| Скачать .zip |
Реферат: Разработка технологического процесса восстановления ведущей конической шестерни главной передачи
| Обозначение | Наименование | Кол. | Приме- чание | ||||||||||||
| Документация | |||||||||||||||
| Оборудование | |||||||||||||||
| 1 | 16К20 | Станок токарно-винторезный | 2 | ||||||||||||
| 2 | ОГ-11269 | Установка для вневанного железнения | 1 | ||||||||||||
| 3 | Л7007 | Ванна для нейтрализации | 1 | ||||||||||||
| 4 | Ванна для анодного травления | 1 | |||||||||||||
| 5 | Ванна с теплой водой | 1 | |||||||||||||
| 6 | Станок шлицефрезерный | 2 | |||||||||||||
| 7 | Токарно-винтореэный станок, переоборудованный для наплавки деталей | 1 | |||||||||||||
| 8 | HIS 20-60 | Установка ТВЧ | 1 | ||||||||||||
| 9 | 36155 | Шлифовальный станок | 2 | ||||||||||||
| 10 | Стеллаж для деталей | 2 | |||||||||||||
| 11 | Стол контролера | 1 | |||||||||||||
| 12 | 2Н155 | Ларь для отходов | 1 | ||||||||||||
| 13 | ВСМР-120 | Выпрямитель | 1 | ||||||||||||
| КП 109324/13 ДО - 2009 | |||||||||||||||
| Изм | Лист | № докум | Подпись | Дата | |||||||||||
| Разраб. | Круглик | Планировка участка по восстановлению поворотного кулака | Лит | Лист | Листов | ||||||||||
| Провер. | Казацкий | 1 | 1 | ||||||||||||
| 1-08.01.01БНТУ г. Минск | |||||||||||||||
| Н. контр. | |||||||||||||||
| Утверд. | |||||||||||||||
Белорусский национальный технический университет
Автотракторный факультет
Кафедра “Техническая эксплуатация автомобилей”
КУРСОВОЙ ПРОЕКТ
по дисциплине: «Технология производства и ремонта автомобилей»
тема: «Разработка технологического процесса восстановления ведущей конической шестерни главной передачи автомобиля ГАЗ-53»
Исполнитель: студент 5 курса гр. 109324
_______________ Круглик М.Л.
Руководитель: _______________ Казацкий А.В.
Минск 2009
Белорусский национальный технический университет
Автотракторный факультет
Кафедра “Техническая эксплуатация автомобилей”
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту
по дисциплине: «Технология производства и ремонта автомобилей»
тема: «Разработка технологического процесса восстановления ведущей конической шестерни главной передачи автомобиля ГАЗ-53»
Исполнитель: _______________ Круглик М.Л.
студент 5 курса гр. 109324
Руководитель: _______________ Казацкий А.В.
Минск 2009
43
Содержание
Введение ……………………………………………………………………
1 Разработка технологического процесса восстановления детали……..
1.1 Характеристика условий работы детали и перечень возможных
дефектов детали………………………………………………………….…
1.2Разработка маршрута восстановления детали……………………….
1.3Расчет режимов выполнения технологических операций и
определение технических норм времени на их выполнение…………..
2 Организация рабочего места для технического обеспечения
технологического процесса………………………………………….……
2.1 Подбор оборудования, режущего и измерительного инструмента,
технологической оснастки………………………………………………..
2.2Определение программы восстановления деталей…………………
2.3Организация рабочего места восстановления деталей…….……….
3 Мероприятия по охране труда и техника безопасности…………..….
4 Оценка ремонтопригодности детали…………………………………..
5 Технико-экономическая оценка технологического процесса
восстановления детали………………………………………………….…
Заключение………………………………………………………………....
Список использованных источников…………………………………….
Приложение А – спецификация оборудование………………………….
ВВЕДЕНИЕ
Ремонт автомобилей является объективной необходимостью, которая обусловлена техническими и экономическими причинами.
Во-первых, потребность народного хозяйства в автомобилях частично удовлетворяется путем эксплуатации отремонтированных автомобилей. Во-вторых, ремонт обеспечивает дальнейшее использование тех элементов автомобилей, которые не полностью изношены. В результате сохраняется значительный объем прошлого труда. В-третьих, ремонт способствует экономии материалов идущих на изготовление новых автомобилей. При восстановлении деталей расход материалов в 20…30 раз ниже, чем при их изготовлении.
Многочисленные исследования показали, что первый капитальный ремонт, как правило, по всем слагающим экономической эффективности затрат общественного труда выгоднее приобретения нового автомобиля. Это объясняется двумя возможными обстоятельствами:
- фактические затраты на первый капитальный ремонт большинства видов машин и оборудования не превышает 30-40% их балансовой стоимости, повторные же ремонты обходятся значительно дороже;
- большинство видов машин подвергаются первому капитальному ремонту, как правило, до наступления морального износа.
Общее число деталей в современных автомобилях составляет тысячи наименований. Однако число деталей, лимитирующих их срок службы до капитального ремонта, не превышает нескольких десятков наименований. Задача заключается в том, чтобы повысить долговечность этих деталей до уровня обеспечивающего наибольшую долговечность автомобиля.
Наряду с поиском путей и методов повышения надежности, которая закладывается в конструкцию автомобиля при проектировании и внедряется в сфере производства, необходимо изыскать пути и методы для решения этой же задачи в сфере эксплуатации и ремонта. От того, как разумно будет использоваться ресурс автомобилей в эксплуатации, зависит действительный
срок его службы до капитального ремонта.
Авторемонтное производство, получив значительное развитие, еще не в полной мере, реализует свои потенциальны возможности. По своей эффективности, организационному и технологическому уровню оно еще отстает от основного производства автомобилестроения. Качество ремонта остается низким, стоимость высокой, уровень механизации достигает лишь 25…40%, вследствие чего производительность труда в два раза ниже, чем в автомобилестроении. Авторемонтное предприятие (АРП) оснащены в основном универсальным оборудованием большой степени изношенности и малой точностью. Это негативные стороны современного состояния авторемонтного производства и определяют пути его развития.
