица предназначена для передачи крутящего момента. Крутящий момент с зубчатых колес 7 и 12 передается при помощи шлицевого соединения на вал 4.
Вал 4 опирается на втулки 2 и 9, которые в свою очередь по наружным диаметрам находятся в корпусе 1 и крышке 8 и имеет тепловой зазор для компенсации теплового удлинения вала 1. Для предотвращения сближения втулки 2, между ней и зубчатым колесом 7 устанавливают распорную втулку. С целью уменьшения трения, свободную полость внутри корпуса заполняют смазывающим веществом. Благодаря шпоночному соединению вала 4 и муфты 5 крутящий момент передается на другие детали и узлы механизма.
Зубчатое колесо 7 должно сопрягаться с валом 4 по переходной посадке с целью облегчения легкости монтажа и возможного демонтажа во время ремонта и одновременно для обеспечения хорошей центрации зубчатого колеса 7 и вала 4. Для сохранения посадки контактирующие поверхности вала 4 и колеса 7 подвергаются шлифованию.
Зубчатое колесо 12 должно сопрягаться зубчатым колесом 7 по посадке с натягом с целью от передачи крутящего момента и предотвращения его проворачивания.
Втулки 2 и 9 сопрягаются с валом 4 по посадке с зазором В корпусе 1 и крышке 8 втулки размещаются по посадке c натягом с целью предотвращения проворачивания и износа корпуса и. Поверхности, сопрягаемые с втулками необходимо подвергнуть шлифованию с целью уменьшения гребешков микронеровностей, которые при работе могут сминаться и повлечь увеличение зазора, что недопустимо для правильной работы механизма. К поверхностям вала 4, корпуса 1 и крышки 8 в местах сопряженных с подшипником предъявляются высокие требования к соосности, круглости и профиля продольного сечения.
Болты 14 М12х1,25 предназначены для притяжки крышек к корпусу. Мелкая резьба у них выполнена для избежания самопроизвольного раскручивания и для более сильной притяжки.
В сборке отдельные детали связаны друг с другом, поэтому отклонение размеров формы и расположения осей или поверхностей одной какой-либо из деталей вызывает отклонения размеров или формы в сборочной единице. Суммируясь, они оказывают влияние на качественные характеристики.
2. Выбор посадок для типовых гладких цилиндрических соединений
Определяются точностные характеристики сопрягаемых деталей и сопряжений.
Исходя из назначения и условий работы цилиндрических соединений выбираются посадки:
Посадка с зазором.
D1 = Æ50 мм
мм
ES = + 0,03 es= –0,025
EI = 0 ei = –0,064
TD = 0,03 Td = 0,039
Smin = EI – es =0–(–0,025)= 0,025 мм.
Smax = ES – ei = 0,03–(– 0,064)= 0,094 мм.
TS = Smax - Smin = 0,094 – 0,025 = 0,069 мм.
Посадка с натягом
D3 = Æ60  мм
мм
ES = +0,03 es = +0,060
EI = 0 ei = +0,041
TD = 0,03 Td = 0,019
Nmin = ei– ES= 0,041– 0,02= 0,021мм.
Nmax = es– EI = 0,060 – 0 = 0,060 мм.
TN = Nmax– Nmin =0,060 – 0,021 = 0,039 мм.
Результаты вычислений выносятся в таблицу:
Таблица 2.1
Обозначение соединения |
Вид посадки | Точностные характеристики, мм | ||
| Smax | Smin | TS | ||
| Æ50 |
С зазором | 0,094 | 0,025 | 0,069 |
Обозначение соединения |
Вид посадки | Точностные характеристики, мм | ||
| Nmin | Nmax | TN | ||
| Æ60 |
С натягом | 0,021 | 0,060 | 0,039 |
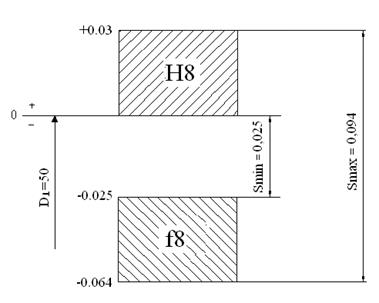
Рисунок 2.1 - Схема расположения полей допусков посадки с зазором
D1=Æ50мм
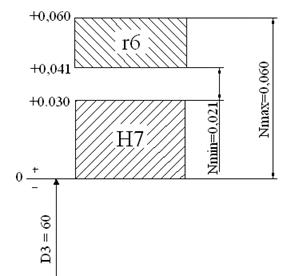
Рисунок 2.2 - Схема расположения полей допусков переходной посадки
D
3 =
Æ
60
мм
3. Расчет размеров и выбор конструкций гладких предельных калибров
Находятся размеры контролируемых деталей с учетом известных полей допусков и предельных отклонений.
Для калибра-пробки:
Æ60Н7![]() мм
мм
Dmax => НЕ Dmax= 60,03 мм
Dmin => ПР Dmin=60 мм
Для калибра-скобы:
Æ60r6![]() мм
мм
dmax => НЕ dmax= 60,060 мм
dmin => ПР dmin= 60,041 мм
3.2. Рассчитываются исполнительные размеры калибров.
