| Похожие рефераты | Скачать .docx |
Дипломная работа: Переработка одноразовых шприцов
Дипломный проект на тему "Переработка одноразовых шприцев". Дипломный проект содержит 103 страницы, 18 рисунков, 34 использованных источников.
Полимеры, полипропилен, полиэтилен, композиции, переработка, твердые бытовые отходы, утилизация, дробление, мойка сушка, грануляция, "горячее" гранулирование, шприц, показатель текучести расплава (ПТР).
Объектом по переработке является линия по переработке бытовых полиэтиленовых и полипропиленовых отходов.
Данная линия перерабатывает использованные одноразовые шприцы с целью получения вторичного сырья из композиции на основе полиэтилена и полипропилена.
В экспериментальной части проекта обосновано (доказано), что возможно перерабатывать композиции в готовое изделие. При этом физико-механические свойства композиции практически не претерпевают значительных изменений.
Актуальность проблемы утилизации одноразовых шприцев заставляет задуматься об их вторичном использовании.
1. Литературный обзор
1.1 Проблема утилизации полимерных отходов
1.2 Классификация полимерных отходов
1.3 Проблема утилизации медицинских отходов
1.4 Классификация одноразовых шприцев и способы их переработки
1.5 Свойства вторичных полимерных материалов
1.5.1 Свойства вторичного полиэтилена
1.5.2 Свойства вторичного полипропилена
1.5.3 Смеси пластиков
1.6 Молекулярные полимер-полимерные композиции. Некоторые аспекты получения
1.7 Продукты деструкции вторично переработки полиолефинов
1.7.1 Окислительная деструкция
1.7.2 Термическая деструкция полиолефинов
1.7.3 Механическая деструкция
1.8 Добавки
1.8.1 Стабилизаторы
1.8.2 Пластификаторы
2. Технологическая часть
2.1 Описание технологического процесса вторичной переработки одноразовых шприцев и последующего изготовления гранул
2.2 Характеристика исходного сырья и вспомогательных материалов
2.3 Описание основного технологического оборудования
2.3.1 Дробильная установка
2.3.2 Моечная машина
2.3.3 Стадия очистки воды
2.3.4 Циклон
2.3.5 Загрузочный бункер
2.3.6 Экструдер-гранулятор
2.4 Расчетная часть
2.4.1 Материальный баланс процесса производства вторичных гранул на основе композиций полиэтилена и полипропилена
2.4.2 Расчет производительности экструдера
3. Экспериментальная часть
3.1 Оценка реологических свойств полимера и композиций на их основе
3.2 Объекты исследования и методика проведения эксперимента
3.3 Результаты эксперимента
3.4 Обсуждение результатов
4. Автоматизация производственных процессов
4.1 Основы автоматизации производства
4.2 Основные характеристики системы автоматизации проектируемого экструдера
4.3 Регулирование значений температуры различных зон пластикационого канала
4.4 Контроль и регулирование давления расплава в пластикационном канале экструдера
4.5 Пульты управления
5. Безопасность и экологичность
5.1 Анализ опасностей и вредных факторов на предприятии по производству пластиковой посуды ООО "Алькор"
5.2 Обеспечение безопасности
5.2.1 Роторная дробилка
5.2.2 Расчет искусственного освещения
5.3 Охрана окружающей среды
5.3.1 Характеристика загрязнений
5.3.2 Очистка сточных вод
5.4 Ликвидация и предупреждение чрезвычайных ситуаций
5.4.1 Возможные чрезвычайные ситуации
5.4.2 Планы ликвидации аварий
6. Бизнес-план инвестиционного проекта
6.1 Характеристика предприятия
6.2 Характеристика производимой продукции и оценка рынка сбыта продукции
6.3 Расчет производственной программы
6.3.1 Режим работы цеха
6.3.2 Определение количества оборудования
6.4 Определение капитальных затрат
6.5 Расчет фонда оплаты труда
6.5.1 Составление баланса рабочего времени
6.5.2 Определение фонда заработной платы рабочих
6.6 Расчет фонда оплаты труда приведен в таблице 6.4
6.6 Расчет себестоимости продукции
6.6.1 Определение стоимости сырья и материалов на единицу продукции
6.6.2 Проектная калькуляция себестоимости продукции
6.7 Финансовая оценка инвестиции
6.7.1 Расчет прибыли
6.7.2 Расчет рентабельности
Заключение
Список использованных источников
Введение
В современном мире существует свыше 400 различных видов пластмассовых отходов. Универсального решения экологической проблемы не найдено до сих пор, поэтому идея радикального решения проблемы отходов остается актуальной. Из-за специфических свойств полимерных материалов, которые не подвергаются гниению, коррозии, а при сжигании полимеров образуется токсичная зола и газы, такие как аммиак, оксиды азота, хлороводород, диоксины, - проблема их утилизации носит, прежде всего, экологический характер. Наряду с этим возникают экономические проблемы, так как постепенно возрастают потребности в удешевлении сырья для производства полимеров [1].
Полимерные отходы - это ценное сырье, которое можно регенерировать и повторно использовать для получения полимерных материалов или как сырье для получения мономеров, олигомеров, смазочных масел, строительных материалов, и, наконец, как топливо.
Материальные и энергетические ценности, заключенные в отходах, относительно небольшие затраты на регенерацию предопределяют получение существенного экономического эффекта, усиливающегося благодаря экономии первичного сырья.
Поэтому, в последнее время, большой интерес представляет собой вторичная переработка с получением материалов, продуктов, изделий, пригодных к дальнейшему использованию. В странах Западной Европы наибольшее распространение получил механический рециклинг. Во Франции и Германии способом механического рециклинга перерабатывается 20% полимерных отходов [2,3].
На сегодняшний день от общего объема ТБО количество образующихся отходов одноразовых шприцев составляет 2%. Системы сбора, удаления, переработки и обезвреживания, медицинских отходов в России в настоящее время несовершенны. Количество медицинских отходов имеет устойчивую тенденцию к интенсивному росту [3].
Использованные одноразовые шприцы чаще не проходят процесс сортировки, т.е. не отделяются поршень, цилиндр и игла, которые состоят из разных материалов (ПЭ, ПП и металл соответственно). При этом следует уточнить, что металл всегда легче отделить от полимерных материалов. Отделение же таких материалов, как ПП и ПЭ, в автоматическом режиме представляет собой достаточно дорогостоящий процесс. Поэтому целью данного дипломного проекта явилась разработка технологической линии по переработке одноразовых шприцев во вторичное сырье.
Задачами данного дипломного проекта являются:
Обзор методов по проблеме переработки одноразовых шприцев.
Определение реологических характеристик (ПТР, эффективная вязкость, напряжение сдвига, скорость сдвига), с целью определения возможности совместной переработки композиций на основе полимеров ПП и ПЭ.
Создание технологической линии по переработке одноразовых шприцев.
1. Литературный обзор
1.1 Проблема утилизации полимерных отходов
За один только год в России образуется почти 750 тыс. т полимерных отходов. Около 10% перерабатывается. Переработке подвергаются, главным образом, отходы производства, и лишь некоторые отходы потребления.
Утилизация полимерных отходов является не менее сложным и дорогостоящим делом, чем производство изделий из полимеров, поэтому большинство отходов складируют вместе с другим мусором на свалках [3,4].
Полностью безотходных технологий в природе не существует, поэтому следует заниматься не только поиском малоотходной технологии, но в большей мере поиском способов утилизации отходов.
Различают три источника образования полимерных отходов:
1. Отходы синтеза полимеров, которые образуются при осуществлении процессов синтеза полимеров. Это - низкомолекулярные фракции полимеров, отходы в виде слитков - выливов, отходов чистки аппаратов, россыпей и др.
2. Отходы переработки полимерных материалов в изделия. Это - бракованные изделия, литниковые системы, слитки из смесей полимеров, образующиеся при чистке аппаратов и другие технологические отходы.
3. Отходы потребления - это изношенные (амортизированные) изделия, которые утратили свои потребительские свойства вследствие физического или морального износа. Это - упаковка, транспортная тара, предметы домашнего обихода, детали машин, приборов и др. Отходы потребления составляют около 85% всех полимерных отходов и по своему объему приближаются к объему выпуска полимерных материалов [5].
Полимерные отходы потребления в своем составе содержат до 50% полиолефинов, до 15% полистиролов и их сополимеров, около 10% поливинилхлоридных пластикатов, около 10% полиэтилентерефталата и в небольших количествах других полимеров.
1.2 Классификация полимерных отходов
Полимерные отходы разделяют на отходы производства (технологические) и потребления. Различают следующие типы классификаций, которые представлены в таблице 1.1 [5,6].
Таблица 1.1 - Классификация полимерных отходов
| Тип классификации | Наименование | Характеристика |
| По сложности и цене утилизации | С хорошими свойствами | чистые отходы производства (литники, обрезки, облой, брак), условно чистые отходы потребления |
| Со средними свойствами | отходы производства и потребления, содержащие допустимое количество загрязнений, а также отходы от производств пищевого назначения. | |
| Трудно утилизируемые отходы | сильно загрязненные и смешанные отходы производства и потребления, отходы из композиционных материалов, детали бытовой и автомобильной техники | |
| По видам и типам полимеров | Отходы крупнотоннажных и дорогих конструкционных пластиков | ПЭНП, ПЭВП, ПП, ПС, АБС, ПА, ПК, ПЭТ, ПВХ |
| Отходы упаковки, мебельного производства, строительства | использованная тара из ПЭТ, двух - или многослойные пленки для упаковки пищевых продуктов: ПП/ПА, ПП/ПЭТФ, ПЭ/ПЭТФ, смешанные отходы ПС, ПП, ПЭНП, ПЭВП, ПЭТ, АБС. | |
| По способам утилизации и их экологическому воздействию | Повторное использование | Все виды отходов |
| Переработка отходов полимеров в мономеры и искусственное топливо (пиролизно-сырьевой метод) | Все виды отходов | |
| Сжигание с целью получения тепловой и электрической энергии (энергетический метод) | Все виды отходов | |
| Захоронение на полигонах общего назначения (закапывание). | Все виды отходов |
1.3 Проблема утилизации медицинских отходов
Медицинские отходы значительно отличаются от остальных отходов тем, что в них кроется опасность для человека, обусловленная, прежде всего наличием в их составе возбудителей различных инфекционных заболеваний, токсических, а нередко и радиоактивных веществ. К тому же длительность выживания в таких отходах патогенных микроорганизмов достаточно велика. Так, например, если в 1г бытовых отходов содержится 0,1-1млрд микроорганизмов, то в медицинских - до 200-300млрд микроорганизмов. При этом следует учитывать, что количество медицинских отходов имеет тенденцию к интенсивному росту, а вследствие увеличения номенклатуры применяемых средств - еще и к вариабельности состава. Проблема утилизации медицинских отходов привлекает к себе все более пристальное внимание. Еще в 1979г. Всемирная организация здравоохранения (ВОЗ) отнесла отходы медицинской сферы к группе особо опасных и указала на необходимость создания специализированных служб по их уничтожению и переработке. Базельская конвенция в 1992г. выделила 45 видов опасных отходов, список которых открывают клинические отходы. К 2005г. в мире, по обобщенным данным, их накопилось уже около 1,8 млрд, что составляет примерно 300кг на каждого жителя планеты. Особую опасность представляют инъекционные иглы и шприцы, поскольку неправильное обращение с ними после применения может привести к их использованию [2,6,7].
Переработка отходов медицинского назначения, в частности одноразовых шприцев, остается на сегодняшний день весьма актуальной проблемой. Во многих областях России сложилась критическая обстановка по сбору и сортировке медицинских изделий [2,4].
Медицинские отходы составляют около 2% от общего объема твердых бытовых отходов. В России в настоящее время образуется 0,6-1 млн. тонн медицинских отходов в год. Система сбора, удаления, переработки и обезвреживания медицинских отходов в нашей стране пока несовершенна, при этом количество их имеет устойчивую тенденцию к интенсивному росту [3].
В городе Магнитогорске ежегодно образуется до 130 тонн медицинских одноразовых шприцев.
В таблице 1.2 указаны медицинские учреждения города и сколько тонн в год приходится на каждое учреждение.
Таблица 1.2 Отходы одноразовых шприцев в городе Магнитогорске
| Наименование учреждение | Количество в городе | Количество на одно учреждение, тонн/год | Сумма, тонн/год |
| Больницы | 9 | 5,2 | 46,8 |
| Диспансеры | 10 | 3 | 30 |
| Санатории | 11 | 1 | 11 |
Поликлиники Взрослые Детские |
16 9 |
1,5 1,0 |
24 9 |
| Ветлечебницы | 3 | 0,7 | 2,1 |
| Лаборатории | 3 | 0,1 | 0,3 |
Роддома Консультации Итого |
3 5 |
0,33 0,5 |
0,99 2,5 126,7 |
На полигонах ТБО уничтоженные механическим путем фармацевтические препараты резко увеличивают токсичность образующегося фильтрата, что создает риск загрязнения не только почвы, но и подземных водоносных горизонтов.
ВОЗ декларирует следующие положения, касающиеся переработки медицинских отходов:
использование всеми производителями одной и той же пластмассы для изготовления шприцев и других изделий однократного применения, чтобы облегчить их утилизацию;
преимущественное использование медицинских устройств, не содержащих поливинилхлорид [6,8].
1.4 Классификация одноразовых шприцев и способы их переработки
Сегодня на отечественном фармацевтическом рынке широко представлены стерильные изделия медицинского назначения. Производители постоянно совершенствуют и расширяют их ассортимент. Особое место среди них занимают шприцы инъекционные одноразового применения. В первую очередь это определяется их использованием как медицинскими специалистами для оказания помощи больным с тяжелыми патологическими процессами, так и далекими от медицины людьми для оказания помощи себе или своим близким и знакомым.
Шприц состоит из цилиндра и шток - поршня (разборного или неразборного). Цилиндр имеет наконечник-конус типа "Луер", упор для пальцев и градуированную шкалу. Узел шток-поршень состоит из штока с упором, поршня с уплотнителем и линией отсчета [3,5].
Материалы, из которых изготовляют шприцы, зависят от их конструкции, назначения и метода стерилизации. Материалы должны быть совместимы с инъекционными препаратами.
Для изготовления цилиндров рекомендуются в основном определенные сорта полиэтилена высокой плотности, полистирола и сополимера стирола и акрилонитрила, отвечающие фармакопейным требованиям. Поршни изготовляют из высококачественной натуральной (натуральный каучук) и искусственной (силиконовый каучук) резины. Для штоков и уплотнителей, неразборных шток-поршней используется полипропилен [4].
В таблице 1.3 представлена классификация одноразовых шприцев.
Таблица 1.3 - Классификация шприцев
| Тип классификации | Виды шприцев |
| По строению | двухкомпонентные (цилиндр и поршень) |
| трехкомпонентные (цилиндр, поршень и плунжер) | |
| По объему | малого объема (0,3, 0,5 и 1 мл) |
| стандартного объема (2, 3, 5, 10 и 20 мл). | |
| большого объема (30, 50, 60 и 100 мл). | |
| По типу присоединения иглы | разъем типа Луер, который исключает размыкание шприца от иглы; |
| По типу присоединения иглы | разъем типа Луер-Лок, при котором игла вкручивается в шприц; |
| шприц с несъемной, интегрированной в корпус цилиндра иглой. |
На сегодняшний день существуют различные способы переработки одноразовых шприцев, схема которых представлена на рисунке 1.2
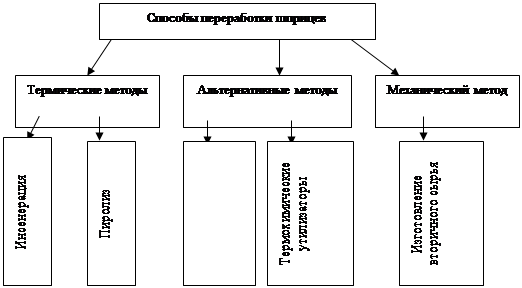 |
Рисунок 1.2 - Способы переработки одноразовых шприцев
1) Термические методы
а) Инсинерация (Сжигание)
Термический метод уничтожения отходов, а попросту, их сжигание уже не является оптимальным решением проблемы медицинских отходов. Установки, предназначенные для сжигания отходов (инсинераторы) были широко распространены в мире еще 10-15 лет назад. Но с тех пор многое изменилось. В частности, выяснилось, что сжигание не так уж и безобидно и при всех своих достоинствах обладает такими неприятными особенностями, как, например, образование диоксинов. Диоксины - это загрязнители, выделяющиеся при сжигании отходов, вызывающие ряд заболеваний, включая рак, повреждения иммунной системы, нарушение деятельности репродуктивной и других систем организма. Кроме того, они обладают свойством биокумуляции, то есть способны перемещаться по пищевым цепям от растений к животным, концентрируясь в мясе и молоке и, как результат, в теле человека. Диоксины являются предметом особого беспокойства, так как повсеместно распространяются в окружающей среде человека на тех уровнях, на которых способны вызвать нарушения жизнедеятельности живых организмов. Поэтому целые популяции уже сейчас страдают от пагубных последствий воздействия диоксинов. Инсинераторы также вносят свой "вклад" в загрязнение окружающей среды ртутью, сильнодействующим нейротоксином, ослабляющим двигательные, сенсорные и ряд других функций [4].
Инсинераторы - источник поступления в окружающую среду значительных количеств тяжелых металлов, таких, как свинец, кадмий, мышьяк и хром, а также галогенсодержащих углеводородов, кислотных паров ("предшественников" кислотных дождей, частиц, приводящих к заболеванию дыхательной системы), парниковых газов.
Сегодня проблема распространения загрязнителей не решается должным образом: они просто перемещаются из одной среды (воздуха) в другую (почву или воду).
Зола из инсинераторов крайне токсична, на что часто не обращают должного внимания. Захоронение фильтров и золы на полигонах ТБО также не безопасно, поскольку есть вероятность попадания токсинов в грунтовые воды; в некоторых местах зола просто рассеивается и попадает в населенные или сельскохозяйственные районы.
Большинство специалистов приходят к мнению, что сжигание - это неустойчивая и устаревшая форма обращения с медицинскими отходами [4,9].
б) Пиролиз
Альтернативой обычным методам термической переработки твердых отходов являются технологии, предусматривающие предварительное разложение органической фракции отходов в бескислородной атмосфере (пиролиз), после чего образовавшаяся концентрированная парогазовая смесь (ПГС) направляется в камеру дожигания, где в режиме управляемого дожига газообразных продуктов происходит перевод токсичных веществ в менее или полностью безопасные.
К принципиальным положительным особенностям бескислородных пиролизных технологий уничтожения органических материалов, позволяющих обеспечить экологическую безопасность выбросов, в том числе и хлорсодержащих, относятся:
возможность управляемого сжигания при высокой температуре концентрированной неразбавленной парогазовой смеси (теплота сгорания - 6 680-10 450 кДж/м3), что позволяет обеспечить высокую (1200-1300 °С) температуру всего объема продуктов сгорания;
выделяющийся при пиролизе хлорсодержащих материалов активный хлор уже в камере термического разложения немедленно реагирует с обязательным продуктом пиролиза любой органики - водородом, образуя стойкое соединение HCl, которое легко нейтрализуется на стадии доочистки. Тем самым предотвращается образование диоксинов и фуранов.
Кроме улучшенных по сравнению с инсинераторами экологических показателей одним из достоинств пиролизных установок является то, что для них не надо строить капитальные сооружения и высокие дымовые трубы. Установки могут монтироваться под навесом или в ангарах легкого типа на бетонном основании.
