| Похожие рефераты | Скачать .docx |
Курсовая работа: Биоразлагаемые полимерные материалы
ВВЕДЕНИЕ
В последние годы, как в нашей стране, так и за рубежом возрос интерес к биоразлагаемым полимерным материалам и упаковкам из них, которые разрушаются при воздействии различных микроорганизмов.
Создание материалов, которые часто называют материалами с регулируемым сроком службы, предполагает введение в них специальных добавок, ускоряющих распад макромолекулы полимера. Для этих целей используют различные полисахариды, содержание которых может достигать 60%.
Макромолекула крахмала представляет собой сложное вещество и состоит из двух полисахаридов различных по структуре и свойствам - амилозы (20-30%) и амилопектина (70- 80% от массы крахмала). Оба полисахарида построены из одинаковых глюкозных остатков, но амилоза имеет линейное строение, а амилопектин - разветвленное.
Для производства крахмала используют картофель, кукурузу, горох, а также рис, пшеницу и некоторые другие растения. По внешнему виду крахмал представляет собой порошок белого или желтоватого цвета. Большинство полимерных материалов, выпускаемых в настоящее время промышленностью, отличается высокой стойкостью к воздействию микроорганизмов. Это одна из основных причин их широкого использования. Однако указанное достоинство превращается в серьезный недостаток для отработанных полимеров. Полимерные отходы в естественных условиях разлагаются чрезвычайно медленно и практически не подвержены действию микроорганизмов воздуха и почвы, и, следовательно, являются источником загрязнения окружающей среды. Поэтому в последние годы большое внимание уделяют проблемам создания биоразлагаемых полимерных материалов. Такие материалы можно разделить на три основные группы: биоразлагаемые, разрушаемые под действием света и разлагаемые химическим путем.
Глава 1. БИОРАЗЛАГАЕМЫЕ ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
биоразлагаемый полигидроксибутират медицинский
Биоразлагаемые полимеры – это фоторазрушаемые композиции, которые, находясь, определенное время в атмосферных условиях, настолько сильно деструктируют, что легко усваиваются микроорганизмами, содержащимися в почве и в атмосфере. Поэтому фоторазрушаемые полимеры называют биоразлагаемыми.
Фирма “ICI” (Великобритания) разработала технологию получения в биореакторах нового упаковочного материала – биопола, использование которого в упаковки пищевой, фармацевтической и космической продукции позволит решить проблемы связанные с уничтожением традиционной пластмассовой упаковки.
При изготовлении биоразлагаемых полимерных материалов учитывают, что процесс деструкции (разрушения) базового полимера практически не ускоряется. Для интенсификации этого процесса в состав полимерной матрицы вводят добавки, ускоряющие ее распад под действием УФ-облучения. К таким добавкам относятся сополимеры на основе этилена и моносахарида углерода, винилкетоны и другие материалы (Ecoplast, Ecolyte - Канада, Bioplast, Biopol и Ecostar - Великобритания, Novon и Tone - США, Biocell - Франция и др.)
Одним из таких биодеградируемых полимеров является Biopol (фирма ICI, Великобритания). Он представляет собой биосинтетический сополимер - полигидроксибутират или полигидроксивалерат. Сополимер извлекают из биомассы бактерий определенного штамма, который культивируют на углеводных питательных средах. Варьируя соотношение мономерных звеньев можно получать полиэфирные материалы с различными свойствами.
Биопол – первый в мире биологически разлагаемый термопласт. Он производится сбраживанием таких видов сельскохозяйственного сырья, как сахар и крахмал. Биопол полностью разлагается в земле под действием грибков и бактерий Alcaligenes eutrophys [9]. Скорость разложения отработанных упаковок зависит от их толщины и вида обработки поверхности. Шероховатые пленки разлагаются быстрее, чем изготовленные из этого же материала бутылки с гладкой поверхностью.
Biopol полностью отвечает требованиям, предъявляемым к упаковкам одно- или двухразового применения; легко разлагается под воздействием биологических факторов в анаэробных условиях (например, внутри компоста или под землей), а также в анаэробной среде - на полях орошения или в воде. Время разложения составляет от 6 до 36 недель.
Другим примером биоразлагаемого полимера на основе гидроксикарбоновой кислоты (или ее лактида) может служить Novon фирмы Wamer-Lambert & Со (США). Этот материал в присутствии влаги способен разлагаться как на воздухе, так и в анаэробных условиях. Поскольку Novon построен из остатков молочной кислоты, его метаболизируют не только микроорганизмы, но и насекомые.
Материал Biocell (Франция) создан на основе ацетата целлюлозы, в которую вводятся различные добавки и пластификаторы, способствующие разложению материала под влиянием факторов окружающей среды, в том числе солнечной радиации. По своим физико- механическим свойствам он напоминает ПЭНП, но обладает более высокими прочностными характеристиками и прозрачностью. После погружения в воду упаковка из такого материала набухает, и уже через б месяцев до 40 % материала разлагается, превращаясь в углекислый газ и воду. Полное разложение Материала осуществляется в течение 18 месяцев за счет почвенной микрофлоры.
В США широкое распространение получили биоразлагаемые на открытом воздухе упаковки под общим названием TONE. Основой для их производства служит поликапролактам, который хорошо совмещается механическим способом со многими широко производимыми пластиками (ПЭ, ПП, ПВХ, ПС, ПК, ПЭТФ). Существенным достоинством этой группы материалов является их принадлежность к термопластам, достаточная доступность и низкая стоимость, легкость переработки различными методами, высокий уровень свойств и скорость разложения на открытом воздухе.
В состав нового биоразлагаемого материала Mater-Bi (Италия) входит в качестве базового полимера полиамид-6 (6,6) и различные добавки природного происхождения (от 60 до 90 %), а также синтетические нетоксичные полимеры с низкой молекулярной массой (допущенные для непосредственного контакта с пищевыми продуктами), обладающие хорошей гидрофильностью и достаточно высокой скоростью разложения под влиянием природных биологических факторов. Упаковки из этого материала, вывезенные на свалки, полностью разлагаются практически без остатка, не нанося ущерба окружающей среде.
Основой таких сравнительно новых материалов, как Ecostar, Polyclean и Ampaset, является ПЭВД и крахмалы злаковых растений в качестве биоразлагаемой добавки. В крахмалосодержащую композицию вводят также антиоксиданты для уменьшения деструкции в процессе переработки композиции в изделия. При переработке композиции в упаковку может происходить карамелизация (самовозгорание) материала, поэтому используемый крахмал во избежание этого необходимо сушить до содержания остаточной влаги, равной 1%, а также тщательно контролировать температуру расплава в цилиндре экструдера, которая не должна превышать 193-203°С, шнека и стенок цилиндра. Для сокращения времени пребывания перерабатываемой композиции в экструдере до минимума необходимо использовать экструзионное оборудование с отношением L/D не более 20.
Во избежание образования различных посторонних включений ("геликов") в готовой упаковке необходимо, чтобы скорость вращения шнека была оптимальной. При изготовлении биоразлагаемых упаковок из крахмалосодержащих полимерных материалов в процессе последующей герметизации сваркой необходимо тщательно следить за температурой сварки при получении прочного сварного шва. Повышение температуры приводит к деструкции крахмальной добавки, что легко обнаруживается по появлению запаха свежевыпеченного хлеба.
Стоимость всех разлагаемых полимерных материалов и упаковок на них определяется стоимостью исходного базового полимера, другою сырья, добавок и способов получения.
В настоящее время потребность в разлагаемых упаковках достаточно велика. В развитых странах мира большая часть упаковки одноразового использования производится из биоразлагаемых материалов.
В Российской Федерации разработкой биоразлагаемых крахмалосодержащих продуктов для упаковки занимается НПО по крахмалопродуктам совместно с Проблемной лабораторией полимеров МГУ11К. Создаются новые направления и проводятся исследования по разработке широкого ассортимента материалов на основе различных видов крахмалов, крахмалосодержащих продуктов, технических лигнинов и белков.
