| Похожие рефераты | Скачать .docx |
Реферат: Контроль прокатного производства
Прокатное производство, являясь завершающим этапом металлургического цикла, оказывает большое влияние на качество и количество выпускаемой продукции, а также на все технико-экономические показатели завода. Правильно разработанной прокатной технологией можно в известной степени локализовать отдельные дефекты литой стали – слитков. Пооперационный контроль технологического процесса прокатного производства должен обеспечить получение продукции высокого качества без снижения производительности агрегатов. Несмотря на большое разнообразие технологических процессов получения различных видов продукции, все способы прокатного производства (сортопрокатное, трубное, листопрокатное и др.) имеют между собой много общего, как в отношении исходного материала, так и в отношении подготовки металла к нагреву, нагреву металла, охлаждению металла, отделке и т. д., поэтому в межоперационном и окончательном контроле прокатной продукции также много общего.
Исходя из этого, вопросы контроля технологии прокатного производства изложены в порядке последовательности операций.
Исходный металл для прокатного производства
Исходным металлом для прокатного производства являются слитки и полуфабрикаты (блюмы, слябы, заготовки и сутунки) различных форм, размеров и марок сталей.
К основным параметрам слитков, влияющим на качество, относятся их развес, форма и соотношение геометрических размеров. Параметры зависят от химического состава и назначения металла.
Развес слитков для прокатного производства может колебаться в широких пределах от 100 кг до 50 т и выше. Следует отметить, что если раньше слитки среднелегированных и высоколегированных марок сталей отливали преимущественно небольших развесов, то: в последнее время технология сталеплавильного и прокатного производства настолько прогрессировала позволяет получать готовую продукцию средне и высоколегированной стали из слитков большого развеса.
Форма слитков бывает самая разнообразная: квадратная, прямоугольная, круглая, многогранная, волнистая и др., но наиболее распространенными формами являются квадратная, прямоугольная и круглого сечения. При этом в одинаковой степени применяются как слитки, уширенные кверху, так и уширенные книзу.
Современное состояние технологии выплавки и разливки стали в изложницы не гарантируют получения слитков с одинаковым химическим составом по сечению и высоте, при этом, чем больше развес слитков, тем более резко проявляется их химическая неоднородность.
В процессе охлаждения металла в изложнице и кристаллизации слитка образуются внутренние дефекты (усадочные раковины, сегрегация химических элементов, газонасыщенность и др.), которые последующим технологическим переделом устраняются или уменьшаются. Кроме того, встречаются внутренние дефекты, не связанные со спецификой технологии выплавки и разливки, а являющиеся результатом нарушения установленной технологии выплавки, разливки и охлаждения слитков (плохое раскисление металла, низкая или высокая температура и скорость разливки и др.). К числу таких дефектов относятся: неметаллические включения, пузыри, усадочная рыхлость, осевая и центральная повышенная ликвация, пятнистая ликвация, древовидный излом, внутренние трещины в слитках и др.
Кроме вышеуказанных дефектов, нарушение технологии производства или неправильно выбранный режим той или иной операции сталеплавильного производства может привести к образованию также поверхностных дефектов. К наиболее часто встречающимся поверхностным дефектам относятся рванины, поперечные и продольные трещины, плены, осповины, шлаковые включения и др., которые подлежат удалению с поверхности слитков.
Качество стального слитка определяется степенью развития дефектов и возможностями их устранения без снижения технико-экономических показателей производства при условии получения готовой продукции в строгом соответствии с ГОСТом.
Влияние внутренних дефектов слитков может быть несколько снижено или локализовано за счет дальнейшей правильной технологии передела (нагрева, прокатки, охлаждения и др.), а поверхностные дефекты должны быть удалены непосредственно со слитка или же в случае горячего посада с полуфабриката.
Качество полуфабриката в большой степени зависит как от качества исходного металла - слитка, так и от технологии передела слитков: нагрева, прокатки и охлаждения полуфабриката. Правильно выбранная технология передела в значительной степени улучшает металл, и, наоборот, неправильная технология усугубляет пороки слитков и в увеличенном количестве передает их полуфабрикату.
