| Похожие рефераты | Скачать .docx |
Реферат: Технология изготовления изделия из металлических порошков
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ ЭКОНОМИЧЕСКИЙ УНИВЕРСИТЕ
Кафедра технологии
Индивидуальная работа
на тему: ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
МИНСК 2008г.
План
Введение
1. Технологический процесс производства порошковых изделий и области их применения
2. Технология производства металлических порошков
3. Свойства металлических порошков
4. Формование заготовок из порошковых материалов
5. Спекание и окончательная обработка порошковых изделий
6. Эффективность технологии порошковой металлургии
Литература
Введение
Одним из основных направлений развития технологии машиностроения в настоящее время является совершенствование существующих и разработка новых безотходных, материалосберегающих производственных процессов, т. е. таких процессов, которые обеспечивают получение заготовок с минимальными припусками под последующую механическую обработку либо вообще без них при одновременном снижении расхода дефицитных материалов. В решении этой проблемы определенная роль принадлежит порошковой металлургии.
Порошковая металлургия — это отрасль техники, включающая изготовление порошков из металлов и их сплавов и получение из них заготовок и изделий без расплавления основного компонента. Методами порошковой металлургии можно создавать материалы из различных компонентов с резко отличающимися свойствами и температурами плавления, новые материалы с разнообразным комплексом физико-механических свойств. Порошковая металлургия используется как для создания принципиально новых материалов и изделий из них, так и для изготовления самой широкой номенклатуры конструкционных деталей общего назначения.
В настоящее время расширяется сфера применения порошковой металлургии в различных областях промышленности, совершенствуется ее технология. Относительно небольшие производственные расходы на получение изделий из порошковых материалов в сочетании с возможностью придания им заданных свойств, окончательной формы и размеров практически без проведения механической обработки выдвинули порошковую металлургию в ряд наиболее эффективных и перспективных технологий. Эта технология успешно конкурирует с литьем, обработкой давлением, резанием и другими методами обработки металлов, дополняя или заменяя их. Ежегодные темпы роста производства порошковых изделий в США, ФРГ, Японии и других странах составляют 15...20 %. Это соответствует тому, что через каждые 5...6 лет объем производства изделий из порошковых материалов удваивается.
Порошковая металлургия, относящаяся к одной из наиболее молодых отраслей современной техники, является в то же время древнейшим способом производства металлов и изделий из них. Известно, что уже в глубокой древности (до нашей эры) порошки золота, меди и бронзы использовались для декоративных целей. Способы получения температур, достаточных для расплавления чистого железа, отсутствовали, и изготовление заготовок осуществляли методом порошковой металлургии, так называемым кричным методом. Сначала в горнах при температуре 1000 °С восстановлением окисленной железной руды углем получали крицу (пористую губку), которую затем многократно проковывали в нагретом состоянии для устранения пористости. Этим методом в Древнем Египте производили из железа разные орудия, а в Киевской Руси — оружие, предметы быта и др. С появлением доменного производства изготовление изделий методами порошковой металлургии временно прекратилось.
В 1826 г. русские ученые П. Г. Соболевский и В. В. Любарский изготовили первые промышленные изделия, применив прессование и спекание платинового порошка. Ими было организовано также производство монет из платины, тиглей и других изделий. Аналогичный способ получения компактной платины англичанин У. X. Вол-ластон предложил только спустя три года. Именно русским ученым принадлежит заслуга возрождения порошковой металлургии и превращения ее в особый технологический метод обработки металлов. Однако развитие печной техники в начале XIX в. привело к освоению производства изделий из платины литьем и порошковая металлургия вновь незаслуженно была забыта.
Лишь в начале XX в., когда бурное развитие электротехники вызвало необходимость в новых материалах, получить которые известными способами было невозможно, опять обратились к технологии изготовления изделий методами порошковой металлургии. Это привело к ее новому возрождению, дальнейшему развитию и активному внедрению в производство. В 30-х годах было начато производство магнитных и контактных материалов, самосмазывающихся подшипников, твердых сплавов и т. д.