Плазменная технология.
В плазменных системах используется электрический ток, который ионизирует инертный газ (например, аргон) и формирует электрическую дугу с температурой около 6000°C. Медицинские отходы в этих установках нагреваются до 1300-1700 °C, в результате чего уничтожаются потенциально патогенные микробы, и отходы преобразовываются в шлак, металлы и инертные газы.
2) Альтернативные методы
Вынужденное сокращение использования установок для сжигания отходов стало причиной создания нового производства - альтернативных систем обработки медицинских отходов. В настоящее время существует более 40 таких систем, производимых более чем 70 изготовителями в США, Европе, на Ближнем Востоке и в Австралии. Они различаются по пропускной способности, мощности, степени автоматизации и сокращению объема обрабатываемых отходов. В их основе лежит один или несколько следующих методов:
нагревание отходов минимум до 90-950 °C посредством микроволновых печей, радиоволн, горячего масла, горячей воды, пара или перегретых газов;
обработка отходов химикалиями типа гипохлорита натрия или диоксида хлора;
обработка отходов горячими химикалиями;
обработка медицинских отходов источником радиации.
а) Химические утилизаторы
В химических утилизаторах отходы подвергаются воздействию обеззараживающих химических веществ, в результате чего утрачивают свою эпидемиологическую опасность. Существует несколько таких способов нейтрализации отходов. Однако, поскольку получаемый в результате обработки продукт нуждался в нейтрализации, эти способы не нашли практического применения. Одной из наиболее удачных разработок можно считать химический утилизатор "Стеримед-1". В этих аппаратах происходит механическое измельчение загружаемых отходов (что делает их непригодными для повторного использования) с одновременной обработкой дезинфицирующей жидкостью "Стерицид", состоящей из глютарового альдегида, составов четвертичного аммония и алкоголя. За один цикл продолжительностью 15-20 мин. установка "Стеримед-1" способна переработать около 70л загружаемых отходов. Выгрузка отработанного дезинфектанта в подставленную предварительно емкость происходит автоматически, он сепарируется и сливается в канализацию. Установки перерабатывают практически любые медицинские отходы, кроме биологических. Следует избегать больших количеств стеклянных и пластиковых отходов, которые выводят из строя измельчитель.
Главный недостаток химических утилизаторов - необходимость постоянного использования дорогого запатентованного дезинфектанта. Кроме того, отмечаются повышенная шумность при работе аппарата и чересчур высокая влажность отходов на выходе. Дороговизна технического обслуживания и запасных частей (например, измельчителя) также заставляет некоторых потенциальных покупателей отказаться от приобретения таких установок.
б) Термохимические утилизаторы
Термохимические установки сочетают в себе нагревание отходов с их обработкой дезинфицирующими составами. На российском рынке представлена установка "Ньюстер" (Италия), в которой загруженные в реакционную камеру отходы измельчаются быстровращающимися массивными острыми ножами. Одновременно за счет трения измельчаемых отходов о стенки камеры происходит их нагревание до 150-160 °С. При этом в камеру впрыскивается раствор гипохлорита натрия (NaClO). Обеззараживание отходов происходит вследствие их нагрева и контакта с продуктами распада гипохлорита (газообразным хлором и окисью хлора). Токсичность и взрывоопасность выделяющихся газов обусловливают необходимость оснащения установки мощными фильтровентиляционными устройствами, что является ограничением в ее применении. Некоторые пользователи отмечают дороговизну сменяемых ножей, которые быстро выходят из строя, раздражение слизистых оболочек у обслуживающего персонала, а также повышенную шумность работы установки. К достоинствам аппарата стоит отнести хорошую производительность (100-130 л исходных отходов в час) и высокую степень измельчения, а следовательно, уменьшение объема отходов.
3) Механический способ переработки
Переработка медицинских отходов должна начинаться с определения степени изменения их свойств и выбора наиболее эффективной технологии их использования.
Высокое качество готовых изделий и стабильность технологического процесса могут быть обеспечены лишь при равномерном дозировании измельченных или гранулированных отходов и хорошем смешении их с исходным сырьем.
В процессе вторичного использования пластмасс необходимо предотвратить или уменьшить ухудшение их физико-механических и реологических свойств вследствие старения, вызываемого напряжением сдвига и нагреванием - термомеханическим воздействием, которому подвергаются полимеры при размоле, расплавлении и формовании. С этой целью в композиции на основе вторичных полимерных материалов вводят дополнительные стабилизаторы, которые позволяют без изменения технологических свойств полимеров сохранить их эксплуатационные характеристики [10].
Сбор и сортировка медицинских отходов являются наиболее слабым звеном в процессе организации переработки. Идеальная сортировка отходов должна обеспечить разделение их по видам, маркам, цвету, степени загрязненности, содержанию инородных материалов, физико-механическим свойствам, что требует больших затрат и делает утилизацию отходов неэффективной.
Наиболее простой и в то же время удовлетворяющей основным требованиям является сортировка, осуществляемая в процессе сбора медицинских отходов непосредственно на рабочем месте, то есть на стадии их образования.
Технологический процесс переработки вторичного полимерного сырья проходил по стандартной схеме:
измельчение;
отмывка;
сушка;
грануляция.
Отобранные медицинские отходы поступают на предварительную очистку. Вторичное сырье подается на загрузочный транспортер установки для предварительного измельчения.
Измельчение сырья происходит в результате взаимодействия зубчатого ротора, имеющего пластинчатые ножи, со стационарно закрепленной гребенкой [2].
Механизм разрушения полимерных материалов принципиально отличается от процессов, протекающих при измельчении низкомолекулярных соединений, так как энергия разрушения полимеров расходуется главным образом на механические потери. Поэтому оптимальные условия для измельчения отходов полимерных материалов возникают при высоких скоростях деформирования. Разрушению способствуют также снижение температуры, при которой материал становится стеклообразным, хрупким [5,11,12].
Далее материал поступает в моечную ванну, обеспечивающую промывку измельченного материала.
Мойка осуществляется в две стадии. Сначала промывается измельченный материал в системе с ПАВ, а затем просто водой. Материал далее подается в вибросито. Здесь происходит отделение загрязненной промывной воды, которая затем сливается в отстойник.
После вибросита материал поступает в центрифугу для просушки. Влажность вторичного сырья на выходе из центрифуги составляет 10%. Далее материал шнеком подается в сушильную камеру барабанного типа.
Сушка осуществляется путем обдува материала потоком горячего воздуха, поступающего от электробатареи.
На режим сушки оказывают влияние следующие показатели:
начальная влажность продукта, вес;
расход воздуха;
время прохождения продукта внутри установки;
Влажность вторичного сырья на выходе из сушильной камеры составляет 10%.
Конечная влажность просушенного материала должна быть не выше 1%.
После просушки материал поступает в бункер-накопитель, а затем с помощью питателей принудительно загружается в бункер экструдера для грануляции. Материал, проходя по цилиндру, уплотняется, расплавляется и гомогенизируется. Корректировку температурных режимов проводят в процессе работы в зависимости от свойств сырья.
Для устранения воздуха, газа и летучих веществ материальный цилиндр оснащен прорезями. Выйдя из цилиндра, расплав поступает в зону грануляции. Здесь материал продавливается через фильеру со многими отверстиями, а затем срезается вращающимися ножами. Гранулы под действием центробежной силы отбрасываются к стенкам, где охлаждаются потоком воздуха [4].
Самым оптимальным методов из всех выше изложенных является механический способ переработки, к как при этом методе практически не выделяется вредных веществ, и к тому же готовый продукт может использоваться повторно, поэтому в настоящее время способ механической переработки усовершенствуется, и начинает иметь массовых характер.
1.5 Свойства вторичных полимерных материалов
1.5.1 Свойства вторичного полиэтилена
Различные структурные типы коммерческих полиэтиленов (ПЭ) сильно влияют на поведение этих материалов при вторичной переработке. Разумеется,разветвленность (короткими или длинными цепями) влияет на кинетику деструкции, а далее и на конечные свойства повторно переработанного материала, испытавшего нескольких этапов переработки. Это поведение имеет особое значение для тех пластмасс, которые подвергаются не только термомеханической деструкции во время переработки, но также и другим деструктивным воздействиям при дальнейшем использовании. Фотоокисление и прочие виды деструкции вызывают различные структурные и морфологические изменения, зависящие от строения ПЭ [13].
Молекулярная масса бывших в употреблении изделий является весьма высокой, потому что деструкция, испытываемая материалом этого типа, при краткосрочном использовании весьма незначительна. Последнее обстоятельство предполагает, что свойства вторично переработанного материала близки к таковым у исходного полимера.
Вторично переработанные полимеры испытывают, по крайней мере, два-три цикла переработки,и в каждом из них плавление вызывает дополнительную деструкцию материала. Кроме того, увеличение количества вторично переработанных полимеров и использование смесей из вторично переработанных и первичных материалов ведет к тому, что значительная доля рекуперированных пластиков перерабатывается вновь и вновь. Это означает, что свойства таких многократно переработанных полимерных материалов постоянно изменяются с увеличением числа циклов переработки в сторону их ухудшения.
Свойства восстановленного ПЭВП зависят не только от свойств утилизированных продуктов, но также от характера и числа циклов переработки. Кроме того, как на свойства расплавов, определяющих обрабатываемость полимера, так и на свойства твердого материала до некоторой степени влияет вторичная переработка.
Таким образом, необходимо знать связь между свойствами и циклами переработки,чтобы иметь возможность до некоторой степени предусмотреть вероятные характеристики вторично переработанных пластмасс, и следовательно, определить доступные для этих материалов сферы применения. Разумеется, конечные свойства будут зависеть не только от числа циклов переработки, но также отсвойств рекуперированных материалов, от характера переработки и ее условий.
У полимера, прошедшего через несколько циклов переработки на одношнековом экструдере, вязкость уменьшается с увеличением числа циклов вторичной переработки. Это означает что, при повторных экструзиях термомеханические напряжения, действующие на расплав, вызывают определенную деструкцию полимера.
Однако у полимера прошедшего через двухшнековый экструдер вязкость уменьшается только при высоких скоростях сдвига, а при низких скоростях сдвига эффект обратный. Термомеханическое напряжение вызывает как разрывы цепей, так и молекулярный рост, главным образом из-за образования длинных боковых ветвей и сшивания. Конечное молекулярное строение зависит от относительного вклада этих двух процессов.
Следовательно на конечные свойства вторично переработанного полимера влияет строение ПЭВП и характер перерабатывающего оборудования [11].
1.5.2 Свойства вторичного полипропилена
Полипропилен (ПП) имеет широкую область применения. Основным источником рекуперированного ПП являются контейнеры из-под аккумулятор, пленки, детали автомобилей и т.п. Во многих случаях строение, морфология и свойства вторично переработанного ПП очень близки к таковым у исходной полимера.
Существенное изменение строения и морфологии встречается в тех случаях, когда изделия из ПП попадают в жесткие условия работы, например, когда речь, идет об автомобильных бамперах, постоянно находящихся под открытым небом, трубах для горячей воды и т.д. Деградация ПП из-за потери стабилизаторов особенно скоротечна и опасна. Фактически ПП очень подвержен всем типам деструкции ввиду своего химического строения, в особенности из-за наличия лабильного третичного углерода в главной цепи. Явления деструкции при переработке усиливаются присутствием механического напряжения. Поэтому переработка и использование ПП возможны только при хорошей стабилизации материала.
Деструкция в ходе переработки может быть очень значительной, если перед каждой технологической операцией не вводится стабилизатор.
Безразмерная молекулярная масса рассчитывалась как отношение величины, полученной после каждого цикла переработки, к молекулярной массе исходного полимера. Кинетика деструкции зависит от механического напряжения, приложенного к расплаву. При снижении молекулярной массы и, следовательно, вязкости полимера механическое напряжение уменьшается и его влияние на деструкцию падает. Поэтому кинетика деструкции ускорена на первых циклах, когда молекулярная масса и механическое напряжение выше [12].
Изменение молекулярной массы сопровождается изменением кристалличности, причем уменьшение массы обычно влечет увеличение кристалличности; эти две тенденции сильно влияют на механические свойства, хотя и в различной стегни. Очевидно, что уменьшение молекулярной массы и увеличение кристалличности вызывает снижение относительного удлинения при разрыве, но эти взаимосвязанные изменения производят противоположный эффект на разрывное напряжение и модуль упругости. Оба этих параметра возрастают с увеличением молекулярной массы и кристалличности. Модуль упругости экструдированных образцов возрастает с числом циклов переработки. Столь различное поведение было объяснено изменением не только молекулярной массы, но и возрастанием кристалличности (из-за уменьшения молекулярной массы), что имеет большее значение для экструдированного ПП. Относительное удлинение, напротив, уменьшается в обоих образцах, причем в большей степени в полимере, переработанном литьем под давлением. Влияние повторных переработок неблагоприятно для разрывного удлинения: после пяти экструзий пластичный ПП становится хрупким.
Основной результат повторных циклов переработки заключается в уменьшении молекулярной массы при отсутствии заметного ветвления. Поэтому кристалличность растет. Уменьшение молекулярной массы и увеличение кристалличности вызывает уменьшение относительного удлинения (а также вязкоупругий переход), но по-другому влияет на жесткость. Модуль упругости и прочность при растяжении растут с ростом кристалличности и уменьшаются с падением молекулярной массы [11].
1.5.3 Смеси пластиков
Утилизация изделий, состоящих из комбинации различных полимеров, является насколько трудоемкой, настолько и перспективной задачей. При создании вторичных материалов с допустимыми механическими свойствами из смесей пластиков отпадает необходимость в сортировке медицинских изделий, что должно положительно сказаться на себестоимости переработки.
Для достижения видимых успехов в утилизации многокомпонентных отходов необходимо вести переработку с максимально коротким циклом. Задача состоит в том, чтобы, с одной стороны, избежать лишних материальных затрат, а с другой - сократить время переработки, не давая возможности полимерам, входящим в состав материала, начать разрушаться. По этой причине необходимо выдерживать рабочую температуру низкой. Необходимо также выбирать им приложения, которые не требуют высоких механических свойств и не обладают значительными габаритами. Только так можно избежать серьезного влияния себестоимости переработки на конечную стоимость изделия, а также нивелировать невысокие механические свойства многокомпонентного полимера малыми размерами изделий формируемых из него.
С другой стороны смеси полимерных отходов можно рассматривать как композицию ПКМ и выбрав оптимальные условия переработки таких композиций получать сырье не многим отличающиеся от первичного [14].
1.6 Молекулярные полимер-полимерные композиции. Некоторые аспекты получения
В последние десятилетия ассортимент композиционных материалов, изготавливаемых из смесей или сплавов промышленно важных (базовых) полимеров, значительно расширился. Эффективным способом получения новых материалов, обладающих необходимыми свойствами, является смешение двух и более термопластов - сложный физико-химический процесс, протекающий под действием механических и температурных полей. Большинство полимеров несовместимы друг с другом, однако, направленно изменяя их морфологию, можно получать смеси с удовлетворительными эксплуатационными характеристиками.
Другой причиной повышенного внимания к полимер-полимерным композициям является то обстоятельство, что полимерные смеси подобного типа часто образуются в качестве отходов производства, и дешевые деградировавшие полимерные продукты могут быть использованы повторно. В силу как экономических, так и экологических причин с начала 80-х годов объем утилизации полимерных смесей и сплавов термопластичных материалов значительно вырос. Ужесточение требований к экологической чистоте производства и потребления полимерных продуктов заставляет исследователей сконцентрировать свои усилия на проблемах повторного использования ПО (60% от общего количества полимерных отходов) [12,14].
При условии надлежащего разделения, обработки или модификации этих материалов они могут стать доступным и дешёвым источником полимерного сырья, поскольку на их долю в экономически развитых странах приходится примерно 200 млн. т. твёрдых бытовых отходов в год.
Однако ввиду разнородного состава такого сложного сырья в ходе его повторного использования происходит образование ряда несовместимых ингредиентов, физические свойства конечного продукта ухудшаются, материалы становятся хрупкими. Расходы, связанные с развитием техники рециклинга и сортировкой сырья, т.е. с разделением его на отдельные совместимые типы полимеров, существенно увеличивают соотношение цена: свойства по сравнению с таким соотношением в производстве, основанном на использовании смесей первичных полимеров. Разные типы пластиков - термопласты, реактопласты смесевые композиционные многослойные материалы и т.п. - требуют разного подхода к переработке [15].
Анализируя проблему совместимости полимеров, необходимо учитывать не только термодинамические, но и химические аспекты, а именно взаимодействие между макромолекулами. Существуют два подхода к конструированию совместимых полимер-полимерных систем: путём соединения макромолекул химическими связями (синтез блок-сополимеров, взаимопроникающих сеток, сшивание компонентов смеси) и путём такого изменения химического строения полимеров, которое приводит к отрицательному значению свободной энергии смешения. Если полимеры имеют функциональные группы, способные к сильному взаимодействию, то некоторые из ингредиентов либо модифицируют, изменяя химическое строение мономерных звеньев, либо осуществляют сополимеризацию. При термодинамической несовместимости компонентов общая кристаллическая решетка не формируется (т.е. совместные кристаллы не образуются). Тем не менее, при этом возможно существование промежуточного (переходного) граничного слоя между ингредиентами ППК благодаря наличию совместных надмолекулярных структур, особой укладке цепей и отсутствию чётких границ раздела между элементами надмолекулярного порядка (даже в случае кристаллических полимеров). Этим в значительной степени определяется уровень и природа сил адгезионного взаимодействия в системе, на которые сильно влияет площадь истинного контакта фаз, микрореологические процессы и контактные реакции на межфазной границе. Специфика адгезионных взаимодействий зависит и от условий приготовления ППК: например, при механическом смешении компонентов, промежуточные слои образуются только в результате физического взаимодействия их частиц [14].
Один из путей получения новых материалов с улучшенными свойствами - создание микрогетерогенных композиций с регулируемой неоднородностью структуры. К таким материалам относят композиты, одним из ингредиентов которых является ПО. Экономико-экологический анализ "жизненного цикла" полимеров (включающего их синтез, переработку, повторное применение, и, наконец, окончательную утилизацию отходов) позволил поставить на первое место среди пластиков общего назначения именно ПО, а из их числа полипропилен (ПП) и полиэтилен низкого давления (ПЭНД). Этот выбор определяется также разнообразием смесей сплавов и композитов на основе ПО.
Во многих случаях, хотя далеко не всегда, в таких системах действительно достигается совмещение ингредиентов на молекулярном уровне. Определение подобных композиций как молекулярных следует воспринимать с известной долей условности, поскольку в процессе получения ППК смешение ингредиентов происходит не только на молекулярном уровне, но и на уровне микрофазовых образований, включающих большое число однотипных макромолекул. Кроме того, в ряде случаев нет возможности чётко разграничить способы получения ППК: многие из них могут образовываться по различным механизмам. В силу этих причин затруднена и формальная классификация ППК [12].
Для понимания специфики систем, включающих ППК, необходимо кратко рассмотреть способы анализа их термодинамических и физико-механических свойств.
Обозначим условно пару полимеров входящих в состав композиции 1 и 2 соответственно.
Использование простых физических смесей полимеров, состоящих из ингредиентов с взаимодополняющим комплексом свойств, не всегда приводит к желаемым результатам из-за термодинамической несовместимости большинства пар полимеров, которая вызвана малой энтропией смешения таких пар.
