| Скачать .docx |
Курсовая работа: способ диагностики кузова автомобиля толщиномером
 1 АНАЛИЗ МЕТОДОВ ОПРЕДНЛЕНИЯ ТОЛЩИНЫ МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ КУЗОВА АВТОМОБИЛЯ
1 АНАЛИЗ МЕТОДОВ ОПРЕДНЛЕНИЯ ТОЛЩИНЫ МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ КУЗОВА АВТОМОБИЛЯ
1.1 Акустический метод контроля кузова автомобиля
Методы акустического контроля (АК) делят на две большие группы: активные, использующие излучение и прием акустических колебаний и волн, и пассивные, основанные только на приеме колебаний и волн. В каждой группе выделяют методы, основанные на возникновении в объекте контроля бегущих и стоячих волн (или колебаний), объекта в целом или его части.
Активные методы, в которых применяют бегущие волны, делят на подгруппы: методы, использующие прохождение, отражение волн, и комбинированные методы, в которых применяют как отражение, так и прохождение. Методы прохождения предполагают наличие двух преобразователей - излучающего и приемного, расположенных по разные стороны объекта контроля (ОК) или контролируемого его участка.
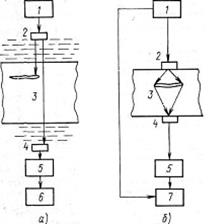 |
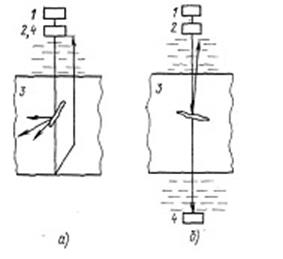
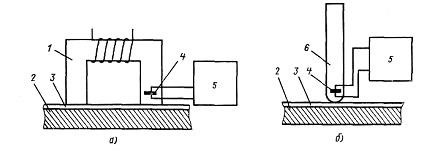
а – теневой; б – временной теневой; . 1 – генератор; 2 – излучатель; 3 – объект контроля; 4 – приемник; 5 – усилитель; 6 – измеритель амплитуды; 7 – измеритель времени пробега.
Рисунок 1.1 - Методы использующие прохождение волн
 К этой подгруппе относят следующие методы дефектоскопии.
К этой подгруппе относят следующие методы дефектоскопии.
Теневой (или амплитудно-теневой) метод, основанный на регистрации уменьшения амплитуды прошедшей волны (так называемого сквозного сигнала) под влиянием дефекта (рис. 1.1, а). Временной теневой метод, основанный на измерении запаздывания импульсов, вызванного огибанием дефекта (рис. 1.1, б).
В методах отражения используют как один, так и два преобразователя; применяют, как правило, импульсное излучение. К этой подгруппе относят следующие методы дефектоскопии
Эхометод (рис. 1.2, а), основан на регистрации эхосигналов от дефектов. На экране индикатора обычно наблюдают посланный (зондирующий) импульс I, импульс III, отраженный от противоположной поверхности (дна) ОК (донный сигнал), и эхосигнал от дефекта II. Время прихода импульсов II и III пропорционально глубине залегания дефекта и толщине ОК. Совмещенная схема контроля показана на рис. 1.2, а.
Эхозеркальный метод, в котором анализируют сигналы, испытавшие зеркальное отражение от донной поверхности ОК и дефекта, т.е. прошедшие путь ABCD (рис. 1.2, б). Вариант этого метода, рассчитанный на выявление вертикальных дефектов (в плоскости EF на рисунке), называют тандемметодом. Для его реализации при перемещении преобразователей А и D поддерживают постоянным значение
lA +lD = 2·H·tgα .
Для получения зеркального отражения от невертикальных дефектов значение lA +lD варьируют.
Реверберационный метод основан на анализе времени объемной реверберации (от позднелатинского reverberatio - отражение) - процесса постепенного затухания звука в некотором объеме - контролируемом объекте.  Например, при контроле двухслойной конструкции время реверберации в слое, с которым контактирует преобразователь, будет меньше в случае доброкачественного соединения слоев, так как часть энергии будет переходить в другой слой (рис.
Например, при контроле двухслойной конструкции время реверберации в слое, с которым контактирует преобразователь, будет меньше в случае доброкачественного соединения слоев, так как часть энергии будет переходить в другой слой (рис.
 |
1.2, в).
а – эхо; б – зеркальный эхо метод; в – реверберационный; 1 – генератор; 2 – излучатель; 3 – объект контроля; 4 – приемник; 5 – усилитель; 6 – синхронизатор; 7 – генератор развертки
Рисунок 1.2 – Методы отражения
В комбинированных методах используют принципы, как прохождения, так и отражения акустических волн. К ним относятся: зеркально-теневой метод, основанный на измерении амплитуды донного сигнала. На (рис. 1.3, а) отраженный луч условно смещен в сторону. По технике выполнения (фиксируется эхосигнал) – это метод отражения, а по физической сущности контроля (измеряют ослабление сигнала, дважды прошедшего ОК в зоне дефекта) он близок теневому методу; эхотеневой метод, основанный на анализе как прошедших, так и отраженных волн (рис. 1.3, б).
 |
 а – зеркально теневой, б – эхотеневой; 1 – генератор; 2 – излучатель;
а – зеркально теневой, б – эхотеневой; 1 – генератор; 2 – излучатель;
3 – объект контроля; 4 – приемник
 |
Рисунок 1.3 – Комбинированные методы
.
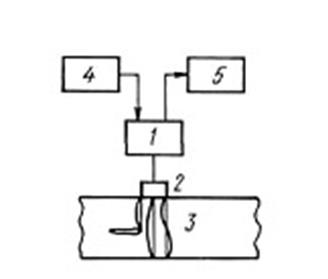
1 – генератор; 2 – излучатель; 3 – объект контроля; 4 – приемник;
5 – усилитель; 6 – индикатор
Рисунок 1.4 – Импедансный метод
 От рассмотренных методов существенно отличается импедансный. Он основан на анализе изменения механического или входного акустического импеданса участка поверхности контролируемого объекта, с которым взаимодействует преобразователь. Понятия механического и акустического импеданса здесь не рассматриваются; отметим только, что чем больше импеданс, тем «жестче» участок ОК, его труднее «раскачать».
От рассмотренных методов существенно отличается импедансный. Он основан на анализе изменения механического или входного акустического импеданса участка поверхности контролируемого объекта, с которым взаимодействует преобразователь. Понятия механического и акустического импеданса здесь не рассматриваются; отметим только, что чем больше импеданс, тем «жестче» участок ОК, его труднее «раскачать».
В низкочастотном импедансном методе преобразователем является колеблющийся стержень, прижатый к поверхности ОК (рис. 1.4). Появление подповерхностного дефекта в виде расслоения уменьшает механический импеданс ОК, делает расположенный над дефектом участок поверхности более гибким, в нем легче возбуждаются изгибные колебания. В результате изменяется режим колебаний стержня, в частности, уменьшаются механические напряжения на приемном элементе 4, что служит признаком дефекта.
В высокочастотном импедансном методе преобразователь излучает продольную волну. Условия этого возбуждения зависят от акустического импеданса участка поверхности ОК, с которым контактирует преобразователь. Акустический импеданс, в свою очередь, зависит от наличия или отсутствия дефекта вблизи поверхности.
При использовании методов колебаний возбуждают свободные или вынужденные колебания либо ОК в целом (интегральные методы), либо его части (локальные методы). Свободные колебания возбуждают путем кратковременного внешнего воздействия на ОК, например, путем удара, после чего он колеблется свободно. Вынужденные колебания предполагают постоянную связь (через преобразователь) колеблющегося ОК с возбуждающим генератором, частоту которого изменяют. Измеряемыми величинами служат частоты свободных колебаний либо резонансов вынужденных колебаний, которые несколько отличаются от свободных под влиянием связи с возбуждающим генератором. Эти частоты связаны с геометрией ОК и скоростью распространения ультразвука в его материале.  Иногда измеряют изменение амплитуды колебаний при вариации частоты в широком диапазоне частот - аплитудно-частотную характеристику (АЧХ) или величины, связанные с затуханием колебаний: амплитуды свободных или резонансных колебаний, добротность колебаний, ширину резонансного пика. Методы вынужденных колебаний, основанные на анализе колебаний системы ОК - преобразователь при резонансных частотах или вблизи них, называют резонансными.
Иногда измеряют изменение амплитуды колебаний при вариации частоты в широком диапазоне частот - аплитудно-частотную характеристику (АЧХ) или величины, связанные с затуханием колебаний: амплитуды свободных или резонансных колебаний, добротность колебаний, ширину резонансного пика. Методы вынужденных колебаний, основанные на анализе колебаний системы ОК - преобразователь при резонансных частотах или вблизи них, называют резонансными.
 |
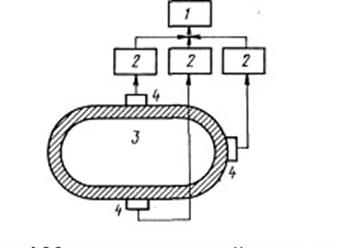
В качестве примера на рис. 1.5 показана схема контроля локальным методом вынужденных колебаний. Иногда название резонансного относят именно к этому методу контроля. В стенке ОК с помощью пьезопреобразователя возбуждают ультразвуковые волны. Частоту колебаний модулируют и фиксируют частоты, на которых возбуждаются резонансы колебаний (стоячие волны). По резонансным частотам определяют толщину стенки ОК (например, труб) и наличие в ней дефектов. Появление дефектов, параллельных поверхности ОК, вызывает изменение измеренных значений толщины, а наклонных к поверхности - исчезновение резонансных явлений.
1 – генератор; 2 – излучатель; 3 – объект контроля; 4 – модулятор частоты;
5– регистратор резонансов
Рисунок 1.5 – Резонансный локальный метод
.
 |
1 – блок обработки результатов; 2 – усилитель; 3 – объект контроля;
4 – приемники
 |
Рисунок 1.6 – Метод акустической эмиссии
.
К пассивным методам АК относят акустико-эмиссионный метод, в котором используют бегущие волны (рис. 1.6). Явление акустической эмиссии (от лат. emissio - испускание, излучение) состоит в излучении упругих волн материалом ОК в результате внутренней динамической локальной перестройки его структуры. Такие явления, как возникновение и развитие трещин, превращения кристаллической структуры, движение скоплений дислокаций, наиболее характерные источники акустической эмиссии. Контактирующие с ОК преобразователи принимают упругие волны и позволяют установить наличие источника эмиссии, а при обработке сигналов, проходящих от нескольких преобразователей, также расположение источника.
К пассивным методам АК, основанным на возбуждении упругих колебаний в ОК, относятся также вибрационно-диагностический и шумодиагностический методы. В первом из них анализируют параметры вибрации какой-либо отдельной детали или узла (ротора, подшипника, лопатки  турбины) с помощью приемников контактного типа. Во втором изучают спектр шумов работающего механизма в целом на слух или с помощью микрофонных и других приемников и приборов анализаторов спектра.
турбины) с помощью приемников контактного типа. Во втором изучают спектр шумов работающего механизма в целом на слух или с помощью микрофонных и других приемников и приборов анализаторов спектра.
По частному признаку все рассмотренные акустические методы делят на низкочастотные и высокочастотные. К первым относят методы, использующие колебания в звуковом и низкочастотном (до 100 кГц) ультразвуковом диапазонах частот. Ко вторым, методы, использующие колебания в высокочастотном ультразвуковом диапазоне: обычно от 100 кГц до 50 МГц. Высокочастотные методы обычно называют ультразвуковыми.
Из рассмотренных методов АК наибольшее практическое применение находит эхометод. Около 90% объектов, контролируемых акустическими методами, проверяют эхометодом. С его помощью решают задачи дефектоскопии поковок, литья, сварных соединений, многих неметаллических материалов. Эхометод используют также для измерения геометрических параметров ОК: измеряют время прихода донного сигнала и, зная скорость ультразвука в материале, определяют толщину ОК при одностороннем доступе к нему. Если длина участка ОК, через который проходит ультразвук, известна, то по времени прихода донного сигнала измеряют скорость, а по его амплитуде оценивают затухание ультразвука. Это позволяет определить физико-механические свойства материалов.