Для калибра-пробки:
z=4мкм; H=5 мкм; y =3 мкм [1], таблица.Д.1
ПРнов.min = Dmin + z– H/2 = 60+0,004-0,0025= 60,0015 мм
ПРнов.max = Dmin + z + H/2 = 60+0,004+0,0025= 60,0065 мм
ПРизн = Dmin – y = 60 – 0,003 = 59.997 мм
ПРисп = ПРнов.max –Н = 60,0065-0,005 мм
НЕmin = Dmax–H/2 = 60,003-0,0025=60,0005 мм
НЕmax =Dmax+H/2 = 60,003+0,0025=60,0055 мм
НЕисп = НЕmax –H = 60,0055 -0,005 мм
Для калибра-скобы:z1=0,004H1/2 =0,0025 Н1=0,005 y1 =0,003
z1 = 4 мкм; H1 = 5 мкм; y1 = 3 мкм [1], табл.Д.1
ПРнов.min = dmax– z1 - H1/2 = 60,060 –0,004 – 0,0015= 60,0545 мм
ПРнов.max= dmax– z1 + H1/2 = 60,060 – 0,004 + 0,0015= 60,0575 мм
ПРизн = dmax+ y1 = 60,060 + 0,003 = 60,063 мм
ПРисп = ПРнов.max +H1=60,0575 +0,005 мм
НЕmin = dmin - H1/2 = 60,041 –0,0025 = 60,0385 мм
НЕmax = dmin + H1/2 = 60,041 +0,0025 = 60,0435 мм
НЕисп = НЕmin+H1 = 60,0385 +0,005 мм
подшипник соединение посадка
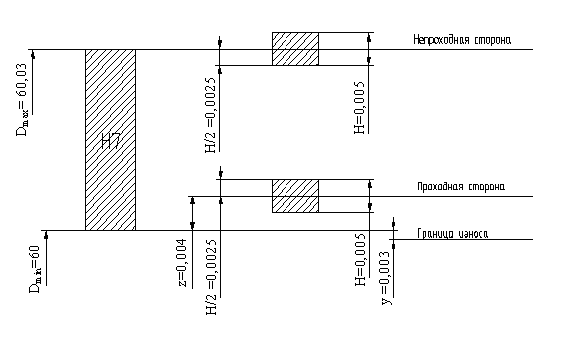
Рисунок 3.1 -
Схема расположения полей допусков калибра-пробки
Æ
60Н7![]() мм
мм
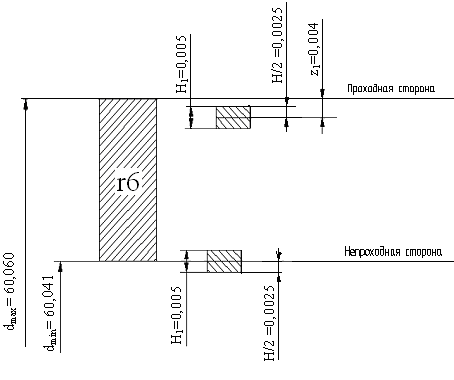
Рисунок 3.2 - Схема расположения полей допусков калибра-скобы
Æ
60
r
6
![]() мм
мм
4. Расчет и выбор посадок подшипников качения
Определяются номинальные размеры конструктивных элементов заданного подшипника и вид нагружения колец подшипника.
Исходные данные:
Диаметр внутреннего кольца d = 40 мм
Диаметр наружного кольца D = 90 мм
Ширина кольца B = 23 мм
Ширина фаски кольца r = 2,5 мм
Радиальная реакция опоры R = 4,5 кН
Перегрузка 180%
Вид нагружения колец подшипника:
внутреннее кольцо – циркуляционные нагружения [1], таблица Е.1
внешнее кольцо – местные нагружения [1], таблица Е.1
Выбираются поля допусков колец подшипника.
Определяются предельные отклонения колец подшипников.
Подшипник 0 класса точности.
Диаметра отверстия внутреннего кольца: Æ40L0(-0,012) мм [3] страница 806 таблица 4.72
Диаметра наружного кольца: Æ90l0(-0,015) мм [3] страница 808 таблица. 4.73
Выбор поля допуска вала, сопряженного с подшипником
Рассчитывается значение интенсивности радиальной нагрузки Pr:
Pr=![]() =
=![]() =450 Кн/м
=450 Кн/м
где R – радиальная реакция опоры на подшипник; R=4,5 Кн
b – рабочая ширина посадочного места, м; b=B-2![]() r=0,023-2
r=0,023-2![]() 0,0025=0,018
0,0025=0,018
r – ширина фаски кольца подшипника; 0,0021 м
k1 – динамический коэффициент посадки; k1=1,8, так как перегрузка более 150%
k2 – коэффициент, учитывающий степень ослабления посадочного натяга; k2=1
k3 – коэффициент неравномерности распределения радиальной нагрузки Pr; k3=1
По найденному значению Pr находится поле допуска вала – k6 [1], таблица Е.4
es = +0,018 dmax = 40,018
ei = +0,002 dmin = 40,002
Td = 0,016
Выбор поля допуска отверстия корпуса под подшипник.