Наиболее часто встречающиеся пороки прокатного происхождения следующие: перегрев, пережог, закат, царапины, флокены, по геометрическим размерам, обезличенные и др.
Перед посадкой в нагревательные колодцы и печи слитки подвергаются контролю по состоянию поверхности и по правильности маркировки.
Контроль состояния поверхности слитков производится путем внешнего осмотра либо непосредственно перед посадкой в нагревательные колодцы при горячем всаде, либо в случае применения слитков холодного всада, на адъюстаже сталеплавильного цеха. Слитки не должны иметь поверхностных дефектов в виде рванин, трещин, плен, шлаковых включений, оспоаин и др., размеры которых превышают нормы, установленные техническими условиями. В зависимости от марки стали, назначения, глубины залегания, и протяженности дефектов могут быть применены те или иные способы зачистки поверхности.
Для предупреждения возможности перепутывания, обезличивания слитков чрезвычайно важна правильная организация учета и маркировки слитков.
Слитки, предназначенные для холодного посада, специально маркируются при помощи металлических скоб с нанесением на них номера плавки и марки стали. Скобы устанавливаются в надставку слитка до разливки металла.
Если слитки плавок, предназначенных для горячего посада, направляются на склад, на одной из боковых граней каждого слитка наносится краской номер плавки и марки стали.
Общее количество поступивших слитков данной плавки, а также количество годных и забракованных контролируются сопоставлением с данными паспорта плавки.
Блюмы, слябы и заготовки после охлаждения подвергаются, прежде всего, контролю состояния поверхности (внешним осмотром после удаления окалины с поверхности металла).
Удаление окалины в зависимости от специфики производства, марки стали, назначения металла может быть произведено травлением в кислотах, дробеструйными установками или другими способами.
На поверхности полуфабриката не должно быть дефектов в виде трещин, плен, рванин, закатов, рисок и др. Обнаруженные дефекты обводят мелом и удаляют. Удаление поверхностных дефектов в зависимости от марки стали, назначения заготовок, размеров пороков и особенности производства может быть произведено огневой зачисткой, пневматической вырубкой, строжкой и другими методами.
После этого тщательным внешним осмотром клейма каждой заготовки проверяется правильность маркировки. В случае сомнения в правильности клеймовки, все заготовки плавки подвергаются контролю искрением или стилоскопом. При производстве высоколегированной стали все заготовки независимо от состояния клеймовки подвергаются проверке на искру.
Путем пересчета заготовок проверяется соответствие количества заготовок в плавке с данными паспорта плавки.
Качество резки заготовок проверяется путем внешнего осмотра торцов заготовок. Торцы должны иметь гладкий и ровный рез, без сколов, трещин и вырывов, так как последние указывают или на недостаточную обрезь усадочной раковины, или на резку металла неисправными или же неправильно установленными ножами.
Размеры полуфабриката контролируются путем замера штангенциркулем, шаблоном и металлической рулеткой и др.
Итоги поплавочного контроля, обработка и забракование полуфабриката фиксируются в специальном журнале.
Подготовка металла к прокатке
Технологический процесс прокатного производства в различных стадиях обработки металла (нагрев, прокатка, охлаждение и др.) связан с неравномерностью изменения отдельных частей объема металла, что вызывает в последнем различные по знаку и величине напряжения.
Неоднородность структуры металла, расположение и свойства различных кристаллов, наличие внутренних и внешних пороков в металле усугубляет неравномерность распределения напряжений в процессе обработки металла давлением.
Все пороки металла, будучи местами повышенной, концентрации напряжений и подвергаясь растягивающим напряжениям в процессе прокатки, могут привести к образованию местных хрупких разрушений до того, как среднее напряжение дойдет до предела текучести.
