| Похожие рефераты | Скачать .docx |
Реферат: Электродуговые печи
Реферат
По «Основам технологии»
Электродуговые печи.
Общие сведения
Наибольшее распространение получили трехфазные дуговые печи с тремя электродами и непроводящей подиной. По принципу нагрева эти печи относятся к типу электродуговых печей прямого действия. В них электрические дуги горят непосредственно междукаждым из электродов и металлической садкой. Нагрев металла происходит в основном за счет тепла, излучаемого дугами. Емкость печей в СССР регламентирована ГОСТ 7206—63. Предусмотрены следующие емкости печей: 0,5; 1,5; 3,0; 6,0; 12,0; 25,0; 50,0; 100, 200, 300, 400 m.
По способу загрузки печи делятся на два типа: печи с загрузкой сверху и печи с загрузкой через рабочее окно. Через рабочее окно загружают печи небольшой емкости, причем загрузка производится или завалочной машиной при помощи мульд, или лотками и в редких случаях вручную специальной лопатой. Печи с загрузкой через окно имеют стационарно укрепленный свод и более простую конструкцию, чем печи с загрузкой сверху.
Более совершенным способом является загрузка печей сверху,хотя она и вызывает значительные усложнения конструкции печи, так как при этом возникает необходимость подъема и отвода свода в сторону. Шихта загружается в один прием в течение 3—6 мин при помощи специальной корзины (бадьи). Резкое сокращение (в 8—10 раз) продолжительности загрузки по сравнению с загрузкой через рабочее окно позволяет повысить производительность печи. Кроме того, при загрузке сверху достигается снижение расхода электроэнергии, лучшее использование объема печи засчет загрузки большого количества шихты, облегчение условий труда.
Печи с механизированной загрузкой сверху разделяются на три типа: 1) печи с выкатываемым корпусом (ванной); 2) печи с откатываемым сводом; 3) печи с поворотным сводом.
В печах с выкатываемым корпусом свод подвешивается к неподвижному порталу. Откат корпуса осуществляется при помощи гидравлического цилиндра или электромеханического привода по рольгангу. В печах с откатывающимся сводом корпус печи неподвижен, а свод вместе с электродержателями подвешен к портальному мосту, который может перемещаться по рельсам, уложенным по обеим сторонам печи.
Наиболее рациональной и распространенной в последнее время является конструкция печи с поворотным сводом. Свод при помощи специальных механизмов приподнимается над корпусом печи на 150—200 мм и отворачивается в сторону на угол 95— 110°. Печи с отворачивающимся сводом имеют следующие преимущества: почти полное отсутствие механических сотрясений кладки печи при подъеме свода, меньший вес печи и ее перемещающейся части, некоторое удешевление конструкции. Подобную конструкцию имеют наши печи большой емкости (см. рис. 109). От емкости печи зависит мощность трансформатора, от которого питается печь, размеры ее рабочего пространства, диаметр электродов и другие технические характеристики. Наиболее важные технические данные печей емкостью 50, 80 (100) и 180 (200) т приведены в табл.1.
Общее устройство типовой электродуговой печи ДСП-80 емкостью 80 т представлено на рис. 109.
Основной несущей металлоконструкцией печи является двухсекторная люлька 1, на которой смонтированы кожух печи 2 с футеровкой, консольный мост З с механизмом поворота и подъема 4 и механизм вращения ванны вокруг вертикальной оси.
Таблица 1
Технические данные электродуговых печей большой емкости
Тип Показатели ДСП-50 ДСП-80/100 ДСП-180/200 Номинальная емкость, т ..................... 50 80/100 180/200 Диаметр кожуха (внутренний), мм — 6750 8500 Мощность трансформатора, ква 15 000 25 000 45 000 Пределы вторичного напряжения трансформатора, в 380—220 417—131 600—150 Максимальная сила тока в печи, а 23 550 34 600 43 500 Диаметр графитированного электрода, мм 500 550 710 Ход электрода, мм................................ 3500 3600 5000 Скорость перемещения электродов, м/мин 3—6 2,6 3,44 Диаметр ванны на уровне порога, мм 5050 5160 6960 Глубина ванны от порога, мм . . . 955 1080 1480 Высота от порога до пят свода, мм — 2170 3200 Минимальное время наклона печи на угол 40°, сек 120 80 90 Расход электроэнергии (расчетный) на плавку, кет-ч/т 620 550 500 Расход графитированных электродов, кг/т 7,0 6,0 5,5 Общая масса металлоконструкций печи, т 210 450 1160 |
Консольный мост покоится на литой опорной плите, насаженной на вертикальный вал. К консольному мосту на четырех цепях подвешен свод 5, который поднимается и поворачивается вместе с порталом. Свод набран из огнеупорного кирпича в металлическом кольце 6. Через свод пропущены три графитированных электрода 7. Зазоры между электродами и сводом уплотнены водоохлаждаемыми кольцами 8. Подъем и опускание электродов осуществляется электрическим приводом 9, связанным с рукавами 10 и каретками,передвигающимися по неподвижным стойкам 11, укрепленным на опорной люльке. Печь снабжена приводом для наклона 12 в сторону сливного желоба 13 и главного рабочего окна 14. Загрузка печи производится сверху бадьей 15. При загрузке свод печи поднимается и отворачивается в сторону вместе с консольным порталом. Отдельные элементы конструкции печи ДСМ-80 и других печей рассматриваются ниже.
§ 2. Механическое оборудование печи
Кожух печи выполняется сварным или клепаным из листового железа толщиной 10—30 мм. Он должен обладать достаточной прочностью, чтобы выдержать футеровку, металл и шлак, свод и давление расширяющейся при нагреве кладки, причем нагрев самого кожуха не должен превышать 100—150° С. Кожух имеет, обычно коническую или цилиндрическую форму. Коническая форма облегчает изготовление наклонной кладки печи и заправку откосов, увеличивает стойкость футеровки. Для увеличения прочности кожуха его укрепляют вертикальными ребрами, и горизонтальными поясами жесткости. Днище кожуха больших печей делают сферической формы, которая обеспечивает высокую прочность и минимальный вес кладки ономожет быть также коническим с плоской центральной частью или плоским.
Сводовое кольцо служит опорой для огнеупорной кладки свода сварное или клепаное кольцо имеет водяное охлаждение что повышает его стойкость.
В печах с загрузкой сверху для обеспечения герметичности стыка свода и кожуха устраивается песочный затвор. Кольцо свода имеет внизу выступ — нож, который входит в заполненную песком полость верхнего кольцевого пояса жесткости.
Рабочее окно служит для загрузки печей малой емкости, а также для введения различных добавок и флюсующих материалов заправки подины и откосов и др. В печах емкостью 80 т и выше для ускорения этих операций устраивают дополнительно боковое окно Рабочее окно обычно имеет следующие размеры: ширина — 0,4—0,35 диаметра плавильного пространства, высота — 0,8 ширины окна. Окно обрамляется литой или сварной рамой прикрепляемой к кожуху печи. Вверху рамы устанавливают водоохлаждаемую коробку. Рабочее окно перекрывается пустотелой водоохлаждаемой заслонкой. Герметичность прилегания заслонки к арматуре окна обеспечивается наклоном (порядка 5—6° к вертикали) направляющих рамы, в которых движется заслонка Движение заслонки обеспечивается пневматическим или электрическим приводом.
Слитой желоб предназначен для выпуска металла в ковш. Выпускное отверстие — круглое (диаметром 120—150 мм) или прямоугольное (150X250 мм), устраивается с противоположной стороны рабочего окна. На время плавки оно заделывается сухим дробленым доломитом. К выпускному отверстию примыкает металлический желоб, футерованный шамотным кирпичом с огнеупорной обмазкой. Длина желоба всего 1—2 м, чтобы при выпуске не вызывать заметного охлаждения и излишнего окисления жидкого металла.
