| Похожие рефераты | Скачать .docx |
Курсовая работа: Участок по переработке лома твёрдых сплавов способом хлорирования
Федеральное агентство по образованию
Московская государственная академия тонкой химической технологии
им. М.В. Ломоносова
Кафедра химии и технологии редких и рассеянных элементов
им. К.А. Большакова
Курсовой проект
тема: "УЧАСТОК ПО ПЕРЕРАБОТКЕ ЛОМА ТВЁРДЫХ СПЛАВОВ СПОСОБОМ ХЛОРИРОВАНИЯ"
| Научный руководитель: | доцент, к. х. н. Маслов Л.П. |
Выполнил студент гр. ТС-51 |
Бичевой С.М. |
Москва 2007 г.
ОГЛАВЛЕНИЕ
1. Введение.. 5
2. Литературный обзор. 6
2.1. Твёрдые сплавы. 6
2.2. Классификация твёрдых сплавов. 7
2.3. Свойства твердых сплавов и области их применения. 8
2.4. Основные российские производители твёрдых сплавов. 12
3. Предварительная обработка твёрдых сплавов. 17
3.1. Источники лома твёрдых сплавов. 17
3.2. Основные способы переработки твёрдых сплавов. 17
3.2.1. Хлорирование. 17
3.2.2. Методы регенерации твёрдого сплава. 18
3.2.3. Окислительные методы. 18
3.3. Основные этапы подготовки лома твёрдых сплавов. 19
3.4. Исходные данные: 21
3.5. Свойства компонентов вторичного сырья, которые могут быть использованы при разработке принципиальной технологической схемы процесса переработки сырья [6]. 22
3.6 Обоснование выбора стадий предварительной обработки сырья. 23
3.7. Выбор оборудования для предварительной обработки сырья. 25
3.7.1. Одновальцовая дробилка CEB 16/40. 25
3.7.2. Молотковая мельница CHM 23/20. 27
3.7.3. Магнитный сепаратор ПБС-63/50. 28
4. Хлорирование подготовленного сырья. 30
4.1. Хлориды и оксохлориды вольфрама. 30
4.1.2. Оксохлориды вольфрама. 32
4.2. Разработка способа хлорирования сырья. 33
4.2.1. Выбор параметров процесса хлорирования. 34
4.2.2. Выбор стабильного сечения тройной системы, продукты реакций. 34
4.3. Разработка принципиальной схемы.. 37
4.4. Разработка аппаратурно-технологической схемы.. 38
4.4.1. Аппаратурное оформление. 40
4.4.1. Аппаратурное оформление. 41
4.4.2.Описание схемы переработки твердого сплава. 41
5. Расчет материального баланса. 48
5.1 Уравнения материального баланса. 49
5.1.1. Расчет блока №1. 49
5.1.2. Расчет блока № 2. 50
5.1.3. Расчет блока № 3. 51
5.1.4. Расчет блока № 4. 51
5.1.5. Расчет блока № 5. 52
5.1.6. Расчет блока № 6. 52
5.2 Расчет технологической схемы в целом. 53
5.1. Уравнения материального баланса. 59
5.1.1. Расчет потоков: 60
5.1.2. Расчет циклонной пыли. 60
5.1.4. Количество связующих веществ в исходной шихте. 62
5.2 Окисление карбидов. 62
5.2.1. Окисление WC: 62
5.2.2. Окисление TiC: 63
5.2.3. Окисление Со: 64
5.2.4. Окисление Zn: 66
5.2.5. Окисление Си: 67
5.2.6. Окисление Ге: 68
5.2.7. Теоретическое количество воздуха. 70
5.5 Блок 5 Прокалка и сушка. 79
8. Вывод.. 85
9. Список литературы... 87
В настоящее время для производства режущих инструментов широко используются твердые сплавы. Они состоят из карбидов вольфрама, титана, тантала, сцементированных небольшим количеством кобальта. Карбиды вольфрама, титана и тантала обладают высокой твердостью, износостойкостью. Скорости резания инструментами, оснащенными твердыми сплавами, в 3-4 раза превосходят скорости резания инструментами из быстрорежущей стали.
В 2000 г. исключая Китай, было произведено около 30000 т твердых сплавов. Около 67% от всего количества твердых сплавов используется в мире в режущем инструменте.
Динамика развития производства твердых сплавов может быть проиллюстрирована следующим фактом: в период 1979-1991 гг., т.е. за 12 лет, спрос в мире на режущий инструмент удвоился.
Пропорционально использованию твердых сплавов растет количество амортизационного лома, брака при изготовлении инструментов, пылевидных отходов, образующиеся при заточке инструмента и т.д.
Данные виды отходов, возможно повторно переработать, что экономически более целесообразно чем производство металла из руды. Использование вторичного сырья позволяет решить ряд важнейших проблем: сохранение невосполнимых природных ресурсов; улучшение экологической обстановки; снижение капитальных и энергетических затрат; повышение производства редких металлов.
Цель данной работы состоит: в разработке схемы переработки лома твердых сплавов способом хлорирования, при заданных производительности, температуре обжига и способе подготовки сырья.
Подборе необходимого технологического оборудования.
Оценке экономической эффективности переработки.
Оценке данного процесса с точки зрения безопасности.
2. Литературный обзор
2.1. Твёрдые сплавы.
Твердые сплавы представляют собой композиционные материалы. Композиционный материал представляет собой высокопрочный или высокомодульный материал, называемый армирующим компонентом, соединенный со вторым материалом, называемым матрицей. Композиционные материалы обычно сочетают в себе свойства той и другой составляющих, однако модифицированные условиями их сосуществования.
Размеры частиц твердой карбидной и более мягкой цементирующей фаз обычно весьма малы и для большинства технических сплавов составляет 0,5-10,0 мкм.
Наиболее широкое развитие в области производства и применения получили инструментальные твердые сплавы, которые изготавливаются на основе карбида вольфрама, карбида титана, карбида тантала или сочетаний этих карбидов, иногда с карбидом ниобия, ванадия, хрома в качестве небольших добавок. "Цементирующим" металлом в сплавах служит кобальт, а иногда - никель, железо, молибден.
Сплавы отличаются высокой твердостью (HRA 82-92), сочетающейся с сопротивлением изнашиванию при трении о металлы и о неметаллические материалы, эти свойства сохраняются в значительной степени и при повышенных температурах.
Сплавы не подвергаются заметной пластической деформации при низких температурах и почти не подвержены упругой деформации: величина модуля упругости у твердых сплавов выше, чем у всех известных в технике материалов. Твердые сплавы отличаются также весьма высоким пределом прочности при сжатии. Значение предела прочности при изгибе и ударной вязкости этих сплавов невелики. Сплавы обладают относительно высокой теплопроводностью и электропроводностью, приближающейся к электропроводности железа и его сплавов. В химическом отношении твердые сплавы являются весьма устойчивыми против воздействия кислот и щелочей, некоторые сплавы заметно не окисляются на воздухе даже при 600-800°С. Изделия из твердых сплавов производятся методами порошковой металлургии, позволяющими создать сплавы из компонентов, значительно различающихся по температуре плавления. Наиболее тугоплавкие компоненты не должны подвергаться плавлению в целях придания сплаву нужных свойств.
Карбиды тугоплавких металлов групп IVА-VIA при повышенных температурах приобретают особые свойства. Для них характерны высокие значения модуля Юнга 2,8 • 105-6,5 • 106 МПа, в то время как для большинства переходных металлов эта величина равна 1,4 • 105-3 • 106 МПа. При комнатной температуре карбиды - хрупкие материалы, но при высоких температурах (около 1300 К) они переходят в пластичное состояние, а при температурах выше 1300 К пластически деформируются и известны как самые прочные материалы. Поскольку эти карбиды обладают такой исключительной термопрочностью и хорошей коррозионной стойкостью, их все более широко начинают применять как высокотемпературные конструкционные материалы в ядерной энергетике, ракетной и космической технике, в авиации и других областях. Карбиды используются там, где обычные сплавы не могут работать длительное время из-за слишком высоких рабочих температур. Например, карбид вольфрама (с никелем в качестве связующего) используют для изготовления колец, сопел и других деталей ракетных двигателей. [1]
2.2. Классификация твёрдых сплавов.
Твердые сплавы классифицируются по следующим признакам:
по составу:
WC-Co твердые сплавы;
W-TiC-Co твердые сплавы;
WC-(Ti, Та, Nb) С-Со твердые сплавы;
керметы (твердые сплавы с большим содержанием TiC/TiN);
специальные твердые сплавы (сплавы WC-Ni);
по величине зерна (дисперсности) карбидной фазы:
нанокристаллические - средняя величина зерна менее 0,1 мкм;
ультрадисперсные 0,2-0,5 мкм;
субмикронные 0,8-1,5 мкм;
среднезернистые 2,0-3,0 мкм;
крупнодисперсные 4,0-6,0 мкм;
особо крупнозернистые 8,0-15,0 мкм;
По областям применения:
Обработка материалов резанием (обработка со снятием стружки: резание, фрезерование, строгание, сверление): стали, чугуна, цветных металлов, неметаллических материалов и дерева;
Горно-буровые работы (бурение на газ и нефть, проходка туннелей), обработка дорожного покрытия, камнеобработка;
Бесстружковая обработка металлов (формообразующий инструмент при волочении, высадке, выдавливании, прокатке металлов), вырубка, отрезка, штамповка;
Работа в тяжелых условиях, в том числе в агрессивной коррозионной среде (быстро изнашивающиеся и конструкционные детали).
2.3. Свойства твердых сплавов и области их применения.
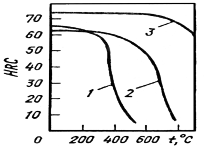
Свойства твердых сплавов и, следовательно, области их применения зависят от состава и зернистости карбидной фазы (WC, TiC, TaC), а также от соотношения карбидной и связывающей фаз. Регулированием этих факторов можно в определенных пределах менять свойства сплавов.
Рис.2.3.1. Зависимость твердости различных инструментальных материалов от температуры испытания:
1 - углеродистая сталь; 2 - быстрорежущая сталь; 3 - твердый сплав
 |
В соответствии с ГОСТ 3882–74 в РФ выпускают три группы твердых сплавов: вольфрамовая (однокарбидная), титановольфрамовая (двухкарбидная), и титанотанталовольфрамовая (трехкарбидная). Их марки, состав и физико-механические свойства приведены в табл.2.4.1
Сплавы вольфрамовой группы (WC-Со) имеют наибольшую прочность, но более низкую твердость, чем сплавы других групп. Они теплостойки до 800 °С. Их применяют в режущем инструменте для обработки чугунов, сталей, цветных сплавов и неметаллических материалов. Повышенная износостойкость и сопротивляемость ударам сплавов группы ВК определяет их применение в горном инструменте и для изготовления штампов, пуасонов, матриц, фильер и т.п.
Сплавы второй группы (WC-TiC-Co) имеют более высокую теплостойкость (до 900–1000 °С) и твердость. Это связано с тем, что карбид вольфрама частично растворяется в карбиде титана при температуре спекания с образованием твердого раствора (Ti, W) С, имеющего более высокую твердость, чем WC. Структура карбидной фазы зависит от соотношения WC и TiC в шихте. В сплаве Т30К4 образуется одна карбидная фаза - твердый раствор (Ti, W) С, который придает сплаву максимальную твердость (HRA 92), но пониженную прочность. В остальных сплавах этой группы количество WC превышает растворимость в TiС, поэтому карбиды вольфрама в них присутствуют в виде избыточных частиц. Эти сплавы применяют в основном для высокоскоростной обработки сталей и чугунов.
Третью группу образуют сплавы системы (WC-TiC-TaC-Co). В этих сплавах структура карбидной основы представляет собой твердый раствор (Ti, Та, W) С, и избыток WC. Сплавы этой группы отличатся от предыдущей большей прочностью, лучшей сопротивляемостью вибрациям и выкрашиванию. Они применяются в наиболее тяжелых условиях резания - при черновой обработке стальных поковок, отливок, а также труднообрабатываемых сталей и сплавов.
Общим недостатком рассмотренных сплавов, помимо высокой хрупкости, является повышенная дефицитность исходного вольфрамового сырья - основного компонента, определяющего их повышенные физико-механические характеристики [7].
Таблица 2.3.1. Марки, химический состав и характеристики спеченных твердых сплавов (ГОСТ 3882–74) [7].
| Группы | Марки | Массовая доля основных компонентов в смеси порошков,% | Физико-механические свойства | |||||
| WC | TiC | TaC | Co | Предел прочности при изгибе, МПа (кгс/мм2), не менее |
Плотность, (кг/м3) · 10–3 |
Твердость по Роквеллу по шкале А, [HRA] не менее | ||
| Вольфрамовая | ВК3 | 97 | – | – | 3 | 1176 (120) | 15,0–15,3 | 89,5 |
| ВК3-М | 97 | – | – | 3 | 1176 (120) | 15,0–15,3 | 91,0 | |
| ВК4-В | 96 | – | – | 4 | 1470 (150) | 14,9–15,2 | 88,0 | |
| ВК6 | 94 | – | – | 6 | 1519 (155) | 14,6–15,0 | 88,5 | |
| ВК6-М | 94 | – | – | 6 | 1421 (145) | 14,8–15,1 | 90,0 | |
| ВК6-ОМ | 92 | – | 2 | 6 | 1274 (130) | 14,7–15,0 | 90,5 | |
| ВК6-В | 94 | – | – | 6 | 1666 (170) | 14,6–15,0 | 87,5 | |
| ВК8 | 92 | – | – | 8 | 1666 (170) | 14,4–14,8 | 88,0 | |
| ВК8-В | 92 | – | – | 8 | 1813 (185) | 14,4–14,8 | 86,5 | |
| ВК8-ВК | 92 | – | – | 8 | 1764 (180) | 14,5–14,8 | 87,5 | |
| ВК10 | 90 | – | – | 10 | 1764 (180) | 14,2–14,6 | 87,0 | |
| ВК10-КС | 90 | – | – | 10 | 1862 (190) | 14,2–14,6 | 85,0 | |
| ВК11-В | 89 | – | – | 11 | 1960 (200) | 14,1–14,4 | 86,0 | |
| ВК11-ВК | 89 | – | – | 11 | 1862 (190) | 14,1–14,4 | 87,0 | |
| ВК15 | 85 | – | – | 15 | 1862 (190) | 13,9–14,4 | 86,0 | |
| ВК20 | 80 | – | – | 20 | 2058 (210) | 13,4–13,7 | 84,0 | |
| ВК20-КС | 80 | – | – | 20 | 2107 (215) | 13,4–13,7 | 82,0 | |
| ВК10-ХОМ | 88 | – | 2 | 10 | 1470 (150) | 14,3–14,7 | 89,0 | |
| Титановольф- рамовая | Т30К4 | 66 | 30 | – | 4 | 980 (100) | 9,5–9,8 | 92,0 |
| Т15К6 | 79 | 15 | – | 6 | 1176 (120) | 11,1–11,6 | 90,0 | |
| Т14К8 | 78 | 14 | – | 8 | 1274 (130) | 11,2–11,6 | 89,5 | |
| Т5К10 | 85 | 6 | – | 9 | 1421 (145) | 12,4–13,1 | 88,5 | |
| Т8К7 | 85 | 8 | – | 7 | 1519 (155) | 12,8–13,1 | 90,5 | |
| Титанотантало-вольфрамовая | ТТ7К12 | 81 | 4 | 3 | 12 | 1666 (170) | 13,0–13,3 | 87,0 |
| ТТ8К6 | 84 | 8 | 2 | 6 | 1323 (135) | 12,8–13,3 | 90,5 | |
| ТТ10К8-Б | 82 | 3 | 7 | 8 | 1617 (165) | 13,5–13,8 | 89,0 | |
| ТТ20К9 | 71 | 8 | 12 | 9 | 1470 (150) | 12,0–12,5 | 91 | |
Таблица 2.3.2. Область применения твердых сплавов [7]
| Марки | Применение |
| Для обработки материалов резанием | |
| ВК3 | Чистового точения с малым сечением среза, окончательного нарезания резьбы, развертывания отверстий и других аналогичных видов обработки серого чугуна, цветных сплавов и неметаллических материалов (резины, фибры, пластмассы, стекла, стеклопластиков, и т.д.). Резки листового стекла |
| ВК3-М | Чистовой обработки (точения, растачивания, нарезания резьбы, развертывания) твердых, легированных и отбеленных чугунов, цементированных и закаленных сталей, а также высокоабразивных неметаллических материалов |
| ВК6-ОМ | Чистовой и получистовой обработки твердых, легированных и отбеленных чугунов, закаленных сталей и некоторых марок нержавеющих высокопрочных и жаропрочных сталей и сплавов, особенно сплавов на основе титана, вольфрама и молибдена (точения, растачивания, развертывания, нарезания резьбы, шабровки) |
| ВК6-М | Получистовой обработки жаропрочных сталей и сплавов, нержавеющих сталей аустенитного класса, специальных твердых чугунов, закаленного чугуна, твердой бронзы, сплавов легких металлов, абразивных неметаллических материалов, пластмасс, бумаги, стекла. Обработки закаленных сталей, а также сырых углеродистых и легированных сталей при тонких сечениях среза на весьма малых скоростях резания |
| ТТ8К6 | Чистового и получистового точения, растачивания, фрезерования и сверления серого и ковкого чугуна, а также отбеленного чугуна. Непрерывного точения с небольшими сечениями среза стального литья, высокопрочных, нержавеющих сталей, в том числе и закаленных. Обработки сплавов цветных металлов и некоторых марок титановых сплавов при резании с малым и средним сечением среза |
| ВК6 | Чернового и получернового точения, предварительного нарезания резьбы токарными резцами, получистового фрезерования сплошных поверхностей, рассверливания и растачивания отверстий, зенкерования серого чугуна, цветных металлов и их сплавов и неметаллических материалов |
| ВК8 | Чернового точения при неравномерном сечении среза и прерывистом резании, строгании, чернового фрезерования, сверления, чернового рассверливания, чернового зенкерования серого чугуна, цветных сплавов и неметаллических материалов. Обработки нержавеющих, высокопрочных и жаропрочных труднообрабатываемых сталей и сплавов, в том числе сплавов титана |
| ВК10-ХОМ | Сверления, зенкерования, развертывания, фрезерования и зубофрезерования стали, чугуна, некоторых труднообрабатываемых материалов и неметаллов цельнотвердосплавным, мелкоразмерным инструментом |
| ВК15 | Режущего инструмента для обработки дерева |
| Т30К4 | Чистового точения с малым сечением среза (типа алмазной обработки); нарезания резьбы и развертывание отверстий незакаленных и закаленных углеродистых сталей |
| Т15К6 | Получернового точения при непрерывном резании, чистового точения при прерывистом резании, нарезания резьбы токарными резцами и вращающимися головками, получистового и чистового фрезерования сплошных поверхностей, рассверливания и растачивания предварительно обработанных отверстий, чистового зенкерования, развертывания и других подобных видов обработки углеродистых и легированных сталей |
| Т14К8 | Чернового точения при неравномерном сечения среза и непрерывном резании; чернового фрезерования сплошных поверхностей, рассверливания литых и кованных отверстий, чернового зенкерования и других подобных видов обработки углеродистых и легированных сталей |
| Т5К10 | Чернового точения при неравномерном сечении среза и прерывистом резании, фасонного точения, отрезки токарными резцами; чистового строгания; чернового фрезерования прерывистых поверхностей и других видов обработки углеродистых и легированных сталей, преимущественно в виде поковок, штамповок и отливок по корке и окалине |
| Т8К7 | Фрезерования труднообрабатываемых чугунов |
| ТТ7К12 | Тяжелого чернового точения стальных поковок, штамповок и отливок по корке с раковинами при наличии песка, шлака и различных неметаллических включений при равномерном сечении среза и наличии ударов. Всех видов строгания углеродистых и легированных сталей. Тяжелого сверления отверстий в стали, чернового фрезерования углеродистых и легированных сталей |
ТТ10К8-Б |
Черновой и получистовой обработки некоторых марок труднообрабатываемых материалов, нержавеющих сталей аустенитного класса, маломагнитных сталей и жаропрочных сталей и сплавов в том числе титановых |
| ТТ20К9 | Фрезерования стали, особенно фрезерование глубоких пазов и других видов обработки, предъявляющих повышенные требования к сопротивлению сплава тепловым и механическим циклическими нагрузками |
| Для бесстружковой обработки металлов, быстроизнашивающихся деталей машин, приборов и приспособлений | |
| ВК3, ВК6, ВК3-М, ВК6-М | Сухого волочения проволоки из стали, цветных металлов и их сплавов при небольшой степени обжатия. Быстроизнашивающихся деталей машин, приборов и измерительного инструмента, работающих без ударных нагрузок |
| ВК8 | Волочения, калибровки и прессования прутков и труб из стали цветных металлов и их сплавов. Быстроизнашивающихся деталей машин, приборов и измерительного инструмента, работающих при небольших ударных нагрузках |
ВК10 |
Волочения и калибровки прутков и труб из стали, цветных металлов и их сплавов при средней степени обжатия Быстроизнашивающихся деталей машин, приборов и измерительного инструмента, работающих при ударных нагрузках средней интенсивности |
| ВК15 | Волочения и прессования прутков и труб из стали при повышенной степени обжатия. Штамповки, высадки, обрезки, вытяжки углеродистых и качественных сталей при ударных нагрузках малой интенсивности |
| ВК10-КС | Штамповки, высадки, вытяжки легированных и специальных сталей при ударных нагрузках малой интенсивности |
| ВК20-КС | Штамповки, высадки, обрезки легированных и специальных сталей и сплавов при ударных нагрузках средней интенсивности |
| ВК20К | Объемной штамповки и высадки при обычной и повышенной температурах углеродистых легированных и специальных сталей при ударных нагрузках высокой интенсивности |
2.4. Основные российские производители твёрдых сплавов.