Однако следует отметить, что производство и потребление биоразлагаемых упаковочных материалов и упаковок практически не решает проблемы охраны среды обитания от использованной и изношенной полимерной упаковки и тары. Причин здесь несколько:
· трудность регулирования скорости распада на свалках под воздействием факторов окружающей среды;
· довольно высокая стоимость вводимых добавок;
· технологические трудности производства;
· экологические трудности, которые связаны с тем, что, но данным некоторых исследований, не снижается опасность отрицательного воздействия материалов и продуктов их распада на природу и животных;
· безвозвратная потеря ценных сырьевых и топливно-энергетических ресурсов, которые при правильном и грамотном решении могли бы приносить достаточно высокую прибыль народному хозяйству.
По этим причинам уничтожение отходов путем создания и применения быстроразлагаемых упаковок должно иметь ограниченное и контролируемое применение.
Наиболее рациональным способом устранения отходов в виде изношенной и/или использованной упаковки представляется их утилизация.
Глава 2. ВЫДЕЛЕНИЕ И ОЧИСТКА БИОРАЗЛАГАЕМОГО ПОЛИГИДРОКСИБУТИРАТА ДЛЯ ИЗДЕЛИЙ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ
Развитие современных методов реабилитации стоматологических пациентов с нарушением функции жевания при утрате зубов в значительной степени зависит от возможностей восстановления костной ткани. Применение прогрессивных технологий восстановления функций зубочелюстного аппарата при утрате естественных опор возможно только при выполнении высококачественных методик восполнения костной ткани. Одной из существенных проблем в дентальной имплантологии и в пародонтологии является уменьшение объема костной ткани, которое неминуемо сопровождает утрату естественных зубов в полости рта. Для полноценной стоматологической реабилитации с использованием зубных имплантатов многим пациентам необходимо восстанавливать утраченную кость. И, несмотря на то что в клинической практике применяется большое количество различных костно-пластических материалов, их несовершенство и недостатки ведут к постоянному поиску новых материалов и методик по их применению. Основными причинами, по которым имеются ограничения в использовании современных костно-пластических материалов, явились сложность их применения, низкий процент успеха и их высокая стоимость. "Золотой стандарт" при воссоздании требуемого объема кости — это применение аутотрансплантатов. Методики забора аутотрансплантата не всегда приемлемы при амбулаторном приеме, достаточно сложны и травматичны. Пациенты негативно относятся к данным методикам, что создает дополнительные сложности для проведения качественного лечения. По этим причинам в настоящее время разработка костно-пластических материалов идет в направлении получения искусственных материалов, а также улучшения их свойств и методик применения.
Основное сырье для производства большинства полимеров (ПМ) и материалов на их основе — нефтехимические продукты, получаемые из сырой нефти и природного газа. Производство полимеров из ископаемых горючих материалов растёт быстрее, чем производство других групп потребляемых материалов и в настоящее время достигло 230 млн.т. Через 10 лет их производство должно составить 250 млн т. В 2010 г. потребление ПМ на душу населения увеличится в мире с 28 до 44 кг.
Высокие темпы роста потребления при ограниченных мировых запасах ископаемого сырья определили в конце прошлого века актуальность исследований по использованию возобновляемого сырья для создания полимерных материалов, а именно, биоразлагаемых материалов (БРМ). Следует подчеркнуть, что термин биоразлагаемые материалы в данном случае определяет не столько способ их утилизации, сколько способ получения, а именно, получение из возобновляемого сырья в процессе органического или микробиологического синтеза.
Среди применяемых и активно разрабатываемых в настоящее время БРМ материалы на основе полисахаридов (крахмал и производные целлюлозы), полимеров молочной и гликолевой кислот (полилактиды и по-лигликолактиды), полиамидов, полиэфируретана, полиэтилентерефталата (ПЭТФ), полимеры оксипроизводных жирных кислот — полиэфиры природного происхождения, так называемые полигидроксиалканоаты (ПГА).
Бактериальные ПГА являются представителями нового класса полимеров. По своим основным показателям они близки к синтетическим термопластам (полипропилену, полиэтилену), но обладают уникальными свойствами: высокой биосовместимостью (терморезистентностью) с органами и тканями организма и способностью к биодеградации с образованием нетоксичных продуктов. ПГА, являясь термопластичными материалами, могут перерабатываться экструзионным способом и способом сухого и мокрого формования. ПГА термостабильны, устойчивы к воздействию кислот и ультрафиолетовых лучей. Важное преимущество применения ПГА — возможность стерилизации изделий из них с помощью гамма-излучения.
Благодаря высоким прочностным характеристикам этот термопласт может быть использован для изготовления рассасывающихся шовных нитей, хирургических пластин, остеопротезов и имплантантов с возможностью постепенного замещения соединительной тканью организма. Кроме того, его можно применять в качестве матрицы для получения лекарственных форм пролонгированного действия. По своим технологическим, механическим и физико-химическим характеристикам эти полимеры превосходят традиционные для инплантации полиэфиры (полигликолиды и полилактиды).
Широкое использование БРМ и в частности ПГА тормозится из-за их высокой стоимости по сравнению с традиционными нефтехимическими материалами. Стоимость БРМ составляет 4 — 15 $/кг при стоимости традиционных ПМ 1 — 1,5 $/кг, т.е. в 10 раз выше. Однако всего 5 лет назад стоимость БРМ была примерно в 10 раз выше, чем сейчас. Новые технологии выращивания и переработки сельскохозяйственных и технических культур способствуют нивелированию разницы стоимости биоразлагаемых и традиционных полимеров. К тому же положительное влияние оказывают различные законодательные акты, особенно в Евросоюзе. Примером могут служить европейские директивы 94/62/ЕС и 2000/53/ЕС, а также американский акт 2002 г., дающие преимущество товарам, изготовляемым с применением биоразлагаемых полимеров.
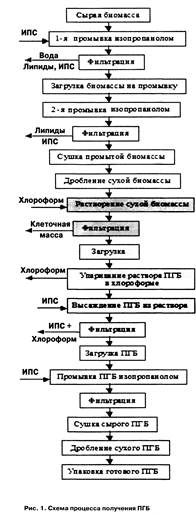
В Институте биохимии им. А.Н. Баха РАН разработана схема биотехнологического производства одного из полигидроксиалканоатов — полигидроксибутирата (ПГБ) на основе штамма-продуцента Azotobacter chroococcum (Пат. 2194759 РФ, Пат. 2201453 РФ), способного синтезировать до 85 % полимера от сухого вещества клеток.
В качестве растворителей для экстракции воды из сырой биомассы по литературным и патентным данным предлагаются низкокипящие эфиры, кетоны, парафины, спирты алифатического или ароматического типов (Пат. 6043063 США). Обработку сырой биомассы, содержащей целевой продукт — ПГБ. проводят органическим растворителем, не растворяющим ПГБ. с целью его освобождения от воды, липидов (жирных кислот, стеринов), неорганических солей и других примесей. Отделение осадка — клеточной массы, содержащей ПГБ, проводится известными способами — фильтрацией или центрифугированием с последующим удалением растворителя сушкой.
С точки зрения экономической и технической доступности, незначительной летучести и достаточно низкой температуры очистки оборотного спирта на этой стадии очистки сырой биомассы был выбран изопропиловый спирт.
Очистку сухой биомассы, содержащей ПГА, проводили с использованием в качестве экстрагирующего растворителя галоидированных углеводородов: 1,2-дихлорэтан, хлороформ (ЕР 0015123); 1.1,2-трих-лорэтан; 1.1,2,2-терахлорэтан (ЕР 0015123, ЕР 0015669); метиленхлорид (Пат. 4310684 США). Применение метиленхлорида (температура кипения 40 — 41 °С) по сравнению с хлороформом (температура кипения 61 °С) вследствие его большей летучести приводит к увеличению потерь растворителя при перегонке или центрифугировании. Известно, что в качестве растворителей применяются метил- и этиллактаты (Заявка 4036067 ФРГ). Однако лактаты имеют температуру кипения 154 ºС, что требует применения высокой температуры для удаления растворителя. При этом возможен гидролиз ПГБ с уменьшением молекулярной массы, что нежелательно. Наибольший выход очищенного продукта получается при использовании хлороформа, поэтому при очистке сухой биомассы нами был выбран именно этот растворитель.
