| Похожие рефераты | Скачать .docx |
Реферат: Аэродинамические способы повышения эффективности систем пылеулавливания в химической промышленности
1.Технологические особенности производства огнеупорных материалов
2.Пылегазовые выбросы технологических агрегатов
3.Аэродинамические проблемы эксплуатации пылеуловителей
4.Реальные поля скоростей и оценка их влияния на эффективность пылеуловителей
5.Экономические преимущества аэродинамической оптимизации систем и аппаратов пылеулавливания
Список используемых источников
1.Технологические особенности производства огнеупорных материалов
Технологический процесс получения огнеупорных материалов основан на термической обработке измельченного сырья, теряемого в известной мере с отходящими газами и аспирационными выбросами. Поэтому в огнеупорной промышленности пылеулавливание является неотъемлемой частью технологического процесса. Мероприятия по интенсификации технологических процессов с целью повышения производительности приводят к значительному увеличению выбросов пыли, состоящей частично из готового продукта. В связи с этим пылеулавливающие установки должны обеспечить максимальное улавливание пыли не только по санитарным условиям, но и по экономическим соображениям.
Объемы дымовых газов, отходящих из технологических агрегатов, являются одним из основных факторов при выборе пылеулавливающих аппаратов. Результаты исследований [1] показали, что в большинстве случаев расчетные количества дымовых газов существенно отличаются от полученных в процессе эксплуатации. Обычно они значительно выше величин, принятых в проектах; при этом скорость газов в пылеулавливающих аппаратах превышает предельно допустимую, что вызывает нежелательные последствия. Объемы дымовых газов зависят от многих факторов, основными из которых являются состав и степень подготовленности обжигаемого сырья, вид применяемого топлива, режим ведения технологического процесса, количество подсасываемого воздуха по газовому тракту, состояние активной зоны печей и т.д.
Расходы дымовых газов, отходящих из вращающихся печей и сушильных барабанов, приведены в табл. 1.1 [1].
Приведенные в табл.1.1 данные получены Г.М. - А. Алиевым [1] в результате длительных испытаний. Опыт показывает, что в некоторых случаях расход отходящих газов увеличивается при изменении состава обжигаемого сырья или интенсификации процесса обжига с целью увеличения производительности технологического агрегата. На некоторых заводах все чаще интенсифицируют работу котлов-утилизаторов, что положительно влияет на работу пылеуловителей.
Пылеунос является одним из основных показателей при проектировании и эксплуатации систем и аппаратов пылеулавливания. Этот параметр является определяющим и при выборе мощности пылеулавливающего и транспортирующего пыль оборудования, бункера, насосы, воздушные компрессоры и т.п. Пылеунос из вращающихся печей зависит от ряда факторов: конструкции печи (наличие внутрипечных теплообменников), зернового состава обжигаемого сырья (неклассифицированный, узкоклассифицированный), скорости газов, режима ведения процесса обжига.
Таблица 1.1
Расход газов вращающихся печей и сушильных барабанов
| Технологический агрегат | Сырье |
Размеры печи, м |
Расход* дымовых газов, 10-3 м3 /ч |
| Вращающиеся печи | Магнезит | 170 х 4,5 90 х 3,6 |
182,5 86 |
| Доломит | 90 х 3,6 | 128** | |
| Известняк | 75 х 3,6 | 58 | |
| 70 х 3,0 | 50 | ||
| Сушильные барабаны | Известняк | 16 x 2,5 | 24 |
| Глина | 10,5 x 2,2 | 19 | |
| Хромитовая руда | 16 х 2,5 | 23 |
* После котлов-утилизаторов
** При сжигании в печи мазута
Данные о пылеуносе печей огнеупорного производства приведены в табл. 1.2 [1].
Удельный пылеунос и запыленность дымовых газов сушильных барабанов приведены ниже:
СырьеИзвестняк Глина
Пылеунос сырья, %2527
Масс. концентрация
пыли в газах, г/м3 305036
Массовая концентрация пыли в отходящих газах зависит от изменения зернового состава сырья, интенсификации режима печи, вида топлива и других факторов.
Требуемая степень очистки газов и их начальная запыленность позволяют выбрать тип аппарата. Расход очищаемых газов позволяет оценить минимальную единичную производительность аппаратов.
Сведения о возможности утилизации пыли уточняют метод очистки газов и дают возможность выбрать способ транспортировки уловленного продукта.
Состав газов, их агрессивность, взрывоопасность, токсичность дают дополнительные сведения о типах пригодного оборудования, материалах для его изготовления, возможности расположения установок на открытой площадке. Сведения о возможных форсировках технологического процесса вынуждают предусматривать резервные пылеуловители, требующие постоянного расхода пылегазового потока и строго определенной аэродинамической ситуации в рабочих сечениях.
Таблица 1.2
Пылеунос из печей огнеупорного производства
| Размеры печи, м | Характеристика печи |
Сырье | Фракции пыли, мкм | Пылеунос | Массовая концентрация пыли в дымовых газах, г/м3 * | |
| кг/т | кг/ч | |||||
| 170x4,5 | Без теплообменника | Магнезит | 0-60 | 145 | 7000 | 60 |
То же |
Магнезит+ магнезитовая пыль | 0-60 | 200 | 10000 | 100 | |
| 90х3,6 | Без теплообменника | Магнезит | 0-60 | 157 | 4000 | 40 |
То же |
Магнезит+ магнезитовая пыль | 0-60 |
190 | 6000 | 52 | |
| С теплообменником | Магнезит | 0-60 | 375 | 9000 | 85 | |
| То же | Доломит | 5-25 | 170 | 5500 | 45 | |
| 65х2,5 | Без теплообменника | Глина | — | 75 | 800 | 18 |
| 60х2,5 | То же | Известняк | 0-45 | 83 | 1200 | 22 |
* После котла-утилизатора
После разработки вариантов систем пылеулавливания, оценки их гидравлического сопротивления и ожидаемой эффективности проводится технико-экономическое сравнение, учитывающее результаты аэродинамической оптимизации процесса пылеулавливания.
Трудность выбора рациональной схемы улавливания пыли часто заключается в отсутствии необходимых сведений о физико-химических свойствах и аэродинамических параметрах пылегазовых потоков.
В огнеупорной промышленности основными пылевыделяющими агрегатами являются вращающиеся печи, сушильные барабаны и пересыпные устройства для транспортировки материалов и пыли. При выборе системы пылеулавливания эти установки можно разбить на две группы с характерными параметрами выбросов.
К первой группе относятся пылевыделяющие агрегаты, где происходит термическая обработка сырьевых материалов (печи, сушильные барабаны и др.). При выборе системы пылеулавливания для агрегатов первой группы необходимо учитывать влияние температуры газов, температуру точки росы, дисперсный состав пыли и другие факторы. Однако выбор метода пылеулавливания (механический или электрический) определяет также производительность технологического агрегата. До последнего времени для обеспыливания дымовых газов агрегатов небольшой производительности (до 50·103 м3 /ч) применялись механические пылеуловители.