Не удаленные с поверхности слитков и заготовок пороки передаются готовому сорту. При этом чем меньше размер готового профиля, тем большую поверхность этот порок поражает и тем большая требуется затрата энергии для удаления порока. Часто пороки, которые легко можно было бы удалить со слитка или полуфабриката, переходя в готовый сорт, превращают его в окончательный брак.
Различными опытами и исследованиями установлено, что повышение концентрации напряжения тем больше, чем глубже порок расположен в металле, и чем меньше угол между сторонами порока.
Максимальное напряжение на поверхности металла, пораженного дефектами, может быть определено по формуле С. И. Губкина:

σ макс - напряжение у конца трещины;
σ ср - среднее сопротивление деформации;
р - радиус закругления у вершины надреза;
С - глубина трещины.
Влияние поверхностных дефектов, на понижение прочности материала показано опытами, проведенными акад. А. Ф. Иоффе, над кристаллами каменной соли.
Кристаллы каменной соли подвергались разрыву в сухом виде и в воде. Было установлено, что предел прочности сухих образцов равняется 0,5 кг/мм2 , а предел прочности подобных образцов при разрывах их в воде равнялся 200 кг/мм2 .
Такое резкое повышение предела прочности кристаллов соли объясняется главным образом тем, что в воде растворился поверхностный слой соли, на котором имелись микротрещины, являющиеся источниками повышенной концентрации напряжений.
Удаление поверхностных пороков с металла является ответственной и трудоемкой операцией прокатного производства от тщательности, выполнения которой зависит качество готовой продукции и технико-экономические показатели производства.
Зачистка слитков
При посадке слитков в нагревательные колодцы в холодном состоянии зачистка пороков поверхности слитков производится в холодном состоянии, перед их нагревом.
Может также производиться огневая зачистка пороков поверхности слитков, как горячего, так и холодного всада.
Иногда для слитков, главным образом горячего всада, зачистка пороков поверхности слитков не производится.
Ни одна из схем зачистки пороков поверхности слитков не гарантирует полностью от необходимости последующей зачистки полуфабриката. Конечно, после предварительной зачистки слитков поверхностных пороков на полуфабрикате будет значительно меньше.
Наиболее эффективным способом, который получает большое распространение, является огневая зачистка горячего раската.
Преимущества этого способа перед остальными особенно ощутимы при применении специальных машин непрерывной, сплошной огневой зачистки поверхности горячего раската, установленных в общую линию прокатного стана по пути движения раската.
Слитки ряда ответственных легированных сталей перед удалением пороков с их поверхности подвергаются различным видам термической обработки.
К основным видам термической обработки слитков перед зачисткой относятся: отжиг, нормализация с отпуском, гомогенизация.
Отжиг и нормализация с отпуском необходимы, чтобы снять внутренние напряжения, образовавшиеся в слитках в процессе охлаждения, которые могут при определенных условиях нагрева и прокатки привести к образованию пороков в слитках, смягчить сталь для облегчения зачистки поверхностных дефектов и уменьшить флокеночувствительность металла.
Гомогенизация (диффузионный отжиг), кроме того, несколько выравнивает химический состав металла.
Зачистка полуфабрикатов
С целью обнаружения поверхностных пороков на полуфабрикате его подвергают предварительной очистке от окалины.
Окалина, покрывающая поверхность углеродистого металла, состоит в основном из трех слоев: верхнего - окисла Fe2 О3 , среднего - окисла Fе3 О4 , и нижнего - закиси FeO. В окалине, покрывающей поверхность легированных и высоколегированных сталей, кроме того, содержатся еще в небольших количествах окислы легирующих элементов (от 2 % до 3%). В состав основных слоев окалины входит примерно от 20 % до 50% окислов Fe2 О3 и Fе3 O4 и от 50 % до 80% закиси FeO.
В зависимости от химического состава стали применяют различные кислоты. Для травления полуфабрикатов из низколегированной и углеродистой стали применяют, в основном, раствор серной кислоты.
Для травления полуфабрикатов, чистого сорта, а также горячекатаных полос и листов из нержавеющих сталей применяют водные растворы соляной, серной, азотной или фтористоводородной кислот разных концентраций и в различных комбинациях.