1. Технологический процесс производства порошковых изделий и области их применения
Процесс изготовления деталей из порошковых материалов заключается в получении порошка исходного материала, составлении шихты, прессовании и спекании изделий. Каждая из указанных операций вносит свой существенный вклад в формирование конечных свойств порошковых изделий. На практике возможны отклонения от приведенной типовой технологической схемы получения порошковых материалов, которые могут выражаться в совмещении операций прессования и спекания (горячее прессование), спекании свободно насыпанного порошка (отсутствует операция уплотнения), проведении дополнительной обработки (калибрование, механическая и химико-термическая обработка) и др.
Методами порошковой металлургии получают:
твердые сплавы для изготовления режущего, бурового, волочильного инструмента, а также деталей, подвергающихся интенсивному изнашиванию;
высокопористые материалы для изготовления фильтров, используемых для очистки жидкостей от твердых включений, воздуха и газа, от пыли и т. д.;
антифрикционные материалы для производства подшипников скольжения, втулок, вкладышей и других деталей, работающих в тяжелых условиях эксплуатации;
фрикционные материалы для получения деталей узлов трения, сцепления и тормозных систем машин;
жаропрочные и жаростойкие материалы для производства изделий, работающих в условиях высоких температур и в сильно агрессивных газовых средах;
материалы сложных составов (псевдосплавы) для изготовления электрических контактов, которые получить другими способами невозможно;
магнитные материалы для изготовления постоянных магнитов, магнитоэлектриков, ферритов и т. д.
2. Технология производства металлических порошков
Получение металлических порошков является важнейшей операцией технологического процесса изготовления деталей из порошковых материалов, от которой зависят их основные свойства.
В настоящее время существуют различные методы изготовления порошков, каждый из которых обеспечивает определенные их характеристики. При выборе способа получения порошка учитывают достигаемый уровень его свойств и стоимость.
Металлические порошки различаются как по размерам (от долей микрометра до долей миллиметра), так и по форме и состоянию поверхности частиц.
Все известные способы производства порошков условно разделяют на механические и физико-химические.
Механические методы получения порошков — дробление и размол, распыление, грануляция — характеризуются переработкой материалов в порошок практически без изменения их химического состава.
Физико-химические методы —восстановление, термическая диссоциация карбонильных соединений — отличаются тем, что получаемый порошок по химическому составу существенно отличается от исходного материала.
Иногда с целью повышения экономичности процесса или улучшения характеристик материала применяют комбинированные методы получения порошков. Так, при распылении расплавленный металл сначала гранулируют, а затем отжигают в защитной среде водорода. При электролизе получают плотные, но хрупкие продукты, которые затем размалывают.
Наибольшее промышленное распространение получили методы изготовления порошков путем восстановления оксидов и других соединений металлов, распыления и др.
В США, Японии, Англии и Италии, являющихся крупными производителями и потребителями металлических порошков, около 55 % их производят методом восстановления, а остальную часть методом распыления.
Ежегодно в мире производится примерно 600...650 тыс. т металлических порошков.
Механические методы получения порошков основаны на измельчении частиц материала путем разрушения их под действием внешних нагрузок, преодолевающих внутренние силы сцепления в материале.
Механическое измельчение дроблением, размолом или истиранием целесообразно применять при производстве порошков хрупких металлов и сплавов: бериллия, сурьмы, хрома, марганца, ферросплавов и др. Размол пластичных металлов затруднен, так как под действием внешних нагрузок они в основном деформируются, а не размельчаются.
Дробление металлов производят в щековых, валковых, конусных дробилках и бегунах. Продукты дробления— частицы размером 1...10 мм. Они являются исходным материалом для последующего измельчения в шаровых вращающихся, вибрационных или планетарных центробежных, вихревых и молотковых мельницах.
Шаровая мельница (рис. 1) состоит из стального барабана 1, в который загружаются размалывающие шары (стальные, чугунные или изготовленные из твердых сплавов) и обрабатываемый материал 2. Коэффициент заполнения барабана шихтой и шарами составляет 0,4...0,5. При вращении барабана шары поднимаются в направлении этого вращения, а затем падают или скатываются вниз и дробят материал. Для облегчения размола его производят при низких температурах с введением поверхностно-активных веществ, создающих расклинивающие усилия в микротрещинах частиц. Частицы порошка, полученные размолом, имеют вид неправильных многогранников, листочков или завитков размером 0,1...3 мм.