В зависимости от нагрузки кольца выбирается поле допуска – H7 [1], таблица E.2
ES = +0,034
Dmax = 90,034
EI = 0
Dmin = 90
TD = 0,034
Определяются точностные характеристики сопряжений.
Вал – внутреннее кольцо подшипника
Nmax = 0,018+0,012=0,030мм
Nmin = 0,002+0=0,002 мм
TN = Nmax– Nmin= 0,040– 0,002=0,038 мм
Во избежание разрыва кольца максимальный натяг посадки Nmax не должен превышать значения натяга, допускаемого прочностью кольца подшипника Nдоп. Поэтому проверяется условие: Nmax![]() Nдоп
Nдоп
Nдоп= =
=![]() =0,049 мм
=0,049 мм
где [![]() ] – допустимое напряжение на растяжение; [
] – допустимое напряжение на растяжение; [![]() ]=70 Н/м2
]=70 Н/м2
k – коэффициент, принимаемый для подшипников средней серии равным 2,3
Nmax![]() Nдоп; 0,030
Nдоп; 0,030![]() 0,049 – условие выполняется
0,049 – условие выполняется
Отверстие корпуса – наружное кольцо подшипника
Smin = 0–0 = 0мм
Smax= 0,034– (– 0,015)= 0,049 мм
ТS = Smin+Smax = 0+0,049=0,049 мм
Полученные данные вносятся в таблицы:
Таблица 4.1 Точностные характеристики
соединения вал – внутреннее кольцо
Обозначение соединения |
Вид посадки | Точностные характеристики, мм | |||
| Nmin | Nmax | Nс | TN | ||
Æ40 |
С натягом | 0,002 | 0,030 | 0,016 | 0,028 |
Таблица 4.2 Точностные характеристики соединения отверстие в корпусе – наружное кольцо
Обозначение соединения |
Вид посадки | Точностные характеристики, мм | |||
| Smin | Smax | Sс | TS | ||
Æ90 |
Без гарантирова-нного зазора | 0 | 0,049 | 0,0245 | 0,049 |
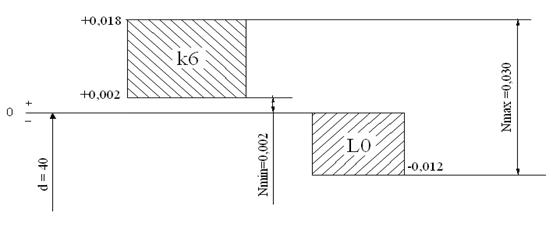
Рисунок 4.1- Схема поля допуска соединения вал – внутреннее кольцо
Æ
40![]()
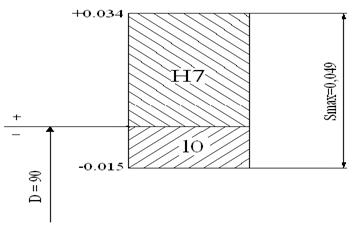
Рисунок 4.2- Схема поля допуска соединения корпус – наружное кольцо
Æ
90![]()
5. Выбор посадки шлицевого соединения
b = 8 мм
Z= 8
D = 60 мм
d = 52 мм
Устанавливается способ центрирования шлицевого соединения– по внешнему диаметру D.
Выбираются посадки в зависимости от способа центрирования:
d=52![]()
 мм; [3], страница 782 таблица 4.58.
мм; [3], страница 782 таблица 4.58.
D=60![]()
 мм; b=10
мм; b=10![]()
 мм [1], таблица Ж1-Ж4
мм [1], таблица Ж1-Ж4
Определяются точностные характеристики элементов шлицевого соединения и заносятся в таблицу:
Таблица 5 - Точностные характеристики элементов шлицевого соединения
| Наименование параметра | Номинальный размер, мм | Поле допуска | Значение допуска, мм | Предельные отклонения, мм | Предельные размеры, мм | ||||||||
| EI, ei | ES, es | min | max | ||||||||||
| Точностные характеристики параметров шлицевого профиля вала | |||||||||||||
| ширина зуба | 10 | f8 | 0,022 | -0.035 | -0.013 | 9,965 | 9,987 | ||||||
| наружный диаметр | 60 | Js6 | 0.019 | -0,0095 | +0,0095 | 59,9905 | 60,0095 | ||||||
| внутренний диаметр | 52 | 3,3 | -3,3 | 0 | 52 | 48,7 | |||||||
| Точностные характеристики параметров шлицевого профиля втулки | |||||||||||||
| Ширина шлицевого паза | 10 | F8 | 0.020 | +0.035 | +0.013 | 10.035 | 10,013 | ||||||
| наружный диаметр | 60 | H7 | 0.030 | 0 | +0.030 | 60 | 60,030 | ||||||
| внутренний диаметр | 52 | H11 | 0.190 | 0 | +0.190 | 52 | 52,190 | ||||||
Обозначение соединения |
Вид посадки | Точностные характеристики, мм | |||||||||||
Nmax (Smax) |
Nmin (Smin) |
Nср (Scр) |
TS,N | ||||||||||
| Ø52 |
Без гарантированного зазора | 3,49 | 0 | 1,745 | 3,490 | ||||||||
| Ø60 |
Переходная | Nmax=0,0095 Smax=0,0395 |
Nср=0,00475 Scр=0,01975 |
0,049 | |||||||||
| 10 |
С зазором | 0,07 | 0,026 | 0,022 | 0,044 | ||||||||
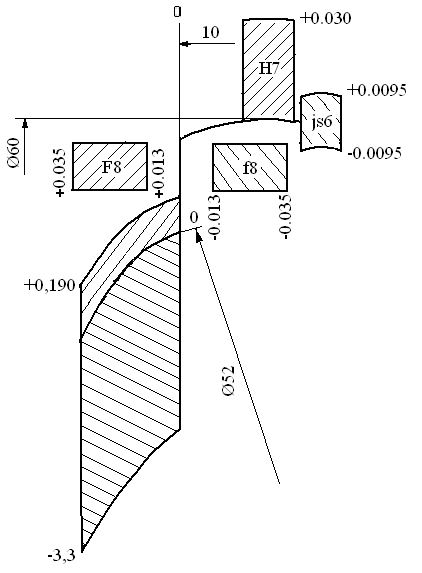
Рисунок 5.1
6. Определение точностных характеристик резьбового соединения
Исходные данные:
Резьба М12х1,25
Определяется обозначение длины свинчивания резьбы.
