| Похожие рефераты | Скачать .docx |
Курсовая работа: Гидропередача УГП 750-1200
Содержание
1. Устройство и ремонт системы управления реверсом и режимами работы гидропередачи УГП 750–1200
2. Уход за экипажной частью
3. Износ и поломки механизма реверса
4. Методы устранения
5. Проверки при монтаже
6. Техническая характеристика УГП
7. Безопасность при ремонте механизма УГП
8. Организация производственных участков
9. Перечень использования оборудования
10. Расчет трудоемкости ремонта механизма реверса
Список литературы
1. Устройство и ремонт системы управления реверсом и режимами работы гидропередачи УГП 750-1200
Для переключения реверса-режима унифицированная гидропередача оборудована системой управления, состоящей из электропневматических вентилей, блокировочного клапана и концевых выключателей фиксаторов сервоцилиндров. Нормальная работа реверс-режимного устройства гидропередачи зависит в значительной мере от исправного состояния этих элементов.
Переключение реверса и режима затрудняется иногда из-за возникающего положения подвижной муфты «зуб в зуб». Для устранения такого положения в гидропередаче создается медленное вращение включаемых ее частей.
В гидропередаче УГП 750–1200 проворачивание (доворот) вторичного вала передачи происходит под действием воздуха, находящегося в гидромуфте.
Конструктивная особенность гидропередачи УГП 750/2Т (отсутствие гидромуфты) определила переключение реверс-режима без задержки подвижных муфт в нейтрали и без проворачивания вторичного вала действием воздуха в гидроаппаратах.
Процесс переключения реверса или режима гидропередачи УГП 750/2Т протекает следующим образом:
1) освобождается шток поршня включенного сервоцилиндра от фиксатора путем подачи воздуха в последний;
2) производится переключение электропневматических вентилей, в результате чего включается муфта другого направления движения или другого режима работы под действием давления воздуха в рабочей полости сервоцилиндра, связанного с этой муфтой;
3) фиксируется шток поршня включенного сервоцилиндра.
В схему управления переключением реверс-режима гидропередачи УГП 750/2Т в отличие от рассмотренной схемы управления реверс-режимом гидропередачи УГП 750–1200 введен блок реле гидродоворота. Назначение его – обеспечить автоматическое импульсное включение электрогидравлического вентиля первого гидротрансформатора для доворота подвижных муфт до включаемого положения при их возможном попадании «зуб в зуб» во время переключения реверс-режима.
В схеме управления двухтрансформаторной гидропередачи дизель-поездов ДР1 и ДР1П блок реле гидродоворота образован двумя реле времени.
В гидропередаче УГП 750/2Т блок реле гидродоворота выполнен на полупроводниковых приборах по схеме мультивибратора. Электрическая схема блока реле гидродоворота обеспечивает два временно устойчивых состояния, в одном из которых открыт транзистор Т1, а в другом–транзистор 72. В каждом из состояний схема может находиться лишь время, определяемое постоянными времени цепей (С8 и КЭ1, С9 и КЭ2).
Блок реле доворота работает следующим образом. При включении питания (75 В, постоянный ток) на клеммы плюс и минус заряжается конденсатор КЭ2. Включение блока производится подачей +75 В на клемму 21, при этом транзистор 77 открыт, транзистор 72 закрыт и катушка реле Р обесточена. Конденсатор КЭ1 заряжается через открытый транзистор 7/, а конденсатор К32 разряжается через резисторы С9 и RkI .
По мере разряда конденсатора КЭ2 положительный потенциал на базе транзистора 72 снижается до нуля и транзистор 72 открывается. При этом транзистор Т1 закрывается, включается реле Р и своими замыкающими контактами замыкает цепь. Продолжительность этого состояния определяется временем разряда конденсатора КЭ1 через резисторы С8 и Rk 2. Одновременно с этим заряжается конденсатор КЭ2.
В момент завершения разряда конденсатора КЭ1 открывается транзистор 77, а 72 закрывается Реле Р отключается, в результате чего первый гидротрансформатор опорожняется в течение разряда конденсатора КЭ2. Импульсный режим работы блока продолжается до прекращения подачи питания на клемму 21 посредством контактов реле движения.
Импульсное включение реле Р на 1,5 с через каждые 3 с обеспечивается выбором элементов схемы и настройки посредством переменных резисторов С8 и С9. При этом поворот оси резистора С8 по часовой стрелке приводит к увеличению времени включения вентиля ВС1, а С9 – к увеличению паузы. Поворот против часовой стрелки уменьшает установленные выдержки.
Тумблер TBI используется для отключения блока при проверке мегомметром сопротивления изоляции электрических цепей тепловоза во избежание пробоя транзисторов.
Техническое состояние и выдержки времени срабатывания реле блока гидродоворота проверяют при всех видах деповского ремонта. Контакты реле при загрязнении зачищают. Установленные выдержки времени срабатывания реле в случае необходимости регулируют.
Осуществление процесса переключения, сигнализация и электромеханическая блокировка положения реверс-режимного механизма обеспечиваются концевыми выключателями фиксаторов и блокировочными контактами барабанов сервоцилиндров.
Техническое состояние концевых выключателей и контактов у контактных барабанов сервоцилиндров проверяют при техническом обслуживании и при всех видах деповского ремонта гидропередачи. Контакты очищают от грязи, оплавленные или подгоревшие контакты зачищают личным напильником или стеклянной шкуркой.
При необходимости в концевом выключателе регулируют положение подвижного контакта относительно неподвижных при нейтральном положении сервоцилиндра: он должен занимать примерно среднее положение.
Проверяют и регулируют также зазор (0,5–1,5 мм) между корпусом и буртом упора конечного выключателя при поднятом вверх до упора фиксаторе сервоцилиндра.
Контакты у контактных барабанов сервоцилиндров должны иметь нажатие 1–1,4 кгс. Отклонение контактирующих поверхностей скользящих контактов от оси контактных пластин во включенном положении должно быть не более 0,7 мм. Неполное прилегание контактов к барабану не допускается. При необходимости давление контактов и их положение относительно контактного барабана регулируют путем смещения контактной стойки по пазам кронштейна или смещения контактов по пазам панели.
В систему блокировок переключения реверс-режима гидропередачи УГП 750–1200, УГП 350–500, Фойт и др. входит также блокировочный клапан (рис. 112), исключающий возможность переключения реверса или режима при движении тепловоза.
Клапан блокировки включается в пневматическую систему управления тепловозом. При этом его полость Л сообщается с главной воздушной магистралью при включении электропневматического вентиля ВБР, полость Б сообщена с фиксаторами сервоцилиндров, а полость В- с атмосферой. При отсутствии сжатого воздуха в полости А полости Б и В сообщаются между собой через сверление в золотнике 2.
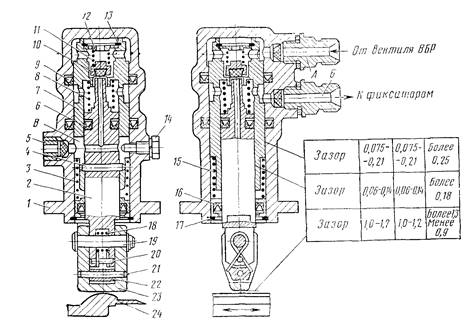
Клапан блокировки

Клапан установлен на корпусе привода датчика скорости так, что между наконечником 23 и шайбой 24, закрепленной на турбинном валу первого гидротрансформатора, выдержан зазор 1–1,2 мм.
При поступлении в полость А сжатого воздуха втулка 7 движется вниз вместе с клапаном 10 и золотником 2, при этом клапан 10 прижат пружиной 11 к своему седлу во втулке 7, а золотник пружиной 8 – к упору во втулке. Это движение происходит до тех пор, пока не выберется зазор 1–1,2 мм между наконечником 23 и шайбой 24. Дальнейшая работа клапана зависит от того, вращается шайба или нет.
При вращающейся шайбе 24 наконечник 23 увлекается силой трения в месте соприкосновения с шайбой и отклоняется на валике 19. Золотник 2 перемещается со втулкой 7 до упора втулки в стакан 15. Так как клапан 10 по-прежнему прижат пружиной 11 к седлу, то воздух в полость Б не поступает и она остается сообщенной через полость В с атмосферой. Таким образом, при движении тепловоза доступ воздуха к фиксаторам сервоцилиндров перекрыт.
Если тепловоз неподвижен, т.е. шайба 24 не вращается, то наконечник 23 упирается в шайбу, золотник 2 останавливается, а втулка 7 и прижатый к ней клапан 10 продолжают двигаться, сжимая пружины 3 и 8 до тех пор, пока втулка не дойдет до упора в стакан 15. При этом хвостовик золотника поднимает клапан 10 и сжатый воздух из полости А попадет в полость Б и далее в цилиндры фиксаторов, так как сверление в золотнике закроется клапаном. Как только шайба 24 начинает вращаться, подача воздуха к цилиндрам прекратится, потому что под действием пружины 8 золотник опустится вниз, клапан 10 сядет на седло, и через сверление в золотнике и полость В воздух из цилиндров фиксаторов выйдет в атмосферу.
При прекращении подачи воздуха в полость А и сообщении ее с атмосферой все элементы клапана займут первоначальное положение.
Разборка блокировочного клапана производится в случаях необходимости устранения неисправностей, а также для осмотра его состояния. При этом выдерживается определенная последовательность. Расшплинтовав и выбив валик 19, снимают наконечник 23 и пружину 18. Затем, вывернув болт 14 и сняв пружинное кольцо 17, вынимают из корпуса внутренние детали: стакан 15 с манжетой 16, пружину 3 и золотник 2 с втулкой 7. После этого, выбив штифт 4 и вынув золотник 2 и пружину 8, снимают пружинное кольцо 13, крышку 12, пружину 11 и клапан 10.
Все детали, кроме клапана 10, должны быть промыты в керосине (ГОСТ 1842–52) и обдуты сухим сжатым воздухом. После осмотра состояния всех деталей необходимо трущиеся части смазать, полости манжет наполнить смазкой ЦИАТИМ-201 (ГОСТ 6267–59) и собрать клапан.
При всех видах деповского ремонта тепловоза, а также после разборки четкость работы блокировочного клапана вместе с фиксаторами реверса проверяют на специальном приспособлении, которое должно имитировать работу блокировочного клапана на тепловозе. Для этого оно должно включать в себя: воздушную магистраль с манометрами и электропневматическими вентилями, подключаемую к блокировочному клапану и фиксаторам, а также шайбу, приводимую во вращение вручную.
Давление воздуха в системе при испытаниях должно быть 5–5,5 кгс/см2 .