Рис. 1. Схема шаровой мельницы
Разновидностью шаровых мельниц является так называемое аттриторное устройство. Размалываемые тела загружают в емкость, внутри которой вращается мешалка. Лопасти мешалки обеспечивают циркуляцию размалываемых тел и истирание материала, а наличие рубашки охлаждения позволяет вести процесс непрерывно. В результате размола получают порошки с более равномерным распределением частиц по размерам, чем в обычных шаровых мельницах. Аттриторы весьма эффективны для приготовления ультратонкой порошковой смеси.
Вихревая мельница (рис. 2) состоит из кожуха 1, в котором с частотой 3000 об/мин вращаются в противоположных направлениях пропеллеры 2. Материал, загруженный в бункер, захватывается воздушными потоками и дробится при соударении частиц на более мелкие частицы. Процесс протекает более интенсивно, чем в шаровых мельницах. Получающиеся частицы порошка размером 50...200 мкм имеют тарельчатую форму.

Рис. 2. Схема вихревой мельницы
Работа вибромельницы основана на воздействии на измельчаемый материал стальных шаров и цилиндров при совершении барабаном круговых колебаний высокой частоты. Процесс отличается большой производительностью и применяется для производстватонких порошков из малопластичных материалов (твердых сплавов, оксидов металлов и др.).
Недостатками механических методов получения порошков является загрязнение последних продуктами истирания шаров и барабана, их высокая стоимость и относительно низкая производительность процессов.
Получение порошка методом распыления связано с распылением расплавленной струи металла в среде воздуха, инертных газов или при ударах лопаток вращающегося диска. Распылением получают порошки алюминия, свинца, цинка, олова, никеля, латуни, чугуна, железа и др.
Метод грануляции состоит в том, что расплавленный металл льют в жидкость. Частицы порошка, полученного этим способом, имеют размер 0,05...0,35 мм и форму, близкую к сферической. Одним из физико-химических методов получения порошков является восстановление оксидов и других соединений металлов.
Под восстановлением в порошковой металлургии понимают процесс получения металлов из их химических соединений путем отнятия неметаллической составляющей (кислорода и других элементов) при помощи восстановителя.
Методом восстановления получают порошки кобальта, вольфрама, молибдена, титана, меди, железа и других металлов. В качестве восстановителей применяют газы (водород, конвертерный, доменный, коксовый и др.) или твердые вещества (углерод, магний). Получение металлических порошков восстановлением является наиболее распространенным, высокопроизводительным и экономичным из рассматриваемых методов. В нашей стране разработан метод совместного восстановления смесей оксидов с металлическими порошками гидридом кальция. Этим способом получают порошки высоколегированных сталей и сплавов, обладающие рядом уникальных и ценных для промышленности свойств.
Электролиз водных растворов и расплавленных сред заключается в разложении водных растворов соединений выделяемого металла или расплавленных солей при пропускании через них постоянного электрического тока. Этим способом получают порошки олова, серебра, меди, железа, а также порошки редких металлов (тантала, тория, ниобия, циркония и др.) с дендритной формой частиц. Порошки отличаются высокой чистотой и хорошей прес-суемостью вне зависимости от степени чистоты исходного сырья. Стоимость порошков высока из-за больших затрат электроэнергии и низкой производительности процесса.
Методом диссоциации карбонильных соединений получают высококачественные дисперсные порошки железа, никеля, кобальта и других металлов со сферической формой частиц. Способ основан на способности металла при определенных условиях (высокое давление, повышенная температура) образовывать с оксидом углерода специфические химические соединения, называемые кар-бонилами: Fe(CO)5, Ni(CO)4 и др. Карбонилы неустойчивы при обычных условиях и легко разлагаются при нагревании до 200...300 °С с образованием тонкого порошка металла и оксида углерода. Недостатком процесса является чрезвычайно высокая стоимость получения порошка.