Контроль водного раствора кислоты производится следующим образом. Свежий раствор перемешивают. Из глубины ванны свинцовым или кислотоупорным стаканом отбирают пробу. В стакан опускают термометр и ареометр и определяют плотность при соответствующей температуре, исходя из чего определяют удельный вес раствора. Из стаканчика с раствором пипеткой отбирают в колбу 10 см3 раствора и добавляют 3-4 капли метилоранжа. Титруют, добавляя в раствор по каплям из бюретки щелочной раствор едкого натра, до изменения красного цвета раствора в зеленый. По делениям бюретки определяют количество израсходованной щелочи, а по количеству израсходованной щелочи и удельному весу раствора устанавливают содержание в растворе кислоты и купороса.
Травильный раствор должен проверяться не реже чем каждые 3-4 часа и результаты контроля отражаться в специальном журнале.
Качество травления проверяется внешним осмотром поверхности заготовок. Хорошо протравленный металл должен иметь гладкую поверхность ровного светло-серого цвета, без остатков не вытравленной окалины, следов перетрава и других дефектов.
В случае обнаружения дефектов выясняются причины их образования, и производится соответствующая регулировка режима работы травильных ванн.
За последние годы получил распространение непрерывный способ удаления окалины с поверхности полуфабриката, сортового проката листов и полос с помощью дробеструйных установок различных конструкций.
Этот способ имеет ряд преимуществ по сравнению с травлением металла в кислотах, основные из которых отсутствие пороков травления и потерь здорового металла. При производстве полуфабриката и сортового проката из легированной и высокоуглеродистой стали применяется также абразивный способ удаления окалины, представляющий собой разновидность фрезерования металла зернами абразивного круга.
Сущность этого метода заключается в сошлифовке на поверхности металла змейки или колец с шагом 100 мм - 200 мм.
По сравнению с другими способами удаления окалины с поверхности металла он имеет ряд весьма существенных недостатков, из которых основными являются низкая производительность, значительные потери здорового металла и небольшая величина поверхности металла, очищаемой от окалины.
Очистка грубой окалины с поверхности полуфабриката и крупного сортового проката углеродистых и низколегированных сталей может производиться отбивкой посредством пневматических молотков, с последующей зачисткой металлическими щетками. Этот способ не обеспечивает достаточно полного удаления окалины, особенно нижнего слоя, и не дает возможности качественно выявить поверхностные дефекты металла. Им можно пользоваться лишь в том случае, если поверхность металла достаточно чиста или же по условиям поставки допускаются незначительные пороки на поверхности.
В последнее время для удаления с поверхности металла окалины начал применяться газопламенный способ, основанный на нагреве поверхности металла специальными многопламенными горелками, которые перемещаются вдоль обрабатываемого металла на тележках.
Для удаления пороков с поверхности полуфабриката можно использовать такие способы, как огневая зачистка, электродно-дуговая зачистка, обдирка на токарно-обдирочных станках, строжка на строгальных станках, фрезерование на специальных станках, пневматическая вырубка молотками и абразивная зачистка наждачными кругами.
При ручной огневой зачистке применяется примерно следующая технология и контроль качества:
1) металл, подлежащий огневой зачистке, укладывается на стеллажи поплавочно с тем, чтобы избежать обезличивания или перепутывания; с поверхности металла металлическими щетками и обойками удаляется окалина, грязь, песок и т. д.;
2) перед зачисткой поверхности проверяют размеры и клеймовку металла;
3) осматривается поверхность металла, и наружные пороки отмечаются мелом;
4) в зависимости от принятой технологии, размеров и марки стали после разметки дефектов приступают или непосредственно к огневой зачистке или же сначала часть пороков удаляют пневматическими молотками;
5) для ускорения процесса окисления поверхности металла в начале огневой зачистки вводят в факел пламени конец тонкого стального низкоуглеродистого прутка, а при зачистке нержавеющих сталей в очаг горения все время подается алюминиевый или железный порошок;
6) подготовленный и зажженный резак устанавливается под углом 70° - 80° к зачищаемой поверхности; по достижении температуры горения металла наклоняют головку резака под углом 25° - 30° и одновременно подают струю режущего кислорода, образующийся в процессе огневой зачистки шлак удаляется скребками;
7) зачистка дефектов производится в продольном направлении, начиная с ребра граней, при этом процесс огневой зачистки ведется непрерывно; образующиеся канавки должны перекрывать одна другую и не образовывать острых и высоких гребней;
8) после огневой зачистки поверхность металла подвергается вторичному контролю на отсутствие наплывов, трещин, острых гребней, на плавный развал канавок и т. д. с тем, чтобы избежать дефектов, которые при последующей прокатке могут привести к образованию трещин и закатов.