Содержанием испытания блокировочных клапанов и фиксаторов реверса являются: а) проверка их работы при неподвижной шайбе; при каждом из 10 включений клапан должен сработать, а поршни фиксаторов резко подняться; б) проверка их работы при вращающейся шайбе; при каждом из 10 включений клапан должен быть «сломлен», а поршни фиксаторов находиться в нижнем положении; в) проверка их работы при повороте шайбы, когда при каждом включении клапан и фиксаторы должны занимать рабочее положение блокировки.
2. Уход за экипажной частью
Экипажная часть тепловоза должна содержаться в чистоте. Все доступные части экипажа следует ежедневно очищать от загрязнения путем протирки или обмывки их жидкостью, хорошо смывающей грязь, но не растворяющей лакокрасочные покрытия тепловоза. Места, не доступные для повседневной очистки, должны очищаться во время каждого очередного ремонта.
При осмотре рамы необходимо обращать внимание на состояние сварных швов и углов вырезов в деталях рамы. Особого внимания требуют углы буксовых вырезов, так как в этих местах, являющихся узлами концентрации напряжений, возможно появление трещин.
Болтовые соединения узлов рамы (буксовых направляющих, путеочистителей, подбуксовых струнок, подшипников тормозного вала, тормозного цилиндра) необходимо ежедневно проверять остукиванием и при обнаружении ослабления немедленно закреплять.
У автосцепки проверяют работу ее механизмов: они должны действовать без каких-либо заеданий, перемещаться свободно, «от руки». Голова автосцепки в горизонтальном направлении в пределах ширины окна розетки также должна свободно перемещаться. Проверяют состояние крепления деталей расцепного привода, износ рабочих частей автосцепки. При превышении предельно допустимого износа изношенные детали должны быть восстановлены или заменены.
В рессорном подвешивании особое внимание следует обращать на состояние самих рессор: проверять остукиванием плотность обжимки листов хомутом и путем осмотра и остукивания оценивать возможность появления трещин или излома листов. Также необходимо следить за состоянием подвесок и балансиров, не допуская к работе детали с обнаруженными трещинами. Ежедневно надлежит проверять состояние болтовых и шплинтовых креплений шарнирных соединений, особо обращая внимание на сохранность и правильное разведение шплинтов. При профилактических осмотрах следует смазывать все шарнирные соединения смазкой УС любой марки (ГОСТ 1033–51) путем запрессовки ее до появления из зазоров смазываемого соединения.
В рычажной передаче тормоза необходимо проверять состояние креплений, наличие и правильность разведения шплинтов, исправность и надежность крепления предохранительных скоб. По мере износа колодок рычажную передачу тормоза необходимо регулировать. При регулировке также необходимо проверять правильность затяжки и исправность установочного винта колодки и при нарушении правильной работы регулировать затяжку пружины.
Все шарнирные соединения рычажной передачи со стальными втулками при периодических ремонтах, связанных с разборкой передачи, надлежит смазывать смазкой УС любой марки (ГОСТ 1033–51) путем обмазывания деталей перед сборкой. При наличии металлокерамических втулок в шарнирных соединениях рычажной передачи смазку этих соединений не производить.
При эксплуатации тепловоза особое внимание необходимо уделять уходу за движущим механизмом. Колесные тары следует регулярно осматривать, причем в первую очередь обращать внимание на плотность посадки бандажей по контрольным рискам и остукиванием, а также контролировать плотность посадки закрепляющего кольца. На оси выявляют возможности появления трещин, задиров, выбоин, натертых мест и других дефектов.
На колесном центре не должно быть трещин, на бандаже – трещин, подрезов, плен. Особо тщательно следует осматривать поверхности катания бандажей, где могут образовываться скользуны (например, в случае движения тепловоза «юзом»). Для того чтобы было возможно обнаружить такие дефекты, колесные пары необходимо содержать в чистоте.
Дышла и прочие детали дышлового механизма в процессе изготовления подвергают чистовой обработке. Сами дышла даже полируются, чтобы можно было легко заметить повреждения, которые могут возникнуть во время работы дышлового механизма, испытывающего высокие нагрузки. Поэтому с дышел при эксплуатации тепловоза должна быть удалена вся консервирующая окраска и весь механизм необходимо ежедневно начисто протирать и тщательно осматривать. При осмотре следует обращать внимание на наличие трещин, натертых мест и других повреждений на деталях механизма, а также на плотность посадки шарнирных валиков. В случае ослабления валиков их необходимо подтянуть. Пылезащитные колпачки должны быть плотно притянуты болтами и стопорная проволока этих болтов не должна иметь повреждений. При обрыве этой проволоки ее надлежит немедленно заменить.
Регулярно надо проверять зазоры между пальцами и плавающими втулками и между плавающими и стальными запрессованными втулками; диаметральный зазор не должен превышать 3 мм. По мере износа буксовых направляющих расстояние между центрами отбойного вала и третьей колесной пары уменьшается, вследствие чего появляется необходимость в уменьшении длины ведущего дышла. Это достигается поворотом эксцентриковой втулки в задней головке ведущего дышла. Для уменьшения длины дышла необходимо вывернуть болты, крепящие втулку, и повернуть последнюю на одно или несколько отверстий в зависимости от степени износа накладок, а затем снова закрепить втулку болтами.
Плавающие втулки следует ежедневно смазывать твердой смазкой ЖД‑1 (50Д) ТУ МПС 3609–02–431–51. Смазку запрессовывают во втулку при помощи винтового пресса до появления ее избытка из зазоров между втулкой и пальцем. В холодное время года и при незначительной загрузке тепловоза рекомендуется смазывать плавающие втулки более мягкими смазками (типа солидола).
Критериями нормальной работы букс являются отсутствие шума в буксе и нормальная температура, поэтому контроль за этими показателями должен быть постоянным. Появление шума в буксе может быть вызвано неправильной регулировкой подшипников, загрязнением смазки посторонними предметами и повреждением или разрушением деталей внутри буксы. При всех случаях ненормального шума необходимо прекратить работу тепловоза и направить его в депо для выкатки и ревизии буксы, в которой обнаружен шум. Нормальной температурой для буксы на работающем тепловозе является температура, превышающая температуру окружающей среды не более чем на 30° С, но не выше 80° С.
Чрезмерный нагрев подшипников может быть вызван:
недостатком смазки в буксе. В этом случае необходимо добавить в буксу 200–250 см3 смазки;
переполнением буксы смазкой. В этом случае может наблюдаться выдавливание смазки через лабиринтовое уплотнение. Для устранения переполнения необходимо вывернуть клапанную масленку снизу буксы и погонять тепловоз по деповским путям, не допуская нагрева буксы свыше 90° С. При этом излишек смазки должен выдавиться через отверстие в нижней части буксы;
загрязнением смазки;
неправильной регулировкой подшипников. В двух последних случаях необходима разборка буксы, промывка ее и регулировка подшипников.
Смену смазки в буксе следует производить при подъемочном ремонте, но не реже чем через полтора года работы тепловоза. При отсутствии каких-либо признаков ненормальной работы добавлять смазку в буксы категорически воспрещается.
Смазку буксовых направляющих надлежит производить по мере расхода смазки путем заливки последней в ванны на верхней части корпуса буксы. Направляющие смазывают осевым маслом (ГОСТ 610–48): летом – марки Л, зимой – марки 3.
3. Износ и поломки механизма реверса деталей
Виды износа деталей . На деталях гидропередач можно наблюдать следующие виды износа: абразивный, коррозионный, осповидный, тепловой и контактное схватывание.
Абразивный износ является результатом попадания абразивных частиц вместе с маслом и воздухом на трущиеся поверхности. Кроме того, в процессе трения металла происходит упругое и пластическое деформирование микронеровностей поверхности детали, в результате чего происходит изменение размеров трущихся деталей.
Коррозионный износ появляется в результате диффузии кислорода из воздуха, воды и кислот в металл. При этом на поверхности деталей появляются шероховатость и отслоения. Такой износ появляется как у трущихся, так и у неподвижных деталей.
Осповидный износ появляется в результате действия на металл больших удельных контактных напряжений. Он характеризуется образованием микротрещин с последующим выкрашиванием металла на контактной поверхности.
Тепловой износ является следствием воздействия на металл высокой температуры и выражается образованием трещин и подплавлением металла.
Контактное схватывание происходит вследствие непосредственного соприкосновения трущихся деталей при разрыве масляной пленки. Он характеризуется появлением на поверхности детали задиров и сколов металла.
Очистка деталей и частей гидропередач. Большая часть деталей гидропередач покрыта отложениями, содержащими минеральные масла. Мойка, очистка и обезжиривание их производятся в моечных машинах и ваннах.
Гидропередачу перед разборкой подвергают наружной мойке для удаления слоя масла и старой краски в моечной машине конвейерного типа трехпроцентным раствором каустической соды, нагретым до 80–95° С, который подается под давлением 5 кгс/см2 в душевой отсек машины, а затем чистой горячей водой для удаления с поверхностей щелочного раствора.
Таким же способом очищают все детали гидропередачи, исключая выполненные из алюминия и его сплавов.
Очистку деталей гидропередачи наиболее эффективно производить в моечной машине высокого давления. В такой машине сочетается механическое воздействие напорных струй (давление струй высоконапорного контура 50–60 кгс/см2 , температуры 80–90° С) души-рующей системы на загрязненные поверхности деталей с химическим воздействием на них раствора каустической соды.
Удаление масляной и жировой пленок, оставшихся на поверхностях деталей после обмывки горячей водой высокого давления, предусмотрено во втором контуре путем обмывки поверхностей однопроцентным раствором каустической соды при температуре 80–£0° С и давлении 5 кгс/см2 .
Окончательная очистка поверхности производится снова струями горячей воды высоконапорного контура туширующей системы.
Очищаемые детали в машине перемещаются на тележке со скоростью 0,5 и 8 м/мин. Вода и раствор подогреваются паром давлением 7,5 кгс/см2 .
Мойка и очистка деталей из алюминия и его сплавов производятся в моечной машине раствором кальцинированной соды и фосфорнокислого натрия при температуре 80–90° С под давлением 8 – 9 кгс/см2 , окончательная очистка – струями горячей воды под давлением 17 – 19 кгс/см2 .