1 Разработка технологического процесса восстановления
детали
1.1 Характеристика условий работы детали и перечень возможных дефектов детали
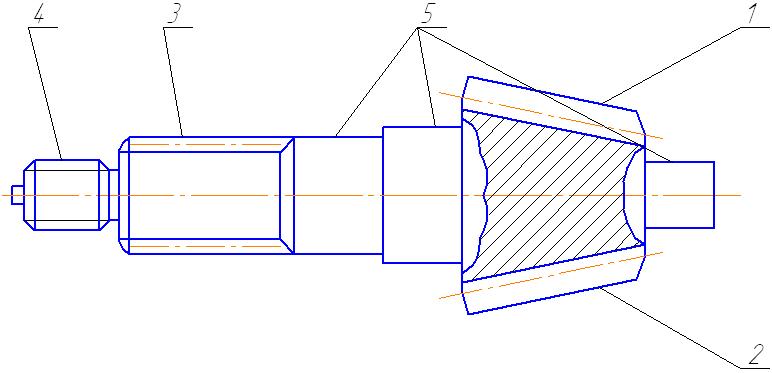
Ведущая коническая шестерня главной передачи автомобиля ГАЗ-53 служит для передачи крутящего момента двигателя, преобразованного в коробке передач. Ведущая шестерня выполняется заодно с валом. Во время эксплуатации автомобиля шестерня воспринимает значительные осевые силы, изменяющие свое направление при изменении направления вращения шестерен. Из-за этих сил изнашиваются шейки вала под подшипники. Так как шестерня всегда находится под нагрузкой при движении автомобиля, то имеет место износ и выкрашивание зубьев. По этим же причинам возникает износ шлицев по толщине. Шестерня изготовлена из стали 25ХГМ.. Сталь 25ХГМ является среднелегированной с содержанием углерода 0,25% и добавлением таких легирующих элементов как хром, марганец, магний.
Ведущая коническая шестерня главной передачи автомобиля ГАЗ-53, поступая в капитальный ремонт, может иметь следующие дефекты:
Износ зубьев по толщине и выкрашивание рабочей поверхности.
Местное выкрашивание поверхностей отдельных зубьев.
Износ шлицев по толщине.
Срыв или износ резьбы М24Ч1,5.
Износ передней и задней шеек вала под роликовый подшипник передней опоры и под роликовый подшипник задней опоры
Исходным документом для разработки технологического процесса восстановления детали является "Карта дефектовки детали" (табл.1), в которой приводятся эскиз, общие сведения о детали, перечень возможных ее дефектов, способы их выявления, допустимые без ремонта размеры отдельных поверхностей и рекомендуемые способы устранения дефектов.
Таблица 1 - Карта дефектовки детали
| Карта дефектовки детали | ||||||
| Деталь: Ведушая коническая шестерня главной передачи | ||||||
|
| Материал: Сталь 25ХГМ | |||||
Твердость: HRC 60-65 | ||||||
| Позиция на эскизе | Наименование дефектов | Способ установления дефекта и средства контроля | Размер, мм | Заключение (с указанием возможных способов восстановления) | ||
| номинальный размер | допустимый без ремонта | допустимый для ремонта | ||||
| 1 | Износ зубьев по толщине и выкрашивание рабочей поверхности | Осмотр | - | - | - | Браковать |
| 2 | Местное выкрашивание поверхностей отдельных зубьев | Осмотр. | - | - | - | Браковать |
| 3 | Износ шлицев по толщине | Штангенциркуль ШЦ 1-125 | 6-0,05 | 5,96 | менее 5,96 | Заплавить шлицевые впадины с последующим фрезерованием шлицев |
| 4 | Срыв или износ резьбы М24Ч1,5 | Осмотр. Кольцо резьбовое или сопряженная деталь | М24Ч 1,5 | - | Износ или срыв резьбы не более 2-х витков | Напыление, наплавка с последующим нарезанием резьбы, напрессовка ремонтной втулки |
| 5 | Износ передней и задней шеек вала под роликовый подшипник передней опоры и под роликовый подшипник задней опоры | Скоба индикаторная СИ 0-65 ГОСТ 11098-75 |
| 39,96 44,96 24,96 | менее 39,96 менее 44,96 менее 24,96 | Напыление, хромирование, наплавка, осталивание шеек с последующим шлифованием |
1.2 Разработка маршрута восстановления детали
Разработка процессов восстановления детали производится по маршрутной технологии, что способствует рациональному использованию оборудования, экономии энергоресурсов и исключению встречных потоков перемещения деталей по производственным участкам ремонтного предприятия.
Под маршрутной понимается технология, составленная на комплексе дефектов, а маршрутом называется последовательность выполнения технологических операций с минимальными перемещениями детали.
При разработке маршрутов восстановления деталей необходимо руководствоваться следующими принципами:
- сочетание дефектов в каждом маршруте должно быть действительным и базироваться на результатах исследования закономерностей появления дефектов данной детали;
- маршрут должен предусматривать технологическую взаимосвязь сочетаний дефектов со способами восстановления;
- количество маршрутов восстановления детали должно быть минимальным;
- восстановление деталей по маршрутной технологии должно быть экономически целесообразным и учитывать технологическую необходимость и возможность восстановления отдельных поверхностей.
Сочетание дефектов шестерни позволяет проводить их восстановление по трем маршрутам.
Маршрут №1:
Износ зубьев по толщине и выкрашивание рабочей поверхности.
Износ зубьев по толщине и выкрашивание рабочей поверхности.
Износ шлицев по толщине.
Срыв или износ резьбы М24Ч1,5.
Износ передней и задней шеек вала под роликовый подшипник передней опоры и под роликовый подшипник задней опоры.
Маршрут №2:
Износ зубьев по толщине и выкрашивание рабочей поверхности.
Износ передней и задней шеек вала под роликовый подшипник передней опоры и под роликовый подшипник задней опоры
Износ шлицев по толщине.
Маршрут №3:
Износ шлицев по толщине.
Срыв или износ резьбы М24Ч1,5.
Износ передней и задней шеек вала под роликовый подшипник передней опоры и под роликовый подшипник задней опоры
Разработка технологического процесса восстановления ведущей конической шестерни главной передачи будет произведена по маршруту №3.
Следующим этапом курсовой работы является анализ способов восстановления детали и выбор наиболее рациональных способов.
Такой дефект как износ шлицев по толщине можно восстановить наплавкой шлицевых впадин с последующим фрезерованием шлицев. Срыв или износ резьбы восстанавливается напылением,наплавкой с последующим нарезанием резьбы или напрессовкой ремонтной втулки. Износ передней и задней шеек вала под роликовый подшипник передней опоры и под роликовый подшипник задней опоры восстанавливают осталиванием шеек с последующим шлифованием.
Необходимо выбрать наиболее оптимальные методы восстановления необходимых дефектов. По чертежу детали выбирается класс и группа, к которой относится деталь по конструктивно-технологическим признакам. Восстанавливаемая деталь относится к четвертой группе деталей третьего класса. Для выбора конкурентных способов восстановления используются конструктивные и технологические характеристики деталей, учитывающие восемь наиболее важных признаков: форму, размеры, толщину покрытия, твердость поверхности, усталостную прочность материала детали, характер действующих нагрузок. На основании этих признаков определены возможные способы восстановления деталей и удельные показатели технического уровня технологии, экономической эффективности и технического уровня детали после восстановления. Проанализировав показатели долговечности по данному классу деталей после ремонта наиболее целесообразно для восстановления таких дефектов как износ шеек вала под подшипники восстанавливать вневанным осталиванием. Перед остамиванием детали придают правильную геометрическую форму при помощи механической обработки.
