| Похожие рефераты | Скачать .docx |
Реферат: Порошковая металлургия и дальнейшая перспектива ее развития
Министерство общего и профессионального образования
Российской Федерации.
Башкирский государственный университет.
Экономический факультет.
Кафедра экономики
и управления.
КУРСОВАЯ РАБОТА
по предмету
системы технологий и инновации
на тему:
Порошковая металлургия и дальнейшая перспектива ее развития.
Выполнил: студент 3 курса
экономического факультета
группы 3.2. Байгужин С. Р.
Научный руководитель:
доцент к. т. н. Фадеева Г.Л.
УФА – 2001
Содержание.
Введение…………………………………………………………………………..…..3
Глава 1. История развития порошковой металлургии……………………………...4
Глава 2. Производство металлических порошков и их свойства…………….……8
Глава 3. Изделия порошковой металлургии и их свойства
3.1. Металлокерамические подшибники……………………...…..………...31
3.2. Пористые материалы и возможности их применения в промышленности………………………………..……………………………………….…...32
Глава 4. Перспектива развития порошковой металлургии………………………34
Заключение……………………………………..…………………………………...34
Список использованной литературы………………………………………………44
Введение.
Порошковой металлургией называют область техники, охватывающую совокупность методов изготовления порошков металлов и металлоподобных соединений, полуфабрикатов и изделий из них или их смесей с неметаллическими порошками без расплавления основного компонента.
Из имеющихся разнообразных способов обработки металлов порошковая металлургия занимает особое место, так как позволяет получать не только изделия различных форм и назначений, но и создавать принципиально новые материалы, которые другим путем получить или очень трудно или невозможно. У таких материалов можно получить уникальные свойства, а в ряде случаев существенно повысить экономические показатели производства. При этом способе в большинстве случаев коэффициент использования материала составляет около 100%.
Порошковая металлургия находит широчайшее применение для различных условий работы деталей изделий. Методами порошковой металлургии изготовляют изделия, имеющие специальные свойства: антифрикционные детали узлом трения приборов и машин (втулки, вкладыши, опорные шайбы и т.д.), конструкционные детали (шестерни, кулачки и др.), фрикционные детали (диски, колодки и др.), инструментальные материалы (резцы, пластины резцов, сверла и др.), электротехнические детали (контакты, магниты, ферриты, электрощетки и др.) для электронной и радиотехнической промышленности, композиционные (жаропрочные и др.) материалы.
Основные преимущества использования порошковой металлургии:
- снижает затраты на дальнейшую механическую обработку, которая может быть исключена или существенно уменьшена. Получает готовое изделие точное по форме и размерам. Обеспечивает высокое качество поверхности изделия.
- использует энерго и ресурсосберегающие технологии. Уменьшает количество операций в технологической цепи изготовления продукта. Использует более чем 97% стартового сырья. Реализует многие последующие сборочные этапы ещё на стадии спекания.
- позволяет получать изделия с уникальными свойствами, используя многокомпонентные смеси, объединяя металлические и не металлические компоненты. Изделия различной пористости (фильтры) с регулируемой проницаемостью; Подшипники скольжения с эффектом самосмазывания.
- получает более высокие экономические, технические и эксплуатационные характеристики изделий по сравнению с традиционными технологиями.
- упрощает зачастую изготовление изделий сложной формы.
- обеспечивает прецизионное производство. Соответствие размеров в серии изделий.
Глава 1. История развития порошковой металлургии.
Порошки металлов применяли и в древнейшие времена. Порошки меди, серебра и золота применяли в красках для декоративных целей в керамике, живописи во все известные времена. При раскопках найдены орудия из железа древних египтян (за 3000 лет до нашей эры), знаменитый памятник из железа в Дели относится и 300 году нашей эры. До 19 века не было известно способов получения высоких температур (около 1600-1800 С). Указанные предметы из железа были изготовлены кричным методом: сначала в горнах при температуре 1000 С, восстановлением железной руды углем получали крицу (губку), которую затем многократно проковывали в нагретом состоянии, а завершали процесс нагревом в горне для уменьшения пористости
С появлением доменного производства от крицы отказались и о порошковой металлургии забыли.
Заслуга возрождения порошковой металлургии и превращения в особый технологический метод обработки принадлежит русским ученым П.Г. Соболевскому и В.В. Любарскому, которые в 1826 г., за три года до работ англичанина Воллстана, разработали технологию прессования и спекания платинового порошка.
После первых работ П.Г. Соболевского по разработке процесса изготовления монет из порошка платины, выполненных в России в 1826 – 1827 гг. стало развиваться новое направление в науке - порошковая металлургия.
В 1924 г. Т.М. Алексеенко-Сербиным была организована первая лаборатория тугоплавких металлов на Московском электроламповом заводе, а затем создана мощная сеть научных учреждений, таких как Институт проблем материаловедения АН Украины, НИИ твердых сплавов, НИИ порошковой металлургии Белорусского политехнического института, ЦНИИЧМ им. Бардина, НИИТ Автопром, ВИЛС, ВНИИЭМ, КТБ МИ, Институт титана, Гипроникель, ИМЕТ им. Байкова и другие.
Большое участие в решении проблем порошковой металлургии принимают кафедры многих высших учебных заведений - Московского института стали и сплавов, Киевского, Новочеркасского, Нижегородского, Пермского, Ереванского политехнических институтов, Харьковского университета и т.д.
После организации Г.А. Меерсоном в 1923 г. на Московском кабельном заводе производства порошка вольфрама и получения в 1932 г. на Ленинградском механическом заводе первых промышленных партий порошка электролитического железа, работы ученых привели к созданию ряда оригинальных процессов изготовления металлических порошков, которые нашли применение.
Процесс получения железного порошка комбинированным восстановлением окалины газом и сажей в 1948 - 1958 гг. был положен в основу строительства Броварского завода порошковой металлургии (Украина). В 1953 - 1957 гг. организовано производство порошков сложнолегированных сталей и сплавов методом металлотермического восстановления. Разработан метод получения легированных порошков железа диффузионным насыщением. Получены порошки карбонильным методом, механическим измельчением, исследуются процессы получения порошков восстановлением окислов, электролизом водных растворов и расплавленных сред. Внедрены методы получения металлических порошков распылением расплавов.
В настоящее время изготавливаются в промышленном масштабе порошки таких металлов, как железо и его сплавы, никель, медь, кобальт, алюминий, титан, олово, цинк, свинец, магний, вольфрам, молибден, тантал, ниобий и другие.
Существенные успехи достигнуты в разработке теоретических основ и технологии процессов прессования и формования изделий из порошков.
Первые систематические исследования выполненные в 1936 - 1937 гг. положили начало развитию работ в этой области. Исследованы закономерности прессования в пресс-формах, процесс вибрационного уплотнения, гидростатического и изостатического, горячего, динамического и взрывного прессования, горячей штамповки, формования порошков прокаткой и т.д.
1926 - 1946 гг. - начало работ в области теоретических основ процессов спекания. Исследования в этой области позволили оптимизировать ряд технологических режимов и создать новые процессы - например, активированное спекание вольфрама, спекание металлоалмазных композиций инструментального назначения, изготовление электроконтактных, антифрикционных и конструкционных изделий с применением пропитки расплавленными металлами и пр.
Первыми видами изделий из порошков, производство которых было организовано в 1918 г., были медно-графитовые щетки. В дальнейшем создано большое количество электроконтактных материалов на основе серебра с добавками никеля, окиси кадмия, графита; на основе вольфрама с пропиткой
медью и ряд других.
Широкое развитие получило производство твердых сплавов и инструментов из них, которое было организовано в 1928 - 1929 гг. на Московском электроламповом заводе.
В 1932 г. на заводе "Электроугли" было организовано производство бронзографитовых подшипников, а в 1934 г. - железографитовых материалов.
В 60-х годах широко развились работы по созданию спеченных конструкционных материалов на железной основе, с пропиткой прессовок медью и ее сплавами, с введением в состав материала углерода в виде графита или порошка белого чугуна, с заполнением пор материала стеклом, что дало повышение прочности до 75 - 80 кг/мм кв. Применение легированных порошков в сочетании с горячей штамповкой или высокоскоростным холодным прессованием с последующим спеканием позволило получить материалы с прочностью выше 200 кг/мм кв.
Активно разрабатывались и другие материалы - фрикционные, уплотнительные, износостойкие, магнитные, фильтровые, инструментальные, волокновые, дисперсно-упрочненные. Созданы ряд материалов, изготавливаемых методами прокатки - токосъемные пластины, электродные ленты, биметаллическая проволока и другие биметаллические и триметаллические материалы.
Типовая технология производства заготовки изделий методом порошковой металлургии включает четыре основные операции:
получение порошка исходного материала;
формование заготовок;
спекание и
окончательную обработку.
