| Похожие рефераты | Скачать .docx |
Курсовая работа: Характеристика сырья для производства керамических строительных изделий
Классификация и назначение изделий для облицовки фасадов зданий
Керамические изделия для облицовки фасадов зданий подразделяются на конструктивные и декоративные.
Декоративные изделия служат для облицовки стен в процессе строительства, а также крупноразмерных стеновых панелей при изготовлении их на домостроительных комбинатах.
Фасадные керамические глазурованные большеразмерные плитки служат для облицовки наружных стен кирпичных зданий после их полной осадки и цокольных панелей. Для облицовки цокольных частей зданий и стен подземных пешеходных переходов применяют глазурованные цокольные плитки. Для декоративной отделки зданий служит и мозаичная керамика, которая представляет собой мелкоразмерные тонкостенные плитки различного цвета, наклеенные в виде ковра на бумажную основу.
Конструктивные изделия наряду с декоративными свойствами обладают качествами конструктивного материала. К ним относятся лицевые кирпич и камни.
Керамические лицевые кирпич и камни (рис. 1, 2) подразделяются на полнотелые и пустотелые. Размеры этих изделий должны соответствовать ГОСТ 7484—69 (табл. 1). Кирпич глазурованный, кроме того, должен соответствовать ТУ 355—66 Главмоспромстройматериалов.
Кирпич и камни должны иметь форму прямоугольного параллелепипеда с прямыми ребрами и углами, с четкими гранями и ровными двумя смежными лицевыми поверхностями — тычковой и ложковой.
Отклонение стороны кирпича по длине от прямого угла (косоугольность) допускается не более 3 мм. Искривление лицевых поверхностей и ребер не должно превышать по ложку 3 и по тычку 2 мм.
Лицевые поверхности кирпича и камней могут быть гладкими, рельефными или офактуренными. Изделия должны иметь чистый тон и равномерный цвет без пятен, выцветов в других дефектов, заметных на расстоянии 10 Ж.
| Основные размеры лицевых кирпича и камней (мм) | |||
| Наименование изделий | Длина | Ширина | Толщина |
| Керамический лицевой кирпич | 250±4 | 120±3 | 65 или 90±3 |
| Керамический лицевой камень | 250±4 | 120±3 | 140±3 |
| Керамический лицевой трехчетвертной камень | 188±4 | 120±3 | 140±3 |
Размеры кирпича и камней, длину трещин и отбитости или притупленности углов и ребер измеряют с точностью до 1 мм шаблонами. Ширина посечек определяется с помощью мерной лупы с четырехкратным увеличением.
Искривление поверхностей и ребер определяют с точностью до 1 мм величины наибольшего зазора между поверхностью или ребром приложенного к нему угольника.
Косоугольность определяют, прикладывая угольник к тычку и замеряя наибольший зазор между ложком и внутренним краем угольника.
Известковые включения (дутики), вызывающие разрушение кирпича и камней, не допускаются.
Кирпич и камни, изготавливаемые методом двухслойного формования, не должны расслаиваться по контакту лицевого слоя и основной массы. Толщина лицевого слоя должна быть не менее 3 мм.
Зерновой состав глин
Керамические строительные изделия изготовляют из пластичного сырья с добавкой непластичных отощающих материалов — шамота, дегидратированной глины, кварцевого песка. Глины являются связующим веществом, а отощающие добавки служат для уменьшения усадки изделий. В ряде случаев для снижения температуры обжига и получения более прочных изделий в состав массы вводят плавни и минерализаторы. Для улучшения внешнего вида изделий и придания им стойкости их покрывают специальными пленками.
Глинами называют землистые обломочные горные породы, способные образовывать с водой пластическое тесто, которое после высыхания сохраняет приданную ему форму и после обжига приобретает твердость камня.
Большинство глин образовалось в природе при разрушении горных пород, содержащих силикаты, главным образом полевой шпат. Часть из них осталась на месте разрушения горных пород (первичные глины), а часть была перенесена водой, ветром, ледниками на значительные расстояния (вторичные глины). Как правило, первичные глины засорены невыветрившимися частицами горной породы, из которой они образовались, а вторичные глины состоят из более мелких частиц и относительно свободны от примесей материнской горной породы. Это предопределяет различие в свойствах глин.
Зерновой состав. Глинистые породы состоят из частиц различного размера. Гранулометрический (зерновой) состав представляет собой количественное соотношение частиц разного размера, фракций (группа частиц одного размера). Наиболее ценными для керамического производства являются тонкие глинистые фракции с зернами размером менее 5 мк. В глине также содержатся пылевидные фракции (с зернами размером от 5 до 50 мк) и песчаные (от 50 мк до 3 мм). В зависимости от количества содержащейся в глине тонкой глинистой (тонкодисперсной) фракции глины делятся на три группы (табл. 5).
В глине содержатся также посторонние примеси — включения различных кварцевых, железистых, карбонатных, гипсовых и органических зерен. В зависимости от количества включений таких зерен глинистое сырье разделяют на три группы: с низким содержанием включений (не более 1%), со средним (от 1 до 5%) и с высоким (более 5%).
