| Похожие рефераты | Скачать .docx |
Реферат: История технологии художественных отливок. Литье пушек
Министерство образования Российской Федерации
Волгоградский Государственный Технический Университет
Кафедра '' Машины и технология литейного производства''
Реферат
ИСТОРИЯ ТЕХНОЛОГИИ ХУДОЖЕСТВЕННЫХ ОТЛИВОК.
ЛИТЬЕ ПУШЕК.
Выполнил:
Студент гр.ЛМХ-633
Просин Д.А.
Проверил:
Ким Г.П.
Волгоград 2001г .
С литьем пушек возросла социальная и общественная роль литейщика. Произошло это после изобретения пороха и появления огнестрельного оружия.
Порох, на основании ряда исследований, был изобретен в Китае в IX в. и уже в Х в. применялся для огнестрельного оружия. Арабы использовали его в конце XIII—начале XIV вв., они же завезли его в Европу в XIV в. через Испанию. В 20—40-х годах XIV в. первые образцы огнестрельного оружия появились в Италии, Франции, Германии, Англии. Наиболее раннее из известных упоминаний о применении артиллерии на Руси относится к 1382 г. (оборона Москвы от орд хана Тохтамыша).
Первые орудия представляли собой гладкоствольные трубки с глухой казенной частью, в которой имелось затравочное отверстие. Заряжали их с дульной части. Такая конструкция просуществовала почти до второй половины XIX в.
Орудийный ствол изначально получали при помощи сварки свинцом откованных железных полос, скрепленных затем медными обручами. Отдельно изготавливали казенную часть. Такая техника была пригодна для изготовления лишь орудий небольшого размера и не могла обеспечить их надежную эксплуатацию.
С этих позиций цельнолитая пушка даже из бронзы была предпочтительнее. При этом значительно ускорился и упростился процесс производства, появилась возможность более точно воспроизводить калибр орудия, улучшать его конструкцию. К конструкционным улучшениям следует отнести цапфы, позволявшие более просто менять угол наклона орудия при стрельбе, скобы на стволе — для его удобной переноски, простейшие прицельные приспособления (мушка и прорезь).

Рис. 1 Пищаль «Медведь». Бронза. Литейный мастер Семен Дубинин. 1590 г., Москва, Кремль
Первые шаги развития артиллерии на Западе и в Московском государстве характеризовались тем, что каждый литейный мастер создавал свой особый тип пушки, назначал по своему усмотрению длину, толщину и прочие размеры изделия. До появления общих требований к орудиям30 был распространен обычай украшать пушки орнаментами, надписями, отличительными скульптурами, от которых они часто получали свое название: «Аспид», «Лев», «Барс», «Гамаюн» и т.п. (рис.1). В этом, как и в других отличиях, проявлялось своеобразное соперничество между литейщиками. Характерно, что старейшая из дошедших до наших дней русских литых пушек (1492 г.) не имеет цапф и скоб, но ее дуло и торец украшены орнаментом. Богато украшались вначале и появившиеся позже лафеты (рис.2). Так что пушки также можно причислить к разряду художественных отливок прикладного назначения.
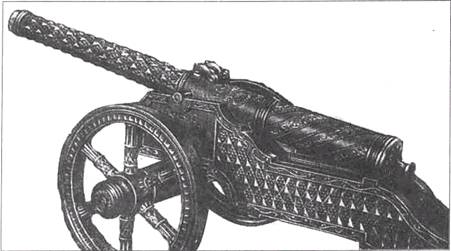
Рис. 2. Пищаль с «витым» стволом. Бронза. Литейный мастер Яков Осипов. 1671 г Литой лафет — чугун. XIX в.
Техника литья к моменту появления огнестрельного оружия получила достаточное развитие, этому способствовало изготовление крупных колоколов. С технологической точки зрения, как пишет Н. Н. Рубцов, форма пушки представляет собой упрощенную форму колокола. Вследствие этого освоение производства пушек не представляло слишком серьезных затруднений для колокольных мастеров. Например, такие известные мастера-литейщики, как
А. Чохов, Моторины, отливали и колокола, и пушки. На старинных гравюрах, где показаны литейные мастерские, можно увидеть одновременно изображение колоколов и пушек.