2,24×Рd0.2 = 2,24×1,25×120,2=4,6<12 мм
6,7×Рd0.2=6,7×1,25×120,2= 13,76>12 мм
Следовательно, обозначение длины свинчивания – N(нормальная)
Определяются номинальные значения среднего и внутреннего диаметров резьбы болта и отверстия в корпусе (гайки).
Средний диаметр d2, D2 = d – 1 + 0,188 = 12 – 1 + 0,188 = 11,188 мм
Внутренний диаметр d1, D1 = d – 2 + 0,647 = 10,647мм
Выбор полей допусков резьбового соединения М12х1,25- ![]()
Определяются предельные отклонения и предельные размеры [3] таблица4.17
6.4.1. Для болта:
еsd2 = -0,028мм
еid2 = -0,160мм
еsd = -0,028 мм
еid = -0,160 мм
еsd1 = -0,028 мм
еid1 = - не нормируется
Диаметр резьбы болта
Средний d2 = 11,188![]()
Наружный d = 12![]()
Внутренний d1 = 10,647![]()
Предельные размеры диаметров резьбы болта:
d2max = d2 + еsd2 =11,188-0.028=11,16 мм
d2min = d2 + еid2=11,188-0.240=10,948 мм
Td2 = еsd =еsd2-еid2=-0,028-(-0,160)=0,132 мм
dmax = d + еsd =12-0,028=11,972 мм
dmin = d + еid =12-0,160=11,84 мм
Td = еsd -еid =-0,028-(-0,160)=0,132 мм
d1max = d1+ еsd1 =11,647-0,028=10,619 мм
d1min – не нормируется
Td1– не нормируется
Для гайки:
ESD – не нормируется
EID = 0
ESD2 = +0,224мм
EID2 = 0
ESD1 = +0,335мм
EID1 = 0
Диаметр резьбы гайки
Средний D2 = 11,188+0,224
Внутренний D1 = 10,647+0,335
Наружный D = 12![]()
Предельные размеры диаметров резьбы гайки
D2max = D2 + ESD2= 11,188+0,224=11,412 мм
D2min = D2 + EID2 =11,188+0=11,188 мм
TD2 = ESD2- EID2 =0,224-0= 0,224 мм
Dmax –не нормируется
Dmin = D + EID=12+0=12 мм
TD –не нормируется
D1max = D1+ ESD1=10,647+0,335=10,982 мм
D1min = D1+ EID1 =10,647+0 =10,647 мм
TD1 = ESD1- EID1 =0,335-0 =0,335мм
Максимальный зазор Smax = D2max – d2min = 11,412–10,948 = 0,464 мм
Минимальный зазор Smin = D2min – d2max = 11,188 – 11,16 = 0,028 мм
Средний зазор Sср = (Smax+ Smin)/2 = (0,464 +0,028)/2 = 0,246 мм
Допуск посадки TS = TD2 + Td2 = 0,224 + 0,132 = 0,356 мм
Таблица 6.1 Точностные характеристики
резьбового соединения М12х1-![]()
| Обозначение соединения | Вид посадки | Точностные характеристики, мм | |||
| Smax | Smin | Scp | TS | ||
| М12х1,25- |
С зазором | 0,464 | 0,028 | 0,246 | 0,356 |
Таблица 6.2 Точностные характеристики резьбовых деталей
Обозначение деталей |
Номинальный размер | Поле допуска | Величина допуска, мм | Предельные отклонения, мм | Предельные размеры, мм | ||
| ES (es) | EI (ei) |
Dmax (dmax) | Dmin (dmin) | ||||
| d | 12 | 6g | 0,132 | -0,028 | -0,160 | 11,972 | 11,84 |
| d2 | 11,188 | 0,132 | -0,028 | -0,160 | 11,16 | 11,028 | |
| d1 | 10,647 | - | - | -0,028 | 10,619 | - | |
| D | 12 | - | - | - | 0 | - | 12 |
| D2 | 11,188 | 7Н | 0,224 | 0,224 | 0 | 11,412 | 11,188 |
| D1 | 10,647 | 0,335 | 0,335 | 0 | 10,982 | 10,647 | |
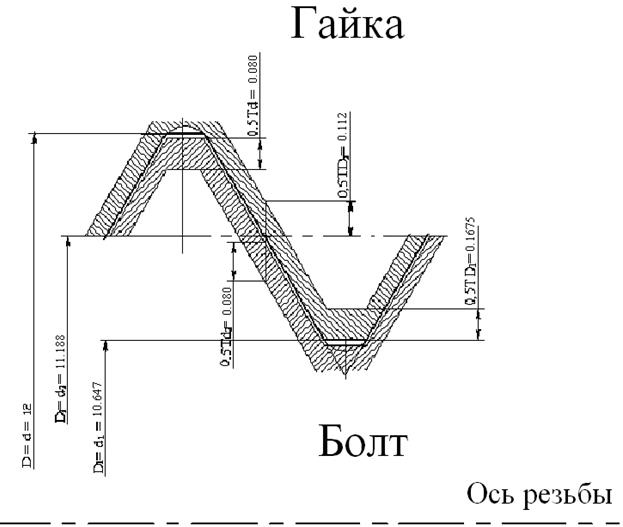
Рисунок 6.1-Схема расположения полей допусков
резьбового соединения М12х1,25- ![]()
7. Определение точностных характеристик зубчатого зацепления
Выбирается степень точности зубчатого колеса.