1.2 Вихретоковый метод контроля кузова автомобиля
Электромагнитный метод (метод вихревых токов) основан на регистрации изменений электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Интенсивность и распределение вихревых токов в объекте зависит от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве  преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки или их сопротивление, получают информацию о свойствах объекта и о положении преобразователя относительно него. ЭДС преобразователя зависит от многих параметров объектов контроля, т.е. его информация многопараметровая, что определяет преимущество и трудность реализации метода вихревых токов (МВТ). С одной стороны, МВТ позволяет осуществить многопараметровый контроль; с другой стороны, требуются специальныё приемы для разделения информации об отдельных параметрах объекта. При контроле одного из параметров влияние остальных на сигнал преобразователя становится мешающим, и это влияние необходимо уменьшать.
преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки или их сопротивление, получают информацию о свойствах объекта и о положении преобразователя относительно него. ЭДС преобразователя зависит от многих параметров объектов контроля, т.е. его информация многопараметровая, что определяет преимущество и трудность реализации метода вихревых токов (МВТ). С одной стороны, МВТ позволяет осуществить многопараметровый контроль; с другой стороны, требуются специальныё приемы для разделения информации об отдельных параметрах объекта. При контроле одного из параметров влияние остальных на сигнал преобразователя становится мешающим, и это влияние необходимо уменьшать.
Другая особенность электромагнитного контроля состоит в том, что его можно проводить без контакта преобразователя и объекта. Их взаимодействие происходит обычно на расстояниях небольших, но достаточных для свободного движения преобразователя относительно объекта (от долей миллиметра до нескольких миллиметров). Поэтому этим методом можно получать хорошие результаты при высоких скоростях движения объектов контроля.
Получение первичной информации в виде электрических сигналов, безконтактность и высокая производительность определяют широкие возможности автоматизации контроля.
Одна из особенностей МВТ состоит в том, что на сигналы практически не влияют влажность, давление и загрязненность газовой среды, радиоактивные излучения, загрязнение поверхности объекта контроля непроводящими веществами.
 Простота конструкции преобразователя – преимущество МВТ. В большинстве случаев катушки помещают в предохранительный корпус и заливают компаундами. Благодаря этому они устойчивы к механическим и атмосферным воздействиям, могут работать в агрессивных средах в широком интервале температур и давлений.
Простота конструкции преобразователя – преимущество МВТ. В большинстве случаев катушки помещают в предохранительный корпус и заливают компаундами. Благодаря этому они устойчивы к механическим и атмосферным воздействиям, могут работать в агрессивных средах в широком интервале температур и давлений.
Метод основан на возбуждении вихревых токов, а потому применяется в основном для контроля качества электропроводящих объектов: металлов, сплавов, графита, полупроводниковых структур. Ему свойственна малая глубина зоны контроля, определяемая глубиной проникновения в контролируемую среду электромагнитного поля.
Несмотря на указанные ограничения, МВТ широко применяют для дефектоскопии, определения размеров и структуроскопии материалов и изделий.
В дефектоскопии с помощью МВТ обнаруживают дефекты типа нарушения сплошности выходящие на поверхность или залегающие на небольшой глубине под поверхностью (в электропроводящих листах, прутках, трубах, проволоке, мелких деталях, железнодорожных рельсах и т.д.), выявляют разнообразные трещины, расслоения, закаты, плены, раковины, неметаллические включения и т.д. При благоприятных условиях контроля и малом влиянии мешающих факторов удается выявить трещины глубиной 0,1…0,2 мм, протяженностью 1…2 мм (при использовании накладного преобразователя) или протяженностью около 1 мм и глубиной 1…5% от диаметра контролируемой проволоки или прутка.
МВТ позволяет успешно решать задачи контроля размеров изделий. Этим методом измеряют диаметр проволоки, прутков и труб, толщину металлических листов и стенок труб при одностороннем доступе к изделию, толщину электропроводящих (например, гальванических) и диэлектрических (например, лакокрасочных) покрытий на электропроводящих основаниях, толщины слоев многослойных структур, содержащих электропроводящие слои.  Измеряемые толщины могут изменяться в пределах от единиц микрометров до десятков миллиметров. Для большинства приборов точность измерения 5…10%. Минимальная площадь зоны контроля может быть доведена до 1 мм2
, что позволяет измерить толщину покрытия на малых деталях сложной конфигурации. С помощью МВТ контролируют зазоры и вибрации деталей изделий.
Измеряемые толщины могут изменяться в пределах от единиц микрометров до десятков миллиметров. Для большинства приборов точность измерения 5…10%. Минимальная площадь зоны контроля может быть доведена до 1 мм2
, что позволяет измерить толщину покрытия на малых деталях сложной конфигурации. С помощью МВТ контролируют зазоры и вибрации деталей изделий.
Структурное состояние металлов и сплавов влияет на их электрические и магнитные характеристики. Благодаря этому оказывается возможным контролировать не только вариации химического состава, но и структуру металлов и сплавов, а также определять механические напряжения в них. Широко применяют вихретоковые измерители удельной электрической проводимости и другие приборы для сортировки металлических материалов и графитов по маркам (по химическому составу). С помощью электромагнитных приборов контролируют качество термической и химико-термической обработки деталей, состояние поверхностных слоев после механической обработки (шлифование, наклеп), обнаруживают остаточные механические напряжения, выявляют усталостные трещины в металлах на ранних стадиях их развития, обнаруживают наличие альфа-фазы и т.д.
Классификация и использование вихретоковых преобразователей
По рабочему положению относительно объекта контроля преобразователи делят на проходные, накладные и комбинированные.
Накладные преобразователи обычно представляют собой одну или несколько катушек, к торцам которых подводится поверхность объекта.
Накладные преобразователи выполняют с ферромагнитным сердечником или без него. Благодаря ферримагнитному сердечнику (обычно ферритовому) повышается абсолютная чувствительность преобразователя и уменьшается зона контроля за счет локализации магнитного потока (рис. 1.7).
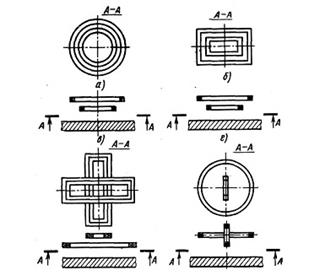 |
а – круглые коаксиальные; б – прямоугольные; в – прямоугольные; прямоугольные крестообразные; г – с взаимо перпендикулярными осями
Рисунок 1.7 – Накладные преобразователи
Накладные преобразователи с сердечниками изображены на рис.1.8 и делятся на четыре группы: цилиндрические, прямоугольные, полуброневого типа, в виде полуторида.
 |
а – цилиндрические, б – прямоугольные, в – полуброневого типа,
г – в виде полуторида
Рисунок 1.8 – Накладные преобразователи с сердечниками
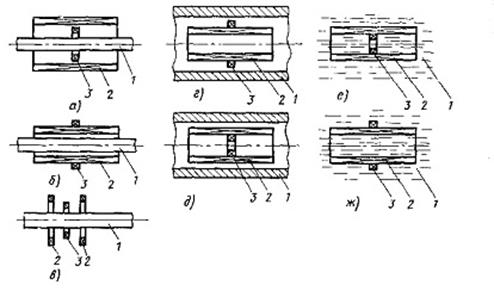 |
Проходные ВТП делятся на наружные, внутренние, погружные. Отличительная особенность проходных ВТП заключается в том, что они в процессе контроля проходят либо снаружи объекта, охватывая его (наружные), либо внутри объекта (внутренние), либо погружаются в жидкий объект (погружные). Они имеют однородное поле в зоне контроля, в результате чего радиальные смещения однородного объекта контроля не влияют на выходной сигнал преобразователя.
а, б, в – внешние; г, д – внутринии; е, ж – погружные; 1- объект контроля; 2 – возбуждающяя обмотка; 3 – измерительная обмотка
Рисунок 1.9 – Проходные преобразователи
Комбинированные преобразователи представляют собой комбинацию накладных и проходных ВТП. На практике они встречаются сравнительно редко.
У комбинированных ВТП обозначения такие же как и у проходных преобразователей, рис 1.10.
Особую разновидность представляют собой экранные ВТП, отличающиеся тем, что у них возбуждающие и измерительные обмотки разделены контролируемым объектом. Различают накладные экранные ВТП и  проходные экранные ВТП, соответственно первого и второго типов согласно (рис. 1.11 и 1.12).
проходные экранные ВТП, соответственно первого и второго типов согласно (рис. 1.11 и 1.12).
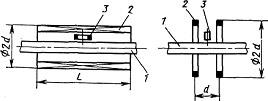 |
Рисунок 1.10 – Комбинированные ВТП
Особую разновидность представляют собой экранные ВТП, отличающиеся тем, что у них возбуждающие и измерительные обмотки разделены контролируемым объектом. Различают накладные экранные ВТП и проходные экранные ВТП, соответственно первого и второго типов.
 |
Накладной экранный преобразователь (обозначения см. проходные).
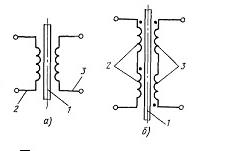 |
Рисунок 1.11 – Накладной экранный преобразователь
а – абсолютный; б – дифференциальный; 1 – объект контроля; 2 – возбуждающая обмотка; 3 – измерительная обмотка
Рисунок 1.12 – Проходные трансформаторные преобразователи
 По виду преобразования параметров объекта в выходную величину ВТП делят на трансформаторные и параметрические. В трансформаторных ВТП, имеющих как минимум две обмотки (возбуждающую и измерительную), параметры объекта контроля преобразуются в напряжение измерительной обмотки, а в параметрических, имеющих, как правило, одну обмотку - в комплексное сопротивление. Преимущество параметрических ВТП заключается в их простоте, а недостаток, который значительно слабее выражен в трансформаторных ВТП, - зависимость выходной величины от температуры преобразователя.
По виду преобразования параметров объекта в выходную величину ВТП делят на трансформаторные и параметрические. В трансформаторных ВТП, имеющих как минимум две обмотки (возбуждающую и измерительную), параметры объекта контроля преобразуются в напряжение измерительной обмотки, а в параметрических, имеющих, как правило, одну обмотку - в комплексное сопротивление. Преимущество параметрических ВТП заключается в их простоте, а недостаток, который значительно слабее выражен в трансформаторных ВТП, - зависимость выходной величины от температуры преобразователя.
1.3 Приборы контроля толщин покрытий кузова
Действие приборов магнитостатического типа основано на определении вариации напряженности магнитного поля (с помощью датчиков Холла, феррозондов, рамки с током, магнитной стрелки и т. п.) в цепи электромагнита или постоянного магнита при изменении расстояния между ним и ферримагнитным изделием из-за наличия немагнитного покрытия.
В большинстве современных магнитных толщиномеров покрытий используется двухполюсная магнитная система с постоянными стержневыми и П-образ-ными магнитами. Простейшими приборами такого типа являются толщиномеры, в которых применение П-образного магнита сочетается с использованием механической магнитоуравновешенной системы, расположенной в межполюсном пространстве магнита.
При всех преимуществах двухполюсных систем, используемых в магнитной толщинометрии покрытий, они имеют недостатки. Они чувствительны к анизотропии свойств и к чистоте обработки ферромагнитного основания; кроме того, при их использовании необходимо обеспечивать одинаковый и надежный контакт полюсов преобразователя с контролируемой поверхностью.
 |
 а – прибор с П-образным электромагнитом; б – со стержневым магнитом; 1 – электромагнит; 4 - ферромагнитное изделие; 3 – немагнитное покрытие; 4 - преобразователь Холла; 5 – измерительный прибор, 6 – постоянный магнит
а – прибор с П-образным электромагнитом; б – со стержневым магнитом; 1 – электромагнит; 4 - ферромагнитное изделие; 3 – немагнитное покрытие; 4 - преобразователь Холла; 5 – измерительный прибор, 6 – постоянный магнит
Рисунок 1.13 – Схема действия магнитостатических толщиномеров с датчиками Холла
Последнее время стали применять так называемые однополюсные преобразователи со стержневыми магнитами. Для уменьшения потока рассеяния контактирующий с изделием полюс магнита выполняют в виде полусферы из магнито-мягкого материала.
Наиболее распространенным способом получения информации о толщине покрытия является размещение магниточувствительных элементов в магнитной нейтрали либо непосредственно у полюсов магнита с использованием дифференциального включения магниточувствительных элементов, что обеспечивает работу преобразователя в режиме «нулевого» начального сигнала.