Литейщики достаточно быстро поняли, что хорошо звучащая, но хрупкая «колокольная бронза» мало подходит для изготовления пушек. Традиционная пушечная бронза содержит в два раза меньше олова, чем колокольная, что делает ее существенно пластичнее, т.е. более пригодной для эксплуатации при ударных нагрузках.
Хотя, к сожалению, и для военных целей, но именно массовое литье пушек положило начало созданию первых крупных литейных предприятий. Уже в царствование Ивана Грозного приглашенный из Италии знаменитый архитектор, инженер и артиллерист А. Фиорованти расширяет в Москве литейные мастерские и создает на их базе пушечнолитейное предприятие «Пушечную избу» (1478 г.). Вскоре на р. Неглинной, в районе Пушечной улицы, где сейчас находится здание «Детского мира», был построен завод — знаменитый «Пушечный двор», проработавший несколько столетий («Пушечная изба» сгорела через 10 лет после постройки).
При создании полковой артиллерии упорядочивается технологический процесс, разрабатываются основные элементы классификации пушек. Их стали делить на группы в зависимости от величины ядра, заряжаемого в них В 1540 г в Нюрнберге была разработана таблица калибров с указанием диаметров каменных и чугунных ядер Например, в России трехфунтовая пушка имела калибр 2,8 дюйма (70 мм), двенадцатифунтовая — 4,7 дюйма (120 мм) и т д
Формовка пушек, установившаяся в XIV в — так называемая «медленная формовка», по аналогии с производством колоколов, использовалась сравнительно долго В ее основу был положен древний способ изготовления колоколов по шаблону с горизонтальной осью вращения (по Теофилу).
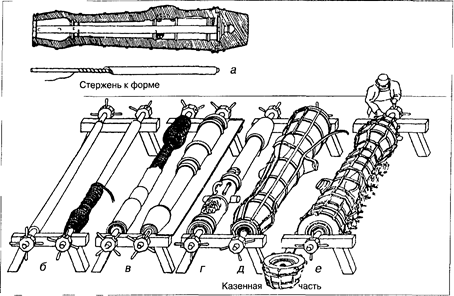
Рис.3. Пооперационное изготовление литейной формы пушки по способу «медленной формовки» .
В первую очередь готовили глиняную модель корпуса пушки. На деревянный круглый или граненый сердечник слегка конической формы накладывали соломенный жгут, повторяя приблизительно наружные очертания ствола пушки (рис 3. б) Далее формовщик руками наносил слои глины, предварительно просушивая предыдущий слой на воздухе Первые слои состояли из жирной влажной глины, смешанной с молотым кирпичом, последние — из тонко размолотой жирной глины, смешанной с волосом (шерстью) и конским навозом Излишек глины срезали шаблоном, повторяющим конфигурацию наружной поверхности ствола (рис 3, в ).
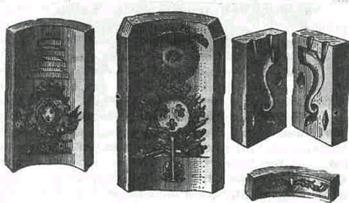
На полученную глиняную модель прибивали деревянные модели цапф, закрепляли модели ручек и украшений (рис 3, г, ). Последние изготавливали из смеси воска, сала и толченого древесного угля в специальных гипсовых формах (рис 4).
 |
После получения модели переходили к изготовлению кожуха формы. Для этого модели пушек смазывали разделительным составом, состоящим из сала с растительным маслом Затем наносили насколько слоев влажной смеси, аналогичной
Рис.4. Гипсовые формы для изготовления восковых деталей модели пушки.
той, которую использовали в последних слоях модели. Каждый слой просушивали на воздухе. И далее на них наносили слои из густой глины до тех пор, пока не получали кожух толщиной от 175 до300 мм (в зависимости от величины пушки).Затем извлекали модели цапф, а образовавшиеся отверстия заделывали глиной. Сверху на кожух для прочности накладывали железные обручи, продольные полосы (рис 3, д ) и снова железные обручи(рис 3, е ) Места пересечения поперечных и продольных бандажей скрепляли проволокой. После этого форму просушивали на козлах, разжигая под ней огонь (рис.3,е) .Высушенную форму снимали с козел, выбивали модели сердечник, который и тянул за собой соломенный жгут, вследствие чего можно было легко влечь из модели, разматывая жгут.