Сырая биомасса была изготовлена в Институте биохимии им. А.Н. Баха РАН на оборудовании ООО "Фирма "Макофарм" (г. Лотошино) и содержала 73 % полимера (в расчете на сухую биомассу), 0,52 % азота (1,73 % на сухой остаток). Очистку сырой биомассы, выделение и очистку ПГБ проводили в соответствии со схемой, представленной на рис. 1. С целью сокращения количества свободной воды, содержащейся в сырой биомассе, и уменьшения изопропилового спирта для ее экстракции опробованы предварительная сушка и вакуумная фильтрация биомассы. Сушку проводили при температуре 50 — 60 "С в течение 1 — 3 ч и остаточном давлении 1—2 мм рт. ст. Установлено, что величина вакуума в заданном интервале температур не влияет на количество удаляемой воды. Температура также не оказывает практически никакого влияния, главным является время сушки. Так, количество удаленной влаги за 2 ч составило 51,8 %, за 3 ч — 57,7 %.
Исследованы более мягкие условия удаления воды из сырой биомассы путем фильтрации при температуре окружающей среды 18 — 25 °С и остаточном давлении 10 — ПО мм рт. ст. на воронке Бюхнера через различные фильтровальные материалы (бязь, капрон). Через 2 ч фильтрации удалялось 43,9 % воды вместо 30 при повышенной температуре. Следовательно, значительное количество воды можно удалить при более низкой температуре. Для промывки высушенной биомассы использовали на 30 % меньше изопропилового спирта, чем для продукта с содержанием воды 75 %.
Содержание липидных соединений в использованном изопропиловом спирте от первой и второй промывок было одинаковым для исходной биомассы и биомассы после частичного удаления воды и составляло 0,3 и 0,25 %. Следовательно, несмотря на меньшее количество изопропилового спирта, взятого на промывку, экстракция липидных соединений происходила одинаково.
Данные, полученные на образце с молекулярной массой 500000, были проверены и подтверждены на образце с молекулярной массой 980000.
По результатам аналитического контроля содержания азота, золы и сухого остатка в сырой биомассе было установлено, что требуется не менее трех промывок изопропиловым спиртом. Оборотный изопропиловый спирт подвергался очистке перегонкой и по качеству соответствовал ГОСТ 9805-84 марки "технический" с содержанием 8,6 % воды при норме 13 %. Остальные стадии процесса очистки биомассы (сушка, дробление) проводились традиционным способом.
Далее исследовали выделение ПГБ и его очистку от клеточной массы при использовании хлороформа в качестве экстрагента (табл. 1).
Из данных табл. 1 следует, что концентрация ПГБ в растворе хлороформа составляла 0,5 — 0,25 %, что зависело от величины вакуума при фильтрации, а при глубоком вакууме и длительной фильтрации — от потерь растворителя. Увеличение количества клеточной массы на фильтре приводит к увеличению времени фильтрации, поэтому на данном фильтре можно проводить не более трех операций фильтрации. Эти результаты были учтены при создании опытной установки (рис. 2). Что касается концентрации ПГБ в клеточной массе, то судя по его содержанию при указанных параметрах, полимер оставался в клеточной массе. С целью выделения ПГБ и уменьшения его потерь была осуществлена четвертая дополнительная промывка клеточной массы хлороформом.
Количественное выделение ПГБ осуществляли путем дозирования раствора ПГБ в хлороформе в изопропиловый спирт (объемное соотношение 1:3) при постоянном перемешивании реакционной массы (табл. 2).
Как следует из табл. 2, технологический процесс высаждения полимера хлороформом из сухой биомассы и его промывки изопропиловым спиртом позволяют получить ПГБ высокой степени чистоты, требуемой для медицинской промышленности (Пат. 2333962 РФ).
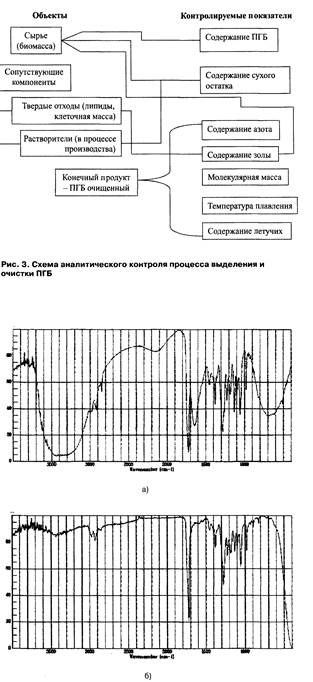
Контроль исходных, промежуточных и конечных продуктов в процессе выделения и очистки ПГБ из сырой биомассы проводили в соответствии со схемой, представленной на рис. 3.
Состав исходной сырой биомассы, а также продуктов, образующихся в процессе её очистки, исследовали методом ИК-спектроскопии. ИК-спектры снимали на Фурье-спектрофотометре фирмы Perkin Elmer (США) 1710 области 4000 -400 см-1 в виде таблеток, запрессованных с КВт для твердых образцов, и в виде пленок, нанесенных на окошки KRS-5 или КВт для жидких (рис. 4). Содержание азота определяли по методу Кьельдаля, температуру и теплоту плавления образцов ПГБ — методом дифференциальной сканирующей калориметрии на приборе Perkin Elmer Diamond DSC . Зольность оценивалась по ГОСТ 15973-82. Сухой остаток определяли сушкой при температуре 105 °С до постоянной массы, содержание воды в растворителях — методом кулонометрического титрования с реактивом Фишера на влагомере мод. СА-02 фирмы Mitcubsi (Япония).
ИК-спектр сырой биомассы (рис.4, а) аналогичен спектру, приведенному в атласе Хюммеля. Отличие в спектре сырой биомассы наблюдается только в области поглощения гидрок-сильных групп воды, см': 3600 - 3400 (v ОН); 1640 (5 ОН); 700 - 600 (б ОН). После сушки образца интенсивность полос в области 3600 - 3400 и 1640 см-1 резко уменьшается, широкое поглощение в области 600 — 700 см1 исчезает. В ИК-спектре образца высушенной биомассы помимо основных полос, характерных для ПГБ, присутствуют дополнительные: 3300; 1650 и 1520 см1 ; изменяется соотношение полос 1229 и 1185 см1 . Можно предположить, что наличие данных полос в спектре связано с присутствием в исследуемом продукте веществ с амидными группами (3300, 1650, 1520 см') и органическими фосфатами (1180 см1 ).
Общий спектр конечного продукта снят в метиленхлориде (рис. 4, б) и полностью соответствует приведенному в атласе Хюммеля. Спектр же конечного продукта, полученного из расплава, отличается увеличением интенсивности полосы 1185 см1 (возможен С-О-С, Р-О-С), изменением соотношения СН2 -, СНз -групп в области валентных (2980 — 2850 см1 ), и 1385 см') колебаний. Можно предположить, что конечный продукт является не однородным или "подшитым", только растворимая в метиленхлориде фракция — "чистый"продукт.
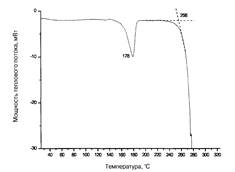
Температуру и теплоту плавления образцов ПГБ определяли методом дифференциальной сканирующей калориметрии на приборе Perkin Elmer Diamond DSC на образце массой 3 — 6 мг, который помещали в алюминиевую чашку массой 18 — 19 мг, нагревали со скоростью 10 °С/мин и регистрировали изменение теплового потока между образом и эталоном сравнения.
Типичная зависимость мощности теплового потока образца от температуры нагрева представлена на рис. 5. Область плавления полимера 130 — 180 °С с максимумом при 178 °С. После плавления при температуре 256 °С наблюдается разложение полимера. Температура разложения остается постоянной как при нагреве на воздухе, так и в токе азота, что свидетельствует о механизме деполимеризации.