Каждая из указанных операций оказывает значительное влияние на формирование свойств готового изделия.
Глава 2. Производство металлических порошков и их свойства.
В настоящее время используют большое количество методов производства металлических порошков, что позволяет варьировать их свойства, определяет качество и экономические показатели.
Условно различают два способа изготовления металлических порошков:
1) физико-механический; 2) химико-металлургический.
При физико-механическом способе изготовления порошков превращение исходного материала в порошок происходит путём механического измельчения в твердом или жидком состоянии без изменения химического состава исходного материала. К физико-механическим способам относят дробление и размол, распыление, грануляцию и обработку резанием измельчаемого материала.
При химико-металлургическом способе изменяется химический состав или агрегатное состояние исходного материала. Основными методами при химико-металлургическом производстве порошков являются: восстановление окислов, электролиз металлов, термическая диссоциация карбонильных соединений.
Измельчение твердых материалов - уменьшение начальных размеров частиц путем разрушения их под действием внешних усилий. Различают измельчение дроблением, размолом или истиранием. Наиболее целесообразно применять механическое измельчение хрупких металлов и их сплавов таких, как кремний, сурьма, хром, марганец, ферросплавы, сплавы алюминия с магнием. Размол вязких пластичных металлов (медь, алюминий и др.) затруднен. В случае таких металлов наиболее целесообразно использование в качестве сырья отходов образующихся при обработке металлов (стружка, обрезка и др.).
При измельчении комбинируются различные виды воздействия на материал статическое – сжатие и динамическое – удар, срез – истирание, первые два вида имеют место при получении крупных частиц, второй и третий – при тонком измельчении. При дроблении твердых тел затрачиваемая энергия выполняет работу упругого и пластического деформирования и разрушения, нагрева материалов, участвующих я процессе размельчения.
Для грубого размельчения используют щековые, валковые и конусные дробилки и бегуны; при этом получают частицы размером 1-10 мм, которые являются исходным материалом для тонкого измельчения, обеспечивающего производство требуемых металлических порошков. Исходным материалом для тонкого измельчения может быть и стружка.
Окончательный размол полученного материала проводится в шаровых вращающихся, вибрационных или планетарных центробежных, вихревых и молотковых мельницах.
Шаровая мельница (рис. 1) - простейший аппарат, используется для получения относительно мелких порошков с размером частиц от нескольких единиц до десятков микрометров.
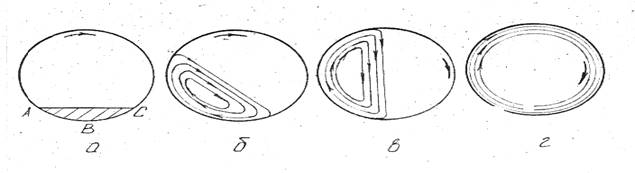
Рис 1 .Схемы движения шаров в мельнице: а – режим скольжения, б – режим перекатывания, в – режим свободного скольжения, г – режим критической скорости.
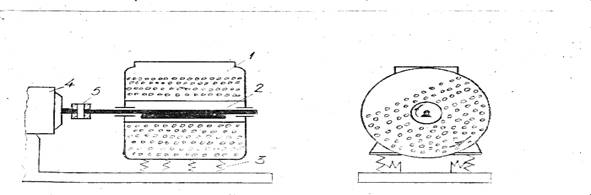
Рис 2. Схема вибрационной мельницы:1-корпус-барабан,2-вибратор вращения,3-спиральные пружины,4-электродвигатель,5-упругая соединительная муфта.
В мельницу загружают размольные тела (стальные или твердосплавные шары) и измельчаемый материал. При вращении барабана шары поднимаются вследствие трения на некоторую высоту и поэтому возможно несколько режимов измельчения:
скольжения,
перекатывания,
3) свободного падения,
4) движения шаров при критической скорости вращения барабана.
В случае скольжения шаров по внутренней поверхности вращающегося барабана материал истирается между стенкой барабана и внешней поверхностью массы шаров, ведущей себя как единое целое. При увеличении частоты вращения шары поднимаются и скатываются по наклонной поверхности и измельчение происходит между поверхностями трущихся шаров. Рабочая поверхность истирания в этом случае во много раз больше и поэтому происходит более интенсивное истирание материала, чем в первом случае. При большей частоте вращения шары поднимаются до наибольшей высоты и, падая вниз (рис. 1,а), производят дробящее действие, дополняемое истиранием материала между перекатывающимися шарами. Это наиболее интенсивный размол. При дальнейшем увеличении частоты вращения шары вращаются вместе с барабаном мельницы, а измельчение при этом практически прекращается.
Интенсивность измельчения определяется свойствами материала, соотношением рабочих размеров - диаметра и длины барабана, соотношением между массой и размерами размольных тел и измельчаемого материала Масса размольных тел считается оптимальной при 1,7-2 кг размольных тел на 1 л объема барабана. Соотношение между массой размольных тел и измельчаемого материала составляет 2,5-3. Для интенсивного измельчения это соотношение увеличивают. Диаметр размольных шаров не должен превышать 1/20 диаметра мельницы. Для увеличения интенсивности измельчения процесс проводят в жидкой среде, препятствующей распылению материала и слипанию частичек. Количество жидкости составляет 0,4 л на 1кг размалываемого материала. Длительность измельчения: от нескольких часов до нескольких суток. В производстве используют несколько типов шаровых мельниц.
При более высокой частоте воздействия внешних сил на частицы материала применяют вибрационные мельницы (рис. 2). В таких мельницах воздействие на материал заключается на создании сжимающих и срезывающих усилий переменной величины, что создает усталостное разрушение порошковых частиц. В показанной на рис. 2 мельнице вибратор 2, вращающийся с частотой 1000-3000об/мин при амплитуде 2-4 мм вызывает круговые движения корпуса 1 мельницы с размольными телами и измельчаемым материалом. В этом случае измельчение протекает интенсивнее, чем в шаровых мельницах.
Тонкое измельчение трудноразмалываемых материалов часто выполняют на планетарных центробежных мельницах с шарами, используемыми для размола. По сравнению с шаровыми мельницами в планетарных центробежных мельницах, размол в сотни раз интенсивнее и одновременно в несколько раз менее производителен, так эта мельница периодического, но не непрерывного (как шаровая) действия с ограниченной загрузкой измельчаемого материала.
Для размола пластичных материалов используют процесс измельчения, в котором разрушающие удары наносят сами частицы измельчаемого материала. Для этого используют вихревые мельницы.
Распыление и грануляция жидких металлов является наиболее простым и дешевым способом изготовления порошков металлов с температурой плавления до 1600 С: алюминия, железа, сталей, меди, цинка, свинца, никеля и других металлов и сплавов.
Сущность измельчения расплава состоит в дроблении струи расплава либо высокоэнергонасыщенным газом или жидкостью, либо механическим распылением, либо сливанием струи расплава жидкую среду (например воду). Основной частью технологического узла является форсунка.
Для распыления металл плавят в электропечах. В зависимости от свойств расплава и требований к качеству порошке распыление осуществляют воздухом, азотом, аргоном, гелием, а для защиты от окисления - инертным газом.
Распыление воздухом - самый экономичный способ изготовления порошков. Основные параметры процесса распыления: давление и температура газового потока, температура расплава. Охлаждающей средой для распыленной струи может быть вода, газ, органическая жидкость.
При различных условиях распыления получают частички порошка каплеобразной, шарообразной и других форм. Размеры частиц получают от 1 мм до сотых долей миллиметра.
Далее рассмотрю химико-металлургический метод - восстановление металлов из окислов и солей. Простейшая реакция восстановления может быть представлена так:
МеА+Х=Ме+ХА+-Q
где Ме - любой металл, А – неметаллическая составляющая (кислород, хлор, фтор, солевой остаток и др.) восстанавливаемого химического соединения металла, Х - восстановитель, Q - тепловой эффект реакции
Стрелки показывают возможное одновременное существование соединений восстанавливаемого металла в восстановителя и возможное повторное образование исходного соединения МеА. Восстановителем может быть то вещество, которое при выбранной температуре процесса имеет большее ритмическое сродство к неметаллической составляющей восстанавливаемого соединения, чем получаемый. В качестве восстановителей используют - водород, окись углерода, диссоциированный аммиак, конвертированный природный газ, эндотермический и природные газы, кокс, термоштыб и древесный уголь, металлы (кальций, магний , алюминий, натрий, кадмий и др.). Прочность химической связи соединения МеА и образующегося соединения восстановителя ХА позволяет оценить возможность протекания реакции восстановления. Количественной мерой (“мерой химического сродства”) является величина свободной энергии, высвобождающейся при образовании соответствующего химического соединения. Чем больше выделяется энергии, тем прочнее химическое соединение.
В реакции восстановления всегда должна выделяться тепловая энергия.