Парк аппаратов этого типа в производстве огнеупоров достаточно разнообразен – циклоны типов ЦН, СИОТ, ЦП-2; центробежные скрубберы СЦВБ, СЦВП; полые скрубберы СП; насадочные скрубберы СДК; скрубберы Вентури типов ГВПВ, СВ-Кк, СВТ. Широкое распространение получили рукавные фильтры типа ФРМ, с комбинированным способом регенерации (механический в сочетании с аэродинамическим), рукавные фильтры типов УРФМ и ФРМК, со струйной продувкой типа РФСП, общепромышленного назначения типа ФРО и специального назначения ФР, ФРОКТ, ФРОС, ФРКН, ФЭИ, ФРИ и ФРЦИ [2].
В настоящее время, несмотря на увеличение капитальных затрат, чаще применяют электрофильтры, которые при правильном выборе аэродинамических условий эксплуатации обеспечивают гарантированную высокую степень очистки, значительно более высокую, чем дают механические пылеуловители. Различные модификации электрофильтров (ЭГД, ЭВ, ЭГАВ, СРК, ОГП, ГК) достаточно перспективны в производстве огнеупоров [2]. В электрофильтрах равномерное распределение пылегазового потока по рабочему сечению в связи с реальными размерами этих сечений (до 350 м2 ) является первостепенной задачей, определяющей эффективность и коммерческую целесообразность всего технологического процесса. В некоторых случаях рекомендуется установка одного электрофильтра для обеспыливания дымовых газов нескольких агрегатов. Такая схема, например, принята на заводе "Магнезит", где за пятью шахтными печами установлен один электрофильтр с активным сечением 37 м2 .
Ко второй группе относятся пылевыделяющие агрегаты и системы транспорта пылевидных материалов в холодном состоянии. Здесь, в основном, применяются циклонные или тканевые пылеуловители. При этом иногда предусматриваются такие схемы пылеулавливания, в которых одни аппараты обеспечивают преимущественно коагуляцию, другие – осаждение.
В качестве аппаратов, способных выполнять функции коагуляторов, могут быть использованы электрофильтры, циклоны, испарительные скрубберы, акустические генераторы. Это обстоятельство следует иметь в виду, столкнувшись с необходимостью очистки газов от высокодисперсных пылей, так как коагуляторы полидисперсных пылей особо чувствительны к нарушению оптимальной аэродинамической ситуации при движении пылегазовых потоков в рабочей зоне аппаратов. В последние годы особое внимание специалистов привлекают зернистые фильтры с движущимся и неподвижным слоем фильтрующего материала. Эти аппараты позволят совместить технологическую и санитарную очистку газов от пыли, обеспечить нормы ПДВ и перейти в отдельных производствах к технологии с утилизацией пыли [3].
На целесообразность такого пути развития систем пылеулавливания, обеспечивающего переход к безотходной технологии, неоднократно указывали ведущие российские ученые в области механики аэрозолей и пылеулавливания, возглавляемые академиком И.В.Петряновым - Соколовым. Следует отметить, что для зернистых фильтров всех видов успешное решение аэродинамических проблем уже на стадии проектирования является совершенно необходимым условием их успешной эксплуатации. При этом следует использовать надежные расчетные зависимости для оценки степени неравномерности распределения пылегазового потока при различных геометрических формах рабочих сечений пылеуловителей. Стремление к энергосберегающей технологии пылеулавливания требует и уточненный поэлементный расчет гидравлического сопротивления инерционных и вихревых пылеуловителей, используемых в качестве предварительной ступени очистки. Самостоятельный интерес представляет и методика для оценки и прогнозирования зависимости общей и фракционной эффективности пылеулавливания от степени неравномерности распределения пылегазового потока по рабочему сечению пылеуловителей.
2. Пылегазовые выбросы технологических агрегатов
Производство огнеупорных изделий – сложный технологический процесс, связанный с обработкой сырья с различными физико-механическими свойствами и с использованием достаточно сложного технологического оборудования и вспомогательных механизмов. Эти процессы (дробление, помол, сортировка, транспортирование и смешение материалов) связаны с пылевыделением. Выброс пыли происходит и в результате механического уноса фракций газовыми потоками аспирационных систем.
Основными характеристиками пыли, которые следует учесть при усовершенствовании аэродинамических условий эксплуатации систем пылеулавливания в огнеупорном производстве, являются плотность, угол естественного откоса, слипаемость, смачиваемость, абразивность, дисперсность, химический состав, удельное электрическое сопротивление.
Плотность материала частиц пыли определяется пикнометрическим методом. Метод заключается в определении объема жидкости, вытесненной пылью, масса которой известна. Частное от деления массы пыли на вытесненный ею объем жидкости, представляет собой плотность материала частиц пыли. Насыпная плотность пыли определяется по массе известного объема пыли и предусматривает оценку двух величин насыпной плотности: свободно засыпанного и уплотненного слоя пыли. Важное значение при сборе и хранении уловленной пыли имеет угол естественного откоса.
Углом естественного откоса называется угол между горизонтальной поверхностью и образующей конуса насыпанного на нее порошкообразного материала. Различают собственно угол естественного, откоса (αдин ) и угол обрушения (αст ). Первая величина относится к случаю сформирования откоса при падении частиц порошка на плоскость. Образование поверхности откоса соответствует состоянию динамического равновесия, поэтому αдин называют также динамическим углом естественного откоса. Углом обрушения называют угол, образующийся при обрушении слоя в результате удаления подпорной стенки. Его также называют углом естественного откоса αст .
Смачиваемость пыли определяется методом пленочной флотации. Метод основан на определении доли массы затонувших за определенное время частиц пыли, насыпанной тонким слоем на поверхность воды.
Метод определения слипаемости пыли основан на измерении усилия, необходимого для разрыва специально сформированного слоя пыли определенной площадки. Оценка абразивности пыли состоит в определении степени абразивного износа пластинки из исследуемой марки стали (пластинка располагается под углом 45° к пылевой струе). Испытания образца проводятся с помощью абразивметра центробежного типа.
Дисперсный состав пылей определяют различными способами – от ситового анализа до использования струйного сепаратора (импактора).
Ситовый анализ уловленной пыли основан на механическом разделении частиц по крупности путем просева через сита с различными размерами отверстий.
Анализ пыли струйным сепаратором (импактором) основан на инерционном осаждении взвешенных частиц на плоскую поверхность в результате резкого изменения направления движения запыленного потока при обтекании им плоской поверхности и на последующем определении массы частиц, осевших на эту поверхность.
В процессе пылеулавливания физико-механические свойства пыли, меняются.
Слипаемость пыли ухудшает аэродинамические свойства и надежность пылеуловителей за счет изменения геометрии рабочих сечений аппаратов. По существующей классификации пыль огнеупорного производства по степени слипаемости разделяют на 4 группы: I - неслипающаяся, II - слабослипающаяся; III - среднеслипающаяся; IV- сильнослипающаяся.