В Российской Федерации в настоящее время наиболее крупными производителями твердосплавной продукции являются:
АООТ "КЗТС", Кировоградский завод твердых сплавов, Свердловская область;
ОАО "Победит", г. Владикавказ
ФГУП ВНИИТС, г. Москва;
"МКТС-САНДВИК", г. Москва. Это предприятие, являющееся собственностью шведского концерна "САНДВИК КОРОМАНТ", осуществляет свою программу в области закупки сырья, производства, маркетинга;
ОАО "Волгобурмаш", г. Самара;
ООО "АЛГ", г. Москва.
АООТ "КЗТС" производит изделия:
1.1. Напаиваемые пластины для режущего инструмента
Марки сплавов - ВКЗ, ВК6, ВК8, ВК3М, ВК6ОМ, Т5К10, Т15К6, Т14К8, Т30К4, ТТ7К12, ВП322
1.1.1. Пластины для резцов.
1.1.2Пластины для сверл, зенкеров и разверток.
1.1.3. Пластины для фрез.
1.2. Сменные многогранные пластины.
Марки сплавов - ВК6, ВК6ОМ, ВК8, ВП3115, ВП3325, ВП322, МС121, МС137, МС146, МС221, МС321, МС1465, МС1466, МС2215, МС2216, МС3215, МС3216, Т5К10, Т14К8, Т15К6, ТЗОК4, ТС1Т, ТС1Ф, ТТ7К12.
1.3. Сменные опорные многогранные пластины. Марка сплава - ВК15
1.4. Изделия для монолитного инструмента. Марки сплавов - ВК6, Т5К10, Т15К6, Т14К8, Т30К4
1.5. Стружколомающие пластины. Марки плавов - ВК8
1.6. Пластины твердосплавные для дисковых дереворежущих пил и дереворежущих фрез. Марки сплавов - ВК6, ВК8, ВК15
1.7. Пластины - заготовки для отрезных ножей. Марка сплава - ВК15
Наряду с этим выпускает товарные карбиды и смеси. В конце 2002 г. объем производства составлял 40 т/мес, в 2003 г.60 т/мес. Таким образом, предполагаемый годовой объем производства составляет ориентировочно 700-1000 т твердосплавной продукции, из которых приблизительно 60% приходится на сплавы ВК, 30% - сплавы ТК и 10% - сплавы ТТК.
ОАО "Победит" производит из твердых сплавов изделия для обработки металлов резанием, для обработки металлов давлением и синтеза алмазов, для оснащения горно-бурового инструмента, а также товарные карбиды и смеси. Объем производства твердосплавной продукции составляет ориентировочно 15-20 т/мес, 70% от этого объема приходится на сплавы ВК, 15% - ТК и 15% - ТТК.
Продукция ОАО "Победит":
1. Пластины для оснащения режущего инструмента:
1.1) Напаиваемые пластины форм: 01, 02, 61, 62, 06, 66, 07, 67, 10, 11, 70, 13(1-2), 14, 15, 16, 17, 20, 21, 23, 24, 25, 26, 27, 32, 39, 47, 48, 49, 50, 51 из сплавов марок ВКЗ, ВК6, ВК8, ВКЗ-М, ВК6-М, ВК6-ОМ, ВКЮ-ХОМ, Т5К10, Т15К6, Т14К8, ТЗОК4 по соответствующим ГОСТам;
1.2) Сменные многогранные пластины из сплавов марок: Т5К10, Т15К6, ВК8, ВК6, ВК6-ОМ, ТТ20К9, ТТ7К12, а также ВП3325, ВП3115, ВП1255 по дополнительному согласованию;
1.2.1) Режущие пластины: трехгранной формы по ГОСТам: 19043-80, 19045-80, 24251-80, 24250-80, 19044-80, 19046-80,24247-80; 27301-87, 27302-87, шестигранной формы по ГОСТам: 19047-80, 19048-80; 19067-80, 19068-80, квадратной формы по ГОСТам: 19049-80, 19050-80, 24253-80, 24252-80, 19051-80, 19052-80, 24248-80, 19053-80; 27301-87; 27302-87, ромбической формы по ГОСТам: 19056-80, 19057-80, 19059-80; 24249-80, 24255-80, 24256-80, 24257-80; 27301-87, 27301-87, параллелограммы по ГОСТам: 19061-80, 19062-80, пятигранной формы по ГОСТам: 19063-80, 19064-80, 19065-80, круглой формы по ГОСТам: 19069-80, 19070-80, 19071-80, 19072-80; 27301-87; 25403-82;
1.2.2) Опорные пластины: трехгранной формы по ГОСТам: 19073-80, 19074-80; шестигранной формы по ГОСТам: 19075-80, 19081-80, квадратной формы по ГОСТам: 19076-80, 19077-80; ромбической формы по ГОСТам: 19078-80; 24254-80, параллелограммы по ГОСТам: 19079-80, пятигранной формы по ГОСТам: 19080-80, круглой формы по ГОСТам: 19083-80;
1.2.3) Стружколомы: круглой формы (ГОСТ 25418-82), трехгранной формы (ГОСТ 19084-80), четырехгранной формы (ГОСТ 19085-80).
2. Изделия для горного инструмента форм: П1, П2, Г14, Г24, Г24А, Г25, Г26, Г32, Г33, Г34, Г34А, Г36, Г38, Г39, Г40, Г53, Г54, Г64, Г66, Г67 из марок сплавов: ВК8, ВК4В, ВК6В, ВК8В, ВК8ВК, ВК10КС, ВК11ВК, ВК8КС по ГОСТ 880-75.
3. Пластины для деревообработки из сплавов ВК6, ВК8, ВК15 формы по ГОСТ 13833 и по ГОСТ 13834.
4.3аготовки вставок для высадочного инструмента из сплавов ВК10КС, ВК20КС по ГОСТ 10284-84. Возможно изготовление из ВК15 и ВК20.
5. Вставки из твердых сплавов ВК8, ВК15, ВК20 для разделительных и гибочных штампов по ГОСТ 19106-73.
6. Волоки-заготовки для волочения проволоки и прутков круглого сечения по ГОСТ 9453-75, 2330-76, 5426-76.
7. Заготовки для блок-матриц (для синтеза алмазов) по соответствующим ТУ.
Не стандартизированная продукция изготавливается по чертежам и ценам, согласованным с заказчиком.
Металлургический цех ФГУП ВНИИТС выпускает до 40 марок сплавов, включая опытные, с целью определения областей применения новых видов продукции. Годовой объем производства не превышает 40 т, из которых 80% составляют сплавы ВК, 5% -ТКи 15% -ТТК.
ОАО "Волгобурмаш" производит изделия для оснащения шарошечных долот из твердых сплавов ВК по лицензии фирмы "Карболой" (США). Годовой объем производства составляет ориентировочно 250-300 т.
ООО "АЛГ" изготовляет в год более 60 т изделий в основном из сплавов Фирма выпускает широкую номенклатуру изделий из стандартных марок и из сплавов собственной разработки марок ЖС-11, ЖС-17, РТ-7 и других для следующих областей применения. Полный ассортимент режущих пластин для:
· обработки колесных пар;
· сверления и фрезерования рельсов;
· обработки осей;
· обработки стрелочного привода;
СМП для тяжелого резания и фрезерования; заготовки осевого инструмента; быстроизнашивающиеся детали штампов, сопла; коррозионностойкие немагнитные твердые сплавы марок СН8, ВНКЮ, ВН8-ОМ, из которых изготавливаются износостойкие изделия для:
· погружных нефтяных насосов;
· осевых подшипников скольжения и опоры;
· торцевых уплотнений насосов;
· химической индустрии;
· пресс-уснастки при формовании магнитов. [2]
3. Предварительная обработка твёрдых сплавов
3.1. Источники лома твёрдых сплавов.
В настоящее время источниками образования лома твёрдых сплавов в большинстве случаев является амортизационный лом режущего инструмента. Следующий большой источник лома твердых сплавов − это отработавшее горнобуровое оборудование и конструкционные детали, а так же отходы и брак при производстве этой продукции.
3.2. Основные способы переработки твёрдых сплавов.
3.2.1. Хлорирование.
1) Подготовленные отходы хлорируют смесью хлора с диоксидом углерода при 850-900°С. Образовавшиеся хлориды вольфрама (WC16), титана (TiCl4) и кобальта (СоС12) конденсируют раздельно и направляют на получение порошков металлов (водородное восстановление) или оксидов.
При хороших технологических показателях следует отметить громоздкость оборудования для хлорных схем, а также трудности, связанные с полнотой использования, агрессивностью и токсичностью хлора и хлоридов, необходимостью специальных коррозионностойких материалов для аппаратуры и значительными затратами на реагенты [4].
2) Отходы твердых сплавов перед хлорированием окисляются кислородом или кислородосодержащими газами (воздух, СО2, водяной пар), в результате чего выгорает углерод, а вольфрам и кобальт превращает в оксиды с образованием рыхлой, легко размалываемой массы, которая восстанавливается водородом или аммиаком, а затем активно хлорируется газообразным хлором. Извлечение вольфрама и кобальта составляет 97% и более [9].
3.2.2. Методы регенерации твёрдого сплава.
1) Для переработки кусковых отходов неперетачиваемых пластин твердых сплавов разработан способ, основанный на разрушении сплава при его контакте с расплавленным цинком. Кусковые отходы твердого сплава и цинк загружают в тигель, который помещают в печь и нагревают до 500-600°С. При этом происходит расплавление цинка и кобальт из твердого сплава переходит в расплав. Процесс сопровождается объемным расширением материала и приобретением им губчатой структуры. Из полученного материала отгоняют цинк (при 900°С), который и конденсируется в приемнике. Оставшиеся карбид вольфрама (или вольфрам-титановые карбиды) вместе с кобальтом измельчают в шаровых мельницах, получая порошок с микронным размером частиц. При этом частицы карбида вольфрама в порошке сохраняют исходную (до переработки) структуру. Полученную смесь повторно используют для производства твердого сплава.
2) Сущность технологии состоит в том, что исходный материал подвергается окислению кислородосодержащим газом при 500 – 1000 оС, а затем подвергается восстановлению водородом или аммиаком при 600 – 900 оС. В образующуюся рыхлую массу вводится сажистый углерод и после размола получается однородная смесь для карбидизации, проводимой при 850 оС [9].
3.2.3. Окислительные методы.
1) Cпекания с NaNO3
Распространенным способом переработки кусковых отходов твердых сплавов является их сплавление с NaNO3. Процесс ведут при 800-900°С. Плав измельчают и выщелачивают водой. Затем раствор вольфрамата натрия отделяют фильтрацией от нерастворимого осадка, содержащего оксид кобальта, и перерабатывают по известной технологии с получением паравольфрамата аммония.
Недостатком способа является значительный расход реагентов, большое количество циркулирующих растворов, разнообразие специальной аппаратуры, выделение агрессивных газов (NO, NO2) - ограничивают его применение. Этот метод целесообразно применять на предприятиях, перерабатывающих вольфрамовые концентраты. [4]
2) Окисление кислородом.
Возможна также переработка кусковых отходов твёрдых сплавов по схеме, предусматривающей окисление кислородом при 900-1000°С с последующим выщелачиванием WO3 из продукта обжига растворами соды или щелочи; можно перерабатывать и кусковые отходы твердых сплавов, содержащих вольфрам [3].
3) СВС-процесс
Для переработки отходов твердосплавного инструмента на основе карбидов тугоплавких металлов, содержащих Та, Nb, W, V, предложено использовать процесс самораспространяющегося высокотемпературного синтеза (СВС-процесс), который значительно интенсифицирует вскрытие отходов [4].
3.3. Основные этапы подготовки лома твёрдых сплавов.
Для правильной организации сбора, хранения, обезвреживания, обогащения и переработки вторичного сырья необходимо знать его состав, количество и свойства.
Перед выбором способа переработки вторичного сырья следует учитывать, что его состав в большинстве случаев существенно отличается от первичного. Поскольку в процессе эксплуатации может существенно изменяться вещественный и фазовый состав вторичного сырья (испарение, взаимная диффузия металлов и др.), возможно накопление токсичных и взрывоопасных соединений, загрязнение продуктами смазки и окисления. Это требует дополнительных операций, особенно на стадии обогащения.
Основные этапы подготовки лома твёрдых отходов включает:
Контроль радиоактивности, взрывоопасности и токсичности сырья. Особенно это касается лома изделий военной техники, в которых могут содержаться взрывчатые вещества, остатки твердого и жидкого топлива. Такое вторичное сырьё обязательно подвергается входному контролю на взрывобезопасность и присутствие токсичных и радиоактивных веществ.
Удаление и обезвреживание химических, взрыво - и радиационноопасных составляющих поступившего вторичного сырья;
Сортировка и выбор способа обогащения вторичного сырья, обычно это ручная сортировка.
Обезжиривание. Отсортированные грязные отходы загружают в установку для обезжиривания, где циркулируют пары перхлорэтилена. Этот растворитель удаляет смазку и масло. Смесь паров затем конденсируется для извлечения растворителя. Вредно воздействие перхлорэтилена.
Обдувка. Для удаления грязи, оксидов и ржавчины, обезжиренные отходы обдуваются дробью или металлическим порошком.
Травление и химическая обработка. Отходы от обдувки обрабатываются кислотами, чтобы устранить остаточную коррозию и окисные загрязнители.
Перед переработкой вторичное сырье нужно, пакетировать или (если это крупногабаритные детали) разрезать на куски, удобные для шихтовки или для дальнейшей переработки. В современной практике далеко не всегда имеются эффективные способы осуществления этих операций
Особо следует учитывать при разработке технологической схемы экологические проблемы. Выбранная схема должна характеризоваться минимальными объемами твердых отходов и сбросных растворов, предусматривать улавливание и утилизацию газообразных продуктов; по возможности не должны использоваться ядовитые вещества (ртуть, кадмий и др.).
Для переработки многокомпонентного вторичного сырья, разрабатывается, как правило, несколько альтернативных схем. Они подвергаются опытно-промышленной проверке, а затем выбирается схема, оптимальная по технико-экономическим, экологическим и другим показателям [6].