Уплотняющие кольца (экономайзеры) закрывают промежуток между отверстием в своде и электродом. Они предохраняют электроды от излишнего окисления и нагрева газами, выходящими из печи, обеспечивают герметичность зазора между электродом и сводом. Уплотняющее кольцо выполняется из стали или бронзы в виде полой цилиндрической водоохлаждаемой коробки, которая устанавливается на свод или утоплена в кладку свода. Довольно распространены кольца в виде змеевика из цельнотянутой трубы опускаемого в зазор.
Электрододержатели предназначены для подвода тока к электродам и удержания их на определенной высоте в печи. Электрододержатель состоит из головки, пружинно-пневматического зажима, рукава, телескопической стойки и жесткой части вторичного токоподвода.
Головки электрододержателей изготавливают из стали, бронзы тили латуни и делают водоохлаждаемыми.
Наиболее распространены пружинно-пневматические электрододержатели (рис. 110),которыми оборудованы и печи ДСП-80. Бронзовая контактная головка 1 прижимается к электроду 2 при помощи внешнего хомута 3. Зажим электрода производится пружинным механизмом, состоящим из пружины 4, рычагов 5 и плеч 6.
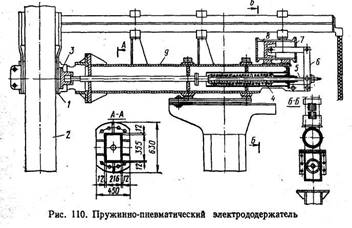
Отжим осуществляется пневматическим цилиндром 7 с поршнем 8. Перепуск электрода производится дистанционно, с поста управления. Головка электрододержателя крепится к рукаву (консоли), представляющему собой сварную прямоугольную коробчатую балку 9. Рукав прикрепляется к каретке или подвижной стойке, с которой образует Г-образную конструкцию, перемещающуюся в вертикальном направлении внутри неподвижной стойки.
Перемещение электродов осуществляется электрическим или гидравлическим приводом. Печь ДСП-80 оснащена электрическим приводом. Подъем каждого из трех электродов производится рейкой с приводом от электродвигателя, через двухступенчатый червячный редуктор. Опускание электродов происходит под действием веса несбалансированной части подвижных масс электрододержателя и самого электрода, при отсутствии электрода — принудительно при помощи рейки. Ход электродов 3600 мм. Скорость перемещения: при подъеме 1,8—2,5 м/мин, при спуске 1,0—1,5 м/мин. Управление перемещением электродов — автоматическое.
Механизм наклона обеспечивает наклон печи в сторону выпуска (сливного желоба) на угол 40—45° и на угол 10—15° в сторону рабочего окна для скачивания шлака.
Печи средней и большой емкости, в том числе печь ДСП-80, оборудованы механизмом наклона, в котором опорные сектора люльки перекатываются по горизонтальной станине (см. рис. 109). Наклон печи ДСП-80 производится двумя зубчатыми рейками, прикрепленными к секторам люльки, приводимыми в движение двумя электромоторами через редукторы и направляющие коробки.
Механизм наклона обязательно оборудуется ограничителями хода в обе стороны.
§ 3. Форма и размеры плавильного пространства электродуговой печи
Внутреннее очертание футеровки ванны печи, стен и свода образует плавильное пространство печи (рис. 111). Оптимальной формой ванны, в которой находятся металл и шлак, является сфероконическая.
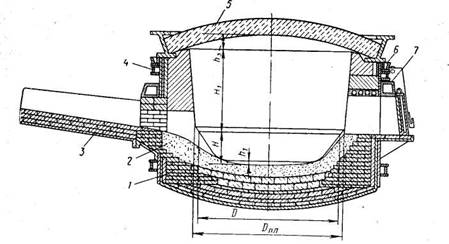
Рис. 111. Футеровка 80-т электропечи:
/ — магнезитовая кладка пода; 2 — магнезитовая набойка пода; 3 — шамотная футеровка желоба; 4 — магнезитовый блок; 5 — динасовый свод; 6 — песочный затвор; 7 — аркарабочего окна
Коническая часть имеет уклон 45°, что облегчает заправку печи и позволяет поддерживать необходимую форму ванны в процессе работы печи.
Глубина ванны Н у больших печей равна 700—1300 мм. Высота сферической части H1 обычно составляет 1/5 общей глубины, т. е. Н1Н1 = 5. Между глубиной ванны и ее диаметром Р должно быть определенное соотношение, обеспечивающее легкое опорожнение печи при ее наклоне на угол 40—45°, а также достаточную поверхность соприкосновения между металлом и шлаком, от которой в значительной мере зависит скорость протекания ряда реакций. Соотношение Н/Dдолжно быть равно 5. На уровне зеркала ванны устраивается порог рабочего окна. Чтобы предохранить стык между футеровкой стен и откосами ванны от излишнего воздействия шлака, откосы поднимают выше зеркала ванны (уровня порога окна) на 100—200 мм. При этом на уровне стыка откосов со стенками образуется линия, имеющая форму окружности с диаметром Рп .п , называемым диаметром плавильного пространства. Учитывая, что откосы имеют угол 45°, получаем Бп п = D+ + 2 (100:200) мм.
Высота плавильного пространства Н1 равная расстоянию от порога рабочего окна до пят свода, у печей большой емкости связана с диаметром ванны следующим соотношением: Н1 /D = = 0,42:0,44. Увеличение высоты кожуха дает возможность повысить в шихте долю более дешевого легковесного лома, тем самым уменьшить количество дополнительных подвалок шихты, т.е. повысить производительность печи и снизить себестоимость стали. Наклон футеровки стен обычно делают примерно 100 мм на 1 м высоты; отсюда диаметр плавильного пространства на уровне пят свода (верхней кромки кожуха) Вх = Dп . п + 2 100H1 .
Высота подъема свода Н3 зависит от материала огнеупорной кладки и находится в следующем соотношении с диаметром плавильного пространства: Н3 /Dп ,п = 1/8—1/9.
§ 4. Футеровка основной электродуговой печи
Футеровка электродуговых печей выполняется из основных или кислых огнеупорных материалов. Наиболее распространены печи с основной футеровкой, в них выплавляется сталь для слитков, в печах с кислой футеровкой выплавляется небольшое количество стали преимущественно для фасонного литья.
Отдельные части футеровки — подина, стены и свод — работают в различных условиях, что и обусловливает неодинаковую их стойкость. В наиболее тяжелых условиях находятся свод и стенки печи. Эти части футеровки, и особенно свод, подвергаются значительному перегреву за счет лучистой энергии электрических дуг, химическому воздействию раскаленных газов, содержащихокислы железа и известковую пыль. Они также испытывают резкие перепады температур, особенно в период загрузки шихты,и значительные механические напряжения. Различные условия работы существенным образом отражаются на конструкции отдельных частей футеровки, способах их изготовления и сортах применяемых огнеупорных материалов.
Подина основной печи ДСП-80 (см. рис. Ш) состоит из верхнего рабочего набивного слоя, кирпичного основания и теплоизоляционного слоя. Теплоизоляция подины включает: слой листового асбеста (20 мм), укладываемого на днище кожуха, и слой шамотного порошка (20 мм), на который укладывают два ряда нормального шамотного кирпича на плашку (130 мм). На теплоизоляционном слое возводится кирпичное основание подины, состоящее из нескольких рядов магнезитового кирпича (толщина 575 мм). Кладка выполняется таким образом, чтобы вертикальные швы в соседних рядах не совпадали друг с другом, что затрудняет проход жидкого металла в случае местного разрушения рабочего слоя подины через кладку.