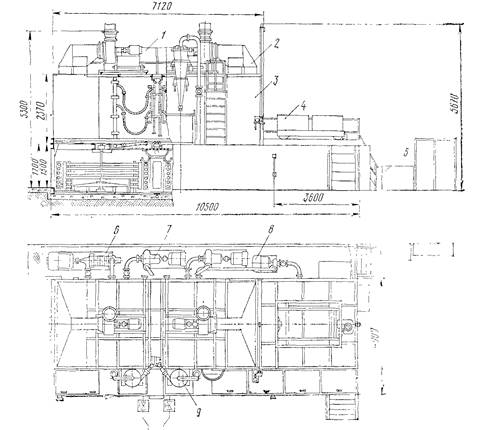
Машина для мойки узлов гидропередачи

Подшипники качения промывают отдельно от других деталей. Отдельные подшипники можно промывать 2–4-процентной смесью легкого минерального масла с бензином с помощью жесткой волосяной щетки. Крупные партии подшипников целесообразно очищать в специальных моечных машинах типа 235-1Б ПКБ ЦТ горячим водным раствором, содержащим 4–5% смазки УС (жирового солидола) любой марки и 2% осветительного керосина. Промывка подшипников в растворе такого состава предохраняет его от коррозии благодаря наличию в моечном растворе натриевого мыла, содержащегося в смазке УС.
Подшипники качения также можно промывать холодной водой под высоким давлением (40 кгс/см2 ) с последующим их промасливанием маслом, подогретым до 80-90° С.
Способы определения состояния деталей и их маркировка. Состояние деталей гидропередачи определяется наружным осмотром, измерением размеров деталей и зазоров между ними, дефектоскопией, а также испытанием.
Наружный осмотр деталей позволяет определить состояние их рабочих поверхностей (наличие трещин, задиров, вмятин, сколов, цветов побежалости и т.д.). Осмотр производится невооруженным глазом или с помощью лупы 5-и 10-кратного увеличения.
Измерение деталей осуществляется универсальным (штангенциркули, штангенрейсмусы, штангенглубиномеры, микрометры, микрометрические глубиномеры и нутромеры) и рычажно-механическим (индикаторы, индикаторные нутромеры, рычажные и индикаторные скобы, а также рычажные микрометры и миниметры) измерительным инструментом.
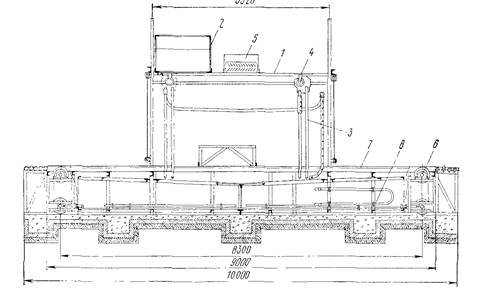
Машина для мойки алюминиевых деталей

Корпусные, базовые детали гидропередачи измеряют специальными измерительными приспособлениями и инструментом, которые описаны в соответствующих главах.
штангезубомер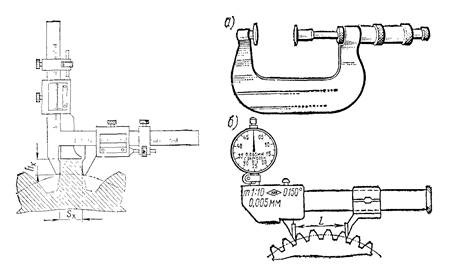
зубомерные скобы
![]()
Износ зубьев цилиндрических зубчатых колес определяют штан-гензубомерами, эвольвентомерами и зубомерными скобами. Износ зубьев конических зубчатых колес непосредственным измерением установить нельзя. Поэтому о величине износа зубьев конических зубчатых колес судят по характеру работы передачи. Работа передачи считается нормальной, когда зубчатые колеса вращаются бесшумно и плавно, причем при нормальном боковом зазоре радиальный зазор между зубьями шестерен должен быть не менее 0,1 мм.
Измерение бокового зазора между зубьями парных зубчатых колес можно производить индикаторным приспособлением и по свинцовой выжимке. В первом случае на валу одного из зубчатых колес укрепляют поводок, конец которого упирается в стержень индикатора, расположенного на стойке. Если одну из шестерен удерживать от вращения, а другую поворачивать в одну и другую сторону, то этот поворот будет возможен на величину бокового зазора между зубьями. Этот зазор определяют непосредственно, если расстояние от оси шестерни до точки упора измерительного стержня индикатора равно радиусу делительной этой начальной окружности зубчатого колеса, на котором укреплен поводок.
Если конструкция узла не позволяет измерить зазор в зацеплении зубчатых колес индикаторным приспособлением, то его можно определить по свинцовой выжимке. Для этого между зубьями зубчатых колес пропускают свинцовую проволоку и проворачивают зубчатые колеса. Обжатые части проволоки измеряют микрометром. Измерения производят в четырех точках по окружности зубчатого колеса.
Дефектоскопия деталей. Поверхностные трещины выявляются магнитным, а скрытые дефекты–ультразвуковым дефектоскопами.
При намагничивании детали магнитные силовые линии концентрируются на заостренных краях трещины, образуя в этих местах магнитные полюсы. Для обнаружения трещины намагниченную дефектоскопом деталь обливают смесью, состоящей из органического масла, керосина и мелкого ферромагнитного порошка (мягкая сталь, кузнечная окалина и крокус). Ферромагнитный порошок при наличии трещины скопляется по ее краям в виде тонкой полоски.
Детали перед дефектоскопией тщательно очищают, а после дефектоскопии размагничивают. Размагничиванию подвергают детали подшипниковых узлов и других вращающихся узлов, обладающих большим остаточным магнетизмом. Если эти детали не размагнитить, то они длительное время будут притягивать к себе частицы металлов. При определенных условиях это может вызвать интенсивный износ деталей и выход из строя узла или гидропередачи.
Размагничивание производится в постепенно убывающем переменном магнитном поле. Для этого включенный дефектоскоп постепенно удаляют от детали (или деталь от него) на расстояние 1–1,5 м и только после этого выключают. Размагниченная деталь не должна притягивать металлические опилки.
Ультразвуковая дефектоскопия основана на свойстве ультразвуковых колебаний проникать в толщину деталей и отражаться от трещин, пустот, расслоений и т.п. Для обнаружения трещин и пустот в деталях служат ультразвуковые дефектоскопы типа УЗД-56М или УЗД-64, которые снабжаются специальными щупами.
Перечень деталей гидропередач, подлежащих магнитной и ультразвуковой дефектоскопии, приведен в Правилах ремонта тепловозов.
Другие методы дефектоскопии (методы просвечивания деталей рентгеновскими и гамма-лучами, а также люминесцентный способ) в практике ремонта деталей гидропередач не' нашли широкого применения.
Проверка и испытание отдельных деталей и узлов производятся на контрольной плите, непосредственно на рабочем месте и на испытательных стендах. На контрольной плите определяются изгиб, скручивание, биение и другие дефекты валов, штанг и т.д. На рабочем месте проверяют крупные части гидропередачи и их взаимное расположение, на испытательных стендах – работоспособность отдельных узлов гидропередачи (масляные насосы, приборы системы автоматики и т.д.).
Маркировка деталей. Многие детали гидропередачи являются невзаимозаменяемыми (корпуса, крышки, валы, комплекты зубчатых колес и подшипниковых узлов и др.), поэтому перед началом и в период разборки производится их клеймение. Для маркировки используют цифровые клейма, которые ставят на детали набором номера поступившей в ремонт гидравлической передачи. Комплекты приработанных (прикатанных) зубчатых колес также клеймят одним порядковым номером.
Обезличивать перечисленные детали и узлы не рекомендуется, так как новая приработка деталей сопровождается интенсивным износом и представляет собой весьма длительный нежелательный процесс.
Сортировка деталей. В условиях завода детали, снятые с гидропередачи, сортируют, определяя пригодность их к дальнейшей работе или восстановлению. Детали, которые могут быть использованы без ремонта, комплектно укладывают в специализированную тару. Детали, требующие ремонта, отправляют на соответствующие участки. Выбракованные детали помечают красней краской в месте дефекта и сдают в металлолом или частично используют для изготовления других деталей.
4. Методы устранения
Величина износа деталей цилиндрической формы по условиям восстановления может быть разбита на три группы: 1) до 0,1 мм, 2) до 0,3 мм и 3) свыше 0,3 мм. Детали первой группы могут быть восстановлены электроискровым наращиванием и хромированием. Детали с износом до 0,3 мм восстанавливают осталиванием, хромированием и наплавкой, а при износе более 0,3 мм – заменой изношенной части, газопрессовой сваркой, осталиванием и наплавкой. Некоторые способы восстановления дают возможность не только использовать изношенную деталь, но и сделать ее более износостойкой.
Первоначальные формы и размеры деталей разнообразных конфигураций, имеющих износ, механические или термические повреждения, можно восстанавливать слесарно-механической обработкой, механической обработкой, сваркой или наплавкой, электролитическим наращиванием, наращиванием полимерными пленками, металлизацией и электроискровой обработкой, а также с помощью эпоксидных смол.
При восстановлении деталей сваркой может потребоваться обработка их на станке как подготовительная операция. После сварки, как правило, требуются обработка деталей на металлорежущих станках и термическая или химико-термическая обработка.
При восстановлении деталей могут применяться различные виды сварки – электродуговая, газовая, контактная. Сварка может быть ручной, полуавтоматической, автоматической и выполняться в различных защитных средах (под флюсом, в жидкости, в среде защитного газа).
Наиболее прогрессивным методом электродуговой сварки, применяемым при ремонте деталей, является метод вибродуговой наплавки деталей. Из различных видов контактной сварки при ремонте деталей гидропередач применяют газопрессовую сварку, позволяющую надежно сваривать углеродистые, легированные и разнородные стали.
При ремонте алюминиевых деталей используется сварка и наплавка в среде аргона (сварка в среде защитного газа). Из гальванических методов наращивания наиболее новым методом является гальваническое осталивание.
Наиболее характерными методами восстановления деталей гидравлических передач являются вибродуговая наплавка, газопрессовая сварка, сварка алюминиевых деталей, хромирование и осталивание.
Вибродуговая наплавка . Метод вибродуговой наплавки сравнительно прост, не требует сложного оборудования, дефицитных материалов, позволяет наплавлять слой металла толщиной 0,5 – 4,0 мм на изделиях диаметром 8 мм и выше, что очень важно при ремонте мелких деталей, имеющих незначительный износ. Наиболее эффективно применение вибродуговой наплавки для деталей с износом 0,3 – 2,5 мм на сторону. При этом вследствие небольших тепловых воздействий дуги и больших скоростей охлаждения деталь не испытывает деформации, а твердость может быть доведена до HRC 50–58 без последующей термической обработки. Опыт работы многих ремонтных заводов показал, что износостойкость восстановленных деталей не меньше износостойкости новых.