3.4. Исходные данные:
Сырье (вторичное): Лом твердых сплавов - режущие части металлорежущих инструментов (резцы, фрезы, сверла и т.п.), брак при изготовлении инструментов, фильеры, стеклорежущий инструмент, шары из мельниц барабанного типа, жаропрочные покрытия частей реактивных двигателей, футеровки химических реакторов и т.п.
Фазовый состав: Гетерогенный материал, представляющий собой смесь карбидной фазы (карбидов вольфрама и титана), связующий материал - металлический кобальт, металлические сплавы основы инструмента (чаще всего сталь марки СТ3, инструментальные и нержавеющие стали), паечные и сварные материалы (медь, цинк, олово, свинец), возможно присутствие керамических материалов.
Химический состав: Вольфрам, титан, кобальт, углерод, железо, хром, никель, медь и др.
Гранулометрический состав: Куски размером до 150-200 мм неправильной формы, обломки 5-50 мм, порошки 0,1-1,5 мм, пылевидный частицы до 30 мкм.
Свойства: а) механические - исключительно твердые и хрупкие карбиды, более мягкие металлические сплавы, мягкие паечные материалы (привести данные по шкале твердости Нб);
б) химические - растворимость в различных реагентах, действие газообразного хлора на твердую фазу, действие хлора на тот же материал, находящийся в расплаве хлоридов (натрия, калия или др. элементов) окисляемость при нагревании и обжиге и т.д.
Объем переработки: 10 тонн в год.
Способ переработки: Хлорирование лома твердых сплавов с получением TiCl4, WОСl4 и последующей переработкой на товарный TiO2 и WO3
Задание:
Выбрать способ хлорирования и составить схему переработки вторичного сырья (лома твердых сплавов)
Рассчитать материальный и тепловой баланс (химический состав сырья рассчитать, исходя из тв. сплава марки Т15К6 (15% карбида титана 6% металлического кобальта, остальное – карбида вольфрама), количество твердосплавной фазы принять 90%, Остальные 10% составляют примеси:
(железо - 7%, медь - 0,3%, цинк - 0,3%, хром - 0,7%, никель - 0,7%, марганец - 0,9%, кремний - 0,1%).
Подобрать необходимое технологическое оборудование.
Оценить данный процесс с точки зрения безопасности.
3.5. Свойства компонентов вторичного сырья, которые могут быть использованы при разработке принципиальной технологической схемы процесса переработки сырья [6].
Таблица 3.5.1
| Компонент | Состав компонента% |
Содержание во вторичном сырье% | Плотность, кг/м3 | Температура плавления, oC | Электрическое сопротивление, Ом·м | Тип магнетика |
Краткие химические свойства компонента |
| Твёрдый сплав Т15К6 | TiC ~ 15,0 Co ~ 6,0 Остальное WC |
90 | 11100–11600 | - | ~ 10 · 10-8 | Парамагнетик | Устойчив против воздействия кислот и щелочей, не окисляются на воздухе до температуры 600-800°С. |
| Сталь СТ3 | C ~ 0,1 – 0,22 Si ~ 0,15 – 0,3 Mn ~ 0,4 – 0,65 Ni до 0,3 Cr до 0,3 Cu до 0,3 Остальное Fe |
9,4 | 7700-7800 | 1300-1400 | ~ 9,0 · 10-8 | Ферромагнетики | Медленно окисляется во влажном воздухе. Не реагирует с водой, гидратом аммиака; пассивируется в концентрированных серной и азотной кислотах, разбавленных щелочах. Реагирует с разбавленными кислотами, концентрированными щелочами, неметаллами, монооксидом углерода. Вытесняет благородные металлы из их солей в растворе. |
| Инструмен-тальная сталь | C ~ 0.8 - 1.0 Si ~ 0.25 Mn ~ 0.25 - 0.30 Cr ~ 0.15 Остальное Fe |
||||||
| Нержавеющая сталь | C < 0,12 Si ~ 1.0 Mn ~ 1,5 Ni ~ 5.0 Cr ~ 15 Остальное Fe |
Не реагируют с водой, щелочами, гидратом аммиака; пассивируется в концентрированных серной и азотной кислотах, разбавленных щелочах. Медленно реагирует с разбавленными HCl и H2SO4 кислотами. |
|||||
| Паечные материалы | 55% Cu, остальное Zn | 0,6 | 8400 | 1343 - 1143 | 40 · 10-8 | Диамагнетик | Не реагируют с водой, разбавленной хлороводородной кислотой. Переводится в раствор кислотами-неокислителями или гидратом аммиака в присутствии О2, цианидом калия. Окисляется концентрированными серной и азотной кислотами, "царской водкой", кислородом, галогенами, халькогенами, оксидами неметаллов. Реагирует при нагревании с галогеноводородами. |
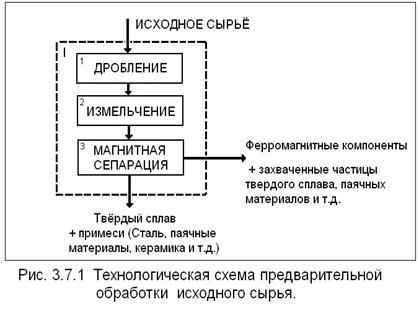
3.6 Обоснование выбора стадий предварительной обработки сырья.
Первые стадии переработки лома связаны с операциями измельчения и обогащения.
Измельчение обычно проводят в молотковых дробилках с классификацией и возвратом крупной фракции на начальную стадию.
Для разделения сложного многокомпонентного вторичного сырья применяют различные методы обогащения: воздушную сепарацию, гидродинамическое обогащение, электростатическую сепарацию, магнитную сепарацию, флотацию и др.
Электромагнитная сепарация
Метод основан на различии в магнитных свойствах компонентов вторичного сырья.
При разработке схемы переработки сырья можно использовать электромагнитную сепарацию. Данный метод позволит нам легко отделить сильномагнитные частицы − ферромагнетики.
Таблица.3.6.1 Магнитная восприимчивость материалов.
| Вид материала | Магнитная восприимчивость материалов − χ | Рекомендуемая напряженность магнитного поля, кА/м |
| Ферромагнетики (Сталь) | χ>>1 | 100 − 150 |
Электростатическая сепарация
Метод основан на различии в электропроводности, электроёмкости и диэлектрических свойствах сырья.
При разработке схемы переработки сырья невозможно использовать электростатическую сепарацию т. к. в исходном сырье нет диэлектриков.
Гравитационное обогащение
Метод основан на различии в плотностях и скоростях падения частиц разделяемого сырья в воздухе (пневматический метод) или в жидких средах (гидродинамический метод).
Таблица 3.6.2. Плотность компонентов. [кг/м3]

При разработке схемы переработки сырья можно использовать гравитационное обогащение. Этот метод обогащения не даст хороших результатов по причине небольшой разности плотностей и небольшого количества примесей [6].
3.7. Выбор оборудования для предварительной обработки сырья.
Исходя из заданного состава компонентов, гранулометрического состава вторичного сырья и выбранного способа переработки, сырьё необходимо измельчить до размера до 1,0 мм, что обеспечит высокую скорость хлорирования. Для этого нужно провести дробление и измельчение на соответствующем оборудовании. Так же желательно провести обогащение исходного сырья. Обогащение позволит избежать ненужных отходов, сэкономит реактивы, энергию и упростит очистку продуктов.
Степень обогащения при использовании магнитной сепарации зависит от крупности частиц, для улучшения показателей обогащения, магнитную сепарацию нужно провести после измельчения исходного сырья.
Основной проблемой схемы предварительной обработки сырья является измельчение.
3.7.1. Одновальцовая дробилка CEB 16/40
Одновальцовая дробилка CEB 16/40 была разработана компанией NETZSCH-Group. Одна из областей её применения – дробление твёрдого сплава.
Принцип действия – простое разрушение. Данная модель со сверхтвердыми разрушающими элементами, служит для эффективного дробления.
Малые габариты способствуют установки в новую или существующую схему.
Таблица 3.7.1. Основные технические характеристики дробилки CEB 16/40.
| Производительность по исходному твердому материалу | 230 кг/ч |
| Диметр ротора | 160 мм |
| Ширина входного отверстия | 400 мм |
| Диапазон размола | 4 - 12 мм |
| Номинальная мощность эл. привода не более | 3 кВт |
Принип работы одновальцовойая дробилки CEB.
Одновальцовойая дробилка CEB оборудована большим количеством зубьев, при медленном вращении которых между зубьями и широкими гребёнками создается огромное давление на продукт, что и приводит к его измельчению.
Заключительный размер частицы зависит от зазора между гребёнками и геометрией зубьев.
Измельченный продукт поднимается вертикально вверх со дна дробилки [8].
3.7.2. Молотковая мельница CHM 23/20



Молотковая мельница CHM 23/20 была разработана компанией NETZSCH-Group.
Одна из областей её применения – измельчение твёрдого сплава.
Принцип действия – ударно-отражательное измельчение. Данная модель со сверхтвердыми разрушающими элементами, служит для эффективного измельчения.
Малые габариты способствуют установки в новую или существующую схему.
Таблица 3.7.2. Основные технические характеристики молотковой мельницы CHM 23/20.
| Производительность по исходному твердому материалу | 230 кг/ч |
| Диметр ротора | 230 мм |
| Ширина входного отверстия | 200 мм |
| Диапазон размола | 0,5 - 1 мм |
| Номинальная мощность эл. привода не более | 3 кВт |
Принип работы одновальцовойая дробилки CEB.
Подача продукта осуществляется через вместительную входную воронку поверх ротора. Закрепленные на роторе подвижные ударные элементы - плоские, из стали – при вращении ротора поворачиваются во внешнюю сторону под действием центробежной силы и тем самым разбивают находящийся в вихревом потоке в размольной камере материал. Таким образом материал не только направляется на внутренние стенки корпуса и закрепленные на нем отражательные пластины но и на встроенные в нижней части машины сетку или сетчатый фильтр, зазор которых определяет в конечном итоге размер частиц продукта [8].
3.7.3. Магнитный сепаратор ПБС-63/50
Сепаратор магнитный барабанный для сухого обогащения мелкодробленых сильномагнитных руд, а также для извлечения ферромагнитных примесей из стружки и кусковых отходов цветных металлов и их сплавов.
Таблица 3.7.3 Основные технические характеристики магнитного сепаратора ПБС-63/50.
| Производительность по исходному твердому материалу | 2 – 6 т/ч |
| Магнитная индукция на поверхности барабана, не менее | 0,130 Тл |
| Диаметр барабана | 600 мм |
| Длина барабана, (включая реборды) | 500 мм |
| Номинальная мощность эл. привода не более | 1,1 кВт |
| Крупность питания | 0-4 мм |
| Габаритные размеры | 900х1300х1400 мм |
| Масса, кг | 550 кг |
| Количество барабанов | 1 |
Данный сепаратор позволит отделить большую часть ферромагнитных примесей. Так же с ферромагнитными частицами будут увлекаться и остальные компоненты сырья [10].
Таблица 3.7.3. Приблизительные значения разделения продукта исходя из заданного фазового и химического состава сырья и объема переработки в год.
| Твёрдосплавный концентрат | Ферромагнитный концентрат | ||||
| Компонент | Содержание в концентрате [%] | Масса [кг] |
Компонент | Содержание в концентрате [%] | Масса [кг] |
| Твёрдый сплав Т15К6 | 98,51 | 8925 | Твёрдый сплав Т15К6 | 8 | 75 |
| Сталь | 1,04 | 94 | Сталь | 90 | 846 |
| Паечные материалы | 0,45 | 41 | Паечные материалы | 2 | 19 |
| Всего: | 100 | 9060 | Всего: | 100 | 940 |
Твердосплавный концентрат будим подвергать дальнейшей переработке. Ферромагнитный концентрат будет отправлен на переработку на сталеперерабатывающее предприятие.
4. Хлорирование подготовленного сырья
При разработке схемы хлорирования мы должны выделить наиболее ценный и концентрированный элемент в сырье. В нашем случае этот элемент вольфрам (см. таблицу 4.2.1). Следовательно нужно разработать схему переработки, чтобы повести селективное выделения вольфрама в форме, удобной для дальнейшей переработки.
4.1. Хлориды и оксохлориды вольфрама.
В технологии вольфрама хлорирование практически не используется. Вольфрам относится к числу металлов, для которых можно разработать хлорную схему переработки, особенно в случае переработки нестандартного полиметаллического сырья.
Наиболее общим подходом к разработке технологической схемы хлорирования является систематическое исследование фазных равновесий и свойств компонентов в системах W – Cl и W – Cl – O. Исследование свойств системы даст информацию для всех стадий технологического процесса: хлорирование исходного сырья, конденсацирование суммы хлорпроизводных и их разделение, использование индивидуальных хлорпроизводных в процессах получения и очистки необходимых продуктов [3].
Хлориды вольфрама.
Исследуем систему WCl6 – WCl4. Данная система является боковой стороной треугольника W – Cl – O (рис.4.1.2).
Рис.4.1.1. Диаграмма конденсированного состояния системы WCl4 – WCl6
 |
Хлориды вольфрама многочисленны.
Высшие хлориды вольфрама - кристаллические вещества, гидролизующиеся во влажном воздухе и окисляющиеся кислородом.
Высший хлорид вольфрама WC16 существует в трех полиморфных модификациях.
Наиболее удобным способом получения WC16 является хлорирование металла. Хлорид WC16 конденсируется из паровой фазы в форме темно-фиолетовых кристаллов. Гексахлорид вольфрама не образует прочных комплексов с хлоридами щелочных металлов. Это позволяет использовать для его очистки от хлоридов алюминия и железа методы солевой очистки.
При повышенных температурах устойчивость низших хлоридов вольфрама понижается.
Пентахлорид вольфрама в твердом состоянии - димер W2С110. Пентахлоридвольфрама WC15 термически стабилен: сублимирует и испаряется без заметного разложения, темного (зеленовато-коричневого) цвета. WC15 конгруэнтно плавится при 250°С. В расплавах хлоридов щелочных металлов WCl5 образуют комплексы (Na,K) WCl6.
Тетрахлорид вольфрама - кристаллические вещества темного цвета. Получаются при восстановлении высших хлоридов. Процессы термического разложения МС14 сложны и являются совокупностью реакций сублимации и диспропорционирования с образованием МС1х (д: < 3), составы которых по данным различных авторов отличаются. WC14 образуют с хлоридами щелочных металлов комплексы М2WС16 (М = Na, К, Rb, Cs).
Низшие хлориды WС1х (х < 3) - кристаллические вещества темного цвета, состав и свойства которых изучены недостаточно. Получаются при восстановлении высших хлоридов [3].
4.1.2. Оксохлориды вольфрама
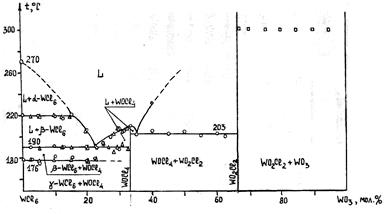 |
Рис.4.2.1. Диаграмма конденсированного состояния системы WCl6 – WO3
Высшие оксохлориды вольфрама WOC14 и WO2C12 кристаллические вещества, гидролизующиеся во влажном воздухе. Диоксодихлориды менее склонны к гидролизу. WOC14 образует темно-красные игольчатые кристаллы тетрагональной сингонии. WO2C12 - светло-желтое кристаллическое вещество. WOC14 плавится и испаряется без заметного разложения; расплавить WO2C12 под обычным давлением не удается, так как он разлагается на WO3 и паровую фазу, содержащую молекулы WOC14 и WC16. WOC14 не образует прочных комплексов с хлоридами щелочных металлов.
Вольфрам в степени окисления (V) образуют оксотрихлорид WOCl3. WOCl3 термически не устойчив, диспропорционирует на WOCl2 и WOCl4
Оксодихлорид WОС12 - химия этого вещества изучена недостаточно. Температура кипения намного выше WOCl4 [3].
4.2. Разработка способа хлорирования сырья
Хлорирование сырья возможно как хлором так и смесью хлора с некоторым количеством кислорода. Наличие в ПГС оксохлорпроизводных вольфрама в качестве основной вольфрамсодержащей форме достаточно перспективно.
При модельном рассмотрении физико-химических, тепло-массообменных и термогазодинамических процессов, протекающих при повышенной температуре, возникают проблемы, связанные как с нахождением состава продуктов реакций, так и с определением термодинамических и транспортных свойств высокотемпературных сред; эти свойства, в свою очередь, тоже зависят от состава рабочих тел - многокомпонентных смесей диссоциирующих газов и отдельных конденсированных фаз и являются функциями состояния: температуры, давления, удельного объема и т.п. Данные процессы для днанной работы моделировались на программе TERRA.
Таблица 4.2.1. Химический состав сырья идущий на хлорирование.
| Химическая формула название | Содержание [%] |
Масса [кг] |
Количество [моль] |
| WC – Карбид вольфрама | 77,82 | 7050,75 | 36000 |
| TiC – Карбид титана | 14,78 | 1338,75 | 22350 |
| Со – Кобальт | 5,911 | 535,5 | 9087 |
| Fe – Железо | 0,773 | 70 | 1253 |
| Сu – Медь | 0,226 | 20,5 | 323 |
| Zn – Цинк | 0,226 | 20,5 | 240 |
| Cr – Хром | 0,077 | 7 | 134 |
| Ni – Никель | 0,077 | 7 | 119 |
| Mn – Марганец | 0,099 | 9 | 164 |
| Si – Кремний | 0,011 | 1 | 36 |
| Всего: | 100 | 9060 |
Таблица 4.2.2. Краткая характеристика компонентов сырья [11].
| Соединение | Температура плавления [°С] |
Температура кипения [°С] |
Плотность [г/см3] |
| WC – Карбид вольфрама | 2780 (разл) | - | 15,63 |
| TiC – Карбид титана | 3257 (разл) | - | 4,92 |
| Со – Кобальт | 1494 | 2960 | 8,84 |
| Fe – Железо | 1539 | 3200 | 7,86 |
| Сu – Медь | 1084,5 | 2540 | 8,92 |
| Zn – Цинк | 419,5 | 906,2 | 7,13 |
4.2.1. Выбор параметров процесса хлорирования
При выборе оптимальной температуры процесса необходимо выбрать наиболее низкую температуру и при этом обеспечить высокую кинетику реакции.