Форму с оставшейся в ней глиняной рубашкой модели ставили вертикально в яму на железные подкладки и разводили огонь внутри ствола, чтобы растопить разделительный слой между кожухом(формой) и рубашкой модели, а так же выплавить восковые модели ручек и украшений.
Оставшаяся глиняная рубашка модели от прогрева становилась хрупкой и ее легко можно было удалить Чтобы облегчить удаление рубашки, особенно из формы пушек малых калибров, на ней при изготовлении модели вырезали по винтовой линии пазик глубиной до соломенного жгута, затем пазик заливали канифолью или смолой Таким образом после удаления (разрушения) глиняной модели оставалась литейная форма для ствола пушки с отпечатками на внутренней поверхности всех украшении, надписей и т п
Стержень для формы пушки изготавливали также как и модель, с той разницей что сердечником служил железный прут, вместо соломенного жгута брали пеньковую веревку, а шаблон по которому вытачивали стержень имел конфигурацию внутреннего канала пушки
Затем литейную форму собирали устанавливали внутри стержень, раскрепляя его специальными приспособлениями — жеребейками, прикрепляли к форме ствола форму для казенной части Продольный разрез формы показан на рис. 3, а.
Собранную форму ставили вертикально в заливочную яму казенной частью вниз Пространство вокруг формы забивали сухой землей и на ней делали лит пиковую чашу, из которой металл поступал в литейную форму Заливку форм как и для всех других крупных отливок выполняли непосредственно из печи по каналам в полу литейной Так отливали бронзовые пушки в западно -европейских феодальных государствах и Московской Руси В годы царствования Ивана III в Москве было налажено производство литых артиллерийских орудии там работали литейный мастер Яков, его ученики Ваня- да -Васюк, Федька- пушечник ,Павлин Фрязин Деббосис и др.
Во времена Ивана Грозного русская артиллерия по мощи и силе не уступала артиллерии западно- европейских стран, а кое в чем и превосходила их Об этом сообщали послы Византии, Венеции, Англии побывавшие в Москве .Английский
посол Дж. Флетчер писал в конце 80-х годов XVI в « ни один из христианских государей не имел такого хорошего запаса военных снарядов, как русский царь» Так, в осаде г. Казани в 1552 г участвовало 150 огнестрельных орудий.
В 70-х годах XVI в , готовясь к новому походу в Ливонию, Иван Грозный решил значительно повысить мощь осадной артиллерии В осаде Полоцка в 1563 г было использовано лишь 4 стенобитных орудия, между тем эффект от их применения оказался колоссальным Тогда-то на московский Пушечный двор, только что отстроенный после опустошительного набега крымского хана Девлет-Гирея в 1571 г, поступило задание изготовить несколько тяжелых стенобитных орудий Работами руководил знаменитый русский литейщик А. Чохов (ок. 1545— 1б29гг.).
В то время на Руси литье крупнокалиберных орудий не было новым делом для литейщиков .Еще в 1554 г , за двадцать с лишним лет до Ливонского похода 1575 г, на Пушечном дворе Кашпир Ганусов, учитель А Чехова, отлил крупную пушку, получившую название «Кашпирова пушка». Она имела длину 448 см, весила 1200 пудов (19,65 т) и стреляла каменными ядрами по 20 пудов (327,6 кг), калибр ее был 53 см Аналогичное орудие — мортиру «Павлин» — в 1555 г отлил Степан Петров .Весила она 1020 пудов (16,7 т) и стреляла каменными ядрами массой 15 пудов (245,7 кг). Но и эти орудия имели предшественника в 1488 г при Иване III в Москве П. Деббосис отлил, по-видимому, не менее грозное орудие, которое историк Н М Карамзин назвал «Царь-пушкой». Позже, в XVII в его называли «Павлином», как и орудие, отлитое позднее С. Петровым.