Верхний рабочий слой подины изготавливается набивкой из магнезитового порошка с добавками в качестве связующих: каменноугольной смолы (10% по массе) и пека (~1%). Толщина набивки 150 мм. Общая высота футеровки подины составляет 900 мм.
В печах емкостью 80 т стойкость подины составляет 1300—. 1800 плавок, в печах меньшей емкости — до 5000 плавок.
Кладка стен основных электропечей ДСП-80 выполняется из большемерного безобжигового магнезитохромитового (толщина 380 мм) или периклазошпинелидного кирпича (толщина стен 460 мм).
Стойкость стен крупных печей до 100—150 плавок.
Свод основных печей средней и большой емкости на наших заводах набирают преимущественно из магнезитохромитового кирпича; ранее для сводов использовали динасовый кирпич.
Динасовые своды обладают низкой стойкостью, что связано с их оплавлением, вызываемым взаимодействием кремнезема с известковой пылью и окислами железа, содержащимися в атмосфере печи.
В настоящее время динасовые своды на наших заводах применяют в печах малой емкости. За рубежом динас еще остается наиболее распространенным материалом для сводов основных печей, что обусловлено высокой стоимостью магнезита и отсутствием месторождений его сырья в США, Англии, ФРГ и других странах. В США на ряде заводов для повышения стойкости сводов их выкладывают из высокоогнеупорного высокоглиноземистого (муллитового и силлиманитового) кирпича, содержащего до 60—70 А12 О8 . Применяют также комбинированные своды, выкладываемые из двух или более видов огнеупоров: из динасового, особого шамотного и муллитового кирпича.
Стойкость магнезитохромитовых сводов в 2—3,5 раза превышает стойкость динасовых и достигает 100—200 плавок (более высокие показатели относятся к печам меньшей емкости).
Свод набирают из кирпича на специальном шаблоне в сводовом кольце. Благодаря выпуклости шаблона кладка свода получаетсяс необходимой кривизной, оцениваемой величиной стрелы подъема, которая обеспечивает его прочность. Отношение стрелы подъемак диаметру свода зависит от материала свода. Для магнезитохромитового свода оно составляет 1 : 7 до 1 : 8, а для динасового — не менее 1 : 12.
Толщина свода у печей емкостью 30—80 m достигает 300 мм. По окончании изготовления подины и стен устанавливают свод и электроды и производят сушку футеровки и спекание набойки подины. Для этой цели в печь загружают слой кокса толщиной 200—400 мм, опускают на него электроды и включают ток. Под действием раскаленного кокса происходит удаление летучих, коксование смолы и пека и образование из отдельных зерен магнезита, сцементированных коксовой решеткой, прочной монолитной массы.
§ 5. Электроды
Подвод тока в плавильное пространство электродуговой печи осуществляется тремя электродами цилиндрической формы. Материал электрода в силу специфичности условий его работы должен обладать хорошей электропроводностью и в то же время выдерживать весьма высокие температуры. Кроме того, электрод должен иметь достаточную механическую прочность и сопротивляемость окислительному воздействию атмосферы печи. Он не должен разрушаться под действием собственной массы и при наклоне печи во время выпуска металла. Этим требованиям в достаточной мере удовлетворяют только изделия из углерода, а именно — угольные и графитированные электроды. Угольные электроды применяются в печах малой емкости (обычно не более 5 т), графитированные — в печах средней и большой емкости. Угольные электроды изготавливают из антрацита или термоантрацита, литейного, нефтяного кокса, природного графита с добавкой в качестве связующих каменноугольного пека и смолы. Прокаленные и измельченные материалы определенного гранулометрического состава смешиваются, прессуются, обжигаются при температуре 1300° С, а затем подвергаются механической обработке для получения необходимых размеров. Для изготовления графитированных электродов, используют высококачественные, малозольные сорта нефтяного или пекового кокса и смолопека. Технология их изготовления подобна угольным. Дополнительно, для их графитизации, т. е. получения укрупненных кристаллов графита, электроды подвергаются длительному обжигу при температуре около 2500° С.
Графитированные электроды по сравнению с угольными имеют ряд преимуществ, которые и предопределяют применение их в печах средней и большой емкости. Они обладают в 4—5 раз меньшим удельным электросопротивлением (8—13 ом-ммг 1м), что позволяет допускать высокие плотности тока (34—14 а/см2 ). При одном и том же диаметре электродов в печи с графитированными электродами можно подавать значительно большую мощность, чем в печи с угольными электродами. Графитированные электроды лучше противостоят окислительному воздействию атмосферы печи. В печах ДСП-80 применяют электроды диаметром 500 мм с допустимой плотностью тока не более 14,5 а/см2 . Диаметр электродов dрассчитывают, исходя из мощности трансформатора (силы тока), причем плотность тока не должна превышать допустимых величин
где / — сила тока, а;
р — удельное электросопротивление, ом-мм2 /м;
k— коэффициент для графитированных электродов, равный 2.1 вт/смг .
Электроды изготавливают с торцами, в которых имеются отверстия с резьбой (так называемое ниппельное гнездо). Наличие этого гнезда позволяет при помощи ниппеля соединять отдельные секции электрода. Подобное соединение дает возможность устранить потери электродов по мере их сгорания в печи, в виде огарков, путем наращивания новых секций электрода. Расход графитированных электродов составляет на печах большой емкости 5,5— 6 кг/т стали, угольных до 13—15 кг/т стали. Стоимость графитрованных электродов в 2,3 раза выше, чем угольных.
§ 6. Электрооборудование печи
Электрическая схема трехфазной дуговой печи представлена на рис. 112. Она включает высоковольтный кабель 1, ток от которого при помощи воздушного разъединителя 2 и главного масляного выключателя 3 подается через дроссель 4 и переключатель напряжения 5 к первичной обмотке печного трансформатора 6. Со вторичной обмотки трансформатора ток поступает через так называемую короткую сеть к электродам 7. Кроме того, имеется выключатель 8, шунтирующий дроссель, трансформаторы тока 9, а также защита, измерительные приборы и автоматика.
Воздушный разъединитель служит для отключения электропечи от высоковольтного кабеля. Он включается или отключается только при отключенном масляном выключателе. Разъединитель состоит из медных подвижных ножей и неподвижных контактов (пинцетов), укрепленных раздельно на опорных изоляторах.
Главный масляный выключатель предназначен для разрыва высоковольтной цепи, находящейся под нагрузкой. Он состоит из железного, изолированного внутри бака, заполненного до определенного уровня трансформаторным маслом, в который погружен выключающий механизм. Масло гасит электрические дуги, возникающие при отключении масляного выключателя под нагрузкой, и является изоляцией между отдельными токоведущимичастями.
Дроссель служит для увеличения устойчивости горения электрических дуг и ограничения толчков тока при коротких замыканиях, возможных при обвалах шихты, когда электрод соприкасается с металлом. Он представляет собой добавочное сопротивление, подключаемое в цепь перед первичной обмоткой трансформатора. Сопротивление (обмотка) насажено на магнитопроводы, которые помещены в баке с трансформаторным маслом.
На печах большой мощности (свыше 10 тыс. ква.) дроссель не устанавливают, так как индуктивное сопротивление трансформатора и короткой сети достаточно для стабильного горения дуг и ограничения токов короткого замыкания. Переключатель ступеней напряжения трансформатора позволяет в процессе плавки изменять напряжение, а следовательно, и подводимую мощность к печи. Вторичное напряжение, подаваемое к электродам, изменяется переключением первичных обмоток с треугольника на звезду (вторичное напряжение понижается, в 1,73 раза), а также включением или отключением отдельных частей первичных обмоток, от которыхсделано несколько отпаек. Концы отпаек выведены на переключатель. Трансформатор печи ДСП-80 мощностью 25 тыс. ква. должен иметь не менее 12 ступеней напряжения в пределах 417—133 в. Переключающий автотрансформатор обычнонаходится в одном кожухе с печным трансформатором. Переключение ступеней производится при снятом напряжениии включенном главном масляном выключателе с помощьюмасляных выключателей, имеющих приводы с дистанционнымуправлением с пульта печи. В последнее время получают распространение устройства, позволяющие производить переключение ступеней под нагрузкой.