По размеру включений различают следующие виды глин: с мелкими включениями (менее 2 мм), со средними (от 2 до 5 мм) и с крупными (более 5 мм).
Таблица 5
| Классификация глин по содержанию тонкодисперсных фракций | ||
| Группы глинистого сырья | Содержание % частиц, размером | |
| больше 10 мк | больше 1 мк | |
| Высокодисперсные | Более 85 | Более 60 |
| Дисперсные | От 40 до 85 | От 20 до 60 |
| Грубодисперсные | Менее 40 | Менее 20 |
Химический состав глин
Химический состав. Глины состоят из химических соединений алюминия, кремния, железа, титана, кальция, магния, натрия, калия в виде окислов и солей. В глинах содержится также некоторое количество органических веществ.
Наиболее важной составной частью глин является глинозем Аl2 О3 (окись алюминия). Он оказывает наибольшее влияние на свойства керамических изделий. Содержание глинозема в глинах колеблется в пределах от 8 до 40% и более.
В зависимости от суммы окислов алюминия (вместе с окислами титана ТiO2 , содержание которого незначительно—1—2%) глины бывают высокоосновные, имеющие в своем составе более 40% указанных окислов; основные — от 30 до 40%, полукислые— от 15 до 30% и кислые — до 15%- Повышенное содержание этих окислов свидетельствует о высоком качестве глинистого сырья. В производстве керамических изделий для облицовки фасадов обычно используют полукислые и основные глины.
Кремнезем — окись кремния SiO2 оказывает также большое влияние на свойства керамических изделий. Содержание кремнезема в глине колеблется в пределах от 50 до 80% В составе глин часть кремнезема находится в связанном виде, в глинообразующих минералах, которые положительно влияют на качество изделий, а часть в несвязанном, как примесь, которая приводит к нежелательным последствиям и, в частности, к образованию в изделиях трещин.
Кальций и магний содержатся в глинах в виде солей . карбонатов и сульфатов. В некоторых сортах глин содержание кальция и магния в пересчете на их окислы (СаО и MgO) достигает 25%, но, как правило, общее их содержание не превышает 5—10%. При производстве изделий для облицовки фасадов применяют глины, в составе которых содержится невысокий процент указанных соединений. Обычно соединения кальция и магния отрицательно влияют на свойства керамических изделий.
Железо, титан, марганец и ряд других металлов содержатся в глинах в виде окислов в количестве до 5—10%_.
Наибольшее влияние на свойства керамических изделий оказывают окислы железа и окислы марганца. Эти соединения улучшают спекаемость изделий.
Соединения, в состав которых входит железо, сообщают изделиям красную, коричневую и желтую окраску. Окислы титана могут придавать серую и светло-фиолетовую, а окислы марганца — оранжевую и черную окраску.
Если окислы этих металлов равномерно распределены в глине в виде тонкозернистых включений, то черепок окрашивается равномерно. При наличии крупных частиц образуются выплавки и «мушки».
Большое значение для окрашивания изделий имеет равномерное распределение окислов и их соотношение. В зависимости от соотношения этих примесей в глинах изделия приобретают различную окраску. Так, например, если соотношение Fe2 O3 / CaO > 0,8, изделия приобретают темно-красную или коричневую окраску, а при Fe2 O3 / CaO = 0,6 - 0,8 —светло-коричневую и темно-желтую и, если Fe2 O3 / CaO <0,5 - 0,6 —ярко-желтую и желтую.
В зависимости от того, какой цвет приобретают глины после их обжига, они подразделяются на беложгущиеся и красножгущиеся.
Калий и натрий находятся в глинах в составе минералов, содержание которых в пересчете на К2 О и Na2 O колеблется в пределах 2—6%. Они придают керамическому черепку изделий большую прочность.
Сера содержится в глинах в различных соединениях. Ее количество в пересчете на сернистый ангидрид SO3 находится в пределах долей процента и не оказывает существенного влияния на качество керамических изделий.
Органические вещества в глине
Органические вещества обычно содержатся в глинах в количестве от 1 до 10%. При обжиге полуфабриката они сгорают, увеличивая пористость изделий. При прокаливании глины до 1000° С и более за счет испарения влаги, выгорания органических примесей и разложения углекислых и сернокислых соединений уменьшается вес глины, что в пересчете на проценты составляет потери при прокаливании (п. п. п.).
Пользуясь данными химического состава глин, можно подобрать необходимое сырье для производства того или иного вида керамических изделий.
Минералогический состав. Химические соединения, однородные по своему строению, составу и свойствам, образуют минералы. Глины состоят из основных глинообразующих минералов и минералов-примесей.
К основным глинообразующим минералам относится: каолинит, монтмориллонит, гидрослюда и некоторые Другие.
Глинообразующие минералы в основном представляют собой водные силикаты глинозема, содержащие окислы кремнезема и железа, а также сульфаты, карбонаты и растворимые в воде соли различных металлов, характеризующиеся размерами частиц менее 5 мк.