Классификация охватывает пыль 30 видов технологических операций огнеупорного производства и составлена на основе сведений о поведении пылей, полученных при эксплуатации систем пылеулавливания в огнеупорном производстве [1].
В табл. 2.1 приведены сведения об аутогезионной прочности пылей, отобранных из циклонов и электрофильтров.
Таблица 2.1
Аутогезионная прочность пыли, отобранной из циклонов и электрофильтров
| Пыль | Место отбора пробы | Аутогезионная прочность слоя пыли, мг/см2 | Группа слипаемости |
Магнезитовая |
Электрофильтр I поле II поле |
3400 4960 |
III III |
| Известковая | Циклон | 408 | II |
Доломитовая |
Электрофильтр I поле II поле III поле |
207 266 320 |
II II II |
| Шамотная | после электрофильтра | 339 | II |
Из табл. 2.1 следует, что большинство пылей огнеупорного производства относится к слабо- и среднеслипающимся пылям. Повышенное значение аутогезионной прочности у магнезитовой пыли создает определенные трудности при эксплуатации систем пылеулавливания и требует особого внимания к аэродинамическим условиям эксплуатации пылеуловителей.
Почти все пыли огнеупорного производства склонны к гидратации: поэтому величины истинной и насыпной плотности резко различаются между собой.
Так, для шамотной, доломитовой, известняковой и магнезитовой пыли насыпная плотность составляет 900-1100 кг/м3 , а истинная – 2120-2900 кг/м3 .
В широких пределах, меняется и абразивность пылей. Поэтому при больших скоростях пылегазового потока (12-20 м/с) наибольшему износу за счет абразивности пыли подвержены внутренние стенки газоходов и аппаратов.
Установлено, что при улавливании магнезитовой пыли в циклонах НИИОГАЗ увеличение условной скорости до 7 м/с не приводит к износу аппарата, тогда как при улавливании доломитовой пыли скорость газа в циклонах не должна превышать 4 м/с.
Интенсивность абразивного износа зависит и от дисперсного состава пыли. Крупные частицы при повороте пылегазового потока в большей степени отклоняются от первоначального направления своего движения, чем мелкие, создавая условия для абразивного износа. При этом форма и геометрические параметры рабочего сечения, а следовательно, и аэродинамика потока меняются. Абразивность пыли создает трудности при пневмотранспорте уловленной пыли. Высокая концентрация пыли приводит к частым остановкам системы вследствие износа трубопроводов. Дисперсный состав пылей огнеупорного производства зависит от технологического процесса, режима работы, химических свойств, зернового состава сырья, организации аспирационных выбросов.
Грубые частицы пыли являются продуктом механического уноса сырьевой смеси и несгоревшего топлива.
Более тонкие пыли (высокодисперсные аэрозоли) образуются в результате уноса потоком частиц обжигаемого материала из активной зоны печи. Частицы размером свыше 100 мкм осаждаются в пылевой камере. Некоторая часть крупных частиц остается в боровах котлов-утилизаторов и подводящих газоходах.
Концентрация пыли в дымовых газах шахтных печей не превышает 12-15 г/нм3 . Относительно небольшая запыленность газа позволяет установить за шахтными печами электрофильтр, требующий особого внимания к аэродинамике пылегазового потока
Химический состав пылей, образующихся при производстве огнеупоров, зависит от вида перерабатываемого сырья и сжигаемого топлива, как это показано в табл. 2.2 [1].
Таблица 2.2
Химический состав пылей, образующихся при производстве огнеупоров
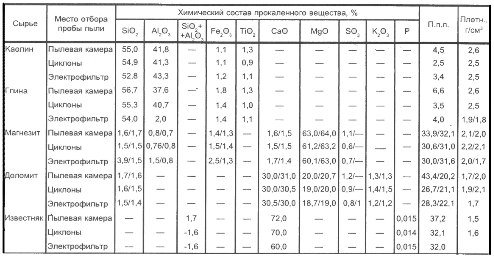
Примечание. Числитель – при сжигании высокосернистого мазута, знаменатель – природного газа.
Данные, приведенные в табл. 2.2, были использованы авторами при выборе материалов для изготовления устройств, обеспечивающих выравнивание пылегазового потока.
Одним из существенных факторов при проектировании и эксплуатации газораспределительных устройств после электрофильтров является удельное электрическое сопротивление пыли. Следует отметить, что в интервале температур 130-180°С значения удельного электрического сопротивления почти всех пылей огнеупорного производства оказываются выше критического (1010 -1011 ом·см), что позволяет рассчитывать на успешное применение газораспределительных устройств.
В таблице 2.3 приведены значения удельного электрического сопротивления пылей огнеупорного производства и соответствующие им значения влагосодержания и температуры.
Таблица 2.3
Удельное электрическое сопротивление пыли, образующихся при производстве огнеупорных изделий
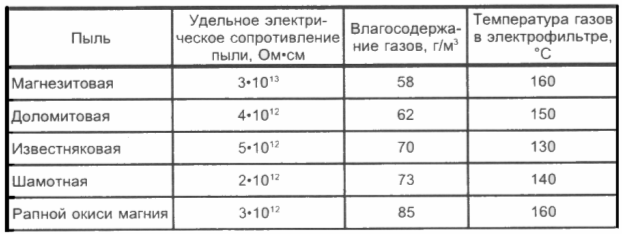
Данные о содержании влаги в дымовых газах используют при выборе рабочих температур для газоходов, пылеулавливающих аппаратов и аэродинамических газораспределительных устройств.
При рабочей температуре, близкой к точке росы, происходит налипание пыли и коррозия стенок аппаратов, газоходов и вспомогательных устройств. Поэтому при проектировании и эксплуатации систем и аппаратов пылеулавливания наибольший интерес представляют сведения о точке росы газов, подлежащих очистке. Для пылей глины, известняка, доломита и магнезита точка росы пылегазовых потоков, как показано в [5], меняется в пределах от 39°С до 58°С.
Низкое значение точки росы газов позволяет организовать работу и соответствующих газораспределительных устройств при температурах ниже 100° С. Это имеет большое значение, так как снижение температуры заметно уменьшает объемы дымовых газов, подлежащих обеспыливанию.
3. Аэродинамические проблемы эксплуатации пылеуловителей
В производстве огнеупоров пылеулавливание является неотъемлемой частью технологического процесса, так как сырьевые материалы при их переработке находятся во взвешенном состоянии и необходимо максимальное извлечение их из газовой среды.
Поэтому должно быть обеспечено эффективное пылеулавливание не только по санитарным, но и по технологическим соображениям. Выбор схемы начинается с анализа исходных данных. Физико-химические свойства газов и пыли позволяют выбрать дополнительные устройства, тягодутьевое оборудование и конструкционные материалы для изготовления аппаратов и газораспределительных устройств.
После оценки гидравлического сопротивления и ожидаемой эффективности выбранных аппаратов формулируют дополнительные требования к газораспределительным устройствам.
В табл. 3.1 приведены ориентировочные сводные данные об эффективности различных пылеуловителей, используемых в огнеупорной промышленности.