Только под руководством А. Чохова на Пушечном дворе было отлито около полутора десятков стенобитных пушек, не считая короткоствольных мортир и пищалей малого калибра. Некоторые крупные пушки А .Чохова сохранились до

Рис. 5. Стенобитная пищаль «Царь Ахиллес» Бронза Литейный мастер А. Чохов 1617 г Литой лафет — чугун, XIX в, Санкт-Петербург .
 |
наших дней. В Московском Кремле находятся стенобитные орудия «Аспид» и «Троил» (1590 г) .В Военно-историческом музее артиллерии, инженерных войск и войск связи Санкт-Петербурга хранятся 4 стенобитные пушки А. Чохова
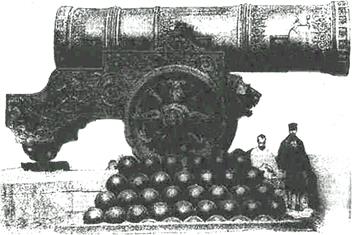
Рис. 6. «Царь-пушка» в Кремле (фотография начала XX века). Бронза. Литейный мастер А. Чохов. 1585 г. Литой лафет — чугун Автор А.П. Брюлов, 1835 г., Москва .
«Инрог»(1577 г.), «Лев» и «Скорпея» (1590 г.) и «Царь Ахиллес» (1617 г.). Каждая из них имеет особую историю. Например, пушка «Царь Ахиллес» (рис.5) использовалась при осаде Дорогобужа, Новгорода-Северского и других городов в 1632 г. В том же году она была захвачена поляками под Смоленском, а в 1703 г. взята шведами при осаде г. Эльбинга. В 1723 г. пушку выкупили русские купцы и возвратили ее на родину .Калибр орудия 152 мм, длина ствола 6080 мм, масса 3603 кг, лафет его изготовлен из чугуна, видимо, много позже. Однако венцом творчества выдающегося мастера является «Царь-пушка», отлитая им в расцвете творческих сил и являющаяся в наши дни одним из самых известных музейных экспонатов Московского Кремля (рис. 6) .Произнося слова«Царь-пушка» мы думаем, прежде всего, о размерах этого орудия. Между тем, название этой мортире дало литое изображение царя Федора Иоанновича, в годы правления которого она была отлита .Тем не менее, неизвестный автор так называемого «Пискаревского летописца», отмечая отливку мортиры как событие чрезвычайной важности, писал: «...повелением государя царя и великого князя Феодора Иоанновича всея Руси слита пушка большая, такова в Руси и иных землях не бывала, а имя ей «Царь» .Справедливости ради следует заметить, что в это время существовала более крупная бронзовая пушка массой 57 т, отлитая в г. Ахман-дагаре в Индии в 1548 г. Она стоит и сейчас на стене городской крепости близ знаменитого мавзолея Гол-Гумбаз ,но ни А. Чохов, ни его современники могли об этом не знать. Этот факт и сейчас особенно не афишируется.
Размеры «Царь-пушки» А. Чохова-этого великолепного образца литейного искусства — впечатляют и в наши дни: длина мортиры 5,34 м, диаметр ствола 120 см, диаметр по поясу более 134 см, масса орудия 39,3 т, масса каменного ядра 52 пуда (352 кг).
Нельзя сказать, что конструкция «Царь-пушки» была технологичной, учитывая используемые приемы литья. Традиционная форма мортир, в том числе изготовленных А. Чеховым (рис. 7, а), характеризуется ступенчатым внешним контуром, повторяющим внутреннюю форму ствола. Это позволяет уменьшить разность толщин стенок ствола и казенной части.
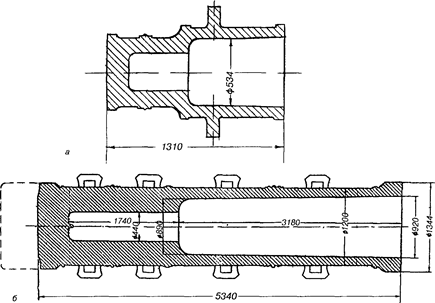
Рис.7. Конструкция стволов древних мортир А Чохова: а — Мортира «Самозванец», 1605 г.; б — «Царь-пушка», 1585 г .