Печной трансформатор служит для преобразования электроэнергии высокого напряжения (от 6000 до 35 000 в) и малой силы в ток низкого напряжения (116—420 в) и большей силы. Тяжелые условия его работы, связанные с перегрузкой, с частыми короткими замыканиями, имеющими место при зажигании дуг и обвалах шихты при плавлении, предъявляют высокие требования к его конструкции и качеству изготовления. Первичные и вторичные обмотки должны иметь надежную изоляцию, высокую механическую прочность и интенсивное охлаждение. Сердечник с обмотками находится в баке, заполненном трансформаторным маслом. Трансформаторы печей средней и большой емкости имеют принудительное водомасляное охлаждение. Трансформаторы обычно устанавливают в отдельном помещении рядом с печью. Мощность трансформатора является определяющим фактором продолжительности плавки и производительности печи. Наибольшая мощность потребляется печью в период плавления. Поэтому продолжительность периода плавления в значительной мере и определяет мощность трансформатора. Выбор мощности трансформатора может быть, произведен, исходя из теплового баланса периода плавления по формуле:
Ф. П. Еднерал предложил другое эмпирическое соотношение, связывающее мощность трансформатора с диаметром кожуха (от которого зависит величина теплоотдающей поверхности печи) и с временем плавления
Печь ДСП-80 оборудована трансформатором мощностью 25 тыс. ква, с номинальным первичным напряжением в 37 тыс. в и вторичным напряжением от 417 до 133 в.
Короткая сеть — токоподвод от выводов вторичного напряжения трансформатора до электродов, — должна быть выполнена как можно короче. Короткая сеть состоит из медных шин — выводов от трансформатора за стену трансформаторного помещения, гибкого кабеля и медных шин или водоохлаждаемой трубы над рукавом электрододержателя.
Автоматическое регулирование движения электродов необходимо для изменения мощности, подаваемой в печь. Изменение мощности производится путем изменения вторичного напряжения или изменения тока электрической дуги. Изменение напряжения
Перемещение электродов с целью регулирования этого расстояния производится автоматически. Для этой цели применяются регуляторы (вращающегося типа с электромашинным усилителем), управляющие двигателями привода электрододержателя. Регулятор может работать совместно со специальным вычислительным устройством, регулирующим количество вводимой в печь электроэнергии.
§ 7. Выплавка стали методом полного окисления
Процесс плавки с окислением складывается из следующих последовательных стадий: заправки печи, загрузки шихты, плавления шихтовых материалов, окислительного периода, восстановительного периода и выпуска плавки.
Заправка печи — это подготовка печи к очередной плавке; Она заключается в частичном обновлении и устранении дефектов футеровки подины и откосов. Заправка производится сразу же после выпуска металла, пока еще в печи сохраняется высокая температура. Перед заправкой тщательно удаляют из печи остатки металла и шлака. Затем на поврежденные места подины и откосов забрасывают мелкозернистый, сухой магнезитовый порошок. При значительных повреждениях заправку производят магнезитовым порошком с добавкой в качестве связующего каменноугольной смолы или пека или же жидкого стекла. Заправку осуществляют вручную. Это одна из наиболее тяжелых операций. В последнее время для этой цели применяют пневматические заправочные машины.
Загрузка шихты. Состав шихты определяется химическим составом выплавляемой стали. При плавке с окислением шихту составляют из расчета получения содержания углерода в металле по расплавлении выше 0,3% заданного при выплавке высокоуглеродистых сталей (с содержанием 0,6% С и более) и выше 0,4% при выплавке средне- и низкоуглеродистых сталей. Шихта составляется из стального лома, отходов низколегированных сталей и чугуна. Содержание хрома в шихте не должно превышать 0,40%. Отходы легированных сталей в шихту не вводят, так как их экономически выгодно использовать при выплавке стали методом переплава. Завалку шихты производят сразу же по окончании заправки.
Для плотной укладки шихты и быстрейшего ее расплавления применяют лом различных габаритов. Оптимальным соотношением считается: 30—40% крупного, 50—40% среднего и 10—25% мелочи.
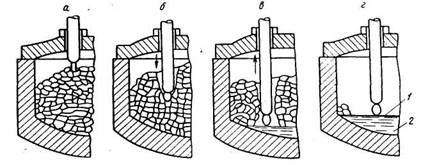 |
Рис. 114. Последовательные этапы плавления шихты в дуговой печи:
а — начало плавления; б — опускание электрода вниз; в — подъем электрода вверх; г — конец плавления: / — шлак; 2 — металл
При загрузке сверху на дно бадьи помещают часть легковесного скрапа, затем крупный и средний лом и сверху остальную часть мелочи. Предварительно перед опусканием бадьи в печь для ослабления ударов шихты о подину задают некоторое количество мелочи.
С целью сокращения периода плавления и повышения производительности электродуговых печей на некоторых заводах производят предварительный подогрев скрапа до 850—870° С в специальной футерованной шамотным кирпичом бадье. При загрузке шихты завалочной машиной сохраняется та же последовательность завалки легковесного, крупного и среднего лома.
Плавление. По окончании загрузки опускают электроды и включают ток. Плавление шихты проводят форсированно на максимальной ступени вторичного напряжения печного трансформатора. Постепенно электроды опускаются вниз, проплавляя в шихте колодцы диаметром на 30—40% больше диаметров электродов. По мере плавления шихты вокруг электродов уровень жидкого металла повышается, одновременно происходит подъем электродов (рис. 114). Автоматические регуляторы поддерживают необходимую постоянную длину дуг. Постепенно плавление охватывает шихту между электродами, а затем и расположенную у откосов.
В конце периода плавления, когда электрические дуги не закрыты шихтой, снижают мощность, переключая печь на более низкую ступень напряжения (рис. 115).
Для ускорения плавления шихты крупные печи оборудуют устройством для вращения корпуса на ±40°. Последовательно, поворачивая корпус печи на 40° от нормального положения, затем возвращая в нормальное положение и снова поворачивая на 40° в другую сторону, добиваются значительного расширения зоны непосредственного действия электрических дуг, а следовательно, улучшения условий расплавления шихты.
Длительность периода плавления может быть сокращена также путем вдувания кислорода в жидкий металл. Его вводят по расплавлении примерно 70—75% всей садки. Кислород подается трубками (диаметром 1/2—3/4), вводимыми в жидкую ванну, а также и на куски нерасплавившегося скрапа через гляделку в заслонке рабочего окна, под избыточным давлением 0,81— 1,22 Мн/м2 (8—12 am). Вследствие окисления железа, марганца, кремния и других примесей газообразным кислородом
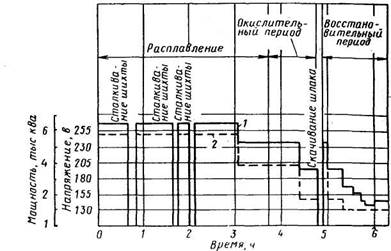
Рис. 115. Изменение мощности (1) и напряжения (2) по ходу плавки в 40-т электропечи
выделяется большое количество тепла, что и обусловливает ускорение расплавления остатков лома и повышение температуры металла.