Таблица 3.1
Ориентировочная эффективность различных пылеуловителей в огнеупорном производстве
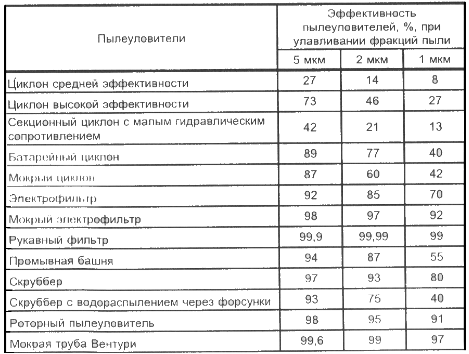
При выборе аппаратов, указанных в табл. 3.1, учитывают и аутогезионные свойства пыли, чтобы исключить залипание рабочих элементов (рукавов, осадительных и коронирующих электродов), коммуникаций, дополнительного оборудования и транспортных приспособлений. Абразивные пыли приводят к истиранию рабочих поверхностей, что вызывает перераспределение скоростей пылегазового потока в рабочем сечении аппарата и резкое ухудшение аэродинамических условий разделения газовой гетерогенной системы с твердой дисперсной фазой, приводящее к снижению эффективности пылеуловителя.
Таким образом, разработка способов оптимизации аэродинамических условий эксплуатации систем пылеулавливания, что является предметом настоящей работы, является непременным условием обеспечения их эффективности.
С учетом современных тенденций [6] эта задача актуальна для фильтрующих и других аппаратов полочного типа с насыпными слоями зернистых (кусковых) тел, для аппаратов радиального типас прохождением потока через боковую проницаемую поверхность, состоящую из слоя сыпучих или цементированных тел, ткани, волокон, различной набивки, сеток, решеток и т.п., для коллекторных систем с равномерной раздачей потока и, конечно, для электрофильтров с их исключительным разнообразием условий подвода пылегазового потока.
Поэтому особый интерес представляет анализ механизма растекания пылегазового потока по распределительным устройствам.
Во многих случаях выравнивание потока может быть достигнуто с помощью специальных направляющих устройств (лопатки, разделительные стенки и пр.)
Выравнивание потока может быть осуществлено также с помощью сопротивлений, рассредоточенных по сечению. В качестве таких сопротивлений используют различные виды решеток или сеток, насыпные слои кускового или сыпучего материала и др.
Квалифицируя зернистые слои как весьма перспективные способы пылеулавливания в огнеупорном производстве, рассмотрим схему протекания пылегазового потока через такие слои, как это показано на рис. 3.1 [7].
При толщине слоя с коэффициентом сопротивления, соответствующим оптимальному значению (рис. 3.1, а), пылегазовый поток, набегая узкой струей, постепенно растекается от сечения к сечению и за слоем устанавливается наиболее равномерное поле скоростей. С увеличением толщины слоя, а следовательно, и значения степень растекания перед фронтом слоя будет возрастать до тех пор, пока узкая струя, набегающая на слой, не станет растекаться по его фронту полностью (рис. 3.1, б). Это растекание происходит так, что периферийная часть струи устремляется к стенке канала почти параллельно фронту слоя. В результате в первых внутренних сечениях слоя профиль скорости становится неравномерным с повышенными значениями в центральной и пристенной областях (рис. 3.1, б и в). В следующих сечениях слоя характер профиля скорости будет меняться под влиянием многих факторов, одним из которых является пристенный эффект. При этом в зависимости от формы, шероховатости и других особенностей частиц (зёрен) слоя влияние стенки сказывается либо на очень узкую область сечения (0,5 - 5,0)d3 , либо на широкую (несколько десятков диаметров зёрен). Наибольшая проницаемость слоя получается у самой стенки (ε ≈ 1).
Повышенная проницаемость слоя вблизи стенки аппарата обусловлена и частицами слоя [8]. Переменная по сечению пористость обусловливает переменное сопротивление и приводит к перетеканию части газа из центральной области к периферии. При этом скорости в центральной области уменьшаются, а в пристенной еще более возрастают, и на выходе из слоя устанавливается профиль скорости вогнутой формы с резко повышенной скоростью у стенки.
Форма профиля скорости 2, показанная на рис. 3.1, б, будет иметь место только в том случае, когда упаковка слоя остается неизменной после его засыпки. Если в процессе эксплуатации под действием тех или иных факторов первоначальная упаковка и проницаемость слоя будут изменены, то распределение потока в нем получится еще более неравномерным (рис. 3.1, в). Если поток движется в аппарате сверху вниз и проходит слой, лежащий на сетке или перфорированном листе (решетке), то не исключена возможность полного или частичного перекрытия частицами слоя проходных отверстий сетки или решетки. Тогда возникает дополнительная неоднородность слоя [9].
Все эти факторы создадут аналогичную неравномерность распределения скоростей в слое также и при набегании на него потока полным сечением (см. рис. 3.1, г).
При указанных условиях в сечениях за слоем профиль скорости будет дополнительно деформироваться еще и вследствие эффекта подсасывания. Поэтому профили скорости, измеренные за слоем, не будут точно отражать истинного распределения скоростей внутри слоя (см. кривые 2 и 3, рис. 3.1, б и г).
Для устранения или уменьшения влияния пристенного эффекта на протекание жидкости через насыпной слой можно разделить поперечное сечение перфорированными листами или сетками 4 (см. рис. 3.1, д) переменного живого сечения. Это приведет к увеличению сопротивления вблизи стенки и к устранению возникающей неравномерности распределения скоростей. Перетекание жидкости к стенке можно предотвратить вертикальными перегородками 5, установленными вдоль слоя (см. рис.3.1,е).
Эффективным и простым способом уменьшения пристенного эффекта может быть установка узких колец на определенном расстоянии одно от другого вдоль слоя. Такие кольца увеличат сопротивление проходу газа через пристенные каналы и уменьшат возможность перетекания ее к стенкам аппарата.
Исследования аэродинамики зернистых слоев, расположенных на различном расстоянии от центрального входа струи [12], показали, что с ростом значений Re неравномерность распределения скоростей уменьшается. Практический интерес представляет качественная и количественная оценка пристеночного эффекта, являющегося источником существенной неравномерности поля скоростей. Отмечается [13] несимметричный профиль и резкое повышение скоростей и массовой концентрации дисперсной фазы в пристеночной зоне, возрастающее с уменьшением комплексаDслоя /d3 .В [14] обсуждается влияние шероховатости стенок на потери напора и распределение скоростей при фильтровании воздуха через неподвижные и движущиеся зернистые слои; отмечается снижение перепада давлений в цилиндрическом аппарате при переходе от неподвижного к движущемуся слою с одновременным увеличением пристеночного эффекта.
Очень показательны результаты опытов по выявлению характера зависимостиwi /wK = φ(y/Re) за слоевой насадкой с диаметром зерна d3 от 0,6 до 25 мм при 177 <Re < 2850 [7].