Метод гидрогенизации основан на свойстве металлов резко повышать свою абсорбционную активность при нагреве до высоких температур. Измельчаемый губчатый металл загружают в реактор, через который пропускают водород. При нагреве до определенной температуры (300...800 °С) происходит активное поглощение металлом водорода, в результате чего он становится хрупким и растрескивается. Порошок получают путем размола губки одним из механических способов и подвергают дегидрогенизации в вакууме при температуре около 800 °С. Данным методом получают порошки редких металлов: титана, урана, циркония и др. Недостаток способа — высокая хрупкость и низкая пластичность частиц порошков.
3. Свойства металлических порошков
Металлические порошки характеризуются технологическими, физическими и химическими свойствами, основные из которых регламентируются ГОСТами и техническими условиями.
К технологическим свойствам порошков относятся: насыпная плотность, текучесть, прессуемость и формуемость.
Насыпная плотность — отношение массы свободно насыпанного порошка к занимаемому им объему. Чем крупнее частицы и правильнее их форма, тем больше насыпная плотность порошка.
Текучесть порошка определяется скоростью истечения его через отверстие заданного диаметра. Хорошая текучесть порошка необходима для быстрого и равномерного заполнения им пресс-формы.
Прессуемость порошков — это способность их уплотняться при формовании изделий в зависимости от давления. Формуемость порошка характеризуется способностью заготовок сохранять заданную форму после уплотнения порошка при минимальном давлении.
От технологических свойств порошков зависит их дозирование, заполняемость полостей пресс-форм, процесс прессования изделий и их усадка после спекания.
Физические свойства порошков характеризуются формой частиц, гранулометрическим составом порошков, их удельной поверхностью и микротвердостью частиц.
Форма частиц в зависимости от метода получения порошка может быть сферической, губчатой, осколочной, тарельчатой, дендритной, каплевидной.
Гранулометрический состав порошка отражает содержание в нем частиц определенных фракций.
Удельная поверхность порошка (точнее — удельная площадь поверхности) представляет собой отношение суммарной площади поверхности частиц порошка к его массе.
Микротвердость частицы характеризует ее способность к деформированию.
Физические свойства порошков существенно влияют на плотность, прочность и однородность свойств формуемых изделий, давление прессования, а также на процессы уплотнения и спекания порошковых материалов.
Химический состав порошка характеризуется содержанием в нем основного металла или компонентов смеси металлов, примесей, различных механических загрязнений и газов. Химический состав порошка зависит от метода производства и химического состава исходного сырья.
4. Формование заготовок из порошковых материалов
Под формованием следует понимать процесс получения заготовок требуемых форм и размеров, а также достаточной прочности для последующего изготовления из них изделий. Формование предполагает уплотнение порошка. Процесс уплотнения порошкового материала в отличие от деформирования компактного металла сопровождается значительным изменением объема прессуемого тела.
На начальной стадии уплотнение происходит за счет относительного перемещения частиц порошка и их более плотной упаковки, на последующих этапах — в результате упругой и пластической деформации частиц или их хрупкого разрушения (в зависимости от свойств деформируемых порошков). Прочность заготовки с повышением давления прессования увеличивается и обеспечивается за счет механического сцепления частиц и сил межатомных и межмолекулярных связей.
Обычно перед формованием производят подготовку порошков, заключающуюся в их отжиге, классификации и приготовлении смесей (шихты).
Отжиг применяют с целью повышения пластичности и прессу-емости порошков за счет восстановления остаточных оксидов и снятия наклепа.
Классификация — разделение порошков на фракции по размерам частиц. Разделение осуществляют с помощью сит либо воздушных сепараторов.
Приготовление шихты производят в мельницах, смесителях и др. Для этого дозированные порции компонентов определенного гранулометрического и химического состава смешивают в указанных устройствах, добавляя в случае необходимости различные технологические присадки: пластификаторы (стеарат цинка, парафин, олеиновую кислоту и др.), облегчающие процесс прессования; легкоплавкие присадки, улучшающие спекание; летучие вещества для получения изделий с заданной пористостью. При смешивании порошков материалов, резко различающихся по своим свойствам (например, железа и графита), в целях получения наиболее однородной смеси применяют добавки спирта, бензина, глицерина и др.