Для расчета кинетики особенностей процесса не было найдено в литературе необходимых данных.
Для интенсификации процесса обычно материал максимально измельчают, что увеличивает площадь контакта реагентов и увеличивается поверхностная энергия частиц. Повышение температуры значительно увеличивают скорость взаимодействия реагентов.
При крупности частиц (0,5 – 1) мм процесс хлорирования нельзя будет проводить в шахтном хлораторе и хлораторе кипящего слоя, без специальной подготовки сырья – грануляции. Хлорирование мелкодисперсного твёрдого сплава можно будет провести в эвтектическом расплаве хлоридов, температура плавления которых около 600 °С.
Лимитирующей температурой является температура начала процесса хлорирования вторсырья, которая была найдена экспериментально и составляет около 280 оС. При температуре 300 оС образовавшиеся соединения вольфрама возгоняется в возгоны более 95%. Хорошие результаты были получены при температуре хлорирования выше 360 оС, при этом извлечение ценного компонента составляет 98 – 99%.
4.2.2. Выбор стабильного сечения тройной системы, продукты реакций
Частичная триангуляция тройной системы W – O – Cl (рис.4.2.2) позволяет в каждом случае определить стабильные сечения, продукты реакций, соответствующие нестабильным сечениям, выделить частные тройные системы и на этой основе выбрать (с учетом данных табл.4.2.2) контролируемые методы синтеза индивидуальных фаз [3].
Таблица 4.2.2.1. Характеристики процессов сублимации, испарения и термического разложения высших (VI и V) галогенидов и оксогалогенидов вольфрама [3]
| Равновесие | Коэффициенты уравнения, Р - [Па] lgP = − А/Т + В |
Интервал температур [°C] |
Энтальпия парообразования [кДж/моль] |
Температура [°С] |
||
| А | В | Tплав. | Tкип. | |||
α-WCl6(т) → WCl6(п) β-WCl6(т) → WCl6(п) WCl6(ж) → WCl6(п) |
4400 3640 3220 |
12,48 10,98 10,22 |
180 – 231 231 – 291 291 – 300 |
84,4 70,2 62,1 |
270 - 281 | ~ 310 |
WOCl4(т) → WOCl4(п) WOCl4(ж) → WOCl4(п) |
4789 2250 |
14,95 9,56 |
120 – 211 211 – 250 |
91,7 46,05 |
212 | ~ 300 |
WO2Cl2(т) → WO2Cl2(п) 2WO2Cl2(т) → WO3(п) + WOCl4(п) |
5043 6514 |
11,67 15,175 |
230 – 290 250 – 350 |
96,6 131,9 |
~ 350 | ~ 350 |
| 2WOCl3(т) |
6660 | 16,95 | 230 – 280 | 136,0 | ~ 400 | |

Рис.4.2.2.1. Частичная триангуляция системы вольфрам – кислород – хлор [3]
Хлорирование твердосплавного сырья экономически выгодно провести при использовании анодного хлор-газа (содержание хлора ~ < 85%). Основные компоненты анодного хлор-газа это хлор и кислород. Как было показано в предыдущих разделах работы (4.1) наиболее удобным целевым продуктом при выбранных режимам является WOCl4. При помощи программы TERRA изучим свойства данной системы в приближении локального термодинамического равновесия. Данные для расчёта взяты из таблицы 4.2. Компоненты твердого сплава, количество которых меньше 0,1% не учитывались в расчетах.
При выборе количества кислорода необходимо избежать его избытка, во избежание образования WO2Cl2. Избыток хлора не влияет на показатели процесса.
Кислород расходуется на образование WOCl4 и СО2 (см. стр. № 35 реакции 1 и 3), следовательно, необходимая масса кислорода равна:
![]() кг
кг
Хлор входит во все продукты реакций, и для изучения процесса хлорирования возмём хлор с избытком на 5%. Необходимая стехиометричеческая масса хлора равна:
![]()

![]() кг
кг
Для моделирования процесса хлорирования твердого сплава возьмем данные из таблицы 4.2.1, 10000 кг хлора и 2443 кг кислорода.
Таблица 4.2.2.2. Результат моделирования процесса хлорирования при помощи прграммы TERRA, при температуре 700°C и давлении 0,1 МПа.
| Химическая формула | Масса [кг] |
| WOCl4 | 12291,53 |
| WO2Cl2 | 5,9 |
| WCl4 | 0,3 |
| WCl6 | 0,6 |
| TiCl4 | 4239,3 |
| CoCl2(c) | 1179,9 |
| FeCl3 | 203,3 |
| CuCl2(c) | 43,2 |
| ZnCl2(c) | 28,4 |
| ZnCl2 | 14,4 |
| CO2 | 2567,6 |
| Cl2 | 904,57 |
| Всего: | 21479 |
4.2.2.1. Основные реакции протикающие при хлорировании твердосплавного лома
При рассмотрении таблицы 4.2.2.2 можно определить основные реакции.
1. ![]()
2. ![]()
3. ![]()
4. ![]()
5. ![]()
6. ![]()
4.2.2.2 Краткая характеристика продуктов реакций
Таблица 4.2.2.2.1. Краткая характеристика продуктов реакций [11].
| Соединение | Температура плавления [°С] |
Температура кипения [°С] |
Плотность [г/см3] |
| WOCl4 – Оксодихлорид вольфкама (VI) | 212 | ~ 300 | н. д. |
| TiCl4 – Хлорид титана (IV) | -24,1 | +136,4 | 2,33(20°С) |
| CoCl2 – Хлорид кобальта (II) | 740 | 1049 | 3,367 |
| FeCl3 – Хлорид железа (III) | 307,5 | 316 | 2,898 |
| CuCl2 – Хлорид меди (II) | 596 | 993 | 3,386 |
| ZnCl2 – Хлорид цинка (II) | 293 | 733 | 2,907 |
4.3. Разработка принципиальной схемы
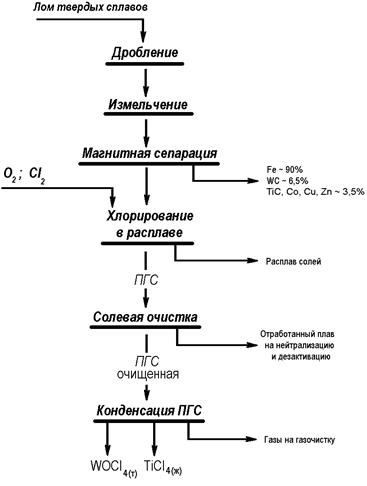
При разработке технологии подготовки сырья (см. раздел 3) и выборе процесса хлорирования (см. раздел 4.2.1), были сделаны предпосылки для разработки схемы хлорирования в эвтектическом расплаве хлоридов щелочных и щелочноземельных металлов. Представленная схема (Рис.4.3.1) представляет собой адаптированную под твёрдый сплав принципиальную схему подобную той, что применяется на ниобий - танталовом производстве при хлорировании лопарита.
Схема 4.3.1. Принципиальная схема хлорирования твердосплавного лома
4.4. Разработка аппаратурно-технологической схемы
При выборе оборудования, прежде всего, учитывают соображения о необходимости опробования оборудования до принятия его в проекте промышленного производства. Так как от оборудования зависят условия работы его конструктивных элементов, а при значительном изменении может меняться режим основного процесса, опытную проверку должен пройти до включения в проект не только принципиальный тип конструкции аппарата, но и его конкретный типоразмер. Это относится в основном к процессам плохо моделирующимся, в первую очередь к пирометаллургическим. Следует, однако, отметить, что требование проверки конструкции оборудования не всегда можно выполнить в полном объеме.
Оценка результатов опытных работ и изучение других технологических и технических вопросов позволяет решить вопрос о технологической и технической обоснованности выбора определенного типоразмера аппарата. Но для принятия решения о выборе типоразмера аппарата необходимо провести технико-экономический анализ изменения показателей проекта в целом, включая изменения требований к смежным частям проекта, в зависимости от масштаба аппарата.
Экономическая эффективность определяется влиянием масштаба аппаратуры на капитальные затраты при создании производства и на затраты, связанные с его последующей эксплуатацией.
Увеличение производительности аппаратуры повышает производительность труда основных производственных рабочих. Увеличение производительности аппарата на несколько десятков процентов обычно не повышает трудозатрат на обслуживание [12].
Основными характеристиками процесса являются высокая конверсия сырья, и высокий выход целевого продута, следовательно, сырьё должно быть максимально прохлорированно, и должно получаться минимальное количество побочных продуктов.
При использовании хлорного метода получаются высококачественные продукты. Хлориды и оксохлориды металлов обладают различными свойствами, что существенно облегчает их разделение и очистку.
Наиболее подходящим оборудованием для хлорирования твердых сплавов является оборудование для хлорирования лопарита, применяющееся в ниобий – танталовом производстве. Данное оборудование может применяться без принципиальных изменений в конструкции [3].
Взаимодействие твёрдого сплава с газовой хлоро - кислородной смесью в широком интервале температур характеризуется положительными значениями ΔG° [9].
Схема 4.4.1. Технологическая схема переработки твердосплавного лома методом хлорирования.
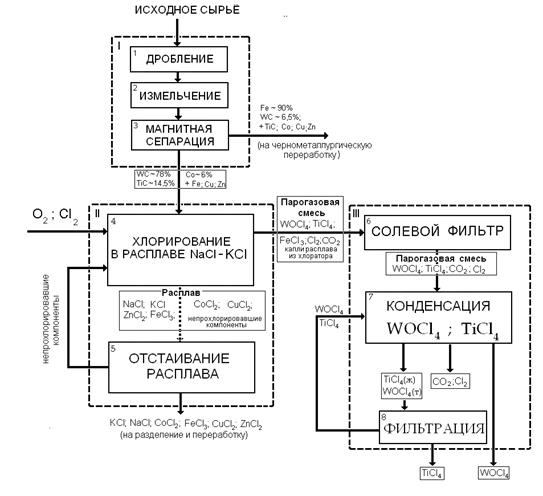
4.4.1. Аппаратурное оформление
1 – Одновальцовая дробилка CEB 16/40
2 – Молотковая мельница CHM 23/20
3 – Магнитный сепаратор ПБС-63/50
4 – Хлоратор для хлорирования в солевом расплаве
5 – Теплоизоляционная емкость с подогревом
6 – Солевой фильтр с аэролифтной циркуляцией расплава
7 – Комбинированная система конденсации ПГС
4.4.2.Описание схемы переработки твердого сплава
4.4.2.1. – 4.4.2.2. Дробление и измельчение
Исходное сырье поступает в одновальцовую дробилку CEB 16/40, затем в молотковую мельницу CHM 23/20, где происходит измельчение сырья до нужного размера до 0,5 – 1,0 мм. .
4.4.2.3. Обогащение твердого сплава
После измельчения сырье направляется в магнитный сепаратор ПБС-63/50. Магнитная сепарация позваляет значительно отделить твердосплавный лом от стали, что благоприятно влияет на параметры процесса.
4.4.2.4. Хлорирование в расплаве
Далее обогащенный твердосплавный концентрат хлорируют в эвтектическом расплаве хлоридов натрия и калия (температура плавления меньше 600°C). Хлорирование в расплаве имеет ряд преемуществ перед другими методами хлорироания их числе: непрерывность процесса, позволяющая автоматизировать управление; более высокие скорость процесса и удельная производительность основного аппарата; более эффективные массо - и теплообмен; ненужно сырье брикетировать.
Твердосплавный концентрат шнековым питателем на зеркало расплава. В нижнюю зону хлоратора через фурмы подается хлор, который барботирует через расплав хлоридов. Проходя через слой расплавленных хлоридов, хлор нагревается и вступает во взаимодействие с диспергированным в расплаве концентратом.
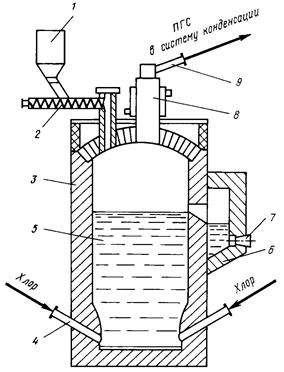
Солевая ванна состоит из хлоридов, натрия, калия и образующихся при взаимодействии концентрата с хлором CoCl2, FeCl3, ZnCl2 и CuCl2
При барботировании хлора в хлораторе создается интенсивная циркуляция расплава, что обеспечивает эффективный массо-и теплообмен, высокие скорости процесса хлорирования и соответственно повышенную производительность аппаратуры.
Расплав, содержащий сумму хлоридов кобальта, железа периодически по мере накопления необходимо сливать из хлоратора и направляют на дальнейшую переработку.
Сливаемый из хлоратора расплав хлоридов содержит непрохлорированный остаток, улерод и др [3].
4.4.2.5. Очистка расплава хлоридов от нерастворимого остатка
Очистка расплава хлоридов от нерастворимого остатка осуществляется отстаиванием.
Отстаивание обеспечивает очистку от непрохлорированного остатка примерно на 80%. Метод отстаивания связан с необходимостью возврата осадка в хлоратор, что является трудоемкой операцией [3].
4.4.2.6. Очистка парогазовойсмеси от хлоридов железа
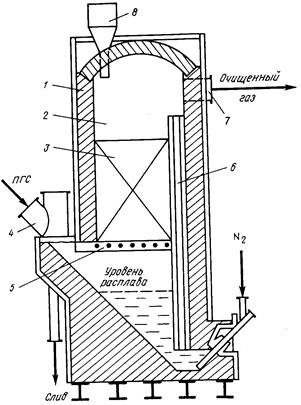
Метод "солевой" очистки основан на большей термической стабильности комплексов МFeС14 (М = Na, К) по сравнению с комплексами, образованными оксохлоридом вольфрама и титана с хлоридами натрия и калия. При контакте ПГС с хлоридами натрия и калия хлориды железа связываются в прочные комплексы. Термическая стабильность соединений TiC14 и WOCl4 с МС1 (М = Na, К) в сопоставимых условиях значительно ниже; W и Ti хлоридами щелочных металлов не удерживаются.
Оксохлорид вольфрама соединений не образует c МС1 (М = Na, К). Тетрахлорид титана с хлоридом натрия не взаимодействует, а с хлоридом калия образует термически непрочное соединение К2Т1С16.
В пар переходят хлориды щелочных металлов, что и объясняет их появление в системе конденсации после аппарата солевой очистки - солевого оросительного фильтра (СОФ).
Реализация процесса связана с использованием расплавов хлоридов натрия и калия: это делается для понижения температуры плавления расплава, уменьшения его вязкости. Кроме того, хлороферраты калия термически более устойчивы и, следовательно, степень очистки повышается. В промышленной практике для работы в СОФ используют отработанный электролит магниевого производства, содержащий хлориды калия и натрия.
Температурный режим процесса "солевой" очистки определяется двумя факторами. С понижением температуры расплава прочность комплексов хлоридов железа с хлоридами щелочных металлов возрастает и очистка парогазовойсмеси от этих элементов улучшается. В то же время снижение температуры приводит к увеличению потерь титана с расплавом за счет образования соединений с хлористым калием K2TiCl6. Повышение температуры > 600°С нежелательно, так как степень очистки от железа падает.
Солевая очистки ПГС смеси может быть осуществлена: в слое насадки из хлоридов натрия или калия, барботированием через расплав хлоридов щелочных металлов, орошением парогазовой смеси легкоплавким расплавом хлористых солей в скруббере. Скруббер, орошаемый легкоплавким расплавом хлоридов щелочных металлов, который органически вписывается в конденсационную систему и размещается на выходе их хлоратора перед конденсационной системой. В этом случае очистка парогазовой смеси совмещается с ее охлаждением, что стабилизирует температурный режим процесса конденсации очищенной ПГС. Очистка хлоропроизводных вольфрама и титана от хлоридов железа обеспечивается на ~ 95% [3].
4.4.2.7. Конденсация ПГС
После солевой очистки ПГС поступает систему конденсации. Устройства конденсации ПГС предназначаются для: удаления ПГС из аппарата хлорирования; отвода тепла от ПГС с целью достижения температур, при которых происходит совместная или селективная конденсация компонентов; сбора продуктов конденсации.
В зависимости от способа осуществления процессов конденсации ПГС их можно разделить на три типа система раздельной или селективной конденсации твердых и жидких хлоридов; система совместной конденсации; комбинированная система конденсации. В ПГС, образующегося при хлорировании твёрдого сплава, содержится большое количество “твердого” оксохлорида вольфрама и значительно меньшее количество хлорида титана, следовательно, необходимо выделяют часть "твердых" хлоридов на первых ступенях конденсации, осуществляемой в камерных конденсаторах. Для такого процесса используется комбинированная система конденсации.
Комбинированная система конденсации. Температура, при которой начинается образование твердых частиц (~ 200°С), не зависит от производительности хлоратора и определяется составом ПГС.
Число оросительных конденсаторов колеблется от трех до четырех, а температуры (на выходе) падают от ~ 70 до - 6°С.
Важным положительным моментом работы комбинированной системы является то, что значительная часть хлорида вольфрама извлекается в твердом состоянии и может быть непосредственно использована для дальнейшей переработки.
Сконденсированный тетрахлорид титана, скорее всего, будет содерхать твердй оксохлорид вольфрама. Тетрахлорид титана можно очистить: дистилляцией, фильтрацией, отстаиванием, центрифугированием или комбинацией этих способов.
Комбинированная система конденсации имеют онедостаток: невозможность эффективно поддерживать требуемый уровень теплосъема в зависимости от температуры окружающего воздуха, рабочего состояния оборудования и его производительности.
4.4.2.8. Фильтрация технического TiCl4
Очистка технического тетрахлорида титана. Технический TiCl4 содержит растворенные примеси и некоторое количество твердых примесей в виде тонкой взвеси (~ 10 г/л). Для очистки от тврдых частиц TiCl4 фильтруют через керамические, металлокерамические патроны, асбест и т.п.