С уменьшением диаметра зерен и резким увеличением ξсл коэффициент сопротивления проходных каналов у самой стенки ξкан меняется незначительно, так как сопротивление трения на самой стенке не зависит от d3 . Это и приводит к резкому возрастанию степени перетекания газа к стенке при пониженииRe с уменьшением d3 [15].
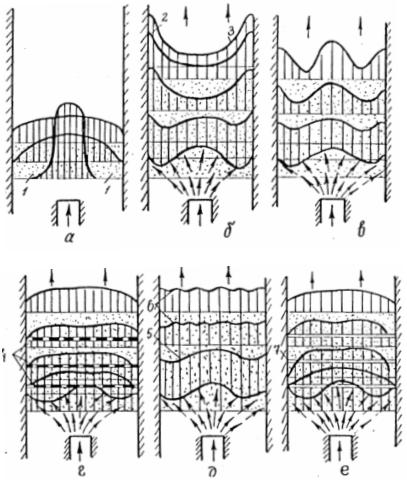
Рис. 3.1. Схема протекания потока через насыпной слой [7]:
а – узкая струя, слой с оптимальным коэффициентом сопротивления (ξсл = ξопт ); б – то же, ξсл > ξопт и при влиянии только стенки аппарата;в – то же, при дополнительном влиянии неоднородности слоя; г – однородный поток, влияние стенки аппарата; д – с решетками переменного сопротивления; е – с продольными разделительными стенками; 1 – зона, не продуваемая потоком, или со сниженными скоростями; 2 – примерный профиль скорости непосредственно на выходе из слоя; 3 – то же, на небольшом расстоянии за ним; 4 – решетка; 5 – продольная стенка; 6 – профиль скорости внутри слоя; 7 – кольцевое ребро.
В методическом плане исследования аэродинамики зернистых слоев требуют определения степени неравномерности распределения пористости в зернистых фильтрующих слоях насыпного или связанного типа. Для решения этой задачи применяют традиционные способы – микрофотографию, жидкостную порометрию отдельных образцов под вакуумом или давлением, наполнение пор отдельных образцов люминофором и регистрацию яркости свечения люминофора после облучения образца источником ультрафиолетового света, анализ локальной пористости путем измерения расхода газа через небольшие площади пористой поверхности с последующим использованием для расчета кинетических закономерностей Дарси, гидростатическое взвешивание отдельных частей образца, электромагнитную дефектоскопию [10].
Вышеуказанные методы не позволяют измерять пористость непосредственно при эксплуатации, связаны с нарушением структуры образца, например, при гидростатическом взвешивании, и отличаются относительной сложностью оборудования.
Свободный от этих недостатков магнитоэлектрический дефектоскоп неприменим для немагнитных зернистых фильтрующих слоев.
К сожалению, сведения о совместном влиянии геометрической формы и гранулометрического состава фильтровальных элементов из пористых материалов на неравность распределения пор неполны и противоречивы.
Особый интерес представляет определение профиля скоростей в слое насыпного материала, позволяющее судить о степени неравномерности пористости.
Непосредственное измерение скоростей в слое трубками Прандтля здесь неприменимо даже при использовании самых миниатюрных датчиков динамического напора, так как вектор скорости потока меняет свое направление от нуля у поверхности зерна до максимальной величины в средней части просвета между зернами.
По-видимому, наиболее надежные результаты можно получить, измерив значения локальной скорости w непосредственно на выходе потока из слоя.
Необходимо отметить оригинальные, получившие широкую известность [11] методики косвенного измерения локальной скорости внутри зернистого слоя, основанные на продвижении фронта сорбции в слое или на оценке интенсивности массоотдачи от поверхности одиночных, медленно испаряющихся зерен (нафталина), заложенных в различных участках слоя.
Нетрудно заметить, что описанные методики достаточно трудоемки, предпочтительная область их применения ограничена лабораторными условиями и узким температурным диапазоном, и поэтому применение их для целей экспресс-анализа в производственных условиях недостаточно перспективно.
Решение аэродинамических аспектов повышения эффективности пылеуловителей связано с анализом механизма растекания потока по плоской (тонкостенной) распределительной решетке.
Плоские (тонкостенные) решетки обладают специфической особенностью, заключающейся в том, что при достижении определенных значений коэффициента сопротивления эти решетки усиливают неравномерность потока за ними, придавая профилю скорости характер, прямо противоположный характеру распределения скоростей перед ними.
Растекание струи до бесконечности возможно только при установке решетки в неограниченном пространстве (рис.3.2, а). Если решетка находится в трубе (канале) конечных размеров (рис. 3.2, б), структура потока за ней будет иная. Так, например, в случае центрального (фронтального) набегания жидкости на решетку в виде узкой струи, последняя, растекаясь радиально и достигая за решеткой стенок трубы (канала), неизбежно изменит свое направление на 90° и дальше будет перемещаться вдоль стенок в виде кольцевой струи. В условиях реальной среды, вследствие турбулентного перемешивания, газ, подходя к стенкам трубы (канала), будет увлекать за собой неподвижную часть газа из центральной части сечения. На освободившееся место из более удаленных от решетки сечений будут поступать другие массы жидкости, и в центральной части сечений за решеткой возникнут обратные токи, а профиль скорости за решеткой будет иметь "перевернутую" форму (см. рис. 3.2, б). На рис 3.3. представлена схема потока и поля скоростей в пылеуловителях при центральном симметричном входе вверх.
"Перевернутый" профиль скорости за решеткой должен возникать и при не очень больших значениях коэффициента сопротивления решетки (ζр > ζкр ), но при этом в центральной части сечения еще будут иметь место положительные скорости (рис.3.3, в).
Дальнейшее увеличение коэффициента сопротивления решетки должно привести к тому, что перетекание жидкости к стенкам трубы (канала) будет усиливаться, образующаяся при этом кольцевая струя будет все больше поджиматься, скорость ее возрастет, а зона обратных токов соответственно расширится. При больших значениях 5 в аппаратах с большим отношением площадей Fk /Fo плоская решетка принципиально не может обеспечить равномерное распределение скоростей в сечениях на конечном расстоянии за ней.
При боковом набегании струи поток по инерции будет устремляться по оси входа вперед, пока не достигнет противоположной стенки (рис.3.4, а).
Затем струя будет растекаться по стенке во все стороны. При этом часть потока возвратится в нижнюю зону аппарата, возмещая ту часть, которая подсасывается струей. Полное выравнивание потока по сечению произойдет на сравнительно большом расстоянии от входа.
Если на пути потока (рис.3.4, б) установить решетку, то струя, набегая на нее со стороны задней стенки аппарата, начнет по ней растекаться в сторону передней стенки (входного отверстия). Вследствие турбулентного перемешивания с окружающей средой профиль скорости за плоской решеткой при боковом входе в аппарат получится "перевернутым".