В состав глин может входить только один минерал, что характерно в основном для огнеупорных глин. Такие глины называются мономинеральными. Если в состав глин входит несколько минералов (такое строение имеют легкоплавкие глины), их называют полиминеральными.
Глины, сложенные каолинитом, имеют следующие характерные особенности. Они слабо набухают в воде и почти не реагируют на кислоту. Если в глине содержится только каолинит, глины называют каолином.
Глины, сложенные монтмориллонитом, сильно набухают в воде и весьма пластичны. Если в глинах содержатся только одни монтмориллонитовые минералы, в технике такие глины называют бентонитом.
Глины, сложенные гидрослюдами, имеют среднюю пластичность.
Из минералов-примесей наиболее часто в глинах встречается кварц, известняк и доломит.
Кварц находится в глинах в виде окатанных зерен или частиц неправильной формы. Являясь отощающим материалом, кварц влияет на сроки сушки керамических изделий. Повышенное содержание кварца ухудшает прочность изделий.
Известняк и доломит, содержащиеся в глинах в виде крупных зерен, являются вредными примесями. Они способствуют появлению трещин после обжига изделий, а иногда полному их разрушению. Если частицы этих минералов тонкодисперсны и равномерно распределены в массе, то при содержании даже до 25% они не вызывают трещин, однако уменьшают пластичность и огнеупорность глин.
Технологические свойства. Глины обладают целым рядом ценных технологических свойств — пластичностью, связанностью, способностью давать при сушке воздушную усадку, а при обжиге — огневую усадку, огнеупорностью и спекаемостью. Наиболее важным свойством глины является ее пластичность.
Основные сведения о глиняном карьере и его разработке
Глину для производства керамических изделий добывают открытым способом в карьерах. Карьер представляет собой систему открытых выработок. Очертания карьера в плане зависят от глубины и формы залегания глины и характера рельефа местности.
При разработке глины участки разбивают на ряд горизонтальных слоев, которые разделяют наклонными въездами. Каждый такой слой называется уступом. Высота уступа зависит от состава глин и применяемых методов разработки.
Пласт представляет собой массив осадочной горной породы, имеющей значительную длину и ширину и ограниченный двумя параллельными плоскостями напластования.
Мощность (толщина) пласта — это кратчайшее расстояние между кровлей (верхом) и почвой (низом) пласта.
В каждом уступе различают следующие элементы: откос, верхнюю и нижнюю площадку и бровку.
Откосом уступа называется наклонная или вертикальная рабочая поверхность уступа, ограничивающая его со стороны выработанного пространства. Площадками уступа называют: верхней — горизонтальную часть поверхности уступа, ограничивающую его по высоте, и нижней — нижнюю горизонтальную часть поверхности уступа (подошва). Бровкой уступа называют линию пересечения откоса уступа с его верхней или нижней площадкой.
Поверхность уступа, являющаяся непосредственно объектом горных работ и перемещающаяся по мере разработки, называется забоем уступа.
Параллельные полосы, на которые для разработки разделяют уступ по ширине, разрабатываемые каждая при неизменном для нее положении транспортного забойного пути, называют заходками.
Подготовленная для разработки часть заходки по ее длине называется фронтом работ уступа.
Угол, образованный линией откоса борта карьера с проекцией этой линии на горизонтальную плоскость, называется углом откоса.
Подготовительные и вскрышные работы в глиняном карьере
Технология подготовительных и вскрышных работ включает две операции: вскрышные работы (рис. 7, а) и расчистку поверхности от кустарников, деревьев, пней (рис. 7, б).
В состав вскрышных пород входит растительный слой, подзол, а также наслоение песка с каменистыми включениями.
Поверхность следует расчищать за один-два года до начала разработки карьера, для того чтобы корни растений успели сгнить, что значительно облегчает вскрышные работы. Обычно для очистки поверхности применяют кусторезы, корчеватели и рыхлители.
Серийно изготовляют кусторезы, применяемые как навесное оборудование к трактору. Рабочий орган кустореза представляет собой клинообразный отвал, заканчивающийся в нижней части режущими ножами. При погружении отвала в грунт эти ножи срезают деревья и кустарники, а затем укладывают по обе стороны от полосы проходки машины.
Для корчевания крупных пней, валки деревьев диаметром до 35 см, срезки кустарников и рыхления почвы применяют навесные корчеватели, которые снабжены приспособлениями для вытаскивания корней из земли.
С помощью бульдозера можно удалять растительный слой, корчевать пни и валить деревья.
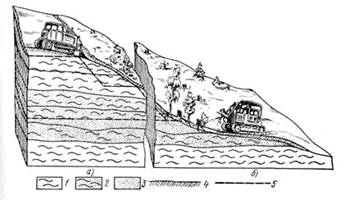
Рис. 7. Схема ведения подготовительных работ на карьере: а — производство вскрышных работ бульдозером, б — расчистка поверхности от пней и кустарников корчевателем; 1, 2 — глина, 3 — песок, 4 — вскрышный слой, 5 — подошва забоя
Рыхлят глину для защиты от промерзания и естественной просушки прицепными и навесными рыхлителями.
