| Похожие рефераты | Скачать .docx |
Дипломная работа: Технология обжига цинковых концентратов в печи кипящего слоя
Содержание
Введение
1. Технология обжига цинковых концентратов в печи кипящего слоя
1.1 Теоретические основы процесса обжига цинковых концентратов в печи кипящего слоя
1.2 Технология и оборудование обжигового цеха в условиях УК МК АО "Казцинк"
1.3 Практика ведения процесса обжига
2. Разработка системы управления процессом обжига цинковых концентратов в кипящем слое
2.1 Характеристика процесса обжига как объекта управления
2.2 Современное состояние автоматизации процесса обжига в КС
Автоматическое регулирование и регистрация температуры в кипящем слое
Автоматическое регулирование подачи концентрата в бункера печей КС
Регистрация давления воздуха перед печью КС
2.4 Разработка подсистемы оптимального управления
2.4.2 Описание метода поиска экстремума
2.4.3 Постановка задачи оптимального управления процессом
2.5 Разработка подсистемы автоматической стабилизации температуры в кипящем слое
2.5.1 Определение статических и динамических характеристик
2.5.2 Расчет оптимальных настроечных параметров регулятора
2.5.3 Построение переходного процесса
2.6 Разработка интеллектуальной подсистемы управления гидродинамическим и манометрическим режимами
2.6.1 Анализ современных методов разработки моделей управления в нечеткой среде
2.6.2 Формирование базы знаний (правил) интеллектуальной подсистемы
2.6.3 Исследование нечеткой модели управления
2.7 Разработка АСУТП процесса обжига в КС
2.7.1 Информационное обеспечение АСУТП
2.7.2 Организационное обеспечение АСУТП
2.7.3 Алгоритмическое и программное обеспечения АСУТП
2.7.4 Техническое обеспечение АСУТП
3.1 Обоснование экономической эффективности от внедрения АСУТП обжига в печи КС
3.1.1 Определение прироста прибыли
3.2 Определение текущих затрат на разработку, внедрение, эксплуатацию и обновление АСУТП и расчет фонда заработной платы обслуживающего персонала
3.2.1 Расчет затрат на разработку и внедрение системы автоматического управления
3.2.2 Определение затрат на эксплуатацию системы управления
3.2.3 Затраты на заработную плату
3.2.4 Расчет итоговых затрат
3.3 Расчет экономической эффективности
4. Охрана труда
4.1 Организационные вопросы охраны труда на производстве
4.2 Производственная санитария и гигиена
4.3 Техника безопасности при обслуживании оборудования цеха обжига цинковых концентратов
4.4 Пожарная и электробезопасность
4.4.2 Электробезопасность
Список используемой литературы
Введение
Значительный рост производства в народном хозяйстве и его развитие, может быть достигнуто вследствие более полного и комплексного использования сырья, улучшение технико-экономических показателей, повышение производительности труда, а также улучшения качества выпускаемого продукта, - путем автоматизации производственных процессов, разработки и внедрения в промышленность надежных, экономичных систем автоматизации управления технологическими процессами. Все эти задачи становятся особенно актуальными в условиях рыночных отношений.
На сегодняшний день автоматизация широко применяется в ряде отраслей промышленности, таких как электроснабжение, в системах социально-бытового назначения, в жилищном строительстве, машиностроении, металлургии и т.д.
Вследствие чего вытекают следующие направления развития работ по автоматизации, в частности конкретные цели и задачи дипломного проектирования, а именно техническое обоснование и инженерная разработка системы автоматизации управления технологическим процессом обжига цинковых концентратов в печи кипящего слоя в металлургии тяжелых цветных металлов.
1. Технология обжига цинковых концентратов в печи кипящего слоя
1.1 Теоретические основы процесса обжига цинковых концентратов в печи кипящего слоя
В настоящее время производство и потребление цинка занимает одно из ведущих мест по переработке тяжелых цветных металлов. В промышленности для получения металлического цинка используют два способа - это пирометаллургический и гидрометаллургический. Однако развитие металлургии цинка пошло по пути гидрометаллургического производства. И сейчас этот способ является основным, обеспечивая более 90% всего получаемого цинка. Он имеет ряд преимуществ перед пирометаллургическим способом, а именно:
1. позволяет полно и комплексно использовать сырье
2. эффективно применяется к бедному и сложному сырью
3. применяется удобный вид энергии - электрический, с наименьшими затратами
4. получаемый цинк высокого качества
5. позволяет полнее осуществить экологические меры и улучшить условия труда.
Производственный процесс получения цинка гидрометаллургическим способом, состоит из сети последующих стадий:
1. подготовка материала к обжигу
2. обжиг цинковых концентратов
3. классификация продуктов обжига
4. выщелачивание
5. очистка раствора от примесей
6. электролиз
7. переплавка катодного цинка в чушковый
обжиг цинковый концентрат автоматизация
Так, как на сегодняшний день основным источником получения цинка по прежнему являются сульфидные цинковые концентраты, получаемые из полиметаллических руд, то основной задачей обжига является, превращение их в окисленные соединения, превращение их в окисленные соединения, наиболее быстро, полнее и с наименьшими затратами. В природе цинк встречается в виде руды, в которой цинк сочетается в соединениях с другими элементами в виде минералов, вкрапленных в горные породы.
Руды в свою очередь подразделяются на сульфидные, в которых металлы находятся в соединениях с серой и окисленные в которых металлы содержатся в виде окислов. Окисленные руды не требуют предварительного обогащения и обжига перед металлургической переработкой в отличии от сульфидных.
Обогащением для свинцово-цинковых руд является процесс флотации, при котором решаются следующие основные вопросы:
1. отделение сульфидных минералов от пустой породы
2. отделение минералов свинца и меди от минералов цинка
3. устранение возможного перехода пирита в свинцовый и цинковый концентраты, и выделение пирита в отдельный продукт
4. извлечение золота и других металлов спутников
В процессе обжига цинковых концентратов в печи кипящего слоя, получаемый продукт переработки, так называемый огарок, должен удовлетворять следующим требованиям, способствующим благоприятным условиям дальнейшей стадии технологической переработки, а именно:
1. иметь высокое содержание высокой фракции (-0,15мм)
2. иметь низкое содержание сульфидной серы (не более 0,1-0,3%)
3. количество сульфатной серы желательно иметь (не более 2-4%)
4. умеренное содержание ферритных и силикатных соединений.
Огарок - наиболее крупная фракция твердых продуктов обжига, отличается от других продуктов высоким содержанием кислоторастворимого цинка. Растворимость огарка в растворах слабой серной кислоты должна быть не менее 90 %. Эти требования обуславливаются из технологической задачи гидрометаллургической обработки огарка. Так, как структурно свободная окись и сульфат цинка легко растворимы в растворе серной кислоты. Тогда, как сульфид цинка и цинк связанный в ферритную форму почти не растворимы.
Не менее вредно образование силикатов, так, как силикаты цинка, свинца и других присутствующих металлов хотя и растворяются в растворе серной кислоты, но образуют паллоидные, труднофильтруемые пульпы. Для того, чтобы огарок полнее использовался, как нейтрализатор, то есть снижен его избыток при выщелачивании, он должен быть мелким и однообразным по крупности [1].
Таким образом технологической задачей обжига цинковых концентратов, как уже отмечалось, является перевод сульфидного цинка, в структурно свободную окись и частично в сульфат, которые легко перерабатываются при выщелачивании, дающие максимальное извлечение цинка, за минимальный промежуток времени и с наименьшими затратами.
Степень полноты прямого извлечения цинка в раствор, определяется глубиной обжига сульфидов цинка, то степенью десульфаризации, которая составляет 97-99%. Путем опытных данных установлено, что константа массопереноса быстро возрастает от 9100 С и достигает максимального значения при температуре 9800 С, а затем падает. Таким образом в этом интервале температур 9100 С-9800 С, мы получаем максимальный выход оксида цинка в огарке из исходного сульфидного сырья. На рис.1, изображена зависимость этой константы от температуры. При более высоких температурах увеличивается нежелательное содержание в получаемом продукте примесей, в дальнейшем загрязняющих раствор, например: кремнезем, кадмий, медь и т.д. Кроме того более высокая температура чем указанная в интервале 910-9700 С весьма незначительно влияет на скорость обжига, на рис.2. показана зависимость скорости обжига от температуры.
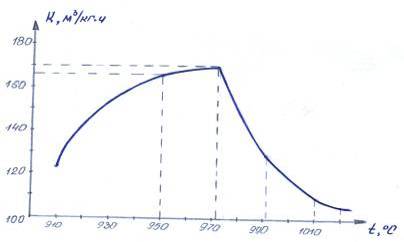
Рис.1. Зависимость константы массопереноса от температуры
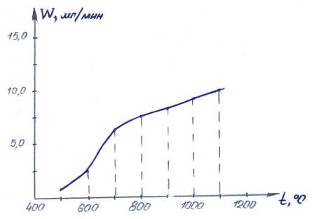
Рис.2. Зависимость скорости окисления от температуры для ZnS
Температура более низкая чем указанный интервал, существенно влияет на скорость окисления сульфидов цинка, но в конечном итоге уменьшает производительность печи. Так, как в этой области температур скорость реакции окисления определяется кинетикой на поверхности зерна, и она мала по сравнению со скоростью диффузии, то именно она является - лимитирующей стадией.
Подчиняясь закону Аррениуса, скорость экспоненциально возрастает с повышением температуры. Таким образом, оптимальный интервал температуры является от 950-9800 С.
Еще одной особенностью технологического процесса, является его автогенность, позволяющая не только надежно вести процесс обжига, но и утилизировать излишнее тепло, обусловленное экзотермичностью реакции, в частности окисления сульфидного сырья кислородом воздуха и выделения тепла, протекающих в реакционном пространстве печи.
Основные химические реакции протекающие в кипящем слое:
ZnS+1.5O2 →ZnO+SO2 +Q
Zno+SO2 +0.5O2 →ZnSO4 +Q
Кроме основных реакций могут протекать и другие:
ZnS+3ZnSO4 →4ZnO+4SO2 -Q
FeS+2.5O2 →Fe2 O3 +SO2 + Q
Эти химические реакции весьма ограниченно влияют на ведение технологического процесса, так, как их протекание сводится к минимуму, в условиях ведения процесса.
Особенность метода обжига цинковых концентратов в кипящем слое состоит в том, что газ участвующий в физико-химических процессах, в нашем случае это воздух обогащенный кислородом, должен одновременно обеспечивать требуемый аэродинамический режим кипящего слоя.
Различают три состояния слоя:
1. фильтрующий слой
2. кипящий слой
3. слой во взвешенном состоянии
При прохождении газового потока через сыпучую среду цинкового концентрата, с малой скоростью, слой сыпучего материала лежащего на газопроницаемой поверхности, он остается не подвижным и его объем не изменяется - в этих условиях он является фильтрующим.
При постепенном увеличении скорости газового потока, сопротивление слоя возрастает, в следствии трения газа о поверхность зерен концентрата и при прохождении струй газовой среды по каналам различного сечения образующихся между зернами концентрата. Достигая скорости газового потока равной гидростатическому давлению, обусловленному весом зерна, слой концентрата становится похож на вязкую жидкость, то есть переходит в псевдоожиженное состояние. Под действием силы тяжести перетекает от верхнего уровня к нижнему, всегда имеет горизонтальную поверхность, образуя кипящий слой. Скоростной напор воздуха, обеспечивающий псевдоожиженное состояние назван минимальной критической скоростью. В свою очередь минимальная критическая скорость зависит от гранулометрического состава концентрата находящегося в слое и рассчитывается теоретически. Однако практическое ее значение будет несколько выше минимально необходимого. Это значение находится между минимальным и максимальным, при котором слой загруженного в печь концентрата переходит во взвешенное состояние и составляет 0,11м/сек. Следовательно, кипящий слой - промежуточное состояние, между неподвижным фильтрующим состоянием слоя и перехода его во взвешенное состояние. Такое повышение интенсивности газового потока - выше минимальной необходимой скорости, обеспечивают образование газовых пузырей, которые двигаясь в слое, барботируют его, энергично перемешивая зерна и газ в кипящем слое. Доля газового объема кипящего слоя - называется пористостью слоя. При таком интенсивном перемешивании одни зерна преимущественно мелкие быстро проходят путь от загрузки в выгрузке, другие более крупные, больше циркулируют в кипящем слое [2,3].
Наиболее целесообразно размещать сливной порог, в печах кипящего слоя на высоте от 1.8-2.0 м, для выгрузки огарка. Это обуславливается тем, что уменьшение высоты кипящего слоя ниже указанных размеров, приводит к большому проскоку воздуха через слой, и увеличивается пылевынос из печи и ухудшается качество не только пыли но и огарка. При увеличении также высоты кипящего слоя происходит ухудшение, он приобретает большую тепловую энергию и плохо реагирует на изменение количества подаваемого в печь концентрата. В УК МК АО "Казцинк" в промышленных условиях высота кипящего слоя "КС-5" составляет от 1800мм, она рассчитана исходя из скорости протекания химической реакции, гидродинамических условий, обеспечивающее хорошее качество псевдоожижения и теплотехнических условий, обеспечивающих достаточную тепловую инерцию печи.
Использование воздуха обогащенного кислородом в качестве газа подаваемого в печь, при обжиге цинкового концентрата, дает возможность существенно увеличить скорость обжига, а также производительность печи, и что не менее важно повысить содержание сернистого ангидрида в отходящих газах, удешевить очистку газов, уменьшить потери тепла с отходящими газами. Опытными данными было установлено, что при повышении содержания кислорода в газовой смеси, подаваемой в печь, с 21% до 78,2% скорость процесса обжига в кипящем слое возрастает примерно вдвое, кроме того улучшается качество огарка. Получаемый огарок содержит почти вдвое меньше силикатного и ферритного цинка, что указывает на возможность повышения извлечения цинка при выщелачивании. На рис.3 показана зависимость десульфаризации при стационарной температуре, от концентрации кислорода в атмосфере обжига.
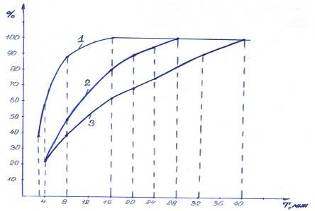
Рис.3. Зависимость окисления сульфида цинка от концентрации кислорода в газовой среде, при температуре равной 9500 С
Кривая 1 - концентрация кислорода 50%;
Кривая 2 - концентрация кислорода 20%;
Кривая 3 - концентрация кислорода 10%;
Из приведенного рисунка видно, что скорость процесса окисления сульфидного цинка увеличивается почти вдвое при повышении концентрации кислорода в подаваемом в печь газа до 50-60%. Однако дальнейшее повышение концентрации кислорода в газе, не только не эффективно с экономической точки зрения, но и при эксплуатации промышленной системы управления технологическим процессом, делает ее неустойчивой. При температуре 9500 С критическим значением концентрации кислорода в газе, делающим процесс управления неустойчивым является 0,0014кг/м3 .
Для экономики цинкового производства существенное значение имеют обжиговые газы, направленные на сернокислотное производство, которые получены в результате окислительного процесса сульфида цинка. Одной из важнейших характеристик обжиговых газов является процентное содержание в них сернистого ангидрида, которое в зависимости от химического состава сырья и условий протекания технологического процесса может достигать 12-13% но не менее 6%. при воздушном дутье не обогащенным кислородом не менее 8%. Содержание свободного кислорода (12-14) %.
Обжиговые газы так же характеризуются и запыленностью, зависящей от гранулометрического состава концентрата и аэродинамического режима печи кипящего слоя.
В процессе окислительного обжига сульфидного сырья в печах КС образуются три продукта: огарок, пыль, газ. Пыль состоит из мелких фракций продуктов обжига.
В пыли по сравнению с огарком содержится меньше цинка. Содержание сульфатной серы в пыли выше, чем в огарке. В печах кипящего слоя наблюдается значительный пылевынос, который может достигать до 95% всего получаемого продукта. В промышленных условиях УК МК АО "Казцинк" в частности печи "КС-5"составляет 30-40%.
Таблица 1. Химический состав концентрата.
| Концентраты | Zn | Cd | Pb | Cu | Fe | Sобщ | As | Sb | SiO2 |
| Зыряновский | 53,0 | 0, 20 | 0,45 | 1,10 | 7,50 | 3,50 | 0,06 | 0,008 | 1,24 |
| Текелийский | 46,44 | 0,14 | 2,4 | 0,06 | 7,1 | 30,8 | 0,021 | 0,020 | 3,24 |
Таблица 2. Распределение твердых продуктов обжига.
| Наименование продукта | Всего продукта |
| Огарок | 65% |
| Пыль из циклонов | 29% |
| Пыль из электрофильтра | 4% |
| Пыль из газоходов | 2% |
Таблица 3. Химический состав огарка.
| Содержание компонентов, % | ||||
| Общий цинк | Кислоторастворимый цинк | Водорастворимый цинк | Сера сульфидная (Ss) | Сера сульфатная (Sso4 ) |
| 58-62 | 53-58 | 3,0-4,5 | 0,2-0,1 | 0,8-1,2 |
1.2 Технология и оборудование обжигового цеха в условиях УК МК АО "Казцинк"
Процесс обжига концентрата в печах КС в УК МК АО "Казцинк" осуществляется следующим образом. Шихта со склада концентратов грейферным краном загружается в приемный бункер обжигового цеха. Из бункера подается в дисковую дробилку на измельчение. Зазор между дисками (7,5 +2,5) мм. При транспортировке серы для пуска печей обязательно ее увлажнение до 12 % с целью предотвращения возгорания при дроблении. Шихта, прошедшая дробление в дисковой дробилке, выгружается на наклонный ленточный транспортер. С ленточного наклонного транспортера шихта подается на ленточный загрузочный транспортер. Для увеличения производительности печей КС применяется подшихтовка огарком подаваемого с участка классификации элеваторами № 1 и № 2 на загрузочный транспортер. С загрузочного транспортера шихта сбрасывается плужковыми сбрасывателями в приемные бункера печей КС. На каждой печи изготовлено по два приемных бункера. Бункера-накопители находятся непосредственно в печном отделении, изнутри бункера футерованы винипластом для устранения зависания материалов. Из бункера шихта, ленточным питателем, с регулируемой скоростью движения ленты, подается через течку в "кипящий слой" форкамеры. Форкамера служит для загрузки шихты в слой печи и позволяет регулировать "кипение" материала в нем путем изменения подачи количества воздуха от воздуходувной машины. Расход воздуха на форкамеру (900-2000) нм3 /ч.
На УК МК АО "Казцинк" печь кипящего слоя выполнена в следующем аппаратурном исполнении. Основными элементам печи КС являются: Корпус печи, выполненный из листовой стали (10-12) мм. Внутренняя поверхность кожуха печи оклеена двумя слоями асбеста листового и футерована шамотным кирпичом. Нижняя часть печи на расстоянии 1,2 м от пода печи футеруется кирпичом толщиной 375 мм. Высота печного пространства составляет 9,65 м. От объема рабочего пространства печи зависит степень выноса пыли и степень выжигания сульфидной серы. Свод печи купольный из шамотного кирпича. Чтобы придать своду герметичность, поверхность кирпича закладывается листовым асбестом на жидком стекле [4].
Ответственным элементом конструкции печи является воздухораспределительная подина, от которой зависит производительность. Подина печи выполняется из отдельных металлических секций толщиной 20 мм. В подину вмонтированы воздухораспределительные щелевые сопла из нержавеющей стали удобные в обслуживании и простые в изготовлении. На подину в зависимости от площади устанавливается (1500-2350) сопел, "живое" сечение которых может изменяться от 0,5 до 0,6 %. В нашем случае площадь пода составляет 45 м2 . От конструкции подины зависит не только производительность печи, но и нормальное кипение слоя, получение кондиционных огарка и газа, продолжительность службы печи. Требования предъявляемые к подине:
1. поступление газовой смеси через подину печи должно быть равномерным по всему сечению;
2. обжигаемый концентрат не должен просыпаться через подину;
3. подина должна быть жаростойкой, в случае залегания на ней горячего огарка, быть простой в изготовлении и дешевой;
4. распределяющие воздух сопла, пришедшие в негодность, должны легко и быстро заменяться;
5. подина должна обладать достаточной продолжительностью службы.