Технологическая практика производства порошков восстановлением. Железные порошки получают восстановлением окисленной руды или прокатной окалины. Железо в указанных материалах находится а виде окислов: Fe2 O3,Fe3 O4,FeO - окиси, закись - окиси и закиси железа. Существующие методы восстановления окислов железа разнообразны.
Классификационная схема методов восстановления железа представлена на рис.4.

Восстановление окислов железа
| Твердым углеродом | Газом | Комбинированным способом |
|||||||
| Сыпучая шихта | Брикетированная шихта | ||||||||
| Взвешенное состояние | Кипящий слой | Стационарный слой | |||||||
| Специальные агрегаты | Туннельная печь | Муфельная проходная печь | Шахтная печь | Печь с шагающим подом | Вращающая печь | Кольцевая печь | |||
| При умеренном давлении восстановительного газа, р=4 - 6 ат | При повышенном давлении восстановительного газа, р=20-40 ат | При нормальном давлении восстановительного газа | |||||||
| При повышенных температурах, t=800-850 C | При умеренных температурах t=500-600 C | При высоких температурах C t>1000 C |
|||||||
Рис.4 Классификация существующих методов восстановления окислов железа.
Медные, никелевые и кобальтовые порошки легко получают восстановлением окислов этих металлов, так как они обладают низким сродством к кислороду. Сырьем для производства порошков этих металлов служат либо окись меди Cu2O,CuO,закись никеля NiO, окись - закись кобальта Co2O3,Co3O4, либо окалина от прокaта проволоки, листов и т.д. Восстановление проводят в муфельных или в трубчатых печах водородом, диссоциированным аммиаком или конвертированным природным газом. Температура восстановления сравнительно низка: меди – 400...500~С, никеля – 700”...750 С, кобальта - 520..570 С. Длительность процесса восстановления 1...3 ч при толщине слоя окисла20..25 мм. После восстановления получают губку, которая легко растирается в порошок
Порошок вольфрама получают из вольфрамового ангидрида, являющегося продуктом разложения вольфрамовой кислоты Н2WO4 (прокаливание при 700...800 С) или паравольфрамата аммония 5(Na4)2O*12WO3*11H2O(разложение при 300 С и более). Восстановление проводят либо водородом при температуре 850..900 С, либо углеродом при температуре 1350..1550С в электропечах.
Этим методом (восстановления) получают порошки молибдена титана, циркония, тантала, ниобия, легированных сталей и сплавов
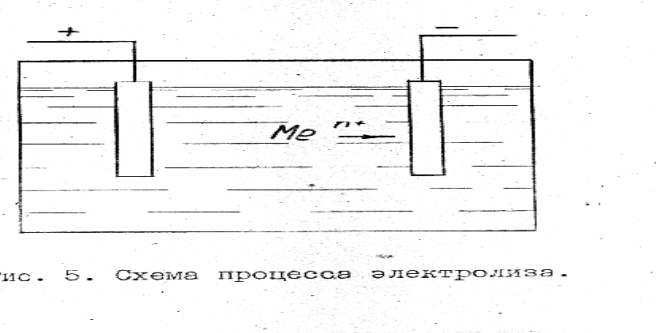
Электролиз
Этот способ наиболее экономичен при производстве химически чистых порошков меди. Физическая сущность электролиза (рис.5) состоит в том, что при прохождении электрического тока водный раствор или расплав соли металла, выполняя роль электролита, разлагается, металл осаждается на катоде, где его ионы разряжаются Ме+ne=Me Сам процесс электрохимического превращения происходит на границе электрод (анод или катод) - раствор. Источником ионов выделяемого металла служат как правило, анод, состоящий из этого металла, и электролит, содержащий его растворимое соединение. Такие металлы как никель, кобальт, цинк выделяются из любых растворимых в виде однородных плотных зернистых осадков. Серебро и кадмий осаждаются из простых растворов в форме разветвленных кристаллитов, а из растворов цианистых солей - в виде плотных осадков. Размеры частиц осаждаемого порошка зависят от плотности тока, наличия коллоидов и поверхностно активных веществ. Очень большое влияние на характер осадков оказывает чистота электролита, материал электрода и характер его обработки.
Карбонильный процесс
Карбонилы - это соединения металлов с окисью углерода Me(CO)C, обладающие невысокой температурой образования и разложения. Процесс получения порошков по этому методу состоит из двух главных этапов:
получение карбонила из исходного соединения
MeаXb+cCO=bX+Mea(CO)c,
образование металлического порошка
Меа(СО)с= аМе+сСО
Основным требованием к таким соединениям является их легко-летучесть и небольшие температуры образования и термического разложения (кипения или возгонки). На первой операции - синтеза карбонила - отделение карбонила от ненужного вещества Х достигается благодаря летучести карбонила. На втором этапе происходит диссоциация (разложение) карбонила путем его нагрева. При этом возникающий газ СО может быть использован для образования новых порций карбонилов. Для синтеза карбонилов используют металлсодержащее сырье: стружку, обрезки, металлическую губку и т.п. Карбонильные Порошки содержат примеси углерода, азота, кислорода (1...3%). Очистку порошка производят путем нагрева в сухом водороде или в вакууме до температуры 400...600 С, Этим методом получают порошки железа, никеля, кобальта, хрома, молибдена, вольфрама.
Свойство металлических порошков характеризуются химическими, физическими и технологическими свойствами. Химические свойства металлического порошка зависят от химического состава, который зависит от метода получения порошка и химического состава исходных материалов. Содержание основного металла в порошках составляет 98...99%. Допустимое количестве примесей в порошке определяется допустимым их количеством в готовой продукции. Исключение сделано для окислов железа, меди, никеля, вольфрама и некоторых других, которые при нагреве в присутствии восстановления легко образуют активные атомы металла, улучшающие спекаемость порошков. В металлических порошках содержится значительное количество газов (кислород, водород, азот и др.), как адсорбированных на поверхности, так и попавших внутрь частиц в процессе изготовления или при последующей обработке, Газовые пленки на поверхности частиц порошка образуются самопроизвольно из-за ненасыщенности полей силовых в поверхностных слоях. С уменьшением частиц порошка увеличивается адсорбция газов этими частицами.
При восстановлении химических соединений часть газов - восстановителей и газообразных продуктов реакции не успевает выйти наружу и находится либо в растворенном состоянии, либо в виде пузырей. Электролитические порошки содержат водород, выделяющийся на катоде одновременно с осаждением на нем металла. В карбонильных порошках присутствуют растворенные кислород, окись и двуокись углерода, а в распыленных порошках - газы, механически захваченные внутрь частиц.
Большое количество газов увеличивает хрупкость порошков и затрудняет прессование. Интенсивное выделение газов из спрессованной заготовки при спекании может привести к растрескиванию изделий. Поэтому перед прессованием или в его процессе применяют вакуумирование порошка, обеспечивающее удаление значительного количества газов.
При работе с порошками учитывают их токсичность и пирофорность. Практически все порошки оказывают вредное воздействие на организм человека однако и компактном виде (в виде мелких частичек порошка) большинство металлов безвредно. Пирофорность, т.е. способность к самовозгоранию при соприкосновении с воздухом, может привести к воспламенению порошка и даже взрыву. Поэтому при работе с порошками строго соблюдают специальные меры безопасности. Физические свойства частиц характеризуют; форма, размеры и гранулометрический состав, удельная поверхность, плотность и микротвердость.
Форма частиц. В зависимости от метода изготовления порошка получают соответствующую форму частиц: сферическая - при карбонильном способе в распылении, губчатая - при восстановлении, осколочная - при измельчении в шаровых мельницах, тарельчатая
при вихревом измельчении, дендритная - при электролизе, каплевидная - при распылении. Эта форма частиц может несколько изменяться при последующей обработке порошка (размол, отжиг, грануляция). Контроль формы частиц выполняют на микроскопе. Форма частиц значительно влияет на плотность, прочность и однородность свойств прессованного изделия. Размер частиц и гранулометрический состав. Значительная часть порошков представляет собой смесь частиц порошка размером от долей микрометра до десятых долей миллиметра. Самый широкий диапазон размеров частиц у порошков полученных восстановлением и электролизом. Количественное соотношение объемов частиц различных размеров к общему объему порошка называют гранулометрическим составом.
Удельная поверхность - это сумма наружных поверхностей всех частиц, имеющихся в единице объема или массы порошка. Для металлических порошков характерна величина удельной поверхности от 0.01 до 1 м кв/г (у отдельных порошков - 4 м кв/г у вольфрама, 20 м кв/г у карбонильного никеля). Удельная поверхность порошка зависит от метода получения его и значительно влияет не прессование и спекание.