Поэтому композиции в той или иной мере распадаются на отдельные фазы, характеризующиеся слабой адгезией, что и обуславливает ухудшение свойств композиций.
Необходимым, но недостаточным условием термодинамической совместимости полимеров, является отрицательное значение свободной энергии смешения Gm
![]() (1.1)
(1.1)
Ввиду большой молекулярной массы полимеров изменение энтропии смешения ![]() Sm
мало, следовательно, чтобы полимеры были совместимыми, изменение энтальпии смешения
Sm
мало, следовательно, чтобы полимеры были совместимыми, изменение энтальпии смешения ![]() Нm
должно быть или отрицательным, или равным нулю, или иметь очень малое положительное значение.
Нm
должно быть или отрицательным, или равным нулю, или иметь очень малое положительное значение.
Согласно развиваемым представлениям лучше всего смешиваются не подобные по строению (составу) ингредиенты, а ингредиенты, в состав которых входят группы, противоположные по функциональности, способные образовывать водородные, донорно-акцепторные ионные, ![]() -связи и другие.
-связи и другие.
Предлагают удобное уравнение для вычисления свободной энергии смешения полимеров.
![]() (1.2)
(1.2)
где ![]() gx
- средняя свободная энергия смешения полимеров друг с другом, отнесённая к 1г смеси;
gx
- средняя свободная энергия смешения полимеров друг с другом, отнесённая к 1г смеси;
![]() G3
,
G3
, ![]() G1
,
G1
, ![]() G2
- энергии Гиббса смешения полимеров 1,2 и их смеси с общим растворителем соответственно;
G2
- энергии Гиббса смешения полимеров 1,2 и их смеси с общим растворителем соответственно;
![]() -
массовые доли полимеров 1 и 2 в ППК.
-
массовые доли полимеров 1 и 2 в ППК.
Во всех случаях смешение является результатом воздействия механического поля на материал, находящийся в рабочей зоне смесителя. Количественное описание любого процесса переработки полимеров в вязкотекучем состоянии, в том числе и смешение, основано на реологических уравнениях, характеризующих наиболее существенное свойство перерабатываемых материалов - вязкость. В экструдере загруженные компоненты подвергаются сложным воздействиям за счёт сдвига и изменения температурного профиля вдоль цилиндра экструдера. Вязкость и соотношение вязкостей фаз изменяется в зависимости от температуры в процессе перемещения материала вдоль шнека, и диспергирование может произойти на различных стадиях экструзии. Изучение влияния различных факторов на структуру и как следствие, на свойства полимер-полимерных систем позволит направленно регулировать ряд характеристик полимер-полимерной системы [10].
1.7 Продукты деструкции вторично переработки полиолефинов
В процессе переработки и эксплуатации материал подвергается механохимическим воздействиям, термической, термо- и фотоокислительной деструкции.
К реакциям деструкции относятся реакции, протекающие с разрывом валентностей основной молекулярной цепи и с уменьшением молекулярной массы полимера без изменения его химического состава. При этом не учитываются концевые группы макромолекулы, составляющие очень малую ее долю.
По характеру продуктов распада различают деструкцию по закону случая и деполимеризацию. Первый вид деструкции в известной степени напоминает процесс, обратный реакции поликонденсации, при этом образующиеся осколки велики по сравнению с размером мономерного звена. При деполимеризации, вероятно, имеет место последовательный отрыв мономеров от конца цепи, т.е. реакция обратная росту цепи при полимеризации. Эти два вида деструкции могут протекать раздельно или одновременно [15].
При деструкции по закону случая молекулярная масса полимера обычно падает очень быстро, а при деполимеризации - значительно медленнее.
При эксплуатации полимерные материалы обычно подвергаются одновременному действию различных факторов, вызывающих деструкцию.
При кинетических исследованиях деструкции обычно определяют зависимость среднечисловой молекулярной массы от времени реакции, поскольку изменение числа молекул в единице времени пропорционально количеству разорванных связей. Установив химическими методами количество новых функциональных групп, появившихся при деструкции, можно непосредственно найти число разорванных связей. Если деструкция приводит к образованию свободных радикалов, то предварительно смешивают полимер с ингибитором, и по расходу ингибитора определяют количество разорванных связей (при каждом разрыве возникают два радикала, которые реагируют с ингибитором).
Склонность полимера к деструкции и характер этого процесса зависят не только от термодинамических, но также от кинетических факторов и от механизма деструкцию. В реакциях деструкции макромолекула участвует как одна целая частица, распадающаяся при разрыве любой связи на две самостоятельные кинетические частицы. Прочность связей в макромолекуле и скорость разрыва не зависят от степени полимеризации.
Деструкция высокомолекулярных соединений отличается от аналогичного процесса у низкомолекулярных веществ тем, что она, как правило, не приводит к образованию новых типов соединений [11].
1.7.1 Окислительная деструкция
Окислительная деструкция полимеров начинается в результате взаимодействия макрорадикалов с кислородом и озоном воздуха и активируется тепловой, световой и механической энергией; соответственно различают термо-, фото- и механоокислительные процессы. В реальных условиях эксплуатации полимеров процесс окисления сопровождается и тепловым, и световым, и механическим воздействиями. Свободные макрорадикалы в твердом полимере остаются после прекращения реакции полимеризации или они возникают под влиянием фотолиза, радиолиза, химического или механического воздействия. В твердом полимере их подвижность мала, и скорость их реакции с кислородом обычно больше скорости рекомбинации [15].
Скорость окислительной деструкции определяется скоростью диффузии кислорода в полимер и скоростью химического взаимодействия полимера с кислородом. Скорость диффузии кислорода в полимер наиболее высока, если полимер находится в растворе или расплаве. Полимеры, набухающие в воде, быстрее подвергаются окислительной деструкции, так как в этом случае также возрастает скорость диффузии кислорода в полимер. Чем выше степень кристалличности полимера, тем ниже скорость диффузии кислорода.
Окислительная деструкция насыщенных полимеров протекает медленнее по сравнению с ненасыщенными и может сопровождаться начальным возникновением перекисей; получающиеся при этом макрорадикалы могут давать полимерные перекиси, разлагаться с одновременным разрывом цепи, стабилизироваться путем рекомбинации диспропорционирования.
Рекомбинация макрорадикалов в твердом полимере протекает очень медленно, если процесс не активируется повышением температуры. Однако рекомбинация макрорадикалов с перекисными концевыми группами происходит с достаточно высокой скоростью, что объясняю: передачей кинетической цепи вдоль макрорадикала.
Склонность полиолефинов к окислению, их реакционная способность в реакциях окисления определяются структурой звеньев и плотностью упаковки макромолекул в полимере.
Полиэтилен при нагревании на воздухе окисляется медленно. Под влиянием света скорость реакции окисления резко увеличивается. Поглощение кислорода вызывает вначале понижение молекулярного веса полимера и температуры его размягчения. При нагревании частично окисленного полиэтилена молекулярный вес начинает увеличиваться в результате соединения макромолекул кислородными мостиками. Процесс старения полиэтилена сопровождается изменением не только химического состава макромолекул, но и их структуры. Скорость окисления полиэтилена несколько выше скорости окисления низкомолекулярных парафинов, что, очевидно, связано с наличием в его макромолекулах небольшого количества карбонильных и винильных звеньев. Световое воздействие приводит к разрушению макромолекул в тех местах, где находятся карбонильные группы.
Чем выше степень разветвленности полиэтилена, тем меньше его стойкость к действию кислорода из-за высокой концентрации ![]() -водородных атомов в макромолекуле. Одновременно с увеличением степени разветвленности возрастает объем аморфной фазы в полиэтилене, где развивается процесс окисления.
-водородных атомов в макромолекуле. Одновременно с увеличением степени разветвленности возрастает объем аморфной фазы в полиэтилене, где развивается процесс окисления.
Разрушение полипропилена кислородом воздуха проходит с большей скоростью, чем полиэтилена. Только при кратковременном нагревании полипропилена до 250-З00°С в присутствии антиоксидантов можно предотвратить его деструкцию и ухудшение механических свойств. Процесс старения полипропилена под действием тепла и света аналогичен старению полиэтилена: вначале преобладают процессы деструкции, и длина цепей полимера уменьшается, затем начинают развиваться процессы межмолекулярного взаимодействия, приводящие к полной потере эластичности и пластичности.
Частичное окисление часто является целенаправленным процессом модификации свойств полиолефинов. Наличие кислородсодержащих групп в составе полиолефинов повышает адгезионное взаимодействие полимерных пленок с защищаемыми поверхностями и адсорбцию азокрасителей, придает изделиям стойкость к окислительной деструкции под влиянием кислорода воздуха, увеличивает жесткость и деформационную устойчивость. В процессе окисления в полимере возникают группы, облегчающие прививку к нему другого полимера. Окислению целесообразно подвергать поверхностные слои готового изделия, применяя в качестве реагента смесь кислорода с озоном. В процессе направленного (контролируемого) окисления в полиолефинах появляются карбоксильные и гидроперекисные группы. Карбоксильные и гидроперекисные группы могут инициировать привитую сополимеризацию [16].
1.7.2 Термическая деструкция полиолефинов
Изменение структуры полимера под влиянием теплового воздействия удается наблюдать только в инертной среде. Процесс термодеструкции может вызывать деполимеризацию полимера, деградацию его молекул, циклизацию до лестничных или графитоподобных структур. Преобладание какого-либо процесса определяется строением полимера и температурой.
Под влиянием высоких температур в инертных средах или в вакууме полимерные насыщенные углеводороды распадаются на полимерные осколки, размер которых тем меньше, чем выше температура и слабее связь С-С в основной цепи. Наибольшей прочностью характеризуется углерод - углеродная связь в основной цепи макромолекулы полиметилена. В полиэтилене углерод - углеродная связь ослаблена в местах боковых ответвлений и в местах окисления до гидроперекисных групп. В полипропилене, прочность связи С-С ослаблена присутствием в каждом звене метильной группы.
Эти особенности структуры полиолефинов ярко проявляются в процессе термодеструкции. Термодеструкция полиэтилена начинается при 290-300°С. Сначала происходит уменьшение молекулярного веса, и только выше 360°С начинается выделение низкомолекулярных продуктов деструкции. Распад молекул в интервале 290-360°С происходит преимущественно по ослабленным связям С-С основной цепи. В процессе деструкции при температуре до 290°С полиэтилен постепенно обогащается звеньями СН=СН.
Уменьшение молекулярного веса полипропилена становится заметным уже при температуре выше 230°С. Процесс деструкции сопровождается выделением летучих продуктов в результате разрыва макромолекул, прежде всего в местах окисления по связи углерод-![]() -водород. Деструкция при более высоких температурах вызвана, по-видимому, переносом
-водород. Деструкция при более высоких температурах вызвана, по-видимому, переносом ![]() - водородного атома от третичного атома углерода к соседнему звену (как в случае полиэтилена в местах разветвлений).
- водородного атома от третичного атома углерода к соседнему звену (как в случае полиэтилена в местах разветвлений).
Продукты деструкции постепенно, обогащаются осколками с ненасыщенными концевыми звеньями.
В большинстве случаев деструкция полимера по слабым связям или отрыв лабильных групп с рекомбинацией макрорадикалов опережает процесс деполимеризации. Деградация полимера проходит по радикально-цепному механизму, реже - по ионному механизму. Гемолитический распад макромолекул приводит к образованию двух радикалов.
Стойкость к термодеструкции зависит от прочности связи между атомами в основной цепи. Повышение прочности связи С-С в карбоцепных полимерах достигается подбором замещающих групп [15].
1.7.3 Механическая деструкция
Механическая деструкция полимеров протекает под влиянием механических напряжений, превосходящих энергию химических связей в основных цепях макромолекул. Под действием механических напряжений в полимерах проходят одновременно два процесса: скольжение макромолекул относительно друг друга (вязкое течение) и разрыв ковалентных связей в местах наибольшей концентрации напряжений (механическая деструкция). Преобладание любого из этих процессов в линейных полимерах определяется прочностью химических связей, жесткостью макромолекул и величиной межмолекулярного взаимодействия.
Деструкция при механических воздействиях приводит к разрушению макромолекул на осколки, молекулярный вес которых зависит от природы полимера и условий нагружения.
Механическое напряжение вызывает преимущественно гомолитический разрыв макромолекул с образованием макрорадикалов.
При деструкции в присутствии кислорода образуются перекисные радикалы, которые инициируют развитие окислительных процессов, осложняющих рекомбинацию макрорадикалов и приводящих к понижению молекулярного веса линейного полимера или разрушению на случайные осколки сетчатого. В инертной среде макрорадикалы рекомбинируются. Образование связей происходит направленно (в соответствии с направлением механических сил), что проявляется в анизотропии свойств продуктов деструкции. В результате рекомбинации макрорадикалов может повыситься степень разветвленности макромолекул и увеличиться количество гель-фракции, так как часть линейного полимера превращается в сетчатый полимер. При механической деструкции эластичного сетчатого полимера рекомбинация макрорадикалов приводит к образованию новой полимерной сетки, более устойчивой к внешним воздействиям. Одновременно может происходить и диспропорционирование макрорадикалов, в результате которого понижается средний молекулярный вес полимера и становится уже его молекулярно-весовое распределение [12].
Существующие методы механической переработки предполагают переработку одноразовых шприцев в разобранном виде, то есть цилиндр отдельно, поршень отдельно. Необходимым условием данных методов является тщательная сортировка шприцев, что значительно усложняет процесс. Поэтому цель данной работы заключается в изучении способов совместной переработки различных полимерных материалов, таких как полиэтилен и полипропилен, из которого и состоит шприц.
1.8 Добавки
1.8.1 Стабилизаторы
Свойства полимеров ухудшаются из-за деструкции расплава (при переработке), термодеструкции, долговременного теплового старения (термоокисление) и влияния атмосферных условий (включая фотоокисление). Некоторые из этих процессов ускоряются под действием ничтожных количеств металлов. Физические (солнечная радиация и другие высокоэнергетические излучение, тепло) и агрессивные химические агенты (кислород и его активные формы, вредные примеси в атмосфере, такие как NOx , или SO2 ), усиленные механическим воздействием, атакуют полимер одновременно или в поочередно идущих процессах.
Различия в склонности полимерных материалов к деструкции определяются различиями в химическом строении, и, в частности, присутствием деструкционно-чувствительных компонентов. Прогрессирующая деструкция усиливается или (сенсибилизируется неполимерными включениями, в том числе примесями металлов различного происхождения и фотоактивными красителями и пигментам. Химические изменения сопровождаются изменением внешнего вида полимера пожелтение, потеря глянцевитости или прозрачности, поверхностное растрескивание и нежелательным изменением механических свойств (среди которых удлинение при разрыве, прочность при растяжении, ударная прочность). Для ликвидации химических и физических напряжений на различных этапах своей жизни полимерные материалы нуждаются в стабилизации. Используемые стабилизаторы классифицированы в соответствии с основными механизмами их функционирования [12].
Связь между строением стабилизатора и его общей эффективностью определена для всех классов основных стабилизаторов, применяемых либо в виде отдельных добавок, либо (намного чаще) в виде физических смесей, защищающих полимеры с помощью различных механизмов действия [15].
1.8.2 Пластификаторы
Добавки, улучшающие перерабатываемость и эластичность полимерных материалов, или растягивающие полимер за счет уменьшения вязкости расплава или температуры стеклования и модуля упругости без изменения его химической формулы, называются внешними пластификаторами, наполнителями или технологическими маслами.
В качестве "внешних" пластификаторов используются различные органические соединения. Они присоединяются к макромолекулам физическими (Ван-дер-ваальсовыми) силами и включают вещества с температурой кипения свыше 300 °С. Среди них такие соединения, как ди-2-этилгексилфталат, ди-2этилгексиладипат, олигомеры дикарбоновых кислот с молекулярной массой до 3500, сложные эфиры тримеллитовой кислоты, эпоксидированные жирные кислоты или органические фосфаты, например, три-2-этилгексилфосфат или 2-этилгексилдифенилфосфат. Большинство фосфатов действуют как пламегасящие агенты, причем некоторые из них, одновременно подавляют дым [12].
Неизвлекаемые пластификаторы - это, в основном, сополимеры с существенно более низкой температурой стеклования, например, полиэтиленсовинилацетат с содержанием приблизительно 45% винилацетата, тройной полимер этиленвинилацетат-монооксид углерода или хлорированный ПЭ используются как "внутренние" пластификаторы в полимерных изделиях, предназначенных для применения в медицине. Сочетание внутренних и внешних пластификаторов может обеспечить оптимальный баланс свойств [11].
2. Технологическая часть
2.1 Описание технологического процесса вторичной переработки одноразовых шприцев и последующего изготовления гранул
Термопласты могут быть подвергнуты многократному расплавлению, что объясняется их молекулярным строением. Таким образом, их вторичное использование не влечет за собой особых проблем.
Предприятия, занимающиеся переработкой полимеров, давно знакомы с понятием вторичного использования, поскольку появление отходов связанных с технологией производства, в процессе изготовления изделий из полимеров неизбежно. Отходы измельчаются таким образом, чтобы избежать загрязнения и при наличии соответствующих условий, определенная их часть добавляется в первичное полимерное сырье.
Производство шприцев за короткое время достигло десятков миллионов штук в год. Полиэтилен и полипропилен, применяемый для их изготовления, практически не подвергается каким-либо структурным изменениям за короткий период эксплуатации, и представляет собой, таким образом, прекрасное сырье для вторичной переработки
Экструзионная линия по переработке одноразовых шприцев состоит из следующих стадий:
транспортировка отходов со слада к месту дробления;
транспортировка отходов по конвейерной ленте со встроенным металлодетектором;
передача отходов на ножевую дробилку мокрого размола;
процесс отмывания измельченных отходов в моечном лотке и одновременное отделение материала от посторонних примесей;
центробежная и термическая сушка материала;
очистка воды. Использованная вода фильтруется от посторонних включений и грязи и используется вновь;
полимерная масса подается на экструдер через смеситель силосного типа, который позволяет смешивать несколько партий;
процесс пластикации на экструдере;
нарезка стренгов на гранулы [4].
Технологическая схема получения гранул из отходов смеси полимеров изображена на рисунке 2.1
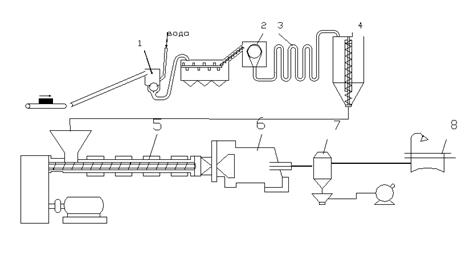
1-ножевая дробилка для мокрого размола; 2 - промывочный лоток; 3-центробежная и термическая сушилка; 4 - смеситель силосного типа; 5-экструдер; 6-ванна охлаждения; 7-сушилка.
Рисунок 2.1 - Технологическая схема получения гранул из медицинских шприцев
Прием вторсырья осуществляется в специальном помещении с хорошей вентиляцией. Поступаемые отходы вываливаются на сортировочный стол, представляющий собой решетку коробом внизу, предназначенным для мелкого мусора (песок, металлы и др.), крупные части отсортировываются вручную. Затем одноразовые шприцы взвешиваются, так как покупаются по весу, и упаковываются в передвижной контейнер, который передает на ножевую дробилку. Если отходы сильно загрязнены, рекомендуется проводить мокрый размол - в процессе измельчения подавать воду, смывающую загрязняющие полимерный материал частицы. Ножевая дробилка - это универсальный станок для измельчения "мягких и твердых" полимерных отходов. Размер частиц измельченного материала составляет от 6,5мм до 7,5мм.