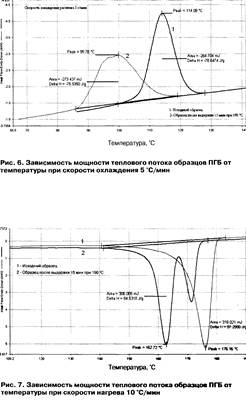
Для оценки термостойкости полимера была исследована его температура кристаллизации до и после термообработки. Термообработку проводили сразу после точки плавления вещества при 190 °С в течение 15 мин (рис. 6). На рисунке экзотермическому пику соответствует теплота кристаллизации, происходит уменьшение температуры кристаллизации (кривая 2), что свидетельствует об уменьшении молекулярной масса полимера при термостатировании в указанных условиях.
Уменьшение молекулярной массы сказывается на изменении пика плавления полимера (рис. 7), и проявляется в расщеплении эндотермического пика и снижении температуры плавления полимера. Предварительно было установлено, что скорость охлаждения расплава (200 и 5 °С/мин) незначительно влияет на температуру плавления и форму эндотермического пика.
Изобретение относится к биодеградируемым сополимерам; пленкам, включающим сополимеры; и поглощающим изделиям одноразового использования, таким как пеленки, санитарные салфетки и панталоны для пациентов, страдающих недержанием, включающим такие пленки.
Большое разнообразие поглощающих изделий, сконструированных таким образом, чтобы быть эффективными для поглощения жидкостей организма, таких как кровь, моча, менструальные выделения и им подобным, является хорошо известным. Продукты одноразового использования этого типа обычно включают определенного типа материал проницаемый для жидкости, для верхнего покрытия, поглощающую центральную часть и материал непроницаемый для жидкости, для нижнего покрытия. До сих пор такие поглощающие структуры изготавливались, например, с использованием для верхнего покрытия тканых, нетканых или пористых пленкообразующих полиэтиленовых или полипропиленовых материалов. Материалы для нижнего покрытия обычно включают гибкие полиэтиленовые покрытия. Материалы поглощающей центральной части обычно включают волокна из древесной пульпы или волокна из древесной пульпы в комбинации с поглощающими желирующими материалами. Один из аспектов таких поглощающих изделий до недавнего времени заключался в их одноразовом использовании. Хотя такие продукты в своей основе включают материалы, которые как полагали в конечном счете будут деградировать и хотя продукты этого типа вносят небольшой вклад в общие твердые отходы, производимые потребителями каждый год, тем не менее, существует необходимость в разработке таких продуктов одноразового использования из материалов, которые являются компостируемыми.
Обычный поглощающий продукт одноразового использования уже в большей степени является компостируемым. Обычная пеленка одноразового использования, например, состоит приблизительно на 80% из компостируемых материалов, например волокон из бумажной пульпы и им подобных. В процессе компостирования загрязняющие поглощающие изделия одноразового использования разрывают и смешивают с органическими отходами, по существу, до компостирования. После окончания компостирования, частицы, которые не подверглись компостированию, отсеивают. Таким образом, даже сегодняшние поглощающие изделия могут быть успешно переработаны на компостирующих заводах.
Тем не менее, существует необходимость в снижении количества некомпостируемых материалов в поглощающих изделиях одноразового использования. Существует конкретная необходимость в замене полиэтиленовых нижних покрытий в поглощающих изделиях пленками из компостируемого материала, непроницаемыми для жидкости, потому что нижнее покрытие обычно представляет один из наиболее некомпостируемых компонентов обычного поглощающего изделия одноразового использования.
Кроме того, будучи компостируемыми, пленки, примененные в качестве нижних покрытий для поглощающих изделий, должны удовлетворять многим другим эксплуатационным характеристикам. Например, смолы должны быть термопластичными, так чтобы могли быть применены обычные способы переработки пленки. Эти способы включают полив пленки или экструзию пленки с раздувом однослойных структур и полив или соэкструзию пленки с раздувом многослойных структур. Другие способы включают экструзионное покрытие одного материала на другой или с обеих сторон компостируемого субстрата, такого как другая пленка, нетканое волокно или бумажное волокно.
Еще и другие свойства являются существенными в операциях превращения продукта, где используют пленки для изготовления поглощающих изделий. Свойства, такие как предел прочности при растяжении, модуль упругости при растяжении, сопротивление раздиру и температура термического размягчения, определяют в значительной степени насколько хорошо пленка будет эксплуатироваться на перерабатывающих линиях.
Кроме вышеупомянутых свойств, необходимо учитывать свойства, предъявляемые конечным потребителем поглощающего изделия. Свойства пленки, такие как, ударная вязкость, сопротивление проколу и влагопропускание являются важными, так как они влияют на продолжительность эксплуатации поглощающего изделия и емкость в процессе носки.
Как только избавляются от поглощающего изделия и оно входит в процесс компостирования, другие свойства становятся важными. Независимо от того, измельчаются или нет входящие отходы, важно, чтобы пленка или большие фрагменты пленки подвергались первоначально разрушению до гораздо более мелких частиц в процессе начальной стадии компостирования. Иначе говоря, пленки или большие фрагменты пленки могут быть отсеяны из потока компоста и могут никогда не стать частью конечного компоста.
Ранее были изучены биодеградируемость и физические свойства различных полигидроксиалканоатов. Полигидроксиалканоаты являются полиэфирными соединениями, продуцируемыми различными микроорганизмами, такими как бактерии и морские водоросли. Несмотря на то, что полигидроксиалканоаты представляли общий интерес из-за их биодеградируемой природы, их действительное использование в качестве пластичных материалов было затруднено из-за их термической нестабильности. Например, поли-3-гидроксибутират (РНВ) является натуральным продуктом хранения энергии бактерий и морских водорослей, и присутствует в виде дискретных гранул в пределах цитоплазмы клетки. Однако в противоположность другим биологически полученным полимерам, таким как протеины и полисахариды, РНВ является термопластичным полимером, обладающим высокой степенью кристалличности и точно выраженной температурой плавления около 180o
C. К сожалению, РНВ становится нестабильным и деструктирует при повышенных температурах вблизи его температуры плавления. Вследствие этой термической нестабильности, коммерческие применения РНВ были чрезвычайно ограничены.
В результате, исследователи изучили другие полигидроксиалканоаты, такие как поли(3-гидроксибутират-со-3- гидроксивалерат) (PHVB), в надежде найти полигидроксиалканоаты, обладающие достаточной термической стабильностью и другими полезными химическими и физическими свойствами для использования в практических целях. К сожалению, полигидроксиалканоаты, такие как РНВ и PHVB, трудно перерабатывались в пленки, пригодные для применений в качестве нижнего покрытия. Как обсуждалось ранее, термическая неустойчивость РНВ делала такую переработку практически невозможной. Кроме того, медленные скорости кристаллизации и характеристики текучести РНВ и PHVB делали трудной переработку пленки. Примеры гомополимера РНВ и сополимеров PHVB описывают в патенте США 4393167, Holmes et.al., опубликованном 12 июля 1983, и в патенте США 4880592, опубликованном 14 ноября 1989. Сополимеры PHVB являются коммерчески доступными из Imperial Chemical Indastries под торговой маркой BIOPOL. Сополимеры PHVB в настоящее время производят с содержанием валерата в области от около 5 до около 24 мольных %. Увеличение содержания валерата снижает температуру плавления, кристалличность и жесткость полимера. Обзор технологии BIOPOL представляют в Bisness 2000+(Winter, 1990).
Благодаря медленной скорости кристаллизации пленка, изготовленная из PHVB, будет липкой сама по себе даже после охлаждения; значительная часть PHVB остается аморфной и липкой в течение продолжительного периода времени. В операциях отливки пленки, где пленку немедленно охлаждают на охлаждающих валках, после того как она покидает экструзионную головку, расплав PHVB часто прилипает к валкам, замедляя скорость, с которой может быть переработана пленка, или даже предотвращая процесс наматывания пленки. В пленках, полученных раздувом, остаточная липкость PHVB заставляет трубчатую пленку слипаться, после того как ее охлаждают и сдавливают для намотки.