![]() 4.4.2.9. Описание аппаратурной схемы
4.4.2.9. Описание аппаратурной схемы
1 – Бункер исходного сырья
2 – Одновальцовая дробилка CEB 16/40
3 – Бункер для хранения раздробленного сырья
4 – Молотковая мельница CHM 23/20
5 – Бункер для хранения размолотого сырья
6 – Магнитный сепаратор ПБС-63/50
7 – Бункер для хранения твердосплавного концентрата
8 – Бункер для хранения ферромагнитного концентрата
9 – Хлоратор
10 – Бункер и дозатор для хранения сухого NaCl
11 – Бункер и дозатор для хранения сухого KCl
12 – Газовый баллон для хранения сжиженного хлора
13 – Газовый баллон для хранения сжатого кислорода
14 – Реактор для приготовления хлорирующего газа
15 – Реактор для осаждения непрореагировавшего сырья
16 – Бункер для хранения отработавшего расплава хлоратора
17 – Система теплорегулирования хлоратора (электронагев, воздоохлаждение)
18 – Емкость с холодной водой
19 – Емкость с водой
20 – Солевой фильтр с аэролфтной циркуляцией расплава
21 – Бункер для хранения отработавшего расплава фильтра
22 – Комбинированная система конденсации ПГС
23 – Система теплорегулирования комбинированной системы конденсации ПГС (воздоохлаждение)
24 – Бункер для хранения WOCl4
25 – Фильтр
26 – Емкость для хранения TiCl4
5. Расчет материального баланса
Метод расчета технологической схемы в целом заключается в составлении и решении системы уравнений, в которых неизвестными являются потоки ценного компонента. Этот метод универсален - он не зависит от структуры технологической схемы. Использование компьютеров позволяет рассчитывать технологические схемы с любым числом операций.
Введем некоторые обозначения.
Таблица 5.1 Принятые обозначения.
| Поток | Состав потока |
| X | Обозначение потока по компоненту |
| G01 | Лом твердого сплава Состав: твердый сплав - 90%, сталь - 9,4%, паечные материалы - 0,6% |
| G10 | Ферромагнитный концентрат Состав: твёрдый сплав ~ 8%, сталь ~ 90%, паечные материалы ~ 2% |
| G12 | Твердосплавный концентрат Состав: твёрдый сплав ~ 98,5%, сталь ~ 1%, паечные материалы ~ 0,5% |
| G021 | Газовая смесь хлора с кислородом Состав: хлор ~ 80%, кислород ~ 20% |
| G022 | Смесь солей для эвтектического расплава Состав: NaCl ~ 50%, KCl ~ 50% |
| G23 | Солевой расплав из хлоратора Состав: NaCl ~ 40%, KCl ~ 40%, CoCl2 ~10%, FeCl3 ~ 0,8%, CuCl2 ~ 0,5%, ZnCl2 ~ 0,5%, не прохлорировавший твёрдый сплав ~ 5% |
| G32 | Не прохлорировавший твердый сплав Состав: не прохлорировавший твёрдый сплав 80%, NaCl ~ 10%, KCl ~ 10% |
| G30 | Солевой расплав после отстаивания Состав: NaCl ~ 41,6%, KCl ~ 41,6%, CoCl2 ~11%, FeCl3 ~ 0,8%, CuCl2 ~ 0,5%, ZnCl2 ~ 0,5%, не прохлорировавший твёрдый сплав ~ 1% |
| G24 | ПГС из хлоратора Состав: CO2 ~ 13%, Cl2 ~ 2,6%, WOCl4 ~ 62,3%, TiCl4 ~ 21,5%, FeCl3 ~ 0,6% |
| G40 | Солевой расплав из солевого фильтра Состав: NaCl ~ 45%, KCl ~ 45%, FeCl3 ~ 10%, |
| G04 | Смесь солей для эвтектического расплава Состав: NaCl ~ 50%, KCl ~ 50%, |
| G45 | ПГС после солевой очистки Состав: CO2 ~ 13,1%, Cl2 ~ 2,6%, WOCl4 ~ 62,7%, TiCl4 ~ 21,6% |
| G501 | Конденсированный WOCl4 (Т) Состав: WOCl4 ~ 99,9% |
| G502 | Неконденсируемые газы Состав: CO2 ~ 83,6%, Cl2 ~ 16,4% |
| G56 | Конденсированный TiCl4 (Ж) Состав: TiCl4 ~ 90%, WOCl4 ~ 10% |
Продолжение таблицы.
| G65 | Пульпа Состав: WOCl4(т) ~ 90%, TiCl4(ж) ~ 10% |
| G60 | Хлорид титана Состав: TiCl4(ж) ~ 100% |
5.1 Уравнения материального баланса.
Расчет будем вести из расчета переработки 10 000 кг твёрдосплавного лома в год. Будим считать, что вольфрам переходит в возгоны на 98%, остальные компоненты хлорируются на 100%. Расчет будем вести в килограммах.
Схему переработки можно разбить на 6 узлов:
5.1.1. Расчет блока №1
G01=10000 кг
Производительность по поступающему сырью можно рассчитать по производительности самого меленого аппарата (см.3.7.1). При работе аппарата 7 часов в сутки производительность равна: 230 кг/ч · 7 ч = 1610 кг
В дробилке и мельнице твердосплавный лом измельчается до крупности частиц 0,5 – 1 мм.
Магнитная сепарация разделяет данное сырье на две части – твердосплавный концентрат и ферромагнитный концентрат.
Данный поток был рассмотрен в таблице 3.7.3, и расчитан в таблице 4.2.1. Следовательно:
G10 = 940 кг
G12 = G01 − G10
G12 = 10000 – 940 = 9060 кг
Потоки компонентов G12 и G10 равны:
| G12 – твердосплавный концентрат | G10 – ферромагнитный концентрат |
X12(WC) = 7050,75 X12(TiC) = 1338,75 X12(Co) = 535,5 X12(Fe) = 70 X12(Cu) = 20,5 X12(Zn) = 20,5 |
X10(WC) = 59,3 X10(TiC) = 11,2 X10(Co) = 4,5 X10(Fe) = 835 X10(Cu) = 9,5 X10(Zn) = 9,5 |
5.1.2. Расчет блока № 2
В блок 2 поступает измельченное и обогащенное сырье не более 1 мм.
Продуктами хлорирования являются WOCl4, TiCl4, CoCl2, FeCl3, CuCl2, ZnCl2, не прохлорировавший твёрдый сплав ~ 2%.
Летучие WOCl4, TiCl4 и FeCl3 возгоняются и направляются на солевую очистку и конденсацию. Не летучие CoCl2, CuCl2, ZnCl2 остаются в расплаве NaCl – KCl, также в расплаве остается некоторое количество FeCl3, доля FeCl3 задержаного в расплаве примем ~ 40%. Не прореагировавший карбид также остается в расплаве.
Для расчета материального баланса нам необходимо знать состав тведосплавного концентрата, идущего на хлорирование и протекающие реакции. Химический состав сырья идущий на хлорирование представлен в таблице 4.2.1, основные протекающие реакции представлены в разделе 4.2.2.1.
Поток G021: Данный поток был расчитан в пункте 4.2.2.
![]()

![]() [кг/год]
[кг/год]
При избытке Cl2 на 5%
![]() =10223
=10223
X021(Cl2) = 10223 [кг/год]
X021(O2) = 2443 [кг/год]
G021 = X12(Cl2) + X12(O2) = 12043 [кг/год]
Поток G022: Данный поток рассчитывается из сходя из того, что при содержании CoCl2 ~ 10% в расплаве, расплав сливают на переработку.

![]()
![]() [кг/год]
[кг/год]
Т. к. NaCl − 50% и KCl − 50% следовательно
X022(NaCl) = 5309,1 [кг/год]
X022(KCl) = 5309,1 [кг/год]
Поток G23:
G23 = G12 + G021 + G022 + G32 − G24
Поток G24: В поток G24 переходят летучие WOCl4, TiCl4 и 60% FeCl3.
5.1.3. Расчет блока № 3
Поток G32: Данный поток рассчитывается из сходя из того, что отстаивание обеспечивает очистку от не прохлорировавшего твердого сплава примерно на 80%, который возращают на дохлорирование, остальные 20% переходят в поток G30. С не прохлорировавшим твердвм сплавом в поток G32 переходит 10% расплава.
Поток G30:
G30 = G23 − G32
5.1.4. Расчет блока № 4
Поток G04: Данный поток рассчитывается из сходя из того, что при содержании FeCl3 ~ 10% в расплаве, расплав сливают на переработку.
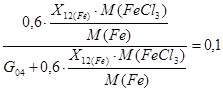
![]()
![]() [кг/год]
[кг/год]
Т. к. NaCl − 50% и KCl − 50% следовательно
X022(NaCl) =550 [кг/год]
X022(KCl) = 550 [кг/год]
Поток G40:
G40 = G24 + G04 − G45
G40 = G04 + X24(FeCl3) = G04 ![]() =1100 +
=1100 + ![]() =1222 [кг/год]
=1222 [кг/год]
Поток G45: В поток G24 переходят летучие WOCl4, TiCl4
5.1.5. Расчет блока № 5
Поток G501: Конденсированный WOCl4(т)
Поток G502: Неконденсируемые газы Cl2, СO2.
 [кг/год]
[кг/год]
![]()
![]() 10223,7−
10223,7−![]() =486,8 [кг/год]
=486,8 [кг/год]
G502![]() = 2567,5 + 486,8 = 3054,3 [кг/год]
= 2567,5 + 486,8 = 3054,3 [кг/год]
Поток G56: Конденсированный TiCl4(ж) и WOCl4(т) − 10%
5.1.6. Расчет блока № 6
Поток G65: Пульпа WOCl4(т) − 90%, TiCl4(ж) − 10%
Поток G60: TiCl4(ж) − 100%
5.2 Расчет технологической схемы в целом
Запишем уравнения, используя исходные данные и принятые значения для потоков вольфрама.
![]() = 7050,75 кг
= 7050,75 кг
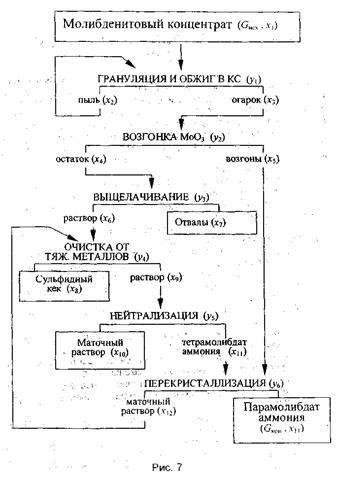
1) измельчение и обогащение: в твердосплавный концентрат переходит 7050,75 кг соответственно 0,2 и 0,8 количества молибдена, поступающего на операцию;
2) возгонка: в остатке от возгонки 0,3, в возгонах 0,7 количества молибдена;
3) выщелачивание: в растворе 0,98, в отвалах выщелачивания 0,02;
4) очистка от тяжелых металлов: в сульфидном кеке 0,05, в очищенном растворе 0,95;,.
5) нейтрализация: в кислом маточном растворе 0,01, в кристаллах тетрамолибдата аммония 0,99;
6) перекристаллизация: в маточном растворе 0,1, в кристаллах парамолибдата аммония (конечный продукт) 0,9. /
Зададимся производительностью по молибдену в конечном продукте 1000 т/год.
Обозначим потоки молибдена (т.е. количества его в различных материалах), т/год, неизвестными x-i; Хг, - ', Х^2, *13 в соответствии с рис.7.
Для определения неизвестных составим систему, состоящую их уравнений трех типов.
1. Уравнение, в котором задана производительность:
х-i з=1000.
2. Уравнения, в которых использованы соотношения между потоками. Это могут быть непосредственно содержащиеся в исходных данных сведения о доле ценного компонента от количества, поступающего на операцию, переходящей в каждый из продуктов этой операции, например:,
Х2 = 0,2 (xl + Х2), Х3 = 0,8 (Xi + X2), Х4 = 0,3 Х3,
Х5 = 0,7, Х3,
или вытекающие из этих сведений соотношения между потоками, выходящими с одной и той же операции, например:
Х3 = 4Х2,... .
Х5= 7/3 Х4.
Кроме того, возможно использование соотношения между потоками, относящимися к разным операциям схемы. Дело в том, что в реальных технологических схемах количества ценного компонента в тех или иных материалах (особенно в выводимых из схемы) часто задают как долю от количества ценного компонента в исходном материале или конечном продукте. Так, например, исходные данные. могли бы содержать,:; следующее указание: "Потери молибдена с, остатком выщелачивания составляют в среднем 0,6% от количества, поступающего с молибденитовым концентратом"; соответствующее, уравнение имело бы вид
Х7= 0,006 Xi.
Следует отметить, что в тех случаях, когда вместо данных, относящихся к потокам одной и той же операции, заданы соотношения между потоками разных операций, расчет методом "от операции к операции" невозможен.
3. Уравнения, отражающие равенство количества - ценного компонента, поступающего на операцию, количеству, выходящему с нее:;
Ха + Хз = Xi + *2 • или Хз = xl;
х4 + х5 = х3, Х6 + Х7 = Х4,
Х8 + Х9 = Хб + Х12 И Т.Д.
Легко убедиться, что общее число уравнений всех типов, которые можно составить, во много раз превышает число неизвестных, хотя система должна иметь единственное решение и соответственно число уравнений должно быть равно числу неизвестных. Причина, очевидно, состоит в том, что большая часть уравнений представляет собой линейные комбинации других; например, из
Х2 = 0,2 (Хт + Х2),
Х3 = 0,8 (Xi + Х2) следует
Ха + Хз = Xi + х2, или Хз = Xi;
Хз: Х2 = 0,8: 0,2, или Х3 = 4Х2.
В то же время решение возможно только при условии, что при числе уравнений, равном числу неизвестных, все уравнения линейно независимы. Поэтому после составления системы уравнений необходим тщательный контроль отсутствия в ней линейно зависимых (дублирующих) уравнений.
По-видимому, дублирования уравнений проще всего избежать, используя в системе, кроме уравнения, задающего производительность, только соотношения между количеством ценного компонента в потоке, выходящем с операции, и количеством, поступающим на эту операцию. Для схемы, показанной на рис.7, можно составить, например, следующую систему уравнений для определения потоков ценного компонента при производительности по конечному продукту, равной 1000:
1. Х2 = 0,2 (х-i + Х2), или Х2 = 0,25 Xi;
2. х3 = 0,8(х1 +х2);
3. х4 = о. з Хз;
4. Х5 = 0,7 Хз;
5. Хб = 0,98 Х4;
б ху = 0,02 х4;
7. х8 = 0,05 (х6 + х12);
8. Х9 = 0,95(Х6 + Х12);
э. хю = 0,01 х9;
10. Хц =0,99 Xg;
11. х12 = о,1 (хб + хц);
12. Х13 = 0,9(Х5 + Хц);
13. Х13 = 1000.
Подобную систему уравнений можно довольно легко решить вручную, путем последовательной подстановки, сокращения переменных при вычитании одних уравнений из других и т.д. Однако если число неизвестных очень велико (а в реальных схемах число потоков может достигать многих десятков и даже сотен), возрастает трудоемкость расчетов и вероятность ошибок. В подобных случаях для сокращения числа уравнений можно рекомендовать обозначать неизвестными не количества ценного компонента в каждом из потоков, а суммарные количества, поступающие на операции схемы; при этом, очевидно, число уравнений на 1 больше числа операций. Например, для той же схемы (рис.7) получаем:
1. У1 = Gucx + 0,2 /!, или 0,8 у! = G исх;
2. у2 = 0,8 yi;
3. уз = о, з у2;
4. у4 = 0,98 Уз + 0,1 Уб',
5. у5 = 0,95 у4;
6. у6 = 0,7 у2 + 0,99 у5;
7. G исх = 0,9 у6.
После решения подобной системы уравнений расчет количества ценного компонента в каждом из потоков не вызывает затруднений.
Однако наиболее эффективным способом преодоления трудностей расчета сложных технологических схем является использование компьютеров.
В отличие от человека, выбирающего для каждой конкретной системы уравнений наиболее рациональный путь решения, в программах для цифровых вычислительных машин можно использовать только универсальные, единые для всех систем линейных уравнений способы вычисления. Среди таких способов наиболее распространены метод Гаусса с выбором главного элемента столбца или строки и метод обращения матрицы [2].
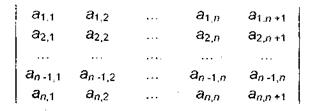
До начала вычислений необходимо ввести исходные данные: при использовании метода Гаусса - расширенную матрицу коэффициентов системы линейных уравнений (значения коэффициентов при неизвестных и свободные члены каждого из уравнений):
а при использовании метода обращения матрицы - отдельно квадратную матрицу коэффициентов и вектор-столбец свободных членов:
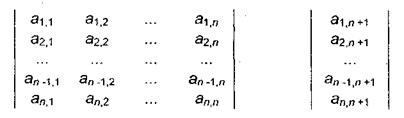
Для составления матрицы коэффициентов члены уравнений, содержащие неизвестные, необходимо расположить слева от знака равенства в порядке возрастания индекса неизвестного, оставив справа только свободные члены; отсутствующие неизвестные вносят в уравнения с коэффициентами, равными нулю. После этого можно приступить к вводу матрицы коэффициентов.