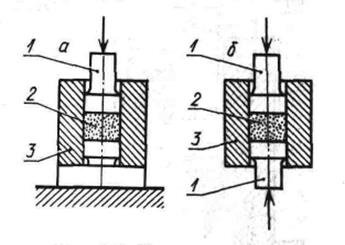
Рис. 3. Схемы прессования
Прессование в стальной пресс-форме (рис. 3) является наиболее распространенным способом получения заготовок. Пуансон 1 передает давление на порошок 2, помещенный в пресс-форму 3, и порошок уплотняется.
Одним из основных недостатков формования в пресс-формах является возникновение сил трения порошка о стенку матрицы (пресс-формы). Это вызывает неравномерное распределение плотности (прочности) по высоте заготовки, особенно если высота значительно превышает ее диаметр.
На практике снижение трения порошка о стенку матрицы, а следовательно, улучшение условий процесса прессования достигается применением смазки и другими технологическими приемами. Одним из них, например, является замена одностороннего приложения давления (рис. 9.3, а) на двустороннее (рис. 9.3,6). В последнем случае два пуансона движутся навстречу друг другу. Это приводит к более равномерному распределению плотности по высоте заготовки и снижению давления прессования на 30...40 %. Поэтому изделие с более сложной конфигурацией изготавливают двусторонним прессованием. Уплотнение производят на гидравлических или механических прессах, давление прессования составляет 200... 1000 МПа в зависимости от свойств порошка и назначения изделия. Детали пресс-форм выполняют из высокоуглеродистых легированных сталей (инструментальных сталей), твердых сплавов. Стойкость стальных пресс-форм составляет 1...50, пресс-форм из твердых сплавов — до 500 тыс. прессовок.
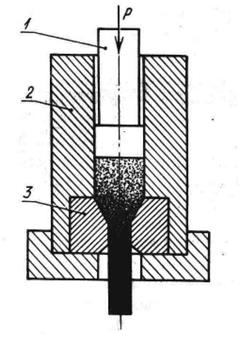
Рис. 4. Схемы мундштучного прессования
Мундштучное прессование применяют для получения заготовок изделий большой длины и равномерной плотности (прутки, трубы, уголки и т. п.) из труднопрессуемых порошков вольфрама, тория, бериллия и др. Процесс получения заготовок заключается в выдавливании порошка, заключенного в полость контейнера 2 (рис. 4), пуансоном 1 через отверстие мундштука матрицы 3. Для обеспечения лучшего связывания частиц порошка и более легкого истечения смеси, через отверстие мундштука в шихту добавляют пластификатор (крахмал, парафин и т. д.). Массовая доля пластификатора в шихте обычно составляет 10... 12 %.
Профиль получаемой заготовки определяется формой отверстия мундштука, полые профили получают с применением специального рассекателя (иглы). Изостатическое прессование заключается в том, что порошок, помещенный в эластичную оболочку, подвергается в камере высокого давления всестороннему сжатию. Если давление создается жидкостью (вода, масло), прессование называют гидростатическим, а если газом,— газостатическим. Порошковое тело после формования имеет практически равномерную плотность по всему объему. В связи с этим изостатическое прессование применяют для получения заготовок сложных конфигураций и больших размеров. Недостатком способа является необходимость проведения дополнительной механической обработки заготовок для достижения их точных, заданных размеров. Прокатка порошков является экономичным и прогрессивным способом непрерывного формообразования заготовок. Ее можно производить в любом направлении.

Рис.5. Схемы прокатки рошков
При прокатке в вертикальном направлении (рис. 5, а) порошок 2 непрерывно поступает из бункера / в зазор между валками 3. При вращении валков порошок обжимается и вытягивается в ленту или полосу 4 определенной толщины. Применение бункера с одной (рис. 5, б) или несколькими перегородками 5 позволяет получать двух- или многослойные заготовки из различных материалов.