Плотность. Действительная плотность порошковой частицы, носящая название пикнометрической, в значительной мере зависит от наличия примесей закрытых пор, дефектов кристаллической решетки и других причин и отличается от теоретической. Плотность определяют в приборе - пикнометре, представляющем собой колбочку определенного объема и заполняемую сначала на 2/3 объема порошком и после взвешивания дозаполняют жидкостью, смачивающей порошок и химически инертной к нему. Затем снова взвешивают порошок с жидкостью. И по результатам взвешиваний находят массу порошка в жидкости и занимаемый им объем. Деление массы на объем позволяет вычислить пикнометрическую плотность порошка. Наибольшее отклонение плотности порошковых частиц от теоретической плотности наблюдают у восстановленных порошков из-за наличия остаточных окислов, микропор, полостей.
Микротвердость порошковой частицы характеризует ее способность к деформированию. Способность к деформированию в значительной степени зависит от содержания примесей в порошковой частице и дефектов кристаллической решетки. Для измерения микротвердости в шлифованную поверхность частицы вдавливают алмазную пирамиду с углом при вершине 136 под действием нагрузки порядка 0,5... 200г. Измерение выполняют на приборах для измерения микротвердости ПМТ-2 и ПМТ-З.
Технологические свойства порошка определяют: насыпная плотность, текучесть, прессуемость и формуемость.
Насыпная плотность - это масса единицы объема порошка при свободном заполнении объема.
Текучесть порошка характеризует скорость заполнения единицы объема и определяется массой порошка высыпавшегося через отверстие заданного диаметра в единицу времени. От текучести порошка зависит скорость заполнения инструмента и производительность при прессовании. Текучесть порошка обычно уменьшается с увеличением удельной поверхности и шероховатости частичек порошка и усложнением их формы. Последнее обстоятельство затрудняет относительное перемещение частиц .
Влажность также значительно уменьшает текучесть порошка.
Прессуемость и формуемость. Под прессуемостью порошка понимают свойство порошка приобретать при прессовании определенную плотность в зависимости от давления, а под формуемостью - свойство порошка сохранять заданную форму, полученную после уплотнения при минимальном давлении. Прессуемость в основном зависит от пластичности частиц порошка, а формуемость - от формы и состояния поверхности частиц. Чем выше насыпная массе порошка, тем хуже, в большинстве случаев, формуемость и лучше прессуемость. Количественно прессуемость определяется плотностью спрессованного брикета, формуемость оценивают качественно, по внешнему виду спрессованного брикета, или количественно - величиной давления, при котором получают неосыпающийся, прочный брикет.
Формование металлических порошков.
Целью формования порошка является придание заготовкам из порошка формы, размеров, плотности и механической прочности, необходимых для последующего изготовления изделий. Формование включает следующие операции: отжиг, классификацию, приготовление смеси, дозирование и формование.
Отжиг порошков применяют с целью повышения их пластичности и прессуемости за счет восстановления остаточных окислов и снятия наклепа. Нагрев осуществляют в защитной среде (восстановительной, инертной или вакууме) при температуре 0,4...0,6 абсолютной температуры плавления металла порошка. Наиболее часто отжигают порошки полученные механическим измельчением, электролизом и разложением карбонилов.
Классификация порошков - это процесс разделения порошков по величине частиц. Порошки с различной величиной частиц используют для составления смеси, содержащей требуемый процент каждого размера. Классификация частиц размером более 40 мкм производят в проволочных ситах. Если свободный просев затруднен, то применяют протирочные сита. Более мелкие порошки классифи-цируют на воздушных сепараторах.
Приготовление смесей. В производстве для изготовления изделий используют смеси порошков разных металлов. Смешивание порошков есть одна из важных операций и задачей ее является обеспечение однородности смеси, так как от этого зависят конечные свойства изделий. Наиболее часто применяют механическое смешивание компонентов в шаровых мельницах и смесителях. Соотношение шихты и шаров по массе 1:1. Смешивание сопровождается измельчением компонентов. Смешивание без измельчения проводят в барабанных, шнековых, лопастных, центробежных, планетарных, конусных смесителях и установках непрерывного действия.
Равномерное и быстрое распределение частиц порошков в объеме смеси достигается при близкой по абсолютной величине плотности смешиваемых компонентов. При большой разнице абсолютной величины плотностей наступает расслоение компонентов. В этом случае полезно применять раздельную загрузку компонентов по частям: сначала более легкие с каким-либо более тяжелым, затем остальные компоненты. Смешивание всегда лучше происходит в жидкой среде, что не всегда экономически целесообразно из-за усложнения технологического процесса.
При приготовлении шихты некоторых металлических порошков высокой прочности (вольфрама, карбидов металлов) для повышения формуемости в смесь добавляют пластификаторы - вещества смачивающие поверхность частиц. Пластификаторы должны удовлетворять требованиям: обладать высокой смачивающей возможностью, выгорать при нагреве без остатка, легко растворяться в органических растворителях. Раствор пластификатора обычно заливают в перемешиваемый порошок, затем смесь сушат для удаления растворителя. Высушенную смесь просеивают через сито.
Дозирование - это процесс отделения определенных объемов смеси порошка. Различают объемное дозирование и дозирование по массе. Объемное дозирование используют при автоматизированном формовании изделий. Дозирование по массе наиболее точный способ, этот способ обеспечивает одинаковую плотность формования заготовок.
Для формования изделий из порошков применяют следующие способы: прессование в стальной прессформе, изостатическое прессование, прокатку порошков, мундштучное прессование, шликерное формование, динамическое прессование.
Прессование в стальной прессформе
При прессовании, происходящем в закрытом объеме (рис.6) возникает сцепление частиц и получают заготовку требуемых формы и размеров. Такое изменение объема происходит в результате смещения и деформации отдельных частиц и связано с заполнением пустот между частицами порошка и заклинивания - механического сцепления частиц. У пластичных материалов деформация возникает вначале у приграничных контактных участков малой площади под действием огромных напряжений, а затем распространяется вглубь частиц.
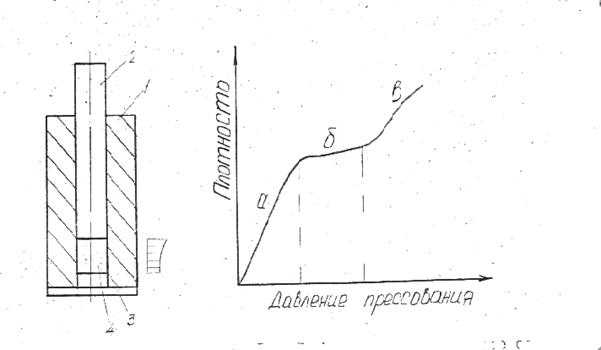
Рис.6 Схема прессования в прес- Рис. 7 Кривая идеального процесса
сформе (1 – матрица, 2 – пуансон, уплотнения.
3 – нижний пуансон, 4 – порошек)
и схема распределения давления по высоте.
У хрупких материалов деформация проявляется в разрушении выступов частиц. Кривая процесса уплотнения частиц порошка (рис.7) имеет три характерных участка. Наиболее интенсивно плотность нарастает на участке A при относительно свободном перемещении частиц, занимающих пустоты. После этого заполнения пустот возникает горизонтальный участок B кривой, связанный с возрастанием давления и практически неизменяющейся плотностью т.е. неизменным объемом порошка. При достижении предела текучести при сжатии порошкового тела начинается деформация частиц и третья стадия процесса уплотнения (участок С! ‘ ). При перемещении частиц порошка в прессформе возникает давление порожка на стенки. Это давление меньше давления со стороны сжимающего порошок пуансона (рис.6) из-за трения между частицами и боковой стенкой прессформы и между отдельными частицами. Величина давления на боковые стенки зависит от трения между частицами, частицами и стенкой прессформы и равна 25...40% вертикального давления пуансона. Из-за трения на боковых стенках по высоте изделия вертикальная величина давления получается неодинаковой: у пуансона наибольшей, а у нижней части – наименьшей (рис.6). По этой причине невозможно получить по высоте отпрессованной заготовки равномерную плотность. Неравномерность плотности по высоте заметна в тех случаях, когда высота больше минимального поперечного сечения. При прессовании засыпанных в цилиндрическую прессформу одинаковых доз порошка, разделенных прокладками из тонкой фольги получают отдельные слои различной формы и размера (рис.8). 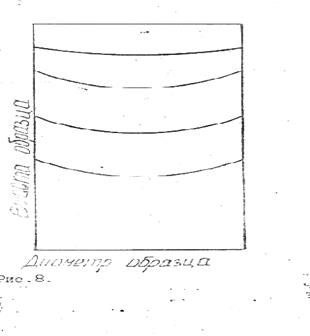
Рис.8 Схема распределения плотности по вертикальному сечению спрессованного порошка при одностороннем приложении давления (сверзу).