После этого измельченный материал поступает в устройство, где происходит его мойка и разделение. Полимерная масса медленно проходит через промывочный лоток, перемещаясь в нем с помощью вращающихся на валу лопастей. Горячая вода, температурой 60-80°С, под давлением подается в ванну моющей машины, все тщательно перемешивается. Затем определенное время взвеси дают отстояться. В это время тяжелые примеси оседают на дне, а полипропилен и полиэтилен всплывает на поверхность, так как это самые легкие полимеры (не считая вспененных), имеют плотность 0,89 - 0,92 г/см3 [ 17,18].
Грязь и частицы полимеров, плотность которых превосходит плотность воды, опускаются на дно, откуда время от времени удаляются. Фракция полимера снимается с поверхности воды и передается с помощью разгрузочного шнека на сушильную установку с одновременным предварительным обезвоживанием.
Вода, задействованная в процессе очистки отходов, фильтруется от посторонних включений и грязи и используется вновь. Циркуляция позволяет существенно снизить расход "технологической" воды.
Полимерная масса подается на экструдер через смеситель силосного типа, который позволяет смешивать несколько партий.
Очищенный регранулят поступает в бункер-накопитель, откуда пневмотранспортной сушилкой одновременно подсушивается и перемещается в бункер-накопитель экструдера.
Материал, проходя по цилиндру, уплотняется, расплавляется и гомогенизируется. Корректировку температурных режимов производят в процессе работы в зависимости от свойств сырья.
Для устранения воздуха, газа и летучих веществ материальный цилиндр оснащен прорезами. Выйдя из цилиндра, расплав поступает в зону грануляции. Здесь материал продавливается через головку экструдера с отверстиями, и в виде жгутов (диаметр 2 мм, количество 70 штук), которые сразу после выхода из головки режутся специальным устройством на гранулы, которые падают в воду. Далее гранулы сушатся в сушилке, остывают и попадают в бункер-накопитель и идут на упаковку в мешки [4].
2.2 Характеристика исходного сырья и вспомогательных материалов
В качестве вторичного сырья в данной дипломной работе используются одноразовые шприцы, после их использования. Поскольку шприц состоит на 50% из полиэтилена и на 50% полипропилена, то исходное сырье рассматривается как композиция так как в процесс переработки не входит отделение полипропиленовых частей от полиэтиленовых.
2.3 Описание основного технологического оборудования
Линия переработки отходов состоит из:
ножевая дробильная установка (1 шт),
промывочный лоток,
циклон для очистки воды,
загрузочный бункер,
экструдер,
сушилка.
Если используется разноцветное исходное сырье, то его подвергают окрашиванию в единый цвет. Используют любые красители, цвет зависит от заказчика. Как правило, гранулы окрашивают в цвета более темные, чем первоначальное сырье [17].
2.3.1 Дробильная установка
Механизм разрушения полимерных материалов принципиально отличается от процессов, протекающих при измельчении низкомолекулярных соединений, так как энергия разрушения полимеров расходуется главным образом на механические потери. Это относится как к пластмассам, так и в еще большей степени к резинам, то есть материалам, способным к значительным обратным деформациям. Поэтому оптимальные условия для измельчения данного вида отходов возникают при высоких скоростях деформирования. Разрушению также способствует снижение температуры, при которой материал становится стеклообразным и, следовательно, более хрупким [10].
В процессе работы производительность установки постепенно падает вследствие затупления или поломки ножей. Поэтому при падении производительности измельчителя на 20-30% от первоначального значения при работе на одном материале необходимо затачивать и проверять ножи [9].
На рисунке 2.2 показана конструкция роторно-ножевого измельчителя.
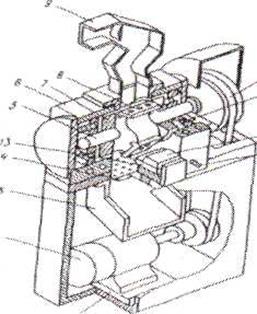
1 - поворотная плита; 2 - электродвигатель; 3 - лоток; 4 - съемная калибрующая решетка; 5 - ротор; 6 - статор; 7 - маслоотражатели; 8 - ножи ротора; 9 - загрузочный бункер; 10 - маховик;
11 - упорные подшипники; 12 - маслодробители; 13 - регулируемые ножи статора; 14 - штуцер для подачи воды.
Рисунок 2.2 - Конструкция роторно-ножевого измельчителя
Криогенная техника измельчения полимерных отходов по сравнению с измельчением при комнатной температуре имеет ряд преимуществ. В частности, расход энергии на измельчение полимерных отходов на одной из таких установок, созданных и используемых в Японии для утилизации полимерных деталей выпускаемой фирмой "Хитачи" электробытовой аппаратуры, составляет 6 Вт ч/кг отходов [18, 19].
2.3.2 Моечная машина
Для очистки дробленого полимерного материала от посторонних примесей, которые в полимерных отходах присутствуют в достаточном количестве, используем машину для отмывания и идентификации полимерных отходов. Моечная машина состоит из моечной ванны, электронасоса, установок для очистки и прогрева воды.
Моечная ванна представляет собой барабан, в него подается дробленый материал, затем под давлением заливается горячая вода (60-80 °С), и все тщательно перемешивается.
Затем взвесь отстаивается, а в это время происходит деление материалов по плотности. Материалы с плотностью, меньшей плотности воды (полиэтилен, полипропилен), всплывают на поверхность, а с большей плотностью (т.к процесс визуального отбора на стадии приемки вторсырья не идеален) - оседают на дне (медицинские иглы) вместе с инородными частицами - например, песка, и других видов материалов. После разделения материалов по плотности, специальные щупы собирают с поверхности весь всплывший материал и вываливают его в бункер-накопитель сушильного агрегата [19].
2.3.3 Стадия очистки воды
Вода, задействованная в процессе очистки отходов, фильтруется от посторонних включений и грязи и используется вновь. Циркуляция позволяет существенно снизить расход "технологической" воды. Полимерная масса подается на экструдер через смеситель силосного типа, который позволяет смешивать несколько партий [20].
2.3.4 Циклон
Новые методы отделения удельно легких видов полимеров от тяжелых связаны с применением гидроциклонов или центрифуг. Схема гидроциклона показана на рисунка 2.3 Принцип отделения основан на центробежных силах, при воздействии которых тяжелые частицы из водянистой полимерной суспензии выбрасываются наружу, а более легкие стекают внутрь гидроциклонов [17].
Решающие факторы, определившие выбор гидроциклона в данной работе:
невысокая стоимость;
невысокие эксплуатационные расходы;
простое обслуживание;
высокая производительность.
2.3.5 Загрузочный бункер
После дробления и окончательной промывки термопласт загружают в экструдер-гранулятор через загрузочный бункер, с помощью пневмозагрузчика. Операция загрузки требует особого внимания, так как самое кратковременное прекращение подачи материала приводит к падению напора расплава в машине, нарушению технологического процесса и получение гранул неправильной формы. Для крошки и стружки загрузочные бункеры оснащаются мешалками-ворошителями, изображенной на рисунке 2.4 [19].
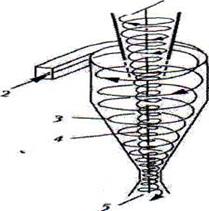
Рисунок 2.3 – Гидроциклон
легкая фракция; 2-суспензия; 3 - периферийный вихрь; 4 - внутренний вихрь; 5-тяжелая фракция.
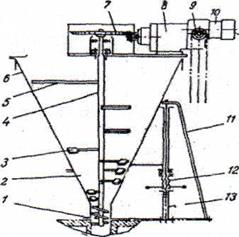
1-фланец; 2-нижняя часть воронки; 3-наклонные лопатки; 4-вертикальный вал; 5-планки; 6-верхняя часть воронки; 7-коническая передача; 8-редуктор; 9-вариатор; 10-электродвигатель; 11,13 - стойка для закрепления бункера на экструдере; 12-домкрат для подъема и поворачивания бункера.
Рисунок 2.4 - Загрузочный бункер с ворошителем одношнекового экструдера.
2.3.6 Экструдер-гранулятор
Поустройству и принципу работы основного узла, продавливающего расплав в головку, экструдеры подразделяются на: шнековые, безшнековые и комбинированные.
Устройство экструдера.
В отдельных случаях применяются безшнековые, или дисковые, экструдеры, в которых рабочим органом, продавливающим расплав в головку, является диск особой формы. Движущая сила, продавливающая расплав, создается в них за счет развития в расплаве нормальных напряжений, направленных перпендикулярно касательным (совпадающим с направлением вращения диска). Дисковые экструдеры применяются, когда необходимо обеспечить улучшенное смешение компонентов смеси.
Комбинированные экструдеры имеют в качестве рабочего органа устройство, сочетающее шнековую и дисковую части, и называются червячно-дисковыми. Применяются для обеспечения хорошего смесительного эффекта, особенно при переработке композитов. На них перерабатываются расплавы пластмасс, имеющие низкую вязкость и достаточно высокую эластичность.
Шнековые экструдеры могут быть различных типов: одно - и двухшнековые; одно - и двухступенчатые; универсальные и специализированные; с осциллирующим (вдоль оси) и одновременно вращающимся шнеком; с зоной дегазации и без нее; с вращением шнеков в одну и в противоположные стороны и т.п. Наиболее простым является одношнековый экструдер без зоны дегазации. Основными элементами экструдера являются обогреваемый цилиндр, шнек (с охлаждением или без него), сетки, размещаемые на решетке, и формующая головка. В зависимости от природы полимера, технологических режимов переработки применяются шнеки различного профиля, в частности с различным характером изменения глубины нарезки по длине шнека. В зависимости от вида выпускаемого изделия применяют либо коротко-, либо длинношнековые машины, т.е. с малым или большим отношением длины к диаметру шнека. Значения диаметра и отношения длины к диаметру являются основными характеристиками одношнекового экструдера. Параметрический ряд отечественных экструдеров построен по диаметрам шнека:
D = 20; 32; 45; 63; 90; 125; 160; 200; 250; 320мм.
В наименовании типоразмера червячного пресса указываются L и D
На рисунке 2.5 показана схема одношнекового экструдера
Технологический процесс экструзии складывается из последовательного перемещения материала вращающимся шнеком в его зонах: питания (I), пластикации (II), дозирования расплава (III), а затем продвижения расплава в каналах формующей головки и охлаждения экструдата [20].
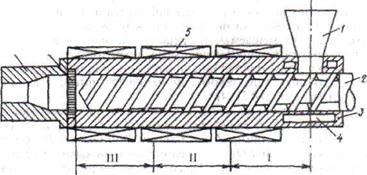
Рисунок 2.5 - Схема одношнекового экструдера
1-бункер; 2-шнек; 3-цилиндр; 4 - полость для циркуляции воды; 5-нагреватель; 6-решетка с сетками; 7 - формующая головка, I, IIIII - технологические зоны
Деление шнека на зоны I-Ш осуществляется по технологическому признаку, и название зоны указывает на то, какую операцию в основном выполняет данный участок шнека. Разделение шнека на зоны условно, поскольку в зависимости от природы перерабатываемого полимера, температурно-скоростного режима процесса и других факторов начало и окончание определенных операций могут смещаться вдоль шнека, захватывая различные зоны или переходя из одного участка в другой.
Цилиндр также имеет зоны обогрева определенной длины. Длина этих зон определяется расположением нагревателей на его поверхности и их температурой. Границы зон шнека I-III и зон обогрева цилиндра могут не совпадать. Для обеспечения успешного перемещения материала большое значение имеют условия продвижения твердого материала из загрузочного бункера и заполнение межвиткового пространства, находящегося под воронкой бункера.
Рассмотрим поведение материала последовательно на каждом этапе экструзии.
Изменение уровня заполнения бункера материалом по высоте также влияет на полноту заполнения шнека. Поэтому бункер снабжен специальными автоматическими уровнемерами, по команде которых происходит загрузка бункера материалом до нужного уровня. Загрузка бункера экструдера осуществляется при помощи пневмотранспорта.
Питание шнека зависит от формы частиц сырья и их плотности. Гранулы, полученные резкой заготовки на горячей решетке гранулятора, не имеют острых углов и ребер, что способствует их лучшей сыпучести. Гранулы, полученные холодной рубкой прутка-заготовки, имеют острые углы, плоское сечение среза, что способствует их сцеплению и, как следствие, ухудшению сыпучести. При длительной работе экструдера возможен перегрев цилиндра под воронкой бункера и самого бункера. В этом случае гранулы начнут слипаться, и прекратится их подача на шнек (образуется так называемый "козел").
Для предотвращения перегрева этой части цилиндра в нем делаются полости для циркуляции охлаждающей воды.
Зона питания (I). Поступающее из бункера сырье заполняет межвитковое пространство шнека зоны I и уплотняется. Уплотнение и сжатие в зоне I происходит, как правило, за счет уменьшения глубины нарезки шнека. Продвижение осуществляется вследствие разности значений силы трения полимера о внутреннюю поверхность корпуса цилиндра и о поверхность шнека. Поскольку поверхность контакта полимера с поверхностью шнека больше, чем с поверхностью цилиндра, необходимо уменьшить коэффициент трения полимера о шнек, так как в противном случае материал перестанет двигаться вдоль оси шнека, а начнет вращаться вместе с ним. Это достигается повышением температуры стенки цилиндра (нагревом) и понижением температуры шнека (охлаждением водой в зоне I).
В зону подается тепло от нагревателей, расположенных по периметру цилиндра. Если температура цилиндра такова, что начинается преждевременное плавление полимера у его стенки, то материал будет проскальзывать по этой поверхности, т.е. вращаться вместе со шнеком. Поступательное движение материала прекращается. При оптимальной температуре полимер спрессован, уплотнен и образует в межвитковом пространстве твердую пробку. Лучше всего, если такая скользящая пробка образуется и сохраняется на границе зон I и II. Свойства пробки во многом определяют производительность машины, стабильность транспортировки полимера, величину максимального давления и т.д.
Зона пластикации и плавления (II). В начале зоны II происходит подплавление полимера, примыкающего к поверхности цилиндра. Расплав постепенно накапливается и воздействует нa убывающую по ширине пробку. Поскольку глубина нарезки шнека уменьшается по мере продвижения материала от зоны I к зоне III, то возникающее давление заставляет пробку плотно прижиматься к горячей стенке цилиндра, где и происходит плавление полимера.
В зоне пластикации пробка плавится также и под действием тепла, выделяющегося вследствие внутреннего, вязкого трения в материале в тонком слое расплава, где происходят интенсивные сдвиговые деформации, - материал пластицируется. Последнее обстоятельство приводит к выраженному смесительному эффекту. Расплав интенсивно гомогенизируется, а составляющие композиционного материала перемешиваются.
Конец зоны II характеризуется распадом пробки на отдельные фрагменты. Далее расплав полимера с остатками твердых частиц попадает в зону дозирования. Уменьшающаяся глубина нарезки шнека создает давление, которое необходимо для продавливания расплава через фильтрующие сетки, подачи его в головку, уплотнения и в итоге - для выхода сформованного изделия.
Основной подъем давления Р расплава происходит на границе зон I и II. На этой границе образующаяся пробка из спрессованного материала как бы скользит по шнеку: в зоне I это твердый материал, в зоне II - плавящийся. Наличие пробки и создает основной вклад в повышение давления расплава. Запасенное на выходе из цилиндра давление расходуется на преодоление сопротивления сеток, течения расплава в каналах головки и формования изделия.
Зона дозирования (III). Продвижение гетерогенного материала (расплав, частички твердого полимера) сопровождается выделением внутреннего тепла, которое является результатом интенсивных сдвиговых деформаций в полимере. Расплавленная масса продолжает гомогенизироваться, что проявляется в окончательном плавлении остатков твердого полимера, усреднении вязкости и температуры расплавленной части. В межвитковом пространстве расплав имеет ряд потоков, основными из которых являются продольный и циркуляционный. Величина продольного потока (вдоль оси шнека) определяет производительность экструдера Q, а циркуляционного - качество гомогенизации полимера или смешения компонентов. В свою очередь, продольный поток складывается из трех потоков расплава: прямого, обратного (по шнеку) и потока утечек [18].
Течение расплава через сетки и формующую оснастку. Расплав вращающимся шнеком продавливается через решетку, к которой прижаты металлические сетки. Сетки фильтруют, гомогенизируют и создают сопротивление движению расплава, на них теряется часть давления. Проходя через систему фильтрующих сеток, порции полимерного расплава с большей вязкостью задерживаются на сетках. Этого времени должно хватить для того, чтобы порция расплава достигла нужной температуры. Сверхвысокомолекулярные фракции полимера и различные примеси задерживаются сетками и через некоторое время их вместе с сеткой удаляют из цилиндра экструдера.
После прохождения сеток гомогенизированный расплав под остаточным давлением (Р=5,0-35 МПа) продавливается в формующую оснастку и, приобретая определенный профиль, выходит практически под очень небольшим избыточным давлением из фильерной части головки [20].
Фильера (решетка) - пластина или колпачок, в донышке которого имеются калиброванные отверстия, расположенные в определенном порядке. На фильере происходит разделение общего дозированного расплава на ряд струек.
Материал, из которого изготавливают фильеры, их форма и размеры, а также размеры и количество отверстий определяются способом, средой и температурой формования волокон, составом и свойствами расплава. Фильеру как правило изготавливают из металлов, хотя известны попытки использования стекла и керамики. При формовании волокон из расплавов применяют фильеры из высоколегированных высокопрочных нержавеющих сталей.
Обычно фильеры выполняются в виде колпачков (дляпрядильных растворов) или пластин (для расплавов) круглой формы, рисунок 2.6

Рисунок 2.6 - Виды фильер
Донышко фильеры должно выдерживать давление от 2,5 до 5 МН/м2 . Соответственно толщина донышка фильеры должна составлять 5-20мм [17].
2.4 Расчетная часть
2.4.1 Материальный баланс процесса производства вторичных гранул на основе композиций полиэтилена и полипропилена
Материальные расчеты начинаются с определения расхода основного сырья. Расчет расхода сырья производится по выбранным параметрам технологического процесса и потерям, принятым для производства данного вида изделия. Он может быть произведен как для производства в целом, так и по отдельным его стадиям - технологическим переходам.
Данный расчет необходим для оценки возможных потерь в процессе производства и корректировки материальных потоков сырья, вспомогательных материалов и готовой продукции, планирования запасов сырья на складе, упрощения калькуляции себестоимости конечного изделия.
Потери по переходам технологического процесса принимаются, исходя из данных практики работы передовых производств с корректировкой в зависимости от принятого технологического процесса и аппаратурного оформления.
Потери делятся на безвозвратные и возвратные. К безвозвратным относятся потери, которые не могут быть возвращены в производство или направлены на регенерацию, к возвратным - возвращаемые в производство.
Потери по стадиям процесса не следует суммировать, так как они принимаются в процентах от количества сырья, полупродукта или готовой продукции, которое поступает на данный технологический переход.
В ходе расчета общей выработки продукции устанавливается расчетное количество полуфабриката, выходящего с каждого технологического перехода, и определяется количество полуфабриката, необходимое для выпуска продукции на данном переходе и заданного объема готовой продукции.
Расчет расхода сырья и общей выработки продукции рекомендуется проводить на суточную производительность (кг/сут).