По-видимому, впервые нарушил эту традицию К. Ганусов (1554 г.) при отливке мортиры крупного калибра, известной нам как «Кашпирова пушка». Стремясь сделать казенную часть ее более прочной, чтобы толстые стенки камеры могли противостоять давлению газов при выстреливании 20-пудовым ядром, он выполнил ствол пушки с постоянным наружным диаметром. Такая же конструкция и у «Царь-пушки» (рис. 7, б). Средняя толщина стенки ее ствола в дульной части — около 15 см, пороховой камеры — 38 см, задняя стенка имеет толщину 42 см. При такой разнице толщин стенок и принятом положении формы при заливке (казенной частью вниз) имеется большая вероятность появления внутренних дефектов усадочного происхождения в массивных частях отливки. Во избежание этого следует перевернуть форму казенной частью вверх и на дно пушки поставить прибыль для ликвидации возможных усадочных дефектов в задней стенке и стенках казенной части. Однако при этом возникают дополнительные трудности при формовке и сборке такой крупной формы. Ухудшаются условия удаления газов из стержня во время заливки формы и затвердевания отливки. Кроме того, в то время вряд ли можно было отрезать от пушки прибыль диаметром почти 1,5 м.
Тем не менее, все обошлось благополучно. Во всяком случае крупных дефектов, выходящих наружу, которые могли бы существенно снизить прочность металла пушки не обнаружено. Положительную роль, видимо, сыграли и относительно тонкие ручки (скобы) на казенной части, выполнившие функцию холодильников.
Гигантская пушка создавалась не для бутафории, поэтому ее установили без лафета на Красной площади, близ Москворецкой переправы, рядом с мортирой «Павлин» С. Петрова, которая находилась там уже 30 лет. С Пушечного двора на Красную площадь «Царь-пушку» перевозили на катках из толстых бревен. Волокли ее не менее 200 лошадей. В 1626 г. были построены специальные «раскаты» для этих пушек и с большими трудностями в 1627 г. их переместили к Лобному месту.
В 1701 г. Петр I, создавая новую артиллерию, издал указ, по которому пушку «Павлин» и «Кашпирову пушку» переплавили наряду с другими старыми орудиями. Однако, сознавая историческую ценность «Царь-пушки», он приказал сохранить ее. В 1765 г. «Царь-пушку» перевезли в Кремль и поместили под специально построенным каменным шатром вблизи Воскресенского монастыря. В 1835 г. для «Царь-пушки» по проекту академика Российской Академии художеств А. П. Брюллова в Петербурге на заводе Берда отлили чугунный лафет и установили пушку на лафете у главных ворот московского Арсенала.
В 1843 г. «Царь-пушку» перевезли от главных ворот Арсенала к старому зданию Оружейной палаты (здание было разобрано в 1960 г. в связи со строительством на этом месте Дворца Съездов). Перед пушкой сложили пирамиду из четырех полых (декоративных) чугунных ядер, масса каждого ядра — 1000 кг. По обе стороны от орудия сложили еще две пирамиды из менее крупных ядер (рис. 166). Поставили доску с надписью: «Дробовик Российский лит 1586 г. Вес ядра 120 пуд». Вес ядра ошибочно завышен вдвое, отсюда и возникла широко известная версия о бутафорском назначении пушки, так как при указанном весе снаряда пушку бы разорвало.
В 1960 г. пушку окончательно установили неподалеку от церкви Двенадцати Апостолов, рядом с «Царь-колоколом», где она находится и в настоящее время. Следует отметить, что соседство с гигантским бронзовым колоколом невыигрышно для пушки. По проекту Монферрана, «Царь-пушка» находилась среди других древних пушек кремлевской экспозиции, на фоне которых сильнее ощущалась ее мощь. Остальные пушки сейчас расположены на другом конце площади, у здания Арсенала, куда доступ посетителей Кремля ограничен.
Дальнейшее совершенствование процесса литья пушек было связано с необходимостью повышать их надежность, срок службы, подвижность, увеличивать их количество. Требование снизить массу орудий привело к жесткой стандартизации их размеров, уменьшению, а затем и ликвидации украшений. Последнее также упрощало их производство.
В XVII в. во многих странах начинает распространяться технология отливки орудий и снарядов из чугуна. Этот материал появился в Китае по одним источникам в VI в. до н.э., по другим — на рубеже старой и новой эр. Во всяком случае, уже к 954 г. относится упоминавшаяся гигантская чугунная отливка «Царь-лев» (см. рис. 50). В Европе же появление чугуна относится к XIV в., что послужило основанием ряду исследователей связать изобретение чугуна с Германией XIV в.
На самом деле, это яркий пример разновременного, но практически независимого появления новшества из»за слабого распространения информации.