Патент США 4880592, Martini et.al., опубликованный 14 ноября 1989, раскрывает значения, достигаемые PHVB монослоем пленки, для применений в качестве нижнего покрытия пеленки за счет соэкструдирования PHVB между двумя слоями полимера, например полиолефина, растяжение и ориентацию многослойной пленки и затем сдирание прочь полиолефиновых слоев, после того как PHVB было предоставлено время для кристаллизации. Остающуюся пленку PHVB затем ламинируют либо водорастворимыми пленками, либо водонерастворимыми пленками, такими как поливинилиденхлоридными или другими полиолефинами. К сожалению, такие решительные и громоздкие меры переработки являются необходимыми при попытке избежать присущих трудностей, связанных с переработкой PHVB в пленки.
На основании приведенного выше, существует необходимость создания поглощающих изделий одноразового использования (например, пеленок) с повышенной биодеградируемостью. Для удовлетворения этой необходимости существует предварительная необходимость в биодеградируемом сополимере, который являлся бы способным к тому, чтобы быть легко перерабатываемым в пленку для использования в таких санитарных предметах одноразового использования.
Изобретение относится к пленке, содержащей биодеградируемый сополимер, где сополимер включает по крайней мере два статистически повторяющихся мономерных звена (RRMU), где первый RRMU имеет структуру

и второй RRMU имеет структуру
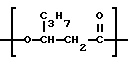
где по крайней мере 50% RRMU имеют структуру первого RRMU.
Настоящее изобретение далее относится к поглощающему изделию, включающему проницаемое для жидкости верхнее покрытие, непроницаемое для жидкости нижнее покрытие, включающее вышеуказанную пленку, и поглощающую центральную часть, расположенную между верхним покрытием и нижним покрытием.
Настоящее изобретение отвечает на необходимость в биодеградируемом сополимере, который является способным легко перерабатываться в пленку. Далее настоящее изобретение отвечает на необходимость в поглощающих изделиях одноразового использования с повышенной биодеградируемостью.
Термин "ASTM", как он использован здесь, обозначает Американское общество по испытанию и материалам.
Термин "включающий", как он использован здесь, обозначает, что могут быть добавлены другие стадии и другие ингредиенты, не влияющие на конечный результат. Этот термин включает "состоящий из" и "по существу состоящий из".
Термин "алкил", как он использован здесь, обозначает насыщенную углеродсодержащую цепь, которая может быть неразветвленной или разветвленной; и замещенной (моно- или поли-) или незамещенной.
Термин "алкенил", как он использован здесь, обозначает углеродсодержащую цепь, которая может быть мононенасыщенной (т.е. одна двойная связь в цепи) или полиненасыщенной (т. е. две или более двойных связей в цепи); неразветвленной или разветвленной; и замещенной (моно- или поли-) или незамещенной.
Термин "РНА", как он использован здесь, обозначает полигидроксиалканоат согласно настоящему изобретению.
Термин "РНВ", как он использован здесь, обозначает гомополимер поли-3-гидроксибутирата.
Термин "PHBV", как он использован здесь, обозначает сополимер поли(3-гидроксибутирата-со-3-гидроксивалерата).
Термин "биодеградируемый", как он использован здесь, обозначает способность соединения к полной деградации до СО2 и воды или биомассы за счет микроорганизмов и/или естественных факторов окружающей среды.
Термин "компостируемый", как он использован здесь, обозначает материал, который отвечает следующим трем требованиям: 1) материал является способным перерабатываться в компостирующем устройстве для твердых отходов; 2) если материал переработан таким образом, то материал будет конечным материалом в конечном компосте; 3) если компост вносят в почву, то материал будет полностью деструктировать в почве.
Например, нет необходимости полимерный пленочный материал, присутствующий в твердых отходах, подвергать переработке в компостирующем устройстве до окончательного компостирования. Некоторые компостирующие устройства подвергают поток твердых отходов воздушной классификации до проведения дальнейшей переработки, для того чтобы разделить бумагу и другие материалы. Полимерная пленка будет наиболее вероятно отделяться от потока твердых отходов при такой воздушной классификации и поэтому не будет перерабатываться в компостирующем устройстве. Тем не менее, это может быть еще "компостируемый" материал согласно вышеприведенному определению, потому что он "способен" быть переработанным в компостирующем устройстве.
Требование, чтобы материал был конечным в конечном компосте, обычно обозначает, что он подвергается переходу в форму, деградируемую в компостирующем устройстве. Обычно поток твердых отходов будет подвергаться стадии разрушения в ранней фазе компостирующего процесса. В результате полимерная пленка будет присутствовать скорее в виде кусков, чем в виде целой пеленки. В конечной фазе процесса компостирования, окончательный компост будет подвергаться стадии отсеивания. Обычно полимерные куски не будут проходить через сита, если они сохраняют размер, который они имели сразу после стадии измельчения. Компостируемые материалы по настоящему изобретению будут терять их целостность в достаточной степени в процессе компостирования, позволяя частично разрушенным кускам проходить через сита. Однако предполагают, что компостирующее устройство может подвергать поток твердых отходов очень интенсивному измельчению и более грубому отсеиванию, в случае чего недеградируемые полимеры подобные полиэтилену будут отвечать требованию (2). Поэтому отвечать требованию (2) не является достаточным для материала, который будет компостируемым в пределах настоящего определения.
То, что отличает компостируемый материал, как он определен здесь, от материала, подобного полиэтилену, составляет требование (3), когда материал полностью биодеградирует в почве. Это требование биодеградируемости является не достаточным для процесса компостирования или использования при компостировании в почве. Твердые отходы и компост, полученный из них, могут содержать все виды небиодеградируемых материалов, например песок. Однако для того чтобы избежать накопления продуктов деятельности человека в почве, в настоящем изобретении требуется чтобы такие материалы были полностью биодеградируемыми. Иными словами, совсем нет необходимости в том, чтобы этот процесс биодеструкции был быстрым. Поскольку материал сам по себе и промежуточные продукты разложения не являются токсичными, или, иначе говоря, загрязняющими почву или урожай, вполне приемлемо, чтобы их биодеструкция протекала в течение нескольких месяцев или даже лет, так как требуется только избегать накопления продуктов деятельности человека в почве.
Настоящее изобретение относится к биодеградируемым сополимерам, которые являются неожиданно легко перерабатываемыми в пленки, по сравнению с гомополимером РНВ и сополимером PHBV. До появления настоящей заявки полигидроксиалканоаты изучали для использования в промышленных пластиках. Как обсуждалось выше, полигидроксиалканоаты, такие как РНВ и сополимеры PHBV, являются трудно перерабатываемыми из-за их термической нестабильности. Кроме того, такие полигидроксиалканоаты особенно трудно перерабатывались в пленки вследствие их медленной скорости кристаллизации. Авторы настоящей заявки нашли, что РНА сополимеры в соответствии с настоящим изобретением, которые включают второй RRMU сомономер, как он определен выше, содержащий алкильный заместитель по крайней мере из трех углеродов, являются неожиданно легко перерабатываемыми в пленки, особенно по сравнению с РНВ или PHBV. Заявители неожиданно обнаружили, что такие линейные, статистические сополимеры с ограниченным числом средних разветвленных цепей (например, С3 -С19 ) обеспечивают дополнительно к биодеградируемости следующие свойства, особенно по сравнению с РНВ или PHBV: а) более низкую температуру плавления, б) более низкую степень кристалличности и с) улучшенную реологию расплава.
Безотносительно теории заявители полагают, что характеристики а) и б) достигаются путем исключения второго RRMU из кристаллической решетки первого RRMU, приводя тем самым к снижению температуры термической переработки и улучшенной жесткости и характеристикам удлинения. Кроме того, безотносительно теории заявители полагают, что характеристика с) достигается повышенным переплетением между цепями сополимера благодаря боковым цепям второго RRMU. Такое повышенное переплетение может иметь место за счет увеличенного гидродинамического объема сополимера (например, второе мономерное звено создает петли в спиральной структуре), "крючки" или "ловушки" боковых цепей на основной цепи различных сополимеров во время плавления или пониженный разрыв цепи вследствие более низкой Тпл (т.е. увеличенное окно термического процесса).