При применении кислорода длительность периода плавления сокращается на 10—15%. Расход кислорода составляет 5—10 м3 /т стали. В процессе плавления в печь присаживают известь или известняк, а за 20—25 мин до окончания расплавления — железную руду.
При плавлении шихты протекает ряд физико-химических процессов. Практически полностью окисляются кремний, алюминий и титан, около половины окисляется марганца. Происходит также и окисление углерода и фосфора. Шлак в конце периода расплавления содержит: 35—45% СаО; 15—25% SiO2 ; 8 -15% MgO; 7—10% MnO; 10—15% FeO; 0,5—1,0% Р2 O5 . После расплавления всей шихты отбирают первую пробу металла для определения в нем содержания углерода, марганца, фосфора ипо необходимости — хрома, никеля, меди, молибдена и вольфрама. После отбора пробы металла, не выключая тока, наклоняют печь в сторону загрузочного окна и удаляют (скачивают) из печи большую часть шлака (70—80%). Со скачиваемым шлаком удаляется основная часть фосфора, содержащегося в шихте и окислившегося в период плавления. С этого момента приступают к проведению окислительного периода плавки.
Окислительный период. Его задачами являются: 1) максимальное снижение содержания фосфора; 2) возможно большее удаление газов (водорода и азота) и оксидных неметаллических включений; 3) повышение температуры металла до требуемого уровня и выравнивание ее по всему объему металлической ванны. В этот же период происходит дальнейшее окисление углерода, марганца, хрома и других легирующих элементов, обладающих высоким сродством к кислороду.
После скачивания первичного шлака в печь присаживают известь и в случае необходимости, для поддержания необходимой жидкоподвижности шлака — плавиковый шпат или шамотный бой. Общее количество вводимых в печь шлакообразующих составляет 1,5—2,0% от массы садки. После образования жидкоподвижного шлака и нагрева металла до требуемой температуры в ванну периодически, небольшими порциями, вводят руду и известь. Это вызывает повышение содержания окислов железа и окиси кальция в шлаке, а следовательно, создает благоприятные условия для дальнейшего перехода фосфора из металла в шлак и протекания других окислительных реакций.
Удаление фосфора в этот период происходит по реакции 2 [Р] + 5 (FeO) + 4 (СаО) = (4СаО-Р2 О5 ) + 5 [Fe], или в ионной форме [Р] + 5/2Fe2+ + 4О2- = РО4 - + 5/2 [Fe]. Эта реакция протекает преимущественно на границе раздела шлак—металл. В соответствии с показателем распределения фосфора между металлом и шлаком.
полнота дефосфорации металла обеспечивается высокой основностью, повышенным содержанием окислов железа в шлаке и непрерывным обновлением шлака, которое необходимо для поддержания в шлаке невысоких концентраций Р2 О5 . Обновление (скачивание) шлака происходит вскоре после присадки железной руды. Добавка руды приводит к интенсивному кипению ванны, которое вызывает вспенивание шлака, повышение его уровня. Вследствие этого шлак самотеком стекает из несколько наклоненной печи через порог завалочного окна в шлаковню.
Образующийся в этот период плавки шлак имеет примерно следующий состав: 40—50% СаО; 10—20% SiO2 ; 15—20% FeO; 6—10% MgO; 5—12% MnO; 2—3% Al2 O3 , основность шлака 2,6— 3,0. Указанный шлаковый режим обеспечивает до 0,010—0,020% содержания фосфора к концу окислительного периода в зависимости от марки выплавляемой стали. Одновременно с удалением фосфора происходит дальнейшее окисление углерода по суммарной реакции
[С] + (FeO) = {СО} + [Fe].
Этот процесс, сопровождающийся образованием окиси углерода, вызывает кипение ванны, что способствует перемешиванию металла и шлака, ускорению нагрева и выравниванию температуры по всему объему металла. Кроме того, выделение пузырьков окиси углерода благоприятствует удалению азота, водорода и оксидных включений из расплавленного металла.
Необходимая скорость окисления углерода в этот период поддерживается периодическими добавками руды и высоким температурным режимом. В начальной стадии окислительного периода скорость выгорания углерода составляет 0,4—0,6% /ч, в конечной стадии снижается до 0,2—0,3 %/ч. В течение окислительного периода должно выгорать 0,3—0,5% С. В этот же период происходит некоторое окисление марганца, основное количество которого выгорает в период плавления.
Реакция окисления марганца [Mn] + (FeO) = (MnO) + [Fe], или в ионной форме [Мп] + (О2- ) + (Fe2 +) = (Мп2 +) + + (О2- ) + [Fe], по мере повышения температуры постепенно приближается к состоянию равновесия и нередко происходит изменение ее направления в сторону восстановления марганца из шлака. Концентрация марганца в конце периода обычно бывает на уровне 0,15—0,20%.
К концу периода металл должен быть нагрет до температуры, на 120—130 град превышающей температуру плавления (до 1590— 1600° С при выплавке высокоуглеродистых сталей и до 1630— 1640° С — конструкционных сталей). Необходимые температурные условия обеспечиваются рациональным электрическим режимом (см. рис. 115), который поддерживается несколько меньшим, чем в период расплавления, и составляет 50—70% от максимальной мощности.
В ходе окисления несколько раз производят отбор проб металла и экспресс-анализ их на содержание углерода и фосфора. Окислительный период заканчивается по достижении концентрации углерода примерно на 0,1 % меньше нижнего предела заданного содержания в готовом металле при выплавке высоко- и среднеуглеродистых сталей и на 0,02—0,07% меньше — при выплавке низкоуглеродистых сталей (не ниже 0,08—0,09% С во избежание сильного переокисления металла). Содержание фосфора должно быть менее 0,01—0,02%. Завершается окислительный период скачиванием шлака, которое вначале производят без выключения печи,а затем при выключенной печи и поднятых электродах. Продолжительность окислительного периода для крупных печей составляет 40—60 мин. Эффективным средством сокращения длительности периода окисления является продувка ванны газообразным кислородом. Наиболее простым способом является введение кислорода одной или двумя железными трубками (диаметром 3/4—1") через рабочее окно непосредственно в жидкий металл на глубину 150—200 мм. Для повышения стойкости трубки снаружи футеруются смесью шамотного порошка и глины на жидком стекле или магнезитом с огнеупорной глиной также на жидком стекле.
Более совершенным способом является подача кислорода через специальную водоохлаждаемую фурму с несколькими выходными отверстиями. Фурма вводится в печь вертикально через свод и устанавливается при продувке на расстоянии 150—200 мм над подверхностью шлака. Кислород подается под избыточным давлением 1,01—1,22 Мн/м2 (10—12 am). Расход кислорода на продувку составляет 5—7 м3 /т. Продолжительность продувки 10—20 мин, что позволяет сократить длительность окислительного периода до 30—50 мин и соответственно повысить производительность на 10—15% и сократить расход электроэнергии на 5—10%.
Восстановительный период. Задачами восстановительного периода являются: 1) раскисление металла; 2) удаление серы; 3) окончательное корректирование химического состава и температуры металла перед выпуском его из печи. Все эти задачи практически решаются одновременно, причем порядок проведения восстановительного периода определяется способом раскисления металла.
Раскисление необходимо для устранения вредного влияния кислорода на свойства и качество стали. Содержание кислорода повышается по мере протекания реакций окисления примесей и достигает наибольших значений в конце окислительного периода. При этом концентрация растворенного кислорода определяется содержанием углерода в металле. При раскислении добиваются максимально возможного снижения содержания кислорода и перевода его в неактивную, связанную в прочные окислы, форму, в значительно меньшей степени оказывающую влияние на свойства стали. Процесс раскисления может осуществляться либо путем добавки элементов-раскислителей непосредственно в металл (осаждающее раскисление), либо присадкой их на шлак (диффузионное раскисление). Диффузионное раскисление, основанное на законе распределения кислорода между металлом и шлаком, ранее широко использовалось в практике проведения восстановительного периода. В последнее время применяют комбинированный способ раскисления, сочетая осаждающее раскисление с диффузионным, что обеспечивает значительное сокращение продолжительности восстановительного периода без ущерба качеству металла.