Как правило, вскрышные работы проводят бульдозерами и скреперами.
Разработка глин в карьере
Глину в карьерах разрабатывают валовым и селективным методами. При валовой разработке глину добывают одновременно из нескольких пластов. Селективная разработка заключается в раздельной выемке пластов глин.
Выбор механизмов для добычи глин зависит от геологических условий, физико-механических свойств добываемого сырья и способа его выемки. Наибольшее применение для разработки глин нашли многоковшовые (рис. 8, а), одноковшовые (рис. 8, б) и роторные (рис. 8, в) экскаваторы.
Многоковшовые экскаваторы наиболее эффективны для разработки глин валовым методом.
Многоковшовым экскаватором разрабатывают забои, расположенные со стороны откоса уступа. В процессе черпания глин экскаватор передвигается вдоль уступа. Фронт работ принимается прямолинейным с выдержанной мощностью разрабатываемой толщи и с относительно постоянной длиной.
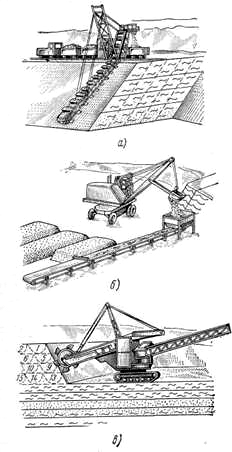 |
Рис. 8. Разработка глины: а—многоковшовым экскаватором, б—одноковшовым экскаватором, в — роторным экскаватором
Многоковшовые экскаваторы могут работать веерным (радиальным) и параллельным способами резания как верхним, так и нижним черпанием (рис. 9, а, б, в).
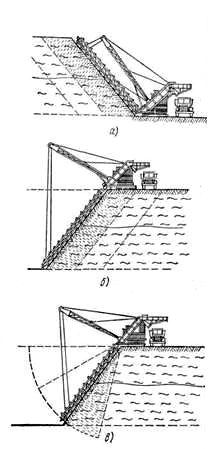 |
Рис. 9. Схемы резания глин многоковшовым экскаватором: а — параллельное при верхнем черпании, б — параллельное при нижнем черпании, в — веерное при нижнем черпании
Способом радиального резания (только при нижнем черпании) разрабатывают месторождения однородных по составу глин, не требующих перемешивания отдельных слоев во время добычи. Способом параллельного резания вырабатывают одновременно все слои, что позволяет при одинаковой мощности слоев по всему фронту карьера получать однородную смесь глинистого сырья.
Добыча глины роторным экскаватором
Различают работу экскаватора с черпанием из глубины выемки и черпанием с верха откоса.
При черпании глины из глубины выемки экскаватор располагается на поверхности уступа над разрабатываемыми глинами. Ковшовая рама устанавливается под некоторым углом к уступу.
При радиальном черпании экскаватор, находящийся на краю забоя, черпает глину с его склона во время передвижения взад и вперед вдоль забоя. Ковши срезают небольшой слой глины (5—6 см) по всей длине уступа, а затем ковшовая рама опускается в глубь забоя на величину, равную толщине срезаемого слоя. Перемещение рамы вниз происходит за счет вращения вокруг шарнирной оси.
После того как угол наклона поверхности забоя доходит до установленного предела, экскаватор перемещается на следующую стоянку.
При радиальном перемещении рамы черпание происходит не по всей длине ковшовой рамы. Этот способ используют при наличии однородного сырья и не применяют при разработке забоя, сложенного разнородными слоями глины.
Работа с нижним черпанием более производительна, чем с верхним, так как коэффициент наполнения ковша в первом случае на 15—20% выше.
При параллельном черпании угол наклона ковшовой рамы соответствует предельному углу откоса забоя. Черпание происходит одновременно по всей толщине ископаемого. Для работы экскаватора по этому методу между рабочей частью и плечом рамы вставляется промежуточное звено, представляющее собой отрезок ковшовой рамы.
Одноковшовые экскаваторы применяют чаще всего в карьерах, где глина однородна по всей глубине залегания пласта. Экскаватор черпает глину ковшом емкостью от 0,5 до 2 мм и передает ее в транспортные средства. При использовании конвейерного транспорта глину грузят на конвейеры через погрузочные бункера, емкость которых должна быть не менее 1,5—2-кратной емкости ковша экскаватора.
Роторные экскаваторы чаще всего применяют при селективной добыче глин.
Разработку глины ведут сверху вниз. При вращении роторного колеса ковши входят в слой глины и отделяют полоску (стружку) глины. В зависимости от плотности глин толщина стружки может быть 50—200 мм.
Последовательно обрабатывая каждый слой, роторное колесо опускается до подошвы уступа, т. е. на его полную мощность.
Забой роторного экскаватора может быть расположен с торца уступа (чаще всего) или со стороны откоса уступа.
Выемка глин роторным экскаватором осуществляется вертикальными и горизонтальными стружками. При валовой разработке и селективной выемке глин применяют разработку вертикальными стружками, а отработку забоя и зачистку подошвы забоя — горизонтальными стружками (рис. 10). Добытая глина поступает на ленточный конвейер и последним подается в транспортные средства.