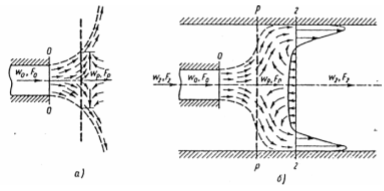
Рис. 3.2. Схема набегания на решетку узкой струи [7]:
а – в неограниченном пространстве; б – в трубе (канале)
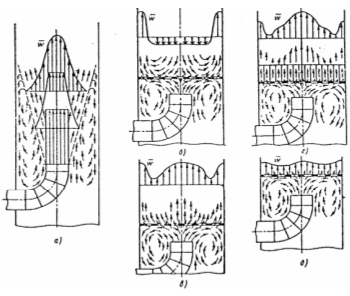
Рис. 3.3. Схема потока и поле скоростей в аппарате при центральном симметричном входе вверх
а – без решетки; б – с плоской решеткой ξр ≥ ξкр ; в – с плоской решеткой ξр < ξкр ; г – со спрямляющим устройством; д – поле скоростей в отверстиях плоской решетки с большим значением ξр.
Если растекание струек вдоль поверхности решетки при выходе из ее отверстий устранить установкой направляющих пластин, то "перевертывания" профиля скорости не произойдет, и при достаточно большом значении коэффициента сопротивления решетки установится равномерное распределение скоростей (рис.3.4, в). При близком расположении решетки относительно потока струйки, вытекающие из отверстий плоской решетки, будут иметь то же направление, что и струя на входе в аппарат, вследствие чего при достаточно больших значениях ζр решетки жидкость за ней будет перетекать к задней стенке, и вблизи нее скорость струек будет минимальной (рис.3.4,г).
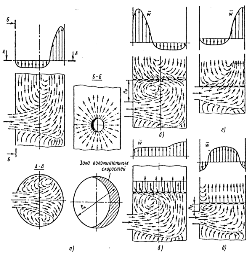
Рис. 3.4. Схема потока в аппарате при боковом входе:
а – без решетки; б – с плоской решеткой с очень большим значением ξр на большом удалении ее от входного отверстия (Hp /DK > 0,14÷0,15); в – с плоской решеткой с большим значением ξр и с спрямляющим устройством за ней (Hp /DK > 0,14); г – с плоской решеткой при Hp /DK = 0; д – с плоской решеткой на оптимальном расстоянии от входного отверстия [(Hp /DK )опт = 0,1÷0,14].
Поток в аппарат может быть введен противоположно направлению потока в рабочей камере, например, через подводящий участок в виде отвода или колена с выходным отверстием, повернутым вниз. В этом случае струя на входе в аппарат направлена к днищу (или на специальный экран), по которому растекается радиально. Поток, поворачиваясь вдоль стенок аппарата на 180°, пойдет вверх в виде кольцевой струи. Поэтому в случае центрального подвода жидкости, направленного к низу аппарата, когда образуется кольцевая струя, будет обеспечено значительное растекание ее по сечению уже на подходе к рабочей камере даже без каких-либо распределительных устройств.
Поскольку одна плоская решетка без дополнительных устройств не всегда эффективна при использовании ее в качестве распределительного устройства, возникает необходимость в других способах выравнивания потока. Одним из способов является последовательная установка системы плоских решеток, каждая из которых имеет меньший коэффициент сопротивления, чем необходимый коэффициент сопротивления при одной решетке. Результаты выполненного анализа механизма растекания пылегазового потока по распределительным устройствам использованы в дальнейшем для оптимизации аэродинамических условий эксплуатации пылеуловителей.
4. Реальные поля скоростей и оценка их влияния на эффективность пылеуловителей
Рассмотренные в главе 2 возможности использования коэффициентов Буссинеска Мк и Кориолиса NK для оценки влияния степени неравномерности распределения скоростей пылегазового потока на эффективность пылеулавливания в сочетании с содержащимся в 3-й главе анализом, разработкой и расчетом устройств для равномерной раздачи пылегазового потока по рабочему сечению позволяют перейти непосредственно к оценке аэродинамических способов повышения эффективности пылеуловителей. Основное внимание при проведении экспериментов уделяют обычно наиболее перспективным в производстве огнеупоров пылеуловителям - зернистым насыпным фильтрам, цилиндрическим пористым фильтрующим элементам, некоторым видам инерционных и вихревых пылеуловителей, используемых в качестве предварительных ступеней очистки, и электрофильтрам.
Так, экспериментальные стенды, представленные в разделе 2.4 (рис. 2.17, 2.18), позволяли проводить исследования в достаточном для решения поставленных задач объеме факторного пространства и в широком диапазоне изменения самих факторов, влияющих на значения Мк и NK . В качестве примера на рис. 4.1 показано распределение безразмерных скоростей потока wi / wK через образец фильтрующего материала из порошка нержавеющей стали ПНС-5, обладающий наибольшим по сравнению с другими образцами коэффициентом гидравлического сопротивления (ξ = 655) и наименьшими значениями МK при изменении H/D. Здесь Н - расстояние от входа потока до образца, D - диаметр аппарата.
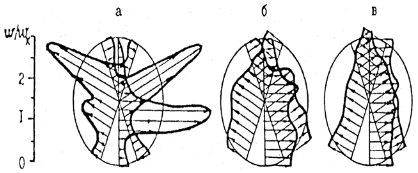
Рис. 4.1. Распределение безразмерных скоростей потока через образец ПНС – 5 при H/D: а – 0,15; б – 0,30; в – 1,20
Зависимости MK =f(H/D) для образцов с различными коэффициентами гидравлического сопротивления представленные на рис. 4.2 свидетельствуют о снижении значений Мк с увеличением симплекса H/D и коэффициента что удовлетворительно согласовывается с современными теоретическими представлениями.

Рис. 4.2. Зависимость MK =f(H/D) для образца фильтрующих материалов из порошков нержавеющей стали при ξ: 1 – 655(ПНС – 5); 2 – 488(ФНС – 5); 3 – 414(ПНС – 30)
Зависимости коэффициентов изменения общего и фракционных проскоков от коэффициента Буссинеска, т.е., K'w = х(Мк ) и (К'W )Ф = ψ/(Мк ) для образцов ПНС-5 и ПНС-30 с экспериментальными значениями ζ и Мк , приведенные на рис. 4.3, свидетельствуют о весьма существенном влиянии даже небольшой неравномерности поля скоростей (Мк < 1,20) на значения K'w и (К'W )Ф
Результаты экспериментов обнаруживают определенное отклонение значенийK'w и (К'W )Ф , по счетной концентрации от расчетного значенияK'w по массовой концентрации. При этом степень отклонения возрастает с уменьшением ζ и увеличением Мк , что удовлетворительно согласовывается с механизмом рассматриваемого процесса.
Для частиц пыли с размером более 0,8 мкм (ПНС-5) и 2,0 мкм (ПНС-30) с увеличением Мк значение (К'W )Ф <1, что, по-видимому, объясняется увеличением роли инерционного осаждения с увеличением размера частиц.