Технологический процесс вневанного осталивания состоит в следующем:
1. очистка деталей от грязи и масла;
2. механическая обработка – шлифовальная;
3. зачистка поверхности деталей наждачной шкуркой;
4. сборка деталей на специальные подвески;
5. изоляция мест не подлежащих железнению при небольшой его длительности, можно производить листовым целлулоидом (кинопленной), цапон-лаком или пластикатом, если длительность железннения не превышает 2-3 часа. Более надежным изоляционным материалом является хлорвиниловые пластикаты;
6. обезжиривание венской известью;
7. промывка в проточной холодной воде;
8. Анодная обработка в 30-процентном растворе серной кислоты. Анодная обработка оказывает большое влияние на прочность сцепления покрытия с основным металлом и производится с целью:
а) удаление с поверхности тончайшей пленки окислов,
б) протравливание поверхностного слоя для проявления кристаллической структуры металла,
в) пассивирование поверхности, т.е. нанесение тончайшей пассивной пленки, защищающей поверхность, подлежащую покрытию от непосредственного соприкосновения с электролитом.
Анодную обработку рекомендуется вести в электролите состава: 30-процентном H2SO4, FeSO4*7H2O 10-25 гр/л., плотность электролита 1,23.
Деталь завешивается на анод и обрабатывается в электролите при плотности тока 10-70 A/дм2 (в зависимости от материала детали) и комнатной температуры. Катодом при этом служат пластины свинца или нержавеющей стали;
9. промывка деталей холодной водой. Детали весом 3-5 кг и более рекомендуется промывать горячей водой при 80-900 С. Целью промывки является удаление остатков кислоты из всех углублений и полостей деталей при длительности прогрева от 10 сек. до 5 мин;
10. завешивание деталей, осталивание и выдержка детали без включения тока в течение 30 секунд для разрушения пассивной пленки. Для деталей, подвергающихся промывки горячей водой, операция выдержки без тока не проводится;
11. осталивание деталей;
Для уменьшения загрязнения электролита шлаком помещать аноды в чехлы из кислотной стеклянной ткани.
Верхние конца деталей должны быть ниже уровня электролита на 5-10 см. Для получения высококачественных осадков электролит необходимо подвергать филотрации. При работе в одну смену и средних режимах процессах периодичность равна 5-7 дней.
12. после осталивания проводится промывка деталей горячей водой при 80-900 С;
13. нейтрализация в 10-процентном растворе каустической соды при 80-900 С и выдержке 30 минут;
14. промывка горячей водой;
15. демонтаж деталей с подвеской и удаление изоляции;
16. контроль качества покрытия;
17. механическая обработка - шлифование деталей под требуемый размер электрокорундовым камнем НА зернистость 46-60 мкм, при обильном охлаждении. Покрытие должно быть гладким, без большого количества бугров, дентридов, разрывов, шелушения и других видов дефектов;
Чтобы восстановить рабочую поверхность зубьев необходимо установить ДРД. Дополнительные ремонтные детали обычно изготавливают из того же материала, что и восстанавливаемая деталь. Рабочая поверхность ДРД должна соответствовать свойствам восстанавливаемой поверхности детали. Для этого ДРД подвергают термической обработке.
Для определения последовательности выполнения технологических операций с раскрытием их содержания необходимо руководствуются следующими положениями:
последовательность выполнения операций должна исключать повторное поступление деталей на посты устранения дефектов;
в первую очередь устраняются дефекты поверхностей, которые являются базовыми при дальнейшей обработке детали;
затем выполняются подготовительные, восстановительные операции, черновая обработка, термическая обработка;
гальванические операции назначаются предпоследними и последними - отделочные;
однотипные операции, выполняемые при устранении различных дефектов, объединяются в одну операцию, однако необходимо учитывать, что при серийном производстве используются специальные приспособления, поэтому переустановка детали на них не всегда возможна;
совмещение черновой и чистовой обработки в одной операции и на одном и том же оборудовании нежелательно;
Последовательность операций технологического процесса восстановления шестерни можно представить в виде таблицы 2.
Таблица 2 – Технологический процесс восстановления
| Технологический процесс восстановления Наименование детали: ведущая коническая шестерня главной передачи Материал детали: I 236-1701132 – сталь 15ХГНТА II 236-1701166 – СТАЛЬ 45 Твердость рабочих поверхностей: I HRC 58-62 II HRC 56-62 Суммарное время восстановления:150,4 мин. | |||||||
| Наимено-вание дефектов | Номер опера- ции | Наименование и содержание операции | Оборудование (тип,модель) | Тех. оснастка | Режущий и измер. инстру- мент | Проф и разряд | Тш, мин |
| 1. Износ шлицев по толщине 2. Срыв или износ резьбы М241,5. 3. Износ передней и задней шейки вала под роликовый подшипник передней опоры и под роликовый подшипник задней опоры. | 005 | Токарная. Проточить резьбовой конец вала, 21 мм по всей длинне. | Станок токарно-винторезный 16К20. | Патрон 3-х кулачковый ГОСТ 2675-80 Штангенциркуль ШЦ 1-125 ГОСТ 166-80 | Проходной резец, Т16К6 ГОСТ 18879-95 | Токарь 2 | 0,46 |
| 010 | Наплавочная. Зачистить шлицы до металлического блеска. Заплавить шлицевые впадины с превышением над основной поверхностью h=0,2 мм. Наплавить резьбовую шейку вала, 270,5 мм. | Переоборудованный токарный станок с пониженной частотой вращения шпинделя | Головка для вибродуговой наплавки под слоем флюса А-580М Выпрямитель ВС-300 | Порошковая проволока ПП-АН-122. Штангенциркуль ШЦ 1-125 ГОСТ 166-80 | Сварщик 4 | 7,52 | |