Температура обжига в кипящем слое поддерживают в пределах 950-9800 С, расход воздуха, приведенного к нормальным условиям, составляет 16000-28000м3 /ч, упругость дутья 2000-4000 мм вод. ст. Давление газа под сводом печи выдерживают 3-5 мм вод. ст. Температура выходящих из печи газов 500-5500 С.
Воздухонагнетатель производительностью 28800нм3 /час и с давлением 1,6 кгс/см2 подает воздух в воздушные коробки печи и форкамеры, откуда через воздухораспределительные сопла проходит в печь. Скорость воздуха в соплах должна быть в пределах 55-60 м/с, что предотвращает просыпание огарка через подину и обеспечивает нормальный ввод воздуха в каждую точку пода печи.
Если поступающий материал содержит 30-32% серы, то выходящий из печи огарок содержит сульфидной серы не более 0,2-0,3%. Распространение материала по слою происходит в течении 2-3 мин, а полная сменяемость материала в ванне печи - за 10-12 ч (в зависимости от объема ванны и количества поступающего материала в единицу времени).
Для стационарного теплового режима обжига необходим тепловой баланс в печи, который обеспечивается отводом излишнего тепла из слоя:
с обжиговыми газами примерно 60%;
с огарком и через стенки печи около 20%, оставшееся тепло отводится специальными средствами, во избежание перегрева слоя.
Отбор тепла при работе печей КС осуществляется системой УИО (установка испарительного охлаждения). В систему УИО входят охлаждающие элементы аэрохолодильника, кессоны слоя, кессоны свода, термосифоны, циклоны-охладители предназначенные для охлаждения отходящих газов. УИО печи КС предназначена для поддержания стабильности процесса обжига цинковых концентратов и снижения температуры отходящих газов, поэтому избыток тепла снимается как от кипящего слоя, так и отходящих газов. В результате съёма тепла вырабатывается пар, направляемый в общий паропровод на технологические нужды.
Избыток тепла из кипящего слоя необходимо отводить во избежание быстрого повышения температуры слоя и спекания материала. Отвод тепла от кипящего слоя осуществляется с помощью кессонов слоя. Конструкция кессонов слоя принята типа труба в трубе. Подвод котловой воды осуществляется по внутренней трубе. Отвод пароводяной смеси - по наружной.
Таблица 4. Технологические показатели печи КС УК МК АО "Казцинк".
| Производительность печи, т/сут | 130 |
| Температура, 0 С: | |
| В кипящем слое | 950-980 |
| Под сводом печи | 650-700 |
| На входе в циклоны | 550-600 |
| На входе в электрофильтры | 300-350 |
| На выходе из электрофильтров | 240-280 |
| Расход воздушно-кислородного дутья, нм3 /час | 16000-28000 |
| Упругость дутья в печь, мм вод. ст. | 2000-4000 |
| Разрежение под сводом, мм вод. ст. | 0÷ (-) 2 |
| Выход огарка с пылями от концентрата, % | 88-91 |
| Растворимость огарка, % | 88-93 |
| Количество огарка класса - 0,15 мм, % | 76-80 |
| Характеристика печи: | |
| Площадь пода печи, м2 | 45 |
| Высота печи, мм | 22000 |
| Количество выходных отверстий для газа | 2 |
| Размер отверстий для выхода газа, м | 0,8х1,2 |
| Живое сечение сопел, % | 0,5-0,8 |
| Тип сопел из нержавеющей стали | щелевые |
| Размер щели, мм | 1,8х57 |
| Количество форкамер, шт. | 1 |
| Количество щелевых сопел, шт. | 2327 |
| Футеровка печи | Шамотный кирпич |
| Подина | Огнеупорный кирпич |
| Конструкция кессонов | Трубчатые |
| Количество кессонов на печь | 20 |
| Полезная площадь охлаждения одного кессона, м2 | 1,2 |
| Общая полезная площадь охлаждения, м2 | 24 |
| Вид воздушной коробки | Общая конусная |
| Объем воздушной коробки, м3 | 28 |
| Количество циклонов СИОТ №12, шт. | 4 |
1.3 Практика ведения процесса обжига
Печь обслуживает обжигальщик, который следит за качеством поступающей шихты на обжиг, характером кипения слоя, своевременной выгрузкой пыли из газоходной системы, соблюдением заданного режима работы, а также регулирует тяговой режим печи.
Для соблюдения технологического режима необходимо устранять все нарушения параметров обжига, которые заключаются в следующем:
1. Снижение упругости дутья и соответствующее повышение расхода воздуха происходит при:
а) уменьшении высоты кипящего слоя. С увеличением температуры в печи, вследствие увеличения скорости газа в слое, происходит интенсивная разгрузка материала из печи. То же самое наблюдается и при работе печи под большим давлением. Для устранения этих неполадок печевой должен установить под сводом определенное разрежение, снизить температуру до нормальной (950-9800 С) и восстановить воздушный режим;
б) образовании залегания материала в печи и возникновении так называемых продувов для свободного прохода воздуха. В этом случае печевой должен расшуровать места залегания трубкой, которая подсоединена к магистралям сжатого воздуха.
2. Самопроизвольное повышение упругости дутья и соответствующее снижение расхода воздуха происходит при:
а) забивании отверстий в воздухораспределительных соплах, устранить которые можно только при полной остановке печи;
б) увеличении высоты кипящего слоя в случае зарастания сливного порога;
в) накоплении крупной фракции в кипящем слое, что увеличивает вес слоя (возрастает его сопротивление). Устранить это можно увеличением расхода воздуха и повышением давления под сводом печи.
3. Повышение температуры кипящего слоя происходит от увеличения загрузки концентрата в определенных пределах, пока не нарушается необходимое соотношение воздух - концентрат или при снижении теплоотдачи слоя (прекращение циркуляции воды в кессонах).
4. Изменение тягового режима. При повышении давления под сводом печи происходит усиленная разгрузка ванны и выбивание газа в помещении цеха, при понижении - снижается концентрация сернистого ангидрида в отходящих газах за счет подсоса воздуха. Для регулирования давления необходимо устранить подсосы воздуха по газоходному тракту и изменить производительность эксгаустера (регулировкой дросселя на всасывании).
5. В процессе работы печи встречается явление "помпажирования", при котором периодически через 1-2 секунды происходит колебание давления воздуха в воздушной коробке на 100-150 мм вод. ст. Тяговой режим под сводом печи соответственно изменяется на10-20 мм вод. ст., что сопровождается периодическими выхлопами газа в помещении цеха и подсосами воздуха в печь. В это время просыпается огарок в воздушную коробку (за 6 часов 10-12 тонн) и за счет воздушных толчков происходит большой пылеунос (до 70% о загружаемого материала).
Появление помпажирования вызывается следующими причинами:
а) малой скоростью воздуха в воздухораспределительных соплах (меньше 11м/с). Поскольку сопротивление слоя неодинаково, то нарушается равномерное поступление воздуха в слой: в часть кипящего слоя, где увеличилось сопротивление, воздух временно не поступает (крупные частицы материала закрывают отверстие сопел и скорость воздуха надостаточна для преодоления этого сопротивления), а направляется в места слабого сопротивления, прорывая слой и образуя высокий "фонтан". Происходят кратковременные изменения сопротивления кипящего слоя, что влечет за собой изменение расхода воздуха, нарушение воздушного режима воздуходувки, имеет место поршневая подача воздуха в слой;
б) образованием утечки воздуха из воздушной коробки. Незначительные изменения сопротивления влияют на количество поступающего воздуха;
в) малым объемом конусной коробки по периферии подины печи. Скорость поступления воздуха в слой снижается из-за сопротивления воздуха у стен воздушной коробки. Форма и размер воздушной коробки влияют на равномерное поступление воздуха в кипящий слой.
"Помпажирование" чаще всего происходит в момент пуска печи при малом слое материала в период воспламенения, так как резко изменяются температура, объем и сопротивление слоя.
6. Перегруз печи наблюдается при неточном соотношении количества загружаемого концентрата и расхода воздуха, т.е. количества концентрата, поступающего на обжиг, превышает теоретически необходимое количество его при данном расходе воздуха. С избыточным количеством концентрата повышается содержание сульфидной серы в ванне из-за недостатка кислорода на ее окисление. К тому же непрореагировавший концентрат отнимает тепло, в результате чего температура кипящего слоя снижается и печь начинает "затухать". Такое явление легко обнаружить, произведя расчет подачи материала и воздуха в момент снижения температуры, а также анализом сульфидной серы в ванне печи.
При прекращении подачи концентрата резко повышается температура в слое в результате интенсивного окисления имеющегося концентрата и сокращается расход тепла. Во избежание спекания слоя необходимо увеличить его теплоотдачу, что достигается подачей воды в слой. а также увеличением расхода воздуха, снижением подачи кислорода.
7. При транспортировке материала повышенной влажности (12-14% влаги) происходит слипание концентрата и большие куски, которые достигают высоты 4-5 м забивают воздухораспределительные отверстия в подине.
8. Высокое содержание сульфидной серы в огарке может быть в том случае, если материал находится в кипящем слое недостаточное время. В пылях же оно может быть при большом пылеуносе из-за высокой скорости воздуха в слое и при загрузке в печь пересушенного концентрата.
9. При прогорании кессона большое количество воды попадает в слой, что резко увеличивает расход тепла и приводит к остановке печи, если не принять своевременные меры к отключению сгоревшего кессона.
2. Разработка системы управления процессом обжига цинковых концентратов в кипящем слое
2.1 Характеристика процесса обжига как объекта управления
При разработке автоматизированной системы управления процессом обжига цинковых концентратов в печи кипящего слоя, важнейшим этапом синтеза системы является анализ процесса, как объекта управления, то есть определение входных и выходных переменных, нахождение математических зависимостей между входными и выходными переменными описывающих поведение объекта регулирования.
Печь кипящего слоя можно рассматривать, как непрерывно действующий реактор почти идеального перемешивания. Загружаемый сульфидный цинковый концентрат в реакционной ванне печи становится текуч в состоянии кипящего слоя или приобретения псевдоожижения, имеет горизонтальную поверхность, интенсивно перемешивается, перетекает через сливной порог и приобретает другие свойства жидкости за счет подаваемого под давлением воздуха в печь под слой концентрата.
При малых скоростях сыпучий слой цинкового концентрата, лежащий на газопроницаемой поверхности представляет собой фильтрующий слой и его объем не изменяется, он остается неподвижным. С увеличением скорости потока воздуха, обогащенного кислородом, сопротивление слоя возрастает, вследствие трения газовой смеси о поверхность зерен и при прохождении газовых струй по каналам различного сечения, образующимися между зернами концентрата. При достижении определенной скорости газового потока, называемой минимально критической, качественно и объемно изменяется сыпучий слой концентрата и переходит в псевдоожиженное состояние, приобретает свойства жидкости выше перечисленные.
Главной целью обжига является перевод сульфидного цинкового концентрата в окисленный цинк из которого цинк рациональнее восстанавливать.
Таким образом, для процесса обжига цинковых концентратов в печи КС, можно выделить входные материальные переменные, свойства которых изменяются в данном процессе. Ими являются: материальный поток сульфидного цинкового концентрата, который в результате процесса обжига изменяет физико-химические свойства, для чего затрачивается другой материальный поток - воздух обогащенный кислородом.
Выделенные входные переменные или материальные потоки будут характеризоваться некоторой совокупностью входных переменных, зависящих от конструктивных и технологических особенностей агрегата и ведения процесса. Для данного процесса этими особенностями являются: автогенность процесса, так, как для ведения его не требуется затрат энергии со стороны, а затрачиваются лишь воздух и концентрат. Другой особенностью являются выше отмеченное указание, что печь КС рассматривается, как непрерывно действующий реактор почти идеального перемешивания, то есть градиент концентрации ограничен лишь размерами реакционной ванны. Состояние входного материального потока будут характеризоваться входными переменными по концентрату, ими будут являться:
расход концентрата 130 т/сут;
химический состав концентрата, где важнейшие элементы, - это Znобщее содержание которого в концентрате составляет 49,34% и сера общая, содержание составляет в цинковом концентрате 31,40%; гранулометрический состав концентрата с dср равным 0,085 мм, где dср - это средний диаметр зерен концентрата.
Такое выделение входных переменных, характеризующих состояние входного потока по концентрату обусловлено следующими причинами:
расход концентрата влияет на весь режим работы печи кипящего слоя, на ее производительность, на тепловой баланс и т.д.;
химический состав концентрата влияет на химический состав получаемого продукта - огарка, на химический состав образующихся газов и т.д.;
гранулометрический состав концентрата - эта характеристика введена в связи с особенностью процесса, а именно значительным пылевыносом, сопровождающим процесс обжига, который может достигать до 99% вообще, а для конкретного процесса и конкретного объекта управления составляет 38%, в условиях УК МК АО "Казцинк" печи "КС-5", унос фракций до 0,047мм.
Состояние входного материального потока по воздуху будет характеризоваться следующими входными переменными: расходом дутья, концентрации кислорода в газовой фазе, давлением в воздушной коробке.
Такое выделение входных переменных основывается по следующим причинам.
Расход дутья влияет на скорость ведения процесса обжига, температурный режим печи, одновременно он должен обеспечивать псевдоожиженное состояние слоя цинкового концентрата с наложенными на него ограничениями, а именно линейная скорость истечения воздуха из сопел должно быть выше или равной минимально необходимой с одной стороны и быть ниже предельно допустимой с другой стороны, при котором слой переходит во взвешенное состояние. Расход воздуха составляет 13000 м3 /ч, линейная скорость воздуха 0,1м/сек. Переменная по давлению также влияет на гидродинамический режим работы печи и составляет 1100мм вод. ст. или 10,786 кПа. Введение переменной концентрации кислорода в газовой фазе, характеризующий материальный поток по воздуху вызвано зависимостью скорости процесса окисления от концентрации кислорода, чем выше процентное содержание кислорода в дутье, тем меньше требуется времени для десульфаризации концентрата. На концентрацию кислорода наложено ограничение - процентное содержание которого недолжно превышать 50-60%. Еще одним входным материальным потоком является подача воды, которая характеризуется переменной расхода. Такое выделение связано с особенностью процесса обжига. Как уже отмечалось ранее, процесс обжига сульфидных цинковых концентратов является автогенным, необходимая энергия для ведения процесса выделяется в результате протекания химических реакций, основная из которых:
ZnS+1.5O2 →ZnO+SO2 +Q
Эта реакция является экзотермичной, выделяющееся тепло расходуется на ведение процесса, теряется с отходящими газами и в результате теплообмена. Но остается еще и некоторый избыток тепла, который по условиям процесса должен быть отведен. Отвод тепла обеспечивается подачей воды в кессоны испарительного охлаждения.
Состояние выходных материальных потоков характеризуется некоторой совокупностью выходных переменных, зависящих от входных переменных и возмущающих воздействий. Как уже было отмечено выше, для протекания процесса необходимо и достаточно ввести в объект управления материальные входные потоки. В результате их взаимодействия в реакционном пространстве печи КС, будут протекать следующие химические реакции:
ZnS+1.5O2 →ZnO+SO2 +Q
ZnO+SO2 +0.5O2 →ZnSO4 +Q
ZnS+3ZnSO4 →4ZnO+4SO2 -Q
Очевидно, что выходными переменными характеризующими выходные материальные потоки будут являться:
по огарку - количество получаемого огарка, его химический состав.
Твердые продукты обжига распределены следующим образом:
- огарок - 62%, от общего количества;
- пыль - 38%, от общего количества.
Химический состав огарка по основным компонентам:
- цинк кислоторастворимый 97%;
- серы сульфидной до 0,3%.
Химический состав пыли по следующим составляющим:
- цинк кислоторастворимый 90%;
- серы сульфидной 0,3.
Эти выходные переменные выделены, в связи с задачей процесса обжига цинковых сульфидных концентратов, целью которого является получение структурно-свободной окиси в таком состоянии, чтобы она была наиболее благоприятна для проведения последующих стадий переработки технологии и в конечном счете обеспечивало высокие технико-экономические показатели производства в целом.
Отсюда вытекает требования к огарку, которые можно представить в виде ограничений наложенных на химический состав выходного потока. Огарок должен иметь содержание сульфидной серы не более 0,3%, сульфатов не более 4%. Таким образом, особенностью технологических требований, предъявляемых к операции обжига цинковых концентратов, является глубокий обжиг сульфидов цинка. Ещё одной технологической особенностью процесса обжига является получение обжиговых газов с высокой концентрацией сернистого ангидрида, направляемых на получение серной кислоты в соответствующий цех. Следовательно, следующим выделенным материальным потоком будут обжиговые газы, получающиеся в результате протекания процесса. Выходными переменными, характеризующие этот поток будут:
количество получаемых газов 15000м3 /час;
концентрация в них сернистого ангидрида 6-12%.
Важнейшей выходной переменной является температура в кипящем слое. От нее зависит скорость десульфаризации, а, следовательно, получение продуктов обжига в количественном отношении, химический состав получаемых продуктов, протекание химической реакции. На значение этой переменной наложены ограничения - температура в КС должна находиться в пределах 950-9800 С. Эти ограничения вызваны рядом причин: во-первых, как было установлено в процессе опытов, константа скорости массопереноса возрастает, начиная при 9100 С, а затем падает. Следовательно, максимум выхода оксида цинка достигается при вышеуказанной температуре.
Кроме того, более высокая температура, чем указанный интервал, способствует нежелательному содержанию примесей в получаемом огарке, в результате более интенсивного протекания побочных химических реакций. Скорость же основной химической реакций - окисления сульфида цинка, при более высокой температуре весьма незначительно влияет на скорость протекания процесса. Температура более низкая, чем указанный интервал (950-9800 С) имеет существенное влияние на скорость обжига, так как ход процесса будет лимитироваться уже кинетикой и определяется ее законами.
Возмущающими воздействиями, действующими на объект управления по выходному материальному потоку будут: влажность концентрата и его удельный вес в определенный момент времени на ленте транспортера.
Основной регулируемой переменной по которой строится автоматическая система управления, является температура КС. Для регулирования температуры необходимо выбрать управляющее входное воздействие по соответствующему каналу. Для процесса обжига в КС выходная переменная - температура зависит от нескольких входных переменных и в общем виде может быть представлено выражением:
T=f (Fк,Fвозд ,Cо2 ,Fводы )
Т - температура кипящего слоя
Fк - расход концентрата
Со2 - концентрация кислорода
Fвозд - расход воздуха
Fводы - расход воды
Однако в результате изучения процесса был сделан вывод о том, что в регулировании температуры процесса обжига цинковых концентратов, единственным каналом по которому можно осуществлять регулирование, является канал "расход концентрата - температура слоя". Этот вывод последовал из предположений, что рассматриваемый объект является реактором идеального перемешивания.
К этому же выводу можно прийти в результате размышлений: если допустить, что регулирование температуры ведется по каналу "расход воздуха - температура", то при постоянном гранулометрическом составе увеличение расхода воздуха вызывает увеличение линейной скорости воздуха, что приводит к значительному пылевыносу. При уменьшении расхода воздух подаваемого в печь, слой концентрата может не перейти в псевдоожиженное состояние. Очевидно, что в обоих случаях будет иметь место нарушение гидродинамического режима работы печи кипящего слоя.
Регулирование по каналу "концентрация кислорода - температура" - нецелесообразно, так, как известно предельно-допустимое значение концентрации кислорода, которое может задаваться заранее.
Регулирование температуры в печи по каналу "расход воды - температура" оказывается менее эффективным, так, как по этому каналу статистический коэффициент передачи тепла ниже, чем по каналу "расход концентрата - температура". Следуя рекомендациям в литературе, выбираем управляющее воздействие, для которого коэффициент усиления будет максимальным среди всех управляющих воздействий, влияющих на рассматриваемую переменную, а отношение t/Т минимальным. Оставшиеся неиспользованные управляющие воздействия будем поддерживать на определенном уровне.