При работе с магнитными толщиномерами необходимо учитывать многочисленные факторы, влияющие на результаты измерений. К ним относятся колебания магнитных свойств покрытия или подложки, состояние поверхности, геометрия изделия и др. В значительной мере влияние этих факторов обусловлено размерами и геометрией магнита, топографией и напряженностью магнитного поля. В связи с возросшими требованиями к  точности и надежности производственного контроля толщины покрытий резко возросли требования к их метрологическому обеспечению.
точности и надежности производственного контроля толщины покрытий резко возросли требования к их метрологическому обеспечению.
 |
Для контроля толщины немагнитных покрытий на ферромагнитной основе широкое распространение получили индукционные толщиномеры. Действие их основано на определении изменения магнитного сопротивления (проводимости) магнитной цепи, состоящей из ферромагнитной основы (деталь), преобразователя прибора и немагнитного зазора между ними, который является объектом измерений.
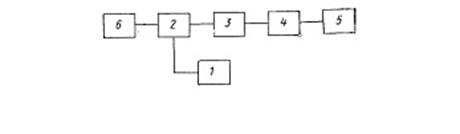
1 – измерительный преобразователь; 2 – генератор; 3 – блок обработки сигнала; 4 – блок модулятора; 5 – блок автоматики; 6 – блок питания
Рисунок 1.14 – Схема индукционного толщиномера
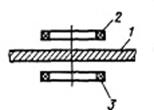
Преобразователь 1 представляет собой три катушки: возбуждающую и две индикаторные, включенные дифференциально. Катушки размещены на ферромагнитном сердечнике.
Возбуждающая катушка питается переменным током частоты 200 Гц. Вдали от ферромагнитной детали ЭДС, наводимые на индикаторные катушки, расположенные по обе стороны от возбуждающей, взаимно компенсируются. При перенесении преобразователя к ферромагнитной детали, его магнитная симметрия нарушается и в индикаторной обмотке наводится ЭДС, которая в известных пределах пропорциональна расстоянию между деталью и преобразователем. Для питания преобразователя служит генератор 2, формирующий напряжение синусоидальной формы, частотой 200 Гц.
 Одновременно генератор является источником опорного напряжения, подаваемого на блок обработки сигнала 3. Последний состоит из усилителей опорного напряжения и преобразователя сигнала. После усиления оба напряжения подаются на фазочувствительный выпрямитель, являющийся частью блока обработки сигнала. Выпрямленное напряжение после усиления в усилителе постоянного тока подается на стрелочный прибор, показания которого пропорциональны измеряемой толщине покрытия.
Одновременно генератор является источником опорного напряжения, подаваемого на блок обработки сигнала 3. Последний состоит из усилителей опорного напряжения и преобразователя сигнала. После усиления оба напряжения подаются на фазочувствительный выпрямитель, являющийся частью блока обработки сигнала. Выпрямленное напряжение после усиления в усилителе постоянного тока подается на стрелочный прибор, показания которого пропорциональны измеряемой толщине покрытия.
В данном приборе блоки модулятора 4 и автоматики 5 служат для автоматической разбраковки контролируемых деталей. Блок модулятора предназначен для преобразования постоянной составляющей сигнала, выделяемой амплитудно-фазовым детектором, в сигналы прямоугольной формы, подающиеся на блок автоматики. Последний позволяет автоматически регистрировать и прослеживать уровень импульсных сигналов, пропорциональных толщине покрытия
В отличие от вихретоковых приборов показания индукционных толщиномеров не зависят от электропроводности материала покрытий. Поэтому при измерениях используют единые шкалы для всего диапазона контролируемых немагнитных покрытий.
Для увеличения точности измерений электромагнитное поле локализовано с помощью удлиненного ферромагнитного стержня и шарикового наконечника. Это позволяет измерять толщину в пятне контроля площадью ~1 мм2 . Краевой эффект проявляется на расстоянии порядка 3…4 мм. Отклонение оси датчика от положения нормали к контролируемой поверхности в пределах 10° не приводит к увеличению погрешности измерений.
В приборах используют накладные датчики двух типов:
- датчик для измерения покрытий на деталях небольших размеров с криво линейной поверхностью и сложной конфигурации, конструктивно оформленный по типу шариковой авторучки;
 - датчик для измерения покрытий на плоских поверхностях, выполненный в призматическом корпусе и имеющий подпружиненный контакт и трехточечную опору.
- датчик для измерения покрытий на плоских поверхностях, выполненный в призматическом корпусе и имеющий подпружиненный контакт и трехточечную опору.
По сравнению с толщиномерами покрытий значительно меньшее распространение получили магнитные толщиномеры для измерения толщины изделий из ферромагнитных материалов. Это объясняется сложностью создания таких приборов с малой погрешностью, особенно при измерении больших толщин.
Толщиномеры электропроводящего слоя. Электромагнитные толщиномеры целесообразно применять для контроля электропроводящих слоев толщиной не более 5…10 мм. Эти приборы особенно эффективны для измерения толщин <0,3 мм. Обычно электромагнитные толщиномеры применяют для контроля неферромагнитных слоев, хотя имеются приборы и для ферромагнитных слоев.
Существуют одно-, двух- и трехпараметровые толщиномеры. Подавляемые факторы: вариации зазора, σ или μ . Однопараметровые приборы практически не применяют из-за больших погрешностей, вызываемых влиянием вариаций зазора (даже при плотном прижатии преобразователя).
Теоретический анализ выходного сигнала накладного ВТП показывает, что при контроле деталей в слабых магнитных полях отношение чувствительностей амплитуды сигнала преобразователя к зазору и к магнитной проницаемости или σ
материала растет пропорционально увеличению частоты тока питания преобразователя. В случае высокой частоты тока питания и μ
= 1 вносимое реактивное сопротивление (напряжение) не зависит от σ
. В связи с этим, как правило, электромагнитные измерители зазоров, диаметров и вибраций имеют высокочастотные ВТП и измерительные схемы, слабо реагирующие на вносимое активное сопротивление (напряжение). Повышение абсолютной чувствительности достигается за счет использования  дифференциальных многовитковых накладных ВТП или ВТП, включенных в резонансную схему.
дифференциальных многовитковых накладных ВТП или ВТП, включенных в резонансную схему.
Бесконтактность, быстродействие (суммарное время переходных процессов может быть уменьшено до микросекунд), простота и возможность проведения измерения в агрессивных средах выгодно отличают электромагнитные измерители зазоров, диаметров и вибрации. Особенностью этих приборов является и возможность получения линейных характеристик зависимости выходного сигнала от зазора за счет применения специальных конструкций преобразователя и схем линеаризации.
Метод вихревых токов широко применяют для контроля механического состояния различных деталей кузова автомобиля.
 2 АНАЛИЗ КОНСТРУКЦИЙ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ НЕМАГНИТНОГО ПОКРЫТИЯ
2 АНАЛИЗ КОНСТРУКЦИЙ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ НЕМАГНИТНОГО ПОКРЫТИЯ
2.1 Измерители толщины немагнитного покрытия стальных поверхностей
При работах, связанных с нанесением защитного покрытия на стальные поверхности, часто возникает необходимость определения толщины слоя. Несмотря на кажущуюся сложность, определить это можно несколькими простыми способами. В промышленных приборах для этого обычно применяют ультразвуковые толщиномеры, которые работают на принципе эхо – локации. К защитному слою прикладывается датчик, представляющий собой пьезоэлектрический преобразователь, на который подаются пачки ультразвуковых колебаний. Ультразвуковой сигнал проходит через защитное покрытие и отражается от металлической поверхности. Отражённый сигнал улавливается датчиком, усиливается и подаётся на фазовый детектор, который сравнивает фазу посланного и отражённого сигнала, а затем выдаёт сигнал, пропорциональный времени запаздывания, а значит и толщине покрытия. Этот способ достаточно точен, но очень сложен для самостоятельной реализации. Более простые устройства можно изготовить на базе ёмкостных или индуктивных датчиков. Погрешности измерения у этих устройств гораздо выше, чем у ультразвуковых измерителей, но в большинстве случаев это не принципиально. Если покрытие лакокрасочное, то можно воспользоваться ёмкостным датчиком, который представляет собой две небольшие металлические пластины, приклеенные к диэлектрическому основанию и прижимаемые к поверхности слоя. Между пластинами измеряется ёмкость, которая зависит от диэлектрической проницаемости покрытия и от его толщины. Прибор необходимо калибровать для каждого вида лакокрасочного покрытия. Более удобны индуктивные датчики. Датчик представляет собой  миниатюрный Ш-образный трансформатор, собранный с одной стороны катушки, без замыкающих пластин. Если открытой стороной прижать его к металлической поверхности, то в зависимости от толщины немагнитного зазора, образовываемого защитным покрытием, изменяется индуктивность катушки. Один из способов измерения заключается в том, что катушку включают в качестве индуктивности LC - генератора низкой частоты. Далее сигнал подаётся на частотный детектор, а затем на устройство индикации.Способ хорош, но достаточно сложен. Схема устройства приведена на рис 2.1.
миниатюрный Ш-образный трансформатор, собранный с одной стороны катушки, без замыкающих пластин. Если открытой стороной прижать его к металлической поверхности, то в зависимости от толщины немагнитного зазора, образовываемого защитным покрытием, изменяется индуктивность катушки. Один из способов измерения заключается в том, что катушку включают в качестве индуктивности LC - генератора низкой частоты. Далее сигнал подаётся на частотный детектор, а затем на устройство индикации.Способ хорош, но достаточно сложен. Схема устройства приведена на рис 2.1.
 |
Рисунок 2.1 – Схема индуктивного толщиномера
Устройство представляет собой генератор стабильной частоты и амплитуды, последовательно с выходом которого включается индуктивный датчик, сопротивление которого пропорционально квадратному корню от индуктивности. Напряжение после датчика детектируется, нормализуется и подаётся на устройство индикации. Для индикации можно применить небольшой стрелочный индикатор, заново отградуировав его шкалу, но более удобной является светодиодная индикация. Трансформатор собран с одной стороны, без замыкающих пластин, и залит эпоксидной смолой вместе с  остальными элементами, в небольшом корпусе. Рабочая поверхность датчика зашлифована до блеска металла.
остальными элементами, в небольшом корпусе. Рабочая поверхность датчика зашлифована до блеска металла.
Достоинства прибора – его небольшие габариты и возможность измерять толщину любых немагнитных покрытий, даже электропроводных, например толщину алюминиевого напыления или медного гальванического покрытия на стальной поверхности. Прибор калибруется с помощью немагнитных пластин известной толщины. В схеме можно применить любые низковольтные операционные усилители с малым потреблением тока. У выбранных типов ОУ сопротивления резисторов между выводами 4 и 8 задают потребляемый ток и составляют 1...1,5 МОм. Можно использовать сдвоенные ОУ, например LM358 или аналогичные. Микросхему К561ЛА7 можно заменить на К561ЛЕ5 или любые инверторные логические элементы. Если требуется повысить точность аналого-цифрового преобразователя, вместо цифровой микросхемы можно применить счетверённый компаратор LM339. Ещё более упростить схему можно применив микросхему A277 (К1003ПП1) для линейной световой индикации, правда возрастёт потребляемый ток. В этом случае микросхемы К561ЛА7 и КР1533ИД3 вместе с резисторами обвязки не понадобятся - вход микросхемы подключается на выход второго ОУ. Таймер NE555N (КР1006ВИ1) в схеме используется не только как генератор стабильной частоты для датчика, но и как инвертор отрицательной полярности для получения напряжения 2В, необходимого для нормальной работы ОУ. Правильно собранная схема начинает работать сразу, остаётся только индивидуально откалибровать светодиодную линейку индикации подстроечных резисторов и немагнитных пластин известной толщины.
 2.2 Измерение толщины металлических покрытий на ферромагнитном основании
2.2 Измерение толщины металлических покрытий на ферромагнитном основании
Прибор, ИТП-63, позволяет в любых производственных условиях определять толщину немагнитного покрытия без разрушения самого покрытия и детали. Толщина слоя покрытия, которую можно измерить с помощью этого прибора, лежит в пределах от 0 до 100 мк. При тщательной настройке прибора им можно измерять пленки толщиной до 500 мк. Прибор крайне прост по конструкции и может быть легко повторен по описанию, приведенному в статье, радиолюбителями средней квалификации. Питание прибора осуществляется от сети переменного тока, однако при незначительных переделках его можно питать от встроенных источников тока. Толщиномер типа ИТП-63 предназначен для измерения толщины слоя хромового покрытия на ферромагнитных основаниях. Принцип действия прибора, схема которого изображена на рис. 2.2, основан на изменении индуктивного сопротивления датчика L1 в зависимости от толщины хромового покрытия.