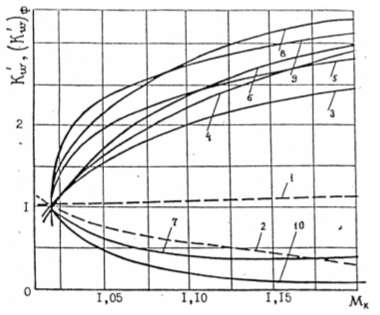
Рис. 4.3. Зависимость K’ w = х(Мк ) и (К'W )Ф = ψ/(Мк ):
1,2 – расчет - K'w по массовой концентрации (wk = 1·10-2 , 1·10-1 м/с); 3 – эксперимент - K'w по счетной концентрации (wk = 1·10-1 м/с; ПНС – 5); 4-10 – эксперимент - (К'W )Ф по счетной концентрации (wk = 1·10-1 м/с) и размерах частиц пыли, мкм: ПНС – 5;
Семейство кривых, представленных на рис. 4.3, отражает один и тот же процесс при различных сочетаниях входных параметров и механизмов, влияющих на величину (К'W )Ф .
Оценка этих кривых, позволившая предположить их логарифмический характер, и обработка экспериментальных данных подтвердили уравнение приближенной регрессии[5]:
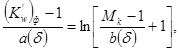 |
(4.1)
где а (δ), b(δ) - амплитуды кривой; δ =dP /dэ ; dP , dэ - размеры частицы дисперсной фазы и порового канала фильтрующего материала.
Отдавая предпочтение линейному характеру функций а(δ) и b(δ) по δ, введя вспомогательную переменную z = ехр  , линейно зависящую от Мк
, и контролируя справедливость линейной гипотезы по коэффициенту корреляции rMk
, z
, авторы получили из уравнения (4.1) для ПНС-5 и ПНС-ЗО соответственно
, линейно зависящую от Мк
, и контролируя справедливость линейной гипотезы по коэффициенту корреляции rMk
, z
, авторы получили из уравнения (4.1) для ПНС-5 и ПНС-ЗО соответственно
 (4.2)
(4.2)
 |
(4.3)
Значения (К'W )Ф - экспериментальные и теоретические, рассчитанные по уравнениям (4.2) и (4.3), эмпирические коэффициенты корреляции rMk ,z и регрессии β= 1/b(δ),относительные ошибки ∆(К'W )Ф /(К'W )Ф приведены в табл. 4.1.
Таким образом, указанные семейства кривых подаются унифицированному описанию функциями единого типа с закономерным изменением коэффициентов от одной кривой к другой с хорошо прослеживаемой зависимостью этих коэффициентов от дополнительного параметра δ.
Правомерно заметить, что такое описание непременно отражает определенные существенные особенности процесса.
При конструктивном решении фильтров из пористых металлов необходимо учитывать, что значения K'w и (К'W )Ф могут оказаться симбатными или антибатными со значением Мк в зависимости от размера частиц дисперсной фазы.
Таблица 4.1.
К аналитическому описанию семейства кривых (К'W )Ф = ψ/(Мк )ф . Теоретические и экспериментальные значения (К'W )Ф
Аналогичные по характеру результаты были получены [17] при исследовании зависимостей wr /wk = φ(y/R) и К’w = х(Мk ) для кольцевых и цилиндрических фильтрующих элементов из пористых металлов с размером гранул от 0,1 до 0,4 мм. Поля безразмерных скоростей для исследованных образцов фильтрующих элементов показаны на рис. 4.4.
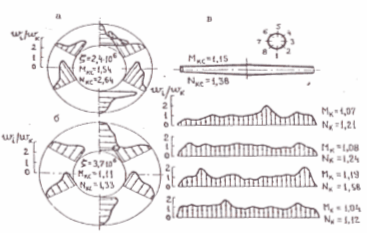
Рис. 4.4. Поля безразмерных скоростей:
а, б – кольцевой диск, фракция порошка 0,1 – 0,2 и < 0,063 мм соответственно; в – сварная коническая труба, фракция 0,2 – 0,4 мм
Выравниванию потока в элементах этого типа способствует повышение значения связанное с переходом к более тонкой фракции металлического порошка (рис. 4.4, б). Однако для большинства промышленных аппаратов стремление к полному выравниванию потока такой дорогой ценой (резкое повышение гидравлического сопротивления) не оправдано.
Удовлетворительное распределение скоростей достигается по образующим пористых труб (рис. 4.4, в ).
Отдельные пиковые значения локальных безразмерных скоростей объясняются неравномерной проницаемостью пористых металлов, зависящей от структуры исходных материалов.
Интересно отметить, что расчетное определение степени неравномерности распределения потока в пористом цилиндре, приближающемся по своим геометрическим размерам к рациональному промышленному исполнению (длина 3000 мм, ø90 х 5 мм) и изготовленному из грубой фракции порошка (0,2 - 0,4мм), обнаруживает теоретически полное растекание потока по поверхности.
Значительная и характерная неравномерность в распределении скоростей по сечению чечевицеобразных фильтрующих элементов связана не только с диффузорным эффектом, состоящим в быстром падении скоростей при радиальном растекании струи, но, по-видимому, и с переменным по диаметру коэффициентом сопротивления, что является результатом неравномерного распределения пор, возникшего в процессе изготовления элементов такого рода.
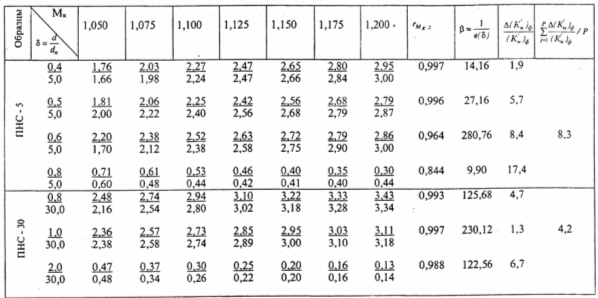
На рис. 4.5 и 4.6 представлены реальные поля скоростей (а), полученные авторами непосредственно в производственных условиях Семилукского огнеупорного завода и последовательные этапы графоаналитического определения значенийMK в этих сечениях (б,в) для наиболее распространенных в условиях огнеупорного производства рабочих сечений пылеуловителей круглой и кольцевой форм.
Представленная на рис.4.5 и 4.6 последовательность графоаналитического определения значений МK имеет и самостоятельное значение, так как может быть использована для оптимизации аэродинамических условий эксплуатации пылеуловителей в любых отраслях промышленности.
Авторы располагают широким спектром разнообразных исходных данных, эпюр безразмерных скоростей и графоаналитическими расчетами значенийMK для рабочих сечений круглой и кольцевой форм различного диаметра (от 0,8 до 4,0 м) и кольцевого сечения (при DНК /DВК = 2,5).
Этот банк данных существенно сократит материальные ресурсы и затраты времени на проведение специальных и достаточно трудоемких аэродинамических экспериментов.