Таким образом, температурный режим печи устанавливается и регулируется изменениями расхода загружаемого в печь сульфидного цинкового концентрата.
2.2 Современное состояние автоматизации процесса обжига в КС
При окислительном обжиге сернистого сырья с полным выжиганием серы оптимальным было бы регулирование концентрации сернистого ангидрида в обжиговых газах путем изменения расхода загружаемого сырья и регулирование температуры кипящего слоя путем изменения отъема избыточного тепла; при этом расход дутья (воздуха) и давление под сводом автоматически стабилизируются независимыми регуляторами.
В связи с тем, что требуемого диапазона регулирования отъема тепла в печах с температурой в пределах 700-10000 С технически эффективными средствами достигнуть не удается, на цинковых заводах страны внедрены схемы с регулированием температуры обжига изменением расхода загружаемого сырья; при этом концентрация сернистого ангидрида в обжиговых газах остается неуправляемой. Благодаря большим коэффициентам взаимосвязи между концентрацией сернистого ангидрида в газах температурой обжига при постоянстве отвода избыточного тепла практически колебания содержания сернистого ангидрида в отходящих газах при работе автоматического регулятора температуры не превышают 0,6-1,0%.
Все контрольно-измерительные приборы, самопишущие и показывающие, со всех печей вынесены на общий пульт управления. На основании показаний приборов мастер или старший обжигальщик с пульта управления руководит процессом.
Контролю и автоматизации подвергаются следующие узлы:
1. автоматическое регулирование и регистрация температуры в кипящем слое;
2. автоматический контроль и регистрация давления;
3. автоматический контроль и регистрация количества подаваемого в печь воздуха;
4. автоматическое регулирование подачи концентрата в бункера печей;
5. регистрация давления воздуха перед печью;
6. дистанционное управление и блокировка электродвигателей оборудования обслуживающего печь КС.
Для питания аппаратуры контроля и автоматики требуется переменный ток 220 и 127в, а также постоянный ток 220в. Для получения постоянного тока электротехнической частью предусмотрено два мотор-генератора, которые питают электродвигатели ленточных питателей, электромагниты самоочищающихся фильтров и схемы сигнализации.
Внедрение автоматизации значительно облегчает обжигальщикам обслуживание печи. Производительность труда на печах возрастает в 1,5-2 раза по сравнению с ручным управлением.
Обслуживание автоматических линий ведется электрослужбой цеха.
Автоматическое регулирование и регистрация температуры в кипящем слое
Температура измеряется хромельалюмелевыми термопарами в десяти точках (в семи точках кипящего слоя, одна - под сводом печи и две точки на входе газа в циклоны), показания термопар передаются на самопишущий двенадцатиточечный (или шеститочечный) потенциометр ФЩЛ5.
Автоматическое регулирование температуры производится изменением количества поступающего в печь концентрата (топлива). Измерительным элементом регулятора служит хромельалюмелевая термопара, устанавливаемая в верхней части кипящего слоя печи. Термопара работает с промышленным компьютером фирмы "SIEMENS", передающим управляющий сигнал на преобразователь частоты VLT, к которому подключен электродвигатель ленточного питателя. Диапозон частоты преобразователя VLTот 0 до 200 Гц, что дает возможность управлять скоростью вращения электродвигателя от 0 до 2000 об/мин и выше. Рабочий диапазон скорости вращения электродвигателя ленточного питателя от 450 до 1600 об/мин.
Таким образом, автоматически в зависимости от температуры скорость движения ленточного питателя, подающего концентрат, будет меняться в нужных пределах. Также предусматривается возможность дистанционного управления скоростью движения ленточного питателя. Для этого на пульте управления установлен ручной задатчик скорости. Сигнализация о работе всех питателей выведена на мнемосхему пульта управления.
Схема автоматического регулирования температуры не связывается с узлом регулирования расхода воздуха, подаваемого в печь ибо при узких пределах регулирования расхода концентрата (при практически стабильном технологическом режиме обжига) нет нужды в таком сложном регулировании.
Автоматический контроль давления газа под сводом печи
Давление под сводом печи контролируется самопишущим прибором типа РП-160 со шкалой 0±25 мм вод. ст. присоединенным к первичному прибору типа "Сапфир-22ДИВ". Регулирование давления газа под сводом печи может производиться дистанционно: кнопками, установленными на щите управления, степенью открытия или закрытия дросселя в газоходе перед эксгаустерами.
Регулирование и регистрация подаваемого в печь воздуха
Расход воздуха на печь кипящего слоя контролируется самопишущим расходомером типа "РП-160" со шкалой 0-20000 м3 /ч. Для регулирования расхода воздуха на патрубке, нагнетающим воздух в печь, установлена дроссельная заслонка, связанная с исполнительным механизмом с помощью которого можно управлять расходом воздуха в зависимости от заданного режима.
Установленные на центральном щите управления кнопки позволяют дистанционно изменять воздушный режим на печах. Дроссель устанавливается на нагнетающем воздушном патрубке перед печью. Все воздуховоды от турбовоздуходувок имеют соединение с общим воздушным коллектором, что дает возможность подавать воздух от любой турбовоздуходувки.
Автоматическое регулирование подачи концентрата в бункера печей КС
Схема предусматривает ручное и автоматическое управление узла загрузки, технологическую, предупредительную и аварийную сигнализацию (звуковую и световую), контроль наличия концентрата от склада по всей нитке и в бункерах печей КС. При автоматическом управлении предусмотрено ручное отключение с любой автоматической нитки. При нормальном режиме автоматическое отключение производится при всех наполненных бункерах печей КС с выдержкой времени от начала остановки питателя до загрузочного транспортера (выдержка времени берется равной времени чистки дисковой дробилки). Автоматическое включение происходит при уменьшении уровня концентрата в одном из бункеров печей КС.
Уровень в бункере концентрата измеряется комплектом приборов "Vedapuls-Vedamet" с выводом на промышленный компьютером. В момент, когда концентрат в каком-либо бункере опускается ниже заданного уровня, плужковый сбрасыватель этого бункера опускается на ленту транспортера. Плужковые сбрасыватели остальных бункеров поднимаются. Загрузка продолжается до заданного верхнего уровня.
При нормальной подаче концентрата из загрузочного бункера на питатель склада наличие концентрата контролируется флажком. В случае отсутствия концентрата на питателе флажок опускается и автоматически включаются электровибраторы бункера КСК воздушного обрушения. Как только произошло обрушения, контакт размыкается, так как флажок поднялся, останавливаются электровибраторы и закрывается клапан КСК на воздушном обрушении.
На транспортерах, подающих концентрат из склада концентратов в бункера печей КС, наличие концентрата фиксируется также флажками, которые дают импульс на сигнальные лампы, установленные на центральном щите управления. Для работы на ручном управлении необходимо все ключи, установленные на щите, перевести из положения "автоматическое" в положение "ручное" и затем запускать в работу все агрегаты в отдельности непосредственно на месте.
Регистрация давления воздуха перед печью КС
Давление воздуха перед печью или так называемая "упругость дутья" складывается из сопротивления газоходов, пода печи (в сумме около 100-150 мм вод. ст.) и сопротивления самого слоя. Нормальная упругость дутья для работающей печи 2000-4000 мм вод. ст. Изменение упругости дутья в ту или иную сторону свидетельствует об ухудшении работы печи кипящего слоя, т.е. Указывает на ненормальное кипение слоя, образование в нем спеков или на забивание воздухораспределительных отверстий в соплах. Упругость дутья измеряется самопишущим тягомером типа РП-160 со шкалой 0-4000 мм вод. ст.
Дистанционное управление и блокировка электродвигателей оборудования, обслуживающего печь КС
При остановке транспорта огарка под печами - скребкового транспортера, предусматривается автоматическое отключение (остановка) шнеков, установленных на разгрузке печей КС и на газоходной системе. Для этой цели применяют блокировку электродвигателей оборудования. Кроме того, предусмотрено ручное управление агрегатами путем установки специальных ключей на центральном пульте управления.
2.3 Разработка гибридной структуры управления процессом. Постановка задач исследования и проектирования
Как уже отмечалось в п.2.1 печь кипящего слоя можно рассматривать, как непрерывно действующий реактор почти идеального перемешивания. Загружаемый сульфидный цинковый концентрат в реакционной ванне печи становится текуч в состоянии кипящего слоя: интенсивно перемешивается, перетекает через сливной порог и приобретает другие свойства жидкости за счет подаваемого под давлением воздуха в печь под слой концентрата. Главной целью обжига является перевод сульфидного цинкового концентрата в окисленный цинк.
Входными потоками являются: поток сульфидного цинкового концентрата и поток воздуха, обогащенного кислородом. При этом от расхода концентрата зависит весь режим работы печи кипящего слоя (КС), ее производительность, тепловой баланс, качество готового огарка. Расход обогащенного кислородом дутья влияет на скорость ведения процесса обжига, температуру в печи, обеспечение режима псевдоожижения, манометрический режим и т.д.
Важнейшие выходные переменные: количество получаемого огарка, его химический состав, температура в кипящем слое, манометрический режим в печи.
Основные возмущающие воздействия: химический состав концентрата, его гранулометрический состав, влажность и удельный вес.
В существующих системах управления процессом обжига цинковых огарков в печах КС основной регулируемой переменной является температура кипящего слоя, которая регулируется с помощью изменения расхода концентрата. При этом автоматически стабилизируется: расход концентрата, расход дутья, расход кислорода, разряжение в своде печи.
Основным недостатком существующих систем управления является то, что в них регулируется температура в КС, которая является лишь косвенной оценкой качества готового огарка. Необходимо также учитывать то, что поддержание гидродинамического режима в кипящем слое и манометрического режима в печи осуществляется оператором "вручную". При этом оператор, исходя из своего опыта и интуиции, и, манипулируя уставками регуляторов, выдает задания системам стабилизации: расхода дутья, расхода кислорода, разрежения под сводом печи, расхода концентрата и выгружаемого огарка.
Нами, исходя из анализа существующих систем управления процессами в кипящем слое и современных достижений в области теории управления, предложена структура системы, позволяющая управлять качеством готового раствора "напрямую", а не косвенно (через температуру слоя). Кроме того, поддержание соответствующей гидродинамической обстановки и манометрического режима в печи КС в предлагаемой структуре системы "перекладывается" на компьютер, что снижает влияние на процесс человеческого фактора.
Для реализации этих задач в структуру системы управления (рис.4) кроме традиционного канала управления "расход концентрата - температура в КС" включена подсистема оптимального управления (включающая математическую модель, описывающая материальный и тепловой балансы процесса обжига, а также алгоритм поиска экстремума целевой функции) и интеллектуальная подсистема управления гидродинамическим и манометрическим режимами в печи КС.
Недостатком имеющихся систем управления обжигом цинковых концентратов в кипящем слое является то, что температура в КС (которая является лишь косвенной оценкой качества готового огарка) поддерживается в довольно узком диапазоне независимо от качества исходного сырья. Предлагаемая система позволяет на основе оперативного анализа химсостава и физических свойств концентрата с помощью математической модели процесса и алгоритма оптимизации рассчитать такие температуру - Т*зад
и расход концентрата - F*к-та
, которые доставляли бы критерию оптимальности (качеству готового огарка) экстремальное значение. В качестве критерия оптимальности выбирается либо концентрация кислоторастворимого цинка (поиск максимума целевой функции), либо концентрация нерастворимого 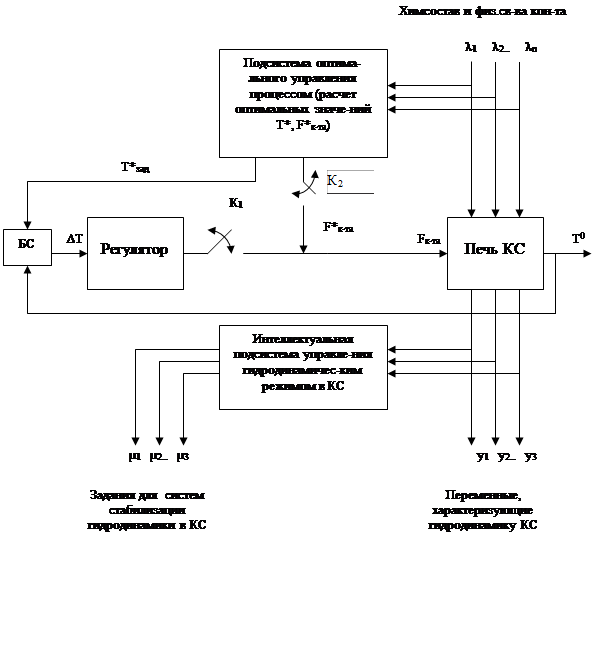
сульфида цинка (поиск минимума целевой функции).
Рис.4. Структурная схема системы управления процессом обжига цинковых концентратов в кипящем слое
Такая структура позволяет определять оптимальный режим подачи концентрата в печь КС и оптимальную температуру кипящего слоя на какой-то фиксированный промежуток времени. Объемы существующих на цинковом заводе "Казцинк" бункеров способны обеспечивать подачу концентрата в течении 8-9 часов. Таким образом, появляется возможность проводить усредненный анализ химического состава и физических свойств (грансостав, влажность и удельный вес) концентрата в течение одной смены еще до начала его переработки в печи КС. Анализ проводится во время выработки очередного бункера, по окончании которой питание печи КС переключается на второй бункер, в котором уже определены химические и физические свойства концентрата. Во время работы печи с этим бункером производится усредненный анализ концентрата первого бункера и по мере выработки второго бункера питание переводится на первый и т.д.
Организация питания печи КС с двумя бункерами имеет два преимущества. Во-первых, с помощью математической модели и алгоритма оптимизации можно осуществлять расчет оптимальных значений расхода концентрата и температуры КС, доставляющих экстремум целевой функции (например, концентрация кислоторастворимого цинка в готовом огарке). Во-вторых, появляется возможность управлять процессом по каналу: "возмущающее воздействие - температура в печи", что позволяет заранее определять такой расход концентрата (F*к-та ), который бы устанавливал заданную температуру (Т*зад ) в КС, и таким образом компенсировал бы возмущающее воздействие.
Для реализации предложенной гибридной структуры управления необходимо решить следующие исследовательские задачи:
разработать подсистему оптимального управления процессом с использованием математической модели и алгоритма поиска экстремума;
разработать интеллектуальную подсистему управления гидродинамическим режимом в кипящем слое и манометрическим режимом в печи КС:
рассчитать оптимальные настройки регулятора подсистемы стабилизации температуры.
С целью внедрения предлагаемых подсистем необходимо разработать следующую проектную документацию:
информационное обеспечение АСУТП;
организационное обеспечение АСУТП;
алгоритмическое и программное обеспечения АСУТП;
техническое обеспечение АСУТП;
расчет экономической эффективности от внедрения АСУТП;
мероприятия по технике безопасности и охраны труда.
2.4 Разработка подсистемы оптимального управления
Основным элементом подсистемы оптимального управления является математическая модель процесса обжига концентратов в печи КС. К настоящему времени существует достаточно большое количество исследований, посвященных разработке такой математической модели. Наиболее полно описаны физико-химические процессы обжига цинковых концентратов в псевдоожиженном слое в работах Данилина Л.А. [5,6].
В данной работе за основу математической модели взяты результаты [5,6], дополненные соответствующими соотношениями, учитывающими специфику предлагаемой структуры управления.
При выборе метода поиска экстремума нами были проведены тестовые испытание наиболее известных методов оптимизации, при этом наилучшие результаты по надежности и скорости сходимости показал метод наискорейшего спуска.
Таким образом, к настоящему времени имеются достаточно надежные и точные инструменты создания подсистемы оптимального управления данным процессом.
2.4.1 Описание математической модели процесса окисления сульфидного цинкового концентрата в кипящем слое
В [5] разработана математическая модель периодического процесса окисления сульфидного цинкового концентрата в кипящем слое, в основу которой положена гипотеза о механизме процесса, составленная на основании сведений литературы. Результаты исследования процесса окислительного обжига математическим моделированием изложены в [5], где показано, что скорости окисления сульфидов цинка и железа одинаковы и процесс окисления в частице концентрата протекает зонально. Эти результаты позволяют процесс окисления цинкового концентрата в сете поставленной в [5] цели представить как
2MeS+3O2 =2MeO+2SO2 (1)
где Me - цинк, MeS - сульфидная фаза, MeO - оксидная фаза.
Такое представление о процессе позволяет при принятых в [5] допущениях несколько упростить математическую модель [5]. Действительно, зная текущие массы сульфидной и оксидной фазы и содержание компонентов в частице концентрата, можно определить содержание последних в частице огарка в любой момент окисления.
Изменение во времени текущей массы сульфидной фазы может быть описано уравнением Валенсии [7], выведенным для реакций, аналогичных реакции (1):
![]() (2)
(2)
где
![]()
![]()
![]()
где Gc (0) - первоначальная масса частицы концентрата, г; Gc ( t) - текущая масса сульфидов, т.е. масса неокисленного сульфидного ядра частицы, г; γc - плотность сульфидной фазы, г/см3 ; γ0 - плотность оксидной фазы, г/см3; α -коэффициент пропорциональности, подобный стехиометрическому (численно равен массе оксидной фазы, образующейся при взаимодействии по (1) единицы массы кислорода); r0 - первоначальный радиус частицы концентрата, см; Cя - концентрация кислорода в ядре потока, об. %; t - текущее время, мин; D - коэффициент диффузии кислорода через слой оксидной фазы, г/ (см. %. мин).
Текущая масса оксидной фазы будет
![]() (3)
(3)
где α1 - коэффициент пропорциональности, подобный стехиометрическому, определяется по содержанию компонентов в концентрате и стехиометрическим коэффициентам соответствующих химических реакций и может быть уточнен по результатам анализов огарков, получаемых при обжиге концентрата, например, на лабораторной установке кипящего слоя.
Текущие массы цинка и железа, связанных в сульфид, и сульфидной серы в окисляющейся частице концентрата описываются следующимим выражениями:
![]() (4),
(4), ![]() (5)
(5)
![]() (6)
(6)
где CZn S (0), CFe S (0), CS c (0) - содержания цинка, железа и серы в концентрате. Текущие массы цинка и железа, образующихся в результате окисления сульфидов и находящиеся в частице в оксидной форме, выразим как
![]() (7),
(7), ![]() (8)
(8)
На основании результатов исследования процесса [5] считаем, что масса гематита в частице огарка меняется во времени пропорционально изменению массы оксидной фазы, а образование феррита цинка происходит со скоростью, превосходящей скорость образования оксида железа. Тогда текущую массу цинка, связанного в феррит, опишем выражением
![]() (9)
(9)
где D1 - стехиометрический коэффициент.
Потери цинка испарением опишем уравнением, преобразованным к виду, удобному для решения на ЭВМ,
![]() (10)
(10)
где Ки - коэффициент массопередачи, a - коэффициент линеаризации (при t£15 мин GZn исп ( t) =0). Текущая масса кислоторастворимых соединений цинка в частице огарка будет равна
![]() (11)
(11)
Текущая масса цинка общего в частице
![]() (12)
(12)
Текущая масса частицы огарка
![]() (13)
(13)
Уравнение (13) справедливо, если плотности оксидной и сульфидной фаз определены экспериментально для конкретного вида концентрата и полученного из него огарка. Если же плотности определены расчетом с использованием справочных данных, то в (13) необходимо включить член, учитывающий массу "инертных" веществ, например, диоксида кремния и др.
Содержание цинка общего, кислоторастворимого, сульфидного и ферритного рассчитываем по формулам:
![]() (14)
(14)
![]() (15)
(15)
![]() (16)
(16)
![]() (17)
(17)
а содержание сульфидной серы
![]() (18)
(18)
Таким образом, математическую модель периодического процесса окисления сульфидного цинкового концентрата в кипящем слое в виде, удобном для решения с помощью ЭВМ, может быть представлена системой уравнений (2) - (18).