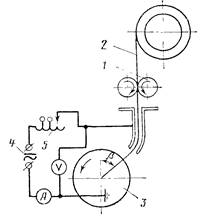
Принципиальная схема установки дуговой наплавки
![]()
За счет автоматизации процесса, снижения толщины наплавленного слоя, выборочной наплавки (наплавляются только те участки, где имеется износ) трудоемкость вибродуговой наплавки в 2,5-3 раза ниже, чем ручной дуговой.
Сущность процесса вибродуговой наплавки заключается в том, что в результате возникновения периодически повторяющихся электрических разрядов выделяется тепло, нагревающее основной и электродный металл до расплавления. Происходит перенос металла электрода на деталь и последующая кристаллизация расплавленного основного и электродного металла.
В патроне или центре станка закрепляют деталь 3, а на суппорте станка устанавливают вибродуговую головку. К детали и головке подводят ток низкого напряжения. С помощью роликов 1 электродную проволоку 2 подают к детали. Конец проволоки вибрирует в результате действия вибратора.
При вибрации электрода вследствие его прикосновения к наплавляемой детали наблюдается короткое замыкание, сила тока возрастает, а напряжение падает. При отходе электрода от детали за счет энергии магнитного поля образуются экстротоки, резко повышается напряжение и загорается электрическая дуга. Длительность горения дуги 0,002 – 0,003 с. В течение каждого цикла наблюдаются периоды: короткое замыкание, электрический разряд.
При вибродуговой наплавке необходимо обеспечить четкую вибрацию электрода, что позволяет систематически замыкать и размыкать электрод с деталью и дает возможность наплавлять металл при низком напряжении источника тока, стабилизирует процесс наплавки при малом напряжении.
С целью защиты расплавленного металла от взаимодействия с окружающей средой вибродуговую наплавку можно выполнять под флюсом, в среде защитных газов. Большое распространение получила наплавка с применением жидкости. Жидкость, подаваемая в зону контакта, обеспечивает защиту жидкого металла и закалку наплавленного слоя, охлаждает наплавляемую деталь и уменьшает зону термического влияния. Обычно в качестве охлаждающей жидкости используют 4–5-процентный раствор кальцинированной соды в воде. При наплавке проволокой с высоким содержанием углерода для предотвращения образования трещин можно применять 10–30-процентный раствор технического глицерина в проточной воде.
При восстановлении ответственных деталей используют вибродуговую наплавку с применением ультразвука. Ультразвук, воздействуя на металл в жидкой фазе, обеспечивает равномерность структуры, повышает твердость и износостойкость, увеличивает прочность детали.
Перед вибродуговой наплавкой детали очищают от ржавчины, грязи, масла, нагара металлической щеткой, наждачной шкуркой или подвергают пескоструйной обработке. Детали, имеющие большой односторонний износ, рекомендуется протачивать или шлифовать. Отверстия, шпоночные пазы заделывают медными или графитовыми заглушками, химическими твердеющими смесями. При установке деталей в патрон или центры биение их должно быть минимальным. Проверяется биение визуально по изменению расстояния между концом электрода и поверхностью вращающейся детали.
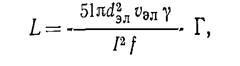
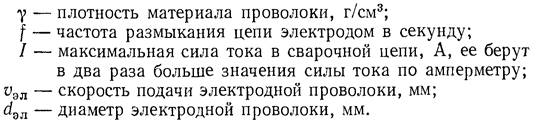
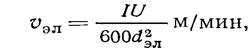
Расчет режима наплавки выполняется в зависимости от толщины наплавляемого слоя:

где

Наплавку ведут при обратной полярности тока («плюс» – на электрод), что обеспечивает лучшее качество наплавленного слоя. Напряжение на дуге должно быть 14–30 В. При напряжении ниже 14 В уменьшается тепловое воздействие дуги на металл, наблюдается непровар. Если же напряжение выше 30 В, то происходит разбрызгивание и выгорание электродного металла, значительно увеличивается зона термического влияния и деформация деталей. Для наплавки тонкостенных деталей небольшого диаметра, где нежелателен значительный нагрев детали, применяют напряжение 14–16 В. Крупногабаритные детали с износом 1,5–3 мм наплавляют при напряжении 24–28 В. При наплавке на переменном токе напряжение берут на 10–15% больше, чем на постоянном.
Оптимальные значения индуктивности зависят от частоты вибрации электрода, напряжения на дуге, силы тока в цепи и других факторов. При малой индуктивности появляется холостой ход в каждый период вибрации электрода, снижается устойчивость процесса наплавки, а при слишком большой нарушается стабильность процесса наплавки и увеличивается разбрызгивание металла. Поэтому величину дополнительной индуктивности в каждом отдельном случае приходится определять экспериментально или рассчитывать по формуле:
При применении сварочных преобразователей тока необходимость в дополнительной индуктивности отпадает, так как сам источник питания имеет достаточную индуктивность.
Скорость подачи проволоки зависит от мощности источника питания и диаметра электродной проволоки.
![]()
С увеличением скорости подачи проволоки растет производительность наплавки, но одновременно повышаются потери электродного металла, ухудшается чистота слоя. Поэтому с уменьшением толщины наплавляемого слоя скорость подачи уменьшают.
Линейная скорость (скорость вращения) наплавляемой детали связана со скоростью подачи электрода.
По линейной скорости и диаметру детали можно определить частоту вращения детали.
![]()
Амплитуду колебаний электрода выбирают равной (0,7 – М, 0) daa .
Меньшим значениям напряжения на дуге соответствует меньшее значение амплитуды колебания проволоки. Вылет электрода устанавливается 10–12 мм. Для высокоуглеродистой проволоки вылет электрода должен быть больше, чем для низкоуглеродистой.
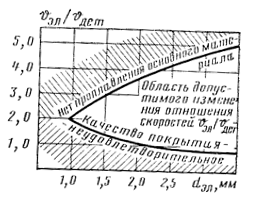
Допустимые пределы изменений отношений скоростей ![]() для различных диаметров электродной проволоки
для различных диаметров электродной проволоки
Шаг наплавки определяется шириной наплавленного валика и принимается равным 1,6 – 2,2 dan мм/об. С увеличением шага улучшается сплавление наплавленного металла с основным, уменьшается тепловое воздействие на деталь, повышается твердость наплавленного слоя. Однако при чрезмерно большом шаге появляются впадины между валиками и, как следствие ухудшается чистота слоя. С уменьшением шага наплавки валики плотно наслаиваются один на другой, а сплавление с основным металлом ухудшается, снижается твердость слоя, увеличивается нагрев детали.
В зависимости от конструкции вибродуговых головок применяется боковой или верхний подвод проволоки к детали, но в обоих случаях направление вибрации электрода должно быть перпендикулярным к касательной в точке подхода электрода к детали.
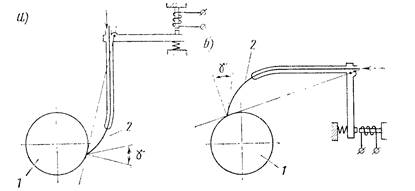
Схема подвода проволоки к детали
![]()
Благоприятно влияет на перенос металла, чистоту наплавляемого слоя уменьшение угла 7 (между осью проволоки и направлением вибрации). При вибродуговой наплавке под слоем флюса целесообразно сместить электрод от зенита детали на 2–7 мм в сторону, противоположную направлению вращения детали.
Марку проволоки выбирают в зависимости от требуемых свойств наплавленного слоя. Для получения поверхности с твердостью НВ 180–300 используют сварочную проволоку СВ-08. Более высокая твердость и износостойкость наплавленного слоя достигается применением высокоуглеродистой и легированной проволоки марок ПК, НП-40, НП-60, НП-80, ЗОХГСА, 12Х, 65Г и др. Однако следует иметь в виду, что при наплавке легированной и высокоуглеродистой проволокой увеличивается склонность к образованию трещин при закалке.
Для восстановления ответственных деталей вибродуговой наплавкой под слоем флюса или в среде углекислого газа применяют порошковую проволоку марок ПП-ЗХ2В8, ПП-Х12ВФ, ПП-4Х2В8Т, ПП-АН-1, ПП-АН-3 и др.
Детали после вибродуговой наплавки подвергают механической обработке на токарных или шлифовальных станках. Детали, наплавленные высокоуглеродистой или легированной проволокой, обычно шлифуют. Вместо шлифования можно применять электромеханический способ обработки.
Для повышения чистоты обработки, твердости, усталостной прочности после вибродуговой наплавки и предварительной механической обработки наплавляемые детали можно подвергать упрочнению накаткой. После упрочнения накаткой усталостная прочность деталей повышается на 15–35%.
К основным дефектам вибродуговой наплавки относятся низкая твердость и чистота наплавленного слоя, не сплавление между основным и наплавленным металлом, трещины, газовые поры, шлаковые включения, деформация наплавленных деталей. Контроль качества наплавленного слоя проводится в соответствии с требованиями технических условий на восстановление соответствующих деталей.
Внешним осмотром устанавливается чистота наплавленного слоя, наличие крупных трещин, открытых пор. Внешний осмотр сопровождается измерением и определением степени деформации восстановленной детали.
На приборах-твердомерах после чистовой обработки наплавленного слоя определяют твердость.
Наличие в слое трещин, газовых пор, шлаковых включений можно выявить методом травления шлифованной поверхности наплавленного слоя 10–20-процентным водным раствором азотной кислоты, а также методом магнитной дефектоскопии, используя магнитоэлектрические дефектоскопы МЭП, М-217 и др.
Для более полной оценки качества наплавки применяется металлографический анализ, позволяющий не только обнаружить внутренние дефекты в наплавленном слое и зоне термического влияния (непровары, трещины, газовые раковины, шлаковые включения), но и определить их размеры, установить место расположения. Металлографический анализ позволяет установить характер макро- и микроструктуры наплавленного слоя и зоны термического влияния.
Для выявления внутренних дефектов широкое распространение получил метод ультразвуковой дефектоскопии.
Газопрессовая сварка. В практике машиностроения и ремонтного производства газопрессовая сварка углеродистых сталей стала применяться в СССР с 1946 г. Однако газопрессовая сварка легированных сталей до последнего времени не была изучена и потому не производилась.
Ввиду все большего применения конструкционных легированных сталей на железнодорожном транспорте встал вопрос об исследовании сварки легированных сталей, отработке оптимальных режимов сварки и термообработки и внедрении ее в производство. Положительный опыт газопрессовой сварки деталей из углеродистой легированных и разнородных сталей накоплен на Даугавпилсском, Воронежском, Смелянском ремонтных заводах МПС.
При постройке гидропередач в основном применяются хромоникелевые, хромистые, хромокремнистые и хромомарганцовистые стали.