Комбинированное осадочно-диффузионное раскисление проводится следующим образом. После удаления окислительного шлака и, в случае необходимости, науглероживания металла (дробленым коксом или электродным боем) непосредственно в металлическую ванну вводят раскислители — марганец, кремний и алюминий. Эти элементы вводят в виде простых или комплексных ферросплавов — ферромарганца, ферросилиция, силикомарганца, сплава АМС (алюминий—марганец—кремний) и др. Раскислители добавляются из расчета получения в металле 0,10—0,15% Si. Одновременно, если выплавляется хромсодержащая сталь, металл легируется хромом, путем присадки феррохрома в ванну. Добавка раскислителей в металл вызывает довольно резкое снижение содержания кислорода. Дальнейшее уменьшение концентрации кислорода достигается диффузионным раскислением. С этой целью после осадочного раскисления в печь вводят шлакообразующую смесь, состоящую из извести (35—60%) плавикового шпата (15%) и шамотного боя (10—25%). Количество шлакообразующих при плавке в крупных печах составляет около 3% от массы металла. После образования сильноосновного шлака приступают к диффузионному раскислению, которое проводится либо под белым, либо под карбидным шлаком. Под белым шлаком выплавляют конструкционные, малоуглеродистые (до 0,35% С) стали, под карбидным — средне- и высокоуглеродистые.
При плавке под белым шлаком на шлаковый покров задают раскислительные смеси, состоящие из молотых и порошкообразных кокса, 75%-ного ферросилиция, силикокальция, алюминия. Элементы-раскислители восстанавливают FeO и МnО шлака, при этом нарушается равновесное распределение кислорода между металлом и шлаком, что вызывает переход кислорода из металла в шлак:
(FeO) + C = [Fe] + {CO}.
[FeO]
Уменьшение содержания закиси железа и марганца сопровождается посветлением шлака. Обычно концентрацию закиси железа в шлаке доводят до 0,5%, одновременно снижается содержание кислорода в металле до 0,004—0,010% (в зависимости от содержания углерода и кремния в стали). Конечный шлак восстановительного периода имеет следующий состав: 55—60% (СаО— CaF2 ); 18—23% SiO2 ; 9—14% MgO; 5—10% А12 О3 , менее 0,5% FeO, менее 0,5% МnО.
При плавке под карбидным шлаком на шлаковый покров присаживают раскислительные смеси с увеличенным количеством кокса. Затем плотно закрывают рабочие окна печи, добиваясьее герметичности. Под электродами в зоне наиболее высоких температур образуется карбид кальция:
(СаО) + ЗСтв = (СаС2 ) + {СО}.
Образовавшийся карбид кальция наряду с углеродом раскисляет шлак, что и вызывает переход кислорода из металла в шлак:
3 (FeO) + СаС2 = 3 [Fe] + (СаО) + 2 {СО).
[FeO]
Содержание карбида кальция в слабокарбидных шлаках составляет 1,0—1,5%, в сильнокарбидных до 2—3%. Перед выпуском плавки карбидный шлак переводят в белый. С этой целью содержание карбида кальция в шлаке уменьшают добавками извести, плавикового шпата, шамотного боя. Если этого недостаточно, то приоткрывают заслонки печи и карбид кальция окисляется поступающим в печь воздухом.
Недостатком карбидного шлака является повышенное науглероживание металла, что и исключает его применение при выплавке малоуглеродистых сталей. Раскисление металла может быть осуществлено также только диффузионным способом — под белым или карбидным шлаком. Однако, как уже указывалось, такой метод раскисления приводит к затягиванию восстановительного периода.
Технология проведения диффузионного раскисления подобна рассмотренной выше и отличается только отсутствием осаждающего раскисления, осуществляемого в начале восстановительного периода. Взамен его в металл после скачивания окислительного шлака добавляют только ферромарганец, а затем наводят восстановительный шлак, как указывалось выше.
В восстановительный период создаются благоприятные условия для протекания реакции удаления серы из металла (СаО) + + [FeS] = (CaS) + (FeO), или в ионной форме [S] + (О2- ) = = (S2- ) + [О]. Высокая основность шлака, повышенная его жидкоподвижность, раскисленность шлака и металла позволяют довести показатель распределения серы между шлаком и металлом (S)/[S] до 15—40, а в некоторых случаях до 60—70. Содержание серы можно снизить до 0,020—0,025% и даже менее 0,01%.
Тепловой режим восстановительного периода характеризуется небольшим и постепенным понижением температуры металла по сравнению с концом окислительного периода, когда металл нагревается несколько выше температуры выпуска. В этот период в печь вводится меньшая мощность, чем в окислительный период, и она составляет 25—45% максимальной мощности.
Восстановительный период заканчивается легированием металла и окончательным раскислением, после чего производят выпуск металла в ковш.
§ 8. Жаропрочные стали и сплавы
К жаропрочным, или окалиностойким, относят стали, обеспечивающие эксплуатацию изделий при температурах свыше 500 °С в течение заданного времени.
Оценку жаропрочности сталей, проводят по их сопротивлению пластической деформации (пределу текучести) и разрушению (пределу длительной прочности). Жаропрочность металлов определяется, прежде всего, энергией межатомных связей, которая характеризуется физическими константами материала — температурой плавления, коэффициентом теплового расширения, теплопроводностью и др. При данной температуре плавления жаропрочность металла зависит от температуры его рекристаллизации.
Развитию дислокационного механизма ползучести препятствует легирование сталей, образование в них дисперсных карбидных или интерметаллических фаз. Чем дисперснее и стабильнее эти фазы, тем выше степень упрочнения стали. Легирование твердых растворов, приводящее к увеличению энергии связей между атомами, обусловливает торможение процессов диффузии и рост температуры рекристаллизации. В сталях и сплавах на никелевой основе упрочняющий эффект обеспечивают первичные карбиды (TiC, VC, ZrC, NbC), вторичные карбиды (Ме23 С6 , Ме6 С, Ме7 Сз), интерметаллические фазы (Ni3 Ti, Ni3 Al, Ni3 Nb и др.). Стали и сплавы с интерметаллическими фазами обладают большей жаропрочностью по сравнению с карбидосодержащими.
По содержанию легирующих элементов жаропрочные стали, и сплавы разделяют на низко-, средне- и высоколегированные. По структуре различают перлитные, мартенситные, аустенитные стали и т. д. Существует классификация сталей в зависимости от их назначения.
Рассмотрим основные свойства характерных представителей жаропрочных сталей и сплавов. Для изготовления изделий, эксплуатируемых при температурах 350...400°С, применяют стали 15, 20, 25, 30, 40 и 45; для деталей паронагревателей, трубопроводов, турбин с рабочей температурой среды 500...580 °С — низкоуглеродистые стали перлитного класса, легированные кобальтом, молибденом, ванадием (16М, 25ХМ, 12Х1МФ). После нормализации (950... 1050 0 С) и отпуска (650...750°С) стали имеют структуру пластинчатого перлита.
Нагруженные детали установок с температурой рабочей среды 450...470°С изготовляют из хромистых сталей. Для повышения эксплуатационных характеристик в состав сталей вводят ванадий, вольфрам, молибден, ниобий, титан, за счет чего повышается температура рекристаллизации. Эти элементы, образуя карбиды и фазы Лавеса, увеличивают жаропрочность стали. Легирование бором, цирконием, церием, а также азотирование способствуют дополнительному увеличению ее жаропрочности. Для достижения оптимальной жаропрочности высокохромистые стали 15X11МФ, 1ХКВНМФ закаливают в масле при 1000...1060 °С и отпускают при 700...740 °С. Структура их после отпуска — сорбит или троостит.