Другой моделью, позволяющей решать задачи оптимизации режимов обжига цинковых концентратов в печах кипящего слоя является математическую модель процесса, которая, в частности, описывала бы зависимости содержания кислоторастворимого (Znкр ), связанного в феррит (Znф ) и сульфид (Znс ) цинка в огарке от температуры, состава и размера частиц концентрата и концентрации кислорода в газе. Приведенные математические модели не отвечают этому требованию. На первом этапе составления требуемой модели следует составить систему уравнений, описывающих динамику окисления сфалерита. С этой целью разработана гипотеза о механизме процесса, согласно которой в развитом периоде процесса кислород из ядра газового потока диффундирует через ламинарную газовую пленку к внешней поверхности частицы и адсорбируется на ней, а затем через слой ранее образованных оксидов (толщиной l) двигается к реакционной поверхности (площадью S). В результате электронного обмена на реакционной поверхности протекают реакции окисления сульфидов. Между образующимися оксидами цинка и железа протекает реакция образования феррита цинка. Продукты окисления частицы концентрата определяется скоростью внутренней диффузии [8-10].
При составлении математической модели были приняты следующие допущения:
1. частица концентрата состоит из сульфидов цинка и железа и инертных по отношению к цинку веществ;
2. частицы концентрата имеют форму шара одинакового радиуса;
3. начальные этапы окисления, протекающие не по внутридиффузионному механизму, заканчиваются быстро и вносят относительно малый вклад в общую степень окисления;
4. все точки реакционной поверхности равнодоступны для диффундиру-ющих веществ;
5. частицы концентрата в процесс окисления незначительно изменяют свои размеры.
Скорость образования оксидов цинка и железа определяется скоростью диффузии кислорода к реакционной поверхности, т.е.
![]() (19)
(19)
![]() (20)
(20)
при t=0 ![]() и
и ![]()
где ![]()
![]() - текущие массы оксидов, г; D - здесь и далее стехиометрические коэффициенты пересчета; D
- коэффициент диффузии в слое оксидов, г/ (с см. %); К1
, К2 -
доли поверхности S, занимаемые сульфидами цинка и железа; С
- концентрация кислорода в ядре потока газа, об. %; С1
, С2
- равновесные концентрации кислорода в системах Zn-S-O2
и Fe-S-O2
.
- текущие массы оксидов, г; D - здесь и далее стехиометрические коэффициенты пересчета; D
- коэффициент диффузии в слое оксидов, г/ (с см. %); К1
, К2 -
доли поверхности S, занимаемые сульфидами цинка и железа; С
- концентрация кислорода в ядре потока газа, об. %; С1
, С2
- равновесные концентрации кислорода в системах Zn-S-O2
и Fe-S-O2
.
Образующийся оксид железа, взаимодействуя с оксидом цинка, образует феррит цинка
![]() (21), при t=0,
(21), при t=0, ![]()
![]() (22)
(22)
![]() , (23)
, (23)
где ![]() - масса оксида цинка, связанная в феррит в момент времени t, Кф
- макроконстанта скорости реакции, 1/с;
- масса оксида цинка, связанная в феррит в момент времени t, Кф
- макроконстанта скорости реакции, 1/с; ![]()
![]() - текущие массы свободного оксида железа и связанного в феррит, г; М - доля оксида железа, вступающего в реакцию.
- текущие массы свободного оксида железа и связанного в феррит, г; М - доля оксида железа, вступающего в реакцию.
Уравнения материального баланса:
1) текущая масса свободного оксида цинка в частице огарка
![]() (24)
(24)
2) текущие массы сульфидов цинка и железа
![]()
при t=0
![]() (25)
(25)
![]()
при t=0
![]() (26)
(26)
где GZnS (0), GFeS (0) - начальные массы сульфидов в частице концентрата; R - радиус частицы концентрата; g - плотность концентрата; С ZnS (0), С FeS (0) - содержание сульфидов цинка и железа в концентрате, масс. %;
3) текущая масса окисляющейся частицы концентрата
![]() (27)
(27)
где Gи - масса инертных веществ.
Влияние температуры на процесс окисления и ферритообразования выражается в соответствии с законом Аррениуса:
![]() (28)
(28)
![]() (29)
(29)
Площадь реакционной поверхности и толщина слоя оксидов определяется через текущие массы твердых веществ. При этом введены поправочные коэффициенты aи b, которые учитывают отклонение формы реальных частиц концентрата от идеальных по гладкости и шарообразности, а также разницу между вычисляемыми величинами площади и толщины и реальными, обусловленную присутствием в зернах концентрата посторонних (инертных) примесей:
 (30)
(30)
 (31)
(31)
где gi - плотность соответствующих веществ.
Таким образом, периодический процесс окисления сульфидного цинкового концентрата в рамках принятых допущений описывается системой уравнений (1) - (13).
Параметрическая идентификация математической модели осуществляется по экспериментальным данным, при этом определяли содержание цинка в огарках обжига. Поэтому в систему (19) и (31) введено уравнение
![]() (32)
(32)
Расчеты показали, что в условиях эксперимента C1 »10-15 и С2 »10-54 , поэтому принимаем С1 =С2 =0.
В качестве критерия идентификации использовано выражение
 (33)
(33)
где ![]() - содержание i
-го вещества в (t
) - ый момент времени, полученное решением системы уравнений (19) - (32);
- содержание i
-го вещества в (t
) - ый момент времени, полученное решением системы уравнений (19) - (32); ![]() - получено экспериментально:
- получено экспериментально:
i - ZnS; Znкр; Znc; Znф; i =1; 2; 3; 4; j - ZnS; ZnO; Znc; ZnO Fe2 O3
(t ) - 0; 1; 2; 5; 10; 20; 40; 60 мин, t =1; 2; 3; …; 8.
Цель идентификации - отыскание численных значений D K1 a/ b и Kф M при выполнении условий (33).
В процессе идентификации выяснилось, что ![]() изменяется во времени строго в соответствии с изменением
изменяется во времени строго в соответствии с изменением ![]() . Поэтому с целью упрощения модели уравнение (20) было заменено на
. Поэтому с целью упрощения модели уравнение (20) было заменено на
![]() (34) при этом
(34) при этом
 (35)
(35)
где ![]() и
и ![]() - массы Fe2
O3
и ZnO, которые образуются при полном окислении сульфидов железа и цинка, находившихся в порции концентрата (в частице).
- массы Fe2
O3
и ZnO, которые образуются при полном окислении сульфидов железа и цинка, находившихся в порции концентрата (в частице).
Результаты решения системы (19) - (32) оказались полностью идентичными результатам решений, полученным после замены (20) на (34).
Таким образом, получена математическая модель [5] процесса окисления сульфидного цинкового концентрата, позволяющая исследовать влияние температуры, состава и размера частиц концентрата и концентрации кислорода на содержание в огарке кислоторастворимого и связанного в феррит и сульфид цинка.
2.4.2 Описание метода поиска экстремума
Применение современных информационных технологий и компьютерной техники позволило широко использовать методы оптимизации и адаптации при создании и эксплуатации автоматизированных систем управления технологическими процессами на предприятиях различных отраслей экономики.
При решении конкретной задачи оптимизации цели необходимо выбрать математический метод, который приводил бы к конечным результатам с наименьшими затратами на вычисление (количество обращении метода к математической модели). К настоящему времени разработано достаточно большое количество методов, позволяющих "автоматизировать" процесс поиска оптимальных решений. Рассмотрев наиболее известные методы, которые чаще всего используются в практике разработки систем оптимального управления технологическими процессами, метод наискорейшего спуска выбран для данного случая как наиболее эффективный.
Сочетание основных идей методов релаксации и градиента дает метод наискорейшего спуска, который заключается в следующем. После того как в начальной точке найден градиент оптимизируемой функции и тем самым определено направление ее наибыстрейшего убывания в указанной точке, в данном направлении делается шаг спуска. Если значение функции в результате этого шага уменьшилось, производится очередной шаг в том же направлении, и так до тех пор, пока в этом направлении не будет найден минимум, после чего вычисляется градиент и определяется новое направление наибыстрейшего убывания целевой функции.
В сопоставлении с методом градиента метод наискорейшего спуска оказывается более выгодным из-за сокращения объема вычислений. По существу метод наискорейшего спуска по вычислительным затратам эквивалентен методу релаксации, однако выгодно отличается от него тем, что по крайней мере первые шаги после определения градиента производятся в оптимальном направлении. Очевидно, что чем менее резко изменяется направление градиента целевой функции, тем выгоднее использовать метод наискорейшего спуска по сравнению с методом градиента, т.е. вдали от оптимума. Вблизи оптимума направление градиента меняется резко, поэтому указанный метод автоматически переходит в метод градиента, так как минимум по каждому направлению находится за небольшое число шагов.
На рисунке 5 показаны возможная траектория движения к оптимуму при применении метода наискорейшего спуска и траектория движения к оптимуму при использовании метода градиента.
Важной особенностью метода наискорейшего спуска является то, что при его применении каждое новое направление движения к оптимуму ортогонально предшествующему.
Это объясняется тем, что движение в одном направлении производится до тех пор, пока направление движения не окажется касательным к какой-либо линии постоянного уровня. Тем самым метод наискорейшего спуска имеет сходство с методом релаксации, для которого новое направление также ортогонально предшествующему; однако в отличие от метода релаксации скорость сходимости к оптимуму не зависит от ориентации системы координат.
В качестве критерия окончания поиска, могут использоваться те же условия, что и в рассмотренных выше методах. Кроме того, можно также применять условие окончания поиска в форме соотношения
 , (36)
, (36)
причем ![]() и
и ![]() -координаты начальной и конечной точек последнего отрезка спуска.
-координаты начальной и конечной точек последнего отрезка спуска.
Этот же критерий может использоваться в сочетании с контролем значений целевой функции в точках ![]() и
и ![]() :
:
![]() , (37)
, (37)
Совместное применение условий (36) и (37) оправдано в тех случаях, когда оптимизируемая функция имеет резко выраженный минимум.
Рассмотрим еще один метод выбора величины шага в заданном направлении, в котором используется информация, полученная на предыдущих шагах по этому же направлению. Сущность метода заключается в том, что в процессе движения вдоль заданного направления характер изменения целевой функции аппроксимируется по результатам трех последних шагов полиномом второго порядка.
При движении по заданному направлению целевая функция может считаться функцией переменного параметра h, характеризующего положение точки х на заданной прямой. Рассмотрим значения целевой функции при трех последовательных значениях h: h1 , h2 и h3 (рис.5).
Через точки R (h1 ), R (h2 ) и R (h3 ) можно провести параболу
![]() , (38)
, (38)
коэффициенты а, Ь, с которой определяются решением системы уравнений
![]()
![]()
![]() (39) и равны
(39) и равны
 . (40)
. (40)
равнение (38) позволяет найти значение hmin , при котором достигается минимум R' (h):
![]() . (41)
. (41)
Полученное таким образом значение hmin применяется в качестве задаваемого следующего значения h4 Так как минимум R' (h), вообще говоря, не совпадает с минимумом R (h), при определении следующего значения h5 используется новая аппроксимация для точек h2 ,h3 , h4 и т.д.
Рис.5. Определение оптимального шага с использованием аппроксимации
Изложенный метод расчета величины шага в некоторых случаях значительно ускоряет поиск оптимума. Его можно также применять и вметоде релаксации при поиске минимума для осевого направления [11].
2.4.3 Постановка задачи оптимального управления процессом
Основной задачей подсистемы оптимизации является расчет такого режима ведения процесса, который доставлял бы выбранной функции цели экстремальное значение (минимум или максимум). При этом необходимо обеспечить соблюдение некоторых технологических ограничений, которые позволяют вести процесс в устойчивом и безаварийном режиме.
Математическая модель [5] процесса окисления сульфидного цинкового концентрата позволяет исследовать влияние температуры, состава и размера частиц концентрата и концентрации кислорода на содержание в огарке кислоторастворимого и связанного в феррит и сульфид цинка. Поэтому содержательная постановка задачи оптимизации может быть сформулирована следующим образом: "Для заданного состава концентрата и размера его частиц рассчитать такие значения температуры кипящего слоя и расхода концентрата, которые обеспечили бы максимальное содержание кислоторастворимого цинка в готовом огарке, при соблюдении технологических ограничений на: температуру слоя, расход дутья, содержание кислорода в дутье".
Постановка задачи оптимального управления в таком виде позволит, во-первых, управлять процессом не косвенно (через температуру в слое), а напрямую (через качество готового огарка), во-вторых, управлять процессом оптимальным образом (минимизацией содержания кислоторастворимого цинка) и, в-третьих, вести процесс в устойчивом и безаварийном режиме (посредством соблюдения технологических ограничений).
Наличие математической модели [5], выбранного метода поиска и заводских требований соблюдения технологических ограничений позволяют сформулировать математическую постановку задачу оптимизации в виде
Fц = GZn кр -max, (42)
 (43)
(43)
При этом GZn кр определяется с помощью математической модели [5], для заданных химических и физических свойств концентрата. Однако выбранный алгоритма поиска экстремума методом наискорейшего спуска не позволяет осуществлять поиск при наличии ограничений. Для использования этого метода необходимо преобразовать функцию цели (42) и ограничения (43) к виду
Fц * =Fц +Fштраф (44)
где Fц * - новая (преобразованная функция цели, Fштраф - так называемая функция штрафа, величина которой зависит от нарушения технологических ограничений.
При этом штраф накладывается только в случае нарушения верхнего или нижнего ограничения, а его величина может быть рассчитана по следующим образом:
 (45)
(45)
где х1
=Т, х2
=![]() , х3
=
, х3
=
![]() .
.
Таким образом при нарушении ограничений функция штрафа будет возрастать тем больше, чем больше нарушено какой-либо ограничение. При необходимости можно выставить "веса" за нарушения какого-либо ограничения, в зависимости от его важности. Тогда функция штрафа будет выглядеть следующим образом:
 (46)
(46)
где αi - "вес" i-й переменной, обозначающей "цену" штрафа за нарушение ограничений на эту переменную.
Таким образом, содержательная и математическая постановки задачи оптимального управления позволяют разработать алгоритм оптимального управления и соответствующее программное обеспечение.
2.5 Разработка подсистемы автоматической стабилизации температуры в кипящем слое
В предлагаемой структуре управления (рис.4) основной подсистемой оперативного управления является контур регулирования температуры в кипящем слое по каналу: "расход концентрата - температура". Хотя такие системы стабилизации существуют практически на всех цинковых заводах, предлагаемая структура имеет свои особенности.
Как уже отмечалось, отличительной особенностью предлагаемой структуры управления является то, что конечной целью управления является не стабилизация температуры в каком-то одном заданном диапазоне, независимо от качества сырья, а достижение оптимального качества готового огарка. В связи с чем, раз в смену производится расчет оптимальных значений F*к-та и Т*зад , в зависимости от качества исходного концентрата. Задачей системы стабилизации является поддержание этой температуры в течение времени выработки очередного бункера (8-9 часов). В силу этих особенностей предлагается несколько изменить стандартную систему стабилизации температуры в кипящем слое.
Работа системы стабилизации заключается в следующем. После выработки очередного бункера концентрата алгоритм устанавливает новое задание регулятору Т*зад и с помощью ключа К1 отключает его. С помощью ключа К2 через задатчик регулятора стабилизации расхода концентрата (на рис.4 не показан) алгоритм устанавливает оптимальный расход концентрата F*к-та . Так осуществляется принцип управления по возмущению. Через определенное время t (величина tопределяется по динамическим характеристикам объекта) алгоритм включает регулятор, который производит регулирование рассчитанного значения Т*зад по отклонению (при этом ключ К1 включается, а ключ К2 выключается).
Таким образом, предложенная структура управления реализует наиболее современный и эффективный принцип управления - принцип комбинированного управления: по возмущению (в момент перехода питания с одного бункера на другой, примерно один раз в смену) и по отклонению (цикл опроса датчиков - одна секунда). При этом в момент переключения питания с одного бункера на другой, т.е. в момент когда возникает наибольшее отклонение регулируемой величины используется управление по возмущению, тем самым "грубо" компенсируя его заранее, а затем начинает действовать регулятор, который осуществляет принцип управления по отклонению, который осуществляет точный вывод системы в заданное состояние.
2.5.1 Определение статических и динамических характеристик
Удовлетворительное качество регулирования в простейшей одноконтурной системе с использованием стандартных законов регулирования можно обеспечить лишь при благоприятных динамических характеристиках объекта. Однако большинству промышленных объектов и, в частности, металлургической печи КС, свойственны значительные запаздывания и большая постоянная времени объекта [12].
Расчет автоматических систем регулирования основывается на статических и динамических характеристиках объекта. Временными динамическими характеристиками объекта управления называют изменение выходной величины во времени при изменении входной величины типового вида. В качестве типового входного воздействия рассмотрена единичная ступенчатая функция. Экспериментальные кривые разгона (рис.6), снятые на объекте - печи КС в условиях "Казцинка", дают возможность представить объект управления в виде простейшего апериодического (инерционного) звена с запаздыванием, линеаризованного первым порядком:
![]()
![]()
где Тоб - постоянная времени объекта, характеризующая его инерцию.
t - время запаздывания
k - передаточный коэффициент.
Для получения характеристик Тоб , t, k экспериментальную кривую разгона, представленную на рисунке 6, обработаем следующим образом: для определения kвоспользуемся в установившемся динамическом режиме зависимостью выходной величины от входной. Объект управления, представленный, как инерционное звено первого порядка, в общем виде описывается дифференциальным уравнением:
![]() (48)
(48)
Проекция касательной, приведенной в точке перегиба кривой разгона на ось абсцисс представляет собой постоянную времени объекта Тоб , характеризующую инерционность объекта. Она составляет 60 секунд. Время запаздывания составляет 26 секунд и складывается из запаздывании объекта и так называемого транспортного запаздывания, которое составляет 6 секунд. Рассмотрим динамику изменения температуры от расхода концентрата. Расход составляет 130 т/сутки или 1,5 кг/сек.
Динамика же изменения температуры показана на рисунке 6. Таким образом, получим некоторую кривую, представленную на рисунке 7.
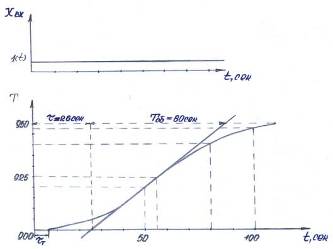
Рис.6. Кривая разгона по каналу "Расход концентрата - температура"
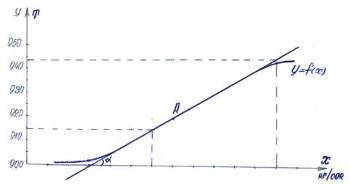
Рис.7. Кривая зависимости температуры от расхода концентрата
Воспользуемся линеаризацией по методу касательной. Геометрический смысл заключается в замене кривой y=f (x) касательной проведенной к кривой в точке А (y0
; x0
). Если рассматривать характеристику в отклонениях переменных "x" и "y" от значений в точке А (y0
; x0
), т.е. ![]()
![]() то уравнение запишется в виде
то уравнение запишется в виде ![]() ; где
; где ![]() следовательно коэффициент может быть определен, как тангенс угла наклона касательной:
следовательно коэффициент может быть определен, как тангенс угла наклона касательной: ![]() ; где my
и mx -
масштабные коэффициенты.
; где my
и mx -
масштабные коэффициенты.
![]()
Таким образом, передаточная функция объекта по основному каналу запишется в виде:
![]()
где, k=2,5 - коэффициент усиления,
t=26 сек - время запаздывания объекта,
Т=60 сек - постоянная времени объекта.
2.5.2 Расчет оптимальных настроечных параметров регулятора
Как уже было сказано передаточная функция объекта имеет вид:
 (49)
(49)
Выбор закона регулирования, в соответствии с которыми функционирует регулятор, продиктован качеством переходного процесса.
![]() (50)
(50)
где Кр
-
коэффициент передачи регулятора, ![]() Ти
-
время изодрома, с.
Ти
-
время изодрома, с.