Биодеградируемый РНА, полезный для переработки в пленки, согласно настоящему изобретению включает два статистически повторяющихся мономерных звена (RRMU), где первое RRMU имеет структуру

и второе RRMU имеет структуру
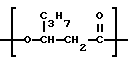
где по крайней мере 50% RRMU имеют структуру первого RRMU.
В предпочтительном варианте РНА включает одно или более дополнительных звеньев RRMU, имеющих структуру
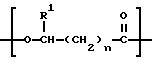
где R1 представляет H, или C2 , или C4 , С5 , С6 , C7 , C8 , C9 , C10 , С11 , С12 , С13 , С14 , С15 , C16 , C17 , C18 , или С19 -алкил или алкенил; и n равно 1 или 2.
Термин "пленка", как он использован здесь, обозначает чрезвычайно тонкий, непрерывный кусок вещества, характеризующийся отношением длины к толщине и отношением ширины к толщине. Несмотря на то что не предъявляется точного требования к верхнему пределу толщины, предпочтительно верхний предел будет составлять около 0,254 мм, более предпочтительно 0,01 мм, и еще более предпочтительно 0,005 мм. Защитная величина любой пленки зависит от того насколько она будет однородной, т.е. без дырок или трещин, так как она должна быть эффективным барьером для молекул, таких как пар атмосферной воды и кислород. В предпочтительном варианте настоящего изобретения пленка является непроницаемой для жидкости и пригодной для использования в поглощающих санитарных изделиях одноразового использования, таких как пеленки одноразового использования, женские гигиенические изделия и им подобных. Более предпочтительно пленки, полученные в соответствии с настоящим изобретением, кроме повышенной биодеградируемости и/или компостируемости обладают следующими свойствами:
а) модуль упругости при растяжении в направлении машины (BD) от около 6,895 · 108 дин/см2 до около 6,895 · 109 дин/см2 ,
б) сопротивление раздиру MD по крайней мере 70 г на 25,4 мкм толщины,
с) сопротивление раздиру в направлении, перпендикулярном направлению машины (CD), по крайней мере 70 г на 25,4 мкм толщины,
д) ударную вязкость по крайней мере 12 см, измеренную по падению шара,
е) скорость транспорта влаги ниже чем около 0,0012 г см2 за 6 часов,
ф) модуль при 60o C по крайней мере 5,52 · 107 дин/см2 и
ж) толщину от около 12 мкм до около 75 мкм.
Эксплутационные характеристики и методы испытаний пленок.
Пленка с удовлетворительной характеристикой, такой как компостируемость нижней части пеленки одноразового использования, должна быть изготовлена из смол или материалов, которые являются биодеградируемыми и должны демонстрировать высокую прочность, отвечать требованию жидкостного барьера, иметь высокую температуру плавления.
Нижняя часть пеленок одноразового использования должна обладать достаточной прочностью как в отношении переработки на высокоскоростной перерабатывающей машине для пеленки одноразового использования, так и в отношении обеспечения "влагостойкого" барьера при использовании для ребенка. Она должна быть достаточно влагостойкой, так чтобы одежда или постель (пеленки) ребенка или няни не смачивались или не загрязнялись. Она должна обладать такими модулями или гибкостью, чтобы в одно и то же время быть материалом, приятным для того чтобы быть использованным в качестве внешнего покрытия пеленки для ребенка, но еще достаточно высокими для того чтобы легко перерабатываться на высокоскоростных машинах для изготовления пеленок одноразового использования без морщин, сгибов или складок. Она должна обладать достаточным сопротивлением нагреванию, так чтобы не быть деформированной, не плавиться или постоянно терять прочность в обычных условиях горячего хранения или терять однородность на высокоскоростных преобразователях пеленок одноразового использования, которые обычно используют адгезивы горячего расплава для связывания вместе компонентов пеленки одноразового использования.
Пленки, которые являются достаточно прочными и пригодными в качестве биодеградируемых и/или компостируемых нижних покрытий для пеленок одноразового использования, предпочтительно проявляют два свойства: а) сопротивление разрыву от падения веса и б) сопротивление раздиру как в направлении машины для изготовления пленки, так и в направлении перпендикулярном машине для изготовления пленки. Предпочтительные нижние покрытия, полученные в соответствии с настоящим изобретением, выдерживают падение сферического стального шарика с диаметром около 19 мм и массой 27,6-28,6 г с высоты 12 см таким образом, что по крайней мере 50% испытаний не приводят ни к каким разрывам (деформация является приемлемой). Предпочтительными материалами являются такие материалы, которые показывают 50% или ниже разрушений при падении шара с высоты более чем 20 см. Аналогично приемлемые нижние покрытия показывают среднюю величину сопротивления раздиру 70 г на толщину материала 25,4 микрон в обоих направлениях машины в продольном и перпендикулярном, когда применяют стандартное устройство для испытания - маятник Эльмендорфа, такое как Elmendorf Model No. 60-100 по отношению к 16 складкам материала, который был приготовлен без разреза или надреза согласно TAPPI Method Т 414om-88. Более предпочтительными являются такие нижние покрытия, которые показывают сопротивление раздиру 200 или более грамм на толщину в 25,4 микрон в перпендикулярном машине направлении, потому что эти покрытия являются особенно хорошими в том отношении, что избегают разрушения в процессе использования за счет разреза.
Было также найдено, что пленки обладают достаточным барьером для транспорта влаги и тем, что позволяют менее чем 0,0012 г синтетической мочи проходить на поглощающее бумажное полотенце на см2 площади при толщине пленки 25,4 микрон в течение каждых 16 часов, когда испытываемую пленку помещали между поглощающей бумагой и обычным поглощающим желированным материалом, содержащим центральную часть пеленки и имитируя давление, которое оказывает ребенок. Специфические условия испытаний заключались в том, что площадь центральной части оказывалась больше, чем площадь испытываемого материала, центральную часть загружают синтетической мочой до ее теоретической емкости и она находится под давлением веса около 35 г/см2 (0,5 psi.).
Было также найдено, что материалы достаточной теплостойкости демонстрируют теплостойкость по Вика по крайней мере 45o С. Теплостойкость по Вика испытывают, используя Heat Distortion Apparatus Model No.Cs-107 или его эквивалент и модификацию ASTM D-1525. Модификация заключается в приготовлении образца. Готовят пленку размером 19 мм2 толщиной 4,5-6,5 мм для испытаний по Вика на проникновение иглы за счет плавления материала, который следует испытывать, в форме, используя температуру 120o C и давление 7,031 · 105 г/см2 (10000 psi) (используя Caver или аналогичный пресс) в течение двух минут после периода нагревания, по крайней мере в течение 2 минут. Теплостойкость по Вика представляет температуру при которой игла с плоским окончанием 1 мм2 закругленного профиля будет проникать в образец на глубину 0,1 см при нагрузке 1000 г, используя равномерную скорость подъема температуры 50o C в час.
Было также найдено, что материалы с достаточными модулями в направлении машины демонстрируют 1%-ные модули секущего типа выше по крайней мере 6,895 · 108 дин/см2 и ниже по крайней мере 6,895 · 109 дин/см2 . Испытания проводят на электронной машине для испытания прочностных свойств, такой как Instron Model 4201. Полоску материала шириной 2,54 см, предпочтительно 0,00254 см толщиной, нарезают в длину около 30 см с направлением длинной части материала параллельно направлению машины. Испытываемую полосу закрепляют в зажимы тестера для испытания прочности таким образом, что масштаб или действительная длина испытываемого материала составляла 25,4 см. Зажимы разводят с медленной скоростью, составляющей 2,54 см в минуту до 25,4 см в минуту, и записывают кривую напряжение - деформация на диаграмме в пределах присоединенного регистрирующего устройства. 1%-ный секущий модуль определяют за счет считывания напряжения или предела прочности при растяжении с диаграммы в точке 1%-ного относительного удлинения. Например, точку 1%-ной деформации достигают, когда расстояние между зажимами увеличивается на 0,254 см. Когда зажимы разводят со скоростью 2,54 см в минуту и регистрирующее устройство работает со скоростью 25,4 см в минуту, точка 1%-ной деформации будет расположена на расстоянии 2,54 см от исходной точки. Характеристику предела прочности при растяжении делят на толщину образца материала, если этот образец имеет другую толщину чем 0,00254 см. Особенно мягкие и поэтому предпочтительные материалы показывают 1%-ный секущий модуль в области 6,895 · 108 до 2,068 · 109 дин/см2 .