Более высокой жаропрочностью по сравнению с перлитными, мартенситными, ферритными и мартенситно-ферритными обладают аустенитные стали. Они характеризуются большим содержанием хрома и легируются молибденом, вольфрамом, ванадием, ниобием и бором. Аустенитные стали пластичны, хорошо свариваются, но плохо обрабатываются резанием. Для достижения высокой жаропрочности сталей обычно проводят их термообработку: закалку при 1050...1200 °С в воде, масле и на воздухе; старение при 6ОО...8ОО°С.
В зависимости от структуры после термообработки различают стали с карбидным и интерметаллидным упрочнением. Стали 4ХМН14В2М, 4Х15Н7Г7Ф2МС с карбидным упрочнением применяют для изготовления клапанов авиационных двигателей. Стали с карбидным упрочнением менее прочные, чем с интерметаллидным.
§ 9. Металлургическое производство с точки зрения охраны окружающей среды
Литейные цехи. Наиболее крупными источниками пыле- и газовыделения в атмосферу в литейных цехах являются: вагранки, электродуговые и индукционные печи, участки складирования и переработки шихты и формовочных материалов; участки выбивки и очистки литья.
При плавке 1 т металла в открытых чугунолитейных вагранках выделяется 900—1200 м3 колошникового газа, содержащего оксиды углерода, серы и азота, пары масел, полидисперсную пыль и др. При разбавлении колошникового газа воздухом, подсасываемым через завалочное окно вагранки, количество отходящих газов увеличивается в 1,5—3,5 раза. Параметры и состав газов, отходящих от открытых чугунолитейных вагранок, приведены в табл. 3.
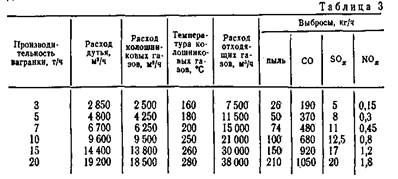
Химический состав ваграночной пыли зависит от состава металлозавалки, топлива, условий работы вагранки и может колебаться в следующих пределах (мас. доли, %): SiO2 — 20-50; CaO — 2-12: А12 О3 — 0,5-6; MgO — 0,5-4; (FeO + Fe2 O3 ) — 10-36; МnО —0,5-2,5; С — З0-45.
Дисперсный состав ваграночной пыли:
Размер частиц, мкм . . <5 5—10 10—25 25—50 50—75 75—150 >150
Фракционный состав:
при горячем дутье, % 16,6 13,3 16,0 13,2 12,5 18,4 10
при холодном дутье, % 2,4 6,2 21,8 26,4 29,9 13,3
Медианный размер пыли при горячем дутье 20 мкм, а при холодном дутье 70 мкм.
В закрытых чугунолитейных вагранках производительностью 5—10 т/ч на 1 т выплавленного чугуна выделяется 11—13 кг пыли, 190—200 кг оксида углерода, 0,4 кг диоксида серы, 0,7 кг углеводородов и др. Концентрация пыли в отходящих газах составляет 5—20 г/м3 , медианный размер пыли 35 мкм.
В табл. 4 приведены выбросы загрязняющих веществ электродуговыми печами при выплавке стали.
Состав пыли зависит от марки выплавляемой стали. Примерный химический состав пыли, мае. доли, %: Fе2 О3 — 56,8; Мn2 Оз —10,0; Аl2 Оз —5,0; Si2 —6,9; СаО —6,9; МgО — 5,8;
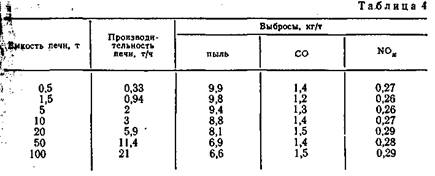
остальное — хлориды, оксиды хрома и фосфора. Средний фракционный состав пыли:
Размер частиц, мкм 0—2 2—4 4 6 6 8 8 10 >10
Фракционный состав, % ... 52,2 22,5 6,2 7,3 2,5 9,3
При плавке стали в индукционных печах, по сравнению с электродуговыми, выделяется незначительное количество газов и в 5—6 раз меньше пыли, по размеру более крупной.
При литье под действием теплоты жидкого металла из формовочных смесей выделяются бензол, фенол, формальдегид, метанол и другие токсичные вещества
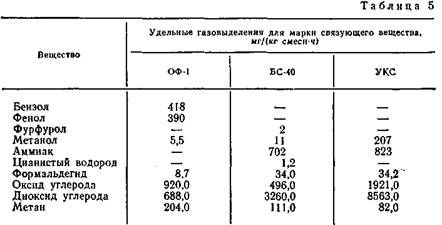
Примечания. 1. 80% газовыделения всех вредных веществ приходится на первые 20 мин после заливки металла в формы. К концу первого часа газовыделение практически прекращается. 2. Холоднотвердеющая смесь для стального литья на 100 мас. ч. кварцевого песка содержит 2 мас. ч. смолы ОФ-1 и катализатор в виде 70%-ного водного раствора бензосульфокислоты (60% от массы смолы ОФ-1); для чугунного литья — 2 мас. ч. смолы БС-40 и катализатор в виде технической ортофосфорной кислоты (40% от массы смолы БС-40); для фасонного чугунного литья — 4 мас. ч. смолы УКС и катализатор в виде раствора хлорного железа (20% от массы УКС).
количество которых зависит от состава формовочных смесей, массы и способа получения отливки и ряда других факторов. Газовыделения при заливке металлом форм и их охлаждении можно определить по данным, приведенным в табл. 5.
От участков выбивки литья на 1 м2 площади решетки выделяется до 45—60 кг/ч пыли, 5—6 кг/ч оксида углерода, до 3 кг/ч аммиака. Значительными выделениями пыли сопровождаются процессы очистки и обрубки литья. Работа пескоструйных и дробеструйных камер, очистных барабанов и столов сопровождается интенсивным выделением пыли с медианным размером 20— 60 мкм. Концентрация пыли в воздухе, отводимом от камер и барабанов, составляет 2—15 мг/м3 .
Значительное количество пыли и газов выделяется в атмосферу участками литейных цехов по приготовлению, переработке и использованию шихты и формовочных материалов. Так, содержание пыли, на 35—50% состоящей из диоксида кремния, в отводимом воздухе составляет:
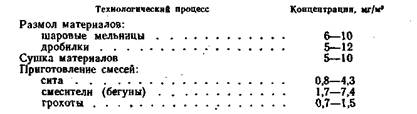
Интенсивность выделения вредных веществ (приведено к формальдегиду) при изготовлении стержней из холоднотвердеющей смеси зависит от состава связующего вещества (газовыделение отнесено к 1 дм2 площади поверхности стержня):

В большинстве случаев отходящие газы сталеплавильных агрегатов состоят из СО, СО2 , Н8 О и Ns . При плохом смешении топлива с воздухом, при значительных процессах воздуха и т. п. в газах содержится также О2 . Кроме того, в отходящих газах содержится небольшое количество примесей (NOX , SO4 , Arи др.) а также некоторое (часто — значительное) количество пыли. Пыль, выделяющаяся из сталеплавильных агрегатов, обычно называют плавильной, а газы вместе с пылью — выбросами (иногда, пылегазовыми потоками). Отходящие газы имеют температуру 1500—1700 °С, входящий в состав газов монооксид углерода СО может быть использован в качестве топлива и как химический реагент (восстановитель). Поскольку практически всегда в газах содержится большее или меньшее количество пыли, вопросы утилизации отходящих газов рассматриваются одновременно с вопросами очистки газов от пыли, улавливания пыли и ее утилизации.