Рассчитывается и строится АФХ объекта регулирования по каналу "регулирующее воздействие - регулируемая величина". Расчет амплитудно-фазовых характеристик с применением ЭВМ выполняем следующим образом. АФХ представляется в виде: ![]()
 (51)
(51)
Для объекта регулирования с передаточной функцией (49) вещественная и мнимая составляющие числителя и знаменателя (51) равны
![]() (52)
(52)
 (53)
(53)
Вещественная и мнимая части АФХ объекта
 (54)
(54)
Амплитудно-частотная характеристика
![]() (55)
(55)
Передаточная функция замкнутой системы имеет вид:
![]() (56)
(56)
Отсюда характеристическое уравнение замкнутой системы
![]() (57)
(57)
Подставляя сюда значение ![]() , получим уравнение границы устойчивости автоматической системы в общем виде
, получим уравнение границы устойчивости автоматической системы в общем виде
![]() (58)
(58)
Здесь ![]() - вещественная и мнимая частотные характеристики регулятора. Определяем последние из передаточной функции (50)
- вещественная и мнимая частотные характеристики регулятора. Определяем последние из передаточной функции (50)
![]() (59)
(59)
 (60)
(60)
Подставив эти значения в (58) и выполнив необходимые преобразования получаем расчетные формулы для определения границ устойчивости Кр
и ![]() .
.
 (61)
(61)
Для определения пар настроек регулятора Кр
и ![]() , обеспечивающих m=const, подставляя значение
, обеспечивающих m=const, подставляя значение ![]() в передаточные функции (49) и (50) находим расширенные АФХ объекта и регулятора в виде составляющих
в передаточные функции (49) и (50) находим расширенные АФХ объекта и регулятора в виде составляющих ![]() .
.
 (62)
(62)
В частном случае m=0 формулы (62) совпадают с формулами (61).
Формулы (61) и (62) используются для построения линии равной степени затухания, изменяя частоту w в этих формулах.
Выбор оптимальных настроечных параметров ![]() и
и ![]() на линии равной степени затухания производят из условия минимума принятого критерия качества. Как показала практика управления технологическими процессами наиболее оптимальная степень колебательности соответствует значению m=0.366 (рис.8). Из практики расчетов известно, что точка, соответствующая оптимальным значениям
на линии равной степени затухания производят из условия минимума принятого критерия качества. Как показала практика управления технологическими процессами наиболее оптимальная степень колебательности соответствует значению m=0.366 (рис.8). Из практики расчетов известно, что точка, соответствующая оптимальным значениям ![]() и
и ![]() , лежит несколько правее максимума линии равного затухания.
, лежит несколько правее максимума линии равного затухания.
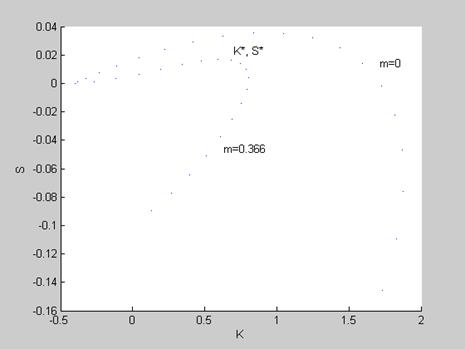
Рис.8. Линии равные степени затухания для m=0, m=0,366
2.5.3 Построение переходного процесса
Система стабилизации температуры, состоит из объекта с передаточной функцией (49) и регулятора (50), уравнение которого в дифференциальной форме имеет вид:
![]() (63)
(63)
где ![]() - отклонение регулируемой величины;
- отклонение регулируемой величины; ![]() - величина управляющего воздействия. Расчеты показали, что оптимальными являются настройки регулятора
- величина управляющего воздействия. Расчеты показали, что оптимальными являются настройки регулятора ![]() = 0.681и
= 0.681и ![]() =0,0164.
=0,0164.
Для исследования динамических характеристик системы стабилизации температуры построим кривую переходного процесса. Уравнение апериодического звена первого порядка с запаздыванием в дифференциальной форме имеет вид:
![]() (64)
(64)
где ![]() - входная величина объекта с учетом времени запаздывания -
- входная величина объекта с учетом времени запаздывания - ![]() ;
;
![]() - выходная величина объекта.
- выходная величина объекта.
Так как в замкнутой системе выходная величина регулятора является входной величиной объекта, т.е.
![]() (65) то, учитывая (64) и (65)
(65) то, учитывая (64) и (65)
 (66)
(66)
Для определения m ( t) приведем уравнение расчета управляющего воздействия для ПИ закона регулирования (63) к виду, удобному для численного интегрирования на ЭВМ:
 (67)
(67)
где Dt - шаг интегрирования;
![]()
Выходная величина объекта определялась численным интегрированием дифференциального уравнения (66). Блок-схема алгоритма расчета переходного процесса показана на рис.17 (см. п.2.7.3).
Реализация блок-схемы позволила рассчитать кривую переходного процесса при ![]() = 0.681и
= 0.681и ![]() =0,0164 (рис.9). Как видно из рисунка показатели качества переходного процесса
=0,0164 (рис.9). Как видно из рисунка показатели качества переходного процесса ![]() = 0.681и
= 0.681и ![]() =0,0164 вполне удовлетворяют практическим потребностям производства [13].
=0,0164 вполне удовлетворяют практическим потребностям производства [13].
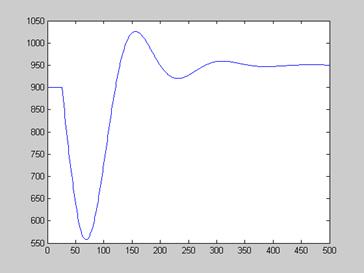
Рис.9. Кривая переходного процесса по каналу "Расход концентрата - температура"
2.6 Разработка интеллектуальной подсистемы управления гидродинамическим и манометрическим режимами
Задачей данной подсистемы является поддержание заданных гидродинамических характеристик кипящего слоя и манометрического режима в печи КС.
К сожалению, к настоящему времени математические модели, адекватно описывающие гидродинамику псевдоожиженного слоя, не созданы по ряду объективных причин, в том числе и модели [5,6] не учитывают все "тонкости" управления гидродинамическим режимом в печи КС (которые, однако, достаточно точно описывают кинетику процесса в кипящем слое). Несмотря на это, многочисленные процессы в кипящем слое функционируют и успешно управляются операторами, осуществляющими выбор управляющих воздействий на основании опыта и интуиции, т.е. неформализованной модели процесса, существующей в их сознании. В связи с этим возникает задача построения управляющей модели в нечеткой среде на основе знаний технологов о моделируемом объекте с использованием оценок лингвистических переменных (ЛП): "низкая", "высокая", "средняя" и т.д.
В развитых странах нечеткое управление и нечеткие регуляторы широко используются для управления технологическими процессами. В России также ведется работы по применению нечеткой логики, однако такие регуляторы и алгоритмы широкого распространения пока не получили.
В тоже время нечеткие системы могли бы при управлении сложными объектами, в том числе и печами КС, значительно снизить влияние так называемого человеческого фактора. Преимущество применения нечетких систем управления состоит в том, что на начальных этапах обучения в нее может быть заложена информация от опытного оператора-эксперта, а после обучения собранные нечеткой системой данные могут использоваться экспертами для уточнения модели. Нечеткие системы управления учитывают информацию о возмущающих воздействиях, которые можно измерить, но нельзя использовать в аналитических формулах ввиду сложной природы влияния их на объект, а также информацию, которую нельзя измерить инструментальными средствами, но ее может приблизительно оценить человек.
В работе показано, что эксперту удобнее всего представлять свои знания в виде причинно-следственных связей "Если …, то….". Понятие ЛП дает подходящее средство для описания различных процессов. Для логико-лингвистического описания поведения системы будем считать причины входными переменными, а следствия - выходными. Например, в качестве входных переменных (причины) для интеллектуальной подсистемы управления (рис.4) могут служить: y1 - упругость дутья, y2 - разряжение под сводом печи, y3 - высота кипящего слоя, y4 - разряжение на чистом коллекторе y5 - температура в слое и т.д. В качестве выходных переменных (следствие) могут быть: μ1 - расход воздуха, μ2 - расход кислорода, μ3 - выгрузка материала, μ4 - "всас" дымососа и т.д.
Анализ процесса обжига цинковых концентратов в печах кипящего слоя показал, что при формировании базы знаний (базы правил) типа: "Если <причина>, то <следствие>" на каждую выходную переменную (следствие) μi влияют несколько входных переменных (причин) y1 - y4 . Поэтому база правил будет состоять из множества правил, например, такого вида: "Если < y1 -высокая> и < y2 - низкая> и < y3 -средняя> и < y4 -высокая>, то <μ3 -высокая>" . Количество таких правил для каждой выходной переменной (следствие) будет зависит от количества входных переменных (причин) от которых зависит следствие.
2.6.1 Анализ современных методов разработки моделей управления в нечеткой среде
Язык нечеткого управления FCL (FuzzyControlLanguage) описан в Стандарте IEC1131-7, в котором определяется цели разработки этого языка, его базовая нотация и приводятся примеры записи моделей нечеткого управления с использованием нотации языка FCL.
Язык FCLразработан для представления нечетких моделей систем управления, в частности, моделей так называемых программируемых контроллеров (ProgrammableControllers) или программируемых логических контроллеров (ПЛК) в форме структурируемого текста, который может быть интерпретирован как программа на языке высокого уровня. Хотя Стандарт IEC1131-7 не определяет требования к вычислительным средам и устройствам, которые могут реализовывать трансляцию, компиляцию и выполнение программ на языке FCL, описанная в нем нотация основных компонентов систем нечеткого вывода позволяет достичь формального уровня строгости, необходимого для последующей разработки соответствующих инструментальных средств.
Концептуальные основы нечеткого управления. Под нечетким управлением (FuzzyControl) понимается область применения общей методологии теории нечетких множеств и нечеткой логики для решения практических задач управления. Нечеткое управление возникло как технология способна расширить возможности автоматизации производства и предназначенная для решения прикладных задач в области управления, которые в общем случае могут быть реализованы с помощью программируемых контроллеров.
Нечеткое управление базируется на использовании не столько аналитических или теоретических моделей, сколько на практическом применении знаний, которые можно представить в форме так называемых лингвистических баз правил. Нечеткое управление может использоваться в том случае, когда существует определенный опыт экспертов и его можно записать некоторым формальным образом. Все это позволяет воспользоваться доступными знаниями с целью улучшить процессы управления и решить ряд задач, например:
- управление (с обратной или без обратной связи, с одной или многими переменными, для линейных и нелинейных систем);
- установка параметров систем управления в автономном режиме или в режиме реального времени;
- классификация и распознавание образов;
- оперативное принятие решения (Послать этот продукт на обработку устройством А и В?);
- помощь операторам в принятии решений или настройке параметров;
- определение и диагностика неисправностей в системах.
Широкий диапазон приложений и естественность подхода, основанного на опыте специалистов, делает нечеткое управление основным средством, которое в качестве стандарта должно стать доступным для всех пользователей программируемых контроллеров. Нечеткое управление может также непосредственно комбинироваться с классическими методами управления.
Применение нечеткого управления может быть наиболее эффективным в тех случаях, когда отсутствует явная модель процесса и аналитическая модель является слишком сложной для представления (например, системы с несколькими входами и несколькими выходами) или для получения решений в реальном масштабе времени.
Другое достоинство нечеткого управления заключается в непосредственном объединении опыта нескольких специалистов. При этом вовсе не нужно моделировать целиком весь контроллер с помощью нечеткого управления - иногда нечеткое управление может только интерполировать серию локально линейных моделей или динамически адаптировать параметры некоторого линейного регулятора. Тем самым становится возможным не только оперировать нелинейными моделями, но и сосредоточить внимание на рассмотрении тех параметров существующих регуляторов, которые следует улучшить.
Нечеткое управление, являясь многозначным управлением, больше ограничивается значениями высказываний "истина" или "ложь". Эта особенность делает нечеткое управление адекватным средством для моделирования эмпирического опыта экспертов, оперируя теми понятими, в терминах которых формулируются управляющие воздействия на заданном множестве входов.
С точки зрения информационных технологий системы нечеткого управления являются продукционными экспертными системами. С точки зрения теории систем управления системы нечеткого управления являются контроллерами с нелинейными параметрами регулирования. При этом текущие значения выходных переменных зависят только от текущих значений входных переменных и не зависят от предыстории этих значений за исключением случаев, когда отсутствуют активные правила и не определены значения переменных по умолчанию. Если же контроллер должен быть реализован как динамическая система, то соответствующие динамические функции представляют собой внешние элементы для нечеткого функционального блока.
В системах автоматического регулирования обычно используется дифференцирующие и интегрирующие элементы (звенья) первого порядка. Выходные переменные таких элементов являются дополнительными входными переменными для системы нечеткого управления. Такими переменными также могут быть переменные, описывающие значения отклонения управляемых параметров от установленных значений.
Напротив, выходные переменные систем нечеткого управления могут использоваться операторами для выполнения коррекции управляемых параметров в различных системах управления.
Общая структура систем с нечетким управлением изображена на рисунке 10а, пример реализации системы нечеткого управления изображен на рисунке 10б. В примере в качестве входной переменной используется разность Х между заданным и реальным значениями контролируемого параметра. Эта разность совместно с ее производной по времени и интегралом по заданному интервалу времени передаются в собственно систему нечеткого управления как три входные переменные, не зависящие от своей предыстории. В то же время переменная для коррекции контролируемого параметра получается на основе интегрирования по заданному интервалу времени выходной переменной систем нечеткого управления.
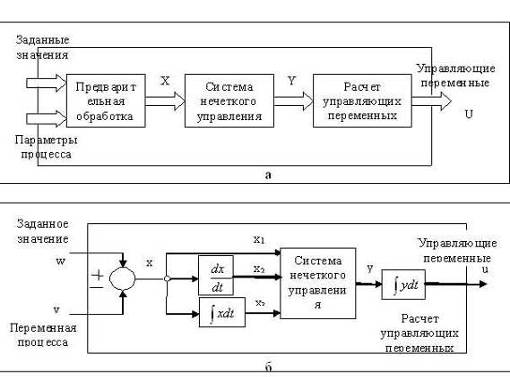
Рис.10. Системы нечеткого управления
Область применения нечеткого управления достаточно широка - от небольших и простых приложений до комплексных и сложных проектов. Чтобы охватить все возможные случаи, следует использовать Правила согласованности классов систем нечеткого управления, которые дополняют и расширяют базовую нотацию языка FCL. При этом Базовый Класс определяет минимальное множество требований, которым должны удовлетворять все согласованные системы, что обеспечивает переносимость программ нечеткого управления.
Существующая теория и системы, реализованные в области нечеткого управления, отличаются между собой по используемой терминологии, функциональным возможностям и особенностям реализации в инструментальных средствах.
Необязательные средства языка FCLопределены в Классе Расширения. Программы нечеткого управления, использующие эти средства, могут переноситься с одной системы на другую только в том случае, если эти системы реализуют одинаковое множество этих средств. В противном случае может оказаться возможным лишь частичный перенос программ. Стандарт не требует, чтобы все согласованные системы реализовывали средства Класса Расширения в полном объеме. Хотя и допускается возможность частичного переноса, следует избегать использования нестандартных средств. Поэтому согласованная система не должна содержать нестандартные средства, которые не могут быть адекватно реализованы с использованием стандартных средств Базового Класса и Класса Расширения.
Переносимость приложений нечеткого управления зависит от особенностей как систем программирования, так и от характеристик систем управления. Все эти особенности указываются в Списке Проверки данных, который разрабатывается производителями систем.
2.6.2 Формирование базы знаний (правил) интеллектуальной подсистемы
Формирование базы знаний (правил) можно производить на основании теории планирования эксперимента. При применении значений ЛП в качестве точек факторного пространства, характеризующих процесс, поведение исследуемой системы описывается экспертом на естественном (или близким к нему) языке. Это делает ЛП наиболее адекватным средством представления экспертных знаний, так как переход от словесных оценок к числовым не вызывает затруднений.
База знаний (правил) является основой интеллектуальной подсистемы, которую необходимо дополнить несколькими элементами, реализующие следующие функции: фазификация входных переменных, агрегирование подусловий в нечетких правилах, активизация или композиция подзаключение, аккумулирование заключений. На этих элементах построены несколько алгоритмов нечеткого вывода, в настоящей работе используется алгоритм Мамдани, который нашел наибольшее распространение при нечетком управлении технологическими процессами.
Исследование базы знаний (правил) и всей интеллектуальной подсистемы проводилось с помощью инструмента Fuzzy-Matlab, который предоставляет широкие возможности для исследования - дружественный интерфейс, визуальный анализ результатов нечеткого моделирования, возможностью быстрого изменения "правил" и оценки чувствительности нечеткого алгоритма.
Из практики ведения процесса обжига в печах КС стало ясно, что для поддержания гидродинамического и манометрического режимов печи очень важно управлять количеством расхода воздуха, расхода кислорода, выгрузки материала, и степенью "всаса" дымососа и т.д. Наша цель разработать нечеткие модели управления этими переменными.
Разработаем систему нечеткого управления расходом воздуха.
В печи КС расход воздуха зависит от нескольких входных переменных таких, как упругость дутья в печь, высоты кипящего слоя и разрежение под сводом печи.
Следующим этапом построения модели является построение базы правил. Используя знания в области ведения процесса обжига в печи КС (см. раздел по технологии) составим следующие 27 правил нечетких продукций:
ПРАВИЛО-1: ЕСЛИ "упругость дутья низкая" И "высота кипящего слоя низкая" И "разрежение под сводом низкое" ТО "расход воздуха не очень высокий"
ПРАВИЛО-2: ЕСЛИ "упругость дутья низкая" И "высота кипящего слоя низкая" И "разрежение под сводом среднее" ТО "расход воздуха высокий"
ПРАВИЛО-3: ЕСЛИ "упругость дутья низкая" И "высота кипящего слоя низкая" И "разрежение под сводом высокое" ТО "расход воздуха очень высокий"
ПРАВИЛО-4: ЕСЛИ "упругость дутья низкая" И "высота кипящего слоя средняя" И "разрежение под сводом низкое" ТО "расход воздуха средний"
ПРАВИЛО-5: ЕСЛИ "упругость дутья низкая" И "высота кипящего слоя средняя" И "разрежение под сводом среднее" ТО "расход воздуха не очень высокий"
ПРАВИЛО-6: ЕСЛИ "упругость дутья низкая" И "высота кипящего слоя средняя" И "разрежение под сводом высокое" ТО "расход воздуха высокий"
ПРАВИЛО-7: ЕСЛИ "упругость дутья низкая" И "высота кипящего слоя высокая" И "разрежение под сводом низкое" ТО "расход воздуха не очень низкий"
ПРАВИЛО-8: ЕСЛИ "упругость дутья низкая" И "высота кипящего слоя высокая" И "разрежение под сводом среднее" ТО "расход воздуха средний"
ПРАВИЛО-9: ЕСЛИ "упругость дутья низкая" И "высота кипящего слоя высокая" И "разрежение под сводом высокое" ТО "расход воздуха не очень высокий"
ПРАВИЛО-10: ЕСЛИ "упругость дутья средняя" И "высота кипящего слоя низкая" И "разрежение под сводом низкое" ТО "расход воздуха не очень низкий"
ПРАВИЛО-11: ЕСЛИ "упругость дутья средняя" И "высота кипящего слоя низкая" И "разрежение под сводом среднее" ТО "расход воздуха средний"
ПРАВИЛО-12: ЕСЛИ "упругость дутья средняя" И "высота кипящего слоя низкая" И "разрежение под сводом высокое" ТО "расход воздуха не очень высокий"
ПРАВИЛО-13: ЕСЛИ "упругость дутья средняя" И "высота кипящего слоя средняя" И "разрежение под сводом низкое" ТО "расход воздуха не очень низкий"
ПРАВИЛО-14: ЕСЛИ "упругость дутья средняя" И "высота кипящего слоя средняя" И "разрежение под сводом среднее" ТО "расход воздуха средний"
ПРАВИЛО-15: ЕСЛИ "упругость дутья средняя" И "высота кипящего слоя средняя" И "разрежение под сводом высокое" ТО "расход воздуха не очень высокий"
ПРАВИЛО-16: ЕСЛИ "упругость дутья средняя" И "высота кипящего слоя высокая" И "разрежение под сводом низкое" ТО "расход воздуха низкий"
ПРАВИЛО-17: ЕСЛИ "упругость дутья средняя" И "высота кипящего слоя высокая" И "разрежение под сводом среднее" ТО "расход воздуха средний"
ПРАВИЛО-18: ЕСЛИ "упругость дутья средняя" И "высота кипящего слоя высокая" И "разрежение под сводом высокое" ТО "расход воздуха не очень высокий"
ПРАВИЛО-19: ЕСЛИ "упругость дутья высокая" И "высота кипящего слоя низкая" И "разрежение под сводом низкое" ТО "расход воздуха низкий"
ПРАВИЛО-20: ЕСЛИ "упругость дутья высокая" И "высота кипящего слоя низкая" И "разрежение под сводом среднее" ТО "расход воздуха низкий"
ПРАВИЛО-21: ЕСЛИ "упругость дутья высокая" И "высота кипящего слоя низкая" И "разрежение под сводом высокое" ТО "расход воздуха не очень высокий"
ПРАВИЛО-22: ЕСЛИ "упругость дутья высокая" И "высота кипящего слоя средняя" И "разрежение под сводом низкое" ТО "расход воздуха средний"
ПРАВИЛО-23: ЕСЛИ "упругость дутья высокая" И "высота кипящего слоя средняя" И "разрежение под сводом среднее" ТО "расход воздуха не очень низкий"
ПРАВИЛО-24: ЕСЛИ "упругость дутья высокая" И "высота кипящего слоя средняя" И "разрежение под сводом высокое" ТО "расход воздуха не очень низкий"
ПРАВИЛО-25: ЕСЛИ "упругость дутья высокая" И "высота кипящего слоя высокая" И "разрежение под сводом низкое" ТО "расход воздуха очень низкий"
ПРАВИЛО-26: ЕСЛИ "упругость дутья высокая" И "высота кипящего слоя высокая" И "разрежение под сводом среднее" ТО "расход воздуха низкий"
ПРАВИЛО-27: ЕСЛИ "упругость дутья высокая" И "высота кипящего слоя высокая" И "разрежение под сводом высокое" ТО "расход воздуха не очень низкий"
2.6.3 Исследование нечеткой модели управления
В качестве терм-множества трех входных лингвистических переменных используется множество {"низкая", "средняя", "высокая"}, которое записывается в символическом виде {N, S,V}. В качестве терм-множества выходной лингвистической переменной используется множество ("очень низкий", "низкий", "не очень низкий", "средний", "не очень высокий", "высокий"), которое записывается в символическом виде {ON,N,NON,S,NOV,V,OV}. Разработку нечеткой модели (int_sys_rv) будем выполнять с использованием графических средств системы Matlab. В редакторе FISопределяем три входные переменные с именами "упругость дутья" (uprugost_dutya), высота кипящего слоя (vysota_kipyashego_sloya) и разрежение под сводом (razrezhenie_pod_svodom) и одну выходную переменную с именем расход воздуха (rashod_vozduha).