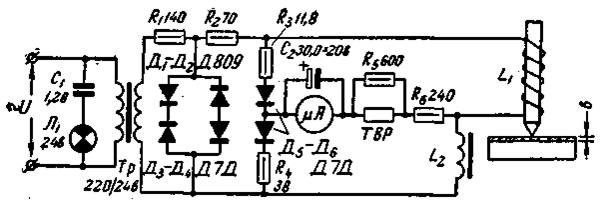 |
Рисунок 2.2 – Схема толщемера
Датчик прибора включен в плечо моста. При изменении толщины покрытий (о) меняется индуктивное сопротивление датчика L1, нарушается равновесие моста и прибор на 100 мк фиксирует изменение тока. Шкала  прибора градуируется в микронах, благодаря чему можно непосредственно измерять толщину хромового покрытия.
прибора градуируется в микронах, благодаря чему можно непосредственно измерять толщину хромового покрытия.
Градуировка толщинометра производилась на специальных образцах, толщина покрытия которых предварительно определялась микрометром с высокой точностью.
Получение двух крайних точек (нуль и максимум) осуществляется изменением сопротивлений R3 и R4.
Точность градуировки прибора сильно зависит от точности изготовления самого образца.
Чувствительность толщиномера определяется величиной выбранного напряжения питания для каждого прибора (до насыщения сердечника датчика и компенсирующего устройства). С увеличением напряжения чувствительность увеличивается. Кроме этого, чем больше число витков и сечение сердечника катушек L1 и L2, тем выше чувствительность прибора. Чувствительность толщиномера в значительной степени зависит от оптимального значения сопротивлений R3, R4 и емкости конденсатора С2.
При правильном подборе указанных элементов предел измерения можно довести до 500 мк.
Конструкция датчика компенсирующего устройства показана на рис. 2.3. Катушки L1 и L2 содержат по 800 витков провода ПЭЛ-0,21. Намотка катушек датчика и компенсирующего устройства производится внавал.
Указанные сопротивления R5–R6 и термистор типа Т8Р (или ТШ-1) служат для линеаризации шкалы прибора толщинометра.
Линейность шкалы толщиномера также зависит от характеристик термистора и диодов, включенных в в плечо моста.
Для стабилизации напряжения питания использованы сопротивления R1, R2, кремниевые стабилитроны типа Д809 и последовательно включенные с ними диоды типа Д7Д.
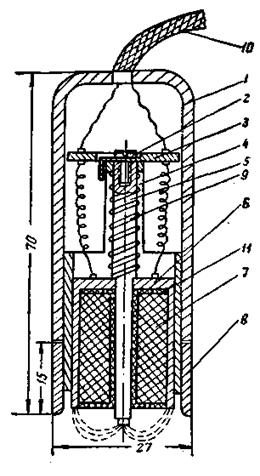 |
1 – корпус; 2 – винт; 3 – клемная панель; 4 – корпус магнитопровода; 5 – сердечник; 6 – корпус катушки; 7 – обмотка катушки; 8 – защитный стакан; 9 – приужина; 10 – шнур питания; 11 – каркас катушки
Pисунок 2.3 – Датчик компенсирующего устройства
Прибор выполнен в виде переносной конструкции с горизонтальным расположением указателя и с выносным датчиком.
Размеры прибора 210х150х70 мм.
Вес прибора с датчиком 2,1 кг.
Площадь соприкосновения датчика с измеряемым объектом 27х27 мм.
Прибор питается от сети переменного тока 220 В, предел измерения 0…100 мк.
Общая погрешность толщиномера не превышает 4%.
 2.3 Применение толщиномера для контроля проката из алюминиевых сплавов
2.3 Применение толщиномера для контроля проката из алюминиевых сплавов
Технология производства и высокие требования к надежности при эксплуатации сложных авиационных и космических систем требуют решения целого ряда задач, связанных с измерением акустическими методами и приборами таких параметров, как время распространения ультразвуковых колебаний или его приращение, и получением на их основе расчетным путем значений толщины, скорости распространения ультразвуковых колебаний, анизотропии проката и его упругих характеристик. Одновременно, измерение амплитуды акустических сигналов позволяет определить наличие нарушений сплошности или качество неразъемных соединений (сварных, паяных, клеевых), оценить по характеру изменения амплитуд многократных эхо-сигналов степень коррозионного или эрозионного поражения, нарушения клеевого соединения.
Ультразвуковой контроль толщины стенки тонкостенных корпусов и элементов конструкций, труб топливопроводов является одним из важнейших направлений технической диагностики авиакосмических систем. При этом контроль проводят как в цеховых условиях предприятий авиакосмической промышленности, так и в ремонтных цехах, ангарах и на открытых площадках. Для обеспечения эффективного производства и безопасной эксплуатации аэрокосмической техники были созданы и освоены в эксплуатации несколько поколений ультразвуковых толщиномеров, предназначенных для автоматизированного и ручного контроля [1-7]. Однако большая часть из них морально и физически устарела, а многие вновь разработанные обладают весьма существенными недостатками. К ним относятся низкая производительность и достоверность при использовании пьезоэлектрических преобразователей (ПЭП), наличие большого количества влияющих факторов,  отсутствие систем обработки сигналов и регистрации результатов, что снижает достоверность контроля.
отсутствие систем обработки сигналов и регистрации результатов, что снижает достоверность контроля.
Ограничения ультразвукового метода измерения толщины
Погрешность ультразвукового метода измерения толщины зависит от целого ряда влияющих факторов, накладываемых следующими ограничениями:
- вариацией скорости распространения ультразвуковых колебаний (УЗК);
- состоянием и геометрическими характеристиками изделия;
- качеством акустического контакта при использовании ПЭП;
- магнитными свойствами и электропроводностью материала изделия при использовании электромагнитно-акустических (ЭМА) преобразователей;
- температурой окружающей среды и др.
Исследование влияния различных факторов на погрешность измерения толщины металлоконструкций с применением ультразвуковых методов, выполненные в [1-4], показали, что основным фактором при использовании ПЭП, определяющим погрешность измерения толщины в зависимости от свойств материала, является вариация скорости распространения УЗ колебаний в направлении прозвучивания. При этом, поскольку калибровка ультразвуковых толщиномеров осуществляется по специальным калибровочным или эталонным образцам, возникающая относительная погрешность измерений равна относительным отклонениям действительного значения скорости УЗК в изделии от значения скорости, принятого при калибровке. Для исключения влияния разброса скорости УЗК при изготовлении стандартных образцов, как правило, в качестве исходной используется заготовка, из которой изготавливаются все образцы для данного аттестуемого комплекта. Однако, при применении указанных образцов для калибровки толщиномера перед контролем конструкций, изготовленных из проката, автоматически вносится погрешность, связанная с отличием условий распространения УЗК в направлении проката при прозвучивании образца и поперек проката при прозвучивании реального изделия. Поэтому при  повышении требований к точности измерения толщины, возникает необходимость точного измерения скорости распространения УЗК в заданном направлении прозвучивания контролируемого материала, изготовления и аттестации соответствующих образцов для калибровки толщиномеров.
повышении требований к точности измерения толщины, возникает необходимость точного измерения скорости распространения УЗК в заданном направлении прозвучивания контролируемого материала, изготовления и аттестации соответствующих образцов для калибровки толщиномеров.
В связи с тем, что в зависимости от акустических и геометрических характеристик контролируемых изделий (толщины стенки, кривизны, шероховатости и непараллельности поверхностей и затухания УЗК в материале), амплитуда и форма многократных эхо-сигналов существенно изменяются [1], при проведении измерений возникает опасность внесения ошибок, связанных с флуктуацией амплитуды и потерей полуволны эхо-сигналов из-за влияния внешних факторов. Нестабильность качества акустического контакта, ухудшение которого приводит к уменьшению амплитуды эхо-сигналов и увеличению уровня помех, как справедливо отмечается в [1], связана как с субъективными факторами, так и с физическими свойствами контактной среды (жидкости или смазки).
Дополнительную погрешность, связанную с искажением формы и флуктуациями амплитуды сигнала, вносит механический износ, повреждения в виде царапин, выбоин и сколов рабочей поверхности ПЭП, находящейся в контакте с поверхностью контролируемого изделия, и разрушения акустического экрана в связи с чем уменьшается отношение сигнал/помеха. В процессе эксплуатации толщиномеров при отклонении температуры контролируемых изделий и призм ПЭП от принятой при юстировке отсчетного устройства вносится дополнительная погрешность, обусловленная физическими характеристиками материала изделия и призм. Наконец, существенную роль играют погрешности, связанные с влиянием таких характеристик изделия, как кривизна, шероховатость и непараллельность поверхностей изделия.
 Все рассмотренные ограничения, за исключением связанных с влиянием качества акустического контакта и конструктивных элементов ПЭП, играют существенную роль и при использовании ЭМА преобразователей [8].
Все рассмотренные ограничения, за исключением связанных с влиянием качества акустического контакта и конструктивных элементов ПЭП, играют существенную роль и при использовании ЭМА преобразователей [8].
Для исключения или ослабления влияния указанных видов погрешностей на ее суммарное значение рекомендуется проводить корректировку вводимого юстировочного значения скорости распространения УЗК и показаний толщиномера на юстировочном образце, изготовленном из материала контролируемого изделия или близкого по акустическим свойствам, использовать целый ряд методических приемов, повышать требования к квалификации операторов, технологии и процедуре регистрации результатов контроля, что при проведении массового контроля толщины значительно усложняет процесс проведения измерений и снижает их достоверность.
Представленные в [5-7] электромагнитно-акустические (ЭМА) толщиномеры также не решают проблему снижения погрешности, повышения достоверности и автоматизации регистрации результатов контроля изделий, что связано с отсутствием в их составе систем обработки сигналов и неоптимальной конструкцией ЭМА преобразователей.
Принцип действия ЭМА толщиномера. Наиболее активно ультразвуковые толщиномеры используются для массового производственного контроля толщины различных марок алюминиевого проката в авиакосмической промышленности, предъявляющей к используемым методам и приборам измерения толщины весьма жесткие требования. Контролю подлежит листовой прокат, изделия цилиндрической и сферической формы в состоянии после прокатки или химфрезерования, при этом диапазон измеряемых толщин составляет 1…25 мм, минимальный радиус кривизны цилиндрических и сферических изделий около 1 м. При разбросе скоростей распространения ультразвуковых колебаний в пределах от 2500 до 6500 м/с допустимая погрешность измерения толщины не должна превышать 0,01 мм.
 Основным отличием ЭМА тощиномера является то, что при его использовании не требуется создания акустического контакта, так как УЗК возникают непосредственно в поверхностном слое контролируемого металла (рис. 2.4). Толщиномер обеспечивает измерение толщины изделий из сплавов алюминия в диапазоне от 0,5 до 100 мм эхо-методом с применением ЭМА возбуждения и приема УЗ колебаний. Наиболее эффективно в алюминиевых сплавах с использованием ЭМА преобразования возбуждаются сдвиговые горизонтально-поляризованные волны (смещение частиц параллельно поверхности изделия), скорость распространения которых почти в 2 раза меньше скорости распространения продольной волны, что обеспечивает возможность измерения существенно меньших толщин проката из алюминиевых сплавов.
Основным отличием ЭМА тощиномера является то, что при его использовании не требуется создания акустического контакта, так как УЗК возникают непосредственно в поверхностном слое контролируемого металла (рис. 2.4). Толщиномер обеспечивает измерение толщины изделий из сплавов алюминия в диапазоне от 0,5 до 100 мм эхо-методом с применением ЭМА возбуждения и приема УЗ колебаний. Наиболее эффективно в алюминиевых сплавах с использованием ЭМА преобразования возбуждаются сдвиговые горизонтально-поляризованные волны (смещение частиц параллельно поверхности изделия), скорость распространения которых почти в 2 раза меньше скорости распространения продольной волны, что обеспечивает возможность измерения существенно меньших толщин проката из алюминиевых сплавов.