В настоящее время прокаткой металлических порошков получают ленты и полосы толщиной 0,025...3 мм и шириной до 300 мм, прутки различного профиля и т. д.
Технологический процесс прокатки может быть совмещен со спеканием и окончательной отделкой получаемых изделий. Непрерывность процесса обеспечивает высокую производительность и возможность его автоматизации.
Шликерное литье применяют
для получения изделий сложной формы (с внутренними полостями) из хрупких и твердых порошков карбидов, нитридов, силицидов и др. При этом 40...70 %-ю водную суспензию порошка (шликер) заливают в пористую гипсовую или керамическую форму. Жидкость впитывается стенками формы, внутри формы образуется заготовка, связь частиц порошка в которой обеспечивается их Механическим сцеплением. Подсушенную заготовку извлекают, разрушая стенки формы, окончательно сушат и затем спекают.
Горячее прессование характеризуется совмещением процессов прессования и спекания заготовок. При температурах, близких к температуре спекания, повышается пластичность частиц порошка, более интенсивно протекают процессы уплотнения порошков по сравнению с обычным прессованием. Горячим прессованием (а им может быть любой из известных способов формования) получают изделия из труднодеформируемых порошковых материалов.
Динамическое прессование —это формование заготовок с использованием импульсных нагрузок, отличающееся высокой скоростью их приложения. В качестве источника энергии используют: взрыв заряда взрывчатых веществ, импульсное магнитное поле, сжатый газ и т. д. Высокоскоростное прессование в настоящее время используется при изготовлении высокоплотных крупногабаритных заготовок из труднодеформируемых металлических порошков и порошков керамических материалов.
5. Спекание и окончательная обработка порошковых изделий
Только прессованием порошка получить изделие достаточной прочности невозможно. На поверхности частиц порошка образуются оксиды и всегда есть загрязнения, препятствующие возникновению металлических контактов. В силу упругих свойств частиц порошка велико их сопротивление деформированию. Поэтому для повышения прочности и твердости изделий заготовки подвергают спеканию.
Операция спекания состоит в нагреве и выдержке заготовок при температуре, составляющей 0,7...0,8 от абсолютной температуры плавления основного компонента спекаемой композиции. Средняя продолжительность выдержки составляет 1...2 ч.
При спекании заготовок протекают такие сложные физико-химические процессы, как диффузия, восстановление поверхностных оксидов, рекристаллизация. Между частицами порошка возникают металлические контакты, а прочность их сцепления иногда достигает прочности сцепления кристаллов компактных металлов. Спекание сопровождается обычно некоторым уплотнением заготовок — усадкой, которая зависит от дисперсности исходного порошка, температуры и продолжительности спекания. При спекании снимаются остаточные напряжения в заготовках, изменяются их физические свойства и улучшаются механические характеристики. Для пред-' отвращения окисления частиц порошка спекание проводят в вакууме или в защитной атмосфере (водорода, оксида азота, генераторного газа и др.).
Различают спекание в твердой и жидкой фазах. Спекание в твердой фазе производится при температуре, меньшей температуры плавления компонентов смеси, при спекании же в жидкой фазе — при температуре, превышающей температуру плавления одного или нескольких компонентов исходного материала. Спекание в жидкой фазе позволяет получать более плотные изделия за счет активизации капиллярных явлений, приводящих к закрытию пор.
Процесс спекания заготовок в зависимости от температурного режима условно делят на три этапа. На первом этапе (до 150 °С) наблюдается некоторое увеличение прочности и незначительная усадка заготовки, что объясняется испарением адсорбированной воды с поверхности частиц. Происходит увеличение электросопротивления и интенсивная релаксация остаточных напряжений в заготовке. Второй этап (до 0,5ТПЛ) характеризуется дальнейшей релаксацией упругих напряжений, что вызывает изменение площади контактов и уменьшение плотности заготовок. На третьем этапе (при температурах, несколько больших температур рекристаллизации для данного металла) происходит сглаживание свободных и контактных поверхностей частиц, контакты между сросшимися зернами расширяются и становятся металлическими вследствие высоких скоростей диффузии и окончательного восстановления оксидов.