В вертикальном направлении каждый верхний слой оказывается тоньше нижележащего. Изгиб слоев объясняется меньшей скоростью перемещения порошка у стенки из-за трения, чем в центре. Наибольшая плотность получается на расстоянии около 0.2...0.3 наименьшего поперечного размера прессуемого изделия, что связано с действием сил трения между торцом пуансона и порошком.
Для получения более качественных изделий после прессования
получения более равномерной плотности по различным сечениям применяют смазки (стеариновую кислоту и ее сопи, олеиновую кислоту, поливиниловый спирт, парафин, глицерин и др.), уменьшающие внутреннее трение и трение на стенках инструмента. Смазку обычно)- в порошок, что обеспечивает наилучшие производственные показатели.
При выталкивании изделия из прессформы из-за упругого увеличения ее поперечных размеров, размеры изделия несколько превышают размеры поперечного сечения матрицы. Величина изменения размеров зависит от величины зерен и материала порошка, формы и состояния поверхности частиц, содержания окислов, механических свойств материала, давления прессования, смазки, материала матрицы и пуансона и других параметров. В направлении действия прессующего усилия изменения размеров больше, чем в поперечном направлении.
Представленная схема (рис.6) показывает одностороннее прессование, которое применяют для прессуемых изделий с соотношением высоты И к наименьшему размеру поперечного сечения d:H/d = 2...3. Если это соотношение больше 3, но меньше 5, то применяют схему двухстороннего прессования; при большем соотношении размеров применяют другой метод.
Прессование сложных изделий, т.е. изделий с неодинаковыми размерами в направлении прессования, связано с трудностями обеспечения равномерной плотности спрессованного изделия в различных сечениях. Эту задачу решают путем применения нескольких пуансонов, через которые прикладывают к порошку различные усилия (рис.9). Иногда при изготовлении изделий сложной формы предварительно прессуют заготовку, а затем придают ей окнчательную форму при повторном обжатии - прессовании и спекании.
Рис.9 Схема прессования в прессформе сложного изделия: 1- пуансон,2-пуансон, 3-матрица,
4- нижний пуансон.
При прессовании кроме стальных прессформ - основного инструмента производства используют гидравлические универсальные или механические прессы. Для прессования сложных изделий используют специальные многоплунжерные прессовые установки.
Давление прессования зависит в основном от требуемой плотности изделий, вида порошка и метода его производства. Давление прессования зависит в основном от требуемой плотности изделий, виде порошка и метода его производства. Давление прессования в этом случае может составлять (3...5) Gт пределов текучести материала порошка.
Изостатическое прессование - это прессование в эластичной оболочке под действием всестороннего сжатия. Если сжимающее усилие создается жидкостью прессование называют гидростатическим. При гидростатическом прессовании порошок засыпают в резиновую оболочку и затем помещают ее после вакуумирования и герметизации в сосуд, в котором поднимают давление до требуемой величины. Из-за практического отсутствия трения между оболочкой и порошком спрессованное изделие получают с равномерной плотностью по всем сечениям, а давление прессования в этом случае меньше, чем при прессовании в стальных прессформах. Перед прессованием порошок подвергают виброуплотнению. Гидростатическим прессованием получки? цилиндры, трубы, шары, тигли и другие изделия сложной формы. Этот способ выполняют в специальных установках для гидростатического прессования.
Недостатком гидростатического прессования является невозможность получения прессованных деталей с заданными размерами и необходимость механической обработки при изготовлении изделий точной формы и размеров, а также малая производительность процесса.
Мундштучное прессование - это формование заготовок из смеси порошка с пластификатором путем продавливания ее через отверстие в матрице. В качестве пластификатора применяют парафин, крахмал, поливиниловый спирт, бакелит. Этим методом получают трубы, прутки, уголки и другие изделия большой длины. Схема процесс представлена на рис. 10.
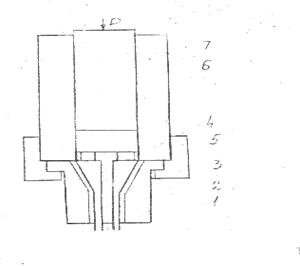
Рис.10 Схема мундштучного прессования.
При прессовании труб в обойме1 с мундштуком 2 переменного сечения устанавливают иглу-стержень 3, закрепляемую в звездочке 4. Над обоймой находится матрица и, соединенная с обоймой гайкой 5. Из матрицы выдавливание пластифицированной смеси производится пуансоном 7. Допустимое обжатие k=(F-f)/f*100% должно быть более 90%; здесь F и f - площади поперечного сечения матрицы и изделия.
Обычно мундштучное прессование выполняют при подогреве материала изделия и в этом случае обычно не используют пластификатор; порошки алюминия и его сплавов прессуют при 400...GOC*C, меди - 800...900*С, никеля - 1000...1200 С, стали - 1050...1250 *С. Для предупреждения окисления при горячей обработке применяют защитные среды (инертные газы, вакуум) или прессование в защитных оболочках (стеклянных, графитовых, металлических - медных, латунных, медно-железной фольге). После прессования оболочки удаляют механическим путем или травлением в растворах, инертных спрессованнному металлу.
Шликерное формование - представляет собой процесс заливки шликера в пористую форму с последующей сушкой. Шликер в этом случае - это однородная концентрированная взвесь порошка металла в жидкости. Шликер приготовляют из порошков с размером частиц I... 2 мкм (реже до 5...10 мкм) и жидкости - воды, спирта, четырех- хлористого водорода. Взвесь порошка однородна и устойчива в течение длительного времени. Форму для ликерного литья изготовляют из гипса, нержавеющей стали, спеченного стеклянного порошка. Формирование изделия после заливки формы взвесью порошка заключается в направленном осаждении твердых частиц на стенках формы под действием направленных к ним потоков взвеси (порошка в жидкости). Эти потоки возникают в результате впитывая жидкости в поры гипсовой формы под действием вакуума или центробежных сил, создающих давление в несколько мегапаскалей. Время наращивания оболочки определяется ее толщиной и составляет 1...60 мин. После удаления изделия из формы его сушат при 110...150*С на воздухе, в сушильных шкафах.
Плотность изделия достигает 60%, связь частиц обусловлена механическим зацеплением.
Этим способом изготовляют трубы, сосуды и изделия сданной формы.
Динамическое прессование - это процесс прессования с использованием импульсных нагрузок. Процесс имеет ряд преимуществ: уменьшаются расходы на инструмент, уменьшается упругая деформация, увеличивается плотность изделий. Отличительной чертой процесса является скорость приложения нагрузки. Источником энергии являются: взрыв заряда взрывчатого вещества, энергия электрического разряда в жидкости, импульсное магнитное поле, сжатый газ, вибрация. В зависимости от источника энергии прессование называют взрывным, электрогидравлическим, электромагнитным, пневмомеханическим и вибрационным. Установлено значительное выделение тепла в контактных участках частичек, облегчающее процесс их деформирования и обеспечивающее большее уплотнение, чем при статическом (обычном) прессовании. Уплотнение порошка под воздействием вибрации происходит в первые 3-30 с. Наиболее эффективно использование вибрации при прессовании порошков непластичных и хрупких материалов. С применением виброуплотнения удается получить равноплотные изделия с отношением высоты к ди-аметру 4...5:1 и более.
Спекание.
Спеканием называют процесс развития межчастичного сцепления и формирования свойств изделия, полученных при нагреве сформованного порошка. Плотность, прочность и другие физико-механические свойства спеченных изделий зависят от условий изготовления: давления, прессования, температуры, времени и атмосферы спекания н других факторов.
В зависимости от состава шихты различают твердофазное спекание (т.е. спекание без образования жидкой фазы) и жидкофазное, при котором легкоплавкие компоненты смеси порошков расплавляются.
Твердофазное спекание. При твердофазном спекании протекают следующие основные процессы: поверхностная и объемная диффузия атомов, усадка, рекристаллизация, перенос атомов через газовую среду.
Все металлы имеют кристаллическое строение и уже при комнатной температуре совершают значительные колебательные движения относительно положения равновесия. С повышением температуры энергия и амплитуда атомов увеличивается и при некотором их значение возможен переход атома в новое положение, где его энергия и амплитуда снова увеличиваются и возможен новый переход в другое положение. Такое перемещение атомов носит название диффузии и может совершаться как по поверхности (поверхностная диффузия), так и р объеме тела (объемная диффузия). Движение атомов определяется занимаемым ими местом. Наименее подвижны атомы расположенные внутри контактных участков частичек порошка, наиболее подвижны атомы расположенные свободно - на выступах и вершинах частиц. Вследствие этого, т.е. большей подвижности атомов свободных участков и меньшей подвижности атомов контактных участков, обусловлен переход значительного количества атомов к контактным участкам. Поэтому происходит расширение контактных участков и округление пустот между частицами без изменения объема при поверхностной диффузии. Сокращение суммарного объема пор возможно только при объемной диффузии. При этом происходит изменение геометрических размеров изделия - усадка.