Детали гидропередач, имеющие местный износ или повреждения в пределах, допускаемых правилами ремонта, ремонтируются посредством восстановления изношенных мест наплавкой или гальваническим наращиванием с последующей механической обработкой. Если местный износ или повреждение детали выходит за допускаемые размеры, то она должна быть заменена новой или же отремонтирована путем замены изношенной части. В последнем случае изношенная часть детали отрезается и взамен ее приваривается новая с последующей обработкой по чертежу и техническим условиям.
При ремонте деталей гидропередачи как в заводских, так и в деповских условиях наиболее рационально применять газопрессовую сварку в пластическом состоянии металла.
Сварка в пластическом состоянии обеспечивает высокое качество, так как в этом случае по месту сварки не возникает дефектов, связанных с переходом металла из твердой фазы в жидкую и обратно: усадочных, раковин, газовых пор, рыхлости и трещин.
При газопрессовой сварке все параметры (величина осадки, усилие прессования, амплитуда колебания горелки, давление горючего газа и кислорода) легко управляемы и постоянно контролируются; длина свариваемой детали может быть легко выдержана, так как ее осадка может быть точно отрегулирована ввиду того, что производится безударно, на строго заданную величину. Положительным при газопрессовой сварке является и то, что процесс ведется под защитой газового пламени регулируемого состава.
Газопрессовая стыковая сварка в пластическом состоянии металла является наиболее приемлемой для сварки валов и других деталей гидропередачи, изготовленных из легированных сталей, так как дает соединение высокого качества, не требует сложного дорогостоящего оборудования и материалов.
Метод газопрессовой сварки в пластическом состоянии металла заключается в соединении свариваемых частей, нагретых в месте их стыкования до 1150–1200°С (для стали) и подвергаемых постоянному сдавливанию.
Подготовленные к сварке два стержня зажимают в захватах станка, центрируют и усилием Р, передаваемым подвижным захватом, сжимают друг с другом. После этого место стыка нагревают пламенем газокислородной многопламенной горелки, в патрубки которой К и А подают кислород и горючий газ. Для равномерного нагрева свариваемых частей и предотвращения оплавления поверхности металла горелку приводят в колебательное движение. Чтобы не допускать перегрева горелки, через патрубки В подводят и отводят охлаждающую воду.
При нагреве металла до пластического состояния концы свариваемых частей под действием сил Р осаживаются, в месте сварного стыка появляется утолщение. Процесс продолжается до тех пор, пока осадка под действием силы Р не достигнет заданной величины.
В гидравлических передачах тепловозов наиболее металлоемкими деталями, изготовляемыми из легированных сталей, являются валы. Вместе с тем они, имея круглое сечение, являются наиболее технологичными для восстановления или изготовления вновь с помощью газопрессовой сварки.
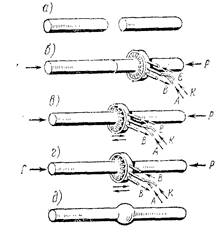
Схема газопрессовой сварки
Для экономии дорогостоящих легированных сталей большое значение может иметь применение газопрессовой сварки не только для восстановления изношенных деталей, но и для изготовления новых деталей из разнородных сталей. Например, шлицевые валы гидропередачи изготовляют из сталей 38ХС и 45ХН для того, чтобы обеспечить более высокую долговечность быстро изнашиваемой шлицевой части вала. В то же время остальная часть вала, как правило, работает в менее напряженных условиях и может быть выполнена из простой углеродистой стали.
Для обеспечения высококачественного соединения свариваемых частей при газопрессовой сварке необходимо строгое соблюдение режима сварки, который характеризуется мощностью пламени и амплитудой колебания горелки, усилием прессования, величиной осадки. Температура при газопрессовой сварке является одним из важнейших факторов, влияющих на механические свойства металла и его пластичность. В зависимости от температуры нагрева свариваемого металла идут процессы диффузии, аллотропические превращения, изменения величин зерна, окислительно-восстановительные и другие процессы и явления, влияющие на качество сварки. Температура нагрева зависит от мощности пламени горелки, которая подбирается таким образом, чтобы процесс сварки шел быстро, но без перегрева поверхностных слоев металла, с обеспечением равномерного нагрева металла по всему сечению свариваемого изделия.
Важную роль в обеспечении качества сварного соединения играет давление прессования. Давление обеспечивает плотное прилегание стыкуемых поверхностей, разрушает пленки окислов и загрязнений, вызывает пластическую деформацию, в процессе которой происходит рекристаллизация в зоне сварки. Рекристаллизация ведет к образованию новых кристаллов, что является основой механизма свариваемых частей.
Давление прессования существенно влияет на процессы адгезии (схватывания) и диффузии, имеющие место при газопрессовой сварке в пластическом состоянии. Обеспечивая плотное прилегание стыкуемых поверхностей, оно препятствует образованию и росту микропор, создает лучшие условия для роста зерна и улучшает процесс схватывания.
Однако повышение давления прессования вызывает увеличение деформации кристаллической решетки стыкуемых участков металла и тем самым препятствует процессам диффузии, замедляет их. Чрезмерное повышение давления вызывает ускоренную деформацию, при этом сварка завершается в момент, когда металл еще не нагрет до нужной температуры, что ведет к низкому качеству сварного соединения.
Повышение температуры и увеличение давления прессования создают предпосылки для усиления деформации металла, а величина амплитуды колебания горелки влияет на величину объема разогреваемого до пластического состояния металла и степень равномерности прогрева металла по всему свариваемому сечению. Объем нагретого металла определяет объем деформируемого при осадке металла и должен быть выбран таким, чтобы при сварке не получилось продольного изгиба свариваемых деталей, что может быть при больших амплитудах. При малой амплитуде колебания горелки внутренние слои металла не нагреются до нужной температуры и сварка не произойдет. Нагрев металла не должен быть слишком сосредоточенным, что зависит от мощности горелки и амплитуды колебания.
Нагрев и деформация в малом объеме могут вызвать не провар ввиду того, что нагретый до пластического состояния металл будет как бы выдавлен усилием прессования до соприкосновения с непрогретым до нужной температуры металлом. При высокой температуре и малом объеме нагретого металла деформация происходит так, что вызывает резкий поворот волокон. В таком случае механические свойства металла в месте стыка снижаются. На степень поворота волокон прокатки также влияет деформация металла, зависящая от величины осадки, которая является одним из основных параметров в технологии газопрессовой сварки и наряду с температурой и удельным давлением прессования определяет качество сварного соединения.
Механические свойства прокатанных и кованых сталей поперек волокон значительно ниже, нежели вдоль волокон. Поэтому деформация металла свариваемых изделий в зоне осадки должна быть такой, чтобы не допустить резкого поворота (искривления) волокон прокатки по отношению к продольной оси изделия. Это обстоятельство должно учитываться при выборе величины осадки свариваемого изделия, амплитуды колебания горелки.
Однако чрезмерное увеличение объема нагретого до пластического состояния металла также нежелательно, так как при этом увеличивается зона термического влияния, продолжительность сварки, снижается производительность, растет расход газов.
Качество сварки в значительной степени зависит от качества подготовки стыкуемых поверхностей. Степень перпендикулярности поверхности к продольной оси свариваемого изделия, класс шероховатости обработки, наличие окисных пленок и загрязнений существенно влияют на процесс диффузии, адгезии, на весь механизм получения неразъемного соединения.
Установлено, что с повышением класса шероховатости и уменьшением загрязнений и окисных пленок качество сварки улучшается. Однако имеются сведения, что излишне высокая чистота стыкуемых поверхностей приводит к снижению пластичности и вязкости металла сварного соединения. Необходимый класс шероховатости стыкуемых поверхностей, как правило, обеспечивается обработкой на металлорежущих станках, окисные пленки и загрязнения удаляются механическим путем и промывкой растворителями.
В процессе газопрессовой сварки металл нагревается до высоких температур, близких к линии ликвидуса, следовательно, претерпевает структурные изменения, которые происходят не только в месте сварки, но и во всем нагреваемом объеме и выражаются в росте зерна металла.
Для измельчения зерна, снятия внутренних напряжений, выравнивания структуры применяют термическую обработку, в результате которой улучшаются структура и механические свойства металла в месте стыка и в зоне термического влияния.
Проведенными исследованиями свойств металла сварных соединений деталей, изготовленных из сталей 20ХНЗА, 12ХНЗА, 45ХН и 38ХС, установлено, что оптимальным режимом газопрессовой сварки, обеспечивающим требуемое качество сварного соединения, является следующий:
Давление горючего газа на входе в горелку 0,35 кгс/см2
Давление кислорода……… 5,0»
Удельное давление усилия прессования. 1,5–1,75 кгс/мм2
Величина осадки………. 0,4 – r 0,5 d
Размах колебания горелки……. 0,5 d
Здесь d – диаметр свариваемого вала.
На этих же режимах сваривают разнородные конструкционные стали – углеродистые с хромоникелевыми.
При газопрессовой сварке однородных углеродистых и легированных сталей горелка перед зажиганием и включением колебательных движений устанавливается по стыку. При таком расположении горелки при сварке разнородных сталей (углеродистая плюс хромоникеле-вая) шов как бы смещается от наибольшего диаметра сварочного утолщения в сторону части из легированной стали, что является нежелательной. При сварке углеродистых сталей давление газов принимается таким же, как и при сварке легированных сталей. Не отличаются и удельное давление осадки и размах колебания горелки. Величина осадки принимается 0,3 d .
Сварка деталей производится на станках СГП‑8У и машины для газопрессовой свар- МГП‑11 с помощью МГП-11 горелок МГ‑10ПГ, МГ‑18ПГ и МГ‑25ПГ.
В качестве горючего газа в последнее время, кроме ацетилена, применяется природный газ или пропанбутановая смесь. Пламя горелки регулируется таким образом, чтобы в нем не было избытка кислорода. Контроль качества сварки осуществляется проверкой качества подготовки деталей под сварку и соблюдения режима сварки.
Машина для газопрессовой сварки МГП-11
При сварке углеродистых сталей сварную деталь охлаждают в станке до 400–450°С, затем снова зажигают горелку, включают механизм колебания ее и нагревают место сварки до 880-900°. После этого деталь охлаждается на воздухе.
Термообработка металла сварного соединения деталей из легированных сталей (20ХНЗА, 40Х, 45Х, 45ХН, 38ХС) заключается в местной нормализации нагревом горелкой, а также может проводиться улучшение, т.е. закалка с последующим отпуском. Нагрев под закалку и отпуск можно осуществлять пламенем горелки или в электрических печах. Температура нагрева и среда охлаждения выбираются по типовым режимам термообработки той или иной легированной стали.
После термообработки сварных деталей производится механическая обработка с соблюдением чертежных размеров и технических условий.