Однако применительно к системе уравнений, получаемой при описании распределения ценного компонента по потокам технологической схемы, этот способ нерационален, так как подавляющая часть коэффициентов равна нулю. Например, при вводе коэффициентов составленной ранее системы из 13 уравнений первые две строки должны быть записаны в следующем виде: - 0,25 Xi + 1 Х2 + О Х3 + О Х4 + О Х5 + О Х6 + О Х7 + О Х8 + О Х9 +
+ о х10 + о хп + ох12+ о х13 = о;
- 0,8 х1 - 0,8 х2 + 1 хЗ + 0 х4 + 0 х5 + 0 хб + 0 х7 + 0 х8 + О Х9 +
+ о Хю+ о х-и +о X-I2 + о х13 = о,
а первые две строки расширенной матрицы коэффициентов соответственно
-0,25 1 000000000000 - 0,8 - 0,8 000000000000
При большом числе неизвестных количество вводимых нулей становится громадным: например, при 40 неизвестных расширенная матрица состоит из 40 х 41 = 1640 коэффициентов, из которых более 1500 будут равны нулю. Очевидно, что ввод подобной матрицы настолько трудоемок и неизбежно сопровождается таким количеством ошибок, что превращается в сложную задачу.
Это затруднение устраняется, если ввод матрицы осуществлять в два этапа: сначала заполнить всю матрицу нулями (эта операция выполняется очень легко), а затем ввести ненулевые коэффициенты, заменяя ими нули.
Ниже описан расчет балансов по ценному компоненту методом Гаусса с помощью программы на языке BASIC и методом обращения матрицы с помощью табличного процессора EXCEL [3, 4].
5.1. Уравнения материального баланса.
![]() + 0,4 ·
+ 0,4 · ![]() +
+ ![]() +
+ ![]()
![]()
![]()
![]()
G23 = 12043 + 10174,5 + ![]() + 0,4 ·
+ 0,4 · ![]() +
+ ![]() +
+
![]()
![]()
![]()
![]() =
=
![]()
![]()
![]()
![]()
Xi=Xo+XK2i i+XO2l 1+X21+X221
Хо=166,67
Хк211=0,2*0,1 *(0,78+0,15) *Xi
X2i=0,65*0,02*(0,78+0,15) *X1
X22i=0,15*0,01*(0,78+0,15) *Xi
0,1 - не окислившегося карбида в циклоне
0,02 - доля не окислившегося карбида в огарке
0,01 - доля не окислившегося карбида в рукаве
Получим:
Хк211=0,019*Xi
X2i=0,012*X!
Х221=0,001*Х!
Решение:
X1-0,019*Xi-0,012*X1-0,001*X1=166,67
0,968*Х1=166,67
Ху=172Л8 (без оксидов и связующих компонентов)
5.1.1. Расчет потоков:
Поток Хк2ц равен:
Хи„=3, 202
Найдем количества веществ в этом потоке:
Xk2ii(WC): 0,2*0,78*0,1*172,18=2,686
ХииСТЮ): 0,2*0,15*0,1*172,18=0,516
Поток X2i равен:
Х2] =2,082
Найдем количества веществ в этом потоке:
X2i(WC): 0,65*0,02*0,78*172,18=1,746 X2i(TiC): 0,65*0,02*0,15*172,18=0,336
Поток X22i равен:
X22i(WC): 0,15*0,01*0,78*172,18=0, 201
X22i(TiC): 0,15*0,01*0,15*172,18=0,039
5.1.2. Расчет циклонной пыли.
Количество карбида окисляемого в циклоне в виде металлов (Со, Zn, Cu, Fe), (кг/ч): 3, 202*(0,06+0,006+0,003+0,001) /(0,78+0,15) = 0,241
Количество оксидов в циклоне без учета оксидов поступающих из шихты:
X'o22i = 0,2 *0,9*Xi=30,992
Количества оксидов, (кг/ч):
По реакции (1) WO3: 0,78*30,992*231,82/195,86=28,612
По реакции (2) ТЮ2: 0,15*30,992*79,88/59,84=6, 206
По реакции (3) СоО: (0,06*(30,992+0,241)) *74,93/58,93=2,383
По реакции (4) ZnO: (0,06*(30,992+0,241)) *81,39/65,39=0,233
По реакции (5) Си2О: (0,06*(30,992+0,241)) *143,1/2*63,55=0,105
По реакции (6) Fe2O3: (0,06*(30,992+0,241)) *231,55/2*55,85=0,065
Суммарное количество оксидов, (кг/ч): 37,604
Таблица 6. Количество оксидов в циклоне без учета оксидов поступающих из шихты.
| W03 | ТЮ2 | СоО | ZnO | Cu2O | Fe203 | всего | |
| кг/ч | 28,612 | 6, 206 | 2,383 | 0,233 | 0,105 | 0,065 | 37,604 |
| % | 76,088 | 16,504 | 6,337 | 0,620 | 0,279 | 0,173 | 100 |
Итоговое количество оксида в шихте:
Хо2ц=37,604+0,2*Хо2ц
0,8*Х211=37,604
Xo2i 1=47,005 кг/ч
Количество оксида приходящее из шихты в циклон:
0,2*Xo2i 1=9,401 кг/ч
Состав и количество приходящих в циклон оксидов их шихты, (кг/ч):
WO3: 9,401*0,761=7,154
ТЮ2: 9,401*0,165=1,551
СоО: 9,401*0,063=0,592
ZnO: 9,401*0,006=0,056
Cu20: 9,401*0,003=0,028
Fe2O3: 9,401*0,003=0,019
Итоговое суммарное состав и количество оксидов, (кг/ч):
WO3: 7,154 + 28,612=35,766
ТЮ2: 1,551+6, 206=7,757
СоО: 0,592+2,383=2,975
Си20: 0,028+0,105=0,133
ZnO: 0,056+0,233=0,289
Fe2O3: 0,019+0,065=0,084
5.1.4. Количество связующих веществ в исходной шихте.
Количество WC в шихте, (кг/ч): 166,67*0,76+1,746+2,686+0, 201=134,636 Количество ТЮ в шихте, (кг/ч):
166,67*0,15+0,516+0,336+0,039=25,531 Количество шихты без связующих веществ, (кг/ч): 166,67+47,005+0,24+2,082,3, 202=219, 199
Количество связующих веществ 219, 199*(14%+6%) /80%:
Н2О: 219, 199*0,14/0,8=38,360 кг/ч Хшо=3 8,360 кг/ч
Бентонита: 219, 199*0,06/0,8=16,440кг/ч Распределение бентонита, (кг/ч):
огарок: 16,440*0,65=10,686
пыль циклона: 16,440*0, 20=3,288
пыль рукавного фильтра: 16,440*0,15=2,466 Хбент. =16,440 - 3,288=13,152
Таблица 7. Состав шихты поступающей на обжиг.
| WC | ТЮ | Со | Zn | Си | Fe | W03 | ТЮ2 | СоО | ZnO | Си2О | Fe2O3 | Н2О | бенг | всего |
| кг/ч 134,636% 49, 202 | 25,531 9,330 | 10,000 3,654 | 1,000 0,365 | 0,500 0,183 | ОД 67 0,061 | 35,766 13,071 | 7,757 2,835 | 2,975 1,087 | 0,289 0,106 | 0,133 0,049 | 0,084 0,031 | 38,360 14,019 | 16,440 6,008 | 273,638 100,000 |
5.2 Окисление карбидов.
5.2.1. Окисление WC:
Распределение компонента, (кг/ч):
огарок: 134,636*0,65=87,513
пыль циклона: 134,636*0, 20=26,927
пыль рукавного фильтра: 134,636*0,15=20, 195
Основная реакция: WC + 2.5О? = WCb + ССЬ
М=195,86 М=16 М=231,82 М=44,01 (г/моль)
1) в огарке окислится: 26,927*0,9= 85,763 кг/ч Расходуется кислорода, (кг/ч):
02: 85,763*2,5*2*16/195,86=17,515
Образуется веществ, (кг/ч):
С02: 85,763*44,01/195,86=19,272
WO3: 85,763*231,82/195,86=101,509
Оксида WO3 в исходной шихте, (кг/ч): 47,005*0,65*0,761=23,251
Суммарное количество WOs, (кг/ч): 124,76
2) в циклоне окислится: 26,927*0,9=24,234 кг/ч Расходуется кислорода, (кг/ч):
О2: 24,334 * 2,5*2*1,6/195,86 = 4,949 Образуется веществ, (кг/ч): СО2: 24,334*44,01/195,86=5,445
WO3: 28,612
Оксида WO3 в исходной шихте, (кг/ч): 47,005*0,2*0,761=7,154
Суммарное количество WO3, (кг/ч): 35,76
3) в рукаве окислится: 20, 195*0,99=19,993 кг/ч
Расходуется кислорода, (кг/ч):
О2: 19,993*2,5*2*16/195,86=4,083
Образуется веществ, (кг/ч):
СО2: 19,993*44,01/195,86=4,492
W03: 19,993*231,82/195,86=23,664
Оксида WO3 в исходной шихте, (кг/ч): 47,005*0,15*0,761=5,366
Суммарное количество WO3, (кг/ч): 29,03
5.2.2. Окисление TiC:
Распределение компонента, (кг/ч):
огарок: 25,531*0,65=16,595
пыль циклона: 25,531*0, 20=5,106
пыль рукавного фильтра: 25,531*0,15=3,830
Основная реакция: TiC + 2OZ = TIP? + СО?
M=59,84 M=16 М=79,88 М=44,01 (г/моль)
1) в огарке окислится: 16,595* 0,98=10,787 кг/ч Расходуется кислорода, (кг/ч):
02: 10,787*2*2* 16/59,84=5,768 кг/ч
Образуется веществ, (кг/ч):
ТЮ2: 10,787*79,88/59,84=14,399
СО2: 10,787*44,01/59,84=7,933
Оксида ТЮ2 в исходной шихте, (кг/ч): 47,005*0,65*0,165=5,042
Суммарное количество ТЮ2, (кг/ч): 12,975
2) в циклоне окислится: 5,106*0,9 =3,319 кг/ч Расходуется кислорода, (кг/ч):
О2: 3,319*2*2*16/59,84=1,331
Образуется веществ, (кг/ч):
СО2: 3,319*44,01/59,84=2,441
ТЮ2: 6, 206
Оксида ТЮ2 в исходной шихте, (кг/ч): 47,005*0, 20*0,165=1,551
Суммарное количество ТЮ2, (кг/ч): 12,975
3) в рукаве окислится: 3,830*0,99=2,498 кг/ч Расходуется кислорода, (кг/ч):
02: 2,489*2*2*16/59,84=1,331
Образуется веществ, (кг/ч):
ТЮ2: 2,489*79,88/59,84=3,322
С02: 2,489*44,01/59,84=1,831
Оксида ТЮ2 в исходной шихте, (кг/ч): 47,005*0,15*0,165=1,163
Суммарное количество ТЮ2, (кг/ч): 4,485
5.2.3. Окисление Со:
Распределение компонента, (кг/ч):
огарок: 10*0,65=6,5
пыль циклона: 10*0,2=2,0
пыль рукавного фильтра: 10*0,15=1,5
Реакции: а) Со + 0.5От= СоО
М=58,93 М=16 М=74,93 (г/моль)
б) 2СоО + 0.5О7 = CozCb М=74,93 М=16 М=165,86 (г/моль)
Весь СоО оседает в циклоне, а Со2Оз образуется в огарке и пыли рукавного фильтра. СоО приходящий с исходной шихтой (оборотный) окисляется до Со2Оз нацело.
1) в огарке окислится: 6,5кг/ч По реакции (а):
Расходуется кислорода, (кг/ч):
О2: 6,5* 16/58,93=1,765 Образуется веществ, (кг/ч):
Считаем, что СоО из шихты образуется 100% -98%=2%: 6,5* 2%=0,13
Из этого СоО по реакции (б) не будет доокисляться: 0,13*74,94/58,93=0,165
СоО: 6,5*74,93/58,93=8,265
По реакции (б):
Расходуется кислорода, (кг/ч):
О2: 8,965*16/165,86=0,865 Образуется веществ, (кг/ч):
СогО3: (8,265-0,165) * 165; 86/2*7,493=8; 965
Оксида СоО в исходной шихте, (кг/ч): 47,005*0,65*0,063=1,934 Со203: 1,934*165,86/2*7,493=2,140 Суммарное количество Со2Оз, (кг/ч): 11,105
2) в огарке окислится: 2,0 кг/ч
В циклоне окисление идет до СоО.
Расходуется кислорода, (кг/ч):
О2: 2,0*16/58,93=0,543
Образуется веществ, (кг/ч):
СоО: 2,383
Оксида СоО в исходной шихте, (кг/ч): 47,005*0, 20*0,0,063=0,592
Суммарное количество СоО, (кг/ч): 2,975
3) в рукаве окислится: 1,5 кг/ч По реакции (а):
Расходуется кислорода, (кг/ч):
О2: 1,5*16/58,93=0,407 Образуется веществ, (кг/ч):
Считаем, что СоО из шихты образуется 100% -99%=1%: 1,5* 1%=0,015
Из этого СоО по реакции (б) не будет доокисляться: 0,015*74,94/58,93=0,019
СоО: 1,5*74,93/58,93=1,907
По реакции (б):
Расходуется кислорода, (кг/ч):
О2: (1,907 - 0,019) * 16/165,86=0,182
Образуется веществ, (кг/ч):
Со2О3: (1,907-0,019) * 165,86/2*74,93=2,091
Оксида СоО в исходной шихте, (кг/ч): 47,005*0,15*0,063=0,444
Со203: 0,444*165,86/2*74,93=0,492
Суммарное количество Со2Оз, (кг/ч): 2,583
5.2.4. Окисление Zn:
Распределение компонента, (кг/ч):
огарок: 1,0*0,65=0,65
пыль циклона: 1,0*0, 20=0, 20
пыль рукавного фильтра: 1,0*0,15=0,15
Основная реакция: Zn + 0,50? = ZnO
М=65,39 М=16 М=81,39 (г/моль)
1) в огарке окислится: 0,65 кг/ч Расходуется кислорода, (кг/ч):
О2: 0,65*16/65,39=0,159 Образуется веществ, (кг/ч):
ZnO: 0,65*81,39/65,39=0,809
Оксида ZnO в исходной шихте, (кг/ч): 47,005*0,65*0,006=0,188 Суммарное количество ZnO, (кг/ч): 0,997
2) в циклоне окислится: 0,2 кг/ч Расходуется кислорода, (кг/ч):
02: 0,2*16/65,39=0,049 Образуется веществ, (кг/ч):
ZnO: 0,233
Оксида ZnO в исходной шихте, (кг/ч): 47,005*0, 20*0,006=0,056 Суммарное количество ZnO, (кг/ч): 0,289
3) в рукаве окислится: 0,15кг/ч Расходуется кислорода, (кг/ч):
02: 0,15*16/65,39=0,037 Образуется веществ, (кг/ч):
ZnO: 0,15*81,39/65,39=0,187
Оксида ZnO в исходной шихте, (кг/ч): 47,005*0,15*0,006=0,043 Суммарное количество ZnO, (кг/ч): 0,230
5.2.5. Окисление Си:
Распределение компонента, (кг/ч):
огарок: 0,5*0,65=0,325
пыль циклона: 0,5 *0, 20=0,1
пыль рукавного фильтра: 0,5*0,15=0,075
Реакции: а) 2Си + 0.5О2 = СшО
М=63,552 М=16 М=143,1 (г/моль)
![]()
По реакции (а): Расходуется кислорода, (кг/ч): О2: 0,325*16/63,552*2=0,041 Образуется веществ, (кг/ч): Си2О: 0,325*143,1/63,55*2=0,366
Оксида Си2О в исходной шихте, (кг/ч): 47,005*0,65*0,003=0,086
Из исходной шихты Си2О окисляется до СиО нацело. Из окислившегося Си2О по реакциям не будет окисляться до СиО 100% -98%=2%: 0,366*2%=0,007кг/ч Отношение распределения образования оксидов: Cu20/CuO = 2/1 0,366*0,98=0,359 кг/ч следовательно образуется: Си2О=0,244 кг/ч и 0,122 кг/ч идет на доокисление до СиО Суммарное количество Си2О, (кг/ч): 0,007+0,244=0,251
По реакции (б):
Расходуется кислорода, (кг/ч):
О2: 0,232*1/4*32/79,56=0,023
Образуется веществ, (кг/ч):
СиО: (0,122+0,086) *79,55/143,1* 1/2=0,232
2) в циклоне окислится: 0,1 кг/ч
Будем считать, что реакция идет до образования Си2О.
Расходуется кислорода, (кг/ч):
02: 0,1*16/2*63,55=0,013
Образуется веществ, (кг/ч):
Си20: =0,105
Оксида Си2О в исходной шихте, (кг/ч): 47,005*0, 20*0,003=0,028
Суммарное количество Си2О, (кг/ч): 0,133
3) в рукаве окислится: 0,075кг/ч По реакции (а):
Расходуется кислорода, (кг/ч):
О2: 0,075*169/2*63,55=0,009 Образуется веществ, (кг/ч):
Си2О: 0,075*143,1/63,55*2=0,084
Оксида Си2О в исходной шихте, (кг/ч): 47,005*0,15*0,003=0,002
Из исходной шихты Си2О окисляется до СиО нацело. Из окислившегося Си2О по реакциям
не будет окисляться до СиО 100% -99%=2%: 0,084*1%=0,001кг/ч
Отношение распределения образования оксидов: Cu20/CuO = 2/1
0,084*0,99=0,083 кг/ч следовательно образуется:
Си2О=0,056 кг/ч и 0,028 кг/ч идет на доокисление до СиО
Суммарное количество Си2О, (кг/ч): 0,001+0,056=0,057
По реакции (б):
Расходуется кислорода, (кг/ч):
О2: 0,053*1/4*32/79,55=0,005
Образуется веществ, (кг/ч):
СиО: (0,028+0,133*0,15) *79,55=0,005
5.2.6. Окисление Ге:
Распределение компонента, (кг/ч):
огарок: 0,167*0,65=0,108
пыль циклона: 0,167*0,2=0,033
пыль рукавного фильтра: 0,167*0,15=0,025
Реакции: a) Fe + 0.50? = FeO
М=55,85 М=16 М=71,85 (г/моль)
![]()
1) в огарке окислится: 0,108 кг/ч
Отношение распределения образования оксидов: РеаОз/ FeO =3/1=0,081/0,027
По реакции (а):
Расходуется кислорода, (кг/ч):
О2: 0,027*16/55,85=0,008
Образуется веществ, (кг/ч):
FeO: 0,027*71,85/55,85=0,035
По реакции (б):
Расходуется кислорода, (кг/ч):
02: 0,081*1,5*32/55,85*2=0,04
Образуется веществ, (кг/ч):
FeiOs: 0,081*159,7/2*55,85=0,116
Оксида FeiOs в исходной шихте, (кг/ч): 47,005*0,65*0,002=0,065
Суммарное количество Ре2Оз, (кг/ч): 0,181
2) в циклоне окислится: 0,033кг/ч
В циклоне окисление идет до РеаОз.