На многих карьерах применяют малолитражные роторные экскаваторы, имеющие высоту черпания 5—7,5 м, что позволяет производить одноуступную разработку глин.
Если роторные экскаваторы имеют специальную транспортерную ленту, ими можно разрабатывать глины зимой.
Роторные экскаваторы обладают более высокой производительностью по сравнению с многоковшовыми и одноковшовыми.
 |
Рис. 10. Разработка роторным экскаватором пластов горизонтальными слоями
В процессе эксплуатации месторождения необходимо постоянно следить за состоянием откосов, чтобы вовремя предупредить самообрушение пород. Необходимо наблюдать за появлением различных прослоек среди глин, так как они могут служить причиной нарушений устойчивости откосов.
Наблюдения ведут также за изменением угла откосов, появлением на откосах трещин и вздутий. Постоянно фиксируют состояние грунтовых вод, чтобы принять меры для своевременного их отвода.
Транспортирование глины из карьера на предприятия
Для транспортирования глины на карьерах широко применяют автотракторный, рельсовый и реже конвейерный транспорт.
Автотракторный транспорт наиболее простой, надежный и маневренный. При разработке глины экскаваторами с невысокой производительностью рационально использовать автосамосвалы грузоподъемностью до 10 Т (рис. 11, а), экскаваторами высокой производительности — большегрузные прицепы с тягачами (рис. 11,6).
Рельсовый транспорт (рис. 11, в) применяют на некоторых карьерах. Глину загружают в вагонетки, для откатки которых используют мотовозы и электровозы.
Вагонетки используют нескольких типов. На рис. 11, д показана самоопрокидная вагонетка. Емкость кузовов таких вагонеток от 0,75 до 1,5 м3 (Т-14 и Т-89). В карьерах повышенной производительности используют вагонетки Т-54 с опрокидной платформой емкостью 2,5—5 м3 (рис. 11, е).
Для передвижения карьерных вагонеток применяют мотовозы МУ-Т/2, ТУ-3/4 и МКД-35 и электровозы 7КР-1, 10КР-1, 14КР-1
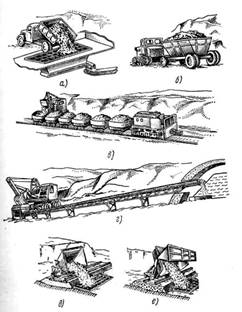
Рис. 11. Карьерный транспорт: а — автосамосвал, б — большегрузный прицеп с тягачом, в — рельсовый транспорт с откаткой вагонеток, г — ленточный конвейер, д — опрокидная вагонетка, е — вагонетка платформенного типа
Конвейерный транспорт (рис. 11, г) создает условия для непрерывной работы добычного оборудования. Однако при неблагоприятных атмосферных условиях намокшая глина прилипает к ленте конвейера, а при отрицательных температурах лента теряет эластичность, что затрудняет его работу.
Перед пуском в работу карьерных механизмов и началом движения машин и других видов транспорта необходимо подавать звуковые или световые сигналы, со значениями которых должны быть ознакомлены все работающие.
Рыхление глин
Из карьера глина поступает в приемное отделение завода. В тех случаях когда поступающее глиняное сырье содержит много больших слипшихся или смерзшихся кусков, ее разрыхляют.
При рыхлении неплотных запесоченных глин целесообразно использовать глинорыхлители конструкции П. К. Гурова; глины средней плотности лучше обрабатывать глинорыхлителями конструкции Л. Л. Бурова, СМ-1033 и СМК-Ю31А, а высокоплотные — одновальными и двухвальными глинорыхлителями конструкции Ленстройкерамики.
Глинорыхлители СМК-Ю31А (рис. 12) и СМ-1033 име] ют передвижные рабочие органы (вал 3 с лопастями). Комья глины режутся лопастями 2 и через решетку попадают в ящичный питатель.
Глинорыхлители конструкции Ленстройке рамики (рис. 13) имеют стационарный рабочий орган.
Технические характеристики глинорыхлителей приведены табл. 9.
Глинорыхлители пускают после загрузки глиной.
Таблица 9
| Технические характеристики глинорыхлителей | |||||
| Показатели | Конструкции п. к. Гурова | Конструкции Л. Л Бурава, СМ-1033 | СМК-1031А | Конструкции Ленстройкерамики | |
| одновальный | двухвальный | ||||
| Производительность, м3 /ч | 30 1 | 30 0,3 | 25 | 20 | 30 |
| Угловая скорость вала с ножами, об/мин | 20 | 20 | 7,85 | - | - |
| Скорость хода рыхлителя, м/мин | 1 | 0,3 | - | - | - |
| Мощность электродвигателей, квт | 10 | 16,8 | 10,0 | 14 | 10 |
Габаритные размеры, мм: длина |
4150 | 5175 | 4600 | 3500 | 4000 |
| ширина | 2350 | 2953 | 1800 | 1400 | 1400 |
| высота | 980 | 1370 | 1200 | 960 | 980 |
| Масса, т | 3,6 | 4,8 | 3,5 | 2,2 | 3,2 |
Рис.12 Глинорыхдитель СМК-1031А: 1 - привод рабочего вала, 2 - лопасти, 3 - вал рыхлителя, 4 - привод поперечного движения каретки, 5 – муфта
Во время работы глинорыхлителей рабочий следит за исправностью основных рабочих органов — бил и опорных катков, а также за состоянием крепежных деталей. В процессе работы не разрешается становиться на решетку бункера, извлекать из него посторонние предметы, смазывать части машины.