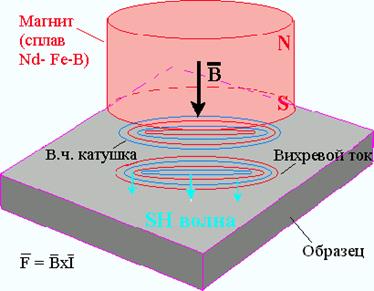 |
Рисунок 2.3 – Способ ЭМА возбуждения и приема сдвиговых горизонтально-поляризованных (SH) волн
Высокий в сравнении с другими металлами коэффициент двойного преобразования в алюминиевых сплавах в сочетании с использованием энергонезависимых постоянных магнитов на основе сплава "Неодим-железо- бор" (Nd-Fe-B) обеспечили возможность создания портативного толщиномера с малогабаритными ЭМА преобразователями (ЭМАП) совмещенного типа, обеспечивающими возбуждение и прием сдвиговых горизонтально-поляризованных волн в диапазоне рабочих частот от 2,5 до 5 МГц.
бор" (Nd-Fe-B) обеспечили возможность создания портативного толщиномера с малогабаритными ЭМА преобразователями (ЭМАП) совмещенного типа, обеспечивающими возбуждение и прием сдвиговых горизонтально-поляризованных волн в диапазоне рабочих частот от 2,5 до 5 МГц.
Другим принципиальным отличием рассмотренного толщиномера от предшественников является применение корреляционной обработки сигналов, что позволило практически исключить влияние изменения формы и амплитуды эхо-сигналов на погрешность измерений.
Толщиномер с помощью ЭМА преобразователя периодически возбуждает в контролируемом объекте короткие импульсы УЗК. С помощью этого же преобразователя импульсы многократно-отраженных ультразвуковых колебаний преобразуются в электрические сигналы, усиливаются и поступают в электронный блок толщиномера.
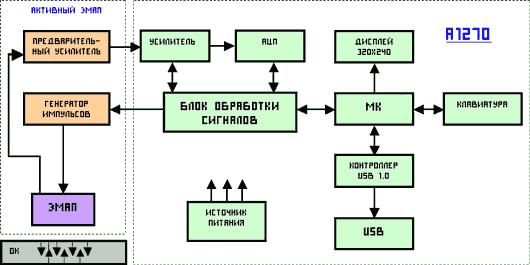 |
Рисунок 2.5 – Схема функциональная ЭМА толщиномера
Применение ЭМА преобразователя позволило реализовать еще одно принципиальное отличие толщиномера А1270 - непрерывное сканирование контролируемого изделия в процессе измерения толщины. В связи с этим алгоритмом обработки информации предусмотрен режим поиска и индикации  минимальной толщины контролируемого изделия или отдельного участка. Одновременно с отображением измеренной толщины обеспечивается индикация установленной скорости распространения УЗ колебаний.
минимальной толщины контролируемого изделия или отдельного участка. Одновременно с отображением измеренной толщины обеспечивается индикация установленной скорости распространения УЗ колебаний.
Устройство и возможности ЭМА рассмотренного толщиномера (рис. 2.5) состоит из электронного блока, в состав которого входят микроконтроллер (МК), блок цифровой обработки сигналов, усилитель, амплитудно-цифровой преобразователь (АЦП), графический дисплей, клавиатура, USB-контроллер и источник питания, а также ЭМАП с встроенным блоком генератора импульсов возбуждения и предварительным усилителем.
После усиления и амплитудно-цифрового преобразования сигналов, их корреляционной обработки и выполнения вычислительных операций информация об измеренной толщине объекта контроля (ОК) сохраняется в памяти толщиномера, выводится на экран дисплея и в необходимых случаях с помощью USB интерфейса передается в ПК для более детального исследования или постоянного хранения. Толщиномер может работать в двух режимах измерения: основной режим измерения толщины (по умолчанию) и режим поиска и индикации минимальной толщины. Если в основном режиме измерения не произошло (не подключен или не установлен на изделие преобразователь, объект неконтролепригоден - отсутствуют информативные сигналы), на дисплее отображается только служебная информация. Если произошло измерение, на дисплее крупными цифрами отображается измеренная толщина в мм и выдается звуковой сигнал, подтверждающий факт измерения.
В случае необходимости более тщательных исследований состояния металла объекта контроля (дефекты, коррозия и т.д.) включается режим А -развертки, обеспечивающий возможность оценки состояния металла контролируемого объекта по амплитуде и форме эхо-сигналов, а также по характеру ослабления многократных эхо-сигналов.
 Результаты измерения отображаются на дисплее в мм с дискретностью 0,01 мм в диапазоне толщин от 0,5 до 25 мм и 0,1 мм при измерении толщин более 25 мм. В качестве дисплея в приборе используется графический жидкокристаллический модуль с подсветкой при работе в условиях низкой освещенности. Толщиномер обеспечивает запись и сохранение в памяти более 2000 значений толщины, значение установленной или измеряемой скорости УЗК индицируется непрерывно.
Результаты измерения отображаются на дисплее в мм с дискретностью 0,01 мм в диапазоне толщин от 0,5 до 25 мм и 0,1 мм при измерении толщин более 25 мм. В качестве дисплея в приборе используется графический жидкокристаллический модуль с подсветкой при работе в условиях низкой освещенности. Толщиномер обеспечивает запись и сохранение в памяти более 2000 значений толщины, значение установленной или измеряемой скорости УЗК индицируется непрерывно.
В режиме поиска минимального значения толщины в заданной области контроля изделия после завершения цикла измерений на дисплее отображается минимальное значение толщины за весь цикл. Переключение режимов работы производится с помощью меню управления с клавиатуры.
Степень разряда аккуляторов отображается на дисплее прибора с помощью символа батареи. При использовании толщиномера в лабораторных и цеховых условиях предусмотрена возможность его питания от сетевого источника.
По конструктивному исполнению и эксплуатационным возможностям толщиномер является переносным портативным прибором для ручного ультразвукового контроля объектов в цеховых условиях и в условиях запыленности, повышенной влажности воздуха и умеренных осадков при работе на открытых площадках. Степень защиты от внешних воздействий соответствует IP65.
Для удобства работы оператора толщиномер комплектуется переносным чехлом, который позволяет закреплять его в произвольном положении на поясе или в нагрудном положении.
Наличие графического дисплея позволяет использовать ЭМА толщиномер в режиме дефектоскопии металла заготовок и изделий с целью обнаружения дефектов типа расслоений, неметаллических включений, эрозионных и коррозионных повреждений.
 К дополнительным возможностям при использовании прибора в качестве дефектоскопа узлов летательных аппаратов можно отнести контроль сотовых конструкций с обшивками из алюминиевых сплавов и контроль клееных конструкций из алюминиевых сплавов, обнаружение и оконтуривание зон коррозионного повреждения обшивки из алюминиевых сплавов самолетов различных модификаций.
К дополнительным возможностям при использовании прибора в качестве дефектоскопа узлов летательных аппаратов можно отнести контроль сотовых конструкций с обшивками из алюминиевых сплавов и контроль клееных конструкций из алюминиевых сплавов, обнаружение и оконтуривание зон коррозионного повреждения обшивки из алюминиевых сплавов самолетов различных модификаций.
Благодаря возможности использования ЭМА преобразователей, обеспечивающих возбуждение сдвиговых волн с линейной поляризацией и измерение скорости распространения волны с поляризацией вдоль и поперек направления прокатки, толщиномер позволяет оценить степень анизотропии проката.
Возможность подключения прибора к персональным компьютерам создает предпосылки его использования при проведении исследований и совершенствовании технологии обработки металла и как инструмент для регистрации и накопления информации о технологическом процессе производства и техническом состоянии сложных конструкций.
При производственном контроле толщины проката в условиях машиностроительных предприятий, когда ставится задача контроля толщины с погрешностью не хуже 0,01 мм, необходимо перед началом контроля выполнить юстировку толщиномера на образцах металла контролируемой партии проката.
Устанавливая ЭМАП на поверхность металла проката и, перемещая его по заданной траектории, проводят контроль, в процессе которого на экране дисплея высвечивается значение измеренной толщины. При необходимости определения минимальной толщины в пределах проконтролированного участка используется режим поиска и индикации минимальной толщины, в этом случае по окончании цикла измерения на экране дисплея высвечивается значение минимальной толщины.
 Каждый цикл измерения толщины завершается, при необходимости, сохранением результатов в памяти прибора, которые по окончании контроля через USB интерфейс передаются в базовый персональный компьютер для обобщения результатов контроля.
Каждый цикл измерения толщины завершается, при необходимости, сохранением результатов в памяти прибора, которые по окончании контроля через USB интерфейс передаются в базовый персональный компьютер для обобщения результатов контроля.
Измерения толщины и скорости распространения ультразвуковых колебаний выполнялись на стандартных образцах и реальных образцах из сплавов различных марок. Для проведения исследований разработан стенд, в состав которого включены стандартные приборы, цифровой осциллограф и персональный компьютер. Обработка сигналов осуществлялась с помощью стандартного и специально разработанного программного обеспечения.
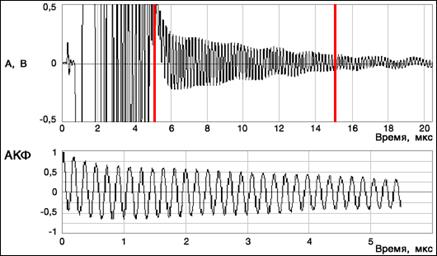 |
Характерные реализации информативных сигналов при измерении малых толщин стандартных образцов и изделий и их автокорреляционные функции (АКФ) представлены на рис.2.6, рис.2.7. Особенно наглядно демонстрирует эффективность корреляционной обработки сигналов рис.2.6, на котором показана реализация информативных сигналов с соотношением сигнал-шум, не превышающим 1,2…1,5 раза.
 Рисунок 2.6 – Характерная реализация информативного сигнала и его автокореляционной функции для проката из алюминиевого сплавова толщиной 0,285 мм
Рисунок 2.6 – Характерная реализация информативного сигнала и его автокореляционной функции для проката из алюминиевого сплавова толщиной 0,285 мм
|
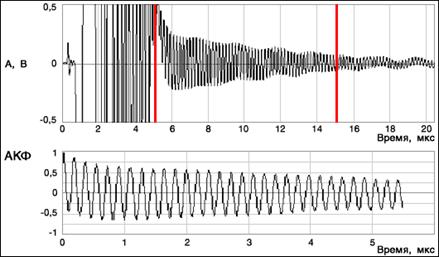 |
 Рисунок 2.7 – Характерная реализация информативного сигнала и его автокореляционной функции для проката из алюминиевого сплавова толщиной 1,855 мм
Рисунок 2.7 – Характерная реализация информативного сигнала и его автокореляционной функции для проката из алюминиевого сплавова толщиной 1,855 мм
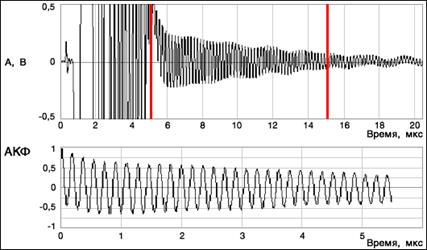 |
Рисунок 2.8 – Характерная реализация информативного сигнала и его автокореляционной функции для проката из алюминиевого сплавова толщиной 4,315 мм
По результатам испытаний установлено, что прибор обеспечивает высокую точность и повторяемость при измерении на аттестованных стандартных образцах и реальных изделиях.
 3 МЕТОД ПРОВЕРКИ СОСТОЯНИЯ КУЗОВА ТОЛЩИНОМЕРОМ
3 МЕТОД ПРОВЕРКИ СОСТОЯНИЯ КУЗОВА ТОЛЩИНОМЕРОМ
3.1 Диагностика лакокрасочного покрытия автомобиля
У современных автомобилей толщина лакокрасочного покрытия деталей кузова автомобиля одинакова. Последующее обновление лакокрасочного покрытия на любом, даже самом высококачественном оборудовании, будет отличаться от заводской покраски. Однако цена на такой автомобиль, в зависимости от года выпуска и модели транспортного средства, будет отличаться от 1 до 10 тыс. у.е. Продавцы зачастую скрывают подлинную историю автомобиля, а покупатель даже не подозревает о том, в каких переделках побывал покупаемый автомобиль. Практика показала что продавцы покупают автомобиль с повреждениями деталей кузова за 5000…15000 дол. США, а после ремонта продают за 20000…30000 дол. США, как не имеющий повреждений. Верить людям надо, но даже честные продавцы могут искренне заблуждаться относительно действительного состояния своего автотранспорта.