§ 2. Системы газоотвода и газоочистки
Системы отвода газов от сталеплавильных агрегатов включают: 1. Газоотводящие тракты (вертикальные каналы, шлаковики, регенераторы, борова, перекидные клапаны и т. д. мартеновских печей, включая дымовую трубу; газоходы конвертеров; вертикальные каналы, шлаковики, борова и т. д. двухванных печей; масштабы подсосов воздуха и соответствующего разбавления отходящих газов определяются в основном газоплотностью газоотводящего тракта).
2. Котлы-утилизаторы, использующие физическое тепло нагретых газов для получения пара. Эту операцию принято называть использованием тепловых вторичных энергетических ресурсов (ВЭР). В процессе прохождения через котлы-утилизаторы газы охлаждаются, что облегчает проведение последующей операции — улавливание пыли. При охлаждении объем газов уменьшается. В отечественной технической литературе часто используют обозначение ОКГ от слов охладитель конвертерных газов. В СССР наибольшее распространение получили котлы-утилизаторы с многократной принудительной циркуляцией. Основные расчетные параметры котлов стандартизованы. Производительность котлов достигает 50 т пара/ч, давление газа — до 4,5 МПа, температура — до 440 °С.
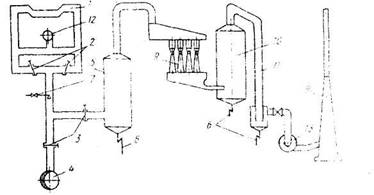 |
Рис. 14.2 Схема отвода продуктов сгорания от двухванной печи Криворожского металлургического комбината:
1 - двухванная сталеплавильная печь: 2 - шиберы переключения печи3 - шиберы переключения схем отвода газов; 4 - дымовая кирпичная труба; 5 - скруббер-охладитель; 6 — гидрозатворы, 7 - горелка дожигания СО; 8 - дымовая труба;9 - блок труб Вентури: 10 - циклон-кяплеуловитель; 11 — каплеуловитель;12 - вентилятор подачи воздуха в печь, 13 -- нагнетатель
Котлы-утилизаторы в конвертерных цехах работают в тяжелых и специфических условиях: 1) в отходящих газах высокая концентрация пыли, способная образовывать на тепловоспринимающих поверхностях настыли, поэтому необходима организация непрерывной или периодической очистки тепловоспринимающих поверхностей (импульсная, дробевая, вибрационная и др. очистки); 2) в период интенсивной продувки ванны кислородом через котел проходит огромное количество нагретых до высоких температур газов, после окончания продувки прохождение газов прекращается и тепловоспринимающие поверхности котла не поглотают, а начинают отдавать тепло: 3) в меж продувочный период вследствие охлаждающего действия циркулирующей в котле воды на поверхности котла может происходить конденсация паров воды, 4) переменный режим работы котла затрудняет герметизацию конструкций, что приводит к подсосам воздуха и т. д. Все перечисленное показывает, в каких сложных условиях работают котлы-утилизаторы конвертерных цехов и в настоящее время предпринимаются попытки создания наиболее рациональных конструкций котлов-охладителей.
3. Пылеулавливающие устройства (газоочистки).
4. Устройства для эвакуации газов. Гидравлическое сопротивление газоотводящих трактов высоко, поэтому для протягивания через газоочистные аппараты и для выброса охлажденных и очищенных от пыли газов необходимы дополнительные устройства. В качестве тяговых устройств для эвакуации дымовых газов применяют дымовые трубы и дымососы (эксгаустеры).
§ 10. Утилизация технологических выбросов
Современное сталеплавильное производство характеризуется значительным объемом технологических выбросов. Выбросы только от собственных агрегатов составляют, кг/т стали: в конвертерах до 27,0; в мартеновских печах, в зависимости от принятой технологии использования кислорода, от 3,5 до 12,0; в двухванных печах до 18,0; в дуговых электропечах 8,0—20,0. Таким образом, без учета выбросов на вспомогательных участках в сталеплавильных цехах СССР образуется >2 млн. т выбросов в год.
Утилизация этих отходов (как элемент безотходной технологии) необходима по многим причинам и, прежде всего, потому, что вывоз их в отвалы вредит природе (занимаются земельные площади, происходит выветривание пыли, загрязняется атмосфера и водоемы и пр.).
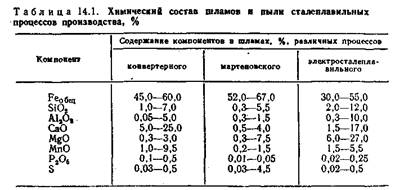
В СССР используют преимущественно мокрые способы газоочистки, при этом образуются осадки, называемые шламом. В табл. 14.1 приведен состав пыли и шламов сталеплавильного производства (по данным института «Черметинформация»). Видно, что составы в зависимости от технологии и местных условий могут существенно различаться. Общим, однако, является высокое содержание железа, что делает утилизацию этих выбросов не только необходимой, но и рентабельной.
Наиболее распространенным способом утилизации продуктов очистки газов сталеплавильного производства является добавление их в шихту агломерационных установок. При наличии соответствующего оборудования пыль и шлам (после их сушки) могут быть использованы также в качестве шихты для получения окатышей и брикетов с последующим использованием как составляющей шихты сталеплавильных агрегатов. В СССР утилизация технологических выбросов осуществляется использованием их главным образом в агломерационном производстве.
В настоящее время изучают возможность использования этих отходов в строительстве, для получения железококса, при создании технологии извлечения из этих отходов цинка, при переработке в химической промышленности и т. п.
§ 11. Утилизация шлаков сталеплавильного производства
Общее количество шлаков черной металлургии СССР составляет ~80 млн. т/год, сталеплавильных шлаков ~25 млн. т/год. Составы сталеплавильных шлаков колеблются в широких пределах в зависимости от способа передела, технологии плавки, состава шихты. Переработка и утилизация всей массы образующихся в сталеплавильном производстве шлаков является обязательным элементом безотходной технологии по следующим причинам:
1)многочисленные шлаковые отвалы и связанное с этим отчуждение сельскохозяйственных угодий, образование пыли, отрицательное воздействие на воздушный и водной бассейн нежелательны;
2) утилизация отходов экономически выгодна [в шлаках содержится >3,5 млн. т (за 1 год) чистого металла].
Основные пути утилизации шлаков сталеплавильного производства следующие: 1) извлечение металла; 2) получение железо флюса для вагранок и аглодоменного производства; 3) получение щебня для дорожного и промышленного строительства; 4) использование основных шлаков в качестве известковых удобрений (шлаковой муки) для сельского хозяйства; 5) использование фосфорсодержащих шлаков для получения удобрений для сельского хозяйства; 6) вторичное использование конечных сталеплавильных шлаков.
Похожие рефераты:
Давно ли люди гибнут за металл и как именно закалялась сталь
Установка и способ для получения расплавов железа
Проектирование отделения восстановительной электроплавки ильменитового концентрата
Технико-экономическая характеристика отдельных способов производства стали
Произврдство в доменой печи и сплавы
Система добычи, подготовки и обогащения сырья черной и цветной металлургии
Дуговая электросталеплавильная печь
Измерение температуры свода электросталеплавильных печей
Производство металлов и их сплавов
Расчет основных размеров восстановительной и рафинировочной печей
Изготовление оригинального художественного изделия
Отчет о прохождении преддипломной практики в электросталеплавильном цехе №2 ООО Сталь КМК
Строение, свойства, производство стали
Анализ и экономическая оценка технологий в цветной металлургии