При разгрузке бункера рыхлителей необходимо следить, чтобы глина не содержала посторонних включений. Если такие включения попадаются, следует остановить глинорыхлитель и извлечь их. Глинорыхлитель останавливают после выработки всей глины.
Запрещается находиться между глинорыхлителем и транспортом в то время, когда опрокидывается кузов транспортных устройств.
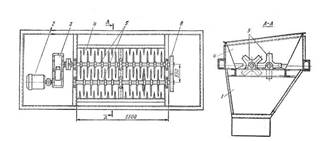
Рис. 13. Двухвальный глинорыхлитель конструкции Ленстройкерамики: 1 - бункер ящичного подавателя, 2 - электродвигательмощностью 10 квт, 3 - редуктор РМ-650, 4 - бункер рыхлителя, 5 - рыхлительные валы с билами, 6 - шестеренчатая передача
Подача глины в производство
После рыхления глина поступает на некоторых заводах в глино-хранилище, а иногда непосредственно на переработку.
Для равномерной подачи глины в глинохранилище или непосредственно в производство применяют ящичные питатели СМ-664, СМ-1090, СМК-78 (СМ-1091), «Кема» (Германия).
Ящичный питатель СМ-664 (рис. 14) состоит из корпуса 1, транспортера 2, электродвигателя 3, редуктора 4, вала 5 с билами. На корпусе питателя установлены планки 7, к которым крепят металлические перегородки — шиберы 6. Высоту шиберов регулируют таким образом, чтобы была обеспечена наибольшая производительность установленного после ящичного питателя оборудования.
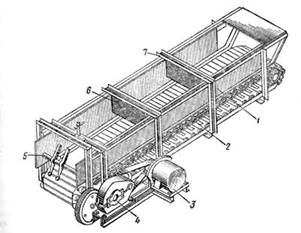
Рис. 14. Ящичный питатель СМ-664: 1 — корпус, 2 — транспортер, 3 — электродвигатель, 4 — редуктор, 5 — вал с билами, 6 — шиберы, 7 — планки
Ящичные питатели СМ-1090 и СМК-78 (СМ-1091) состоят из корпуса, ленты транспортера, привода и валов: приводного, натяжного, промежуточного и бильного. Корпус по длине разделен двумя шиберами на две загрузочные камеры. Шиберы поднимаются и опускаются реечной передачей с помощью штурвала, расположенного на боковой стороне корпуса. Для перемешивания и равномерной подачи материала в лоток питателя применен бильный вал.
Тяговым органом питателя СМК-78 (СМ-1091) является стальная пластинчатая лента, имеющая по бокам две катковые цепи с приклепанными между ними пластинами. Она образует подвижное дно питателя. Пластины ленты плоские из стального листа толщиной 6 мм и с тремя зигами. Снизу к пластине приваривается профиль из листа толщиной 4 мм, придающий пластине жесткость. Приводом тягового органа и бильного вала служит электродвигатель с клиноременной передачей.
Тяговым органом ящичного питателя СМ-1090 является резиновая лента шириной 1200 мм. Для устранения провисания ленты над ней расположен рольганг из 31 ролика диаметром 90 мм. В остальном питатели СМ-1090 и СМ-1031 одинаковы.
Технические характеристики ящичных питателей приведены в табл. 10.
Таблица 10
| Технические характеристики ящичных питателей | |||
| Показатели | СМ-664 | СМ-1090 | СМК-78 (СМ-1091) |
| Производительность м3 /ч | 15 и 35 | 25 | 25 |
| Количество камер | 2 | 2 | 2 |
| Емкость камер м3 | 2,2 | 2,9 | 2,9 |
| Мощность привода, квт | 4,2 | 3 | 4 |
| Скорость движения ленты транспортера м/мин | 1,8 и 2,48 | 1,5 и 2,0 | 1,5 и 2,0 |
| Угловая скорость бильного вала. об/мин | 95,5 и 126 | 90 и 120 | 85 и 117 |
| Габаритные размеры, мм: длина | 5930 | 6510 | 6350 |
| ширина | 2060 | 2485 | 2530 |
| высота | 1200 | 1610 | 1620 |
| Масса, т | 2,8 | 4,1 | 4,6 |
Хранение и вылеживание сырьевых материалов
При вылеживании глин их качество улучшается. Хранят и вылеживают глины е хранилищах (рис. 15 и 16).