Сварка и наплавка деталей из алюминиевых сплавов . Ряд деталей гидропередач тепловозов изготовляется из алюминиевых сплавов. К ним относятся, например, торы и уплотнительные диски унифицированной гидропередачи, турбинные и насосные колеса гидропередачи Л-60, колеса направляющего аппарата и др. Торы и уплотнительные диски изнашиваются по уплотняющим поверхностям, а турбинные и насосные колеса – по торцовым поверхностям за счет сближения колес в процессе эксплуатации. Указанные детали изготовляют из алюминиевого сплава марки АЛ‑4 (ГОСТ 2685–63).
Алюминиевые сплавы обладают специфическими свойствами, которые обусловливают сравнительную сложность осуществления процессов их сварки и наплавки. Существенные затруднения возникают в связи с наличием на сплавах окисной пленки. Обладая высокой температурой плавления, окисная пленка не расплавляется в процессе сварки и покрывает металл, затрудняя образование общей сварочной ванны и сплавление ее с основным металлом, и попадая в шов, становится неметаллическим включением. Будучи малопластичной, окисная пленка внутри шва может способствовать образованию трещины.
Окисную пленку удаляют перед началом производства сварочных или наплавочных работ механическим или химическим способами. Но ограничиться лишь этими способами невозможно из-за высокой химической активности алюминиевых сплавов – на воздухе пленка мгновенно образуется вновь. Необходимо разрушить и удалить окисную пленку в процессе самой сварки или наплавки деталей. Это достигается применением дуговой сварки с неплавящимся вольфрамовым электродом в среде защитных газов.
Разрушение и удаление из сварочной ванны окисной пленки под действием дуги происходят в те полупериоды, когда деталь является катодом. Движущиеся с большой скоростью положительные ионы бомбардируют поверхность сварочной ванны, разрушают пленку, оттесняя ее к краям сварочной ванны, путем так называемого катодного распыления. Для того чтобы предупредить дополнительное окисление металла сварочной ванны, а при высоких температурах окисление происходит весьма интенсивно, применяется защитная среда в виде потока в сварочную ванну инертного газа аргона.
При сварке алюминия наблюдается также образование пористости в наплавленном металле. Основной причиной появления пор является присутствие водорода. В отличие от других газов водород обладает способностью растворяться в алюминии, т.е. поглощаться и удерживаться в объеме металла. Главным источником проникновения водорода в металл является влага, которая может быть в атмосфере, в защитном газе, в поверхностной окисной пленке. Образованию пор способствует также водород, уже растворенный в металле детали и сварочной проволоке.
По мере остывания наплавленного слоя растворимость водорода в металле резко падает, поэтому он стремится выделиться в виде газовых пузырей. Пока позволяет вязкость металла, эти пузыри всплывают. После кристаллизации не успевшие всплыть газовые пузыри остаются в металле в виде неплотностей – газовой пористости.
Для уменьшения пористости следует, прежде всего, строго соблюдать тепловой режим наплавки и сварки. Детали большой толщины и крупногабаритные перед наплавкой и сваркой следует подогревать, с тем, чтобы увеличить продолжительность существования жидкой ванны и этим самым создать условия для наиболее полного выделения водорода из металла. Детали малой толщины следует, наоборот, охлаждать в процессе наплавки или сварки, с тем, чтобы увеличить скорость кристаллизации металла шва. Это достигается, например, путем наплавки детали, уложенной на массивную медную подкладку.
Следующей особенностью алюминиевых сплавов является склонность наплавленного металла к образованию трещин. Основной причиной появления трещин следует считать деформации в металле шва в период его кристаллизации в результате неравномерного распределения температур. К трещинообразованию склонны детали крупногабаритные и сложной конфигурации. Для предупреждения появления трещин могут быть приняты как технологические, так и металлургические меры.
К технологическим мерам, прежде всего, следует отнести правильный выбор температурных режимов. Для более равномерного распределения температуры во время сварки и наплавки деталь вначале подогревают до 200–300° С. После окончания сварки или наплавки такие детали устанавливают в термостаты, где происходит их медленное охлаждение. Термостат может представлять собой металлический ящик с плотно закрывающейся крышкой, в котором исключается любое движение воздушной массы и обеспечивается равномерное охлаждение детали по всей поверхности. Появление трещин можно предотвратить также правильным выбором порядка нанесения валиков при наплавке или же выбором определенной схемы заполнения разделки шва.
Наиболее эффективной металлургической мерой предотвращения трещин является правильный выбор присадочного металла. Лучшей в этом отношении присадочной проволокой является проволока типа Св-АК5.
Для производства наплавочных и сварочных работ на деталях из алюминиевого сплава широко применяются специализированные электросварочные установки типа УДАР, с помощью которых производится сварка или наплавка неплавящимся электродом в среде защитного газа переменным током.
Существуют установки УДАР-300 и УДАР-500, у которых соответственно номинальный сварочный ток 300 и 500 А. В настоящее время промышленность выпускает более совершенные установки типов УДГ-300 и УДГ-500. Установка УДАР-300 состоит из источника питания (трансформатора с дросселем), шкафа управления, головок и газового баллона с редуктором. Однофазный понижающий трансформатор служит для получения напряжения 60–65 В, необходимого для возникновения и поддержания электрической дуги. В момент горения дуги при сварочном токе 300 А напряжение дуги 17–18 В, при токе 100 А – 25 В.
Дроссель насыщения служит для регулирования сварочного тока. Он имеет две ступени регулирования, переключение которых производится путем перестановки перемычек на доске зажимов дросселя. В пределах каждой ступени регулирование тока плавное.
В шкафу управления размещены основные узлы электрической схемы установки, важнейшими из которых являются:
стабилизатор горения дуги–устройство, обеспечивающее устойчивое горение дуги; сварочный контактор для подключения первичной обмотки сварочного трансформатора к сети;
Феррорезонансный стабилизатор напряжения, обеспечивающий надежную работу стабилизаторов горения дуги при понижении напряжения сети;
Осциллятор предназначен для возбуждения дуги без замыкания электрода на деталь;
Батарея конденсаторов, включенная последовательно в сварочную цепь, для компенсации постоянной составляющей сварочного тока;
Газовый клапан, который обеспечивает подачу аргона в зону дуги за 0,15 – 3,8 с до начала сварки и прекращение подачи аргона после окончания сварки через 2–5,5 с.
Установка УДАР-300 имеет сварочные головки двух размеров, УДАР-500 – трех размеров, рассчитанные на сварку различным током. На практике указанных типоразмеров головок недостаточно для наплавки и сварки деталей сложной конфигурации. Появляется необходимость в изготовлении горелок специальных типов и размеров.
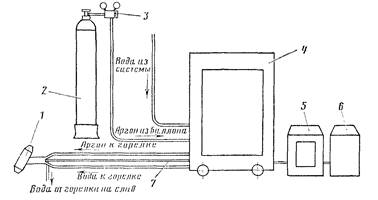
Схема установки удар

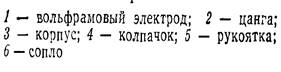
Головки представляют собой металлический корпус, в котором укрепляется цанга для зажима вольфрамового электрода. Цанги делаются съемными для установки электродов различного диаметра (от 2,1 до 6,1 мм). На корпус надевают керамическое кристаллокорундовое сопло. Сопла также съемные с различным внутренним диаметром для прохода вольфрамового электрода и аргона. К корпусу прикреплена полая рукоятка, изолированная от токоведущих частей и от корпуса. Внутри рукоятки проходят резиновые шланги для подвода и отвода охлаждающей воды, а также токопровод.
Подготовка к сварке деталей и сварочной проволоки сводится к удалению с их поверхности окисной пленки, влаги, загрязнений.
Присадочная проволока разматывается из бухты и разрезается на стержни необходимой длины. После этого очищается от консервационной смазки в горячей воде (температура 80–90° С), затем производится ее химическая обработка по следующей технологии:
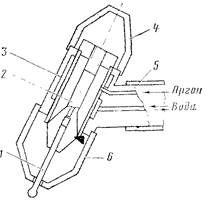
Схема горелки
а) травление в 5-процентном растворе каустической соды NaOH при 60°С в течение 2 мин:
б) промывка в холодной воде в течение 20 мин;
в) осветление в 15-процентном растворе азотной кислоты при 60-65°С в течение 2 мин;
г) промывка в теплой воде, затем в холодной проточной воде;
д) сушка при температуре не ниже 60°С до полного удаления влаги.
Очищенную проволоку можно брать только в чистых рукавицах, чтобы не загрязнить и не нанести на поверхность проволоки жировых пятен.
Химически обработанная и высушенная сварочная проволока не всегда может быть сразу же использована для наплавки и сварки. Со временем она покрывается все более толстым слоем окисной пленки, что недопустимо, поэтому хранить ее необходимо в специальном плотно закрывающемся шкафу или ящике. Срок хранения обработанной проволоки диаметром 4-5 мм обычно устанавливается до трех суток.
Поверхность алюминиевых деталей под наплавку желательно обрабатывать химическим путем подобно обработке сварочной проволоки. Если же это не выполнимо, то можно применить и механический способ. Поверхность деталей при этом предварительно протирают ацетоном или уайт-спиритом до полного удаления жировых остатков, а затем очищают в зависимости от габаритов и конфигурации деталей обработкой на станке или вручную с помощью металлических щеток и шаберов.
Технология разделка трещин при сварке деталей из алюминиевых сплавов аналогична технологии при разделке трещин в стальных деталях. Форма разделки должна быть со скругленными кромками. Предпочтение следует отдавать двусторонней разделке трещин. Трещины в стенках деталей толщиной до 6 мм заваривают без разделки.
Приступая к наплавке или сварке, необходимо прежде всего установить режим сварочного тока и подготовить сварочную головку. При наплавке толстостенных деталей сварочный ток устанавливают 250 – 300 А, тонкостенных 130 – 180 А и менее. В процессе наплавки ток корректируется.
Диаметр вольфрамового электрода выбирают в зависимости от применяемой силы сварочного тока. При силе тока 50 – 150 А применяют электрод диаметром 2–3 мм; при 150 – 210 А – 4 мм и при 210 – 300 А – 5–6 мм. Вольфрамовый электрод зажимают в цанге головки таким образом, чтобы вылет его от кромки сопла составлял 3–6 мм в зависимости от диаметра электрода.
При наплавке ось головки должна быть наклонена в сторону, противоположную направлению наплавки на угол 15-20°. Угол между осью вольфрамового электрода и присадочным прутком должен составлять примерно 90°.
Наплавку производят таким образом, чтобы каждый предыдущий валик находился в зоне действия защитного газа.