Рис. 4.5. Графоаналитическое определение значений MK для круглого сечения:
а – исходные данные; б – расчет значения wK ; в – расчет значения MK

Рис 4.6. Графоаналитическое определение значений MK для кольцевого сечения:
а – исходные данные; б – расчет значения wK ; в – расчет значения MK
5. Экономические преимущества аэродинамической оптимизации систем и аппаратов пылеулавливания
В условиях перевода природоохранной деятельности предприятий производства огнеупоров на хозрасчет и самофинансирование становятся особенно актуальными достоверные методы оценки экономического ущерба основным промышленно-производственным фондам (ОППФ) от пылевых выбросов. Количественная сторона такой оценки в значительной мере зависит от аэродинамического совершенства систем и аппаратов пылеулавливания.
Для решения этой проблемы имеется представительный банк информационных, расчетных, конструктивных и методических данных в широком диапазоне изменения физико-химических параметров пылегазовых потоков.
Однако до настоящего времени целесообразность активного воздействия на аэродинамические условия эксплуатации систем пылеулавливания в огнеупорном производстве оставалась невостребованной, что в значительной мере снижало эффективность пылеулавливания.Между тем, доказано, что эксплуатация оборудования в пылевой воздушной среде приводит к неизбежным издержкам в виде прямых потерь или дополнительных затрат на обеспечение нормального технологического режима. Оценка таких потерь должна базироваться на следующих предпосылках[16]:- приоритет общегосударственных интересов, при котором составляющие экономического ущерба ОППФ должны включать не хозрасчетные потери конкретного предприятия, а народнохозяйственные потери в целом, выраженные в виде недопроизводства национального дохода и включающие потери дефицитного порошкообразного сырья за счет аэродинамического несовершенства систем пылеулавливания и аспирации.Поэтому самостоятельный и выходящий за пределы огнеупорного производства интерес представляет разработка единой методики экспериментальной и расчетной оценки степени неравномерности распределения пылегазового потока по сечениям и анализ социально-экономических условий эксплуатации усовершенствованных в аэродинамическом плане систем пылеулавливания в сочетании с аргументированной квалификацией коммерческих перспектив реализации полученных результатов; - определенная степень допущений и субъективных оценок при анализе экономического ущерба ОППФ в связи с отсутствием единых взглядов на общую концепцию эффективности общественного производства;
- экономический ущерб ОППФ в большей степени зависит от фактора времени, чем любой другой ущерб. Это связано с тем, что негативные последствия воздействия пылевых выбросов на ОППФ (внеплановые ремонты движущихся и вращающихся узлов и деталей, ремонты подшипников, редукторов, насосов, аспирационных систем, дробилок, мельниц, КИП и автоматики, мойка, чистка, смазка и т.д.) нарастают неравномерно, по мере их физического и морального износа. Поэтому расчеты должны охватывать достаточно длительный период (5-7 лет). Влияние фактора времени при анализе экономического ущерба ОППФ в связи с аэродинамическим несовершенством условий эксплуатации пылеуловителей особенно чувствительно, так как кинетика нарастания негативных явлений в этом случае носит далеко не линейный и поэтому непредсказуемый характер.
Список используемых источников
1. Алиев Г.М. – А. Эксплуатация аппаратов и систем пылеулавливания на огнеупорных заводах. – М., Металлургия, 1977.-287 с.
2. Каталог газоочистного оборудования. Методическое пособие/Под ред. А.Ю. Вальдберга/Центр обеспеч. Эколог. Контроля при Гос. Комит. РФ по охране окруж. Среды, С.-Петерб.:197. 232 с.
3. Красовицкий Ю.В., Дуров В.В. Обеспыливание газов зернистыми слоями.-М.,1991.-192 с.
4. Красовицкий Ю.В., Малинов А.В., Дуров В.В. Обеспыливание промышленных газов в фаянсовом производстве. – М., Химия, 1994. – 272 с.
5. Анжеуров Н.М. Разработка аэродинамических способов повышения эффективности пылеулавителей в производстве огнеупоров. Канд. Дисс.- Воронеж, ВГАСА, 1997. -266 с.
6. Красовицкий Ю.В., Балтренас П.Б., Энтин В.И., Анжеуров Н.М.,Бабкин В.Ф. Обеспыливание промышленных газов в огнеупорном производстве. – Вильнюс, “Техника”, 1996.-208 с.
7. Идельчик И.Е. Аэродинамика контактных, фильтрующих и адсорбционных аппаратов со стационарным слоем зернистых материалов. – М., ЦИНТИхимнефтемаш, 1982. – 40 с.
8. Котелкин В.Д., Мясников В.П. Влияние деформации засыпки на течение газа в химическом реакторе с неподвижным слоем катализатора. //ДАН СССР. – 1979. – Т. 247. - № 1. С. 170 – 179.
9. Вайсман А.М., Гольдштик М.А. Динамическая модель движения в пористой среде. // Изв. АН СССР. Механика жидкости и газа. – 1978.- № 9. С. 89-94.
10. Белов С.В. Пористые металлы в машиностроении. – М., Машиностроение, 1981.–248 с.
11. Аэров М.Э., Тодес О.М., Наринский Д.А. Аппараты со стационарным зернистым слоем. – Л., Химия, 1979. – 176 с.
12. Шахова Н.А., Луканев В.А. Исследование истечения газовой струи в неподвижный слой зернистого материала. // Инженерно-физ. журнал.- 1975. – Т. XXIV. - № 3. – С. 397 – 402.
13. Курчаев Е.Ф. Пристеночный эффект в моделях осветителей и фильтров. // Водоснабжение и сантехника. – 1989. - № 9. – С. 4 – 7.
14. Дурнов В.К., Тимофеев В.Н. Влияние степени шероховатости ограждающих стенок на потери напора и относительное распределение скоростей фильтрации воздуха в неподвижном и движущемся зернистых слоях // Инженерно-физический журнал. – 1972. – Т. XXII. - № 1.- С. 107–116.
15. Гельперин И.И., Каган А.М., Пушнов А.С. Некоторые закономерности газораспределения в неподвижном зернистом слое // Химическая промышленность. 1982. - № 8. – С. 481 – 485.
16. Семененко Б.А, Телиженко А.М. Методические принципы оценки экономического ущерба основным фондам промышленности в результате загрязнения атмосферы.- НПО “Союзстромэкология”, Труды 89.- Новороссийск, 1989.- С. 32 – 40.
17. Карнеева Н.Ю. Экспериментальный стенд для исследования фильтрованных перегородок из пористых металлов. // Порошковая металлургия. 1984. № 10. С. 95 – 98.
Похожие рефераты:
Газоснабжение населёного пункта
Установка для переработки отходов слюдопластового производства
Проект реконструкции цеха первичной переработки нефти и получения битума на ОАО «Сургутнефтегаз»
Обеспечение безгидратного режима работы газопромысловых коммуникаций
Межпредметные связи в курсе школьного предмета химии на предмете углерода и его соединений
Разработка алгоритмов контроля и диагностики системы управления ориентацией космического аппарата
Основы проектирования и конструирования
Реконструкция теплообменника в цехе N2 ЗАО "Каустик" с целью повышения эффективности
Разработка процессорного модуля аппарата искусственной вентиляции лёгких
Проект улавливания бензольных углеводородов из газа
Система сбора и подготовки газа на примере 13 УКПГ Уренгойского месторождения