| 015 | Токарная. Проточить шлицевую поверхность, 35,80,2 мм Проточить резьбовой конец вала, 240,2 Нарезать резьбу М241,5 | Станок токарно-винторезный. | Патрон 3-х кулачковый ГОСТ 2675-80 | Проходной резец, Т16К6. ГОСТ 18879-95 Резьбовой резец ГОСТ 18869-96. Микрометр. ГОСТ 6507-78 | Токарь 3 | 1,91 | |
| 020 | Шлице фрезерная. Фрезеровать шлицы. | Станок шлицефрезерный 5350 | Оправка ГОСТ 16212-70 Центра ГОСТ 13212-79 | Фреза червячная одназахадная. Калибр-кольцо на размер 6,05 мм | Фрезеровщик 4 | 13,58 | |
| 025 | Шлифовальная. Шлифовать шейки вала под подшипники до удаления следов износа и восстановления геометрической формы, : 39,70,05 ; 44,80,05 ; 24,80,05 мм. | Станок кругло шлифовальный 36151 | Центра ГОСТ 13212-79. | Круг 24А 25Н СМ2 4К1 Скоба 39,7 мм , 44,8 мм, 24,8 мм ГОСТ 18355-73 | Шлифовщик 4 | 1,14 | |
| 030 | Гальваническая. Осталивать шейки под подшипники, : 40,150,02 ; 45,150,02 ; 25,180,02 мм. | Установка для вневанного железнения на ассиметричном токе | Устройство анодное. Подвеска специальная. Загрузочное устройство. Таль,Q=0,25 т. | Электролит FeCi2 200…220; HCl 1,5 ; H2SO4 1 ; KCl 5…15 г/л | Гальваник 4 | 26,42 | |
| 035 | Термообработка. Нагреть шлицевую поверхность ТВЧ. | Установка ТВЧ | Индуктор ПЦ-135 Центра ГОСТ 13212-79 | Твердомер Роквелла 20…70 HRC ГОСТ 23677-79 | Термист 3 | 5,70 | |
| 040 | Шлифовальная. Шлифовать шейки вала в номинальные размеры, : 40 Ra 0,63 мкм. | Станок кругло шлифовальный 36151 | Центра ГОСТ 13214-79 | Круг ЭК36-60 СМ1 Скоба индикаторная СИ 0-65 ГОСТ 11098-75 Образец шероховатости Ra 0,63 ГОСТ 9378-75 | Шлифовщик 4 | 1,40 | |
| 045 | Шлицешлифовальная. Шлифовать шлицы в размер по калибру 6 Ra 0,16 мкм | Станок шлице шлифовальный 3451 | Устройство делительное | Круг 24А25Н СМ2 4К1 ГОСТ 2424-83 Калибр-кольца 5,995 мм. Образец шероховатости Ra 0,16 ГОСТ 9378-75 | Шлифовщик 4 | 1,95 | |
| 050 | Контрольная | Стол контролёра. | Подставка. | Калибр-кольца Скоба индикаторная СИ 0-65 ГОСТ 11098-75 | Контролёр 4 | 1,60 | |
1.3 Расчет режимов выполнения технологических операций и определение технических норм времени на их выполнение
Технической нормой времени называется регламентированное время выполнения технологической операции в определенных организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации.
Штучное время определяется по следующей формуле:
Тшт=То+Тд,
где То - оперативное время,мин.
Тд – дополнительное время на личные потребности(в % от оперативного), мин.
Оперативное время определяется по формуле:
То=Тм+Твсп.
Операция 005 – Токарная.
Машинное время :
Тм=К*D*L
где : K-коэфициент обтачивания
S-подача, S=0,25 мм/об
V-скорость вращения детали, V=105 м/мин
D-диаметр, D=24 мм
L-длинна обтачиваемой поверхности, L=30 мм
![]()
Тм=0,00012*24*30=0,1 мин
Тшт=Тм+Твп=0,2+0,36=0,46 мин
Операция 010 – Наплавочная.
Зачистить шлицы до металического блеска :
Тшт=2,47 мин [ 7 ]
Наплавить шлицы :
![]()
где: I-число слоёв наплавленного металла, I=3
Z-количество шлицевых впадин, Z=10
tв1- время на снятие и установку детали, tв1=0,15 мин
tв2-время на очистку 1 м, tв2=0,7 мин
![]()
Наплавить резьбовой конец вала :
![]()
Тшт=3,9+3,4+0,22=7,52 мин
Операция 015 – Токарная.
Проточить наплавленные поверхности :
К=0,00012
Тшт1=0,00012*36*105=0,45 мин
Тшт2=0,00012*27*35=0,11 мин
Нарезать резьбу :
К=0,00032
Тшт3=0,00032*24*35=0,27 мин
Тшт=Тшт1+Тшт2+Тшт3+Твп=0,45+0,11+0,27+0,36*3=1,91 мин.
Операция 020 – Шлицефрезерная.
Тшт=t0+tв1+tв2
К=0,009
tв1=0,26 мин
tв2-время подвода фрезы, tв2=1,02 мин
t0=К*L*Z=0,009*105*13=12,3 мин
Тшт=12,3+0,26+1,02=13,58 мин
Операция 025 – Шлифовальная.
Шлифовать шейки вала под подшипники :
![]()
где:h-глубина шлифования, h=0,1
f-коэфициент учитывающий условия обработки, шлифование
предварительное, f=1,25
Vd-линейная скорость вращения детали, Vd=25 м/мин
S=0,02 мм/об
tв-суммарное вспомогательное время на установку и снятие детали,
перемещение шлифовального круга, контроль размеров
tв=0,37+0,11*3+0,27=0,97 мин
![]()
![]()
![]()
![]()
Аналогично для операции 040 :
Dср=37 мм ; S=0,017 мм ; f=1,5 ; Vд=35 ; h=0,15
![]()
![]() .
.
Операция 030 – Гальваническая.
Производится восстановление посадочных поверхностей вневанным осталиванием.
Основное время на процесс осталивания :
![]() , мин
, мин
где:h-толщина слоя, h=0,25 мм
p-плотность осажденного металла, p=7,8 г/![]()
Dk-катодная плотность тока, Dk=50 А/![]()
c-электролитический эквивалент, с=1,042
-выход металла по току, =85…95 %
![]() .
.
Операция 035 – Термическая.
При операции термообработки принимается норма времени 5,7 мин.
Операция 045 – Шлицешлифовальная.
![]()
где: а-коэфициент учитывающий время обратного хода, а=1,35
t=1,29 мин
L=105 мм
V=6,5 м/мин
t=0,015 мм/дв.ход
h=0,035
Z=13
![]()
Операция 050 – Контрольная.
Тшт=1,6 мин
Значение технических норм времени для всех операций внесены в таблицу3.
Таблица 3 – Значения технических норм времени для операций
| Наименование операций | Техническая норма времени Тшт, мин |
| 005 Токарная | 0,46 |
| 010 Наплавочная | 7,52 |
| 015 Токарная | 1,91 |
| 020 Шлицефрезерная | 13,58 |
| 025 Шлифовальная | 1,14 |
| 030 Гальваническая | 26,42 |
| 035 Термическая | 5,70 |
| 040 Шлифовальная | 1,40 |
| 045 Шлицешлифовальная | 1,95 |
| 050 Контрольная | 1,60 |
| Итого: | 61,68 |
2 Организация рабочего места для технического обеспечения технологического процесса
2.1 Подбор оборудования, режущего и измерительного инструмента, технологической оснастки
Выбор оборудования, осуществляют с учетом обеспечения оптимальной производительности при условии обеспечения требуемого качества восстановления деталей. В соответствии с необходимым оборудованием по каждой операции технологического процесса осуществляется подбор технологической оснастки, режущего и измерительного инструмента.