Расчет обычно проводится с точностью до 1кг, в отдельных случаях при сравнительно небольшом расходе дорогостоящего материала (краситель, стабилизатор, модификатор и проч.) - до 0,1кг.
Для наглядности расчета материального баланса необходимо привести схему материальных потоков процесса экструзии.
Расчет материального баланса начинают с последней стадии для того, чтобы учесть все потери (Таблица 2.1) [18].
Таблица 2.1 - Процент потерь на каждой стадии производства.
| Стадия производства | Потери,% | |
| возвратные | безвозвратные | |
| Контроль качества | 0,5 | - |
| Механическая обработка | - | 1,0 |
| Экструзия | 1,0 | 2,0 |
| Дробление и измельчение | - | 0,5 |
| Смешение | - | 0,5 |
| Транспортирование и хранение | - | 0,5 |
Приведем схему материальных потоков процесса производства на рисунке 2.7
![]()
0,5% 1,5% 3%
![]()
0,5%
Рисунок 2.7 Схема материальных потоков процесса производства.
Контроль качества (ОТК).
На стадию ОТК поступает: 1,0050 т.
Возвратные потери составили 0,5%

Возвратные потери составили 0,0050 т
Экструдирование.
На стадию экструдирования поступает: 1,036 т
Общие потери составили 3%, в том числе:
безвозвратные потери 2%;
возвратные потери 1%
![]()
Общие потери составили 0,031 т в том числе:
безвозвратные 0,021 т;
возвратные 0,01 т
Сушка.
На стадию сушки поступает 1,0412 т
Безвозвратные потери составили 0,5%
Безвозвратные потери составили 0,043
Мойка.
На стадию мойки поступает 1,0846 т
Безвозвратные потери составили 4%
![]()
Безвозвратные потери составили 0,0434 т
Дробление.
На стадию дробления поступает 1,1011 т
Безвозвратные потери составили 1,5%

Безвозвратные потери составил 0,0165 т
Транспортировка
На стадию транспортирования поступает 1,0916 т
Безвозвратные потери составили 0,5%
Безвозвратные потери составили 0,0055 т
Постадийный материальный баланс (Таблицы 2.2-2.8)
Таблица 2.2 - Транспортировка и хранение
| Приход, т | Расход, т |
| Отходы: 1,0916 | Отходы: 1,0861 Безвозвратные потери 0,0055 |
| Итого: 1,0916 | Итого: 1,0916 |
Таблица 2.3 - Дробление
| Приход, т | Расход, т |
| Отходы: 1,1011 | Дробление: 1,0846 Общие потери 0,0310 Безвозвратные потери 0,0165 |
| Итого: 1,1011 | Итого: 1,1011 |
Таблица 2.4 - Мойка
| Приход, т | Расход, т |
| Дроблёнка: 1,0846 | Промытая дроблёнка: 1,0412 Безвозвратные потери 0,0434 |
| Итого: 1,0846 | Итого: 1,0846 |
Таблица 2.5 - Сушка
| Приход, т | Расход, т |
| Промытая дроблёнка: 1,0412 | Просушенная дробленка: 1,0360 Безвозвратные потери 0,0052 |
| Итого: 1,0412 | Итого: 1,0412 |
Таблица 2.6 - Экструдирование
| Приход, т | Расход, т |
| Просушенная дроблёнка: 1,0036 | Гранулят: 1,0050 Общие потери 0,0310 Возвратные потери 0,0100 Безвозвратные потери 0,0210 |
| Итого: 1,036 | Итого: 1,036 |
Таблица 2.7 - Контроль качества
| Приход, т | Расход, т |
| Гранулят: 1,0050 | Готовое изделие: 1,0000 Безвозвратные потери 0,0050 |
| Итого: 1,0050 | Итого: 1,0050 |
Таблица 2.8 - Сводный материальный баланс
| Приход, т | Расход, т |
| Сырье 1,1066 | Готовое изделие: 1,0000 |
| Безвозвратные потери: | |
| Транспортировка 0,0055 | |
| Дробление 0,0165 | |
| Мойка 0,0434 | |
| Сушка 0,0052 | |
| Экструдирование 0,0021 | |
| Возвратные потери: | |
| Экструдирование 0,0100 | |
| ОТК 0,0050 |
2.4.2 Расчет производительности экструдера
Таблица 2.9 - Исходные данные
| Параметр | Обозначение | Значение | |
| Экструдируемый материал | Полиэтилен + полипропилен | - | |
| Диаметр червяка, см | D | 6,3 | |
| Отношение длины червяка к диаметру | 30 | ||
| Общая длина червяка, см | Lобщ =30D | 189 | |
| Длина зоны дозирования, см | Lдоз =15D | 94,5 | |
| Длина зоны питания, см | Lпит =4D | 25,2 | |
| Длина зоны пластикации, см | Lпласт =6D | 37,8 | |
| Шаг винтовой нарезки червяка, см | t=D | 6,3 | |
| Глубина канала, см | hпит | 0,6 | |
| Степень сжатия материала в зоне дозирования | k | 2,5 | |
| Частота вращения шнека, об/мин | N | 45 | |
Примем глубину канала hпит =6мм. Для определения ширины гребня винтовой нарезки е воспользуемся формулой (2.1):
e=0,lD, (2.1)
где D-диаметр червяка
е =![]() =0,63 см,
=0,63 см,
Вычислим ![]() - зазор между гребнем червяка и цилиндром по формуле
- зазор между гребнем червяка и цилиндром по формуле
![]() =0,004
=0,004![]() , (2.2)
, (2.2)
где D-диаметр червяка
![]()
Рассчитаем угол подъема винтовой нарезки на гребне червяка по формуле (2.3):
![]() = arctg
= arctg , (2.3)
, (2.3)
где t-шаг винтовой нарезки червяка, см
D-диаметр червяка.
Рассчитаем глубину канала в зоне дозирования по формуле (2.4) (для дальнейших расчетов шнека все метрические значения берем в сантиметрах):
 (2.4)
(2.4)
где D-диаметр червяка;
hпит -глубина канала;
к - коэффициент сжатия в зоне дозирования - К = 2,5 (для гранулированного сырья).
 .
.
По расчетам получилось 3мм < 6мм, условие hдоз <hпит соблюдено, расчет оставляем. Рассчитаем величину прямого потока по формуле (2.5):
 (2.5)
(2.5)
где D-диаметр червяка, см; hдоз
- глубина канала в зоне дозирования, см; е-ширина гребня винтовой нарезки, см; t - шаг винтовой нарезки червяка, см; ![]() -угол подъема винтовой нарезки, см; N-частота вращения шнека, об/мин.
-угол подъема винтовой нарезки, см; N-частота вращения шнека, об/мин.

Рассчитаем величину обратного потока по формуле (2.6):
 (2.6)
(2.6)
Для того что бы рассчитать Qобр
нужно рассчитать ![]() по формуле (2.7):
по формуле (2.7):
 (2.7)
(2.7)
где hдоз - глубина канала в зоне дозирования, см;
е-ширина гребня винтовой нарезки, см;
t - шаг винтовой нарезки червяка, см;
![]() -угол подъема винтовой нарезки, см;
-угол подъема винтовой нарезки, см;
Lдоз - длина зоны дозирования, см

Для определения эффективной вязкости расплава в винтовом канале червяка экструдера рассчитаем скорость сдвига![]() по формуле (2.8).
по формуле (2.8).
 (2.8)
(2.8)
где hдоз - глубинa канала в зоне дозирования, см
N-частота вращения шнека, об/мин.
D-диаметр червяка, см;

При дальнейших расчетах при определении эффективной вязкости расплава будем пользоваться диаграммой приведенной на рисунке 2.6 [21].
По графику зависимости эффективной вязкости от скорости сдвига, находим значение эффективной вязкости при t=230°C
γ=44,7 c-1 ; µэф = 2,3 ∙ 10-2 кг с/см2 ;
 (2.9)
(2.9)
 =1,72∙10-3
∙ρ;
=1,72∙10-3
∙ρ;
Qобр1 = 1,72∙10-3 ∙ 80 =0,137 см3 /с
Qобр2 = 1,72∙10-3 ∙ 90 =0,154 см3 /с
Qобр3 = 1,72∙10-3 ∙100 =0,172 см3 /с
Qобр4 = 1,72∙10-3 ∙110 =0,189 см3 /с
Qобр5 = 1,72∙10-3 ∙120 =0, 206 см3 /с
Qобр6 = 1,72∙10-3 ∙130 =0,223 см3 /с
Полученные данные сведем в таблицу 2.10
Таблица 2.10 - Значения величины обратного потока от давления экструдера
| Показатель | Значение | |||||
| Р, атм | 80 | 90 | 100 | 110 | 120 | 130 |
| Qобр , см3 /с | 0,137 | 0,154 | 0,172 | 0,189 | 0, 206 | 0,223 |
Рассчитаем величину потока утечки по формуле (2.10):
 (2.10)
(2.10)
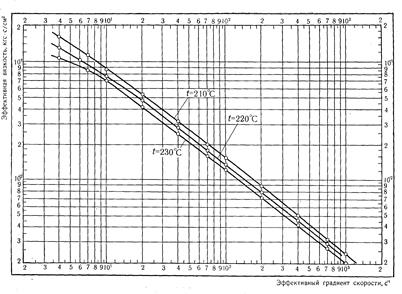
Рисунок 2.6 - График зависимости эффективной вязкости от скорости сдвига
Для того чтобы рассчитать величину потока утечки рассчитаем градиент скорости по формуле (2.11):
 ; (2.11)
; (2.11)

 ; (2.12)
; (2.12)
![]()

При дальнейших расчетах при определении эффективной вязкости расплава в зазоре будем пользоваться диаграммой 1.
Температура переработки композиции
tплав
=230°С, γ'утеч
=445 сек-1
µγ
=3,75∙10-3
Далее можно рассчитать величину потока утечки принимая давление создаваемое экструдером от 80-130 атм. (шаг 10 атм). Рассчитаем Qутеч по формуле (2.13)
 (2.13)
(2.13)
Qутеч1 =0,84∙10-4 ∙ 80 = 0,0067 см3 /с
Qутеч2 =0,84∙10-4 ∙ 90 = 0,0075 см3 /с
Qутеч3 =0,84∙10-4 ∙ 100 = 0,0084 см3 /с
Qутеч4 =0,84∙10-4 ∙ 110 = 0,0092 см3 /с
Qутеч5 =0,84∙10-4 ∙ 120 = 0,0100 см3 /с
Qутеч6 =0,84∙10-4 ∙ 130 = 0,0109 см3 /с
Полученные данные сведем в таблицу 2.11
Таблица 2.11 - Значения величины потока утечки при различных давлениях
| Р, атм | 80 | 90 | 100 | 110 | 120 | 130 |
| Qутеч , см3 /с | 0,0067 | 0,0075 | 0,0084 | 0,0092 | 0,0100 | 0,0109 |
Пластификационная производительность экструдера определяется по формуле (2.14)
Q=Qпр - Qобр - Qутеч ( 2.14)
Q1 =22,8 - 0,137 - 0,0067 = 22,65 см3 /с
Q2 =22,8 - 0,154 - 0,0075 = 22,63 см3 /с
Q3 =22,8 - 0,172 - 0,0084 = 22,61 см3 /с
Q4 =22,8 - 0,189 - 0,0092 = 22,60 см3 /с
Q5 =22,8 - 0, 206 - 0,0100 = 22,58 см3 /с
Q6 =22,8 - 0,223 - 0,0109 = 22,56 см3 /с
По данным полученным в результате всего расчета составим сводную таблицу 2.12.
В таблице 2.12 указаны все значения полученные при расчете проектируемого экструдера.
Таблица 2.12 - Общая таблица полученных результатов.
| Р, атм | 80 | 90 | 100 | 110 | 120 | 130 |
| Qпр | 22,8 | 22,8 | 22,8 | 22,8 | 22,8 | 22,8 |
| Qобр , см3 /с | 0,137 | 0,154 | 0,172 | 0,189 | 0, 206 | 0,223 |
| Qутеч , см3 /с | 0,0067 | 0,0075 | 0,0084 | 0,0092 | 0,0100 | 0,0109 |
| Q | 22,65 | 22,63 | 22,61 | 22,60 | 22,58 | 22,56 |
Исходя из полученных данных рассчитаем среднюю производительность экструдера:
Qср
=![]() см3
/с
см3
/с
Рассчитаем производительность экструдера в пересчете на кг по формуле (2.15):
![]() (2.15)
(2.15)
где ρ-плотность перерабатываемого материала
Q=3,6∙0,77∙22,6 =63,25 кг/час
Исходя из всего вышеизложенного можно сделать следующие выводы: предлагаемая технологическая линия наиболее выгодно и эффективно поможет переработать предлагаемые в проекте композиционные материалы на основе вторичного полипропилена и полиэтилена. В предложенном процессе учитываются и соблюдаются все технологические параметры необходимые для переработки композиций. Расчетная производительность экструдера 63 кг/час [20,21].
3. Экспериментальная часть
3.1 Оценка реологических свойств полимера и композиций на их основе
Переработка полимерного материала или композиции начинается с оценки перерабатываемости, критерием которой является технологичность. Под термином "технологичность" подразумевается комплекс показателей его реологических свойств, так как не существует одного универсального показателя, по величине которого можно было бы судить о технологических свойствах полимерного материала. Когда речь идет о переработке нового композиционного материала или создании изделия принципиально нового типа, то во многом приходится полагаться на модельный эксперимент и опыт технолога-переработчика. При этом первичная оценка перерабатываемого материала в любом случае должна начинаться с определения границ области текучего состояния термомеханическим методом с последующим определением реологических характеристик в пределах этого состояния по сравнению со свойствами известных материалов [23].
Изучение реологических свойств, т.е. механических характеристик расплавов полимеров и композиций на их основе, используется в основном в следующих целях для:
оценки свойств полимерных материалов при сравнении отдельных партий сырья или композиций между собой и с эталонными образцами;
характеристики специфических эффектов, наблюдаемых при течении полимеров на различных стадиях технологических процессов;
определения реологических параметров, например вязкости в широком диапазоне скоростей (у
) и напряжений сдвига (![]() ), определяемых зоной перерабатываемости данного полимерного материала (ЗП), при температурах переработки, необходимых для расчета производительности оборудования.
), определяемых зоной перерабатываемости данного полимерного материала (ЗП), при температурах переработки, необходимых для расчета производительности оборудования.
Поскольку в текучем состоянии полимеры представляют собой жидкости с большой вязкостью, имеющие упорядоченность структуры на уровне лишь ближнего порядка, то различия кристаллических и аморфных полимеров в таком состоянии стираются: они зависят не от исходного фазового состояния (до Тпл ), а от химической природы цепи полимера и его молекулярной массы.
Величина Тт (для кристаллических полимеров это их Тпл ) зависит от сил межмолекулярного взаимодействия. Наличие групп, склонных к образованию водородных связей, приводит к росту температур перехода в вязкотекучее состояние [24].
При оценке технологичности традиционных крупнотоннажных термопластов основной реологической характеристикой является показатель текучести расплава (ПТР).
Под ПТР понимают массу расплава полимера в граммах, вытекающую через калиброванный капилляр стандартных размеров под действием фиксированной нагрузки при выбранной температуре расплава определенной для каждого полимера за 10 мин. или пересчитанную на длительность истечения 10 мин.
Оценка термопластов по их ПТР служит основой для классификации марочного ассортимента по тому основному технологическому способу, который рекомендуется для переработки в изделия. В таблице 3.1 представлена зависимость способа переработки полимерных материалов от ПТР [25].
Таблица 3.1 Зависимость способа переработки полимерных материалов от ПТР
| Показатель текучести расплава (ПТР), г/10мин | Способ переработки |
| 0,03 | прессование |
| 0,30-3,00 | экструзия |
| 5,00-20,00 | литье под давлением |
| 15,00-30,00 | производство волокон |
Необходимо отметить, что указанные рекомендации не является строгими [24].
Целью экспериментальной части дипломного проекта является определение реологических характеристик вторичного ПЭ, ПП и композиции на их основе, а также задачи которые необходимы решить.
1) Определение и анализ значений ПТР, вторичных ПЭ, ПП и композиции на их основе с целью выбора способа переработки.
2) Построение реологических кривых с целью выбора режима переработки.
3) Определение термостабильности композиций с целью выбора температурного режима переработки.
3.2 Объекты исследования и методика проведения эксперимента
Объекты исследования :
1) Вторичный ПЭ (цилиндр одноразового шприца);
2) Вторичный ПП (Шток-поршень одноразового шприца);
3) Композиции ПП и ПЭ (50% ПЭ (цилиндр.) и 50% ПП (поршень)) при температурах 210 и 230 °С
Методика проведения эксперимента.
Для определения реологических характеристик используется прибор ИИРТ-5, который представлен на рисунке 3.1. Принцип действия установки основан на измерении скорости и истечении расплава через капилляр при определенной температуре.
Прибор состоит из экструзионной камеры 4 (длина составляет 123±0,25мм, внутренний диаметр 9,5+0,016мм), в полости которого установлен поршень 3 (направляющая головка поршня имеет длину 6,35±0,10мм с диаметром 9,48 ± 0,1мм).
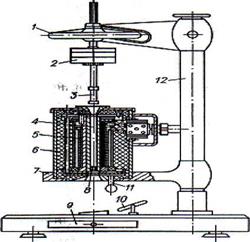
Рисунок 3.1 - Прибор ИИРТ-5
1 - штурвал; 2 - груз; 3 - поршень; 4 - цилиндр; 5 - нагреватель; 6 - теплоизоляция; 7 - подставка; 8 - капилляр; 9 - основание; 10 - зеркало; 11 - стопор; 12 - стойка.
Регулятор температуры прибора обеспечивает нагрев цилиндра в интервале 100-200 °С с точностью ±0,5 °С. В нижней части цилиндра 4 установлен градуированный капилляр 8, фиксируемый стопором 11. Продавливание расплава осуществляется под действием дискообразных грузов 2, которые подвешивают к цанге, закрепленной на ходовом винте со штурвалом 1. Для удобства наблюдения за истечением расплава из капилляра на приборе имеется поворотное зеркало 10.
Необходимая для испытания температура в термостате нагревательными элементами и поддерживается с помощью автоматического регулятора температуры.
1) Методика определения ПТР
1. Загружают навеску исследуемого материала (4-5г) в канал вискозиметра и вручную уплотняют ее. Чтобы исключить попадание воздуха в камеру время загрузки не должно превышать одной минуты.
2. В камеру вставляют поршень и помещают на втулку добавочный груз. После выдержки под давлением в течение пять минут (по ГОСТ 11645) [25], отпускают грузы и дают полимеру течь под действием силы тяжести.
3. Как только нижняя кольцевая отметка на поршне опуститься до верхней кромки экструзионной камеры, выдавленную часть материала отсекают ножом и не принимают в расчет. Одновременно начинают измерение скорости течения расплава до тех пор, пока верхняя метка на поршне не опустится до верхней кромки экструзионной камеры.
4. После охлаждения полученные прутки взвешивают с погрешностью не белее 0,001г. Число их должно быть не менее трех. Прутки, содержащие пузырьки воздуха, бракуют. Масса отрезка определяется как среднее арифметическое результата взвешивания всех отрезков.
5. После окончания цикла измерений капилляр освобождают и удаляют из прибора остатки полимера.
6. За результат испытания принимается среднее арифметическое двух определений на трех отрезках материала, расхождение по массе между которыми не должно превышать 5%.