При контроле поверхности металла после огневой зачистки проверяется и отмечается мелом и краской забракованная часть металла.
При производстве высоколегированных сталей (нержавеющих, жаропрочных и др.) слитки, заготовки и слябы могут подвергаться сплошной обдирке поверхностного слоя на специальных токарных и строгальных станках большой мощности.
Основное преимущество этого способа зачистки заключается в том, что при этом удаляются все поверхностные дефекты и обеспечивается получение значительно более чистой поверхности полуфабриката по сравнению с другими видами зачистки металла, так как обдирка слитков производится до полного удаления поверхностных пороков.
Основные недостатки обдирки - низкая производительность, большие потери здорового металла (до 10%) и необходимость предварительной термической обработки некоторых сталей перед зачисткой.
Контроль качества обдирки металла осуществляется внешним осмотром поверхности металла после зачистки. На поверхности металла не должно быть не удаленных пороков, острых гребней и неплавных переходов между отдельными слоями поверхности металла, которые при прокатке могут привести к трещинам и закатам. Проверяются также размеры зачищаемого металла. В отдельных случаях металл после строжки подвергается травлению с целью более тщательного контроля качества поверхности.
Удаление поверхностных пороков должно производиться поперечной зачисткой, так как в противном случае продольно расположенные трещины и волосовины сливаются на поверхности металла с рисками от наждачного камня, и их трудно отличить при контроле.
После зачистки каждая заготовка проверяется внешним осмотром на отсутствие поверхностных пороков, кроме того, путем замера проверяют, не выходят ли зачищенные места за пределы допусков.
Каждая проконтролированная годная заготовка клеймится специальным клеймом, а забракованные заготовки закрашиваются краской.
Торцы заготовок, вышедшие из размеров после зачистки, отрезают или закрашивают краской, если это разрешается по условиям поставки.
Нагрев металла перед прокаткой
В технологическом процессе прокатного производства исключительно большую роль играет нагрев металла, особенно высоколегированных, легированных и высокоуглеродистых сталей перед прокаткой. Нагрев металла в пламенных печах и колодцах прокатных цехов занимает свыше 99% времени всего цикла производства проката (без учета охлаждения металла и его адъюстажной отделки).
От нагрева металла в большой степени зависит качество готовой продукции, производительность прокатных станов, расход энергии и другие показатели работы прокатных цехов. Правильно выбранная технология нагрева металла в сочетании с правильным режимом его пластической деформации и охлаждения может в значительной степени локализовать отдельные дефекты литой стали, улучшить все характеристики готового сорта, и, наоборот, неудачно выбранная технология нагрева может привести к образованию новых пороков и получению окончательного брака.
Нагрев металла перед прокаткой должен обеспечить повышение его пластичности, снижение сопротивления деформации при прокатке и улучшение физико-механических и физико-химических свойств стали, как например, растворение карбидов при нагреве слитков шарикоподшипниковой стали, снижение флокенообразования флокеночувствительных легированных сталей и т. д.
Правильное определение температуры нагрева является чрезвычайно ответственной задачей. Практически температуру нагрева металла устанавливают, исходя из специфических особенностей работы того или иного завода. При этом принято ориентировочно считать, что температура нагрева металла должна быть на 150° - 250° ниже температуры плавления и на 100° - 120° ниже температуры пережога.