Как в средневековье стали плавить чугун, точно не известно. По-видимому, это произошло случайно. При увеличении количества дутья в шахтных печах, использовавшихся в это время для получения железной крицы из руды, было замечено, что из домницы вместе со шлаком вытекает непохожее на шлак вещество. Затвердев, оно имело металлический блеск в изломе, было таким же прочным и тяжелым, как железо, но отличалось от него хрупкостью и не могло коваться .Так как его появление при плавке снижало выход готового железа, это вещество считали нежелательным. Не случайно, до сих пор за чугуном в Англии сохранилось старое, весьма нелестное названиеpig iron, т.е. «свинское железо».
Литейщики стали использовать чугун для пушек как материал более прочный, технологичный, а главное, менее дефицитный. Но его применение требовало более совершенной металлургической базы. Поэтому до XVI11 в. в одних странах отливали пушки по-прежнему из бронзы, в других — из чугуна.
Возраставшая потребность в пушках вступает в противоречие с процессом их «медленной формовки». Изготовление для каждой отливки разовой, уничтожаемой глиняной модели было явно нерационально, особенно после стандартизации размеров пушек одинакового калибра. Трудоемким был и процесс получения слоеной формы из глины. По существу, переворот в этой области осуществил известный французский ученый, инженер и политический деятель Гаспар Монж (1746—1818 гг.), автор способа так называемого быстрого литья пушек.
По предложению Г. Монжа постоянная модель пушки разделена на части, которые формуются отдельно (подобно делению статуи на части). На рис. 8.показан продольный разрез формы с неизвлеченными частями модели. Пустотелая латунная или чугунная модель пушки состоит из шести отдельных, плотно пригнанных одна к другой, частей: четырех кольцевых моделей ствола, одного кольца — прибыльной надставки и одной казенной части. Выступы на модели в месте стыков воспроизводят пояски на теле пушки. Каждая из шести частей модели для облегчения сборки и разборки имеет крючки с внутренней стороны. Верхняя часть модели формирует прибыль, которую потом отрезают от тела пушки.
Форма изготавливалась в разборном металлическом жакете (опоке), состоящем из кольцевых частей, соответствующих частям модели и дополнительно разделенных по оси симметрии, т.е. на 6 частей модели приходилось 12 частей жакета. Отдельные части жакета скреплялись при помощи чек и шпилек (клиньев).
Такая конструкция жакета облегчает формовку, а главное — извлечение готовой отливки из формы .
Форму изготавливали в вертикальном положении сначала в нижней части кольцевого жакета формовали нижнюю часть модели Ее предварительно сма- зывали разделительным составом Затем пространство между стенкой модели и жакета заполняли формовочной смесью, состоящей из жирного песка, смешан ного с конским навозом, и уплотняли ее
После чего и модель, и кожух постепенно наращивали Поверхность контакта отдельных частей формы покрывали при этом разделительным со ставом Заформованные части снимали (форму разбирали), извлекали из них модели и сушили части формы отдельно одну от другой После этого внутреннюю поверхность частей формы красили формовочными чернилами и подсуши вали Стержень для оформления внутренней поверхности пушки изготавливали также, как при способе «медленной формовки»
Форму собирали, устанавливали стержень, все части жакета скрепляли Заливку формы проводили в вертикальном положении Позже модернизиро- ванный способ быстрого литья пушек использовали для получения чугунных водопроводных и канализационных труб (до широкого применения для этих це лей центробежного литья).
Следует остановиться на качестве отливаемых пушек. Длинные стержни из глины имели плохую газопроницаемость, поэтому получить отливки без газовых раковин на внутренней поверхности орудии было трудно. Пока требования к качеству не отличались большой строгостью, мелкие дефекты заделывали. Однако когда была установлена связь между наличием газовых раковин в канале и сроком службы пушки, требования к чистоте внутреннего канала ужесточились. В результате стали отбраковывать от 40 до 90% чугунных пушек .Тогда получил распространение «способ Марица» по которому пушку отливали в виде сплошной болванки, а не с готовым каналом Канал затем высверливали, внутренняя его поверхность получалась без дефектов Однако пушки со сверленым каналом имели значительно меньший срок службы чем бездефектные пушки с литым каналом, и производство их обходилось
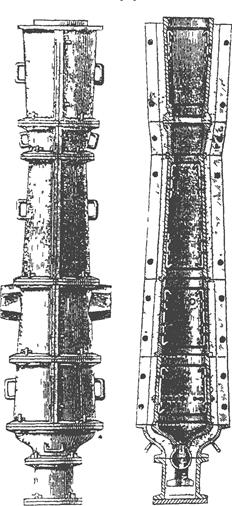
Рис 8. Способ < быстрого литья> пушек. Общий вид и разрез формы .