Выявление мест перекрашивания или обновления лакокрасочного покрытия на кузове автомобиля. У большинства современных отечественных и импортных производителей толщина лакокрасочного покрытия (далее ЛКП) деталей кузова нового автомобиля одинаково и составляет 90…165 мкм, а на углах и округлениях может доходить до 180 мкм. Если автомобиль перекрашивали, толщина ЛКП уже составит не менее 200…250 мкм. Зашпаклеванные места могут достигать толщины в несколько миллиметров: обычно 0,5…2,5 мм (или 500…2500 мкм). Если поврежденный элемент кузова заменили новой оригинальной деталью, а потом её покрасили, то толщина ЛКП будет отличаться от заводской в большую или меньшую сторону и будет неравномерной, так как маляр не может выдержать одинаковое распыление по всей поверхности. Кроме того, научно доказано, что толщина ЛКП в 90 мкм для ![]() ряда покрытий является критической отметкой, ниже которой существенно снижаются эксплуатационные и физико-механические свойства покрытия и, как следствие, возможно проявление различных видов коррозионных разрушений.
ряда покрытий является критической отметкой, ниже которой существенно снижаются эксплуатационные и физико-механические свойства покрытия и, как следствие, возможно проявление различных видов коррозионных разрушений.
Таблица 3.1 – Толщина лакокрасочного покрытия
| № |
Толщина лакокрасочного покрытия, мкм |
Комментарии |
| 1 |
90…165 |
толщина лакокрасочного нового автомобиля |
| 2 |
до 180 |
на углах и округлениях покрытия деталей кузова нового автомобиля |
| 3 |
не менее 200…250 |
толщина покрытия перекрашенных деталей кузова автомобиля |
| 4 |
500…2500 |
зашпаклеванные места перекрашенных деталей кузова автомобиля |
| 5 |
менее 90 |
возможно проявление различных видов коррозионных разрушений |
| 6 |
Неравномерная толщина покрытия детали |
элемент кузова заменили новой оригинальной деталью, а потом её покрасили |
В настоящее время существует возможность при помощи специальных технических средств устанавливать, был ли кузов автомобиля повреждён в прошлом, даже если он выглядит идеально. Для этого используется прибор для неразрушающего контроля ЛКП, который, реализуя вихретоковый и индукционный методы измерений, обеспечивает возможность измерения толщины ЛКП как на ферромагнитных (сталь, железо), так и неферромагнитных деталях и сплавах (алюминий, латунь и др.). При этом абсолютная погрешность измерений (в диапазоне измерений до 1000 мкм) составляет всего ±1%.
3.2 Система оценки автомобиля
До настоящего времени отсутствовал очень важный аспект для формирования цивилизованного рынка продаж подержанных автомобилей, а ![]() именно – не существовало системы оценки технического состояния автомобиля. Ведь два автомобиля одной марки и модели, одного года выпуска и одинакового пробега могут иметь совершенно разное техническое состояние, от идеального и ни разу не побывавшего в ДТП авто до требующего серьезного ремонта или восстановленного после серьезной аварии.
именно – не существовало системы оценки технического состояния автомобиля. Ведь два автомобиля одной марки и модели, одного года выпуска и одинакового пробега могут иметь совершенно разное техническое состояние, от идеального и ни разу не побывавшего в ДТП авто до требующего серьезного ремонта или восстановленного после серьезной аварии.
Таблица 3.2 - Система оценки автомобиля
| Общая оценка |
Общее описание |
Возраст авто, лет |
Пробег, км |
Внешний вид кузова |
Силовые элементы кузова |
Замена или ремонт элементов кузова |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| S |
Новый автомобиль (не регистрировался). Возраст авто - без ограничений. Пробег - до 100 км. Замена или ремонт внешних элементов кузова не допускается. Оценка состояния внешнего вида кузова, силовых элементов кузова ниже оценки S не допускается. Двигатель, трансмиссия и остальные системы автомобиля работают идеально |
Без ограничений |
до 1000 |
S |
S |
0 |
| 7 |
Отличное состояние (близко к состоянию нового автомобиля). Возраст авто - менее 1 года. Пробег - до 25000 км. Допускается замена или ремонт внешних элементов кузова (не более 2-х). Оценка состояния внешнего вида кузова, силовых элементов кузова ниже оценки А не допускается. Двигатель, трансмиссия и остальные системы автомобиля работают отлично |
Менее 1 |
до 25000 |
А и выше |
А и выше |
до 2 |
![]() Продолжение таблицы 3.2
Продолжение таблицы 3.2
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| 6 |
Отличное состояние автомобиля. Возраст авто - менее 3 лет. Пробег - до 75000 км. Допускается замена или ремонт внешних элементов кузова (не более 2-х). Оценка состояния внешнего вида кузова, силовых элементов кузова ниже оценки А не допускается. Двигатель, трансмиссия и остальные системы автомобиля работают отлично |
Менее 3 |
до 75000 |
|||
| 5 |
Хорошее состояние автомобиля (близко к отличному). Возраст авто - менее 5 лет. Пробег - до 125000 км. Допускается замена или ремонт более 2-х внешних элементов кузова. Оценка состояния внешнего вида кузова, силовых элементов кузова ниже оценки В не допускается. Двигатель, трансмиссия и остальные системы автомобиля работают хорошо |
Менее 5 |
до 125000 |
B и выше |
B и выше |
более 2 |
| 4 |
Хорошее состояние автомобиля. Возраст авто - менее 8 лет. Пробег - до 200000 км. Допускается замена или ремонт более 2-х внешних элементов кузова. Оценка состояния внешнего вида кузова, силовых элементов кузова ниже оценки В не допускается. Двигатель, трансмиссия и остальные системы автомобиля работают хорошо |
Менее 8 |
до 200000 |
![]() Продолжение таблицы 3.2
Продолжение таблицы 3.2
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| 3 |
Удовлетворительное состояние автомобиля (близко к хорошему). Возраст авто - менее 8 лет. Пробег - до 300000 км. Допускается замена или ремонт более 2-х внешних элементов кузова. Оценка состояния внешнего вида кузова, силовых элементов кузова ниже оценки С не допускается. Двигатель, трансмиссия и остальные системы автомобиля работают удовлетворительно |
Менее 8 |
до 300000 |
С и выше |
С и выше |
|
| 2 |
Автомобиль в удовлетворительном состоянии. Возраст авто - менее 12 лет. Пробег - до 300000 км. Допускается замена или ремонт более 2-х внешних элементов кузова. Оценка состояния внешнего вида кузова, силовых элементов кузова ниже оценки С не допускается. Двигатель, трансмиссия и остальные системы автомобиля работают удовлетворительно. |
Менее 12 |
до 300000 |
|||
| 1 |
Автомобиль в неудовлетворительном состоянии. Битый невосстановленный автомобиль, либо очень старый (более 12 лет), либо с большим пробегом (свыше 300000 км), либо автомобиль с серьезным дефектом (требует капитального ремонта или замены) двигателя или трансмиссии. |
Более 12 |
свыше 300000 |
D и выше |
D и выше |
|
| R |
Автомобиль, побывавший в серьезной аварии и восстановленный после нее с вмешательством в силовые (несущие) конструкции кузова. |
Без ограничений |
Без ограничений |
Без ограничений |
R |
Без ограничений |
![]() Оценка R (от англ. Recycled – восстановленный) - автомобиль, побывавший в серьезной аварии и восстановленный после нее с вмешательством в несущие конструкции кузова. По принятой в компании УНДА классификации к таковым автомобилям относится авто, у которого в результате ДТП или несчастного случая возникли повреждения силовых (несущих) конструкций кузова (рамы), потребовавшие ремонта (исправления) или замены следующих частей:
Оценка R (от англ. Recycled – восстановленный) - автомобиль, побывавший в серьезной аварии и восстановленный после нее с вмешательством в несущие конструкции кузова. По принятой в компании УНДА классификации к таковым автомобилям относится авто, у которого в результате ДТП или несчастного случая возникли повреждения силовых (несущих) конструкций кузова (рамы), потребовавшие ремонта (исправления) или замены следующих частей:
![]()
1 - нижняя поперечина, 2 - верхняя поперечина (несущая рамка радиатора), 3 - рама (лонжерон), 4 - внутренняя панель, 5 - панель крыши (крыша), 6 - панель пола багажника (пол в багажном отделении), 7 - надколесная арка (брызговик), 8 - стойки (передняя, средняя, задняя), 9 - панель пола (пол), 10 - панель моторного отсека
Рисунок 3.1 - Система оценки силовых элементов кузова
Автомобиль, который прошел покраску, простую замену частей (капот, крыло, дверь, багажник, бампер), закрепленную болтами или другими ![]() приспособлениями не относится к числу автомобилей, побывавших в серьезной аварии. Такому автомобилю присваивается оценка от 1 до 7 по шкале оценок.
приспособлениями не относится к числу автомобилей, побывавших в серьезной аварии. Такому автомобилю присваивается оценка от 1 до 7 по шкале оценок.
![]() 4 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ НОВОВВЕДЕНИЯ
4 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ НОВОВВЕДЕНИЯ
4.1 Введение
Целью нововведений является повышение эффективности методики определения состояния кузова. В общем виде экономическая эффективность нововведений оценивается определенным результатом, полученным в процессе их реализации. В экономической литературе различают понятия эффекта и эффективности: эффект нововведений – это множество результатов от их внедрения в производство, различающихся по содержанию и формам своего выражения.
В зависимости от учитываемых затрат и результатов различают следующие виды эффектов от реализации нововведений:
- экономический (стоимостные показатели – доходы, затраты, прибыль и др.);
- научно-технический (новизна, полезность, надежность и др.);
- социальный (улучшений условий труда и быта работников предприятия);
- экологический (шум, загрязнение, излучение и другие показатели физического состояния окружающей среды). Различают показатели эффекта за расчетный временной период и показатели годового эффекта. Под эффективностью нововведений в большинстве случаев понимается соотношение экономических результатов с затратами на их реализацию;
Экономическая оценка эффективности нововведений включает, как правило, два этапа.
- первый этап – оценка возможности и целесообразности внедрения новшества в предприятии. Обычно данная задача решается на уровне экспертной оценки или здравого смысла. Для принятия окончательного решения могут быть использованы тесты в виде ![]() вопросов, на которые должны ответить высококвалифицированные специалисты в области рассматриваемого нововведения;
вопросов, на которые должны ответить высококвалифицированные специалисты в области рассматриваемого нововведения;
- второй этап предполагает выполнение конкретных расчетов экономической эффективности нововведений, если принято решение о целесообразности его внедрения. К числу показателей, характеризующих эффективность нововведений, могут быть отнесены валовая прибыль, чистая прибыль, рентабельность производства и др.
Валовая прибыль ![]() определяется по формуле
определяется по формуле
![]() , (4.1)
, (4.1)
где ![]() - ожидаемая сумма доходов от реализации нововведения, грн.;
- ожидаемая сумма доходов от реализации нововведения, грн.;
![]() - затраты, связанные с реализацией нововведения, грн.;
- затраты, связанные с реализацией нововведения, грн.;
![]() - налог на добавленную стоимость, грн.
- налог на добавленную стоимость, грн.
Чистая прибыль от реализации нововведения ![]() определяется по формуле
определяется по формуле
![]() . (4.2)
. (4.2)
где ![]() - налог на прибыль, грн.
- налог на прибыль, грн.
Рентабельность нововведения ![]() определяется по формуле
определяется по формуле
 . (4.3)
. (4.3)
4.2 Сравнительная характеристика эффективности работы метода
Рассмотренные показатели рассчитываются до и после реализации нововведения. Разность прибыли до внедрения и после внедрения нововведения дает величину годового экономического эффекта. Эффективность нововведений характеризуется также показателями снижения себестоимости продукции, роста производительности труда и др.
![]() Таблица 4.1 – Сравнительная характеристика эффективности работы
Таблица 4.1 – Сравнительная характеристика эффективности работы
| Виды работ по диагностике кузова |
Затраты времени по старой методике мин. |
Затраты времени по новой методике мин. |
Время экономии при нововведении мин. |
Общее время экономим при нововведении мин. |
| Проверка боковых панелей кузова автомобиля |
20 |
10 |
10 |
50 |
| Проверка передних панелей кузова автомобиля |
25 |
10 |
15 |
|
| Проверка задних панелей куова автомобиля |
25 |
10 |
15 |
|
| Проверка крыши кузова автомобиля |
20 |
10 |
10 |
В дипломном проекте нововведением считается електронный прибор для диагностики толщины лакокрасочного покрытия кузова автомобиля. Нововведение производится с целью улучшения условий труда и быта работников предприятия, улучшения экологического эффекта (шума, загрязнения, излучения и других показателей окружающей среды), улучшения научно – технического эффекта и точности проведения диагностики С нововведением этого прибора уменьшится время затрачиваемое на определение состояния кузова автомобиля, а значит увеличится количество диагностируемых автомобилей. Это приведет к увеличению прибыли предприятия и сократит время окупаемости прибора.