7. Показатель текучести расплава (ПТР, г/10 мин) определяется по формуле (3.1) [25]:
![]() (3.1)
(3.1)
где 600 - стандартное время, с;
m - средняя масса экструдированных отрезков, г;
t - интервал времени между двумя последовательными резаниями прутков, с.
В процессе работы были определены ПТР вторичного ПЭ, ПП и композиции на их основе, при температуре переработки 210 и 230 °С
2) Методика построения реологических кривых
Для построения кривых необходимо несколько точек зависимости эффективной вязкости η от напряжения сдвига τ. Для этого необходимо провести эксперимент при различных нагрузках. В данном эксперименте использовались нагрузки 1,26; 2,16; 3,8 и 5; кг.
Напряжение сдвига τсдв рассчитывается по формуле (3.2):
![]() τсдв
=
τсдв
= (3.2)
(3.2)
где G-нагрузка на поршень, Н;
d - диаметр поршня (0,00948м);
r-радиус капилляра (0,0010475м);
l-длина капилляра (0,008м).
Скорость сдвига (у) оценивается по формуле (3.3):
 , (3.3)
, (3.3)
где Q-расход полимерной жидкости в м /с, который можно рассчитать по формуле (3.4);
![]() (3.4)
(3.4)
где ρ-плотность, г/см3 .
Для построения кривых рассчитаем эффективную вязкость по формуле (3.5)
 (3.5)
(3.5)
где τ-напряжение сдвига
γ-скорость сдвига [11].
3) методика определения термостабильности
Термостабильность расплавов характеризует длительность нахождения термопласта выше температуры плавления без нарушения его химического состава и, следовательно, свойств.
Чем длительнее период термостабильности расплава, тем шире технологические возможности материала, тем кривая термостабильности будет иметь меньший разброс точек.
Для определения термостабильности композиции необходимо выдержать расплав в экструзионной камере прибора ИИРТ-5 в течение определенного времени, после чего снимается ПТР.
По полученным данным строится зависимость ПТР от времени выдержки в экструзионной камере.
В данном эксперименте композиция выдерживалась в течении 3, 5, 7, 9 и 11 минут, после чего измерялось значение ПТР
3.3 Результаты эксперимента
1) Для построения графиков зависимости ПТР от нагрузки экспериментальные данные (значения масс экструдируемых отрезков, с учетом времени истечения расплава полимера) подставили в формулу (3.1). Полученные значения ПТР, свели в таблицу 3.2
Таблица 3.2 - Экспериментальные данные для расчета ПТР вторичного полиэтилена, полипропилена и композиций на их основе
| Полимер | Температура, °С | Масса груза, Н | Время, сек | Средняя масса, г | ПТР, г/10 мин |
| ПЭ | 190 | 12,4 | 10 | 0,08054 | 4,8 |
| ПП | 230 | 12,4 | 5 | 0,17582 | 21,0 |
| Композиция 1 | 210 | 12,4 | 5 | 0,08362 | 10,0 |
| Композиция 2 | 230 | 12,4 | 5 | 0,12649 | 15,1 |
| ПЭ | 190 | 21,2 | 5 | 0,08815 | 10,5 |
| ПП | 230 | 21,2 | 5 | 0,34629 | 41,6 |
| Полимер | Температура, °С | Масса груза, Н | Время, сек | Средняя масса, г | ПТР, г/10 мин |
| Композиция 1 | 210 | 21,2 | 5 | 0,18561 | 22,2 |
| Композиция 2 | 230 | 21,2 | 5 | 0,28743 | 34,5 |
| ПЭ | 190 | 37,3 | 5 | 0, 20216 | 24,2 |
| ПП | 230 | 37,3 | 5 | 0,72280 | 86,7 |
| Композиция 1 | 210 | 37,3 | 5 | 0,34477 | 41,3 |
| Композиция 2 | 230 | 37,3 | 5 | 0,50673 | 60,8 |
| ПЭ | 190 | 49 | 5 | 0,27435 | 33,0 |
| ПП | 230 | 49 | 5 | 1,11425 | 133,7 |
| Композиция 1 | 210 | 49 | 5 | 0,59810 | 71,7 |
| Композиция 2 | 230 | 49 | 5 | 0,88448 | 106,0 |
По данным таблицы построили графики зависимости ПТР от прикладываемой нагрузки. График представлен на рисунке 3.2
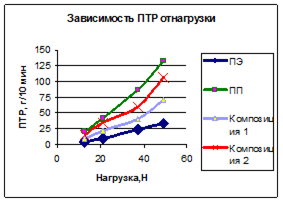
Рисунок 3.2 - Зависимость ПТР от прикладываемой нагрузки
2) Для построения реологических кривых (зависимость τ от η) данные, полученные в ходе эксперимента, подставили в формулы (3.2), (3.3), (3.4) и (3.5), полученные значения, свели в таблицу 3.3
Таблица 3.3 - Эффективная вязкость вторичного полиэтилена, полипропилена, и композиций на их основе
| Полимер | Напряжение сдвига, (10-4 Па) | |||
| 1,1 | 2 | 3,5 | 4,5 | |
| ПЭ | 0,090 | 0,070 | 0,057 | 0,054 |
| ПП | 0,019 | 0,017 | 0,014 | 0,012 |
| Композиция 1 | 0,040 | 0,034 | 0,032 | 0,024 |
| Композиция 2 | 0,027 | 0,022 | 0,022 | 0,016 |
По результатам построили графики зависимости эффективной вязкости (η) от напряжения сдвига (τ) (Рисунок 3.3).
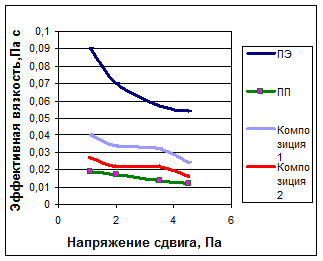
Рисунок 3.3 Графики зависимости эффективной вязкости (η) от напряжения сдвига (τ)
3) Для построения кривой термостабильности были определены значения ПТР композиций содержащих 50%ПЭ и 50% ПП, при температуре 210 и 230°С соответственно, в течении 3,5,7,9 и 11 минут (Таблица 3.4).
Таблица 3.4 - Термостабильность композиции на основе ПЭ и ПП при температурах 210 и 230 °С
| Время, мин | ПТР, г/ 10 мин (210°С) | ПТР, г/ 10 мин (230°С) |
| 3 | 20,5 | 31,5 |
| 5 | 22,6 | 31,8 |
| 7 | 24,5 | 31 |
| 9 | 19,8 | 32,2 |
| 11 | 20,1 | 30,8 |
По результатам построили графики зависимости ПТР от времени выдержки расплава композиций (рисунок 3.4).
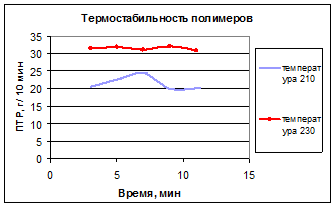
Рисунок 3.4 - Термостабильность полимеров
3.4 Обсуждение результатов
1) Из графика зависимости ПТР от нагрузки (рисунок 3.2), видно, что с увеличением нагрузки резко увеличивается ПТР вторичного ПП. Кривая зависимости ПТР от нагрузки вторичного ПЭ меняется незначительно. Это можно объяснить тем, что во вторичном ПП деструкция идет гораздо глубже, чем во вторичном ПЭ так как, ПЭ и ПП отличаются по своему химическому строению. ПП имеет третичный атом углерода, который способен легче образовывать свободные радикалы за счет своей активности при этом молекулярная масса уменьшается, расплав начинает течь быстрее и ПТР следовательно увеличивается. В то же время ПЭ имеет линейное строение, так как отсутствует третичный атом углерода, деструкция идет незначительно и также меняется молекулярная масса и ПТР.
Аналогичные кривые зависимости ПТР от нагрузки, были построены для композиций состоящих из 50% ПП и 50% ПЭ при температурах 210 и 230 °С, в которых наблюдается резкое увеличение кривой зависимости ПТР от нагрузки и вид кривых напоминает аналогичную зависимость ПТР от нагрузки для ПП.
При стандартной нагрузке 2,16кг, ПТР композиций при температурах 210 и 230°С составил соответственно 10 и 15 г/10 мин, судя по этим данным способом переработки можно предложить литье под давлением.
2) По результатам эксперимента были построены четыре реологические кривые, для ПП, ПЭ и композиций состоящей из 50% ПЭ и 50% ПП (рисунок 3.3).
Кривые зависимости эффективной вязкости от напряжения сдвига, для композиций состоящих из 50% ПЭ и 50% ПП при температурах 210 и 230 °С, меняется по тому же закону что и кривая зависимости эффективной вязкости от напряжения сдвига для ПП, поэтому можно предположить режим переработки композиций состоящей из 50% ПЭ и 50% ПП должен быть близким к режиму переработки вторичного ПП.
Если два полимера имеют различную вязкость, а смеси должны перерабатываться при одинаковой вязкости, их совместная переработка возможна только при добавлении пластификатора. В нашем случае композицию можно перерабатывать при добавлении в качества пластификатора "Recycloblend"
3) Для выбора температурного режима переработки, была определена термостабильность композиции ПЭ-ПП.
Из зависимости представленной на рисунке 3.4 можно сделать следующие выводы:
при температуре 210°С расплав с увеличением времени выдержки имеет различные значения ПТР, связанные с термодеструкцией полимеров, в результате которой меняется молекулярная масса полимеров входящих в композицию;
при температуре 230°С с течением времени ПТР меняется незначительно, это свидетельствует о термостабильности полимера.
Поэтому целесообразно проводить переработку композиции при температуре 230°С.
4. Автоматизация производственных процессов
4.1 Основы автоматизации производства
Современные химические производства характеризуются все возрастающей сложностью и многообразием операций и оборудования. Управление такими производствами возможно лишь при широком использовании методов и средств автоматизации.
Одним из основных направлений развития всех отраслей экономики, дальнейшей интенсификации и совершенствования технологических процессов является автоматизация производств, которая обеспечивает наибольший эффект использования, контроль за эксплуатацией, надежность и безопасность работы технологического оборудования.
Под технологическим процессом понимают совокупность технологических операций, проводимых над исходным сырьем в одном или нескольких аппаратах, целью которых является получение продукта, обладающего заданными свойствами.
Технологический процесс, реализованный на соответствующем оборудовании, называют технологическим объектом управления (ТОУ). ТОУ может быть отдельным аппаратом, агрегатом, установкой, цехом или отдельным производством. Для поддержания нормального функционирования ТОУ или, при необходимости, изменения условий его работы им нужно управлять. Целью управления является обеспечение оптимального значения критерия управления (технологический или технико-экономический показатель) [26,27].
Процесс управления предусматривает: сбор информации о текущем состоянии объекта управления, определение оптимального режима его функционирования, вычисление управляющих воздействий, реализацию оптимальных управляющих воздействий.
В настоящее время для управления производством применяются автоматизированные системы управления (АСУ) - человеко-машинные системы, обеспечивающие автоматизированный сбор и обработку информации, необходимой для оптимизации управления. Причем, сбор, обработка, вычисление критериев, нахождение оптимальных значений осуществляется с помощью технических средств и электронных вычислений, а управляющий персонал осмысливает сложившиеся ситуации и обеспечивает управление ими.
Задача автоматической системы управления технологическим процессом (АСУ ТП) состоит в отыскании оптимальных режимов совместно работающих аппаратов, распределении нагрузок между отдельными или параллельно работающими агрегатами с учетом имеющихся ресурсов сырья, энергии и других показателей. В данном случае информация может передаваться на диспетчерские пункты предприятия, обеспечивающие ее анализ, обработку и использование.
На локальном уровне задача сводится к стабилизации необходимых режимов процессов, протекающих в отдельных аппаратах, путем поддержания заданных значений характерных технологических величин (расход, температура, качественные показатели получаемых продуктов и др.). Кроме того, выполняется оптимизация процессов с учетом их особенностей (процесс проводится при условии максимальной выработки целевого продукта из единицы сырьевого материала, минимальных удельных затрат энергии на получение продукта заданного качества или при других условиях). Одновременно осуществляется сигнализация о нарушении заданного режима, защита и блокировка оборудования, его пуск и остановка, дистанционное управление процессом и т.д. Эти задачи решаются с помощью локальных автоматических систем, входящих в АСУ ТП.
Автоматизация производства не принижает роли исследователя, инженера или техника, управляющего производством. Наоборот, она повышает производительность их труда, требует от них более высокого уровня знаний для решения задач при приеме и обработке информации, умения правильно применить и заложить оптимальную программу производства и дать ее правильное толкование. Применение автоматических средств в производстве освобождает человека от нетворческой механической работы, исключает возможность возникновения субъективных погрешностей [26].
4.2 Основные характеристики системы автоматизации проектируемого экструдера
Разрабатываемая производственная линия по переработке композиций на основе вторичного полипропилена и полиэтилена на предприятии ООО "Алькор" состоит из:
ножевой дробилки для мокрого размола;
промывочного лотка;
центробежной и термической сушки;
смесителя силосного типа;
экструдера.
В данном разделе рассмотрим автоматизацию хвостовой части проектируемой линии - экструдера (гранулирующего устройства). Схема автоматизации экструдера представлена на рисунке 4.1 и на слайде
4.3 Регулирование значений температуры различных зон пластикационого канала
В пластикационном канале, необходимая температура для правильного протекания технологического процесса переработки полимера, устанавливается на щите центрального контроллера и обеспечивается термоэлектро нагревательными элементами (ТЭНами). Вблизи каждого нагревательного элемента расположен датчик температуры.
Датчиками температуры служат термоэлектрические преобразователи (термопары) с металлическими электродами.
Чувствительный элемент представляет собой два термоэлектрода, сваренных между собой на рабочем конце в термопару (рабочий спай) и изолированных по всей длине при помощи керамической трубки. Изолированный чувствительный элемент помещают в защитную арматуру, в комплект которой входит водозащищенная головка с колодкой зажимов. Двойные термопары имеют два электрически изолированных чувствительных элемента. Свободные концы термопар через колодку зажимов присоединяются к вторичному прибору или преобразователю. В качестве вторичного прибора используется милливольтметр.
Принцип действия термоэлектрического преобразователя основан на изменении термоэлектродвижущей силы, развиваемой термопарой из двух различных проводников.
Для автоматического регулирования температуры рабочей зоны экструдера датчики температуры подсоединяют в мостовую схему. Задатчиком температуры устанавливается необходимая температура для каждой зоны нагревания. Мост разбалансируется заданной величиной сопротивления датчика температуры и величиной сопротивления задатчика температуры. По сигналу разбаланса моста регулятор включает устройство питания нагревательных элементов.
При нагревании цилиндра экструдера мост балансируется увеличением значения сопротивления от повышения температуры. Напряжение на входе регулятора температуры уменьшается, соответственно уменьшается и напряжение на нагревательных элементах. При балансе моста регулятор температуры поддерживает напряжение на нагревательных элементах постоянным. При нагреве баланс моста нарушается, фаза моста изменяется на противоположную и регулятор температуры вырабатывает сигнал, которым отключает схему питания нагревательных элементов. При небольшом разбалансе моста в ту или другую сторону регулятор температуры увеличивает или уменьшает напряжение на нагревательных элементах.
Цилиндр экструдера, состоящий из семи зон, наревется семью ТЭНами, и для поддержания заданной температуры функционируют семь нагревательных элементов.
В цилиндре экструдера располагается семь зон нагрева, которые представлены в таблице 4.1
Также следует отметить, что каждой термопарой определяется фактическая температура каждой зоны цилиндра экструдера и её значение высвечивается на центральном щите контроллера. Это позволяет визуально наблюдать работу каждой зоны нагрева [27].
В разрабатываемом проекте используются термопары типа ХК. Технические характеристики термопары ХК приведены в таблице 4.2
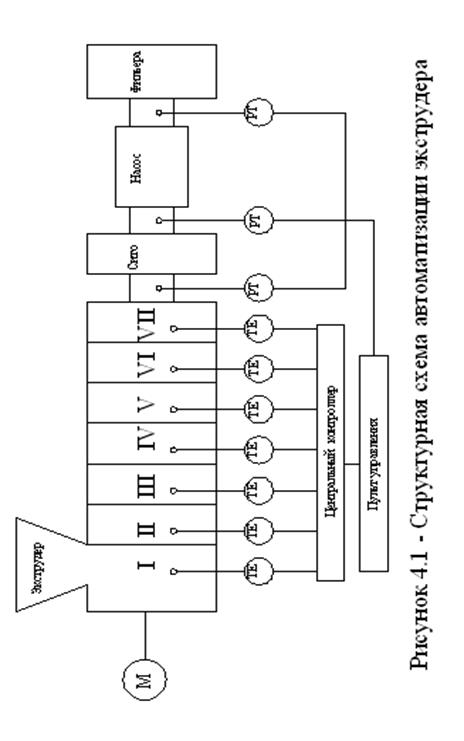
Таблица 4.1 - Температурные режимы
| Номер зоны | Материал | ||
| ПЭВД | ПЭНД | ПП | |
| Зона нагрева 1 | 95 | 95 | 100 |
| Зона нагрева 2 | 180 | 185 | 180 |
| Зона нагрева 3 | 195 | 185 | 180 |
| Зона нагрева 4 | 195 | 185 | 180 |
| Зона нагрева 5 | 200 | 195 | 180 |
| Зона нагрева 6 | 200 | 195 | 160 |
| Зона нагрева 7 | 200 | 200 | 160 |
Таблица 4.2 - Технические характеристики термопары
| Тип термопары | Условное обозначение | Материал термоэлектрода | Температура, °С | |||
| положительного | отрицательного | от | до | |||
| ТХК | XK (L) | Хромель ТНХ 9,5 (90,5% №+9,5%Сг) | Копель МНМц 43-0,5 (56% Cu+44% Ni) | -200 | 800 | |
4.4 Контроль и регулирование давления расплава в пластикационном канале экструдера
Для определения давления в проектируемом экструдере используется датчик давления типа DyniscoMDT 462L-1/2-35C-15/46-T80.
Датчик представляет собой механический щуп с чувствительной мембраной, расположенной непосредственно в области определения давления, по средствам газовой трубки он соединяется с электронным блоком - преобразователем, который преобразует поступившую информацию в электрический сигнал. Преобразованный сигнал может принимать значения от 0 В до 10 В, что равняется от 0 до 3,5-107 Па соответственно. Если полученный сигнал превышает 2,2-10 Па, центральный контроллер посылает аварийные сигналы на привод двигателя постоянного тока, вращающий шнек, и на насос, подающий расплав на головку. Происходит полная остановка червячной машины.
Датчик служит для определения давления расплава в наиболее сложных местах экструдера:
на дросселе (сужение пластикационного канала, которое находится сразу же после шнека). Если измеряемое давление не соответствует номинальному значению в рассматриваемом месте, преобразованный сигнал с вторичного прибора поступает на центральный контроллер, а оттуда на двигатель постоянного тока, вращающий шнек экструдера. Соответственно, если давление превышает номинальное значение, скорость вращения шнека уменьшается, и наоборот;
на сите, которое служит для фильтрации расплава перед грануляцией. Если увеличивается давление на сите, значит, оно забилось, а если уменьшается - сломалось или повредилось. В этом случае преобразованный сигнал с датчика передается в центральный контроллер, откуда подается звуковой сигнал для обслуживающего персонала (сирена, гудок), сообщающий о срочной операции замены сита;
непосредственно на фильере, после насоса, регулирующего подачу массы на головку. Насос служит для равномерной подачи расплавленной массы на гранулирующую головку. Результат измерения датчика давления поступает в центральный контроллер, где он сравнивается с номинальным, и если равенства нет, контроллер выдает регулирующий сигнал на насос. Если давление недостаточное - насос начинает работать более активно, и наоборот [28].