Для сталей большинства марок диапазон температур нагрева колеблется в пределах 1050°- 1300°.
При установлении температурного режима нагрева металла необходимо учитывать также температурный интервал прокатки, который оказывает большое влияние на производительность прокатного стана, качество готовой продукции и выход годного.
При определении температурного интервала прокатки учитывается пластичность, и сопротивление стали деформации при различных температурах, а также требования к структуре металла. Обычно стремятся, чтобы температурный интервал прокатки соответствовал состоянию металла в области твердого раствора гамма-железа и заканчивался немного выше линии GS(на диаграмме железо - углерод). Для стали каждой марки характерен свой температурный интервал прокатки, обеспечивающий получение наилучших физико-механических свойств и структуры при оптимальных технико-экономических показателях работы стана.
Правильность установления температуры нагрева для стали данной марки может быть проверена экспериментально тремя способами. Первый способ обоснован на скручивании круглых образцов металла при различных температурах. Температура, при которой образец выдержит без разрушения наибольшее число скручиваний вокруг своей продольной оси, является оптимальной. Второй способ заключается в горячей осадке под молотом специально отлитых при разливке плавки проб в виде маленьких слиточков, размерами несколько больше маркировочных проб. Эти слиточки нагреваются до различных температур и ссаживаются под молотом в одинаковых условиях. Оптимальной является температура, при которой поверхность осаженных слиточков наиболее чистая.
Третий способ проверки правильности температуры - прокатка образцов на клин. Для этой цели отливаются несколько слитков квадратного сечения 35 мм * 35 мм или 45 мм* 45 мм, высотой 850 мм - 900 мм. От этих слитков отрезают образцы длиной 200 мм - 250 мм, которые нагревают до различных температур прокатки и прокатывают на клин в валках с переменным сечением или на обычных валках клиновых образцов. Осмотр образцов показывает, при какой температуре и обжатии получается наиболее чистая поверхность, что характеризует оптимальный режим.
При нагреве металла контролируются следующие показатели:
а) температура в каждой зоне нагревательного устройства в продолжение всего периода нагрева;
б) скорость нагрева в каждой зоне печи;
в) общая продолжительность нагрева;
г) газовая атмосфера печи (контролируется на содержание Н2 ; СО, СО2 и СH4 в продуктах горения с тем, чтобы предупредить интенсивное окисление и обезуглероживание металла);
д) расход газа и воздуха;
е) давление в печи (колодцах), нормальный уровень которого должен быть 5-6 атм;
ж) температура в борове печи (колодцах);
з) своевременность кантовки (в процессе нагрева металла, особенно легированных сталей, для равномерного прогрева слитков и заготовок систематически, через определенные промежутки времени, производится их кантовка).
При нагреве в одной ячейке или печи слитков или заготовок разного развеса, но стали одной марки, нагрев ведется по металлу меньшего развеса. При нагреве в одной ячейке слитков разных марок режим нагрева устанавливается по стали, требующей более медленного подъема температур и более низкой температуры выдачи.
На современных нагревательных устройствах регулировка режима нагрева и контроль могут осуществляться при помощи счетно-решающих машин и телевизионных установок.
При выдаче металла контролируется, прежде всего, температура нагрева, которая проверяется оптическим пирометром, фотоэлементом или другими приборами при выдаче металла из печи и в начале прокатки. Одновременно проверяется равномерность прогрева слитка по всей высоте (визуально и по поведению его в процессе прокатки) - неравномерно нагретые слиток или заготовка будут изгибаться при прокатке из-за неравномерной вытяжки. Проверяется также состояние поверхности металла (визуально) и поплавочная выдача металла из нагревательных устройств, соответствие которой с заданной схемой посадки контролируется согласно записям на печной доске и в печном журнале.
Данные контроля нагрева металла заносятся в специальную карточку в виде приложения к паспорту плавки, которая сопровождает плавки на всех последующих переделах в прокатном цехе.