Операция 005 – Токарная.
Данная операция предназначена для срезания резьбы с резьбового конца вала.
Оборудование: Станок токарно-винторезный 16К20
Режущий и измерительный инструмент: Проходной резец Т16К6
ГОСТ 18879-95, штангенциркуль ШЦ 1-125 ГОСТ 166-80
Операция 010 – Наплавочная.
Данная операция предназначена для заплавки шлицевых впадин и наплавки резьбовой шейки.
Оборудование: Переоборудованный токарный станок с пониженной частотой вращения
Режущий и измерительный инструмент: Порошковая проволока ПП-АН-122, штангенциркуль ШЦ 1-125 ГОСТ 166-80.
Операция 015 – Токарная.
Данная операция предназначена для проточки шлицевой поверхности и резьбового конца вала до нужного диаметра.
Оборудование: Станок токарно-винторезный 16К20
Режущий и измерительный инструмент: Проходной резец Т16К6 ГОСТ 18879-95, Резьбовой резец ГОСТ 18869-96, Микрометр ГОСТ 6507-78
Операция 020 – Шлицефрезерная.
Данная операция предназначена для фрезеровки шлицев.
Оборудование: Станок шлицефрезерный 5350
Режущий и измерительный инструмент: Фреза червячная однозаходная
Операция 025 – Шлифовальная.
Данная операция предназначена для шлифовки шейки вала под подшипники до удаления следов износа и восстановления геометрической формы
Оборудование: Станок круглошлифовальный 36155
Режущий и измерительный инструмент: Круг 24А 25Н СМ2 4К1, Скоба 39,7 мм, 44,8 мм, 24,8 мм ГОСТ 18355-73
Операция 030 – Гальваническая.
Данная операция предназначена для вневанного осталивания шеек под подшипники.
Оборудование: Установка для вневанного железнения на ассиметричном токе
Режущий и измерительный инструмент: Электролит FeCi 200...220;HCl 1,5;H2SO4 1;KCl 5...15 г/л
Операция 035 – Термическая.
Данная операция предназначена для закалки шеек под подшипники до определенной твердости.
Оборудование: Установка ТВЧ
Режущий и измерительный инструмент: Твердомер Роквелла 20…70 HRC ГОСТ 23677-79
Операция 040 – Шлифовальная.
Данная операция предназначена для шлифовки шейки вала под подшипники до номинального размера.
Оборудование: Станок круглошлифовальный 36155
Режущий и измерительный инструмент: Круг ЭК36-60 СМ1, Скоба индикаторная СИ 0-65 ГОСТ 11098-75, Образец шероховатости Ra 0,63 ГОСТ 9378-75
Операция 045 – Шлицешлифовальная.
Данная операция предназначена для шлифования шлицев до номинального размера.
Оборудование: Станок круглошлифовальный 36155
Режущий и измерительный инструмент: Круг 24А25Н СМ2 4К1 ГОСТ 2424-83, Калибр-кольца 5,995 мм, Образец шероховатости Ra 0,16 ГОСТ 9378-75
Операция 050 – Контрольная.
Данная операция предназначена для контроля толщины шлицев, диаметров шеек под подшипники.
Оборудование: Стол контролера
Измерительный инструмент: Калибр-кольца 5,995 мм, Скоба индикаторная СИ 0-65 ГОСТ 11098-75.
2.2 Определение программы восстановления деталей
Производственная программа по восстановлению деталей определяется, исходя из анализа разработанного технологического процесса. Для этого необходимо определить минимальную норму времени на выполнение основной операции.
Фд.о – действительный годовой фонд времени работы оборудования..
Фонд времени Фд.о – это время в часах, в течение которого оборудование может работать при заданном режиме работы с учетом простоев в профилактическом обслуживании и ремонте:
![]() , где d
, где d![]() - количество выходных дней в году (d
- количество выходных дней в году (d![]() = 52);
= 52);
d![]() - количество праздничных дней в году (d
- количество праздничных дней в году (d![]() = 8);
= 8);
t![]() - средняя продолжительность рабочей смены, ч;
- средняя продолжительность рабочей смены, ч;
t![]() - сокращение длительности смены в предпраздничные дни, ч (
- сокращение длительности смены в предпраздничные дни, ч (![]() );
);
n![]() - количество праздников в году (n
- количество праздников в году (n![]() = 10);
= 10);
у - количество смен работы;
![]() - коэффициент использования оборудования (0,95 - 0,98).
- коэффициент использования оборудования (0,95 - 0,98).
Фд.о.= ![]()
Рассчитанный фонд времени служит основанием для определения количества оборудования.
Количество металлорежущих станков, стендов, установок и другого оборудования определяется по формуле
![]() ,
,
где Xi - количество оборудования i-го наименования, шт;
![]() - норма времени на выполнение i - ой операции, мин;
- норма времени на выполнение i - ой операции, мин;
![]() - нормативный коэффициент загрузки оборудования (для серийного производства
- нормативный коэффициент загрузки оборудования (для серийного производства ![]() = 0,75...0,85).
= 0,75...0,85).
1. Станок шлицефрезерный 5350
![]()
Примем два шлицефрезерных станка.
3. Станок круглошлифовальный 36155
![]()
Примем один круглошлифовальный станок.
4. Установка ТВЧ.
![]()
Принимаем одну установку.
Также для выполнения работ необходима установка для вневанного осталивания. Для выполнения контрольной операции необходим стол контролера.
Результаты расчета представляются в виде таблицы 4.
Таблица4 – Количество оборудования по операциям технологического
процесса
| № о пераций | Наимено-вание операции | Штучное время мин | Наименование оборудования (тип, модель) | Режим работы, смен | Количество оборудования, ед | Коэффициент загрузки оборудования | Примечание | |
| Фонд времени, ч | Расчетное | Принятое | ||||||
| 005 | Токарная. | 0,46 | Станок токарновинторезный 16К20 |
| 0,07 | 0 | 0,8 | |
| 010 | Наплавочная. | 7,52 | Переоборудованный токарный станок с пониженной частотой вращения |
| 1,06 | 1 | 0,8 | |
| 015 | Токарная | 1,91 | Станок токарновинторезный 16К20 |
| 0,27 | 1 | 0,8 | |
| 020 | Шлице фрезерная. | 13,58 | Станок шлицефрезерный 5350 |
| 1,90 | 2 | 0,8 | |
| 025 | Шлифовальная | 1,14 | Станок руглошлифовальный 36155 |
| 0,16 | 0 | 0,8 | |
| 030 | Гальваническая | 26,42 | Установка для вневанного железнения на ассиметричном токе |
| 3,70 | 4 | 0,8 | |
| 035 | Термообработка | 5,70 | Установка ТВЧ |
| 0,80 | 1 | 0,8 | |
| 040 | Шлифовальная | 1,40 | Станок руглошлифовальный 36155 |
| 0,19 | 1 | 0,8 | |
| 045 | Шлицешлифовальная | 1,95 | Станок руглошлифовальный 36155 |
| 0,27 | 1 | 0,8 | |
2.3 Организация рабочего места восстановления деталей
Разработку организации рабочего места необходимо проводить в следующей последовательности.