431 Расчет экономического эффекта
![]() Определим стоимость 1-го чел.-ч., работы оператора по формуле
Определим стоимость 1-го чел.-ч., работы оператора по формуле
 , (4.4)
, (4.4)
где ![]() - зарплата 1-го чел.-ч, грн;
- зарплата 1-го чел.-ч, грн;
![]() - зарплата 1-го чел.-ч, грн;
- зарплата 1-го чел.-ч, грн;
173.4 – коэффициент.
 .
.
Из таблицы 7.1 видно, что при нововведении мы экономим время диагностики, а значит, за 1 рабочий день мы можем увеличить число производимых операций.
Найдем число операций за 1 день на старом оборудовании. Возьмем среднее время затраченное на выполнение одной операции 20 мин.
 , (4.5)
, (4.5)
где ![]() - число операций на старом оборудовании за 1 рабочий день;
- число операций на старом оборудовании за 1 рабочий день;
![]() - время одного рабочего дня, мин;
- время одного рабочего дня, мин;
![]() - среднее время одной операции.
- среднее время одной операции.
 .
.
![]()
Рассчитаем число производимых операций за 1 день на нововведенном приборе и возьмем среднее время затраченное на одну операцию 10 мин:
 , (4.6)
, (4.6)
где ![]() - число операций на нововведенном агрегате.
- число операций на нововведенном агрегате.
 .
.
Исходя из этих значений, рассчитаем разницу выполняемых операций после нововведения
![]() , (4.7)
, (4.7)
![]() .
.
Из этой формулы мы видим, что после нововведения можно выполнить на 21 операцию больше, чем до нововведения.
Рассчитаем экономическую эффективность за счет увеличения выполняемых операций за один день по формуле
![]() , (4.8)
, (4.8)
![]()
где ![]() - приблизительная стоимость одной операции, грн.
- приблизительная стоимость одной операции, грн.
![]() .
.
Отсюда найдем экономическую эффективность нововведения за 1 год
![]()
![]() , (4.9)
, (4.9)
где ![]() - число рабочих дней в году.
- число рабочих дней в году.
![]() .
.
Рассчитаем срок окупаемости нововведения прибора для диагностики состояния кузова автомобиля по формуле, дней
 , (4.10)
, (4.10)
 .
.
В ходе расчетов было проведено сравнение технико-экономических показателей старого оборудования и нововведенного методики и прибора для диагностики состояия кузова автомобиля.
Проведен расчет экономического эффекта после нововведения на предприятии.
![]() Проведен расчет времени окупаемости нововведенной методики.
Проведен расчет времени окупаемости нововведенной методики.
Анализ показывает, что после нововведения методики на производство, увеличилось число операций выполняемых до нововведения, увеличивается производительность труда, а следовательно увеличивается экономический эффект.
5 ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
![]() Транспорт — важное условие функционирования общественного производства и жизни людей. Пассажиропотоки в городах растут быстрее, чем население городов. Большую долю всего объема транспортных перевозок выполняет промышленный транспорт, в составе которого 30…35% перевозок совершают железные дороги, около 60% автомобили, а остающиеся 5…10% трубопроводы, транспортеры, речной и морской флот.
Транспорт — важное условие функционирования общественного производства и жизни людей. Пассажиропотоки в городах растут быстрее, чем население городов. Большую долю всего объема транспортных перевозок выполняет промышленный транспорт, в составе которого 30…35% перевозок совершают железные дороги, около 60% автомобили, а остающиеся 5…10% трубопроводы, транспортеры, речной и морской флот.
Транспортная сеть на Земле развита очень широко: протяженность автодорог с твердым покрытием около 12 млн. км, железных дорог 1,3 млн. км, воздушных линий – 5,3 млн. км, трубопроводов – 1 млн. км.
5.1 Влияние транспорта на литосферу
Транспорт существенно уменьшает общую площадь используемой земли, в том числе и общую площадь плодородной земли. Эрозия почвы происходит довольно быстро, а для воссоздания плодородного слоя глубиной 1 см необходимо около 100 лет. Крупный аэропорт требует для организации всех служб площадь, равную 25…50 км2 . Еще большая площадь вокруг аэропорта становится непригодной для проживания людей из-за высокого уровня шума и условий безопасности полетов.
Сохранению почв служат такие главные направления в развитии транспорта, как выделение под транспортные сооружения менее ценных в сельскохозяйственном отношении земель; сохранение традиционных гидрологических режимов в районе транспортных сооружений; сокращение (лучше прекращение) загрязнения почв вредными компонентами работы транспортных средств.
За рубежом и в нашей стране накапливается опыт экономного ![]() использования земли с развитием транспорта. Планируется создание многих новых подземных сооружений. Имеются уже их проекты, но пока останавливает одна трудность — высокая стоимость их строительства.
использования земли с развитием транспорта. Планируется создание многих новых подземных сооружений. Имеются уже их проекты, но пока останавливает одна трудность — высокая стоимость их строительства.
Однако экономия на транспорте — вещь весьма разорительная в будущем она обернется значительно большими расходами, если ее осуществлять непродуманно. Так, 1 км хорошей дороги с твердым покрытием стоил в 1990 г. от 1 до 1,5 млн. р. Однако отсутствие такого покрытия (например, в сельской местности) приводит к прямому разрушению и эрозии почвы. Передвижение транспорта по бездорожью выводит из использования большие площади земли. Часто в весенние и осенние распутицы старые, разбитые дороги забрасываются, а движение осуществляется по новым участкам земли, вплоть до засеянных пашен. Важно и то, что пыль, поднимающаяся с непокрытых дорог, попадает на придорожные растения и существенно снижает урожайность. К сожалению, неухоженные дороги в нашей стране являются отличительной чертой, которая связана и с развитием автомобильного транспорта. На сегодняшний день важно решить проблему: как использовать неудобные земли и осушенные морские территории для нужд транспорта. В США в Чикаго на берегу озера Мичиган на осушенной территории создан аэродром. Здесь был использован метод осушения территории с помощью дамб, который много веков с успехом используется в Голландии. Существует (в основном за рубежом) опыт создания плавучих топливных хранилищ и емкостей на морском дне. Конечно, одно из основных требований к этим хранилищам — надежно обеспеченная герметичность. Здесь следует отметить, что осушение территорий и создание подводных (или надводных) хранилищ топлива — во многом спорное (особенно в отношении хранилищ) направление освоения земной поверхности. Дело в том, что осушение прибрежных зон (литорали) может привести к серьезным нарушениям сложившихся экологических систем и связей водных обитателей. Кроме того, даже при сверхнадежной работе проектировщиков и строителей невозможно гарантировать полную безаварийность. После этого ![]() ясно, что спешки в освоении неудобий в нашей стране нельзя допускать. Эффективное освоение этих земель требует создания условий для обеспечения высокой экологичности проектов и наличия высокоразвитой и современной строительной индустрии.
ясно, что спешки в освоении неудобий в нашей стране нельзя допускать. Эффективное освоение этих земель требует создания условий для обеспечения высокой экологичности проектов и наличия высокоразвитой и современной строительной индустрии.
5.2 Утилизация твердых транспортных отходов
Многие транспортные предприятия оставляют отходы (шлаки, мусор, отходы металлов, резин, пластмасс). Мусор рассеивается на довольно больших площадях вдоль железных и автомобильных дорог. Самый эффективный способ утилизации — переработка транспортного мусора (как и всякого другого) на специальных заводах, где производится сортировка этого мусора. В процессе сортировки магнитные сепараторы отделяют магнитные материалы от немагнитных. Из последних выделяются тяжелые компоненты — цветные металлы и стекло. Оставшийся мусор используется как топливо для производства электроэнергии. Существуют проекты и уже действующие установки по переработке органического мусора в синтетическое топливо.
5.3 Транспорт и гидросфера
Для технических целей транспорт (в первую очередь автомобильный и железнодорожный) расходует очень большие количества пресной воды. На загрязнение воды существенно влияют морские и речные суда. Нефть и нефтепродукты — это наиболее распространенные загрязнители воды. Нефтяная пленка, образующаяся на ее поверхности, снижает интенсивность фотосинтеза и образования биомассы в океане, так как задерживает до 40% ультрафиолетового излучения. Подсчет показывает, что 1 т нефти поглощает весь кислород, растворенный в 400 тыс. т воды. Из-за этого человечество сейчас недополучает от 5 до 20% морепродуктов.
![]() Существенно и другое: нефтяная пленка на поверхности воды серьезно снижает испарение, уменьшает количество водяных паров в атмосфере. Это влияет на климат, в частности, может повысить вероятность засухи.
Существенно и другое: нефтяная пленка на поверхности воды серьезно снижает испарение, уменьшает количество водяных паров в атмосфере. Это влияет на климат, в частности, может повысить вероятность засухи.
Основная задача конца XX в. в области влияния транспорта на гидросферу — прекращение (или существенное сокращение) сбросов загрязнителей (в первую очередь нефти и нефтепродуктов), использование оборотных систем водоснабжения. Так, Волжское пароходство 36% своих потребностей обеспечивает оборотным водоснабжением. Этот, казалось бы, не очень хороший показатель, к сожалению, является одним из лучших в нашей стране.
5.4 Транспорт и атмосфера
Автомобильный транспорт — основной источник загрязнения атмосферы среди других транспортных средств. Наиболее велик вклад транспорта в загрязнение атмосферы окисью углерода, поэтому создание экологически чистых передвижных средств — очень важная проблема.
Нормы токсичности веществ в отработанных газах в нашей стране и за рубежом различны, у нас они даже несколько выше. Государственным стандартом определены среднесуточные предельно допустимые концентрации СО (1 мг/м3 ), Nоx(0,085 мг/м3 ), СН (0,035 мг/м3 ). Содержание серы и свинца ограничено стандартами на топливо. Общемировая тенденция заключается в снижении этих норм, что сдерживается экономическими и техническими причинами. В сравнении с автомобильным, другие виды транспорта существенно меньше загрязняют атмосферу. Например, движение на крупных железнодорожных станциях в нашей стране переведено на электротягу.
Автомобильный транспорт загрязняет атмосферу отработанными газами, картерными и углеводородами. Происходит испарение топлива из бака, карбюратора и трубопровода. В отработанных газах в процентах к объему содержатся: окись углерода (0,5…10%), окислы азота (до 0,8%), углеводороды (до 3%), альдегиды (до 0,2%), сажа.
![]() Количество загрязняющих веществ пропорционально расходу топлива, поэтому более экологичны двигатели, расходующие меньше топлива. Сокращение расхода топлива можно добиться уменьшением массы автомобиля. Легко рассчитать, что расход топлива автомобилем прямо пропорционален его массе. Особенно сильно масса влияет на расход топлива при разгоне и торможении. На многих моделях автомобилей сталь и чугун заменяют легкими сплавами, композитами и пластмассами. Даже блоки цилиндров делают сейчас из легких сплавов. Другой резерв экономии топлива — более полный учет аэродинамического сопротивления автомобиля. Наиболее существенная экономия топлива может быть получена для большегрузных автомобилей и автопоездов. Другая проблема (не только экономическая, но и сугубо экологическая) — сокращение холостого пробега. Автомобиль, “возящий воздух”, не только зря “сжигает деньги”, но и отравляет атмосферу.
Количество загрязняющих веществ пропорционально расходу топлива, поэтому более экологичны двигатели, расходующие меньше топлива. Сокращение расхода топлива можно добиться уменьшением массы автомобиля. Легко рассчитать, что расход топлива автомобилем прямо пропорционален его массе. Особенно сильно масса влияет на расход топлива при разгоне и торможении. На многих моделях автомобилей сталь и чугун заменяют легкими сплавами, композитами и пластмассами. Даже блоки цилиндров делают сейчас из легких сплавов. Другой резерв экономии топлива — более полный учет аэродинамического сопротивления автомобиля. Наиболее существенная экономия топлива может быть получена для большегрузных автомобилей и автопоездов. Другая проблема (не только экономическая, но и сугубо экологическая) — сокращение холостого пробега. Автомобиль, “возящий воздух”, не только зря “сжигает деньги”, но и отравляет атмосферу.