Прокатка металла
Прокатка является одним из наиболее прогрессивных способов получения готовых металлоизделий и занимает ведущее положение среди существующих способов обработки металлов давлением.
Современные прокатные станы представляют собой механизированные сложные агрегаты с большой производительностью.

Рис. 1: Схема продольной прокатки Рис. 2: Схема поперечной прокатки
По способу прокатки все станы могут быть разделены на три большие группы: станы продольной прокатки, поперечной прокатки и косой прокатки.
Продольная прокатка основана на деформации металла валками, расположенными параллельно в одной плоскости и вращающимися в разные стороны; ось прокатки металла перпендикулярна большим осям валков (рис. 1).
Поперечная прокатка - это деформация металла двумя валками, вращающимися в одну сторону; ось прокатки параллельна большим осям валков (рис. 2).
Косая прокатка представляет собой деформацию металла двумя валками, расположенными под определенным углом друг к другу и вращающимися в одну сторону. При этом металл задается в валки вдоль их больших осей (рис. 3). Такое расположение валков придает металлу вращательное и поступательное движение.
Последние два способа прокатки предназначены для изготовления изделий в виде тел вращения (трубы, шары и т. д.).
Кроме способов прокатки, станы подразделяются:
1) по числу валков (дуо, трио, кварто и многовалковые);
2) по расположению рабочих клетей (линейные, непрерывные, полунепрерывные и т. д.).
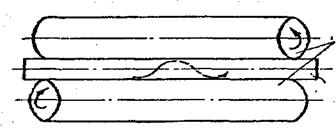
Рис. 3 Схема косой прокатки
3) по назначению прокатываемой продукции (сортопрокатные, листовые, проволочные);
4) по вращению валков (реверсивные и нереверсивные).
Все поступающие на завод валки контролируются по геометрическим размерам, состоянию поверхности, твёрдости, химическому анализу и структуре (микро- и макро-). Итоги проверки заносятся в специальный журнал учёта и хранения валков.
За расточкой новых валков и переточкой бывших в употреблении устанавливается тщательный контроль в вальцетокарной.
Контролю подвергается:
а) соответствие геометрических размеров калибров, диаметра валков, буртов и других параметров данным чертежа;
б) состояние поверхности валков, на которых не должно быть царапин, рисок, подрезов и других дефектов;
а) качество шлифовки листовых валков (класс чистоты поверхности);
b) отсутствие эксцентричности (не должно быть биение валка);
c) комплектность и маркировка валков.
К арматуре стана относятся все сменные детали (коробки, линейки, брусья, пропуска, проводки и т.д.), применяющиеся для крепления, направления и удержания металла при прокатке в определенном положении. Кроме этого, в линейных станах для передачи полосы из одной клети в другую применяются еще обводные аппараты различных конструкций.
От настройки и состояния становой арматуры в очень большой степени зависит производительность стана и качество готовой продукции. Арматура должна обеспечить легкость задачи полосы в стан при одновременном удержании ее в определенном положении без колебаний и повреждений поверхности прокатываемого металла. С этой стороны хорошо зарекомендовала себя роликовая арматура - роликовые проводки, роликовые коробки и др.
Одним из основных условий высокой производительности прокатных станов и получения продукции высокого качества является правильная настройка стана.
Схема настройки стана зависит от его конструкции и выпускаемой продукции. В настройку всех станов входят следующие общие элементы:
1. Расчет режима обжатий по проходам.
2. Установка и закрепление валков. Валки всех станов, кроме станов косой прокатки, не должны иметь перекосов в горизонтальной и вертикальной плоскостях. В калиброванных валках должно быть точное совмещение калибров, что проверяется по диагонали калибров нутромером.
3. Соединение валков шпинделями. При этом необходимо соблюдать заданные углы наклона. Всякий излишний перекос шпинделей ведет к усложнению работы стана и создает дополнительные трудности в его настройке.
4. Подбор и установка становой арматуры, которая должна точно соответствовать прокатываемому профилю и иметь чистую гладкую поверхность соприкосновения с прокатываемым металлом.