Исходные данные:
Модуль m = 3 мм;
Число зубьев z = 52;
Межосевое расстояние a = 130 мм;
Окружная скоростьV = 2,5 м/с;
Рабочая температура корпуса t1 = 80°С;
Рабочая температура колеса t2 = 30°С.
Материал корпуса – чугун; колеса – чугун.
Для заданного зубчатого колеса в зависимости от условий его работы принимается 8-я степень точности (средней точности). [3], таблица.5.12
Расчет необходимого гарантированного зазора по неработающим профилям зубьев, выбор вида сопряжения и вид допуска бокового зазора
Рассчитывается гарантированный боковой зазор
jmin³jn1 + jn2,
где jn1 – боковой зазор, соответствующий температурной компенсации
jn1=a×[ap1×(t1-20°) - ap2×(t2-20°)]×2×sin a,
где а – межосевое расстояние, мм
ap1,ap2 – коэффициенты линейного расширения материалов соответственно зубчатых колес и корпуса,
ap1=11±1![]() 10-6 °С-1; ,ap2 =11±1
10-6 °С-1; ,ap2 =11±1![]() 10-6 °С-1 [1], таблица К.1
10-6 °С-1 [1], таблица К.1
t1, t2 – предельные температуры соответственно колес и корпуса
a - угол профиля зубчатого колеса, a = 20° [3], страница 873
jn1=130[11×10 -6×(80-20)-11×10-6×(30-20)]×2×sin20°=0,049 мм =49 мкм
jn2 – величина бокового зазора, необходимая для размещения слоя смазки
jn2 = kc×mn,
где mn – модуль зубчатого колеса, мм;
kc – коэффициент, зависящий от окружной скорости колеса [1], таблица К.2
jn2 = 12×3 = 36 мкм
jmin = 49 + 36 = 85 мкм
Выбирается вид сопряжения из условия, что jnmint³jnmin[1], таблица К.3
Вид сопряжения – «С» (jnmint = 85 мкм)
Вид бокового зазора – «С»
Класс отклонений межосевого расстояния – IV
Отклонения межосевого расстояния fa = ±50 мкм
Назначается комплекс контролируемых параметров колеса.
Комплекс контроля параметров колеса №2 [1], таблица К.4. Нормы точности:
Кинематической Fр – допуск на накопленную погрешность шага
Fр=80 мкм [3], таблица 5.8
Плавности fpt – предельное отклонение шага
fpt=±24 мкм [3], таблица 5.9
Контакта – пятно контакта
суммарное пятно контакта:
по высоте, не менее – 40%
по длине, не менее – 50% [3], таблица 5.10
Боковых зазоров Ане и Тн
Ане – наименьшее дополнительное смещение исходного контура для зубчатого колеса с внешними зубьями; Ане=120 мкм [3], таблица 5.17
Тн – допуск на смещение исходного контура; Тн=80 мкм [3], таблица 5.18
Awe – наименьшее отклонение средней длины общей нормали;
Awme=80 мкм Слагаемое 1 [2], таблица 5.19
Awme= 17 мкм Слагаемое 2 [2], таблица 5.19
Awme=80+17=97 мкм
Twm – допуск на среднюю длину общей нормали; Twm=75 мкм [3], таблица 5.20
Ace – наименьшее отклонение толщины зуба; Ace=85 мкм [3], таблица 5.21
Тс – допуск на толщину зуба; Тс=110 мкм [3], таблица 5.22
Назначаются средства контроля принятых показателей.