Составить ведомость применяемого технологического оборудования, которая должна содержать информацию с основными характеристиками используемого оборудования, потребляемой мощностью двигателей, габаритные размеры (табл. 5)
Таблица 5 - Ведомость оборудования рабочего места по восстановлению ведущей конической шестерни главной передачи
| № | Наименование оборудования | Модель,тип, характеристика | Количество | Установленная мощность, кВт | Габаритные размеры в плане,мм | Занимаемая площадь пола, м2 | |
| единицы | общая | ||||||
| 1 | Станок токарно-винторезный | 16К20 | 2 | 11 | 2505*1190*1500 | 2,90 | 5,80 |
| 2 | Установка для вневанного железнения | ОГ-11269 | 1 | 2350х685 | 1,61 | 1,61 | |
| 3 | Ванна для нейтрализации | Нест. | 1 | 9 | 1500*600* 1000 | 0,90 | 0,90 |
| 4 | Ванна для анодного травления | Нест. | 1 | 9 | 1230*600* 1000 | 0,74 | 0,74 |
| 5 | Ванна с теплой водой | Нест. | 1 | 9 | 1640*600* 1000 | 0,98 | 0,98 |
| 6 | Станок шлицефрезерный | 5350 | 2 | 0,75 | 2260*2000*1320 | 4,50 | 9 |
| 7 | Токарно-винтореэный станок, переоборудованный для наплавки деталей | 1 | 11 | 2505*1190*1500 | 2,90 | 2,90 | |
| 8 | Установка ТВЧ | HIS 20-60 | 1 | 20 | 483*202*480 | 0,10 | 0,10 |
| 9 | Шлифовальный станок | 36155 | 2 | 3 | 2820*1513*1900 | 4,30 | 8,60 |
| 10 | Стеллаж для деталей | 2 | 1100*600* 100 | 0,66 | 1,32 | ||
| 11 | Стол контролера | 1 | 820*545* 1200 | 0,44 | 0,44 | ||
| 12 | Ларь для отходов | 1 | 800*400 | 0,32 | 0,32 | ||
| 13 | Выпрямитель | ВСМР-120 | 1 | 12 | 574*538 | 0,26 | 0,26 |
Рассчитать количество производственных рабочих, занятых в основном производстве. Оно определяется в зависимости от трудоемкости выполняемых работ и годовых фондов времени
![]()
где Фнр – номинальный годовой фонд времени рабочего, учитывающий полное календарное время работы, ч
![]()
![]()
где ![]() - количество недель в году;
- количество недель в году;
![]() - число рабочих часов в неделю, ч;
- число рабочих часов в неделю, ч;
![]() - количество праздников в году;
- количество праздников в году;
![]() - продолжительность рабочей смены, ч;
- продолжительность рабочей смены, ч;
![]() - количество предпраздничных дней в году;
- количество предпраздничных дней в году;
![]() - сокращение длительности рабочего дня перед праздниками, ч.
- сокращение длительности рабочего дня перед праздниками, ч.
Рассчитаем количество рабочих по профессиям.
Количество рабочих, необходимых для токарных работ:
![]()
Количество рабочих, необходимых для шлифовальных работ:
![]()
Один рабочий будет выполнять токарные и шлифовальные работы.
Количество рабочих, необходимых для фрезерных работ:
![]()
Примем двух фрезеровщиков.
Количество рабочих, необходимых для гальванических работ:
![]()
Примем четырех гальваников.
Количество рабочих, необходимых для термических работ:
![]()
Количество рабочих, необходимых для осуществления контроля:
![]()
Термические и контрольные будет выполнять один рабочий.
Общее число рабочих составляет восемь человека.
Рассчитать площадь производственного помещения для реализации разработанного технологического процесса восстановления деталей:
![]() ,
,
где F - расчетная площадь помещения, м2;
![]() - суммарная площадь, занимаемая оборудованием, м2;
- суммарная площадь, занимаемая оборудованием, м2;
К - коэффициент плотности расстановки оборудования, учитывающий зону действия исполнителей, проходы, проезды (К=3,0-4,5).
F=32,97*4=131,88м2
Размеры восстановительного участка составляют:
длина участка L, мм –12000;
ширина участка B, мм –11000;
Уточнение площади отделения осуществляется графическим путем с учетом норм расстановки оборудования. Принимается F= 132м2.
Расстояние между станками, между станками и элементами зданий принимаем в соответствии с нормами размещения оборудования на производственных участках.
Технологическая планировка рабочих мест по реализации технологического процесса осуществляется в соответствии с маршрутом выполнения технологических операций, применяемого оборудования и оснастки, количеством оборудования по каждой операции и рекомендацией СНиП.
Планировочное решение участка восстановления шестерни представлено на листе 3 графической части проекта.
3 Мероприятия по охране труда и техника безопасности
Все машины, агрегаты и оборудование имеют опасные зоны, в пределах которых не исключены случаи производственного травматизма. К ним относятся: области подвижных частей, деталей механизмов и рабочих органов сварочного оборудования; область разлета осколков, брызг и других элементов обрабатываемого материала; область возможного разлета осколков, частей механизмов или деталей при их разрушении или аварии; места и участки работы подъемнотранспортных механизмов; ручной инструмент, особенно в неисправном состоянии или при его применении не по назначению.
Таблица 6 – Оптимальные и допустимые параметры метеорологических условий
| Параметры | Температура воздуха, єС | Относительная влажность, | Скорость движения воздуха, м/с |
| Холодный период года | |||
| Оптимальный | 17-19 | 40-60 | 0,2 |
| Допустимый | 13-23 | До 75 | До 0,4 |
| Теплый период года | |||
| Оптимальный | 20-22 | 40-60 | 0,3 |
| Допустимый | 15-29 | До 75 | 0,2-0,5 |
Для защиты открытых частей тела работающих от пыли, радиоактивных и тепловых излучений, предохранения от горячих брызг и частиц металла применяться специальная одежда (брюки, куртки, комбинезоны, костюм для летних и зимних работ, рукавицы) и специальная обувь.
Для поддержки оптимальных параметров микроклимата участок оборудован системой центрального отопления и приточно-вытяжной вентиляцией.