Расходуется кислорода, (кг/ч):
О2: 0,033*1,5*32/55,85*2=0,014
Образуется веществ, (кг/ч):
РегОз =0,065
Оксида Ре2Оз в исходной шихте, (кг/ч): 47,005*0, 20*0,002=0,019
Суммарное количество Ре2Оз, (кг/ч): 0,084
1) в огарке окислится: 0,025 кг/ч
Отношение распределения образования оксидов: РезОз/ FeO =3/1=0,019/0,006
По реакции (а):
Расходуется кислорода, (кг/ч):
О2: 0,006*16/55,85=0,002
Образуется веществ, (кг/ч):
FeO: 0,006*71,85/55,85=0,008
По реакции (б):
Расходуется кислорода, (кг/ч):
О2: 0,019*1,5*32/55,85*2=0,008
Образуется веществ, (кг/ч):
FeiOs: 0,019*159,7/2*55,85=0,027
Оксида Ре2Оз в исходной шихте, (кг/ч): 47,005*0,15*0,002=0,013
Суммарное количество Ре2Оз, (кг/ч): 0,04
5.2.7. Теоретическое количество воздуха.
Суммарное количество кислорода, (кг/ч): 35,03+9,939+11,563+3,55+2,662+ 1,765+0,865 +0,543+0,407+0,182+0,159+0,049+0,037+0,023+0,013+0,009+0,005+0,003+ 0,008+ 0,014+0,002+0,008=75,043
Теоретический расход воздуха (из расчета. Оа - 23% по массе)
75,043*0,23=326,274 кг/ч
Количество азота: 326,274 - 75,043= 251,231 кг/ч
Количество влаги, вносимое с воздухом при Т=20°С и относительной влажности 80%
(содержание влаги "0,012 кг. на 1кг. сухого воздуха):
326,274* 0,012 = 3,915 кг/ч
Теоретический расход влажного воздуха (кг/ч)
326,274 + 3,915 = 330,189 кг/ч.
Таблица 8. Состав огарка.
| Со203 |
| 11,105 |
| 6,793 |
| WC | ТЮ | Со | Zn | Си | Fe | WO3 | ТЮ2 | СоО | ZnO | Си2О | Fe203 | H20 | Бент. всего | ||
| кг/ч | 1,746 | 0,336 | 0 | 0 | 0 | 0 | 124,760 | 12,975 | 0,165 | 0,997 | 0,251 | 0,181 | 0 | 10,686 163,469 | |
| % | 1,068 | 0, 206 | 0 | 0 | 0 | 0 | 76,320 | 7,937 | 0,101 | 0,610 | 0,154 | 0,111 | 0 | 6,537 100,000 | |
| СиО FeO | |||||||||||||||
| 0,232 0,035 | |||||||||||||||
| 0,142 0,021 | |||||||||||||||
Таблица 9. Состав циклонной пыли.
| WC | TiC | Со | Zn | Си | Fe | WO3 | ТЮ2 | СоО | ZnO | Си2О | Fe2O3 | Н2О | Бент. | всего | |
| кг/ч | 2,686 | 0,516 | 0 | 0 | 0 | 0 | 35,766 | 7,757 | 2,925 | 0,289 | 0,133 | 0,084 | 0 | 3,288 | 53,444 |
| % | 5,026 | 0,965 | 0 | 0 | 0 | 0 | 66,922 | 14,514 | 5,473 | 0,541 | 0,249 | 0,157 | 0 | 6,152 | 100,000 |
Таблица 10. Состав пыли рукавного фильтра.
| Со2ОЗ |
| 2,583 |
| 6,587 |
| WC | TiC | Со | Zn | Си | Fe | WO3 | ТЮ2 | СоО | ZnO | Си2О | Fe2O3 | H2O | Бент. | всего | |||
| кг/ч | 0, 201 | 0,039 | 0 | 0 | 0 | 0 | 29,030 | 4,485 | 0,019 | 0,230 | 0,057 | 0,040 | 0 | 2,466 | 39,211 | ||
| % | 0,513 | 0,099 | 0 | 0 | 0 | 0 | 74,035 | 11,438 | 0,048 | 0,587 | 0,145 | 0,102 | 0 | 6,289 | 100,000 | ||
| СиО | FeO | ||||||||||||||||
| 0,053 | 0,008 | ||||||||||||||||
| 0,135 | 0,020 | ||||||||||||||||
Таблица 11. Состав газов.
| N2 кг/ч 251,231 | Н2О 42,275 | СО2 41,414 |
всего 334,920 |
| % 75,012 | 12,622 | 12,365 | 100,000 |
Таблица 12. Материальный баланс обжига.
| Г | Приход | Об | разуется | ||
| Вещество | кг/ч | % | Вещество | кг/ч | % |
| WC | 134,636 | 22,366 | WC | 4,633 | 0,786 |
| TiC | 25,531 | 4,241 | TiC | 0,891 | 0,151 |
| Со | 10,000 | 1,661 | |||
| Zn | 1,000 | 0,166 | WO3 | 189,556 | 32,172 |
| Си | 0,500 | 0,083 | ТЮ2 | 25,217 | 4,280 |
| Fe | 0,167 | 0,028 | СоО | 3,109 | 0,528 |
| Со203 | 13,688 | 2,323 | |||
| W03 | 35,766 | 5,941 | ZnO | 1,516 | 0,257 |
| ТЮ2 | 7,757 | 1,289 | Си20 | 0,441 | 0,075 |
| СоО | 2,975 | 0,494 | СиО | 0,285 | 0,048 |
| ZnO | 0,289 | 0,048 | Fe203 | 0,305 | 0,052 |
| Си2О | 0,133 | 0,022 | FeO | 0,043 | 0,007 |
| Fe203 | 0,084 | 0,014 | |||
| бент | 16,440 | 2,790 | |||
| бент | 16,440 | 2,731 | |||
| H20 | 40,424 | 6,715 | H20 | 40,424 | 6,861 |
| N2 | 251,231 | 42,640 | |||
| 02 | 75,043 | 12,466 | C02 | 41,414 | 7,029 |
| N2 | 251,231 | 41,734 | |||
| Всего | 601,976 | 100 | Всего | 589, 193 | 100 |
Нее пр |
язка от ихода | 12,783 | 2,124 |
тшо: 3,036*МШо/201,38=0,270
тшо: 0,594*МШо/165,54=0,065
тшо: 0,178*МШо/165,54=0,019 Остаток воды: 547,236-21,251=525,985 кг.
Количество NH3 пошедшее на реакции, (кг/ч):
тотв: 201,227*2*MNH3 (17) 7303,3=22,557
тшз: 0,520* 6*МШЗ /211,93=0,250
тшз: 34,980*12* Мню /211,93=33,670
ткш: 3,036* 6*МШЗ /201,38=1,537
тшз: 0,594*4* Мынз /165,54=0,240
6) тщз: ОД78* 4*МШЗ /165,54=0,078 Остаток NH3: 60,804-58,324=2,480 кг.
Таблица 13. Материальный баланс выщелачивания.
| Приход | Образуется | ||||||
| Вещество WC | кг/ч 1,947 | % 0,236 | Вещество (NH4) 2WO4 | кг/ч 201,227 | % 25,084 | ||
| TiC | 0,375 | 0,046 | [Co(NH3) 6] (OH) 3 | 35,500 | 4,425 | ||
| WO3 | 153,790 | 18,662 | [Zn (NH3) 6] (OH) 2 [Cu (NH3) 6j (OH) 2 | 3,036 0,774 | 0,378 0,096 | ||
| ТЮ2 | 17,460 | 2,119 | |||||
| СоО | 0,184 | 0,022 | WC | 1,947 | 0,243 | ||
| Со203 | 13,688 | 1,661 | TiC | 0,375 | 0,047 | ||
| ZnO | 1,227 | 0,149 | |||||
| Cu20 | 13,688 | 1,661 | ТЮ2 | 17,460 | 2,177 | ||
| CuO | 0,285 | 0,035 | Fe203 | 0,221 | 0,028 | ||
| Fe2O3 | 0,221 | 0,027 | FeO | 0,043 | 0,005 | ||
| FeO | 0,043 | 0,005 | |||||
| бент | 13,152 | 1,639 | |||||
| бент | 13,152 | 1,596 | |||||
| NH3 | 60,804 | 7,378 | NH3 | 2,480 | 0,309 | ||
| H20 | 547,236 | 66,404 | H20 | 525,985 | 65,568 | ||
| Всего | 824,100 | 100 | Всего | 802,2 | 100 | ||
| Невязка от прихода | 21,900 | 2,657 | |||||
Сущность метода рассмотрим на примере условной схемы переработки молибденитового концентрата, включающей возгонку триоксида молибдена и гидрометаллургическую переработку остатка от возгонки (рис.7). •
Примем, что пооперационные балансы молибдена характеризуются следующими цифрами:
1) грануляция и обжиг в кипящем слое: в пыль и в огарок переходит соответственно 0,2 и 0,8 количества молибдена, поступающего на операцию;
2) возгонка: в остатке от возгонки 0,3, в возгонах 0,7 количества молибдена;
3) выщелачивание: в растворе 0,98, в отвалах выщелачивания 0,02;
4) очистка от тяжелых металлов: в сульфидном кеке 0,05, в очищенном растворе 0,95;,.
5) нейтрализация: в кислом маточном растворе 0,01, в кристаллах тетрамолибдата аммония 0,99;
6) перекристаллизация: в маточном растворе 0,1, в кристаллах парамолибдата аммония (конечный продукт) 0,9. /
Зададимся производительностью по молибдену в конечном продукте 1000 т/год.
Обозначим потоки молибдена (т.е. количества его в различных материалах), т/год, неизвестными x-i; Хг, - ', Х^2, *13 в соответствии с рис.7.
Для определения неизвестных составим систему, состоящую их уравнений трех типов.
1. Уравнение, в котором задана производительность:
х-i з=1000. " ".
2. Уравнения, в которых использованы соотношения между потоками. Это могут быть непосредственно содержащиеся в исходных данных сведения о доле ценного компонента от количества, поступающего на операцию, переходящей в каждый из продуктов этой операции, например:,
Х2 = 0,2 (xl + Х2), Х3 = 0,8 (Xi + X2), Х4 = 0,3 Х3,
Х5 = 0,7, Х3,
или вытекающие из этих сведений соотношения между потоками, выходящими с одной и той же операции, например:
Х3 = 4Х2,... .
Х5= 7/3 Х4.
Кроме того, возможно использование соотношения между потоками, относящимися к разным операциям схемы. Дело в том, что в реальных технологических схемах количества ценного компонента в тех или иных материалах (особенно в выводимых из схемы) часто задают как долю от количества ценного компонента в исходном материале или конечном продукте. Так, например, исходные данные. могли бы содержать,:; следующее указание: "Потери молибдена с, остатком выщелачивания составляют в среднем 0,6% от количества, поступающего с молибденитовым концентратом"; соответствующее, уравнение имело бы вид
Х7= 0,006 Xi.
Следует отметить, что в тех случаях, когда вместо данных, относящихся к потокам одной и той же операции, заданы соотношения между потоками разных операций, расчет методом "от операции к операции" невозможен.
3. Уравнения, отражающие равенство количества - ценного компонента, поступающего на операцию, количеству, выходящему с нее:;
Ха + Хз = Xi + *2 • или Хз = xl;
х4 + х5 = х3, Х6 + Х7 = Х4,
Х8 + Х9 = Хб + Х12 И Т.Д.
Легко убедиться, что общее число уравнений всех типов, которые можно составить, во много раз превышает число неизвестных, хотя система должна иметь единственное решение и соответственно число уравнений должно быть равно числу неизвестных. Причина, очевидно, состоит в том, что большая часть уравнений представляет собой линейные комбинации других; например, из
Х2 = 0,2 (Хт + Х2),
Х3 = 0,8 (Xi + Х2) следует
Ха + Хз = Xi+ х2, или Хз = Xi;
Хз: Х2 = 0,8: 0,2, или Х3 = 4Х2.
В то же время решение возможно только при условии, что при числе уравнений, равном числу неизвестных, все уравнения линейно независимы. Поэтому после составления системы уравнений необходим тщательный контроль отсутствия в ней линейно зависимых (дублирующих) уравнений.
По-видимому, дублирования уравнений проще всего избежать, используя в системе, кроме уравнения, задающего производительность, только соотношения между количеством ценного компонента в потоке, выходящем с операции, и количеством, поступающим на эту операцию. Для схемы, показанной на рис.7, можно составить, например, следующую систему уравнений для определения потоков ценного компонента при производительности по конечному продукту, равной 1000:
1. Х2 = 0,2 (х-i + Х2), или Х2 = 0,25 Xi;
2. х3 = 0,8(х1 +х2);
3. х4 = о. з Хз;
4. Х5 = 0,7 Хз;
5. Хб = 0,98 Х4;
б ху = 0,02 х4;
7. х8 = 0,05 (х6 + х12);
8. Х9 = 0,95(Х6 + Х12);
э. хю = 0,01 х9;
10. Хц =0,99 Xg;
11. х12 = о,1 (хб + хц);
12. Х13 = 0,9(Х5 + Хц);
13. Х13 = 1000.
Подобную систему уравнений можно довольно легко решить вручную, путем последовательной подстановки, сокращения переменных при вычитании одних уравнений из других и т.д. Однако если число неизвестных очень велико (а в реальных схемах число потоков может достигать многих десятков и даже сотен), возрастает трудоемкость расчетов и вероятность ошибок. В подобных случаях для сокращения числа уравнений можно рекомендовать обозначать неизвестными не количества ценного компонента в каждом из потоков, а суммарные количества, поступающие на операции схемы; при этом, очевидно, число уравнений на 1 больше числа операций. Например, для той же схемы (рис.7) получаем:
1. У1 = Gucx + 0,2 /!, или 0,8 у! = G исх;
2. у2 = 0,8 yi;
3. уз = о, з у2;
4. у4 = 0,98 Уз + 0,1 Уб',
5. у5 = 0,95 у4;
6. у6 = 0,7 у2 + 0,99 у5;
7. G исх = 0,9 у6.
После решения подобной системы уравнений расчет количества ценного компонента в каждом из потоков не вызывает затруднений.
Однако наиболее эффективным способом преодоления трудностей расчета сложных технологических схем является использование компьютеров.
В отличие от человека, выбирающего для каждой конкретной системы уравнений наиболее рациональный путь решения, в программах для цифровых вычислительных машин можно использовать только универсальные, единые для всех систем линейных уравнений способы вычисления. Среди таких способов наиболее распространены метод Гаусса с выбором главного элемента столбца или строки и метод обращения матрицы [2].
До начала вычислений необходимо ввести исходные данные: при использовании метода Гаусса - расширенную матрицу коэффициентов системы линейных уравнений (значения коэффициентов при неизвестных и свободные члены каждого из уравнений):
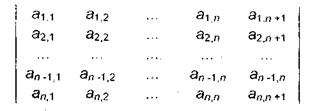
а при использовании метода обращения матрицы - отдельно квадратную матрицу коэффициентов и вектор-столбец свободных членов:

Для составления матрицы коэффициентов члены уравнений, содержащие неизвестные, необходимо расположить слева от знака равенства в порядке возрастания индекса неизвестного, оставив справа только свободные члены; отсутствующие неизвестные вносят в уравнения с коэффициентами, равными нулю. После этого можно приступить к вводу матрицы коэффициентов.
Однако применительно к системе уравнений, получаемой при описании распределения ценного компонента по потокам технологической схемы, этот способ нерационален, так как подавляющая часть коэффициентов равна нулю. Например, при вводе коэффициентов составленной ранее системы из 13 уравнений первые две строки должны быть записаны в следующем виде: - 0,25 Xi + 1 Х2 + О Х3 + О Х4 + О Х5 + О Х6 + О Х7 + О Х8 + О Х9 +
+ о х10 + о хп + ох12+ о х13 = о;
- 0,8 х1 - 0,8 х2 + 1 хЗ + 0 х4 + 0 х5 + 0 хб + 0 х7 + 0 х8 + О Х9 +
+ о Хю+ о х-и +о X-I2 + о х13 = о,
а первые две строки расширенной матрицы коэффициентов
соответственно
-0,25 1 000000000000 - 0,8 - 0,8 000000000000
При большом числе неизвестных количество вводимых нулей становится громадным: например, при 40 неизвестных расширенная матрица состоит из 40 х 41 = 1640 коэффициентов, из которых более 1500 будут равны нулю. Очевидно, что ввод подобной матрицы настолько трудоемок и неизбежно сопровождается таким количеством ошибок, что превращается в сложную задачу.
Это затруднение устраняется, если ввод матрицы осуществлять в два этапа: сначала заполнить всю матрицу нулями (эта операция выполняется очень легко), а затем ввести ненулевые коэффициенты, заменяя ими нули.