Определяем функции принадлежности термов для каждой из переменных системы нечеткого вывода. Для этой цели воспользуемся редактором функций принадлежности системы Matlab. Вид графического интерфейса редактора функций принадлежности на рисунке 11 и 12.
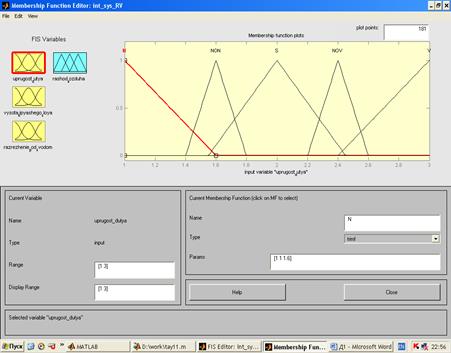
Рис.11. Графический интерфейс редактора функций принадлежности после задания первой входной переменной
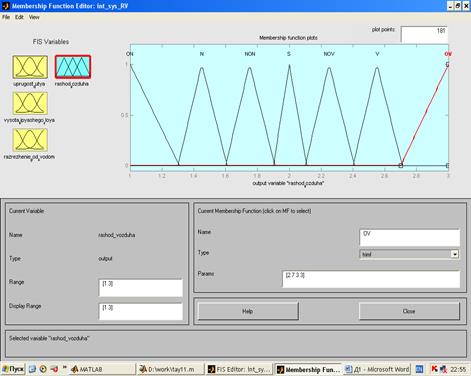
Рис.12. Графический интерфейс редактора функций принадлежности после задания выходной переменной
Теперь зададим 27 правил для разрабатываемой системы нечеткого вывода (рис.13).
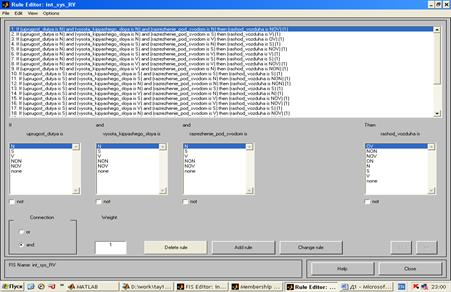
Рис.13. Графический интерфейс редактора правил после задания базы правил для данной системы нечеткого вывода
Теперь можно выполнить оценку построенной системы нечеткого вывода для задачи автоматического управления расходом воздуха. Для этого откроем программу просмотра правил системы Matlabи введем значения входных переменных для частного случая, когда упругость дутья равна 1,5, высота кипящего слоя 2,3 и разрежение под сводом 2,8. Процедура нечеткого вывода, выполненная системой Matlabдля разработанной нечеткой модели, выдает в результате значение выходной переменной "расход воздуха", равное 2,56 (рис.14).
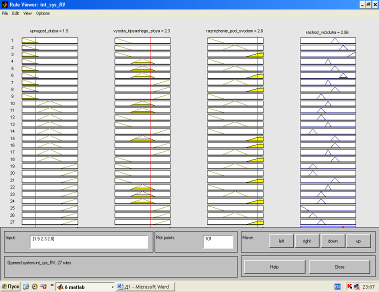
Рис.14. Графический интерфейс программы просмотра правил после выполнения процедуры нечеткого вывода
Данное значение соответствует высокому расходу воздуха. Также если значения входных переменных будут определяться как "не очень низкая" или "не очень высокая", которые мы не определяли в правилах, результат соответствует тому значению выходной переменной, которая на практике ведения процесса бывает в таких случаях.
В данном случае сравнение результатов нечеткого вывода для этих значений входных переменных, полученных на основе численных расчетов и с помощью разработанной нечеткой модели, также показывает согласованность модели и подтверждает ее адекватность (при проверке в "ручном" режиме).
Аналогично разрабатываются нечеткие модели управления расходом кислорода, выгрузкой материала и "всасом" дымососа.
2.7 Разработка АСУТП процесса обжига в КС
Полученные в п. п.2.4, 2.5 и 2.6 результаты исследований по синтезу подсистемы оптимального управления, подсистемы стабилизации температуры в слое и интеллектуальной подсистемы легли в основу проектирования АСУТП процессом обжига цинковых концентратов в печах кипящего слоя.
Для нормального функционирования АСУТП и в соответствии с ГОСТами необходимо разработать техническую документацию, включающую в себя следующие элементы: информационное обеспечение АСУТП, организационное обеспечение АСУТП, алгоритмическое и программное обеспечения АСУТП, техническое обеспечение АСУТП.
2.7.1 Информационное обеспечение АСУТП
Выбор структуры и состава информационного обеспечения системы основан на обработке данных технологического процесса с применением средств вычислительной техники и разработки единой системы классификации и кодирования исходной информации.
Основной целью создания информационного обеспечения является обеспечение возможности анализа состояния объекта управления и принятия управляющих решений в нормальных и экспериментальных ситуациях. Назначение информационной системы состоит в измерении значений контролируемых параметров, передачи этой информации к месту обработки, ее первичной обработки и представления в местах использования информации для решения задач управления технологическим процессом обжига цинковых концентратов в печи КС. Информационное обеспечение должно отвечать ряду требований:
своевременность доставки информации;
достоверность передачи (отсутствие потерь и искажений в каналах связи и обработки);
надежность функционирования информационной подсистемы;
единство времени в системе распределения информации при выдаче форм выходной документации в соответствии со временем опроса соответствующих датчиков;
возможность технической реализации.
Кроме того, состав и структура информационного обеспечения должны обеспечивать:
регулирование информационных потоков, обеспечивающее равномерную загрузку комплекса технических средств (КТС), а также своевременное представление информации обслуживающему и управленческому персоналу;
возможность расширения системы посредством включения новых систем и расширение существующей;
удобство участия человека в анализе ситуаций и управления технологическим процессом как в нормальных условиях, так и в аварийных ситуациях.
Состав информационного обеспечения представляет собой совокупность системы классификации и кодирования, системы показателей (перечень входных и выходных сигналов), систем документации массивов информации (файлов), используемые в системе управления.
Для контроля и управления процессом обжига цинкового концентрата в печи кипящего слоя, кодированию и вводу в управляющий вычислительный комплекс подлежат следующие технические переменные:
Температура слоя печи "КС";
Температура под сводом печи;
Температура перед циклонами, после 1 и 2 ступени циклонов;
Температура отходящих газов на входе в электрофильтр;
Температура газов на выходе из электрофильтра;
Расход воздушно-кислородного дутья;
Расход воздуха на аэрохолодильник;
Расход воздуха на форкамеру;
Расход кислорода на печь;
Расход питательной воды;
Содержание кислорода в дутье;
Упругость дутья;
Разрежение под сводом;
Разрежение на входе в электрофильтр;
Разрежение на выходе из электрофильтра;
Давление питательной воды;
Давление в барабане-сепараторе;
Уровень в барабане сепараторе.
Выходные управляющие воздействия по контурам управления:
Расхода воды;
Расхода воздуха;
Расхода концентрата.
В соответствии с этой информацией в параграфе 2.7.4 выбираем технические средства: датчики, преобразователи, показывающие приборы и структуру УВК.
2.7.2 Организационное обеспечение АСУТП
Производственный персонал подразделением АСУТП включает ремонтную и эксплуатационную службы, организованные иерархическим образом с оперативной взаимосвязью служб на всех уровнях. Ремонтный персонал на нижнем уровне организуется в отдельные межсистемные группы по видам работ и видам технических средств, а именно группу ремонта, группу обслуживания УВК и группу математических методов и программирования.
Эксплуатационный персонал организован по технологическим участкам для контроля и управления технологическими процессами на верхних участках системы и подсистемы АСУТП включает:
· оператора УВК;
· дежурного оператора КИП и А;
· группу отделения обжига.
На следующем уровне организационной структуры выделен начальник, мастер-технолог смены.
Два верхних уровня представлены начальником подразделения АСУТП, начальником металлургического цеха, которые оперативно связаны между собой для согласования работ по отдельным подразделениям с подчинением начальнику научно-исследовательского отдела (НИО), начальнику производственно - технического отдела (ПТО) и главному инженеру УК МК, причем административная иерархия НИО включает по уровням: начальника НИО, начальников подразделений АСУТП и начальников лаборатории, мастера КИП и А, начальника отделения теплотехники и начальника смены.
На нижнем уровне начальник УВК с подчинением ему группы математических методов и программирования, группы обслуживания УВК, группы ремонта, оператора УВК и дежурного оператора КИП и А. АСУТП ПУ ОЦК работает в информационном режиме и осуществляет:
централизованный сбор;
переработку и представление информации в форме, максимально облегчающей оперативное управление технологическими процессами объекта;
централизованный непрерывный контроль технологических параметров;
сигнализацию, регистрацию отклонений заданных параметров и различных нарушений технологических процессов;
централизованный непрерывный контроль сменных результатов работы;
формирование и оперативную печать информации о ходе кампании;
оперативное информационное обслуживание руководства завода и НИО.
Оператор административно подчинен начальнику смены и оперативно связан со старшим мастером, начальником цеха и с заведующим отделения теплотехники и группы отделения обжига. Оператор выполняет следующие основные функции:
поддерживает заданный старшим мастером технологический режим;
осуществляет пуск, переключение режимов работы и остановки оборудования;
контролирует выполнение производственной программы;
осуществляет вызов интересующей его технологической информации;
производит ввод с пульта оператора в УВК новых значений параметров технологического режима по указанию старшего мастера, начальника отдела теплотехники и начальника смены;
ведет учет нарушений технологических режимов, выясняет причины нарушений;
выявляет "узкие места" и принимает совместно со старшим мастером отделения оперативные меры по их немедленному устранению;
обеспечивает формирование достоверной отчетной информации и регулярность подачи ее на верхние уровни.
2.7.3 Алгоритмическое и программное обеспечения АСУТП
Алгоритм нахождения экстремума целевой функции методом наискорейшего спуска
Алгоритм включает следующие предписания (рис.15):
вводятся исходные данные, x (i) которые определятся из математической модели [5], количество входных переменных x (i) - k, величина шага-h, заданной точности поиска-ε, значения величины изменения аргумента при нахождения частных производных-dx, cчетчик шагов в начальный момент должен быть равен единице (n=1), так как до начала итерационных процедур требуется один раз рассчитать функцию цели-Fц0 =GZn кр , которая определяется из математической модели [1];
производится расчет частных производных, для чего осуществляется организация цикла попеременного расчета частных производных k-мерной функции (i=1,k);
производится поочередное изменение аргумента x ( i) на величину - dx;
производится расчет целевой функции при измененном аргументе - Fц1 , а счетчик - nувеличивает свое значение на единицу;
рассчитывается и запоминаются величины изменения функции - dF (i), для соответствующей i-ой координаты, осуществляется возврат в исходную точку i-ой координаты: x ( i) - dx, после завершения расчета частной производной по-х (1) производятся аналогичные действия по другим;
рассчитываются изменения x (i), противоположно направлению градиента, в соответствии со стратегией (37), где dF (i) /dx - есть частная производная по i-ой координате;
производится расчет функции цели в новой точке, а счетчик шагов увеличивается еще на одну единицу;
производится расчет критерия окончания поиска - Е;
осуществляется сравнение величины критерии Е с заданной точностью ε, если значение Е достигло заданной точности, то выводятся результаты поиска, в противном случае происходит сравнение вновь рассчитанного значения целевой функции Fс ее значением на предыдущем шаге - Fц0 .
Так как метод ищет минимум, а нам нужно максимальное значение Fц0 =GZn кр , шаг считается удачным и продолжается поиск вдоль прежнего направления градиента, производится переприсвоение нового значения функции цели переменной - Fц0 , если новое значение целевой функции больше предыдущего. В случае неудачи, производится поиск нового направления градиента.
Программа реализации алгоритма метода наискорейшего спуска:
function f=mns (x1,.,xk,k,dx,e,h,n=1)
n=1; x (1) =x1. x (k) =xk;
Fц0= GZnкр; flag1=1;
while flag1==1
for i=1: 2
x (i) =x (i) +dx;
Fц1= GZnкр;
n=n+1; x (i) =x (i) - dx; dF (i) =F1-F0;
end
flag2=1;
while flag2==1
for i=1: 2
x (i) =x (i) - h* (dF (i) /dx);
end
Fц=GZnкр; n=n+1;
E=abs (dF (1) +dF (2));
if E>e
if Fц>Fц0
F=F0; flag2=1;
else
flag2=0; flag1=1;
end
flag1=0;
end end
Otvx1=x (1)
Otvxk=x (k)
OtvF= Fц
end
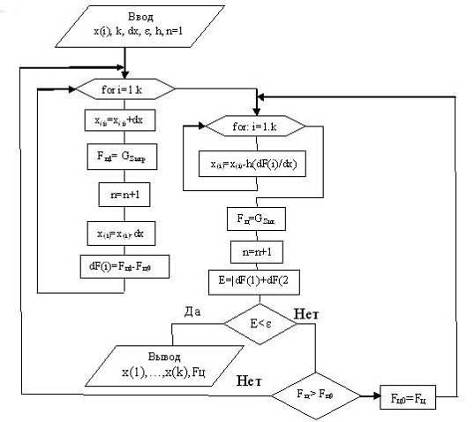
Рис.15. Блок-схема алгоритма поиска методом наискорейшего спуска
Алгоритм расчета параметров настройки регулятора
Алгоритм включает следующие предписания (рис.16):
- вводятся значения Коб , τоб , Тоб ,m,w=0;
- вычисляются значения вещественного и мнимого составляющего числителя и знаменателя передаточной функций объекта регулирования BR , BQ , AR , AQ ;
- вычисляются значения вещественной и мнимой части АФХ объекта Rоб , Qоб ;
- вычисляются значения настроечных параметров регулятора Кр , Sи выводятся результаты;
- дается приращение значению частоты w=w+0.005;
- вычисления производятся для каждого нового значения частоты пока оно не равно 0,05;
- выводятся результаты вычислений Кр , S, w.
По значениям Кр
и Sдля каждого w [0: 0.05,0.005] строятся линии равные степени затухания m=0, m=0.366 (см раздел по разработке системы стабилизации рисунок 8) и выбирается точка, соответствующая оптимальным значениям ![]() и
и ![]() , которая лежит несколько правее максимума линии равного затухания.
, которая лежит несколько правее максимума линии равного затухания.
Программа реализации данной блок-схемы на Matlab:
function S_K (k,t,m,T,w)
n=1;
while w<0.05
Br=k*exp (t*m*w) *cos (t*w);
Bq=-k*exp (t*m*w) *sin (t*w);
Ar=1-T*m*w;
Aq=T*w;
R= (Br*Ar+Bq*Aq) / (Ar^2+Aq^2);
Q= (Bq*Ar-Br*Aq) / (Ar^2+Aq^2);
K=- (m*Q+R) / (R^2+Q^2);
S=-w* (m^2+1) *Q/ (R^2+Q^2);
masK=K;
masS=S;
w=w+0.005;
n=n+1;
K
S
hold on
plot (masK,masS)
w
end
Kp=K
Sp=S
end
Рис.16. Блок схема алгоритма нахождения значений настроек регулятора
Алгоритм расчета переходного процесса
Алгоритм включает следующие предписания (рис.17):
- вводятся значения Коб ,τоб , Тоб , Кр ,Sр , Т, хвых , хзад , С=0,n=0;
- вычисляется значение отклонения регулируемой величины Δхвых ;
- значение управляющего воздействия μ за время запаздывания τ объекта;
- вычисляются значения управляющего воздействия μ и выходной переменной объекта хвых на каждом моменте времени до времени Т, пока установится процесс, т.е. значение выходной переменной не станет приблизительно равной значению хзад .
По результатам вычислений строится переходная характеристика процесса (см раздел по разработке системы стабилизации рис.9).
Программа реализации данного алгоритма на Matlab:
function per_pro (y,yz,T,dt,r)
a= [1: p];
k=2.5; K=0.68; S=0.016; T=60; t=26; C=0; i=1;
while i<=t
n=0; dy=y-yz;
while n<r
C=C+S*dy*dt; n=n+1;
end
m (i) =- (C+K*dy);
y1 (i) =y i=i+1;
end
for i=t+1: p
n=0; dy=y-yz;
while n<r
C=C+S*dy*dt; n=n+1;
end
m (i) =- (C+K*dy); n=0;
while n<r
Dy=1/T* (k*m (i-t) - y) *dt;
y=y+Dy; n=n+1;
end
y1 (i) =y i=i+1;
m; y1;
end
plot (a,y1)
end
Рис.17. Блок-схема алгоритма расчета переходного процесса
2.7.4 Техническое обеспечение АСУТП
Техническое обеспечение должно полностью удовлетворять требованиям, обеспечивающим достижения тех целей управления, которые были сформулированы в п. п.2.4, 2.5 и 2.6, а также общепринятым в цветной металлургии требованиям, которые были сформулированы в п. п.2.7.1, 2.7.2 и 2.7.3.