Так как поглощающие изделия могут испытывать такие высокие температуры как 140o F (60o C) в процессе хранения на товарных складах или при перевозке в грузовиках или товарных вагонах, важно, чтобы пленка нижнего покрытия и другие компоненты сохраняли целостность при этих температурах. Хотя ожидают, что модули пленок будут в некоторой степени снижаться при температурах между 20o C и 60o C, модули не должны снижаться настолько сильно и позволять пленке деформироваться в упаковке, до того как она не окажется у конечного потребителя.
Например, полиэтиленовое нижнее покрытие с модулем около 4 · 109 дин/см2 при комнатной температуре может иметь модуль 1,2 · 109 дин/см2 при 60o C, который является приемлемым. Более мягкое полиэтиленовое нижнее покрытие с модулем при комнатной температуре, равным 8,0 · 108 дин/см2 , может иметь модуль около 3,5 · 108 дин/см2 при 60o C, который является еще приемлемым. Обычно приемлемая пленка нижнего покрытия настоящего изобретения будет иметь модуль при 60o C по крайней мере 5,52 · 107 дин/см2 .
Зависимость модуля от температуры, также называемую спектром модуль/температура, наилучшим образом измеряют на динамическом механическом анализаторе (DMA), таком как Perkin Elmer 7 Series/ Unix TMA 7 Термомеханический анализатор, оборудованный 7 Series/ Unix DMA 7 Temperature/Time sofware package, на который далее ссылаются как на DMA 7, доступный из Perkin-Elmer Company of Norwalk, Connecticut. Существуют многие другие виды DMA устройств и использование динамического механического анализа для изучения спектра полимера модуль/температура хорошо известно специалистам в этой области исследования полимеров (сополимеров). Эта информация хорошо суммирована в двух книгах, первая в Dynamic Mechanical Analysis of Polymeric Materials Science Monographs Volume I, Murayama (Elsevier Publishing Co., 1978) и вторая Mechanical Properties of Polymers and Composites, Volume I, L.E.Nielsen (Macel Dekker, 1974).
Механические операции и процедуры для использования DMA 7 описаны в Perkin-Elmer User's Manuals 0993-8677 and 0993-8679, обе датированы маем 1991 г. Для специалистов по использованию DMA 7 следующие условия опытов должны быть достаточны для получения данных модулей при 60o C, представленных далее.
Для измерения спектра модуль/температура образца пленки DMA 7 настраивают в рассматриваемом режиме температур и оборудуют растянутой системой измерения (EMS). Образец пленки шириной приблизительно 3 мм и толщиной 0,0254 мм и достаточной длины, позволяющей покрыть 6-8 мм расстояние между зажимами расположенными в EMS. Затем устройство закрывают в окружающую камеру непрерывно продуваемую газообразным гелием. Прикладывают напряжение к пленке в направлении длины для достижения деформации или натяжения 0,1% ее первоначальной длины. Прикладывают к образцу динамическое синусоидальное напряжение при частоте 5 циклов в секунду. В рассматриваемом режиме температуры температуру увеличивают со скоростью 3,0o C/минуту от 25o C до точки, где образец плавится или разрушается, в то время как периодичность и напряжение выдерживают постоянными. Поведение температурной зависимости характеризуют за счет управления изменением напряжения и фазового различия во времени между напряжением и деформацией. Величины динамического модуля упругости при сдвиге в паскалях рассчитывают с помощью компьютера вместе с другими данными и записывают как функции температуры на видеодисплее. Обычно данные хранят на компьютерном диске и на жестком диске и спектр модуль/температура распечатывают для дальнейшего обзора. Модуль при 60o C определяют непосредственно из спектра.
Способ производства пленки.
Пленки по настоящему изобретению, используемые в качестве нижних покрытий, обладающих повышенной биодеградируемостью и/или компостируемостью, могут быть получены с использованием обычных процедур для получения одно- и многослойных пленок на обычном оборудовании для изготовления пленки. Гранулы РНА могут быть сначала смешаны в сухом виде и затем смешаны в расплаве в пленочном экструдере. Или же, если имеет место недостаточное смешение в пленочном экструдере, гранулы могут быть сначала подвергнуты смешению в сухом виде и затем смешению в расплаве в экструдере с предварительным компадиурованием с последующим повторным гранулированием до экструзии пленки.
РНА настоящего изобретения может быть переработан из расплава в пленку, используя либо метод полива, либо экструзию пленки с раздувом, оба метода описаны в Plastics Extrusion Technology-2nd Ed., Allan A.Griff (Van Nostrand Reinhold-1976). Политую пленку экструдируют через линейную щелевую фильеру. Обычно плоский лист охлаждают на большом движущемся полированном металлическом валке. Пленка быстро охлаждается и отслаивается от этого первого валка, проходит над одним или более вспомогательными охлаждающими валками, затем через набор тяговых устройств или "оттяжных приспособлений", покрытых каучуком, и, наконец, к намоточной машине. Способ изготовления пленки для нижнего покрытия поливом для поглощающих изделий описан в примерах, приведенных ниже.
При экструзии пленки с раздувом расплав экструдируют вверх через тонкое кольцевое отверстие фильеры. Этот способ относится также к экструзии трубчатой пленки. Воздух вводят через центральную часть фильеры для наполнения рукава пленки и тем самым вызывают ее расширение. Таким образом, получают движущиеся пузыри, которые поддерживают постоянного размера с помощью контроля внешнего давления воздуха. Рукав пленки охлаждают воздухом, продувая через одно или более охлаждающих колец, окружающих рукав. Затем рукав сплющивают за счет протягивания его через плоскую раму через пару тянущих валков и на намоточную машину. Для использования в качестве нижнего покрытия плоскую трубчатую пленку последовательно разрезают, разворачивают и далее нарезают такой ширины, которая соответствует размерам изделия.
Оба способа изготовления пленки поливом и с раздувом могут быть использованы для получения либо однослойных, либо многослойных пленочных структур. Для изготовления однослойных пленок из единичного термопластичного материала или смеси термопластичных компонентов требуется только единичный экструдер и единичная распределительная фильера.
Для производства многослойных пленок предпочтителен способ соэкструзии. Такие способы требуют более одного экструдера и либо соэкструзионный блок подачи, либо систему нескольких распределительных фильер или комбинацию того и другого для достижения многослойной пленочной структуры.
Патенты США 4152387 и 4197069 раскрывают принципы блока подачи соэкструзии. Множество экструдеров присоединяют к блоку подачи, который использует движущийся поток для разделения пропорционально изменению геометрии каждого канала индивидуального потока в прямой связи с объемом полимера, проходящего через указанные каналы потока. Каналы потока проектируют таким образом, чтобы в их точке слияния материалы стекались с одной и той же скоростью потока и давлением, исключающим межфазное натяжение и нестабильность потока. Как только материалы соединяют в блоке подачи, они поступают в единичную распределительную головку как композитная структура. Для таких процессов важно, чтобы вязкости расплава и температуры расплава материалов значительно не отличались друг от друга; иначе говоря, нестабильность потока может в результате приводить к плохому контролю распределения толщины слоя в многослойной пленке.