Усадка при спекании может проявляться в изменении размеров и объема и поэтому различают линейную и объемную усадку. Обычно усадка в направлении прессования больше, чем в поперечном направлении. Движущей силой процессе усадки при спекании является стремление системы к уменьшению запаса поверхностной энергии, что возможно только при сокращении суммарной поверхности честны, порожке. Но этой причине порошки с развитой поверхностью уплотняются при спекании с наибольшей скоростью, как обладающие большие запасом поверхностной энергии.
При спекании иногда наблюдается нарушение процесса усадки.
Это нарушение выражается в недостаточной степени усадки или в увеличении объема. Причинами этого является: снятие упругих остаточных напряжений после прессования, наличие невосстанавливающихся окислов, фазовые превращения и выделение адсорбированных и образующихся при химических реакциях восстановления окислов газов. Рост объема спекаемых тел наблюдается при образовании закрытой пористости и объеме пор более 7% (когда расширение газов в закрытых порах вызывает увеличение объема). Пленки невосстанавливающихся окислов тормозят процессы диффузии, препятствуя усадке. На рис. 11 приведена кривая изменения усадки во времени при заданной температуре.
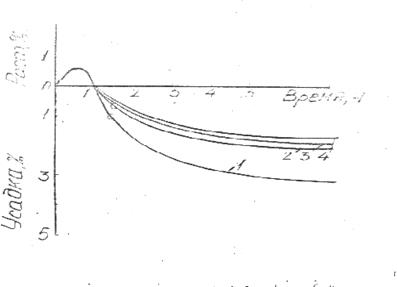
Рис.11 Усадка спрессованного порошка железа при 890 С при различном давлении: 1-400 мн/м2, 2-600 мн/м2,3-800 мн/м2, 4000 мн/м2.
Рекристаллизация при спекании приводит к росту зерен и уменьшению суммарной поверхности частиц, что энергетически выгодно. Однако рост зерен ограничен тормозящим влиянием посторонних включении на поверхностях зерен: порами, пленками, примесями. Различают рекристаллизацию внутризеренную и межчастичную.
Перенос атомов через газовую среду. Это явление наблюдают при испарении вещества и конденсации его на поверхности других частиц, что происходит при определенной температуре. Такой перенос возникает из-за различной упругости паров вещества над этими поверхностями, обусловленный их различной кривизной у нескольких соприкасающихся частиц. Перенос вещества увеличивает межчастичные связи и прочность сцепления частиц, способствует изменению формы пор, но не изменяет плотности при спекании.
Влияние некоторых технологических параметров на свойства спеченных тел. Свойства исходных порошков - величина частиц, их форма, состояние поверхности, тип окислов и степень совершенства кристаллического строения - определяют скорость изменения плотности и свойства спрессованных изделий. При одинаковой плотности спеченных изделий механические и электрические свойства тем выше, чем меньше были частицы порошка, шероховатость поверхности частиц и дефекты кристаллического строения способствуют усилению диффузии, увеличению плотности и прочности изделия. Структура изделии спеченных из токоизмельченных порошков отличается наличием большого числа крупных зерен, образовавшихся в результате рекристаллизации при спекании. Увеличение давления прессования приводит к уменьшению усадки (объемной и линейной), повышению всех показателей прочности - сопротивлению разрыву и сжатию, твердости. С повышением температуры плотность и прочность спеченных изделий в общем возрастает тем быстрее, чем ниже было давление прессования. Обычно температура спекания составляет 0,7...0,9 температуры плавления наиболее легкоплавкого материала, входящего в состав шихты (смеси порошков). Выдержка при постоянной температуре вызывает сначала резкий, а затем более медленный рост плотности, прочности и других свойств спеченного изделия. Наибольшая прочность достигается за сравнительно короткое время и затем почти не увеличивается. Время выдержки для различных материалов длится от 30...45 минут до 2...3 часов. Атмосфера спекания влияет на показатели качества. Плотность изделий выше при спекании в восстановительной, чем при спекании в нейтральной среде. Очень полно и быстро проходит спекание в вакууме, которое по сравнения со спеканием в нейтральной среде обычно начинается при более низких температурах и дает повышенную плотность изделия.
Температурный интервал спекания разделяют на три этапа. На первом этапе (температура до 0.2...0.3 Тпл) плотность почти не изменяется, здесь удаляются пластифицирующие присадки и адсорбированные поверхностью частички газа, частично снимаются остаточные напряжения (1-го и частично 2-го рода), ослабляется физическое взаимодействие между частицами порошка. На втором этапе (температура около 0,5 Тпл) развиваются процессы восстановления окислов и удаления газообразных продуктов. Плотность может несколько снижаться. Третий - высокотемпературный этап (температура около О,9 Тпл) этап интенсивного спекания, характеризуется значительным увеличением скоростей диффузионных процессов, рекристаллизации, развитием полностью металлических контактов, существенным увеличением плотности материала.
Горячее прессование это процесс одновременно прессования и спекания порошков при температуре 0.5...0.8 температуры плавления (Тпл) основного компонента шихты. Это позволяет использовать увеличение текучести шихты при повышенных температурах с целью получения малопористых изделий. В этом случае силы давления формования суммируются с внутренними физическими силами приводящими к уплотнению. Наиболее существенными результатами горячего прессования являются максимально быстрое уплотнение и получение изделия с минимальной пористостью при сравнительно малых давлениях. Механизм уплотнения идентичен наблюдаемому при обычном спекании: образование межчастичного контакта, рост плотности с одновременным увеличением размеров частиц и дальнейший рост частиц при незначительном дополнительном уплотнении. Изделия после горячего прессования обладают более высоким пределом текучести, большим удлинением, повышенной твердостью, лучшей электропроводностью и более точными размерами, чем изделия полученные путем последовательного прессования порядка и спекания. Указанные свойства тем выше, чем больше давление прессования. Горячепрессованные изделия имеют мелкозернистую структуру.
Горячее прессование нагретого порошка или заготовки выполняют в прессформе. Нагрев осуществляют обычно электрическим током (рис. 12).
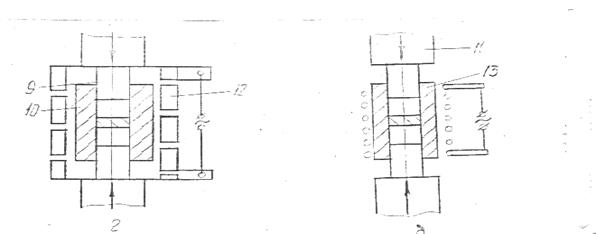
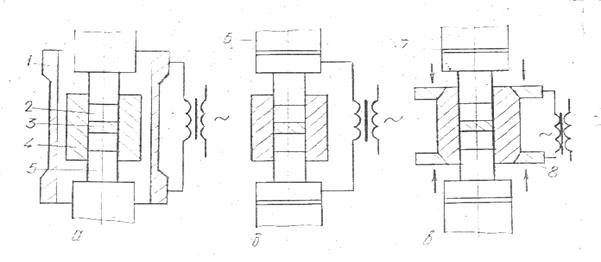
Рис. 12 Схема двухстороннего горячего прессования в прессформах : а – косвенный нагрев, б – прямой нагрев при подводе тока к пуансону, в – прямой нагрев при подводе тока к матрице, г – индукционный нагрев ТВЧ графитовой прессформы;
1 – нагреватель, 2 – порошек, 3 – изделие, 4 – матрица, 5 и 6 – пуансоны,7 – изоляция, 8 – графитовый контакт, 9 – графитовый пуансон, 10 – графитовая матрица, 11 – керамическая прокладка, 12 – индуктор, 13 – керамическая матрица.
До приложения давления к порошку прессформа с порошком или порошок могут быть нагреты и другим способом, материалом для изготовления прессформ служат жаропрочные стали (при температурах до IOOO*C) графит, силицированный графит, имеющий повышенную механическую прочность. В настоящее время расширяется применение прессформ из тугоплавких окислов, силикатов и других химических соединений. Для предупреждения взаимодействия прессуемого материала с материалом прессформы внутреннюю поверхность ее покрывают каким- либо инертным составом (жидкое стекло, эмаль, нитрид бора * др.) или металлической фольгой. Кроме того, для предупреждения окисления прессуемого изделия применяют защитные среды (восстановительные или инертные) или вакуумирование. Горячее прессование выполняют на специальных гидравлических прессах, имеющих устройства для регулирования температуры при прессовании.