4.5 Пульты управления
Гранулирующее устройство оснащено тремя пультами управления, с помощью которых устанавливается необходимые параметры, касающиеся производственного процесса.
Пульт управления 1 представлен на рисунке 4.2
Данный пульт управления предусмотрен для установки температуры в зонах нагрева в зависимости от производимого материала и имеет семь рабочих приборов амперметров, которые показывают семь зон нагрева и подаваемую на них силу тока, а также семь полуавтоматов.
Рисунок 4.2 - пульт управления 1
Пульт управления 2 представлен на рисунке 4.3

Рисунок 4.3 - Пульт управления 2
Пульт управления 2 включает в себя:
вольтметр
три полуавтомата: главный, масло насос, вентилятор.
регулировку вращения главного шнека.
Пульт управления 3 представлен на рисунке 4.4
Пульт управления 3 включает в себя:
кнопки включения и отключения: бункера питателя, центрифуги и ванны охлаждения шнека, головки ножей.
регулировку частоты вращения ножей и окошко цифрового показа частоты на преобразователе.

Рисунок 4.4 - Пульт управления 3
В проектируемой линии рассмотрены современные методы автоматизации гранулирующего устройства по производству гранул из композиции на основе вторичного полипропилена и полиэтилена.
Автоматизация производства значительно повысит производительность оборудования, улучшит качество получаемой продукции, уменьшит энергетические и сырьевые затраты.
5. Безопасность и экологичность
5.1 Анализ опасностей и вредных факторов на предприятии по производству пластиковой посуды ООО "Алькор "
Данный дипломный проект посвящен вторичной переработке медицинских шприцев. В разрабатываемую технологическую линию входят:
шредер, предназначен для грубого измельчения отходов перед дальнейшей переработкой;
дробилка служит для измельчения полимерных отходов;
пневмотранспортный канал транспортирует измельченное сырье к последующему агрегату;
гранулятор - это червячный экструдер, который преобразует дробленый материал в гранулы путем продавливания расплавленной массы через калиброванные отверстия решетки (фильеры).
К опасным и вредным химическим факторам данной линии относят выделение летучих продуктов термоокислительной деструкции, наличие которых возможно при производственной переработке пластмасс. К таким продуктам относятся: формальдегид, паров ацетальдегида, паров уксусной кислоты, окиси углерода, аэрозоля полипропилена и полиэтилена и их сополимеров и др. Однако при исследовании воздуха рабочей зоны на предмет наличия вредных веществ в воздухе для здоровья рабочего персонала концентраций вредных факторов, превышающих значения их ПДК обнаружено не было [29].
Ниже прилагаются данные лаборатории Центра Госсанэпиднадзора, в сравнении с данными на предприятии "Алькор" приведённые в таблице 5.1
Таблица 5.1 - Анализ вредных факторов на предприятии "Алькор"
| Вредные факторы | ПДК | Результат измерений |
| Формальдегид, мг/м3 | 0,5 | Не обнаружен |
| Моно оксид углерода, мг/м3 | 0,5 | Не обнаружен |
| Винилбензол, мг/м3 | 30,0 | 10,7 |
| Озон, мг/м3 | 0,100 | 0,057 |
| Этил ацетат, мг/ м3 | 200,0 | 20,2 |
| Пыль полимерная, мг/м | 0,6 | 0,5 |
| Вредные факторы | ПДК | Результат измерений |
| Температура, °С | 18-27 | 27 |
| Относительная влажность,% | 15-75 | 37 |
Скорость движения воздуха, м/с |
0,1-0,4 | 0,3 |
| Освещенность, лк | 150 | 130 |
| Шум, дБА | 80 | 83 |
К физическим опасным и вредным факторам данного производства относят повышенный уровень шума на рабочем месте, обусловленный колебанием деталей машин и их перемещением, напряжения электрической цепи, замыкание которой может произойти через тело человека, движущиеся части механизмов и агрегатов, которые могут привести к травмам, а также работа с горячими инструментами и оборудованием [30].
5.2 Обеспечение безопасности
5.2.1 Роторная дробилка
При работе на роторном станке следует всегда выключать его главный выключатель. Роторный станок разрешается допускать к эксплуатации лишь после проверке на возможно забытые детали и инструмент, а также после установки всех защитных приспособлений, роторный станок разрешается снова пускать в эксплуатацию. При работах с ножами следует зафиксировать ротор с помощью деревянного клина.
Предохранительные устройства: гидравлически управляемые фиксирующие пальцы являются гарантами того, что во время измельчения воронка и корпус остаются закрытыми. После отключения роторного станка ротор движется по инерции до полной остановки в течении одной минуты. Поэтому, лишь после срабатывания реле времени, гидравлическая часть может быть введена в эксплуатацию, а измельчительный узел остается на это время защищенным.
Для предотвращения развинчивания зажимные винты ножей следует зафиксировать с помощью предохранительных шайб. Для компенсации высадки следует через каждые 8-16 рабочих часов подтягивать динамометрическим ключом зажимные винты ножа. Поврежденные зажимные винты ножа и шайбы следует немедленно заменить на новые. Образующаяся при работе мельницы полимерная пыль собирается самовстряхивающимся рукавным фильтром.
Звукозащита не предусмотрена, так как вблизи мельницы нет постоянных рабочих мест. Пребывание вблизи мельницы разрешено только в соответствующих наушниках.
Для улучшения санитарно-гигиенических условий предусмотрен местный отсос у роторной мельницы, предназначенной для измельчения обрези. Для защиты от статического электричества и вторичных проявлений молнии предусматривается заземление всего технологического, вентиляционного и другого оборудования 31.
Меры безопасности при работе с роторной дробилкой .
При работе на дробильной установке на работника могут оказывать воздействия следующие факторы:
движущиеся и вращающиеся детали машин;
повышенный уровень шума;
острые крошки полимера.
Для защиты от этих вредных факторов применяется:
от движущихся и вращающихся деталей машины применяют защитные кожухи, заграждения, электрические концевые выключатели;
от повышенного уровня шума - специальные наушники;
от острых крошек полимера - перчатки с резиновым напылением, очки.
Перед началом работы:
убедится, что все защитные приспособления установлены;
проверить отсутствие в воронке посторонних предметов;
надеть защитные очки и перчатки.
Во время работы:
не загружать роторный станок металлическими предметами и комбинированными материалами;
при работающем роторном станке не хвататься за проводку материала или воронку;
не выводить из действия защитные приспособления;
не снимать очки и перчатки.
При возникновении аварийной ситуации:
нажать кнопку "Аварийная остановка" на пульте управления дробилкой;
выключить главный выключатель электрического питания;
в случае обнаружения неисправности электропроводки, повреждения заземления, выключить главный выключатель, оповестить об опасности других лиц работающих на участке, доложить руководителю [30].
5.2.2 Расчет искусственного освещения
Искусственное освещение обеспечивается лампами дневного света, расположенными на расстоянии 5м от пола. Количество ламп, необходимых для освещения находится по формуле (5.1):
 (5.1)
(5.1)
где Е - нормативная освещенность, Е=150 лК;
К - коэффициент запаса, учитывающий снижение освещенности, К=1,5;
Sn - площадь пола, м2 ;
Z - поправочный коэффициент светильника, Z=1,1;
F - световой поток лампы в светильнике, F = 3000 лК;
![]() - коэффициент затемнения на рабочем месте,
- коэффициент затемнения на рабочем месте, ![]() =0,8-0,9;
=0,8-0,9;
![]() - коэффициент использования светового потока зависит от индекса помещения i.
- коэффициент использования светового потока зависит от индекса помещения i.
Индекс помещения рассчитывается по формуле (5.2):
![]() , (5.2)
, (5.2)
где а - длина помещения, а=17м;
b- ширина помещения, b=22 м;
h- высота подвеса светильника над рабочими местами, h= 5-0,8-0,5=3,7 м
Расчет ламп типа ЛД-40 светильник рассеянного света типа ШОД:
В каждом светильнике установлены две лампы, следовательно, чтобы обеспечить хорошую освещенность рабочего места необходимо установить 31 светильник (62/2=31) [32].
5.3 Охрана окружающей среды
5.3.1 Характеристика загрязнений
Переработка пластмасс на предприятиях химической промышленности сопровождается газообразными выбросами, образованием в значительных количествах твердых отходов, пыли и сточных вод, которые загрязняют окружающую природу. Поэтому очистка газообразных выбросов от вредных газов и сточных вод от вредных веществ, утилизация отходов являются важной народнохозяйственной проблемой.
Борьбу с загрязнениями атмосферы осуществляют различными способами. Согласно санитарным нормам проектирования промышленные предприятия, выделяющие вредные выбросы, отделяются от жилых районов санитарно-защитными зонами. Для предприятий, изготавливающих изделия из пластмасс, наименьшая ширина санитарно-защитной зоны составляет 50метров, эта зона способствует разбавлению выбросов до допустимого уровня.
При организации производства изделий из пластмасс необходимо принимать эффективные меры для уменьшения количества выделяющихся веществ - продуктов деструкции. Это, в частности, снижение температуры переработки полимерных материалов, что достигается добавлением в них нетоксичных пластификаторов, микродобавок, существенно снижающих вязкость расплавов полимеров.
Очистку воздуха от внешних частиц осуществляют механическими пылеулавливателями, микрофильтрами. Основная часть выделяющихся газообразных вредностей улавливается механическими отсосами, остальные растворяются системами общеобменной вентиляции. Вредности, уловляемые системами вытяжной вентиляции, направляются на очистные установки или рассеиваютсяв атмосфере.
Жидкие отходы производства отсутствуют. После промывания дробленых полипропиленовых отходов вода проходит стадию очистки, и затем снова используется в производстве. Boдa, расходуемая на технологические нужды, направляется непосредственно в канализацию [30].
5.3.2 Очистка сточных вод
Методы очистки воды
Использованная вода может очищаться механическим и физико-механическим способами.
Сущность механического метода заключается в том, чтобы из загрязненной воды путем отстаивания и фильтрации удаляются механические примеси.
В зависимости от размеров грубодисперсные частицы улавливаются решетками и ситами различных конструкций, а поверхностные загрязнения - нефтеловушками, маслоуловителями, смолоуловителями т.п. Механической очисткой можно достигнуть выделения из промывной воды до 60% нерастворимых примесей.
Физико-химическая очистка состоит в добавлении к сточным водам химических реагентов, вступающих в реакцию с загрязняющими веществами и способствующих выпадению нерастворимых и частично растворимых веществ в осадок. В качестве адсорбентов применяют естественные и искусственные материалы. Естественные - это глины, торф, а искусственные активированные угли. Из физико-химических методов широко применяется очистка воды от загрязнений хлорированием.
Хлор - наиболее эффективное средство для обеззараживания воды. Он убивает микроорганизмы и вступает в реакцию с аммиаком. Оставшийся в избытке хлор растворяется в воде, защищая тем самым воду от любого нового источника загрязнения.
Физико-химический метод очистки дает возможность уменьшить количество нерастворимых загрязняющих веществ до 95% и растворенных до 25%.
Твердые отходы образуются постоянно в процессе производства в виде полипропиленовой пыли [31].
5.4 Ликвидация и предупреждение чрезвычайных ситуаций
5.4.1 Возможные чрезвычайные ситуации
К возможным ЧС относят также производственные аварии, пожары, взрывы, неисправности электрической части, разрыв канализационной системы, а также неполадки в механике и гидравлике, которые могут привести к возникновению в рабочей зоне опасных или вредных: факторов для жизни и здоровья людей. Кроме того, на данном предприятии особую опасность представляют аварии, связанные с прорывом газов и легковоспламеняющихся жидкостей, выбросом реакционной массы, термическим разложением химических продуктов. Противопожарные мероприятия: на случай возникновения пожара предусмотрен ряд мероприятий и средств пожаротушения: предусмотрены необходимые первичные средства пожаротушения; для защиты от распространения пламени при пожаре на воздушном трубопроводе возле ПК установлен огнепреградитель; в системе вентиляции выполнена автоматическая система дымоудаления в случае возгорания твердых горючих материалов.
5.4.2 Планы ликвидации аварий
Оперативной частью плана предусматриваются возможные аварии и другие условия данного производства, опасные для жизни людей, а также мероприятия, направленные на спасение людей, ликвидацию аварий в начальной стадии их возникновения и после ликвидации аварий. Кроме того, определяются действия инженерно-технических работников и рабочих при возникновении аварии. При составлении планов ликвидации аварий учитываются возможные нарушения нормальных режимов работы: отключение электроэнергии; прекращение работы вентиляции и выключение освещения; прекращение подачи сырья, топлива, воды, нарушение технологического процесса или режима работы аппаратов, коммуникаций; загорания и др. При любом виде аварии немедленно вызывается газоспасательная служба и пожарная часть для оказания помощи людям, и в ликвидации аварии.
Распределение обязанностей между должностными лицами, участвующими в ликвидации аварии и пожара и порядок их действия регламентированы "Инструкцией по составлению планов ликвидации аварий".
Распределение обязанностей работающих при ликвидации производственных аварий и пожаров представлены в таблице 5.2.
Таблица 5.2 - Распределение обязанностей работающих при ликвидации производственных аварий и пожаров
| Должностное лицо | Обязанность |
| Лицо, первым обнаружившее аварию или возгорание | Сообщить лично или через другое лицо о происшедшем начальнику смены (мастеру) и остальным людям, присутствующим в помещении. |
| Начальник смены | Лично или через ответственных подчиненных немедленно вызывает газоспасательную или пожарную часть, извещает об аварии диспетчера (дежурного) предприятия. |
| Мастер или оператор (аппаратчик) | Принятие мер для вывода людей из рабочих помещений и ликвидации аварии. При необходимости, сообщает диспетчеру о происшедшей аварии и отключает аппараты данного технологического процесса. |
| Начальник цеха | Ответственный исполнитель работ по ликвидации аварий и пожара. |
| Главный инженер предприятия | Ответственный руководитель работ пожаротушения и ликвидации аварий |
| Лица, участвующие в ликвидации аварий - добровольная пожарная дружина (ДПД). Формируется из рабочих, инженерно-технических работников и служащих | Принимает участие в локализации и ликвидации возгорания, эвакуации людей и материальных ценностей из горящих помещений |
План ликвидации аварий изучает весь персонал и рабочие цеха, а также работники газоспасательной станции и пожарной части. Ознакомление с планами оформляется под расписку. Лица, не знающие плана ликвидации аварий в части, относящейся к местам их работы, к работе не допускаются [32].
В разделе безопасность и экологичность были рассмотрены основные опасности и вредности, возникающие при переработке вторичного полиэтилена и полипропилена, а также основные способы защиты и избежание их воздействия на работающих. Также не осталось без внимания влияние данного производства на состояние окружающей среды. Так как линия занимается непосредственно переработкой твердых медицинских отходов и практически не выбрасывает твердых, вредных газообразных и загрязненных жидких отходов, экологическая обстановка в городе не только не ухудшится, но и значительно улучшится за счет сокращения объемов твердого пластикового мусора.
6. Бизнес-план инвестиционного проекта
6.1 Характеристика предприятия
В данном курсовой работе предлагается внедрить на завод "Алькор" линию по переработке медицинских шприцев во вторсырье.
ООО "Алькор" - динамично развивающееся предприятие нового поколения, начавшее свою деятельность в 2001 году.
На сегодняшний день направлениями деятельности завода "Алькор" являются:
производство одноразовой посуды и пластиковой упаковки;
производство изделий из пластмасс, а также полимерной пластмассовой тары.
В настоящее время "Алькор" - современное предприятие, оснащенное новейшим оборудованием ведущих европейских стран. Рабочих мест насчитывается около ста. На заводе действует маркетологическая служба, занимающаяся исследованиями потребительских вкусов, которая вносит обновление в ассортимент выпускаемой продукции; ведется ежегодное планирование производства: анализируют качество работы, количество отходов. Объем выпускаемой продукции.
ООО "Алькор" заинтересовано в улучшении экологической обстановки в своем регионе, для чего в 2005 году было организовано производственное подразделение по сбору и переработке бывшей в употреблении полимерной посуды и упаковки. В ближайшее время планируется приобретение линии по переработке полимерных отходов и производству промышленной упаковки.
Руководство завода заинтересовано в повышении квалификации служащих: на предприятии выписывается специальная литература, периодически происходит аттестация персонала.
Предприятие "Алькор" является обществом с ограниченной ответственностью (ООО), уставной капитал которого разделен на доли определенных учредительными документами размеров; участники общества не отвечают по его обязательствам и несут риск убытков, связанных с деятельностью общества, в пределах стоимости внесенных вкладов.
6.2 Характеристика производимой продукции и оценка рынка сбыта продукции
Предприятие предусматривает переработку использованных шприцов, закупленных в медицинских учреждениях города в гранулы для вторичного использования.
Но так как одноразовый шприц из-за своего краткосрочного использования практически не подвергается деструкции, то и его свойства практически не изменяются. Поэтому шприц является хорошим материалом для изготовления вторичных гранул.
По объёмам использования в качестве упаковки, полимеры уступают лишь бумаге и картону.
Мировое производство пластика превышает 100 млн. тонн в год.
В настоящее время в России отмечается интенсивный рост, как производств пластмасс, так и выпуска изделий из них. В РФ 35% производство полимеров приходится на упаковочную промышленность.
В Челябинской области также существуют заводы по производству полимерных изделий (пакеты, одноразовая посуда, различные пленки и пр).
Предприятия, которые выпускают пластиковые изделия в Челябинской области:
АП "Пластик" Пластмассовые комплектующие для автомобилей "Жигули";
ЗАО "Полимир", Челябинский завод промышленной упаковки, г Челябинск;
ГУП Завод "Пластмасс", Изделия из пластмасс, г. Копейск;
ЗАО "Ада-Уралпласт", Полимерная тара, г. Кыштым;
ЗАО "Поликом", Пластиковая тара, г. Челябинск;
"Полимер" Магнитогорский завод полимерных изделий;
ООО "Алькор" Магнитогорский завод пластиковой посуды и упаковки;
Таким образом, по количеству предприятий перерабатываемых пластические массы можно судить о потребности их в использовании вторичного сырья.
Вторичные материалы обладают комплексом характеристик, которые при умелом их использовании обеспечивают удешевление продукции при минимальном изменении их свойств.
6.3 Расчет производственной программы
Расчет производственной программы показывает, что предприятие имеет организационные и технические возможности реально производить запланированное количество продукции в реально заданные сроки. Расчет производственной программы сводится к определению годового объема производства продукции, эффективного фонда времени работы оборудования.
М=Пч ∙Тэф ∙N, (6.1)
где N - количество ведущего оборудования, N= 1; Пч - технически обоснованная часовая производительность агрегата, Пч =0,1 т/ч; Тэф - эффективный фонд времени работы оборудования, Тэф =7968 час
М = 0,1 ∙ 7968 ∙ 1 = 796,8 т
Производственная мощность - максимально возможный выпуск продукции (за год, сутки, смену) при полном использовании в соответствии с установленным режимом работы производственного оборудования и производственных площадей [33].
Таким образом, за год на линии горячего гранулирования (ЛГГ.) может быть переработано 796,8 тонн вторичного сырья. Однако медицинские учреждения города могут поставить 130 тонн использованных шприцев, следовательно расчет ведется для шприцев.