Для уборки рабочих мест и оборудования рабочие обеспечены ветошью, крючьями, щетками и другими приспособлениями. Не допускается удаление пыли, стружки сжатым воздухом. Использованные обтирочные материалы (промасленные концы, ветошь и т.п.) убираются в металлические ящики с плотными крышками, по окончании рабочего дня удаляются из производственных помещений в специально отведенные места.
Освещение
Согласно СНБ 2.02.01-98 «Естественное и искусственное освещение» предусмотрено естественное и искусственное освещение в помещениях участка и на рабочих местах достаточное для безопасного выполнения работ. Все производственные участки обеспечивается естественным максимальным освещением. Искусственное освещение на участке комбинированного вида.
В качестве источников искусственного освещения используются люминесцентные лампы, ввиду их большей экономичности и большего срока службы по сравнению с лампами накаливания.
Электрическая безопасность
Все рукоятки, маховики, кнопки управления, которые могут оказаться под опасным напряжением, выполнены из диэлектрического материала и надежно изолированы от корпуса.
Меры защиты от поражения током:
- электрощиты имеют ограждения и знаки, предупреждающие об опасности поражения электрическим током, предусматривается зануление;
- на местах возможного поражения током имеется резиновый коврик или деревянный настил;
- средства индивидуальной защиты.
Вентиляция
Согласно СанПиН № 9-80 РБ98, а также ВСН 01-89 участок по ремонту корпусных деталей оборудован системами общеобменной и местной вентиляции. Независимо от наличия приточно-вытяжной вентиляции во всех помещениях обеспечивается естественное проветривание через форточки и фрамуги.
Эффективная вентиляция на посту сварки участка по ремонту блока цилиндров обеспечивает на рабочих местах содержание в воздухе вредных веществ и не превышает ПДК. Местная вытяжная вентиляция предназначена для улавливания вредных выделений пыли и газов непосредственно у мест их образования.
Пожарная безопасность
Согласно НПБ 5.2000 «Категорирование помещений, зданий и наружных установок по взрывопожарной и пожарной безопасности» категория производства Г2. Согласно СНБ 2.02.02.- 01 «Эвакуация людей из зданий и сооружений при пожаре» высота дверей на пути эвакуации не менее 2 м, ширина не менее 1 м. Пути эвакуации обозначены табличками зелёного цвета – «выход». Также в каждом помещении висят схемы путей эвакуации. Расчётное время эвакуации людей из помещений производственного корпуса устанавливают по расчету времени движения людских потоков через эвакуационные выходы от наиболее удаленных мест размещения людей.
Участок по ремонту шатунов обеспечен порошковыми огнетушителями из расчета один огнетушитель на 100 м2 площади. Огнетушитель подвешивается на высоте 1,3 м от пола (считая от днища огнетушителя).
За исправность и комплектность пожарного инвентаря и первичных средств пожаротушения, находящихся на участке несет ответственность начальник участка.
4 Оценка ремонтопригодности детали
Коэффициент ремонтопригодности рассчитывается по следующей формуле:
![]() ,
,
где ![]() - коэффициент ремонтопригодности детали;
- коэффициент ремонтопригодности детали;
С![]() - стоимость новой детали, руб;
- стоимость новой детали, руб;
n - число ремонтных циклов при восстановлении (принимается в результате анализа функционального назначения детали и запасом прочности, с учетом количества замен детали в процессе эксплуатации автомобиля за весь срок службы, ориентировочно n=2-6);
С![]() - стоимость восстановления детали, руб.
- стоимость восстановления детали, руб.
Стоимость новой детали принимается по ценам на запасные части в соответствии с номенклатурными справочниками. Стоимость новой детали составляет 61500руб.
Стоимость восстановления детали включает затраты по следующим калькуляционным статьям:
![]() ,
,
где Сиз – стоимость изношенной детали (если ремонтный фонд приобретается, то Сиз можно определить по цене металлолома или договорной, с учетом расходов на транспортно-заготовительные и контрольно-сортировочные работы), руб.; Сиз =1010руб.
См – стоимость материалов, потребляемых для восстановления детали (стоимость сырья и материалов, непосредственно расходуемых при восстановлении детали. Делятся на основные материалы (расходуются на деталь) и вспомогательные (обеспечение техпроцесса – обтирка; источник получения газа; флюс и т.д.).В эти затраты включаются также транспортно-заготовительные расходы.), руб.;
Сзпо – основная заработная плата производственных рабочих с учетом премий (основная заработная плата персонала, непосредственно занятого при восстановлении деталей (плата по расценкам, тарифам и т.д.; доплаты всех видов; премии)), руб;
Сзпд – дополнительная заработная плата производственных рабочих (выплаты за непроработанное на производстве время в соответствии с законодательством о труде и договором (компенсация неиспользованного отпуска, оплаты учебы и т.д.)), руб.;
Ссн – отчисления на социальные нужды (обязательные отчисления по установленным законодательством нормам от фонда оплаты труда), руб.;
Сц, Созр, Срсэо – объем накладных цеховых, общезаводских и расходов на содержание и эксплуатацию оборудования, руб.;
Сп – прочие расходы (включаются налоги, сборы, отчисления в специальные небюджетные фонды, платежи за предельно допустимые выбросы загрязняющих веществ, по обязательному страхованию имущества, плата за аренду и др.), руб.
Основная заработная плата рабочих определяется по формуле:
![]()
где tшк – техническая норма времени, мин; Сч – часовая тарифная ставка специалиста (рабочего), руб.
![]()
Остальные статьи затрат определяются с помощью коэффициентов и основной заработной платы, значения коэффициентов приведены в таблице7.

См=0,8*3598=2878,4руб.
Ссм=0,395*(3598+1315,9)=1941руб.
Cзпд=0,15*3598=539,7руб.
Созр=0,6*3598=2158,8руб.
Сп=0,7*3598=2518,6руб.
Сц=0,95*3598=3418,1руб.
Срсзо=0,75*3598=2698,5руб.
Таблица 7 – Значение коэффициентов
| Коэффициент | Диапазон значений | |
| Км – для ремонтных работ: | ||
| - сварочные | 0,7…1,1 | |
| - гальванические | 0,3…0,7 | |
| - постановка дополнительной ремонтной детали | 1,0…1,8 | |
| - напыление | 0,6…1,2 | |
| - механическая обработка | 0,05…0,20 | |
| - склеивание | 0,12…0,40 | |
| Кзпд | 0,10…0.18 | |
| Ксн | 0,395 | |
| Кц | 0,85…1,05 | |
| Козр | 0,55…0,70 | |
| Крсэо | 0,65…0,85 | |
| Кп | 0,05…0, 1 | |
Св=1010+3598+2878,4+1941+539,7+2158,8+2518,6+3418,1+2698,5=
=20761,1руб.