5. Установление скоростей прокатки.
6. Получение профиля заданных размеров и чистой поверхности, без закатов, волчков, рисок и других дефектов. Настройка стана на получение профиля производится на бракованном металле. При горячей сортовой прокатке пробы для проверки размеров отбираются с трех мест из передней, средней и задней части полосы с тем, чтобы учесть влияние разности температур по длине раската.
7. Проверка состояния подшипников. Подшипники должны быть правильно уложены (без перекосов), и выработка их не должна превышать допустимую. Возможную выработку подшипников в процессе прокатки следует учитывать. По данным С. Н. Филиппова, износ текстолитовых подшипников в чистовых клетях среднесортного стана равен 0,03 мм/час.
8. Подготовка и проверка мерительного инструмента (кронциркуля, шаблона, линейки и др.).
Как в процессе настройки, так и во время работы стана необходимо тщательно следить за температурой валков, малейшее нарушение режима охлаждения валков может привести к изменению размеров прокатанного металла.
После получения нужного профиля необходимо систематически контролировать вышеуказанные требования в процессе прокатки. На новых современных станах правильная настройка стана и контроль за его работой производится соответствующей аппаратурой: бесконтактными толщиномерами и ширине мерами и фотоэлементами для замера температур. Особенно эффективными являются счетно-решающие машины, автоматически регулирующие работу станов.
Процесс охлаждения металла после прокатки представляет собой чрезвычайно ответственную часть технологии прокатного производства. Особенно большую роль этот процесс играет для производства изделий из высоколегированных, легированных и высокоуглеродистых сталей. Неправильно выбранный процесс охлаждения или нарушение установленного может резко ухудшить качество выпускаемой продукции, вплоть до получения брака.
Контроль технологических операций охлаждения металла должен обеспечить строгое выполнение установленных инструкций и предупредить возможность образования брака, а также дать анализ причин ухудшения качества выпускаемой продукции и снижения выхода годного.
Контролю подвергается:
1) состояние колодцев (печей) на отсутствие подсоса воздуха, герметичность закрытия, правильность установки термопар, исправность измерительной аппаратуры;
2) температура колодцев для замедленного охлаждения и печей для изотермического отжига перед загрузкой в них металла; контроль температуры осуществляется посредством простых термопар со стационарными или переносными гальванометрами;
3) соответствие поступившего металла паспортным данным, проверяется клеймовка, количество штук;
4) температура металла перед загрузкой в колодцы или термические печи; до 800° замеряется оптическим пирометром, а при меньших температурах — радиационным пирометром типа РП с многослойной термобатареей;
5) время посадки металла в колодцы (печи);
6) порядок загрузки колодцев (печей); в журнал заносится перечень плавок, количество штанг и размещение их в колодцах;
7) температура металла в колодцах и печах в процессе охлаждения и изотермического отжига; контроль осуществляется посредством термопар, установленных в колодцах (печах) и фиксируется на потенциометре или гальванометре;
8) регулировка скорости охлаждения металла в колодцах;
9) длительность охлаждения металла в колодцах и изометрических печах;
10) общая продолжительность охлаждения металла;
11) температура металла при выгрузке из колодцев (печей). Замер температуры производится термопарами, радиационными пирометрами типа РП и термокарандашами (с температурным интервалом 200о -470о ).
Похожие рефераты:
Давно ли люди гибнут за металл и как именно закалялась сталь
Исследование и разработка конструкции бандажированного опорного валка стана 2500 горячей прокатки
Технологические линии и комплексы прокатного цеха
Автоматизация методической печи
Технология изготовления листовой электротехнической стали
Стойкость изложниц в условиях их эксплуатации на комбинате "Криворожсталь"
Профиль для металлических конструкций
Разработка технологического процесса получения горячекатаного листа
Конструкция, методика расчёта нагревательных и термических печей для сортового проката
Технико-экономическая характеристика отдельных способов производства стали
История возникновения прокатного стана