В качестве другого варианта соэкструзионному блоку подачи является многораспределительная гребенка или головка лопастевого типа, которая раскрыта в вышеупомянутых патентах США 4152387 и 4197069 и патенте США 4533308. Тогда как в системе блока подачи потоки расплава объединяют вместе снаружи до вхождения в тело головки, в многораспределительной гребенке или головке лопастевого типа каждый поток расплава имеет собственную распределительную гребенку в головке, где полимеры независимо распространяются в их соответствующих гребенках. Потоки расплава соединяют вблизи щели головки с каждым потоком расплава в полную ширину головки. Движущиеся лопасти обеспечивают доведение щели канала каждого потока прямо пропорционально объему материала, протекающего через него, позволяя расплавам соединяться вместе с одной и той же линейной скоростью потока, давлением и желаемой шириной.
Так как свойства потока расплава и температуры расплава перерабатываемых материалов могут меняться в широком диапазоне, использование головки лопастевого типа имеет несколько преимуществ. Головка является пригодной по отношению к отдельным термическим характеристикам, где материалы с сильно различающимися температурами расплава, например вплоть до 175o F (80o C), могут перерабатываться вместе.
Каждая гребенка в головке лопастевого типа может быть спроектирована и изготовлена соответственно конкретному полимеру (или сополимеру). Таким образом, поток каждого полимера определяют только конструкцией его гребенки, а не силами накладываемыми другими полимерами. Это позволяет материалам с сильно различающимися вязкостями расплава быть соэкструдированными в многослойные пленки. Кроме того, лопастевая головка также обеспечивает возможность иметь заданную ширину индивидуальных гребенок таким образом, что внутренний слой, например, водорастворимого биодеградируемого полимера, подобного Vinex 2034, может быть полностью окружен материалами, нерастворимыми в воде, не оставляя незащищенными края, чувствительные к воде. Вышеупомянутые патенты также раскрывают совместное использование систем блока подачи и лопастевых головок для достижения более сложных многослойных структур.
Многослойные пленки согласно настоящему изобретению могут включать два или более слоев. Вообще, сбалансированные или симметричные трехслойные или пятислойные пленки являются предпочтительными. Сбалансированные многослойные - трехслойные пленки включают центральный внутренний слой и два идентичных внешних слоя, где указанный центральный внутренний слой расположен между двумя указанными внешними слоями. Сбалансированные многослойные - пятислойные пленки включают центральный внутренний слой, два идентичных связывающих слоя и два идентичных внешних слоя, где указанный внутренний центральный слой расположен между двумя указанными связывающими слоями и связывающий слой расположен между указанным центральным внутренним слоем и каждым внешним слоем. Сбалансированные пленки являются менее склонными к скручиванию или перекашиванию, чем несбалансированные многослойные пленки.
В трехслойных пленках центральный внутренний слой может составлять от 30 до 80 процентов общей толщины пленки и каждый внешний слой может составлять от 10 до 35 процентов общей толщины пленки. Слои, если используют, каждый составляет от около 5 до около 10 процентов общей толщины пленки.
Кристалличность.
Объемный процент кристалличности (Фc ) полукристаллического полимера (или сополимера) часто определяют тем типом свойств окончательного использования, какими обладает полимер. Например, высококристаллические полимеры (больше 50%) полиэтилена являются прочными и жесткими и пригодны для такого производства, как пластичные молочные контейнеры. Низкокристаллический полиэтилен, с другой стороны, является гибким и прочным и является пригодным для изготовления таких предметов, как упаковки для продуктов и упаковки для мусора. Кристалличность может быть определена несколькими путями, включая рентгеноструктурный анализ, дифференциальную сканирующую калориметрию (ДСК), измерение плотности и инфракрасную спектроскопию. Наиболее приемлемый способ зависит от материала, подлежащего испытанию.
Рентгеноструктурный анализ является наиболее подходящим, если мало известно о термических свойствах материала и изменении кристаллической структуры, которая может иметь место. Основной принцип анализа состоит в том, что аморфные части материала пропускают x-лучи в области диффузных или широких углов, в то время как кристаллы подвергают дифракции x-лучи в виде резких, точно определенных углов. Полная пропущенная интенсивность, однако, является постоянной. Это позволяет рассчитывать количество кристаллического материала в образце, если могут быть разделены аморфные и кристаллические интенсивности дифракции x-лучей. Очень точный способ был разработан Ruland, который мог обнаружить различие в процентном содержании кристалличности такое низкое, как 2% (смотри, Vonk,C., F.J.Balta-Capelleje, X-Ray Scattering fom Synthetic Polymers, Elesevier: Amsterdam, (1989); and Alexsander,L., X-Ray Diffraction Method in Polymer Science, Robert Kreiger Pub. Co., New York, (1979)).
При плавлении кристаллы требуют фиксированное количество тепла при температуре плавления переходящей от кристаллического к расплавленному веществу. Эта теплота плавления может быть измерена с помощью ряда термических методов, наиболее популярным из которых является ДСК. Если известна температура плавления 100% кристаллического материала и не происходит значительного отжига, или явления плавление/кристаллизация при нагревании до плавления, тогда с помощью ДСК можно вполне точно определить весовую долю кристалличности (смотри, Thermal Characterization of Polymer Materials, E.Turi. , Ed., Academic Press, New York, (1980); and Wunderlichh,B., Macromolecular Physics, Academic Press, New York, (1980)).
Если известны плотности чистого кристаллического и чистого аморфного материалов, тогда измерения плотности материала могут давать степень кристалличности. Это предполагает аддитивность удельных объемов, но это требование полностью соблюдается для полимеров (или сополимеров) гомогенной структуры.
1. В.В. Киреев. Высокомолекулярные соединения. М. Высшая школа, 1992.
2. Дж. Оудиан. Основы химии полимеров, М. "Мир", 1974.
3. Ю.Д. Семчиков, С.Ф.Жильцов, В.Н.Кашаева. Введение в химию полимеров. М. Высшая школа, 1988.
4. В.Р.Говарикер, Н.В.Висванатхан, Дж.Шридхар. Полимеры. М. Наука, 1990.
5. А.М. Шур. Высокомолекулярные соединения, М. Высшая школа, 1981.
6. Семчиков Ю. Д. Высокомолекулярные соединения: Учеб. для вузов. – М.: «Академия», 2005. – с. 256 – 263.
7. Э.Д. Сукачева, С.М. Бучинская, В.П. Лихота, С.И. Погореленко. Влияние геометрических размеров стекловолокна на прочность полиамидов. // Пластические массы, 1990, № 5, с, 29-30
8. Turkovich R., Ervin L., Polymer Eng. Sci., 1983, v. 23, No 3, p. 743.
9. Павлов Н.Н. в кн.: Старение пластмасс в естественных и искусственных условиях. М., Химия, 1982, с. 134-147.
10. Gogolevski S. e.a. Colloid and Polymer Sci., 1982, v. 260, № 9, p. 859.
11. Пахомов П.М. и др. Высокомол. соед., 1984, т. Б26, 32, с. 153.
12. Rele V.B., Papir Y.S.J. Makromol. Sci., 1977, v. 13, № 3, p. 405.
13. Изменение структуры и свойств наполненного полиамида ПА-6 при длительном хранении в различных климатических зонах. В.И. Суровцев, Т.Н. Безуглая, А.В. Саморядов, Л.М. Дьякова, Л.А. Гончаренко / Пластические массы, 1989, № 8, с. 23 – 26.
14. Kunugi T. e. a. Nippon kagaku kaishi. J. Chem. Soc. Jap, Chem. and Ind. Chem., 1981, № 4, р. 578
Похожие рефераты:
Нанесение и получение металлических покрытий химическим способом
Производство пленок и полиэтилена низкой плотности
Перспективы развития экологического сознания школьников при изучении темы "Полимеры" в курсе химии
Переработка одноразовых шприцов
Разработка школьного элективного курса "Полимеры вокруг нас"
Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
Технология переработки из расплавов аморфных и кристаллизующихся веществ
Разработка системы защиты атмосферы при производстве поливинилхлорида
Адсорбция полимеров на границе раздела твердое тело - водный раствор
Деформационные способы получения полимерных пленок
Современные методы литья. Полимерная индустрия
Изготавление изделий из пласмассы