При заварке глубоких трещин возникает необходимость многослойного наложения швов. В этом случае для предотвращения возникновения несплошностей в сварочном шве следует каждый предыдущий валик тщательно очищать металлической щеткой от окисной пленки и шлаковых отложений.
При восстановлении алюминиевых деталей наплавкой валики наплавляемого слоя нужно располагать таким образом, чтобы уменьшить деформацию восстанавливаемой детали.
Контроль качества сварки осуществляется внешним осмотром, лабораторными испытаниями образцов, гидравлическим испытанием.
Хромирование. Хромирование занимает преимущественное место из числа известных методов восстановления деталей, так как дает возможность одновременно с восстановлением размеров повысить надежность работы и срок службы деталей.
Хромирование производится в ванне, имеющей двойные стенки, промежуток между которыми заполнен паро-водяной смесью для поддерживания требуемой температуры электролита. Для удаления газов и паров предусмотрена бортовая вентиляция. Внутренние стенки ванны футеруются свинцом или винипластом. Ввиду низкой теплопроводности винипласта обогрев и охлаждение электролита осуществляются с помощью змеевика из свинцовых или титановых труб.
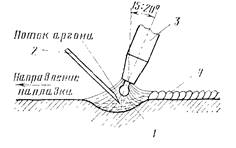
Схема дуговой наплавки в среде аргона
![]()
5. Проверки при монтаже
На верхний корпус гидропередачи устанавливают привод реверса и режимов (сервоцилиндры). Ставят фиксирующие цилиндрические штифты, сервоцилиндры закрепляют на корпусе болтами, которые стопорят проволокой. Установив привод реверса и режима на гидропередаче, производят: 1) регулирование выхода подвижной муфты; 2) регулирование механической блокировки; 3) проверку работы фиксаторов; 4) испытание сервоцилиндров сжатым воздухом.
Регулирование выхода муфты включает в себя две основные операции: 1) проверку биения шейки вала при включенных режимах; 2) нанесение контрольных рисок положения муфты в нейтрали и во включенном положении.
Биение шейки вала проверяют так. Окружность муфты и вала разбивают на четыре равные части и наносят карандашом риски. Устанавливают магнитную стойку с индикаторной головкой в положение 0 и подводят ножку индикатора к поверхности шейки вала. Поворачивая муфту через шестерню, проверяют биение в четырех положениях вала через каждые 90°, а затем поворачивают на такой же угол вал. При каждом повороте на 90° риски вала и муфты должны совпадать.
Биение шейки вала допускается не более 0,4 мм без учета зазора в зубьях.
Для нанесения рисок положений подвижной муфты для гидропередач мощностью 750 л. с. ее устанавливают в положение «Включено»; при этом торцы зубьев шестерни и муфты должны совместиться, что проверяют визуально. Затем замеряют расстояние от торца поверхности диаметром 48 мм вала до торца стакана (размер аг на рис., замеряют фактическую толщину крышки привода от плоскости прилегания ее к стакану до плоскости привертывания крышки вместе с прокладкой (размер а2 ), примерная величина этого размера должна быть 121 мм. Разность размеров а2 – – ах = а3 соответствует включенному положению муфты. В этом положении строго через центр вала на зубчатом торце вала наносят риску, а затем эту риску переносят на крышку привода. К размеру а3 прибавляют 72 мм; полученное расстояние а4 соответствует положению муфты в нейтральном состоянии.
Прибавив к размеру а4 еще 72 мм, получают размер а5 , соответствующий второму включенному положению муфты. Определив все эти размеры, крышку привода с прокладкой закрепляют окончательно. Соединяют вал подвижноймуфты с рычагом и последний заштифтовывают. При установлении подвижной муфты в нейтральное н во второе включенное положение также наносят на торец вала и крышку привода соответствующие контрольные риски.
Регулировкамеханической блокировки реверса. Подвижную муфту устанавливают в нейтральное положение и проверяют нейтральное положение сервоцилиндров. При этом конусные поверхности блокировочных стержней должны касаться боковых поверхностей выемок секторов, зазор между ними допускается не более 0,3 мм. Регулирование производят за счет изменения толщины прокладок. После установки нейтрали регулируют длину стержня блокировки. При включении муфты в одно из рабочих положений один конец стержня должен установиться в паз сектора, а другой – против выступа сектора второго сервоцилиндра. Между концом стержня и выступом сектора должен бытьзазор 0,05–0,8 мм.
Длину стержня регулируют за счет ввертывания или вывертывания упора стержня. После регулировки вывертывают технологические болты, поставленные во время сборки привода реверса, ставят сборочные болты и стопорят их проволокой.
Проверка системыфиксаторов – штоков сервоцилиндров. Муфту реверса или режима устанавливают в одно крайнее положение «Включено», затем в другое включенное положение. При каждом включении стержень фиксатора должен западать в паз зубчатой рейки. Входить в паз рейки и выходить из него фиксатор должен свободно, без заеданий. Если эти требования не выполняются, регулирование производят способом, описанным в гл. X.
Испытание сервоцилиндров. К штуцерам подвода воздуха подсоединяют наконечники с воздушным шлангом и с помощью вентиля подаютсжатый воздух давлением 5–5,5 кгс/см2 поочередно в рабочие полости одного и другого сервоцилиндров. При подаче воздуха в сер-воцилиндр должна включаться соответствующая муфта и срабатывать система блокировки.
Проверку работы сигнализатора и конечных выключателей производят во время обкаточных испытаний.
После испытания на корпус сервоцилиндров устанавливают таблички, соответствующие положениям муфты. При нейтральном положении подвижных муфт отмечают положение полумуфт нижних валов нанесением рисок на валу и полумуфтах. Одновременно с проверкой работы сервоцилиндра определяется суммарный люфт от поршня до рычага, который допускается не более 2,5 мм.
6. Техническая характеристика УГП
7. Безопасность при ремонте механизма УГП
При ремонте оборудования каждый должен знать технику безопасности.
Перед началом работы следует привести в порядок спец одежду: застегнуть обшлага рукавов, заправить одежду и застегнуть ее на все пуговицы, надеть каску.
Осмотреть рабочее место, убрать все, что может помешать при работе.
Рабочее место не должно быть загромождено деталями и другими материалами. Также требуется осмотреть рабочий инвентарь: на ручках инструментах не должно быть задир, заусенцев, трещин и т.д.
Требования безопасности во время работы
Во время работы разборку и сборку гидропередачи производить только на оборудованных позициях.
При разборке запрещается кидать съемные детали на пол. Каждую деталь снимать только спец оборудованием. При работе напильником, зубилом только при надетых очках.
Категорически запрещается хранение запасных частей возле электрощита.
Управлять ремонтными машинами, производить мойку гидропередачи в моечной машине имеют право только работники, обученные и испытанные в знании правил техники безопасности, при эксплуатации данных механизмов.
Запрещается выполнять слесарные работы на гидропередаче во время производства электросварочных работ.
Приямки для размещения тары для мусора и металлолома содержать закрытыми, открывать только при их загрузке.
При выполнении электросварочных работ на ремонте гидропередач для предупреждения воздействия лучей дуги на слесарей, рабочее место должно быть ограничено переносной ширмой или щитком.
Требования безопасности в аварийных ситуациях.
При любой неисправности механизмов, угрожающих безопасности труда работников обрыва заземления, при повреждении подводящих кабелей и других неисправностях произвести выключение механизма доложить мастеру и не приступать к работе до устранения неисправности.
При возникновении возгорания на участке, работники должны немедленно приступить к тушению очага возгорания первичными средствами пожаротушения. Если же очаг возгорания своими силами потушить не возможно, следует вызвать пожарную охрану и поставить в известность администрацию предприятия.
Требования безопасности по окончании работ.
По окончании электросварочных работ или во время технологических перерывов сварочное оборудование должно быть выключено.
Отключить ремонтные машины и другие механизмы и оборудование.
Привести в порядок рабочее место.
Убрать инструмент и приспособления в установленные места.
Сообщить обо всех замечаниях во время работы неполадках руководителю работ.
8. Организация производственных участков
В основу организации производственных участков цехов, производящих ремонт тепловозных гидропередач, как и других цехов локомотиворемонтных предприятий, следует принимать их специализацию по технологическому или предметному направлению.
Технологическое направление предполагает специализацию участков по стадиям процесса, или по однородным работам. При этой специализации участки, выполняя однородные по своему характеру работы, не выдают завершенной продукции в виде готовых узлов или агрегатов. Вэтом случае усложняется оперативное планирование производства, но обеспечивается лучшее использование оборудования.
Предметное направление более прогрессивное и выражается в специализации участков по определенным узлам изделия. На каждом таком участке выполняется весь комплекс работ, необходимый для полного ремонта, сборки и испытания соответствующего узла и выдачи его в окончательно готовом виде.
Предметная специализация участков, обеспечивая комплектность и завершенность продукции, повышает ответственность руководителей за ее своевременную выдачу и качество и облегчает оперативное планирование производства. Однако необходимость наличия на предметном участке полного комплекта оборудования для выполнения всего комплекса разнообразных работ независимо от недостаточной загрузки отдельных его типов понижает коэффициент использования оборудования.
Технологическое направление специализации производственных участков свойственно в большей мере единичному и мелкосерийному производству, а предметное – крупносерийному и массовому.
В цехах локомотиворемонтного производства с учетом его специфики обычно существуют параллельно как технологические, так и предметные участки с преобладанием тех или других в зависимости от масштабов производства и уровня его специализации.
Согласно цех имеет следующие производственные участки.
А. С технологической специализацией
1. Разборочный, выполняющий общую разборку гидропередачи, а также мойку ее составных частей и узлов.
2. Сварочный, выполняющий сварочные и наплавочные работы для всех участков цеха.
3. Механический, на котором сосредоточено основное станочное оборудование цеха для обработки всех ремонтируемых и восстанавливаемых деталей гидропередачи.
4. Сборочный, выполняющий общую сборку гидропередачи.
5. Испытательная станция, производящая испытания гидропередачи в сборе, а также ее отдельных узлов: реверса, осевых редукторов и т.д.
Б. С предметной специализацией
1. Корпусной участок, выполняющий работы по ремонту корпусов и верхней крышки гидропередачи.
2. Участок главных валов, производящий разборку гидравлической части передачи, освидетельствование и ремонт всех ее деталей и сборку гидротрансформаторов на главном валу.
3. Участок передаточных валов, выполняющий работы по разборке, освидетельствованию, ремонту и узловой сборке входного, вторичного, реверсивного и раздаточного валов.
4. Участок масляных насосов и автоматики, на котором выполняется весь комплекс работ по разборке, ремонту и сборке масляных насосов, золотниковой коробки, вентилей, клапанов и т.д.