![]()
Оценка ремонтопригодности детали осуществляется по критерию Кр:
Кр ≤ 1,5 –деталь не ремонтопригодная;
2,0 ≥ Кр > 1,5 – очень низкая ремонтопригодность;
3,0 ≥ Кр > 2,0 – низкая ремонтопригодность;
5,0 ≥ Кр > 3,0 – удовлетворительная ремонтопригодность;
8,0 ≥ Кр > 5,0 – хорошая ремонтопригодность;
Кр ≥ 8 – высокая ремонтопригодность.
Ведущая коническая шестерня главной передачи автомобиля ГАЗ-53 обладает хорошей ремонтопригодностью.
5 Технико-экономическая оценка технологического процесса
восстановления детали
Основные технико-экономические показатели технологического процесса восстановления представлены в таблице 8
Таблица 8 – Основные технико-экономические показатели
технологического процесса восстановления ведущей конической шестерни главной передачи
| Наименование показателей | Значения показателя |
| Годовой объем выпуска N | 16000 |
| Действительный годовой фонд времени работы оборудования Fдo, ч | 2357,1 |
| Число смен работы | 1 |
| Количество операций технологического процесса восстановления | 10 |
| Основное время по операциям на одну деталь | 50,18 |
| Техническая норма времени по всем операциям | 61,68 |
| Количество единиц производственного оборудования | 16 |
| Средний коэффициент загрузки оборудования | 0,8 |
| Стоимость восстановления детали Св , руб. | 20761,1 |
| Коэффициент ремонтопригодности и его оценка | 5,1, хор. удовлетворителная |
| Число исполнителей | 8 |
| Годовой выпуск продукции на одного производственного рабочего N | 2000 |
ЗАКЛЮЧЕНИЕ
В процессе курсового проектирования разработан технологический процесс восстановления ведущей конической шестерни главной передачи автомобиля ГАЗ-53. Произведен анализ условий работы детали и возможных дефектов. Разработана карта дефектовки шестерни. Произведен анализ возможных способов восстановления по каждому из дефектов.
Основным дефектом является износ шеек вала под подшипники. Из возможных способов восстановления основного дефекта был выбран оптимальный – способ вневанного осталивания с последующим шлифованием шеек под номинальный размер.
Основное время на восстановление детали составило 61,68 минут. Для выполнения технологических операций подобрано необходимое оборудование, технологическая оснастка, режущий и измерительный инструменты. Произведен расчет технических норм времени на выполнение технологических операций. Выполнен расчет производственной программы по восстановлению шестерни, определена площадь производственного помещения для реализации технологического процесса восстановления, которая составила 132 м2, а также дано обоснование по организации рабочего места и выбору планировочного решения. Разработанное планировочное решение позволяет эффективно реализовать технологический процесс восстановления ведущей конической шестерни главной передачи.
Оценка ремонтопригодности детали показала, что ведущая коническая шестерня главной передачи, имеет хорошую ремонтопригодность.
Осуществлена технико-экономическая оценка проекта по основным показателям, которая дает возможность говорить о достаточно высокой экономической эффективности восстановления ведущей конической шестерни главной передачи выбранными методами и средствами производства.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Барановский Ю.В. Режимы резания металлов. Справочник. Изд. 3-е, переработанное и дополненное. – М.:«Машиностроение», 1972 г. – 363 с.
2. Казацкий, А.В. Восстановительные технологии: Учебно-методическое пособие по выполнению курсовой работы для студентов специальности 1-37 01 07 «Автосервис» / А.В. Казацкий, А.С. Савич, В.К. Ярошевич. – Мн.: БНТУ,2005. - 48 с.
3. Методические указания по курсовому и дипломному проектированию (раздел «Технологическая часть» - подраздел «Разработка технологического процесса восстановления детали) по дисциплине "Ремонт автомобилей" / С. А. Скепьян.- Мн.: МГАК,2007 - 113 с.
4. Пилипук Н.Н. Метод. пособие к выполнению курсовой работы по дисциплине «Организация производства. Менеджмент» для студентов дневной и заочной форм обучения по спец. Т.04.02.00.- «Эксплуатация транспортных средств»/ Н.Н. пилипук, Д.М. Антюшеня, А.С. Савич. – Мн.: БНТУ, 2002. – 37 с.
5. Проектирование предприятий автомобильного транспорта: учеб. Для студентов специальности «Техн. эксплуатация автомобилей» учреждений, обеспечивающих получение высш. образования / М.М. Болбас [и др.]; под ред. М.М. Болбаса.- Мн.: Адукацыя i выхаванне, 2004.- 528 с.: ил.
6. Ремонт автомобилей: Учебник для автотрансп. техникумов/ Румянцев С.И., Боднев А.Г., Бойко Н.Г. и др.; Под ред. С.И. Румянцева .- 2-е изд., перераб. и доп. – М.: Транспорт, 1988.- 327 с.: ил., табл.
7. Ремонт автомобилей: учебник для вузов/ Л.В. Дехтеринский, К.Х. Акмаев, В.П. Апсин и др.; Под ред. Л.В. Дехтеринского.- М.: Транспорт, 1992.- 295 с.: ил.
8. Румянцев С.И. Техническое обслуживание и ремонт автомобилей: Учебник для ПТУ/ С.И. Румянцев, А.Ф. Синельников, Ю. Л. Штоль.- М.: Машиностроение, 1989.- 272 с.: ил.
9. Справочник иженера-механика. Том «технология ремонта автомобилей»/ под ред. В.В. Ефремова.- М.: «Транспорт», 1965.- 1000 с.:ил.
10. Справочник технолога-машиностроителя. В 2-х т. Т. 1/ Под ред. А.Г. Косиловой и Р.К. Мещерякова.- 4-е изд. перераб. и доп. – Машиностроение, 1986. – 656 с., ил.
11.Справочник технолога-машиностроителя. В 2-х т. Т. 2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова.- 4-е изд. перераб. и доп. – Машиностроение, 1985. – 496 с., ил.
12. Шадричев В.А. Ремонт автомобилей, изд. 3-е. М.- Л., изд. «Машиностроение», 1965. 616 с., ил.
13. Ярошевич, В.К. Технология производства и ремонта автомобилей: учеб. пособие / В.К. Ярошевич, А.С. Савич, В.П. Иванов.- Минск: Адукацыя i выхаванне, 2008.- 640 с. : ил.
14. Ярошевич, В.К. Технология ремонта автомобилей: лаборатор. практикум: учеб.пособие/ В.К. Ярошевич, А.С. Савич, А.В. Казацкий.-Мн.: Адукацыя i выхаванне, 2004.- 392 с.: ил.
15. Ярошевич. В.К.Оформление дипломных проектов. Учебно-методическое пособие для студентов специальностей 1-37 01 06 «Техническая эксплуатация автомобилей » и 1-37 01 07 «Автосервис».- Мн.: Белорусский национальный технический университет, 2006.-41 с.: ил.