В связи с тем, что структура системы управления (рис.4) предусматривает решение задач верхнего (задачи оптимизации и интеллектуальная подсистема) уровня, а также включает задачи нижнего уровня (стабилизация температуры в слое, расходов материалов, давлений и т.д.) в составе технического обеспечения АСУТП используется два управляющих компьютера. Для обеспечения решения задач планирования работы цеха, программ организационной подсистемы, а также подсистем оптимального управления и интеллектуальной подсистемы применяется управляющая вычислительная машина - УВМ. Для решения задач оперативного управления нижнего уровня нами предполагается использование управляющего контроллера.
В автоматизированной системе управления нижнего уровня в качестве технической базы управляющей части системы автоматизации выбран программируемый логический контроллер SimaticS7-300 с центральным процессором CPU315-2DP. Контроллер полностью отвечает требованиям концепции “Totally Integrated Automation”.
Модульный программируемый контроллер SimaticS7-300 предназначен для решения задач автоматического управления низкой и средней степени сложности.
SimaticS7-300 выбран по следующим причинам:
· Широкий спектр модулей для максимальной адаптации к решению любой задачи.
· Возможность использования распределенных структур ввода-вывода и простое включение в различные типы промышленных сетей.
· Удобная для обслуживания конструкция и работа с естественным охлаждением.
· Свободное наращивание возможностей при модернизации системы.
· Высокая мощность, благодаря большому количеству встроенных функций.
· Конфигурирование и программирование средствами STEP 7.
· Возможность включения в сети MPI и SIMATIC NET.
· Каждый центральный процессор S7-300 оснащен встроенным блоком питания с входным напряжением =24В.
Кроме того, в составе S7-300 могут использоваться модули систем взвешивания и дозирования семейства SIWAREX.
Эффективному применению контроллеров способствует возможность использования нескольких типов центральных процессоров различной производительности, наличие широкой гаммы модулей ввода-вывода дискретных и аналоговых сигналов, функциональных модулей и коммуникационных процессоров. В 2002 году началась смена поколений центральных процессоров программируемых контроллеров SIMATIC S7-300. CPU 315-2DP компактный центральный процессор нового поколения с встроенным интерфейсом ведущего/ведомого устройства PROFIBUS-DP.
Основные характеристики SIMATIC S7-300 CPU313 C-2 DP:
Объем рабочей памяти (RAM) 128 Кбайт
Объем загружаемой памяти (микрокарта памяти) 64 Кбайт …8 Мбайт
Время выполнения:
· логических операций 0.1 мкс
· операций со словами 0.2 мкс
· арифметических операций с фиксированной точкой 2.0 мкс
· арифметических операций с плавающей точкой 6.0 мкс
Количество флагов 2048 байт
Количество счетчиков 256
Количество таймеров 256
Встроенные интерфейсы: MPI, PROFIBUS-DP
Максимальное количество каналов ввода-вывода системы:
· дискретных 16384
· аналоговых 1024
Габариты 40 х 120 х 130 мм.
На нижнем уровне этой системы используются датчики, преобразователи, обеспечивающие сбор информации и ее преобразование в доступный для контроллера вид, а также различные вторичные приборы, служащие для отображения и регистрации информации о состоянии объекта управления в вид доступный для восприятия человеком-оператором.
Описание функциональной схемы автоматизации технологического процесса, предусматривающей выбор локальных технических средств.
Контроль наличия исходного цинкового концентрата в бункерах осуществляется радарными уровнемерами Rosemount5401 (поз.1а,2а) cвыходными унифицированными сигналами 4-20мА, которые поступают на модуль ввода аналоговых сигналов AIконтроллера SimaticS7-300.
Автоматическое дозирование сульфидного цинкового концентрата осуществляется ленточным питателем с встроенным тензорезисторным датчиком ДСТБ-016 (поз.3а). Выходной сигнал с тензорезисторного датчика преобразовывается с помощью показывающего и регистрирующего прибора ДИСК 250-ТН (поз.3б) в непрерывный токовый сигнал, который далее поступает на AIконтроллера SimaticS7-300.
Из датчиков для измерения температуры выбраны термопреобразователи ПК "Тесей" термоэлектрические преобразователи КТХА, медные термопреобразователи сопротивления ТСМТ, так как они в качестве ни чем не уступают приборам концерна "Метран", Siemens, но в цене намного дешевле чем приборы других производителей.
Контроль температуры осуществляется следующим образом. Для контроля температуры в форкамере и в печи кипящего слоя в семи точках кипящего слоя (одна в форкамере и шесть в печи) установлены термоэлектрические преобразователи КТХА 01.16 (поз.4а-поз.10а) преобразующие температуру в унифицированный сигнал, который поступает в AIконтроллера SimaticS7-300.
Регулирование температуры в печи осуществляется изменением расхода сульфидного концентрата, подаваемого в печь, за счет частоты вращения двигателя, которая регулируется пропорционально изменению напряжения в обмотке возбуждения. Для этого управляющий сигнал с дискретного выхода DOконтроллера поступает на блок управления БУ-21 (поз.4б) и далее на реверсивный бесконтактный пускатель ПБР-2М1 (поз.4в) с него на двигатель постоянного тока служащего приводом ленточного питателя.
Температура под сводом печи, в аэрохолодильнике, перед циклонами СИОТ, НИОГАЗ, после циклона НИОГАЗ контролируется термоэлектрическими преобразователи КТХА 01.18 (поз 11а-21а), питательной воды в первой и второй нитке перед барабаном-сепаратором котла-утилизатора медными термопреобразователями сопротивления ТСМТ 101 (поз.22а,23а) и температура пара после барабана, со свода печи, после циклонов и потребителю контролируется термоэлектрическими преобразователями КТХА 01.07 (поз 24а-28а) аналогичным образом.
Из датчиков давления хорошо зарекомендовали себя интеллектуальные датчики давления Метран-100, Метран-49 с применением микропроцессорной электроники в конструкции.
Контроль давления осуществляется следующим образом. Упругость воздушно-кислородного дутья на форкамеру печи, на подину и на аэрохолодильник контролируется с помощью преобразователей давления Cerabar M (поз.29а-31а) преобразующих давление в токовый сигнал 4-20мА, который поступает на модуль ввода аналоговых сигналов AIконтроллера.
Для измерения разрежения под сводом печи, перед циклонами и после циклонов используются интеллектуальные датчики давления Метран-100-ДИВ (поз.32а-35а) измеряющие и непрерывно преобразующие разрежение в аналоговый токовый сигнал, который заводится на аналоговый вход контроллера.
Давление питательной воды в первой и второй нитке барабана-сепаратора, давление пара после циклонов СИОТ, после свода печи, давление пара потребителю и в барабане котла измеряется и преобразуется датчиками давления Метран-100-ДИ (поз.36а-42а) сигнал с которых заводится на аналоговый вход контроллера.
Для контроля количества выбраны сужающие устройства ДБС, в комплекте с датчиками разности давлений, измеряющие расход методом переменного перепада давлений. Вихревые расходомеры PROWIRLпроизводства "Endress+Hauser" очень устойчивые к вибрациям за счет специальной конструкций сенсора с широким диапазоном измерения. Также электромагнитные расходомеры с высокой точностью измерений.
Контроль расхода осуществляется следующим образом. Для измерения расхода воздуха подаваемой на форкамеру, на подину печи и на аэрохолодильник, в воздуховодах установлены диафрагмы типа ДБС 0,6-800 (поз.43а-45а), которые обеспечивают перепад давления, перепад давления преобразовывается в электрический токовый сигнал 0÷5мА преобразователями типа Метран-49-ДД (поз.43б-45б), сигнал с которых заводится на аналоговый вход контроллера.
Для регулирования количества воздуха по этим каналам используется сигналы с дискретного выхода контроллера, которые идут на универсальные переключатели типа УП (поз 43в-45в), далее на пускатели ПБР-2М1 (поз.43г-45г), на выход которых подключены исполнительные механизмы типа МЭО (поз.43д-45д) регулирующих клапанов.
Количество расхода воды к кессонам аэрохолодильника, к кессонам слоя печи, пара и воды к блокам термосифонов, воды на непрерывную продувку и расхода пара из барабана, на свод печи и потребителю измеряется датчиками расхода - вихревыми расходомерами PROWIRL (поз.46а-54а), и преобразуется в аналоговый сигнал 4÷20мА преобразователями PROWIRL (поз.46б-54б) входящими в комплект с датчиками, сигнал с которых идет на аналоговый вход контроллера.
Для регулирования количества воды на непрерывную продувку сигнал с дискретного выхода контроллера идет на блок управления БУ-21 (поз 51в), далее на пускатель ПБР-2М1 (поз.51г), на выход которого подключен исполнительный механизм типа МЭО (поз.51д) регулирующего клапана со встроенным датчиком положения исполнительного механизма (поз.51е), унифицированный сигнал с которого поступает на модуль ввода AI.
Измерение количества питательной воды в первой и второй нитке барабана-сепаратора осуществляется датчиком электромагнитного расходомера MAG3100 (поз.55а,56а), далее сигнал с комплекта электромагнитного расходомера преобразователя сигналов MAG3100 (поз.55б,56б) заводится на аналоговый вход контроллера.
Для регулирования количества воды в первой и второй нитке барабана-сепаратора используются сигналы с дискретного выхода контроллера, которые идут на универсальные переключатели типа УП (поз 55в,56в), далее на пускатели ПБР-2М1 (поз.55г,56г), на выход которых подключены исполнительные механизмы типа МЭО (поз.55д,56д) регулирующих клапанов.
Для измерения количества кислорода в дутье установлена диафрагма типа ДБС 0,6-600 (поз.57а), которое обеспечивает перепад давления, перепад давления преобразовывается в электрический токовый сигнал 0÷5мА преобразователем типа Метран-49-ДД (поз.57б), сигнал с которого заводится на аналоговый вход контроллера.
Для регулирования количества кислорода в дутье используется сигнал с дискретного выхода контроллера, который идет на универсальный переключатель типа УП (поз 57в), далее на пускатель ПБР-2М1 (поз.57г), на выход которого подключен исполнительный механизм типа МЭО (поз.57д) регулирующего клапана.
Для измерения содержания кислорода в дутье и преобразования его в аналоговый сигнал используется анализатор кислорода DRAGER POLYTRON 7000 Module (поз.58а,58б), сигнал далее заводится на модуль ввода AI.
Для регулирования разряжения на всасе и на выхлопе дымососа3 и дымососа4 сигналы с дискретного выхода контроллера идут на блоки управления БУ-21 (поз 59а-62а), далее на реверсивные пускатели ПБР-2М1 (поз.59б-62б), на выход которых подключены исполнительные механизмы типа МЭО (поз.59в-62в) регулирующих клапанов со встроенными датчиками положения исполнительных механизмов (поз.59г-62г), унифицированный сигнал с которых поступает на модуль ввода AI.
Для управления скоростями дымососа3 и дымососа4 сигналы с дискретного выхода DIконтроллера поступают на блок управления БУ-21 (поз.63а,64а) и далее на реверсивный бесконтактный пускатель ПБР-2М1 (поз.63б,64б) с него на двигатель.
Контроль за работой двигателей ведется по состоянию ключей магнитного пускателя (поз.65а), для чего с последних заведена электрическая проводка к дискретному модулю контроллера.
Сигналы о положении переключателей (поз.4в,51в,59а-64а) в различных режимах поступают на модуль ввода DIконтроллера.
3. Экономическая часть
3.1 Обоснование экономической эффективности от внедрения АСУТП обжига в печи КС
3.1.1 Определение прироста прибыли
Экономический эффект от применения автоматизированной системы управления обуславливается прежде всего повышением эффективности автоматизируемого производства, определяемым повышением качества и надежности управления, снижением потерь, повышением производительности и т.п.
Внедрение автоматизированной системы управления процессом обжига в печи КС позволяет вести процесс в оптимальном температурном режиме, обеспечивающем высокое качество получаемого продукта - огарка. В результате оптимального ведения процесса обжига уменьшается погрешность температурного режима с 10% до 2%, в следствии чего производительность увеличивается на 3%. При производительности 86450т/год, дополнительный выход огарка составит 1464,3т/год. При стоимости одной тонны огарка 16000 тенге, дополнительная прибыль в год составит:
Пдоп =1464,3*16000=23428800тг
3.2 Определение текущих затрат на разработку, внедрение, эксплуатацию и обновление АСУТП и расчет фонда заработной платы обслуживающего персонала
3.2.1 Расчет затрат на разработку и внедрение системы автоматического управления
Затраты на приобретение комплектующих АСУТП (затраты на приборы и средства автоматизации, вычислительный комплекс) Касутп = 4973,6 тыс. тг.
Капитальные затраты на неучтенное оборудование рассчитываем, исходя из 5% от общей стоимости:
Кпр. об =Касутп ·0,05
Кпр. об =4973600·0,05=248680тг
Всего стоимость капитальных затрат:
Коб =Кпр. об +Касутп
Коб =248680+4973600=5222280тг
Затраты на научные исследовательские работы и на разработку составляют 20% от стоимости капитальных затрат:
Кразр = Коб ·0,2
Кразр = 5222280·0,2=1044456тг
Затраты на монтаж оборудования составляют 25% от стоимости капитальных затрат:
Кмонт = Коб ·0,25
Кмонт = 5222280·0,25=1305507тг
Итого капитальные затраты на создание системы управления составляют:
Ксу = Коб +Кразр +Кмонт
Ксу =5222280+1044456+1305507= 7572306тг
3.2.2 Определение затрат на эксплуатацию системы управления
Амортизационные отчисления составляют 15% от величины капитальных затрат:
А= Коб ·0,15
А= 5222280·0,15=783342тг
Затраты на текущий ремонт средств автоматизации и вычислительной техники составляют 2,5% от величины капитальных затрат на создание системы управления.
Зт. р =Ксу ·0,025
Зт. р =7572306·0,025=189307,65тг
Величина затрат на содержание оборудования системы управления составляет 2,3% от капитальных затрат на создание системы управления.
Зс. о =Ксу ·0,023
Зс. о =7572306·0,023=174163тг
Затраты на электроэнергию составляют:
Рэл =∑W·t·k
где ∑W-суммарная мощность, потребляемая средствами автоматизации и вычислительной техники. Определяется по паспортным данным и равна 30кВт. ч.
t-количество часов работы в сутки, 24 часа;
k-коэффициент использования мощности - 0,9.
Рэл =30·24·0,9=684кВт. ч/сут
Рэл. г =365· Рэл
Рэл. г =365· 684=236520кВт. ч
Для установки 1кВт. ч стоит 5,8 тенге, тогда затраты на электроэнергию за год составят:
Зэл. эн = Рэл. г · 5,8
Зэл. эн = 236520· 5,8=1371816тг
3.2.3 Затраты на заработную плату
Расчет планового баланса времени на одного рабочего приведен в таблице 5.
Таблица 5. Годовой баланс рабочего времени
| Статья баланса | Непрерывное производство |
| 1. Календарное время, Тк | 365 |
2. Количество нерабочих дней, в т. ч. праздничные выходные |
112 8 104 |
| 3. Номинальный фонд рабочего времени, Тн | 253 |
4. Невыходы на работу, в т. ч. в очередной и дополнительный отпуск болезни гос. обязанности отпуск ученикам |
24 15 7 1 1 |
| 5. Эффективный фонд рабочего времени, Тэф | 229 |
| 6. Использование номинального времени (Тэф /Тн ) ·100 | |
| 7. Продолжительность рабочего дня, час | 8 |
| 8. Фонд рабочего времени Тк /Тф | 1593 |
Расчет годового фонда основной заработной платы для обслуживающего персонала
Таблица 6. Профессия, количество человек и оклад работников, обслуживающих систему управления
| № | Должность | Количество | Мес. оклад, тг | На специальность в месяц |
| 1 | Начальник КИП и А | 1 | 60000 | 60000 |
| 2 | Инженер КИП и А | 2 | 55000 | 110000 |
| 3 | Инженер-электронщик | 2 | 45000 | 90000 |
| 4 | Дежурный оператор | 4 | 35000 | 140000 |
| Итого | 9 | 195000 | 400000 |
Годовой фонд основной заработной платы на обслуживающий персонал составит:
ГФЗПосн =12·Фм. обсл. п
где Фм. обсл. п - месячный фонд заработной платы обслуживающего персонала, тенге
ГФЗПосн =12·400000=4800000тг
Помимо основной заработной платы существует дополнительная, которая выплачивается за работу в ночное время. Дополнительная заработная плата за ночное время составляет 20% от величины заработной платы:
ГФЗПдоп = ГФЗПосн ·0,2
ГФЗПдоп = 4800000·0,2=960000тг
Итого фонд заработной платы обслуживающего персонала за год составит:
ГФЗП=ГФЗПосн +ГФЗПдоп
ГФЗП=4800000+960000=5760000тг
Предусматриваем премиальные, которые составляют 10% от заработной платы.
Годовой размер премиальных составит:
ГРП=ГФЗП·0,1
ГРП=5760000·0,1=576000тг
Годовой фонд заработной платы с учетом районного коэффициента составит:
ГФЗПрк = ГФЗП·1,2
ГФЗПрк = 5760000·1,2=6912000тг
Общий фонд заработной платы составит:
ОФЗП=ГРП+ГФЗПрк =576000+6912000=7488000тг
Общий фонд заработной платы с отчислениями составит:
Ззп = (ОФЗП- (Нп /100%·ОФЗП)) ·Не /100%+ОФЗП=
(7488000- (0,1·7488000)) ·0,21) +7488000=8903232тг
3.2.4 Расчет итоговых затрат
Всего затраты составляют:
З=Ксу +А+Зт. р +Зс. о +Зэл. эн +Ззп
З=7572306+783342+189308+174163+1371816+8903232=18994167тг
Налог на добавочную стоимость (НДС) начисляется в размере 14% от затрат и составит:
Зндс =З·0,14
Зндс =18994167·0,14=2659183тг
Итого затраты с учетом НДС составляют:
Зитг =З+Зндс
Зитг =18994167+2659183=21653350тг
3.3 Расчет экономической эффективности
Рассчитываем балансовую прибыль, которая определяется как разница между дополнительной прибылью и затратами.
Пб =Пдоп -Зитг Пб =23428800-21653350=1775450тг
Налог на прибыль начисляется в размере 30% и составит:
Нп =Пб ·0,3
Нп =1775450·0,3=532635тг
Остаточная прибыль, которая есть разница между балансовой прибылью и налогом составит:
Пост =Пб -Нп
Пост =1775450-532635=1242815тг
Срок окупаемости рассчитываем по формуле:
Токуп =Коб /Пост
Токуп =5222280/1242815=4,2 г
Отсюда следует, что внедрение автоматизированной системы управления технологическим процессом обжига цинковых концентратов в печи кипящего слоя окупается за 4 года 2,5 месяцев эксплуатации, что позволяет сделать вывод об эффективности и рациональности системы.
4. Охрана труда
4.1 Организационные вопросы охраны труда на производстве
Законодательство Республики Казахстан о безопасности и охране труда основывается на Конституции РК и состоит из закона РК "О безопасности и охране труда" и иных нормативных правовых актов РК.
Конституция РК [17] определяет основные права и свободы граждан в политической и социально-экономической жизни общества, служит основой для разработки законодательных и нормативных актов. В Конституции РК в статье 24 записано:
1. Каждый имеет право на свободу труда, свободный выбор рода деятельности и профессии. Принудительный труд допускается только по приговору суда либо в условиях чрезвычайного или военного положения.
2. Каждый имеет право на условия труда, отвечающие требованиям безопасности и гигиены, на вознаграждение за труд без какой-либо дискриминации, а также на социальную защиту от безработицы.
3. Признаётся право на индивидуальные и коллективные трудовые споры с использованием установленных законом способов их разрешения, включая право на забастовку.
4. Каждый имеет право на отдых. Работающим по трудовому договору гарантируются установленные законом продолжительность рабочего времени, выходные и праздничные дни, оплачиваемый ежегодный отпуск.
Также в пункте 1 статьи 28 сказано, что гражданину РК гарантируется минимальный размер заработной платы и пенсии, социальное обеспечение по возрасту, в случае болезни, инвалидности, потери кормильца и по иным законным основаниям.