Интенсификация процесса спекания достигается специальными приемами. Для этого используют химические и физические способы активирования спекания. Химическое активирование заключается в изменении состава атмосферы спекания. Так например добавка в атмосферу спекания хлористых или фтористых соединений способствует активному соединению с ними выступов частичек, а образующиеся соединения снова восстанавливаются до металла, атомы которого конденсируются в местах с минимальным запасом свободной энергии. Оптимальной является 5...10% концентрация хлористого водорода в водородной восстановительной среде, интенсивное уплотнение спекаемой заготовки наблюдается при добавке в порошок изделия малого количества металла с меньшей температурой плавления. Например, к вольфраму добавляют никель, к железу - золото и т.п. В настоящее время широко применяют физические способы активирования спекания: циклическое изменение температуры, воздействие вибраций или ультразвука, облучение прессовок, наложение сильного магнитного поля.
Жидкофазное спекание. При жидкофазном спекании в случае смачивания жидкой фазой твердой фазы увеличивается сцепление твердых частичек, а при плохой смачиваемости жидкая фаза тормозит процесс спекания, препятствуя уплотнению. Смачивающая жидкая фаза приводит к увеличению скорости диффузии компонентов и облегчает перемещение частиц твердой фазы. При жидкофазном спекании можно получить практически беспористые изделия. Различают спекание с жидкой фазой, присутствующей до конца процесса спекания, и спекание с жидкой фазой, исчезающей вскоре после ее появления, когда конечный период спекания происходит в твердой фазе.
Дополнительные операции
Пропитка жидкими металлами. При изготовлении электроконтактных и некоторых конструкционных материалов широко применяют пропитку спрессованного и затем спеченного пористого каркаса из более тугоплавкого материала жидкой металлической составляющей композиции. При этом жидкий металл или сплав заполняет сообщающиеся поры заготовки из тугоплавкого компонента. Существует два варианта пропитки. По первому варианту на пористый каркас помещают пропитывающий металл в виде кусочка с объемом равным объему пор каркаса и нагревают в печи до температуры плавления пропитывающего материала При этом расплав впитывается порами тугоплавкого каркаса. По второму способу пористый каркас помещают в расплав пропитывающего металла или в зацепку из порошка пропитывающего металла. Впитывание протекает под действием капиллярных сил. Скорость пропитки составляет десятые доли миллиметра в секунду и увеличивается с повышением температуры. Температура пропитки обычно на 100...150*C превышает температуру плавления пропитывающего металла. Однако эта температура не должна превышать температуру плавления металла каркаса. Для улучшения смачиваемости к пропитывающему металлу добавляют различные присадки.
Дополнительные технологические операции используют для достижения чистоты поверхности и точности (механическая обработка, калибровка), для получения физических и механических свойств - химико-термическая обработка и различные пропитки.
Механическая обработка имеет особенности, вызванные пористостью материала. Режущий инструмент испытывает микроудары, приводящие его к быстрому затуплению. Для обработки применяют твердые сплавы; для получения высокой чистоты поверхности применяют алмазный инструмент.
Пропитка изделий маслом (машинным или веретенным) при температуре 110...120*С происходит в течение 1 часа, Масло заполняет поры изделий и в процессе работы поступает по капиллярам л поверхности трения. Это в ряде случаев позволяет избавиться от смазки изделий в процессе работы и улучшает условия трущейся пары.
Химико-термическая обработка позволяет улучшить механические свойства изделий, расширить область применения.
Нитроцементация - увеличивает износостойкость деталей: корозионная стойкость увеличивается по сравнению
со спеченными в 6- 8 раз: износостойкость в 30 раз при содержании азота до 1%
Диффузионное хромирование - увеличивает износо- и коррозионную стойкость в несколько раз.
Гальванические покрытия имеют особенность, вызванную наличием пор. Для предотвращения проникновения электролита в поры необходимо их заполнение. Этого достигают за счет тщательной шлифовки и полировки - образуется уплотненный наружный слой с малой пористостью.
Калибрование применяют для получения размеров 6-11 квалитета точности и Ra=1.25-0.32 мкм. Калибруют как по одному (наружному или внутреннему диаметру), так и по нескольким параметрам. Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг.
Глава 3.Изделия порошковой металлургии и их свойства:
3.1. Металлокерамические подшипники:
Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др.
В подшипниках скольжения находят применение следующие металлокерамические материалы: бронзографит, пористое железо и пористый железографит.
Одно из основных преимуществ металлокерамических вкладышей заключается в наличии в них пор, способствующих образованию устойчивой масляной пленки в подшипнике. В результате предварительной пропитки вкладыша (втулки) в нагретом масле большое количество капилляров вкладыша заполняется маслом и благодаря этому трущаяся поверхность обеспечивается смазочной пленкой в течение длительного времени.
Различные режимы работы требуют применения металлокерамических подшипников с различной степенью пористости. Для тяжелых условий работы (ударные нагрузки, высокие скорости), при которых нужна повышенная механическая прочность опоры, следует применять подшипники из мелких порошков (обладающие более высокими механическими и антифрикционными качествами, чем подшипники из крупных порошков) с низкой пористостью. Для средних нагрузок рекомендуется пористость 22 - 28%. Для работы без дополнительной смазки желательно применение подшипников из крупных порошков пористостью 25 - 35%. Чем больше пластичность и чем меньше пористость спеченного порошкового металла, тем больше он приближается по свойствам к компактному металлу.
При нормальной температуре (200С), спокойной нагрузке и достаточной смазке (примерно 3 капли в минуту на 1 см кв поверхности трения) железографитовые подшипники пористостью 22 - 28% удовлетворительно работают при следующих режимах:
| V(м/сек) | 0,5 | 1 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 |
| P(кг/см кв) | 70 | 65 | 60 | 55 | 55 | 35 | 18 | 8 |
Для подшипников пористостью 15 - 20% допускаемые удельные нагрузки могут быть повышены против указанных на 20 - 30%. При работе металлокерамических подшипников со скоростью v< 1 м/сек применяется консистентная смазка, при больших скоростях – жидкие минеральные масла. Подводить масло рекомендуется через такие же смазочные канавки, как у подшипников из литых металлов.
Для тонкостенных втулок с повышенной пористостью применяется также подпитка подшипника через наружную стенку.
При повышенных температурах ( до 300 С железографитовые подшипники могут работать при малых скоростях (v < 0,1 м/сек ) с графитовой смазкой. Самосмазываемость пористых железографитовых подшипников относится только к малым нагрузкам и скоростям, когда pv < 1 кГм/см2 сек.
Пористые железографитовые подшипники изготавливают преимущественно в виде цилиндрических втулок и поставляют в готовом к установке виде. При назначении толщины стенки исходят из условий прочности и способности материала впитывать масло.
В общем случае толщина стенки может быть ориентировочно принята равной 0,2d (d – диаметр вала). Самосмазывающиеся подшипники лучше изготавливать относительно тонкостенными. При обычной смазке толщина стенки может быть принята примерно равной 0,1d (если выполнены условия прочности), но не менее 2 мм. При изготовлении металлокерамических вкладышей допуски на внутренний и наружный диаметры выдерживаются в пределах 3-го, а иногда и 2-го классов точности. Железографитовые втулки запрессовываются в корпус по прессовым посадкам. Для обеспечения зазора в подшипнике необходимо учитывать, что уменьшение внутреннего диаметра втулки равно примерно 0,7 - 1 величины натяга. Зазор в металлокерамическом подшипнике ориентировочно принимается равным 0,001 - 0,002 диаметра вала. Доводка внутреннего диаметра до требуемого размера может быть произведена калибровкой, а также протягиванием и развертыванием.
При обработке резанием качество рабочей поверхности получается значительно ниже, чем при калибровке. При p = 15 + 60 кГ/см2 и v = 2,5 м/с минимальное количество масла на 1 см2 расчетной поверхности вкладыша составляет (ориентировочно) 1,5 - 5 капель. При больших удельных давлениях желательно применение кольцевой смазки, масляной ванны или смазки под давлением.
3.2. Пористые материалы и возможности их применения в промышленности.
К группе пористых относятся антифрикционные, фрикционные материалы, фильтры и так называемые "потеющие" материалы.
Бронзовые фильтры обычно изготавливаются из порошков со сферической формой частиц, полученных путем распыления жидкого металла. Температура спекания составляет 800 – 900 С. Продолжительность спекания от 30 минут до 1 часа. Бронзовые фильтры с размером частиц порошка 50 – 130 мкм используются для грубой очистки, 2 – 30 мкм – для тонкой. Бронзовые фильтры находят широкое применение в промышленности для очистки жидкого горючего в дизелях и реактивных двигателях, смазочных материалов и сжатых газов от твердых примесей размерами 5 – 200мкм, а также для очистки разбавленных кислот и щелочей, расплавленного парафина и т.д.