Таблица 7 – Средства измерения цилиндрических зубчатых колес
| Измеряемый элемент | Средства измерения | |
| специальные | универсальные | |
| Радиальное биение зубчатого венца | Биениемеры | Плита с центрами, ролики и рычажно-чувствительный прибор |
| Основной шаг (шаг зацепления) | Шагомеры для основного шага | Штангенциркуль, микрометрический нормалемер |
| Суммарное пятно контакта | Контрольно-обкатные станки | Контрольные приспособления в рабочем корпусе |
| Толщина зубьев | Зубомеры | Два ролика и микрометр, штангенциркуль |
8. Выбор универсальных средств измерения размеров деталей
Для отверстия Æ50Н8 допускаемая погрешность измерения d=7 мкм [1] табл. Л1
Исходя из условия Dlim<d,
где Dlim - основная погрешность средства измерения, выбирается нутромер с головкой 2ИГ ГОСТ 9244. Его метрологические характеристики приведены в таблице 8.1.
Таблица 8.1 - Метрологические характеристики нутромера с головкой 2ИГ ГОСТ 9244
| Прибор | Тип (модель) | Диапазон измерения, мм |
Цена деления (отсчет по нониусу), мм |
Пределы допускаемой погрешности, мм |
| Нутромер мод.109 ГОСТ 9244 | 109 | 18-50 | 0,002 | ±0,0035 |
Для вала Æ50f8 допускаемая погрешность измерения d=5 мкм [1] табл. Л1
Исходя из условия Dlim<d,
где Dlim - основная погрешность средства измерения, выбирается гладкий микрометр ГОСТ 6507. Его метрологические характеристики приведены в таблице 8.2.
Таблица 8.2- Метрологические характеристики микрометра ГОСТ 6507
| Прибор | Тип (модель) | Диапазон измерения, мм |
Цена деления (отсчет по нониусу), мм |
Пределы допускаемой погрешности, мм |
Микрометр МК-50-1 ГОСТ 6507 |
МК | 25-50 | 0,01 | ±0,0025 |
9. Расчет размерной цепи
Расчет размерной цепи методом, обеспечивающим полную взаимозаменяемость
Исходные данные
AD = 3![]() мм
мм
A1 = ? мм
A2 = 30 мм
A3 = 8 мм
A4 = 12 мм
A5 = 70 мм
A6 = 22 мм
A7 = 8 мм
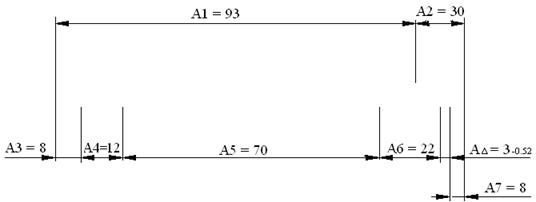
Рисунок 8.1-Схема размерной цепи
А1 = А3 + А4+ А5+ А6 + А7 + АD- А2
А1 = 8+12+70+22+8+3-30=93 мм
Увеличивающие звенья – A1, A2,
Уменьшающиезвенья – A3, A4.A5, A6, A7.
Проверяется выполнимость условия ![]()
3= (93+30)-(8+12+70+22+8)
3=3 – условие выполняется
Определяется среднее количество единиц допуска (коэффициент точности)
![]()
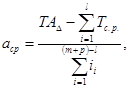
где ТAD - допуск замыкающего звена, мкм, ТAD=800 мкм;
![]() - суммарный допуск стандартных изделий, входящих в состав размерной цепи
- суммарный допуск стандартных изделий, входящих в состав размерной цепи
![]() = 0
= 0
i – значение единицы допуска каждого составляющего звена, мкм,
i = 2,17+1,31+0,09+1,08+1,86+1,31+0,9=9,53 мкм [3] таблица М.2
![]()
Определяется квалитет составляющих звеньев по найденному значению аср., исходя из условия аст£аср.
A1 =93 ; аст=100 (11 квалитет)
A2 = 30; аст=100 (11 квалитет)
A3=8; аст=64 (10 квалитет)
A4=12; аст=64 (10 квалитет)
A5 =70; аст=64 (10 квалитет)
A6 =22; аст=64 (10 квалитет)
A7 =8; аст=64 (10 квалитет)
Определяются допуски составляющих звеньев ТAi по выбранному квалитету точности и номинальным размерам соответствующих звеньев Ai, используя данные [1] таблицы М.2
A1 =93 ; Т A1= 220мкм
A2 = 30; Т A2=130 мкм
A3=8; Т A3=58 мкм
A4=12; ТA4=70 мкм
A5 =70; ТA5 =120 мкм
A6 =22; ТA6 =84 мкм
A7 =8; ТA7 =50 мкм
Производится проверка равенства
![]()
800 ¹220+130+58+70+120+84+58= 740 мкм
Определяется погрешность: ![]() , что допустимо.
, что допустимо.
Получены предельные отклонения звеньев:
A1 =93±IT11/2(±0,11)
A2 = 30± IT11/2(±0,065)
A3=8 h10 (-0,058)
A4=12 h10 (-0,07)
A5 =70 h10 (-0,12)
A6 =22 h10 (-0,084)
A7 =8 h10 (-0,058)
Проверяется правильность назначенных отклонений составляющих звеньев:
![]()
0,28 ³ (0,11+0,065) - (-0,058-0,07-0,12-0,084-0,058) = 0,565 мкм
![]()
-0,52 £ (0,11+0,065) - (0+0+0+0+0)=0,175 мкм
В качестве увязочного звена выбираем ступенчатый размер А1.