Стационарные хранилища обеспечивают бесперебойное и ритмичное снабжение завода сырьем независимо от метеорологических условий. В промышленности используют хранилища, в которых для подачи сырьевых материалов в производство эксплуатируются многоковшовые экскаваторы с нижним (рис. 16, а) и с верхним черпанием (рис. 16, б). Глина 1 конвейером 2 подается на первичное дробление в глинообрабатывающую машину 3. После вылеживания экскаватор 4 передает глину на конвейер 5. Погрузочно-разгрузочные работы в глино-ранилищах осуществляются также грейферными захватами, многоковшовыми экскаваторами, автопогрузчиками и бульдозерами.
Поступающее на завод сырье перед разгрузкой в глинохранилище осматривают и проверяют, нет ли в нем посторонних примесей.
Глину, каолин, кварцевый песок, засоренные углем, железом, шлаком, мелом и другими примесями, которые нельзя удалить в процессе разгрузки, выгружают вне территории склада.
Загружают сырье только в предназначенные для каждого вида и сорта отсеки. Отсеки склада и площадки для хранения сырья обязательно должны быть маркированы. От каждой партии прибывающего сырья отбирают среднюю пробу и контролируют ее качество в лаборатории или ОТК.
В лабораторном журнале записывают следующие сведения о прибывшем сырье: вес прибывшей партии сырья, его месторождение, влажность, степень засоренности; дату прибытия и номер вагона.
В хранилищах надлежит строго соблюдать чистоту, не допуская засоренности сырья. Как правило, в хранилище должен поддерживаться 2—3-месячный запас сырья.
Высокое качество изделий может быть получено при вылеживании подготовленной шихты. Глину с отощающими добавками дозируют в ящичном питателе, оборудованном рыхлителем, и затем подают в глиномешалку и бегуны. Обработанное сырье укладывают на вылеживание в глинохранилище.
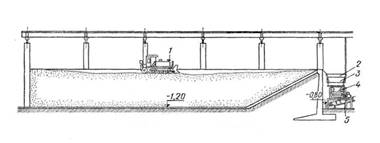
Рис. 15. Глинохранилище с бульдозером: 1 - бульдозер, 2 - бункер, 3 - глинорыхлитель, 4 - ящичный подаватель, 5 – конвейер
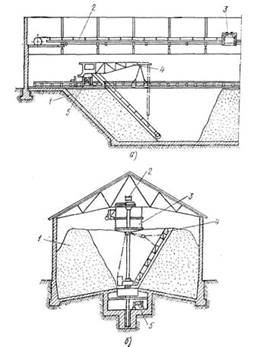
Рис. 16. Стационарные глинохранилища: а —С передвижными мостами и экскаватором, б — с верхним черпанием глины; 1 — глина, 2— конвейер для подачи сырья, 3—- глинообрабатывающая машина, 4 — экскаватор, 5 — конвейер для отбора глины
Сушка глины
Для сушки глины до состояния, при котором она легко дробится и размалывается, применяют прямоточные сушильные барабаны, Сушильный барабан (рис. 17) представляет собой Цилиндр 3, вращающийся на четырех роликах двух опорных устройств 2, на которые цилиндр опирается насаженными на него бандажами. Барабаны устанавливают с наклоном в сторону выгрузки. Для предупреждения осевого сдвига одно из опорных устройств имеет два упорных ролика. Бандажи упираются на две пары опорных роликов и одну пару упорных роликов 5. Между опорами на корпусе барабана крепят венцовую шестерню, благодаря которой барабан приводится во вращение. Вращение на венцовую шестерню передается от привода 4.
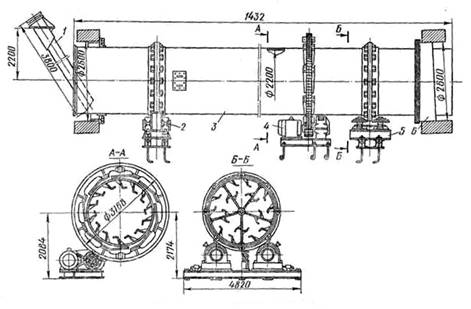
Рис. 17. Сушильный барабан СМ-147А: 1 - питатель, 2 - опорное устройство, 3 - цилиндр барабана, 4 - привод, 5 - упорное устройство, 6 - уплотнитель
Материал, подлежащий сушке, поступает во вращающийся барабан через трубчатый питатель 1. Винтовые направляющие лопасти захватывают массу и подают ее к лопастям насадки. Благодаря наклону барабана материал перемещается в сторону выгрузки. Высушенный материал высыпается из барабана через течку.
Барабан работает с постоянной температурой входящих газов — 800° С. При изменении влажности материала или ускорении его подачи в барабан режим сушки регулируют увеличением или уменьшением количества поступающих газов. Для избегания конденсации влаги в разгрузочной камере температура отходящих газов не должна падать ниже 90° С. Газы отсасываются из барабана через мультициклон. Чтобы газы и пыль не выбивались из барабана, установлено уплотнительное кольцо.
Технические характеристики сушильных барабанов приведены в табл.12.