5. Редукторный, выполняющий разборку, освидетельствование, ремонт и сборку осевых редукторов.
Во главе перечисленных производственных участков находятся в зависимости от объема выполняемых работ мастера или бригадиры. Под
руководством одного мастера должно находиться не менее 25 рабочих. Исключение допускается для участков, выполняющих особо сложные и точные работы.
При значительном объеме работ на производственном участке создается несколько специализированных рабочих бригад.
В случае одновременного ремонта на предприятии тепловозов с гидравлической и электрической передачей в цехе гидропередач целесообразно сосредоточить также и ремонт всех гидравлических и механических редукторов и гидронасосов, устанавливаемых на тепловозах с электрической передачей.
В состав станочного оборудования входят горизонтально-расточные, фрезерные, токарные, шлифовальные и сверлильные станки.
Нестандартное технологическое оборудование подбирается на каждый производственный участок по соображениям комплектности.
В приложении 2 приведен примерный перечень основного оборудования цеха гидропередач.
Для обеспечения подъемно-транспортных операций цех должен располагать мостовыми кранами грузоподъемностью 10 т, монорельсами с тельферами грузоподъемностью до 0,5 т для обслуживания прямоточных линий и консольно-поворотными кранами для обслуживания отдельных рабочих мест.
Необходимое число производственных рабочих цеха рассчитывается по объему производства.
Вспомогательные рабочие составляют 15–18% производственных рабочих, а административно-технический персонал ‑ 7-8% общего числа рабочих.
Планировку цеха и производственных участков необходимо производить, руководствуясь следующими положениями:
1) производственные участки в цехе, оборудование и рабочие места на участках необходимо расставлять последовательно ходу технологического процесса, не допуская встречных и возвратных движений изделий;
2) размеры транспортных поездов, проходов и разрывы между рабочими местами и оборудованием должны соответствовать нормам охраны труда;
3) участки со специфическими условиями производства, такие, как разборочный участок или испытательная станция, следует полностью или частично изолировать от других участков цеха.
9. Перечень использования оборудования
| Наименование и тип оборудования | Модель | Техническая характеристика |
Машина моечная Пресс гидравлический Кантователь г/п ТГМЗ Подставка г/п УГП 750–1200 Приспособление для карданных валов ТГМЗ Верстак слесарный Стол-стеллаж Стеллаж для деталей Ванна керосиновая Стол решетчатый » дефектоскописта Шкаф инструментальный Кран консольный |
ММД‑125 ГАРО‑2135 ПР. 1974 00.67 ПР.2550 00.68 ПР.2689 00.68 ТЗП 81231А ТЗП 80345А ТЗП 80640А ТЗП 319299 ТЗП 80346А |
Конвейерная 40 т Р=1,7 кВт Металлоконструкция» С отсосом Высота 0,85 Металлоконструкция То же Q=lTi 1 = 5 |
Участок ремонта осевых редукторов
Кантователь осевого редуктора ТГМЗ Подставка для сборки осевого редуктора Плита поверочная Нагреватель индукционный Верстак слесарный Стол-стеллаж Стеллаж для деталей Ванна керосиновая Стол решетчатый Ванна для подогрева подшипников Подвесная кран-балка |
222 918 ПР 1540 00 66 ПР 1547 00 66 ТЗП 81231А ТЗП 80345Л ТЗП 80640А ТЗП 319299 ТЗП 80346А ТЗП 163 130 |
Р=\ 5 кВт Металлоконструкция Р=1,5 кВт Металлоконструкция То же » С отсосом h = 0,85 м Масляная Q = 0,5 т |
Сварочный участок
Станок для импульсной наплавки Установка для полуавтоматической наплавки порошковой проволокой Трансформатор сварочный Стол вращающийся Стол Однопостовой сварочный преобразо ватель Универсальный манипулятор |
КУМА‑5 ПР 2373 00 68 ПО‑500 ТЗП‑85483А ТЗП Р‑116 113 ВСС‑300 2 УСМ 1200 |
ВЦ‑325 А До 500 А Металлоконструкция С механическим приводом |
Механический участок
Токарно-винторезный станок Токарно-винторезный станок Круглошлифовальный станок Внутришлифовальный сганок Горизонтально-фрезерный сганок Вертикально фрезерный станок 6Г80 |
1К62 1Д63А 3160 А ЗА250 6Н82 6Г80 |
ВЦ = 200 мм РМЦ=300» ВЦ=300» РМЦ=1500» ВЦ=600» РМЦ=1000» Стол 1250X350 Стол 1000X380 |
Участок ремонта автоматики
Стенд для испытания пружин Стенд для испытания распредечитель ных коробок ТГМЗ Стенд для притирки зопотниковой коробки Верстак слесарный Стол стеллаж Ванна керосиновая Стол решетчатый Камера обдувочная Шкаф инструментальный |
ПР 2995 00 69 ПР2831 00 67 ПР 3231 00 69 ТЗП 81231А ТЗП 80345А ТЗП 319299 ТЗП 80346А |
Р= 100 кгс/см2 Р = 5» Металлоконструкция |
Участок ремонта корпусов
Кантователь верхней крышки УГП 750–1200 Подставка для корпусов Шкаф нагревательный Верстак слесарный Стол стеллаж Шкаф инструментальный Кран консольный |
ЛНС 154–72 ТЗП 81231А ТЗП 80345А |
Р = 1,0 кВт Металлоконструкция Р = 1,5 кВт Металлоконструкция <2 = 0,5т, 1 = 5,0 м |
Участок гидротрансформаторов
Кантователь главного вала УГП 750–1200 Ножи для статической балансировки Пресс гидравлический передвижной Нагреватель индукционный Камера обдувочная Ванна керосиновая Стол решетчатый Верстак слесарный Стол-стеллаж Стеллаж для деталей Шкаф инструментальный Кран консольный |
ПИС15 487.400 ПКБ ЦТВР №И-П6 ПИС‑18659 ЛМ 9710 ТЗП 319299 ТЗП 80346А ТЗП 81231А ТЗП 80345А ТЗП 80640А |
Р = 3; 5 кВт Металлоконструкция Р = 500 кгс/см2 Р= 1,5 кВт С отсосом Металлоконструкция Q = 0,5t, L = 5,0m |
Участок ремонта валов
Ножи для статической балансировки Пресс гидравлический Станок сверлильный Нагреватель индукционный Станок для вырубки прокладок Верстак слесарный Стол-стеллаж Стеллаж для деталей Ванна керосиновая Стол решетчатый Шкаф инструментальный |
ПКБ ЦТВР №И‑116 ПР.193Б 2А59 ПР. 1547.00 06 ПР 3263.00 69 ТЗП 812Х1А ТЗП 80345А ТЗП 80640А ТЗП 319299 ТЗП 80.346А |
Р= 10 тс 0 25 мм Р= 1,5 кВт Р = 4 кгс/см2 Металлоконструкция |
Участок общей сборки
Кантователь гидропередачи ТГМЗ Подставка г/п УГП 750–1200 Передвижная установка для прокачки масляной системы Верстак слесарный Стол-стеллаж Стеллаж для деталей Ванна керосиновая Стол решетчатый Шкаф инструментальный Кран консольный |
ПР. 1974.00.67 ПР.2550.00 68 ПКБ ЦТВР ОЛ‑9955–05 ТЗП 81231А ТЗП 80345А ТЗП 80640А ТЗП 319299 ТЗП 80346А |
Р=1,7 кВт Металлоконструкция Р = 0,5 т Металлоконструкция Q = 0,5t, L = 5m |
Испытательная станция
Стенд обкатки гидропередачи УГП 750–1200 Стенд обкатки гидромеханической передачи ТГМЗ Стенд обкатки ц/б насоса УГП 750–1200 Стенд обкатки шестеренчатых насосов Стенд обкатки осевых редукторов |
ПР. 1786.00.67 Т7805.00.63 ПР.1621.00.69 ПР.2459.00.68 ПР.2649.00.68 |
С электрическим приводом |
10. Расчет трудоемкости ремонта механизма реверса
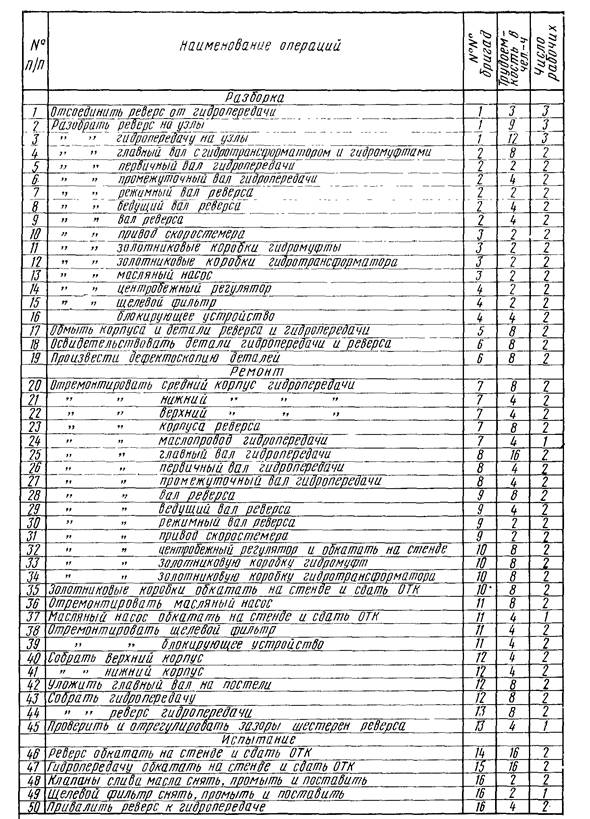
Список литературы
1.Ремонт гидравлических передач Яковлева Г.Ф «транспорт» 1975 г.
2.Тепловоз ТГ-16 правила эксплуатации «транспорт» 1976 г.
3.Ремонт механического оборудования тепловозов В.Б. Скуев 1991 г.
4.Правила технической эксплуатации тепловозов В.П. Скепский 1982 г.
Похожие рефераты:
История и развитие сварочного производства
Давно ли люди гибнут за металл и как именно закалялась сталь
Процесс сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4
Проектирование цеха ремонта поршневых компрессоров
Соединения деталей и узлов машин
Возникновение и развитие сварки
Товароведная характеристика цветных металлов и изделий из них
Инверторные источники питания для электродуговой сварки
Моделирование тепловых процессов при наплавке порошковой проволокой
Проект восстановления коленчатого вала ЗИЛ 130 с применением ультразвукового упрочнения
Технология восстановления чугунных коленчатых валов двигателей ЗМЗ-53А