Ниже описан расчет балансов по ценному компоненту методом Гаусса с помощью программы на языке BASIC и методом обращения матрицы с помощью табличного процессора EXCEL [3, 4].
mCu(H20) 4ci2: (0,594+0,178) Mcu(mo) 4 012 206,44/165,54 = 0,963
mcocn: 7,756 M 7,756 Mc0ci2129,83/165,25= 6,093
Количество МНЦ С1, (кг/ч):
(165,765*2*53,5/249,85) +(7,756*6*53,5/165,28) +(3,683*6*53,5/244,28) +(0,963* 4*53,5/
206,44) =91,891
Количество поглощаемой реакциями H2O, (кг/ч):
(3,683*4*18/244,28) +(0,963*2*18/206,44) +(6,093*0,5*18/129,83) =1,676
Количество образующейся Н2О, (кг/ч):
7,756*3*18/165,765=2,527
Количество Н2О, приходящее с кислотой, (кг/ч):
Состав кислоты 19,8% НС1 80,2% Н2О
Количество требуемого НС1, (кг/ч):
(165,765*2*36,45/249,85) + (7,756 * 9 * 36,45 / 165,28) + (3,683 * 8 * 36,45 / 244,28) +(0,963*6*36,45/206,
44) =69,177
Приходящей с кислотой Н2О, (кг/ч):
69,177*0,802/0, 198= 280, 202
Суммарное количество приходящей Н2О, (кг/ч):
280, 202+525,985=806,187
Суммарное количество уходящей Н2О, (кг/ч):
806,187+2,527-1,676=807,03 8
Таблица 14. Материальный баланс осаждения.
| Приход | Образуется | ||||||
| Вещество | кг/ч | % | Вещество | кг/ч | % | ||
| (NH4) 2 WO4 | 201,227 | 18,033 | H2W04 | 165,765 | 15,414 | ||
| [Co(NH3) 6] (OH) 3 | 35,500 | 3,181 | Zn(H2O) 6Cl2 | 3,683 | 0,342 | ||
| [Zn (NH3) 6] (OH) 2 | 3,036 | 0,272 | Си(Н2О) 4С12 | 0,963 | 0,090 | ||
| [Си (NH3) 6] (OH) 2 | 0,774 | 0,069 | СоС12 | 6,093 | 0,567 | ||
| NH4C1 | 91,891 | 8,545 | |||||
| НС1 | 69,177 | 6, 199 | |||||
| Н2О | 806,187 | 72,245 | Н20 | 807,038 | 75,043 | ||
| Всего | 1115,901 | 100 | Всего | 1075,433 | 100 | ||
| Невя: | ка от прихода | 40,468 | 3,626 | ||||
5.5 Блок 5 Прокалка и сушка.
WOs получают термическим разложением H2WC4 при 750-800 °С
При прокалке идет следующая реакция:
H2WO4^WO3+H2O
Количество продуктов, (кг/ч):
Масса WO3 =153,79 (кг/ч)
Масса Н2О = 165,765-153,76= 11,075 (кг/ч)
Вывод: полученная нарастающая с каждой стадией невязка до 3,626% вызвана погрешностью расчетов.
Операция №1
Переведем заданный базис из объема в массу.
m = V * ρ
m = 1000 * 1,120 = 1120т или 1120000кг.
1). G01 = 1120000
2Fe3+ + Fe → 3Fe2+
m (Fe) = mр-ра / ρр-ра * (с(Fe3+) / М(Fe2O3)) * M(Fe)
Для того, чтобы считать восстановление полным, введем 10% избыток железной стружки.
G011 = G01 / 1,120 * 0,005 /159,7 * 55,8 * 1,1 = 0,001715828 * G01
2). G011 - 0,001715828 * G01 = 0
Операция №2
3). G12 – G01 – G011 = 0
При экстракции соотношение объемов водной (сернокислый раствор) и органической (раствор 0,1 моль/л Д2ЭГФК в керосине) равно 10, т.е. Vв: Vо = 10: 1. Такое соотношение фаз берётся для большего концентрирования ценного компонента.
V = m / ρ
Vв = G12 / ρ12; Vо = G050 / ρ050
10 * ρ12 * G050 = G12 * ρ050
G050 = G12 * ρ050 / 10 * ρ12
G050 = G12 * 0,744 / 10* 1,120 = 0,0664285 * G12
4). G050 – 0,0664285 * G12 = 0
G200 = G12 - G01 / 1,120 * 0,05 (ThO2) - G01 / 1,120 * 0,2 (TiO2) - G01 / 1,120 * 0,57 (РЗЭ) - G01 / 1,120 * 0,4 (V2O5) - G01 / 1,120 * 0,02 * 0,999 (Sc2O3)
5). G200 - G12 + 0,001107125 = 0
6). G23 - G050 - G12 + G200 = 0
Операция №3
При реэкстракции примесей соотношение объемов водной (Раствор 4,5 моль/л H2SO4) и органической (Экстракт содержащий Sc, Ti, Fe3+, РЗЭ и др.) равно 1, т.е. Vв: Vо = 1: 1. Такое соотношение фаз берётся для лучшего извлечения примесей.
G030 = G23 * ρ030 / ρ23
G030 = 1,260 / 0,744 * G23 = 1,693548387 * G23
7). G030 - 1,693548387 * G23 = 0
G300 = G030 + (G01 / 1,120 * 0,05 (ThO2) + G01 / 1,120 * 0,2 (TiO2) + G01 / 1,120 * 0,57 (РЗЭ) + G01 / 1,120 * 0,4 (V2O5)) - G01 / 1,120 * 0,02 * 0,999 (Sc2O3)
8). G300 - G030 – 0,001089285 * G01
9). G34 – G030 – G23 + G300 = 0
Операция №4
При реэкстракции скандия соотношение объемов водной (Раствор 2,5 моль/л NaOH) и органической (Органическая фаза содержащая Sc) равно 0,1, т.е. Vв: Vо = 1: 10. Такое соотношение фаз берётся для большего концентрирования ценного компонента (скандия).
G040 = G34 * ρ040 / 10 * ρ34
G040 = 1,110 / 10 * 0,744 * G34 = 0,147849462 * G34
10). G040 - 0,147849462 * G34 = 0
G45 = G34 – m(Sc3+) + m(Na+)
ScA3 + 3 NaOH → Sc(OH) 3 + 3 NaA
m(Sc3+) = (G01 /1,120 * 0,02 * 0,999) / M(Sc2O3) * 2 * M(Sc(OH) 3) = (G01 /1,120 * 0,02 * 0,999) /137,91 * 2 * 95,97792 = 0,00002483 * G01
m(Na+) = (G01 /1,120 * 0,02 * 0,999) / M(Sc2O3) * 6* M(Na) = (G01 /1,120 * 0,02 * 0,999) / 137,91 * 6* 22,9897 = 0,000017842 * G01
G45 = G34 – 0,000006987 * G01
11). G45 – G34 + 0,000006987 * G01 = 0
12). G46 – G040 – G34 + G45 = 0
Операция №5
При регенерации экстрагента соотношение объемов водной (Раствор 0,5 моль/л H2SO4) и органической (Раствор Д2ЭГФК (натриевая форма)) равно 1, т.е. Vв: Vо = 1: 1.
G051 = G45 * ρ051 / * ρ45
G051 = 1,030 / 0,744 * G45 = 1,384408602 * G45
13). G051 - 1,384408602 * G45 = 0
14). G500 – G051 – G45 + G050 = 0
Операция №6
15). G600 – G46 + G67 = 0
После прохождения операции центрифугирования осадок Sc(OH) 3 имеет влажность 20%.
G67 = m(Sc(OH) 3) / 0,8
G67 = (G01 /1,120 * 0,02 * 0,999) / M(Sc2O3) * 2 * M(Sc(OH) 3) / 0,8 = (G01 /1,120 * 0,02 * 0,999) /137,91 * 2 * 95,97792 / 0,8 = 0,00002483 * G01 / 0,8 = 0,000031037 * G01
16). G67 - 0,000031037 * G01 = 0
Операция №7
G700 = G01 / M(Sc2O3) * 0,999 * 3 * M(H2O) + G67 * 0,2 = 0,000006985 * G01 + 0,2 * G67
17). G700 - 0,000006985 * G01 - 0,2 * G67
18). G70 – G67 + G700 = 0
Заменим потоки в уравнениях на соответствующие неизвестные X.
Общий вид уравнений материального баланса.
1). X1 = 1120000
2). X2 – 0,0017158280*X1 = 0
3). X3 – X1 – X2 = 0
4). X4 – 0,0664285*X3 = 0
5). X5 – X3 + 0,001107125*X1 = 0
6). X6 – X4 – X3 + X5 = 0
7). X7 – 1,693548387*X6 = 0
8). X8 – X7 – 0,001089285*X1 = 0
9). X9 – X7 – X6 + X8 = 0
10). X10 – 0,147849462*X9 = 0
11). X11 – X9 + 0,000006987*X1 = 0
12). X12 – X10 – X9 + X11 = 0
13). X13 – 1,384408602*X11 = 0
14). X14 – X13 – X11 + X4 = 0
15). X15 – X12 + X16 = 0
16). X16 – 0,000031037*X1 = 0
17). X17 – 0,000006985*X1 – 0,2*X16 = 0
18). X18 – X16 + X17 = 0
Расчет полученных уравнений материального баланса ведем с помощью табличного процессора EXCEL [15]. (см. Приложение 1).
Сводные таблицы материального баланса.
| приход | кг | % | расход | кг | % |
| Сернокислый раствор, содержащий Fe, РЗЭ, Sc и др. | 1120000 | 99,83 | Сернокислый раствор | 1121921,73 | 100 |
| Железная стружка | 1921,73 | 0,17 | |||
| итого | 1121921,73 | 100 | итого | 1121921,73 | 100 |
1. Восстановление железа.
| риход | кг | % | расход | кг | % |
| Сернокислый раствор | 1121921,73 | 93,77 | Рафинат, содержащий Fe2+ | 1120681,75 | 93,67 |
| Раствор 0,1 моль/л Д2ЭГФК в керосине | 74527,58 | 6,23 | Экстракт, содержащий Sc, Ti, РЗЭ и др. | 75767,56 | 6,33 |
| итого | 1196449,31 | 100 | итого | 1196449,31 | 100 |
2. Экстракция.
3. Реэкстракция примесей.
| приход | кг | % | расход | кг | % |
| Экстракт, содержащий Sc, Ti, РЗЭ и др. | 75767,56 | 37,13 | Реэкстракт, содержащий V, Ti, Th, РЗЭ и др. | 129536,02 | 63,47 |
| Раствор 4,5 моль/л H2SO4 | 128316,02 | 62,87 | Органическая фаза, содержащая Sc | 74547,56 | 36,53 |
| итого | 204083,58 | 100 | итого | 204083,58 | 100 |
4. Реэкстракция скандия.
| приход | кг | % | расход | кг | % |
| Органическая фаза, содержащая Sc | 74547,56 | 87,12 | Раствор Д2ЭГФК(натриевая форма) | 74539,73 | 87,11 |
| Раствор 2,5 моль/л NaOH | 11021,81 | 12,88 | Sc(OH) 3+H2O (пульпа) | 11029,64 | 12,89 |
| итого | 85569,37 | 100 | итого | 85569,37 | 100 |
5. Регенерация экстрагента.
| приход | кг | % | расход | кг | % |
| Раствор Д2ЭГФК(натриевая форма) | 74539,73 | 41,94 | Раствор Na2SO4 | 103205,60 | 58,07 |
| Раствор 0,5 моль/л H2SO4 | 103193,45 | 58,06 | Раствор 0,1 моль/л Д2ЭГФК в керосине | 74527,58 | 41,93 |
| итого | 177733,18 | 100 | итого | 177733,18 | 100 |
6. Центрифугирование.
| приход | кг | % | расход | кг | % |
| Sc(OH) 3+H2O (пульпа) | 11029,64 | 100 | H2O после центрифугирования | 10994,88 | 99,68 |
| Sc(OH) 3 (осадок с влажностью 20%) | 34,76 | 0,32 | |||
| итого | 11029,64 | 100 | итого | 11029,64 | 100 |
7. Сушка и прокаливание.
| приход | кг | % | расход | кг | % |
| Sc(OH) 3 (осадок с влажностью 20%) | 34,76 | 100 | H2O после сушки | 14,77 | 42,49 |
| Sc2O3 | 19,99 | 57,51 | |||
| итого | 34,76 | 100 | итого | 34,76 | 100 |
8. Вывод
В процессе производственной деятельности образуются отходы, которые нарушают экологическое равновесие, загрязняя окружающую среду, и снижают степень извлечения ценных компонентов, содержащихся в исходном сырье. Эти отходы необходимо перерабатывать.
В настоящее время подсчеты показали, что удельные капитальные затраты на сбор и переработку вторичного металла в 25 раз меньше, чем на производство металла из руды.
Производительность труда во вторичной цветной металлургии примерно в два раза выше, чем в первичной. Сбор и переработка вторичных металлов имеют не только экономический, но и социальный эффект.
Отходы подразделяют на отходы производства и отходы потребления (лом).
В настоящее время для производства режущих инструментов широко используются твердые сплавы. Они состоят из карбидов вольфрама, титана, тантала, сцементированных небольшим количеством кобальта. Карбиды вольфрама, титана и тантала обладают высокой твердостью, износостойкостью. Скорости резания инструментами, оснащенными твердыми сплавами, в 3-4 раза превосходят скорости резания инструментами из быстрорежущей стали.
Недостатком твердых сплавов, по сравнению с быстрорежущей сталью, является их повышенная хрупкость, которая возрастает с уменьшением содержания кобальта в сплаве. И, следовательно, возникает вопрос утилизации таких сплавов. Переработка лома и отходов позволяет вернуть металл в кругооборот.
5. Сплавы редких металлов перерабатывают окислением, хлорированием, электролизом и гидрометаллургическим способом. Их переработка осложнена более высоким содержанием других металлов и взаимным влиянием компонентов сплавов на технологические процессы. - Окислительные методы.
Их можно использовать и для переработки сплавов и кусковых отходов твердых сплавов. Применяемые в настоящее время инструментальные твердые сплавы базируются на карбидах вольфрама, титана и тантала или на смеси указанных соединений с добавлением связующего металла - кобальта. - Методы хлорирования.
При хороших технологических показателях следует отметить громоздкость оборудования для хлорных схем, а также трудности, связанные с агрессивностью и токсичностью хлора и хлоридов, необходимостью специальных коррозионностойких материалов для аппаратуры и значительными затратами на реагенты - Способы электрохимического растворения отходов.
Электрохимическое растворение отходов сплавов используют на отечественных и зарубежных предприятиях. Этот метод наиболее дешев и не требует сложной аппаратуры. Электрохимическое растворение целесообразно вести в щелочных растворах, так как образуются легко растворимые соли рения, вольфрама и молибдена.
6. Как показали расчеты:
- невязка материального баланса обжига 2,124%, она связана с погрешностью расчетов, - невязка теплового баланса 0,12% рассчитана с удовлетворительной точностью, - площадь пода равна 1,5м2, для расчета печи с такой площадью пода нужна спец литература, целью данной работы не является данный расчет.
Список литературы
1. Твердость и прочность тугоплавких материалов при высоких температурах, В.А. Борисенко. - Киев: издательство Академии наук Украинской ССР, 1984. - 212с.
2. Металлические порошки и порошковые материалы. Справочник.
3. Б.Н. Глебов, под редакцией д-ра техн. Наук Ю.В. Левинского. - М:
4. Экомет, 2005. - 520.
5. Коровин С. С, Дробот Д.В., Федоров П.И. "Редкие и рассеянные элементы. Химия и технология". В трех книгах. Книга 2. учебник для вузов - М.: МИСИС, 1999. - 464с.
6. Коровин С. С, Дробот Д.В., Федоров П.И. "Редкие и рассеянные элементы. Химия и технология". В трех книгах. Книга 3. учебник для вузов - М.: МИСИС, 1999. - 464с.
7. Дробот Д.В., Резник А.М., Юрченко Л.Д. "Оборудование заводов редкометалльной промышленности и основы проектирования". Учеб. пособие. – М.: МИХМ, 1985-72с.
8. Букин В.И., Игумнов М.С., Сафонов В.В., Сафонов Вл.В., Переработка производственных отходов и вторичных сырьевых ресурсов, содержащих редкие, благородные и цветные металлы.
9. Металлы и сплавы. Справочник. Афонин В.К., Ермаков Б.С., и др. под редакцией Солнцева Ю.П. − Санкт – Петербург: НПО Профессионал. 2003. – 376с.
10. NETZSCH-Group // http: // www. rudgormash. ru/
11. Дейнека С.С., Трусова В.Г., Хазан А.З. Хлоридная и регенеративная переработка отходов металлического вольфрама и твердых сплавов // Цветные металлы. 1995. №10. С.17 – 19.
12. УГМК - РУДГОРМАШ. "Обогатительное и горношахтное оборудование" http: // www. rudgormash. ru/
13. Лидин Р.А., Молочко В.А., Андреева Л.Л., Химические свойства неорганических вешеств,− М.: Колос, 2003.
14. Болотников Л.Е., Технологическое проектирование производства редких металлов.
15. Морозов В.А., Миткалийный В.И., Егоров А.В., Сборщиков Г.С. "Металлургические печи атлас". - М.: Металлургия. 1987. - 384с.
16. Краткий справочник физико-химических величин/ Под ред. Мищенко К.П., Равделя А.А.
17. http: // www. mechanik. spb. ru
18. http: // www. upmt. ru
19. http: // www. fingo. ru/fri-360/
20. http: // stankinprom. com. ua/products/images/PDF/rci. pdf
21. http: // wwwЛenterm. n] /lenterm_laboratory_fumaces. html И. http: // www. bank. referatoff. ru
22. http: // www. chemport. ru
23. http: // www. drillmat. ru
24. http: // www. npftin. spb. ru
Похожие рефераты:
Программа для поступающих в вузы (ответы)
Давно ли люди гибнут за металл и как именно закалялась сталь
Получение молибдена из отходов промышленности
Свойства титана и его соединений
Химия, элементы таблицы Менделеева
Производство тетрахлорметана и тетрахлорэтилена
Деформированные алюминивые сплавы
Анализ влияния химического состава и технологии получения на жаропрочность металлов и сплавов
Исследование электрохимического поведения ионов самария в хлоридных и хлоридно-фторидных расплавах
Технология пиролиза углеводородного сырья в трубчатых печах
Методика решения задач по теоретическим основам химической технологии
Переработка одноразовых шприцов
Производство отливок из сплавов цветных металлов
Исследование совместного электровосстановление гадолиния и криолита в галогенидных расплавах