![]()
![]()
![]()
![]()
Получены предельные отклонения звена:
A1 =93b11(![]() )
)
Производится проверка равенства:
![]()
800 ¹220+130+58+70+120+84+58= 740 мкм
Проверяется правильность назначенных отклонений составляющих звеньев:
![]()
0,28 ³(0,220+0,065) - (-0,058-0,07-0,12-0,084-0,058) = 0,235 мкм
![]()
-0,52 £(-0,440-0,065) - (0+0+0+0+0)=-0,505 мкм
![]()
800 ³ 220+130+58+70+120+84+58= 740 мкм
Таблица 9.1 Расчетные данные размерной цепи
| Номинальный размер с обозначением, мм | Квалитет | Поле допуска | Разновидность составляющего звена | Предельное отклонение, мкм | Предельные размеры, мм | ||
| Es | Ei | max | min | ||||
| AD = 3 |
- | - | Замыкающее | 0 | -0,52 | 3 | 2,48 |
| A1 = 93 | 11 | b11 | Увеличивающее | -0,220 | -0,440 | 92,78 | 92,56 |
| A2 = 30 | 11 | Js11 | Увеличивающее | +0,065 | -0,065 | 30,065 | 29,935 |
| A3 = 8 | 10 | h10 | Уменьшающее | 0 | -0,058 | 8 | 7,942 |
| A4 = 12 | 10 | h10 | Уменьшающее | 0 | -0,07 | 12 | 11,93 |
| A5 = 70 | 10 | h10 | Уменьшающее | 0 | -0,12 | 70 | 69,88 |
| A6 = 22 | 10 | h10 | Уменьшающее | 0 | -0,084 | 22 | 21,916 |
| A7 = 8 | 10 | h10 | Уменьшающее | 0 | -0,05 | 8 | 7,95 |
Расчет размерной цепи теоретико-вероятностным методом
Исходные данные
AD = 3![]() мм
мм
A1 = 93 мм
A2 = 30 мм
A3 = 8 мм
A4 = 12 мм
A5 = 70 мм
A6 = 22 мм
A7 = 8 мм
Рисунок 9.2-Схема размерной цепи
Увеличивающие звенья – A1, A2,
Уменьшающиезвенья – A3, A4.A5, A6, A7.
Определяется среднее количество единиц допуска:
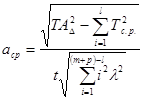 ,
,
где t =3 – коэффициент принятого процента риска замыкающего звена
l =1/3 - коэффициент относительного рассеяния

Определяется квалитет составляющих звеньев по найденному значению аср., исходя из условия аст£аср.
A1 =93 ; аст=250 (13 квалитет)
A2 = 30; аст=250 (13 квалитет)
A3=8; аст=160 (12 квалитет)
A4=12; аст=160 (12 квалитет)
A5 =70; аст=160 (12квалитет)
A6 =22; аст=160 (12 квалитет)
A7 =8; аст=160 (12 квалитет)
Определяются допуски составляющих звеньев ТAi по выбранному квалитету точности и номинальным размерам соответствующих звеньев Ai, используя данные [1] таблицы М.2
A1 =93 ; Т A1= 540мкм
A2 = 30; Т A2=330 мкм
A3=8; Т A3=150 мкм
A4=12; ТA4=180 мкм
A5 =70; ТA5 =300 мкм
A6 =22; ТA6 =180 мкм
A7 =8; ТA7 =150 мкм
Производится проверка равенства
 = 774,79 ¹800
= 774,79 ¹800
Определяется погрешность: ![]() , что допустимо.
, что допустимо.
Получены предельные отклонения звеньев:
A1 =93±js11(±0,270)
A2 = 30 ±js11 (±0,165)
A3=8 h10 (-0,150)
A4=12 h10 (-0,180)
A5 =70 h10 (-0,300)
A6 =22 h10 (-0,180)
A7 =8 h10 (-0,150)
Проведем проверку правильности решения задачи
800 ³ = 774,79 ¹800
= 774,79 ¹800
![]() ;
;
где 

0,28 ³ ((0,27+0,165) - (0+0+0+0+0)) + 0,5×0,025 =0,4835
![]()
-0,52 £ ((-0,27-0,165) - (-0,15-0,180-0,3-0,18-0,15)) - 0,5×0,025 = 0,5125
В качестве увязочного звена выбираем ступенчатый размер А1.