В повышении экологичности автотранспорта важно следить за его техническим состоянием. Одна неработающая свеча карбюраторного двигателя повышает расход топлива на 15…20%, неисправность одной форсунки дизельного двигателя увеличивает расход топлива еще больше — до 28%. Плохо отрегулированный карбюратор ведет к росту образования окиси углерода до 15%.
Значительная перспектива в повышении экологичности двигателей внутреннего сгорания связана с поиском принципиально новых технических решений. Эти усовершенствования и поиски идут по целому ряду направлений. На них следует остановиться особо.
Изменения в системе зажигания должны значительно повысить экологичность автомобильного транспорта. Одна из основных причин загрязнения воздуха автомобильными двигателями — несовершенство системы зажигания. Разрабатываются новые принципы и схемы зажигания:
- бесконтактное электронное зажигание (оно ставится на многих ![]() двигателях, в том числе и советских) обеспечивает стабильность работы при более интенсивном разряде на свечах;
двигателях, в том числе и советских) обеспечивает стабильность работы при более интенсивном разряде на свечах;
- форкамерное (или факельное) зажигание позволяет уменьшить выброс в атмосферу всех токсичных компонентов, экономит до 10% топлива. Работа форкамерного зажигания основана на том, что в малой форкамере обычной электрической искрой поджигается богатая бензиновая смесь. Факел, образующийся при возгорании, зажигает остальную, более бедную часть смеси. Сгорание топлива улучшается при таком зажигании.
Улучшение систем подачи топлива осуществляется следующими путями:
- изменением клапанного механизма для лучшего распыления и перемешивания смеси при ее поступлении в цилиндры;
- установкой двух карбюраторов (вместо одного) на двигателе. Один карбюратор обеспечивает работу двигателя на обедненной смеси в холостом режиме, другой работает при возрастании мощности на рабочих режимах. Существуют модели карбюраторов, совмещающие в едином блоке устройства, обеспечивающие оба режима работы;
- заменой карбюратора системой форсунок, осуществляющей впрыскивание топлива во впускной трубопровод или в цилиндры. Такая система позволяет достаточно равномерно распределить топливо внутри цилиндра, так как идет хорошее перемешивание топлива с воздухом.
Сложность внедрения этих систем состоит в том, что они могут быть установлены только на вновь выпускаемых автомобилях.
Усовершенствование ими старых двигателей практически нереально.
Нейтрализация выхлопных газов заключается в установке небольших приборов, обеспечивающих дожигание и разложение продуктов неполного сгорания (нейтрализаторов) на выхлопную трубу. Такие нейтрализаторы, как правило, обеспечивают разложение окислов азота NOx на составные элементы – а зот и кислород. Существуют два основных вида нейтрализаторов – термические и каталитические.
![]() Термические нейтрализаторы осуществляют пламенное дожигание окиси углерода СО, превращая ее в двуокись углерода СО2
, а также тех альдегидов и углеводородов, которые не сгорели в цилиндре. Это сгорание происходит при температурах 500…600°С.
Термические нейтрализаторы осуществляют пламенное дожигание окиси углерода СО, превращая ее в двуокись углерода СО2
, а также тех альдегидов и углеводородов, которые не сгорели в цилиндре. Это сгорание происходит при температурах 500…600°С.
Каталитические нейтрализаторы дожигают СО, альдегиды, углеводороды, а также N02 Выполняются они по двухкамерной схеме с дополнительной подачей воздуха. Лучший, но очень дорогой катализатор — платина. Окись алюминия используется в нейтрализаторах, производимых в нашей стране. Эти нейтрализаторы ставятся на карбюраторные и дизельные двигатели.
В мировом автомобилестроении достаточно широко используются найтрализаторы. Здесь есть свои недостатки: удорожание автомобиля, неполное (даже в очень хороших нейтрализаторах) сгорание отработавших газов, некоторое ухудшение характеристик двигателя (при некоторых схемах нейтрализаторов). Но требования чистоты воздуха заставляют все шире использовать их для очистки выхлопов автомобилей, несмотря на многие недостатки.
Кроме доработки существующих схем карбюраторного двигателя, осуществляются разработки новых типов двигателей, прежде всего для легкового автомобильного транспорта.
Дизельные двигатели, традиционно применяемые на грузовых автомобилях и автобусах, все шире находят применение в легковом автомобилестроении. Их преимущества: меньшая по сравнению с карбюраторными двигателями суммарная токсичность выхлопных газов (хотя по ряду показателей — сажа, сернистые соединения — дизельные двигатели более токсичны), более высокий КПД (до 35%), возможность работы на более дешевом топливе.
Газотурбинный двигатель давно испытывается на автотранспорте и, прежде всего, на грузовиках и автобусах. Преимуществами этого типа ![]() двигателей являются существенно меньшая токсичность отработанных газов, малая масса, высокая удельная мощность (т.е. мощность на единицу массы), плавность работы, низкий уровень шума. Однако распространение этого типа двигателей сдерживают два основных недостатка: низкая топливная экономичность, т.е. относительно большой расход топлива при той же мощности двигателя, плохие эксплуатационные характеристики, например сложности остановки и торможения.
двигателей являются существенно меньшая токсичность отработанных газов, малая масса, высокая удельная мощность (т.е. мощность на единицу массы), плавность работы, низкий уровень шума. Однако распространение этого типа двигателей сдерживают два основных недостатка: низкая топливная экономичность, т.е. относительно большой расход топлива при той же мощности двигателя, плохие эксплуатационные характеристики, например сложности остановки и торможения.
Электрические двигатели проходят испытания во многих странах. Первые образцы электромобилей были созданы еще в конце XIX в. Считается, что электромобиль — это экологически чистое транспортное устройство. Он идеален в эксплуатации в условиях города. Строго говоря, абсолютно чистого экологически технического устройства быть не может. Что касается электромобиля, то неясной проблемой во многих отношениях остается воздействие создаваемых им электрических полей на организм человека, что касается и вообще всех электрических приборов, окружающих нас. Очевидны и многократно доказаны экологические достоинства электромобиля: отсутствие выхлопов, очень малый шум. Есть и чисто технические и эксплуатационные преимущества: легкость управления, хорошие тяговые характеристики, отсутствие сложных трансмиссий. Но в реальной практике все эти плюсы электромобиля перечеркиваются его существенным недостатком — низкой энергоемкостью электрических батарей (для сравнения: энергоемкость свинцово-кислотной батареи — 40 Втч/кг, а бензина — 11 тыс. Втч/кг). Для пробега без подзарядки около 400 км масса батареи должна быть порядка 1,0…1,5 т. Обычному легковому автомобилю для такой поездки нужно от 25 до 40 л бензина.
Создано несколько десятков различных видов аккумуляторов: никель-железные, никель-цинковые, никель-кадмиевые, серебряно-цинковые и др. Они имеют различные сроки службы, измеряемые в количестве циклов зарядки — от 200 до 3000. После этого батарею необходимо менять. Важным показателем ![]() является время зарядки: для свинцово-кислотной батареи оно равно приблизительно 6 ч, а для никель-кадмиевой — несколько минут.
является время зарядки: для свинцово-кислотной батареи оно равно приблизительно 6 ч, а для никель-кадмиевой — несколько минут.
Все действующие модели электромобиля работают в городе, расстояние их пробега между двумя подзарядками — от 60 до 100 км. Существуют гибридные автомобили, включающие как двигатели внутреннего сгорания, так и электродвигатели. Несмотря на все очевидные преимущества, широкое внедрение таких автомобилей ограничивается их очень высокой стоимостью.
Еще один вариант — электромобиль, работающий от солнечных батарей. Такие автомобили интересны в настоящее время с исследовательской стороны. Реальное их транспортное использование ограничено малой мощностью, небольшим пробегом (10…20 км), высокой стоимостью.
Другая альтернатива автомобилю — транспорт на магнитной подвеске. В ФРГ и Японии уже работают подобные линии. Но у автомобиля в его традиционном понимании в сравнении с транспортом на магнитной подвеске есть немаловажное преимущество: гораздо более высокая относительная автономность. Так что транспорт на магнитной подвеске — это скорее альтернатива железнодорожному транспорту, метро, трамваю и др.
Но не только в изменении конструкций двигателей, поиске их новых типов заключается прогресс автомобилестроения. Надежды (прежде всего экологические) связаны с разработкой новых видов топлива. Первое направление — использование примесей и присадок, снижающих токсичность двигателя. Токсичность существующих видов топлива определяется тем, что большинство применяемых бензинов являются этилированными, т.е. содержащими тетраэтил-свинец (0,4…0,8 г/л). Это соединение свинца позволяет поднять степень сжатия смеси в цилиндре, т.е., избежав взрыва, увеличить мощность двигателя. Свинец, являющийся антидетонатором, одно из самых вредных веществ в выхлопных газах, поэтому ведется поиск новых смесей и присадок. Одна из них —антидетонатор на основе марганца, имеющий существенно меньшую токсичность. Добавление этого антидетонатора в бензин значительно повышает октановое число.
![]() Еще одно направление в повышении экологичности двигателя — поиск новых смесей, например водобензиновых. Добавление воды в бензин приводит к некоторому росту мощности двигателя и существенному снижению токсичности выхлопных газов (особенно окисей углерода и азота). Возможно использование газового топлива (первые модели автомобилей в XIX в. работали на газе, лишь затем предпочтение было отдано более энергоемкому бензину).
Еще одно направление в повышении экологичности двигателя — поиск новых смесей, например водобензиновых. Добавление воды в бензин приводит к некоторому росту мощности двигателя и существенному снижению токсичности выхлопных газов (особенно окисей углерода и азота). Возможно использование газового топлива (первые модели автомобилей в XIX в. работали на газе, лишь затем предпочтение было отдано более энергоемкому бензину).
Используются разные газы, наиболее распространена смесь пропана и бутана (октановое число более 100). Два безусловных преимущества есть у газовых автомобилей: достаточно чистые выхлопные газы, возможность применения более высоких степеней сжатия (за счет более высокого октанового числа). Еще один, правда, существенно менее распространенный вид топлива — природный газ (смесь метан-этан), имеющий октановое число также больше 100. Но трудность использования природного газа в больших масштабах определяется необходимостью охлаждать сжиженный газ при хранении. Создание криостатов удорожает и усложняет использование природного газа. Идеальным же газом для двигателей (с точки зрения экологии) является водород.
Наконец, последнее (из наиболее разрабатываемых) направление в повышении экологичности двигателей — использование синтетических спиртов (метилового и этилового). Их применение также снижает токсичность выхлопных газов. Метанол, как правило, используется в качестве добавки к бензину. Он ядовит, что заставляет при его использовании быть предельно осторожным. Кроме того, его ресурсы весьма ограниченны. Этанол имеет более высокую энергоемкость по сравнению с метанолом. Отработавшие газы двигателей, работающих на этаноле, содержат меньше углеводородов (по сравнению с метиловым спиртом). В последние годы шире используется топливо из сахарного тростника (особенно в Бразилии).
![]() Важной экологической проблемой, связанной с развитием различных транспортных средств, является высокий уровень шума. Сейчас транспорт — основной источник шума на планете. Наиболее шумны дизельные автопоезда: до 95 дБ, железнодорожные поезда: до 100 дБ, самолеты на взлете: до 150 дБ. Рост мощности и скоростей транспортных средств приводит к еще большему росту шума: наружный шум растет по закону квадрата, шум под колесами — по закону куба. На городских транспортных магистралях шум постоянно в течение дневного времени составляет (в среднем ) 90 дБ.
Важной экологической проблемой, связанной с развитием различных транспортных средств, является высокий уровень шума. Сейчас транспорт — основной источник шума на планете. Наиболее шумны дизельные автопоезда: до 95 дБ, железнодорожные поезда: до 100 дБ, самолеты на взлете: до 150 дБ. Рост мощности и скоростей транспортных средств приводит к еще большему росту шума: наружный шум растет по закону квадрата, шум под колесами — по закону куба. На городских транспортных магистралях шум постоянно в течение дневного времени составляет (в среднем ) 90 дБ.
Наиболее эффективные направления снижения “шумового загрязнения”, создаваемого транспортом, таковы: правильное техническое содержание транспорта (неисправный двигатель шумит в несколько раз сильнее исправного), снижение шума исправных транспортных средств, например разработка малошумных трансмиссий, создание малошумящих дизелей, применение амортизирующих материалов.