Нагрев заготовок при спекании осуществляют в печах различного типа, работающих периодически или непрерывно. Печи периодического действия применяют при небольшом выпуске порошковых изделий. Они бывают колокольного типа, муфельные и шахтные. При массовом производстве изделий используют методические печи непрерывного действия: конвейерные, рольганговые, с шагающим подом, толкательные.
При необходимости порошковые изделия подвергают отделочным операциям: калиброванию, обработке резанием, термической и химико-термической обработке, повторному спеканию, повторному прессованию.
Калиброванием можно получать изделия с погрешностью размеров 0,0005...0,01 мм. Порошковое изделие продавливают через отверстие в стальных пресс-формах специальной конструкции. При этом происходит не только уточнение размеров, но и уплотнение и полировка поверхностного слоя изделий, повышается их износостойкость.
Обработку резанием (точение, сверление, фрезерование и т. д.) применяют в тех случаях, когда прессованием нельзя получить детали заданных форм и размеров, для нарезания внутренних и наружных резьб, получения узких, но глубоких отверстий и т. д. При обработке резанием используют хорошо заточенный и доведенный инструмент, оснащенный пластинками из твердого сплава или алмаза.
Термическую и химико-термическую обработку порошковых изделий (азотирование, хромирование и т. д.) проводят так же, как и для компактных металлов. Некоторой особенностью термической обработки порошковых изделий является необходимость нагрева их и переноса в закалочную ванну в защитной атмосфере, так как они отличаются склонностью к окислению.
Повторное прессование применяют при получении изделий сложной формы, когда при первом прессовании обеспечиваются лишь приближенные их форма и размеры.
6. Эффективность технологии порошковой металлургии
Применение методов порошковой металлургии для изготовления изделий позволяет достигать высокой производительности труда и значительной экономии средств в народном хозяйстве страны. Экономия достигается за счет получения изделий высокой прочности, рационального использования металла, снижения его потерь, повышения качества изделий, создания новых прогрессивных деталей и др.
Если обычное изготовление деталей на металлорежущих станках сопровождается потерями до 20...80% металла, связано с необходимостью выполнения большого числа технологических операций и значительными трудозатратами, то получение изделий методами порошковой металлургии отличается тем, что при числе операций 3...5 отходы металла составляют всего 5...10%. Кроме того, производство порошковых изделий сосредоточено в основном на одном предприятии, не требует большого станочного парка и высокой квалификации рабочих. Изготовление деталей обычного состава методами порошковой металлургии дает возможность уменьшить по сравнению с обработкой резанием удельный расход металла в 3...5 раз, трудозатраты — в 2...8 раз, себестоимость изготовления деталей — в 1.5...3 раза и повысить производительность труда в 1,5...2 раза.
Образующиеся на машиностроительных заводах при обработке деталей из различных металлов резанием отходы в виде стружки и шлама представляют собой хорошее сырье для производства различных деталей машин и приборов. В основном около 50 % стружки, спрессованной в брикеты или пакеты, используется в сталеплавильном производстве. Часть стружки перерабатывается в порошок. В нашей стране разработана технология измельчения стружки путем размола ее в мельницах в среде жидкого азота. Изделия, изготовленные из отходов методами порошковой металлургии, обладают в ряде случаев более высокой стойкостью, чем детали, полученные по обычной технологии.
Шлам, получающийся в результате отделочной обработки заготовок, является также ценным сырьем для порошковой металлур-гии. Так, отходы шлифования деталей шарикоподшипникового производства после их сушки и просева составляют основу для изготовления фрикционных дисков, работающих в условиях тяжелых нагрузок. Порошок, полученный из отходов после опиловки и обкатки подшипниковых шариков, может быть использован для изготовления конструкционных деталей общего назначения и т. д.
Многие изделия, изготовленные методами порошковой металлургии, обладают более высокими качествами, чем изделия, полученные традиционными методами. Так, стойкость инструмента из порошка быстрорежущей стали в 3...4 раза больше стойкости инструмента из литой стали. Новые инструментальные материалы на основе системы SisN4 — A12O3 по стойкости во многих случаях превосходят вольфрамо-титановые твердые сплавы.