![]()
![]()
![]()
![]()
Получены предельные отклонения звена:
A1 =93b13(![]() )
)
Проведем проверку правильности решения задачи
800 ³= 774,79 ¹800
Проверяется правильность назначенных отклонений составляющих звеньев:
![]() ;
;
где
0,28 ³ ((-0,22+0,165) - (0+0+0+0+0)) + 0,5×0,025 =0,4835
![]()
-0,52 £ ((-0,75-0,165) - (-0,15-0,180-0,3-0,18-0,15)) - 0,5×0,025 = 0,0325
Таблица 9.2 Расчетные данные размерной цепи
| Номинальный размер с обозначением, мм | Квалитет | Поле допуска | Разновидность составляющего звена | Предельное отклонение, мкм | Предельные размеры, мм | ||
| Es | Ei | max | min | ||||
| AD = 3 | - | - | Замыкающее | 0 | -0,52 | 3 | 2,48 |
| A1 = 93 | 16 | b13 | Увеличивающее | +0,22 | -0,76 | 93,22 | 92,24 |
| A2 = 30 | 16 | Js13 | Увеличивающее | +0,165 | -0,165 | 30,165 | 29,835 |
| A3 = 8 | 15 | h12 | Уменьшающее | 0 | -0,150 | 8 | 7,85 |
| A4 = 12 | 15 | h12 | Уменьшающее | 0 | -0,180 | 12 | 11,82 |
| A5 = 70 | 16 | h12 | Уменьшающее | 0 | -0,3 | 70 | 69,7 |
| A6 = 22 | 15 | h12 | Уменьшающее | 0 | -0,180 | 22 | 21,82 |
| A7 = 8 | 15 | h12 | Уменьшающее | 0 | -0,150 | 8 | 7,85 |
Результаты расчета методами полной взаимозаменяемости и теоретико-вероятностным сведены в одну таблицу.
Таблица 9.3 Результаты расчета размерной цепи теоретико-вероятностным методом и методом полной взаимозаменяемости
| Номин. размер, мм | Квалитет | Основное отклонение | Разновидность составляющего звена | Предельные отклонение, мкм | Предельные размеры, мм | ||||||||
| Теоретико-вероятностный метод | Метод полной взаимозамен. | Теоретико-вероятностный метод | Метод полной взаимозамен. | Теоретико-вероятностный метод | Метод полной взаимозамен. | ||||||||
| Es | Ei | Es | Ei | max | min | max | min | ||||||
| AD=3-0,52 | - | - | Замык | 0 | -0,52 | 0 | -0,52 | 3 | 2,48 | 3 | 2,48 | ||
| A1=93 | 13 | 11 | b | Увел | +0,22 | -0,76 | -0,220 | -0,440 | 93,22 | 92,24 | 92,78 | 92,56 | |
| A2=30 | 13 | 11 | Js | Увел | +0,165 | -0,165 | +0,065 | -0,065 | 30,165 | 29,835 | 30,065 | 29,935 | |
| A3=8 | 12 | 10 | h | Уменьш | 0 | -0,150 | 0 | -0,058 | 8 | 7,85 | 8 | 7,942 | |
| A4=12 | 12 | 10 | h | Уменьш | 0 | -0,180 | 0 | -0,07 | 12 | 11,82 | 12 | 11,93 | |
| A5=70 | 12 | 10 | h | Уменьш | 0 | -0,3 | 0 | -0,12 | 70 | 69,7 | 70 | 69,88 | |
| A6=22 | 12 | 10 | h | Уменьш | 0 | -0,180 | 0 | -0,084 | 22 | 21,82 | 22 | 21,916 | |
| A7=8 | 12 | 10 | h | Уменьш | 0 | -0,150 | 0 | -0,05 | 8 | 7,85 | 8 | 7,95 | |
Сравнительный анализ методов расчета. В результате проведения расчета размерной цепи двумя методами выяснили, что при теоретико-вероятностном методе получаем менее точные размеры деталей (12-13 квалитеты), а при методе полной взаимозаменяемости – более точные (10-11 квалитеты). При этом точность размерной цепи не меняется. Следовательно, теоретико-вероятностный метод наиболее целесообразен для применения, т.к. при одинаковой точности расчёта он даёт менее жесткие требования к изготовлению детали, что повышает экономичность производства.
Список использованных источников
1. Лисовская З.П. Нормирование точностных параметров типовых соединений деталей приборов и машин (в курсовом и дипломном проектировании): Учебное пособие / З.П. Лисовская, В.Н. Есипов. – Орел: ОрелГТУ, 2002. – 122 с
2. Допуски и посадки: Справочник в 2-х ч. Ч.1 / Под ред. В.Д. Мягкова. – 5-е изд., перераб. и доп. – Л.: Машиностроение. Ленингр. отд-ние , 1979 – 544 с.: ил.
3. Допуски и посадки: Справочник в 2-х ч. Ч.2 / Под ред. В.Д. Мягкова. – 5-е изд., перераб. и доп. – Л.: Машиностроение. Ленингр. отд-ние , 1979 – с. 545 – 1032: ил.
4. Марков Н.Н., Ганевский Г.М. Конструкция, расчет и эксплуатация измерительных инструментов и приборов. – М.: Машиностроение, 1981. – 367 с., ил.
Похожие рефераты:
Расчет редуктора привода стружкоуборочного конвейера
Расчет элементов механизма подачи металлорежущего станка
Анализ качества изделия машиностроения
Методические указания по технической механике
Метрология и нормирование точности, шпиндельная головка + контрольная по нормирование точности
Размерный анализ сборочной единицы (тихоходного вала редуктора)
Соединения деталей и узлов машин
Гладкое цилиндрическое соединение. Определение элементов соединений, подвергаемых селективной сборке
Материалы и расчетные характеристики подшипников качения для условия сухого трения
Практические расчёты посадок, размерных цепей, калибров в машиностроении
Проектування та аналіз роботи вузла редуктора
Расчёт на прочность закрытой цилиндрической одноступенчатой передачи и её проектирование