Пористые материалы, изготавливаемые из порошков электролитического и карбонильного никеля методом прессования и последующего спекания при температуре 1000 – 1100 С, предназначены для работы в качестве фильтров и пористых электродов. Последние находят широкое применение в электрохимии и катализе. Так, щелочные аккумуляторы, электроды которых представляют собой высокопористые никелевые пластины, по сравнению с обычными аккумуляторами имеют меньший вес и габариты. Большое применение находят фильтры из нержавеющей стали, которые обладают более высокой коррозионной стойкостью и значительно дешевле чистого никеля. Для изготовления фильтров применяются порошки из нержавеющих сталей Х17Н2, Х18Н9, Х30 и др. Технология их изготовления: прессование или прокатка с последующим спеканием при температуре 1200 – 1250 С в течение 2 – 3 часов. Фильтры из нержавеющих сталей показали хорошие результаты при очистке жидкого литья, горячего доменного и мартеновского газов. Как преграда для распространения пламени они находят применение в автогенной технике, в производстве ацетилена, в газопламенной обработке металлов, в резервуарах низкокипящих и взрывоопасных жидкостей. Применение пористых материалов для борьбы с обледенением самолетов позволяет снизить на 50% расход антифриза. Использование пористого титана в различных отраслях техники обусловлено рядом его ценных свойств, главным из которых является высокая коррозионная стойкость во многих агрессивных средах и высокая удельная прочность. Титановые пористые материалы получают из порошков с размером частиц менее 60 мкм. С наполнителем, а также из электролитического порошка с размером частиц до 1 мм без наполнителя. Такие изделия спекают в специальной атмосфере при температуре 950 – 1150 С в течение 1,5 – 2 часов. Пористый титан стоек в азотной кислоте и щелочных растворах, обеспечивает тонкость очистки 5 мкм. и менее.
Пористое охлаждение - один из эффективных способов охлаждения высокотемпературных узлов и механизмов. Испарительное охлаждение предусматривает принудительное пропускание жидкости через пористую среду. В этом случае тепло, выделяющееся на поверхности пористого тела, поглощается и рассеивается испарительным охлаждающим устройством. Установлено, что охлаждение испарением более эффективно, чем конвективное или пленочное в равнозначных системах. Так, применение сопловых и рабочих турбинных лопаток позволило повысить температуру рабочего газа с 840 С до 1200 С и увеличить снимаемую мощность на 10%. Возможности использования пористого материала для контроля температуры на поверхности практически не ограничены. Детали из пористого металла могут использоваться для создания условия локального нагрева и одновременно они могут быть использованы для охлаждения локального перегрева механизмов.
Весьма перспективно применение в промышленности тепловых труб, обеспечивающих выравнивание температурного поля в различных аппаратах и установках и изотермические условия обработки тех или иных материалов. Так, использование низкотемпературных тепловых труб в электрических машинах для охлаждения роторов и статоров двигателей, генераторов, а также обмоток трансформаторов позволило увеличить их мощность на 30 – 50%. Успешно используются тепловые трубы для охлаждения высоковольтных выключателей большой мощности. Тепловые трубы и паровые камеры имеют ряд преимуществ по сравнению с традиционными элементами передачи тепла, например, циркуляционными теплообменниками: они не имеют подвижных деталей, бесшумны, не требуют расхода энергии на перекачку теплоносителя из зоны конденсации в зону испарения, обладают малым термическим сопротивлением по сравнению с металлическими стержнями таких же геометрических параметров и имеют небольшой вес.
Вышеперечисленных примеров достаточно, чтобы показать широкие возможности для использования пористых материалов в различных отраслях техники. Трудно предвидеть все возможные области применения пористых материалов и изделий из них. Одно несомненно: потребность в пористых материалах возрастает.
Глава 4. Перспективы развития порошковой металлургии.
Благодаря структурным особенностям продукты порошковой металлургии более термостойки, лучше переносят воздействие циклических колебаний температуры и напряжения, а также ядерного облучения, что очень важно для материалов новой техники.
Порошковая металлургия имеет и недостатки, тормозящие ее развитие: сравнительно высокая стоимость металлических порошков; необходимость спекания в защитной атмосфере, что также увеличивает себестоимость изделий порошковой металлургии; трудность изготовления в некоторых случаях изделий и заготовок больших размеров; сложность получения металлов и сплавов в компактном состоянии; необходимость применения чистых исходных порошков для получения чистых металлов.
Недостатки порошковой металлургии и некоторые ее достоинства нельзя рассматривать как постоянно действующие факторы: в значительной степени они зависят от состояния и развития как самой порошковой металлургии, так и других отраслей промышленности. По мере развития техники порошковая металлургия может вытесняться из одних областей и, наоборот, завоевывать другие. Развитие дугового, электроннолучевого, плазменного плавления и электроимпульсного нагрева позволили получать не достижимые прежде температуры, вследствие чего удельный вес порошковой металлургии в производстве несколько снизился. Вместе с тем прогресс техники высоких температур ликвидировал такие недостатки порошковой металлургии, как, например, трудность приготовления порошков чистых металлов и сплавов: метод распыления дает возможность с достаточной полнотой и эффективностью удалить в шлак примеси и загрязнения, содержащиеся в металле до расплавления. Благодаря созданию методов всестороннего обжатия порошков при высоких температурах в основном преодолены и трудности изготовления беспористых заготовок крупных размеров.
В то же время ряд основных достоинств порошковой металлургии – постоянно действующий фактор, который, вероятно, сохранит свое значение и при дальнейшем развитии техники.
Заключение.
Применение порошковой металлургии, ее развитие имеет важное значение для всего мира. Передовые страны мира такие как США и Япония ежегодно инвестируют и расширяют эту отрасль промышленности. Это можно проследить на следующей схеме:
| 1964 | 1974 | 1984 | 1994 | |
| США | 47тыс т | 118тыс т | 812тыс т | 2045тыс т |
| Япония | 4тыс т | 17тыс т | 106тыс т | 455тыс т |
То есть производство спеченных металлов за период с 1964 по 1994 гг. в США возросло в 43,5 раза, а в Японии – в почти в 114 раз.
Не последнее место занимает порошковая металлургия и в нашей стране. Она представленна такими предприятиями как «Уральский завод твердых сплавов», «Краснопахорский завод композиционных изделий из металлических порошков» и многими другими. Неоспоримым доказательством полезности использования порошковых является то, что в период кризиса эти предприятия не только выживают, но и расширяют производство.
Мы сейчас стоим на пороге XXI века. И нам необходимо выбрать те технологии, которые мы возьмем с собой в будущее. Несомненно, что порошковая металлургия будет стоять одной из первых в этом списке. В условиях глобального роста населения, когда на свет появился шестимиллиардный житель планеты порошковая металлургия, которая дает наибольший экономический эффект при достаточно массовом производстве, по моему мнению, должна получить мощный толчок в развитии.
С увеличением масштабов выпуска и совершенствованием методов изготовления порошков решатся такие проблемы порошковой металлургии как: дороговизна исходных материалов. При массовом производстве расходы связанные с необходимостью изготовления индивидуальных приспособлений (пресс-форм) для каждого вида деталей сократятся до минимума. С исследованием и использованием на производстве получения чистых порошков распылением расплавленного железа решены такие проблемы как необходимость получения достаточно чистых исходных материалов.
Все это свидетельствует о том, что идеи заложенные в начале XIX века в работах П.Г. Соболевского, найдут достойное воплощение в веке XXI.
Список использованной литературы.
Бальшин М.Ю., Кипарисов С.С. Металлургия; М. 1978
2. .Раковский B.C., Саклинский В.В. Порошковая металлургия в машиностроении. Машиностроение; М. 1973
3. Либенсон Г.А. Основы порошковой металлургии. Металлургия; М. 1975
4. Федорченко И.М., Андриевский Р.А. Основы порошковой металлургии; К. 1961
5. Бальшин М.Ю. Научные основы порошковой металлургии и металлургии волокна; М. 1972
6. Еськов Б.Б., Лагунов Д.В., Лагунов В.С. Пористые материалы; Воронеж, 1995
7. Вязников Н.Ф. Ермаков С.С. Металлокерамические материалы и изделия, Л.1967
Похожие рефераты:
Давно ли люди гибнут за металл и как именно закалялась сталь
Композиционные и порошковые материалы
Порошковые и композиционные материалы
Участок по изготовлению изделий из безвольфрамовых твердых сплавов на основе карбида титана
Технология изготовления изделия из металлических порошков
Применение порошковой металлургии в промышленности.Свойства и получение порошковых материалов
Отчет по общеметаллургической практике
Порошковая металлургия и свойства металлических порошков
Физические процессы и технологии получения материалов
Технология обработки конструкционных материалов
Сорбционные свойства мха по отношению к микроорганизмам и тяжелым металлам
Биокерамика на основе фосфатов кальция
Установка для переработки отходов слюдопластового производства
Материалы и расчетные характеристики подшипников качения для условия сухого трения
Химия и технология платиновых металлов
Товароведная характеристика цветных металлов и изделий из них