6.3.1 Режим работы цеха
График работы оборудования - непрерывный (без остановок на выходные и праздничные дни); 4-х бригадный, в 2 смены продолжительностью 12 часов (таблица 6.1).
Таблица 6.1 - Баланс времени работы оборудования
| Показатель | Количество |
| Календарное время, ч | 8760 |
Планируемые простои, ч: капитальные ремонты планово предупредительные работы праздники и выходные |
192 0 192 0 |
| номинальное время, ч | 8568 |
| текущие простои, ч | 600 |
| фактическое время, ч | 7968 |
| часовая производительность, тонн/ часс | 0,1 |
Для непрерывного массового производства фактическое время работы оборудования рассчитывается по следующей формуле (6.2):
![]() (6.2)
(6.2)
где Ткал - календарный фонд времени; Ткаленд. = 365 дней
Тп. пр - количество дней нахождения оборудования на планово-предупредительных ремонтах (данные ТОиР) сутки; Тп. пр = 8
Т т. пр - процент текущих простоев по отношению к номинальному времени;
Тт. пр = 7% Ткал = 600 (25 дней) (6.3)
где Тв - общее количество выходных и праздничных дней в году, сутки; Тв = 0,С - количество смен работы оборудования; С = 2;
Тс - продолжительность одной смены, ч; Тс = 12 ч;
![]()
В свою очередь номинальное время рассчитывается по формуле (6.4):
![]() (6.4)
(6.4)
![]()
6.3.2 Определение количества оборудования
При проектной производственной мощности М = 130 т/год следует рассчитать количество агрегатов по формуле (6.5):
N= , (6.5)
, (6.5)
N = = 1
= 1
Количество оборудования выражается в определенных единицах измерения веса, длины или в штуках. В данном случае выражается в штуках. Количество оборудования N = 1.
6.4 Определение капитальных затрат
Капитальные затраты - совокупность затрат материальных, трудовых и денежных ресурсов, направленных на расширенное воспроизводство основных фондов [34].
С внедрением новой технологии капитальных затрат предприятие не несет так как технологическая линия на предприятии уже существует, поэтому Кз =0.
6.5 Расчет фонда оплаты т руда
6.5.1 Составление баланса рабочего времени
Баланс рабочего времени составляется с целью выявления резервов роста производительности труда за счет более рационального использования фонда рабочего времени и определения численности рабочих. Баланс рабочего времени показывает количество дней (или часов), которые должен отработать один среднесписочный рабочий в год [33, 34].
График работы непрерывный четырех бригадный, по две двенадцати часовые смены представлен в таблице 6.3.
Таблица 6.3 - График выхода на работу
| Номер бригады | Порядок выхода на работу в течение четырех дней | |||
| 1 | 1 | 2 | В | В |
| 2 | 2 | В | В | 1 |
| 3 | В | В | 1 | 2 |
| 4 | В | 1 | 2 | В |
6.5.2 Определение фонда заработной платы рабочих
Фонд заработной платы - условный фонд предприятия, образуемый за счет суммирования начисленной заработной платы.
Линию ЛГГ обслуживает два человека, с учетом сменности количество рабочих составляет восемь человек.
6.6 Расчет фонда оплаты труда приведен в таблице 6.4
Таблица 6.4 - Фонд заработной платы персонала
| Наименование показателей | Расчет | Машинист экструдера | ||
| Отношение к производству | - | ПР | ||
| Разряд работы или оклад | - | 5 | ||
| Тарифная сетка | - | ТС-1 | ||
| Тарифная ставка, руб. /час. | - | 10,4 | ||
| Система оплаты труда | - | ПП | ||
| График работы | - | 1Н | ||
| Кол-во работающих, согласно штатному расписанию | - | 8 | ||
| Продолжение Планируемое выполнение норм выработки,% | 100 | |||
| Производственная премия (100%), руб. /г | 22776∙2 | 45552 | ||
| Доплата за работу в праздничные дни, руб. /г | 72∙10,4 | 748,8 | ||
| Доплата за переработку по графику, руб. /г | 134∙10,4∙0,5 | 696341,8 | ||
| Доплата за работу в ночное время, руб. /г | 1095∙10,4∙0,3 | 3416,4 | ||
| Доплата за сменность, руб. /г | 2190∙10,4∙0,3 | 6832,8 | ||
| Доплата за вредные условия труда, руб. /г | 2190∙10,4∙0,3 | 6832,8 | ||
| Доплата за выслугу лет, руб. /г | 2190∙10,4∙0,15 | 6,4 | ||
| Итого доплат, руб. / г | 748+696,8+3416,4+6832,8+3416,4 | 21944 | ||
| Итого основная зарплата, руб. / год | 45552+21944 | 67496 | ||
| Доплата по районному коэффициенту, руб. /год | 67496∙1,15 | 77620,4 | ||
| Дополнительная заработная плата, руб. /год | 77620,4∙1,175 | 91203,9 | ||
| Среднемесячная зарплата, руб. | 91203,97/12 | 7600 | ||
| Годовой фонд оплаты труда, руб. | 7600∙8∙12 | 729631,7 | ||
Итого годовой фонд оплаты труда составляет: 729,631 тыс. руб.
По результатам таблицы видно, что для оплаты труда персонала, задействованного в обслуживании ЛГГ, потребуются денежные средства в размере 729,631 тыс. руб. в год, которые для удобства пользования можно округлить до 730 тыс. руб.
Среднемесячная заработная плата составляет 7600 руб.
Рассчитаем затраты на заработную плату на 1 тонну готовой продукции:
![]() =6,2 тыс. руб.
=6,2 тыс. руб.
Таблица 6.5- Расчет отчислений во внебюджетные фонды
| Вид начислений | Процент% | Сумма (тыс. руб) |
| Внебюджетные фонды | ||
| пенсионный фонд | 20 | 146 |
| Фонд социального страхования | 2,9 | 21 |
| Фонд медицинского страхования | 3,1 | 23 |
| Итого: ЕСН | 26 | 190 |
Итого ФОТ с отчислениями:
730+190 = 920 тыс. руб.
Отчисления с ФОТ на 1 тонну готовой продукции:
![]() = 7,8 тыс. руб.
= 7,8 тыс. руб.
6.6 Расчет себестоимости пр одукции
Себестоимость продукции представляет собой затраты на производство продукции и ее реализацию [34].
Себестоимость продукции рассчитывается в разрезе следующих статей затрат, приведенных в таблице 6.6.
Таблица 6.6 - Расчет годовой потребности в сырье, материалах и энергии
| Наименование расходов | Норма расхода на 1 тонну продукции | Годовой расход |
| Одноразовые шприцы, т | 1,1 | 130 |
| Вода, м3 /ч | 130 | 130 |
| Эл. энергия кВт/ч | 1031,1 | 134043 |
Расчет годовой потребности в сырье, материалах, энергии производится путем умножения установленных норм расхода на единицу продукции на проектируемый объем выпуска продукции
6.6.1 Определение стоимости сырья и материалов на единицу продукции
Таблица 6.7. - Расчет материальных затрат на единицу продукции
| Наименование сырья | Годовой расход | Цена, руб | Сумма, тыс. руб. |
| Вторсырье, т | 130 | 6000 | 780 |
| Вода, м3 /ч | 130 | 20 | 2,6 |
| Эл. энергия кВт/ч | 134043 | 1,46 | 196 |
| Итого | 978 |
6.6.2 Проектная калькуляция себестоимости продукции
Калькуляция себестоимости - исчисление в денежном выражении затрат на производство и реализацию продукции, работ и услуг [33].
Калькуляция себестоимости годового объема продукции, произведенной на новом агрегате, показана в таблице 6.8.
Таблица 6.8. - Проектная калькуляция себестоимости продукции
Наименование статей затрат Цена ед., руб. |
Затраты на выпуск единицы продукции | ||
| количество | сумма, тыс. руб. | ||
| Вторсырье | 6000,0 | 1,1 | 6,6 |
| Вода | 20,0 | 10,0 | 0,2 |
| Эл. Энергии | 1,46 | 1031,1 | 1,5 |
| Заработная плата | - | - | 6,2 |
| Отчисления на социальные нужды | - | - | 1,6 |
| Прочие расходы | - | - | 1,2 |
| Итого производственная себестоимость | - | - | 17,0 |
6.7 Финансовая оценка инвестиции
6.7.1 Расчет прибыли
Прибыль - обобщающий показатель финансовых результатов деятельности. На предприятии рассчитывается четыре вида прибыли:
прибыль от реализации товарной продукции;
валовая прибыль;
налогооблагаемая прибыль;
чистая прибыль.
Прибыль от реализации товарной продукции определяется как разность между объемом продаж без налога на добавленную стоимость (18%) и себестоимостью на весь выпуск товарной продукции.
Валовая прибыль - вся сумма прибыли предприятия до вычетов и отчислений.
Чистая прибыль - часть балансовой прибыли, остающаяся в распоряжении производства после уплаты налогов, платежей в бюджет [34].
Цена одной тонны вторичных гранул определяется по формуле:
Ц = С (1+Р), (6.6)
где С - производственная себестоимость;
Р - рентабельность, Р=50%;
Ц = ![]() =25,5 тыс. руб.
=25,5 тыс. руб.
Цена готовой продукции с учетом НДС - 30,1 тыс. руб.
Ц=30,1 тыс. руб.
Расчет чистой прибыли представлен в таблице 6.9.
Таблица 6.9 - Расчет чистой прибыли
| Показатель | Сумма за год, тыс. руб. |
1 Выручка от реализации продукции В = Vгод ∙ Ц |
3551,8 |
| 2 Затраты на производство продукции З= (с/с*Vгод ) | 2210 |
| 3 Прибыль от реализации продукции Пр= (Ц-с/с) | 1341,8 |
4 Внереализационные расходы, всего НДС (18% от выручки) налог на пользование транспортом (1% от выручки) Налог на безопасность (3% от ФОТ) |
604,9 541,8 35,5 27,6 |
| 5 Налогооблагаемая прибыль (п.3 - п.4) | 736,9 |
| 6 Налог на прибыль (24% от п.5) | 176,8 |
| 7 Аренда оборудования | 150 |
| 8 Дополнительная чистая прибыль (п.5 - п.6-п.7) | 410,1 |
6.7.2 Расчет рентабельности
Расчет рентабельности - один из показателей эффективности работы предприятия, применяемый при планировании и установленных размеров фонда экономического стимулирования [33,34].
Рпрод.
=![]() , (6.7)
, (6.7)
где Пр - прибыль от реализации продукции;
Сб - себестоимость продукции.
Рпрод.
= ![]() = 77%
= 77%
Технико - экономические показатели инвестиционного проекта
Таблица 6.10- Основные технико-экономические показатели проекта
| Наименование показателя | Данные проекта |
| Годовой выпуск продукции, тонн | 118 |
| Средняя цена единицы продукции с учетом НДС, тыс. руб. | 30,1 |
| Средняя себестоимость продукции, тыс. руб. /т. | 17 |
| Средняя заработная плата рабочих, тыс. руб. /мес. | 7,6 |
| Годовой фонд оплаты труда, тыс. руб. /год | 730 |
| Рентабельность продукции,% | 77 |
| Чистая прибыль, тыс. руб. | 410,1 |
На современном этапе ООО "Алькор" обладает необходимыми и достаточными материальными и квалифицированными управленческими кадровыми ресурсами для успешного ведения бизнеса и обеспечения формирования дохода для окупаемости инвестиционных вложений.
По результатам проведенных расчетов видно, что введение в технологический процесс переработку вторичного сырья выгодно для данного предприятия.
В результате расчетов получили, что чистая прибыль составляет 410,1 тыс. руб.
Заключение
В проекте были изучены реологические характеристики композиций на основе полимеров ПП и ПЭ для определения возможности совместной переработки и на основании полученных данных предложен метод вторичной переработки отходов одноразовых шприцев.
Предложена технологическая схема переработки с получением вторичного сырья - гранулята.
Проведен расчет оборудования для непрерывного процесса переработки отходов в гранулят.
Проведен расчет экономической эффективности выбранного метода переработки отходов одноразовых шприцев. рентабельность 77%, себестоимость 17 тыс. руб.
Проектные мощности позволяют выпускать товарную продукцию для нужд предприятий города и региона.
Заложенные принципы реализации проекта гарантируют стабильность технологических процессов обращения медицинских отходов, устойчивую экологическую ситуацию в регионе и своевременный возврат инвестиций.
Список использованных источников
1. Ищенко, Д.В. Что делать? [Текст] // журн. Пластикс - 2003, вып. №4. -М, 2003.
2. Абрамов, В.В. Пластмассовые отходы: Сбор, сортировка, переработка [Текст] // журн. Полимерные материалы - 2001, вып № 11,12. - М, 2001.
3. Якименко, В.Б. Методы обработки медицинских отходов [Текст] // журн. ТБО - 2006, вып. №12. -М, 2006.
4. Бобович, Б.Б. Переработка отходов производства и потребления [Текст] / Б.Б. Бобович, В.В. Девяткин. - М.: наукиздат., 2000.
5. Кирш, И.А. Вторичная переработка одноразовых шприцев [Текст] // журн. ТБО - 2007, вып. №3. -М:. МГУПБ 2007.
6. Громовик, Б.П. Маркетинговое изучение шприцев инъекционных одноразового применения [Текст] // журн. Провизор-2003, вып. №13. - Львов:. ЛГМУ, 2003.
7. Сортировка и переработка твердых отходов потребления [Текст] / технико-коммерческое предложение МСК "Станко" // журн. Ресурсосберегающие технологии - 2004, вып. № 5. - М.: НИТИ, 2004.
8. Милецкова, Е.А. Сбор отходов пластиков и их подготовка к использованию [Текст] // журн. Ресурсосберегающие технологии - 1996, вып. №23. -М.: НИИ Пластмасс, 1996.
9. Миликовцева, Е.А. Перестабилизация рецикловых полимеров для получения изделий высокого качества [Текст] // журн. Ресурсосберегающие технологии - 1996, вып. №21. - М.
10. Матюшин, Г.А. Утилизация полимерных медицинских изделий одноразового использования: [Текст] // журн. экология и промышленность. - 1997, вып. №7. - М.
11. Носков, Д.В. Модификация вторичных полимеров [Текст] // журн. Химия и химическая технология. - 2003, вып. №46. - Саратов.: СГТУ, 2003.
12. Вторичная переработка пластмасс [Текст] / Ф Ла Мантия (ред); пер. с англ. под ред. Г.Е. Заикова - СПб.: Профессия, 2006. - 400 стр.
13. Ермаков, С.Н., Кравченко Т.П. Молекулярные полимер - полимерные композиции. Некоторые аспекты получения. [Текст] // научно-технич. журн. Пластические массы - 2003, №12. - [М].
14. Лущейкин, Г.А. Релаксационные явления, диэликтрические и динамические механические свойства полипропилена и композиций на его основе [Тескт] / Московская академия приборостроения. // научно-технич. журн. Пластические массы - 2001, июнь. - М.: ЗАО НП, 2001. - 900 экз.
15. Николаев, А.Ф. Синтетические полимеры и пластические массы на их основе [Текст]. - М.: Химия, 1964. - 12000экз.
16. Силинина, Е.Б. Использование пластмассовых отходов за рубежом [Текст] // журн. Пластические массы - 2002, май. - М.: Институт нефтехимического синтеза, 2002.
17. Кулезнев, Н.К. Основы технологии переработки пластмасс [Текст] / Кулезнев, Гусева. - М.: Химия, 2004.
18. Марков, А.В. Принципы выбора технологии переработки полимерных материалов в изделия [Текст] / А.В. Марков, С.В. Власов; - М.: Химия, 2004.
19. Басов, Н.И. Контроль качества полимерных материалов [Текст] /под ред.В.А. Брагинского, - Ленинград: Химия, 1990. - 5480 экз.
20. Гуль, В.Е. Основы переработки пластмасс [Текст] / В.Е. Гуль, М.С. Акутин. - М.: Химия, 2004.
21. Теплофизические и реологические характеристики полимеров. Справочник. Под общ. ред. Ю.С. Липатова.К., "Наука, думка", 1977, 244с
22. Любешкина, Е.Г. Технология переработки пластических масс. Реологические свойства полимерных материалов и методы их определения. Методические указания к лабораторным и самостоятельным работам [Текст] / составитель - доц.Е.Г. Любешкина, Московский технологический Институт мясной и молочной промышленности. - М.: Химия, 1998.
23. Элиасов, Б.Л. Сравнительный анализ реологических свойств отечественного и импортного пластиков [Текст] / Б.Л. Элиасов, Д.М. Могнонов., Е.В. Рогов., Ю.Е. Дорошенко. Российский химико-технологический университет им. Менделеева, г. Москва. // научно-технич. журн. Пластические массы - 2001, декабрь. - М.: ЗАО НП, 2001. - 900 экз.
24. Ершова, О.В. Определения показателя текучести расплава полимеров. Методические указания к лабораторной работе [Текст] / составитель - О.В. Ершова, О.М. Катюшенко, Л.Г. Коляда, - Магнитогорск: МГТУ. 2006.
25. ГОСТ 11645 . Пластмассы. Метод определения показателя текучести расплава термопластов, 1973.
26. Боборыкин, Н.А. Агрегатные комплексы технических средств АСУ [Текст] - Ленинград: Машиностроение, 1985. - 10500 экз.
27. Полоцкий, Л.М. Автоматизация химических процессов [Текст] / Л.М. Полоцкий, Г.И. Лапшенко. - М.: Химия, 1982.
28 Сазонов, В.В. Автоматизация измерений и к4онтроля электрических и неэлектрических величин [Текст]. - М.: Машиностроение, 1987.
29. Степановских, А.С. Охрана окружающей среды [Текст] / автор-составитель А.С. Степановских: Учебник для вузов. - М.: ЮНИТИ, 1997. - 559 с.
30. Устюжанин, В.С. Расчет осветительной установки. Методические указания к практическому занятию по дисциплине "Безопасность жизнедеятельности" по теме "Расчет и исследование производственного освещения" [Текст] / В.С. Устюжанин, Е.А. Костогорова. - Магнитогорск: МГТУ, 2002. - 24с.
31. Девисилов, В.А. Охрана труда [Текст]: Учебник - М.: ФОРУМ ИНФРА - , 2005. - 400 с.
32. Белова, С.В. Охрана окружающей среды [Текст]: учебное пособие для студентов вузов. / Под ред. Деловой А.А. - М.: Высшая школа, 1983. - 264 с.
33. Бахольская, Л.И. Экономика, организация и планирование производства. / Составитель Л.И. Бахольская: Методические указания. - Магнитогорск, МГТУ, 2001.
34. Немцев, В.Н. Экономический анализ эффективности промышленного предприятия. - Магнитогорск: МГТУ, 2000. - 208 с.
Похожие рефераты:
Влияние содержания 1,2-полибутадиена на свойства динамических термоэластопластов
Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
Перспективы развития экологического сознания школьников при изучении темы "Полимеры" в курсе химии
Вторичная переработка пластмасс как пример безотходной технологии
Обращение с отходами на ООО ПАП "Транспорт–Экспресс"
Повышение качества полиэтиленовых газопроводных труб
Технология переработки из расплавов аморфных и кристаллизующихся веществ
Разработка школьного элективного курса "Полимеры вокруг нас"
Загрязнение окружающей среды промышленными предприятиями и защита от загрязнения
Разработка системы защиты атмосферы при производстве поливинилхлорида
Обзорная справка « Проблемы утилизации отходов »