дороже. Другими словами, поиск более совершенных технологических вариантов изготовления чугунных пушек продолжался.
Одной из наиболее удачных следует считать идею американца Родмана, который предложил использовать металлический водо-охлаждаемый стержень для оформления внутреннего канала пушки. Одновременно в процессе затвердевания и охлаждения пушки наружная поверхность формы, изготовленной в металлических жакетах, подогревалась При этом затвердевание ствола пушки происходило последовательно от внутренних слоев к наружным, т е реализовался принцип направленного затвердевания. Ствол пушки с литым каналом получался плотным, без дефектов. Используя частично эту идею (без обогрева снаружи) в 1869 г на Мотовилихинском заводе в Перми была отлита самая крупная (массой 44,2 т) в мире чугунная пушка калибром 20 дюймов Форму высотой 10665 мм (рис. 9) изготавливали по способу «быстрой формовки» из песчано-глинистой смеси с последующей сушкой Форма состояла из пяти частей, заформованных в металлических жакетах (опоках).
Литая заготовка состояла из трех частей собственно пушки длиной 5480 мм с «хвостом» 229 мм, подприбыльной части высотой 685 мм и прибыли высотой 2957 мм Общая масса пушки превышала 4 тыс. пудов (65,5 т). Чугунный водоохлаждаемый стержень снаружи был облицован асбестовым шнуром, огнеупорной глиной слоем 9,5 мм Металл в полость формы подводили на уровне оси цапф пушки.
Отливка подвергалась существенной механической обработке от нее была отрезана прибыль, обработаны наружная поверхность, цапфы и канал ствола, просверлено отверстие запала. На это ушло 3,5 месяца
«Пороховые испытания» пушки велись чугунными пустотелыми ядрами массой 448 кг Тщательные измерения показали, что после 314 выстрелов увеличение размеров канала ствола не превысило 0,127 мм .Пушка в
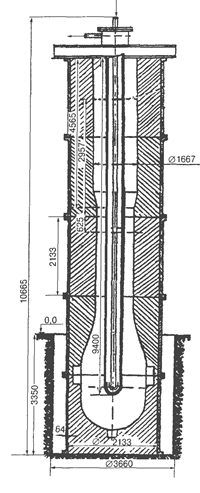
Рис 9. Форма для литья 20-дюймовой чугунной пушки по способу Родмана .
настоящее время находится в заводском музее в Перьми.
Однако и чугунные пушки со временем ушли в прошлое. На смену им в XIX в пришли стальные орудия Сталь более прочна, а главное — пластична, ее можно ковать, катать .Поэтому появилась альтернатива литым пушкам — кованые орудия со сверленым каналом .Какие орудия лучше, литые или кованые? По этому поводу существуют противоположные точки зрения, но это уже другая тема .
Литература
1.Бех Н.И., Васильев В.А., Гини Э.Ч. Мир художественного литья:История технологии.М.Металлург,1997.272с.
30 Первоначальное использование орудий- городская артиллерия для защиты городов и осадная – для их взятия. При этом, не требовалось большой подвижности орудий.
Похожие рефераты:
Архитектурные памятники Кремля
Литьё цветных металлов в металлические формы - кокили
Разработка модели технологического процесса получения ребристых труб и ее апробация
Давно ли люди гибнут за металл и как именно закалялась сталь
Проектирование сталелитейного цеха
Производство отливок из сплавов цветных металлов
Формовка и формовочные материалы
Русское устное народное поэтическое творчество
История Нижнетагильского металлургического комбината в XVIII в.
Получение биметаллических заготовок центробежным способом
Проект литейного цеха стального литья автозавода мощностью 30000 тонн
Алюминий и его сплавы. Особенности получения отливок
Литье в песчано-глинистые формы, оборудование и оснастка