Важной технологической операцией в производстве синтетических волокон является процесс фильтрации прядильного расплава непосредственно перед формованием волокон или нитей. Для предотвращения попадания в расплав различных инородных тел и других включений расплав перед формованием нитей подвергают фильтрации. Основные требования к фильтрующим материалам — достаточный срок их службы и качество фильтрации. Фильтрация расплава производится, как правило, с помощью металлической сетки и кварцевого песка. Но использование сеток гарантирует отделение лишь крупных примесей, а пыль, содержащаяся в кварцевом песке, засоряет капилляры фильер. Это приводит к необходимости останова машины и замены фильерного комплекта через каждые 100... 120 ч работы. Замена металлических фильтров пористыми из порошковых материалов обеспечивает повышение срока службы фильерных комплектов в 2...2,5 раза, а трудозатраты при перезарядке фильерных комплектов сокращаются вдвое.
Рост скоростей движения механизмов и нагрузок на детали и узлы современных машин обусловливает повышение требований, предъявляемых к материалам. Так, для торможения современного самолета в течение 30 с необходимо свыше 400 МВт энергии, а для остановки за 10 с автомобиля массой 2,5 т, движущегося со скоростью 180 км/ч,— более 220 кВт энергии. При этом теплота, выделяющаяся в тормозных узлах, должна рассеиваться до очередного торможения, в противном случае нарушается нормальный режим работы тормозов. Традиционные фрикционные материалы в подобных случаях не могут обеспечить требуемый режим работы узлов трения. Использование же порошковых фрикционных накладок в тормозных системах самолетов позволяет значительно уменьшить длину посадочных полос аэродромов, что обеспечивает получение большого экономического эффекта.
Порошковые антифрикционные материалы предназначены в основном для замены традиционных подшипниковых материалов и создания новых, не имеющих аналогов. Применение таких материалов позволяет увеличить в 1,5...3 раза срок службы узлов трения, достичь экономии материалов за счет полной или частичной ликвидации механической обработки при изготовлении деталей, снижения массы изделия и трудоемкости его изготовления.
Наиболее эффективна замена литых цветных металлов материалами на основе железного порошка.
Таким образом, порошковая металлургия позволяет решать вопросы, связанные с изготовлением материалов и изделий как с обычными, так и особыми свойствами. Эффективность порошковой металлургии повышается в условиях массового производства изделий. Так, в массовом производстве при изготовлении 1 тыс. т деталей методами порошковой металлургии экономится свыше 2000 т стали, высвобождается более 200 рабочих и 50 металлорежущих станков. С увеличением объема выпуска изделий себестоимость изготовления порошковых деталей снижается по сравнению с себестоимостью литых заготовок.
Предполагается дальнейшее развитие теории и практическое применение методов порошковой металлургии.
Литература
1. Кипарисов С. С., Либенсон Г. А. Порошковая металлургия.— М.: Металлургия, 1980—496 с.
2. Либенсон Г. А. Основы порошковой металлургии.— М.: Металлургия, 1975.— 198 с.
3. Технология важнейших отраслей промышленности / Под ред. А. М. Гинберга, Б. А. Хохлова.— М.: Высш. шк., 1985.—495 с.
Похожие рефераты:
Давно ли люди гибнут за металл и как именно закалялась сталь
Повышение эффективности процессов обжима трубчатых заготовок давлением импульсного магнитного поля
Сорбционные свойства мха по отношению к микроорганизмам и тяжелым металлам
Биокерамика на основе фосфатов кальция
Разработка технологических процессов на механическую обработку вала первичного
Получение биметаллических заготовок центробежным способом
Технология электроконтактного нагрева заготовок
Анализ методов сокращения пригара на стальном литье
Нанесение и получение металлических покрытий химическим способом
История и развитие сварочного производства
Товароведная характеристика цветных металлов и изделий из них
Устранение слабых сторон заводского технологического процесса