Закона РК "О безопасности и охране труда" был принят 28 февраля 2004 года №528-II. Он регулирует общественные отношения в области охраны труда в РК и направлен на обеспечение безопасности, сохранение жизни и здоровья работников в процессе трудовой деятельности, а также устанавливает основные принципы государственной политики в области безопасности и охраны труда [18].
Ответственность за общую постановку работы по технике безопасности, своевременный инструктаж рабочих по обучению безопасным методам и приемам работы, за исправность ограждений и предохранительных устройств, за сохранность зданий и сооружений, за своевременное выполнение планово-предупредительных работ несут инженерно-технические работники цеха. Все рабочие, вновь принятые на работу или переведенные из одного цеха в другой, допускаются к выполнению работ после прохождения следующих видов инструктажей по технике безопасности:
вводного, при поступлении на работу;
инструктажа на рабочем месте;
повторного, не реже чем через шесть месяцев.
При необходимости, руководители цеха могут произвести специальный инструктаж для проведения какой-либо специальной работы с оформлением соответствующего документа.
4.2 Производственная санитария и гигиена
Правила личной гигиены и промсанитарии обязательны для всех рабочих, инженеров и техников, работающих в цехах.
Надо помнить, что к опасным вредностям относятся свинец, цинк и их соединения.
Опытным путем установлено, содержание цинка и его соединений на рабочих местах, которое не вызывает отравления организма.
Предупреждение профзаболевания на производстве цинка обеспечивается ритмичной работой цехов, правильно действующей приточно-вытяжной вентиляцией и соблюдением мер личной гигиены работающих.
В цехе обжига цинковых концентратов превышение пыли в воздухе рабочей зоны наблюдаются при ведении технологического процесса на негерметизированном оборудовании, во время транспортировки и пересыпки концентратов, пылей, огарка.
Для индивидуальной защиты органов дыхания работающих необходимо постоянное использование средств защиты. Органы дыхания хорошо защищаются респираторами ШБ-1 "Лепесток". Их фильтрующая ткань, изготовленная из очень тонких волокон перхлорвинила, задерживает 99,9% мелкодисперсной пыли. Ношение респиратора в течение всего рабочего времени обязательно. Для всех работающих, соприкасающихся с цинком, предусмотрено ежедневное лечебно-профилактическое питание, спецодежда и спецобувь.
Во время работы спецодежда на рабочем должна быть аккуратно застегнута на все пуговицы.
Для защиты глаз рабочие должны пользоваться предохранительными очками или щитками, удобными в носке.
4.3 Техника безопасности при обслуживании оборудования цеха обжига цинковых концентратов
Все опасные работы, а также работы проводимые в отделении обжига посторонними организациями, должны производиться по наряду-допуску. За нарушение инструкций по охране труда при производстве работ, рабочие и ИТР несут административную ответственность. Перед началом работы обслуживающему персоналу необходимо осмотреть и проверить средства индивидуальной защиты, быть одетыми согласно правил ношения спецодежды. Проверить наличие и исправность подручного инструмента и приспособления.
Перед началом работы проверить наличие и исправность предохранительных приспособлений, осмотреть и опробовать работу пусковой сигнализации и блокировку оборудования. Проверить работу тросика аварийной остановки. Рабочее место должно быть освещено согласно нормам освещенности. После чего доложить бригадиру или мастеру о состоянии оборудования и его готовность к работе. Все работы проводить в строгом соответствии с инструкциями по охране труда и картами безопасности проведения работ повышенной опасности. Ремонт и чистку оборудования необходимо проводить при полной остановке оборудования. Произвести его остановку, вывесить предупредительный плакат "Не включать - работают люди!", оградить рабочую зону. Выполнять только ту работу, которая поручена мастером смены или бригадиром, руководствуясь соответствующими картами безопасности и инструкциями по охране труда. Инженерные технические работники должны выполнять требования СУОТ строго.
При транспортировке огарка и пыли нельзя допускать их пыления, т.к. окислы цинка вредно влияют на органы дыхания. При транспортировке пылящих материалов работу производить в индивидуальных средствах защиты (респираторы - ШБ-1 типа "Лепесток", РПГ-67, РУ-60М, противогаз БКФ).
При обжиге сульфидных цинковых концентратов и сжигании элементарной серы выделяется сернистый ангидрид. Сернистый ангидрид обладает резким запахом и раздражающе действует на слизистую оболочку глаз и верхних дыхательных путей. Длительное его воздействие на дыхательные органы вызывает отравление и хронические катары. При необходимости следует пользоваться противогазом марки БКФ.
Все пересыпные устройства должны иметь вытяжную вентиляцию, образующиеся пыли направляются на пылеулавливание в рукавные фильтры. Мерами, предупреждающими загазованность в отделении, являются полная герметичность оборудования, оснащение отделения исправной вытяжной вентиляцией.
Процесс обжига концентратов происходит с выделением большого количества тепла, транспортируемый огарок и пыль также имеют высокую температуру. При обслуживании и чистке оборудования необходимо соблюдать правила техники безопасности:
открывать люка "на себя", чтобы не допустить выброса горячего огарка, пыли или газа;
применять исправные средства индивидуальной защиты, спецодежду, спецобувь;
работать только исправным инструментом.
ПДК рабочей зоны:
сернистый ангидрид 10 мг/нм3
пыль 0,4 мг/нм3
свинец0,01 мг/нм3
оксид цинка 0,5 мг/нм3
Во время загрузки печи необходимо следить за тем, чтобы под питателем не скапливался материал. Открывать дверцу печи нужно, только находясь сбоку дверки под ее перекрытием. Перед шуровкой подины надо застегнуть куртку на все пуговицы, рукава куртки завязать у кистей рук. Одеть противогаз, подшлемник и рукавицы - вачеги. Во время шуровки подины необходимо остерегаться выбросов горячих газов и огарка. Это может привести к тяжелым ожогам. Для шуровки подины следует пользоваться трубой длиной 5-7 м для того, чтобы при шуровке находиться не ближе чем в двух метрах от смотрового окна. Во время шуровки и при выполнении других работ необходимо становиться не по центру смотрового окна, а сбоку, чтобы в случае выброса огарка или газа не попасть под струю. Нельзя смотреть не сливной порог незащищенными глазами, необходимо одевать очки или противогаз.
Регулярно выпускать пыль из циклонов, стояков и бункеров пылевых камер, так как при выпуске переполненных камер, а также при зависании материала возможны выбросы и разбрызгивание горячего материала на большое расстояние, что может вызвать ожоги.
При чистке нижних частей стояков и отверстий для выхода газа из печи необходимо одевать противогаз, так как возможны выбросы горячих газов. Если забилась пылевая или огарочная течка, ни в коем случае нельзя шуровать снизу, а надо простукивать или прошуровывать их сверху через специальные дверки. Перед уборкой рабочего места во избежание пылеобразования надо смачивать пол водой. При отключении эксгаустеров следует немедленно включить их. В случае, если они не включаются, открыть люки на стояках для выброса газа в атмосферу.
4.4 Пожарная и электробезопасность
4.4.1 Пожаробезопасность
В целях предупреждения и недопущения пожара в помещениях отделения обслуживающий персонал должен знать инструкцию "О мерах пожарной безопасности" отделения обжига цинковых концентратов. Следить за тем, чтобы силовая и световая электропроводка была исправна. Всякие неисправности могут вызвать искрения, короткое замыкание, нагревание проводов и т.п. их нужно немедленно устранить. В воздуходувном участке не допускать утечки кислорода, розлива и течи масла, при появлении утечек и течей немедленно их устранить. Запрещается курение в помещении отделения, кроме специально отведенных для этой цели мест. В помещениях отделения запрещается хранить легковоспламеняющиеся и горючие жидкости, кроме потребного количества для работы на одну смену. Не допускать открытый огонь, электросварочные работы, паяльные лампы, факелы и др. Без письменного разрешения начальника отделения и санкции пожарной охраны на огнеопасных участках. Обтирочный материал чистый и использованный должен храниться раздельно в металлических ящиках с крышками. По окончании работы ящики с использованными материалами должны очищаться. Запрещается загромождать проходы, выходы и подступы к электрооборудованию, а также к средствам пожаротушения.
Помещения отделения должны постоянно содержаться в чистоте и порядке, мусор и др. Отходы производства должны своевременно удаляться из помещения отделения. Следить за тем, чтобы средства пожаротушения (огнетушители), внутренние пожарные гидранты, рукава, стволы, ящики с песком и др. Были постоянно исправными и готовыми к действию. Не допускать, чтобы эти средства использовались не по назначению, т.е. на хозяйственные нужды. Не допускать перелива мазута в отделении и мазутохранилища, при проливах немедленно убрать. Не допускать утечек мазута на насосах перекачки и форсунках печах.
Ежесменно принимать и сдавать средства пожаротушения на пожароопасных участках (станция перекачки мазута, воздуходувный участок). В случае возникновения пожара в отделении немедленно сообщить в пожарную охрану, приступить к тушению пожара, при необходимости принять меры к эвакуации оборудования и имущества. При загорании в помещении перекачки мазута открыть вентиль паротушения и сообщить в пожарную охрану.
В случае термических поражений (ожогов), при оказании первой помощи в первую очередь нужно принять меры для быстрейшего прекращения воздействия высокой температуры или другого поражающего фактора. Горящую одежду нужно попытаться снять. Ни в коем случае нельзя бежать в воспламенившейся одежде, сбивать пламя не защищенными руками. Затем на ожоговую поверхность нужно наложить стерильную, лучше ватно-марлевую повязку с помощью перевязочного пакета или стерильных салфеток и бинта. Материал накладываемый на поверхность, можно смочить разведенным спиртом или водкой. Спирт, помимо обезболивания дезинфицирует место ожога. При оказании первой помощи абсолютно противопоказано производить какие-либо манипуляции на ожоговой поверхности. Вредно накладывать повязки с какими-либо мазями, жирами и красящими веществами.
Производственные помещения отделения разделяются на категории по взрывопожароопасности. Печной участок и участок электрофильтров относятся к IIIкатегории опасности. Участок воздуходувных машин и станция перекачки мазута относятся к I категории взрывоопасных и пожароопасных помещений. Производство огневых работ в помещении воздуходувных машин и станции перекачки мазута должно проводиться при наличии разрешения, согласно типовой инструкции, утвержденной Госгортехнадзором от 07.05.94 г. Огневые работы могут производиться при наличии разрешения, подписанного главным инженером предприятия или его заместителем. Разрешение согласовывается с пожарной охраной предприятия в соответствии с Правилами пожарной безопасности.
4.4.2 Электробезопасность
Поражение электрическим током происходит при соприкосновении человека с токоведущими частями. Опасность поражения электрическим током зависит от силы тока, напряжения и электросопротивления человека. Опасным напряжением для человека является 40 вольт и выше в зависимости от окружающей среды. Электрический ток силой 0,05 ампер считается опасным для жизни человека.
Для местного освещения применять переносные светильники с напряжением не более 36 вольт. Выполнять работу в соответствии с квалификационной группой по электробезопасности. При ремонте оборудования необходимо отключить электродвигатели от системы энергоснабжения. Отключение производится электротехническим персоналом (дежурный электромонтер) имеющим соответствующею квалификационную группу по электробезопасности. Вывесить предупредительные плакаты.
При поражении электрическим током:
освободить пострадавшего от действия электрического тока, соблюдая при этом правила личной безопасности;
сообщить в здравпункт и оказывать первую помощь согласно инструкции "Для лиц I-ой квалификационной группы по электробезопасности".
Заключение
В данном дипломном проекте разработана автоматизированная система управления технологическим процессом обжига цинковых концентратов в печи кипящего слоя…
Список используемой литературы
1. Клушин Д.Н., Серебренникова Э.Я., Бессер А.Д. и др. Кипящий слой в металлургии. - М.: Металлургия, 1978.
2. Кучин Г.М. Обжиг цинковых концентратов в кипящем слое. - М.: Металлургия, 1966.
3. Серебренникова Э.Я. Обжиг сульфидных материалов в кипящем слое. - М.: Металлургия, 1982.
4. Кобахидзе В.В. тепловая работа и конструкции печей цветной металлургии. - М.: МИСиС, 1994.
5. Данилин Л.А. и др. Математическая модель процесса окисления сульфидного цинкового концентрата в кипящем слое. Известия вузов. // Цветная металлургия, 1982, №2.
6. Данилин Л.А. и др. Математическое описание процесса окисления сульфидного цинкового концентрата в кипящем слое. Известия вузов. // Цветная металлургия, 1983, №3.
7. Хабаши Ф. Основы прикладной металлургии, т.1. - М.: Металлургия, 1975.
8. Буровой Н.А. Автоматическое управление процессами в кипящем слое. - М.: Металлургия, 1969.
9. Лакерник М.М., Нахомова Г.Н. Металлургия цинка и кадмия. - М.: Металлургия, 1969.
10. Ванюков А.В., Зайцев В.Я. Теория пирометаллургических процессов. - М.: Металлургия, 1973.
11. Сулейменов Б.А., Нестеренко В. A. Оптимальные и адаптивные системы. Методические указания к лабораторным работам (для студентов специальности 360140 ). - А.: ЕНУ, 2006.
12. Медведев Р.Б. и др. АСУТП в металлургии. - М.: Металлургия, 1987.
13. Тохтабаев Г.М., Сулейменов Б.А. Теория автоматического управления. Методические указания к курсовой работе. - Алма-Ата: КазПТИ, 1986.
14. Конституции РК. Статья 24 п.1,28.
15. Закон РК "О безопасности и охране труда" №528-II.28 февраля 2004.
Приложения
Приложение 1
Пози ция |
Наименование | Коли чест во |
Завод- изготовитель |
| 1а,2а | Радарный уровнемер Rosemount5401,6ГГц, диапозон измерениядо30м±10мм, выходной сигнал 4-20мА, алюминий с полиуретановым покрытием | 2 | Концерн "Метран" г. Челябинск |
| 3а | Тензорезисторный датчик ДСТБ-016. Ном. нагр. 2000 кг/с, 2мВ/В, 10В, IR60 OIMLC3 | 1 | АОЗТ "МЗТА" г. Москва |
| 3б | Вторичный показывающий и регистрирующий прибор Диск 250-ТН L=500mm (d=250mm),U=220V (50/60 Gz), P=20VA |
1 | Концерн "Метран" г. Челябинск |
| 4а | Термопреобразователь КТХА 01.16 градуировки ХА с чехлом ХН45Ю длиной 1000мм ТУ 4211-001-10854341-94 |
1 | ПК "Тесей" г. Обнинск |
| 5а-10а | Термопреобразователь КТХА 01.16 градуировки ХА с чехлом ХН45Ю длиной 1600мм ТУ 4211-001-10854341-94 |
6 | ПК "Тесей" г. Обнинск |
| 11а | Термопреобразователь КТХА 01.18 градуировки ХА с чехлом ХН45Ю длиной 1200мм ТУ 4211-001-10854341-94 |
1 | ПК "Тесей" г. Обнинск |
| 12а-21а | Термопреобразователь КТХА 01.18 градуировки ХА с чехлом ХН45Ю длиной 1000мм ТУ 4211-001-10854341-94 |
10 | ПК "Тесей" г. Обнинск |
| 22а,23а | Термопреобразователь сопротивления медный градуировки 100М ТСМТ 101 длиной 80мм ТУ 4211-003-10854341-97 |
2 | ПК "Тесей" г. Обнинск |
| 24а | Термопреобразователь КТХА 01.07 градуировки ХА с чехлом 12Х18Н10Т длиной 200мм ТУ 4211-001-10854341-94 | 1 | ПК "Тесей" г. Обнинск |
| 25а, 28а | Термопреобразователь КТХА 01.07 градуировки ХА с чехлом 12Х18Н10Т длиной 120мм ТУ 4211-001-10854341-94 | 2 | ПК "Тесей" г. Обнинск |
| 26а, 27а | Термопреобразователь КТХА 01.07 градуировки ХА с чехлом 12Х18Н10Т длиной 80мм ТУ 4211-001-10854341-94 | 2 | ПК "Тесей" г. Обнинск |
| 29а-31а | Преобразователь давления Cerabar M, кабельный ввод М20х1,5, номинал 0.40кПа, перегрузка 700кПа, электроника HART 4.20мА, 2-пров. без дисплея, подключение к процессу М20х1,5 (наружная резьба), с керамическим сенсором | 3 | "Endress+Hauser" Германия |
| 32а-35а | Интеллектуальные датчики давления Метран-100-ДИВ-1310-02У2 - ±0,315кПа - ±0,0315кПа с выходным сигналом 4-20 мА | 4 | Концерн "Метран" г. Челябинск |
| 36а-42а | Интеллектуальные датчики давления Метран-100-ДИ-1172 - ±40кПа - 4МПа с выходным сигналом 4-20 мА | 7 | Концерн "Метран" г. Челябинск |
| 43а-45а | Диафрагма ДБС-0,6-800, исп I, ГОСТ 26969-86 | 3 | Концерн "Метран" г. Челябинск |
Приложение 2
| 43б-45б, 57б | Измерительный преобразователь перепада давления Метран-49 ДД-3435-02У2-0,25 кПа-1, 6 МПа-42-СВН02-02-С-"К" ТУ4212-002-12580824-94 | 4 | Концерн "Метран" г. Челябинск |
| 46а, б-54а, б | Расходомер вихревой PROWIRL с датчиком из стали с графитовой изоляцией, соединение - фланец DN150 6" на давление PN40, с дисплеем, выход HART 4.20мА, Dу=150мм, кабельный вывод М20х1,5, раздельное исполнение, соединительный кабель 10м | 18 | "Endress+Hauser" Германия |
| 55а,56а | Расходомер электромагнитный. В комплекте: 1. Датчик электромагнитного расходомера MAGFLO Dу=80мм, футеровка PTFE, PN40, с титановыми электродами с устройством очистки электрода, температура среды до 1200 C |
2 | "Endress+Hauser" Германия |
| 55б,56б | 2. Преобразователь сигналов MAG5000 для панельного монтажа в корпусе 19" 220В | 2 | "Endress+Hauser" Германия |
| 57а | Диафрагма ДБС-0,6-600, исп I, ГОСТ 26969-86 | 1 | Концерн "Метран" г. Челябинск |
| 58а, 59б | Анализатор кислорода DRAGER POLYTRON 7000 Module в комплекте | 2 | "Drager" Германия |
| 4б, 51в, 59а-64а | Блок управления релейного регулятора БУ-21, ~220В ТУ25-02.1685-84 | 6 | АОЗТ "МЗТА" г. Москва |
| 4в, 43г-45г, 51г, 55г-57г, 59б-64б | Пускатель бесконтактный реверсивный ПБР-2М1, U=24BТУ25-02.120760-78 | 14 | ПО "Промприбор" г. Чебоксары |
| 43в-45в, 55в-57в | Переключатель универсальный на 3 положения, ~220В, 10А. УП5300-С430, У4.1 ТУ16-524-074-75 | 6 | ПО "Промприбор" г. Чебоксары |
| 43д-45д, 51д, 55д-57д, 59в-62в | Клапан регулирующий с электрическим исполнительным механизмом типа МЭО-100163-0,63У | 11 | ПО "Промприбор" г. Чебоксары |
| 51е, 59г-62г | Датчик положения встроенный БСПТ-10 Iвых 4-20мА - исполн. "НО" 25ч914нж | 5 | ПО "Промприбор" г. Чебоксары |
| 65а | Пускатель магнитный нереверсивный, ~220В/~380В. ПА511-220-221У2. ТУ16-526491-81 | 1 | ПО "Промприбор" г. Чебоксары |
Похожие рефераты:
Установка для переработки отходов слюдопластового производства
Технология производства фарфоровой и фаянсовой посуды
Термическое отделение для непрерывного отжига металла
Давно ли люди гибнут за металл и как именно закалялась сталь
Изучение и анализ производства медного купороса
Система добычи, подготовки и обогащения сырья черной и цветной металлургии
Реконструкция предприятия по производству глиняного кирпича
Проектирование отделения восстановительной электроплавки ильменитового концентрата
Необходимость переработки медного концентрата
Получение молибдена из отходов промышленности
Конструкция, методика расчёта обжиговых печей чёрной металлургии