Таблица 12
| Технические характеристики сушильных барабанов | |||||
| Показатели | СМ-1013 | СМ-45Б | CM-107G | СМ-147А | 7203 |
| Производительность, т/ч | 3,5 | 2,7 | 21 | 15 | 30 |
| Температура сушки, °С: | |||||
| начальная | 800 | 800 | 700 | 800 | 800 |
| конечная | 100 | 100 | 100 | 100 | 100 |
| Вид топлива | Газ, уголь, мазут | ||||
| Максимальный размер частиц высушиваемого материала, мм . | 35 | 30 | 60 | 60 | 60 |
| Диаметр барабана, мм | 1600 | 1600 | 2200 | 2200 | 2800 |
| Длина барабана, мм | 8000 | 8000 | 14000 | 14000 | 14000 |
| Угловая скорость, об/мин | 6,1; 4,1; | 1,4 | 5,6 | 5,6 | 4-6 |
| Угол наклона, град | 3 | 3 | 3 | 2°51 | 3 |
| Мощность электродвигателя, квт | 10; 9; 7 | 7 | 40 | 28 | 28 |
| Габаритные размеры, мм: | |||||
| длина | 9850 | 10000 | 17 500 | 14 032 | 14032 |
| ширина | 2800 | 3000 | 3 700 | 3 910 | 4434 |
| высота | 3550 | 3500 | 4 500 | 3 758 | 4 340 |
| Масса, т | 13,9 | 15,0 | 40,2 | 36,12 | 70,0 |
Сушильные барабаны работают на твердом, газообразном и Жидком топливе. Топки сушильных барабанов выполняют выносными.
Приготовление шамота
Параллельно с основными процессами производства изделий для облицовки фасадов на заводе изготовляют шамот. Глину со склада подают в камневыделительные вальцы и затем в смеситель, где она увлажняется и (перемешивается до 15— 16% влажности, а затем поступает на брикетирование.
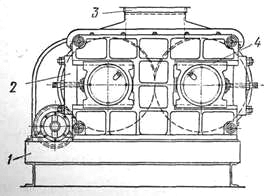
Рис. 18. Пресс-вальцы: 1 — станина, 2, 4— формующие валки со сферическими углублениями, 3 — загрузочная воронка
На некоторых заводах брикеты формуют на ленточных прессах из пластичной глиняной массы с минимальной влажностью, при которой обеспечивается их формуемость. Такие брикеты изготовляют (в форме прямоугольного параллелепипеда массой 7—12 кг.
В последние годы для брикетирования глины используют пресс-вальцы (рис. 18). Они состоят из двух одинаковых вращающихся навстречу друг другу валков 2 я 4. На внешней стороне валков имеются сферические углубления диаметром 85—ПО мм. Эти валки установлены таким образом, что при их вращении отверстия сопрягаются и падающая в них глина превращается в брикет в форме сплюснутого шара. Прочность спрессованного брикета — 5—7 кГ/см2 , масса — 0,7—1 кг.
Техническая характеристика пресс-вальцов
· Производительность, т/ч........................ 26
· Размер брикетов, мм............................... 64X80
· Ширина валков, мм . ....................... 440
· Диаметр валков, мм.................................. 850
· Количество ячеек в валке, шт. ....................... 120
· Угловая скорость валков, об/мин ....................... 6,6
· Мощность электродвигателя, квт ... 20
· Габаритные размеры, мм:
· длина ....................... 3545
· ширина ....................... 2533
· высота ....................... 1610
· Масса, т ....................... 7,9
Отпрессованные брикеты диаметром 100—120 мм попадают в очистительный барабан (беличье колесо) диаметром 900 мм, вращающийся со скоростью 60 об/мин. Здесь плотные брикеты очищаются от заусенцев, а слабые разбиваются и возвращаются на повторное брикетирование.
Плотные очищенные брикеты поступают в шахтную или вращающуюся печь для обжига.
Шахтные печи для шамота
Шахтные печи для шамота конструкции института Гипростройматериалы (рис. 19) имеют эллипсовидное сечение. Они выложены из огнеупорного кирпича, а для придания печи прочности вокруг нее делается металлический каркас. Чтобы предупредить подсос наружного воздуха через кладку печи, ее заключают в металлический кожух.
Шахтные печи работают на генераторном или природном газе. Газ подводится в зону горения через боковые окна, расположенные по периметру печи. В верхней части печи установлены дополнительные горелки, которые обеспечивают подсушку и исключают слипание брикетов.
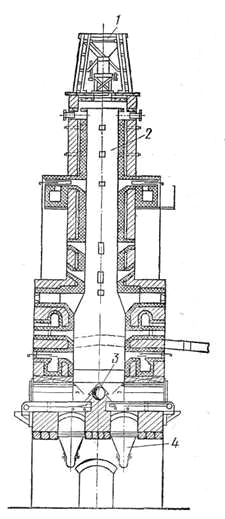 |
Рис. 19. Шахтная печь: 1 — загрузочное устройство, 2 — шахта. 5 — патрубок для отсоса дымовых газов, 4 — механизм выгрузки
Загружают брикеты в шахтную печь загрузочным устройством 1, которое оборудовано шлюзовым затвором. Затвор предотвращает подсос воздуха в печь. При подъеме верхнего затвора брикеты из верхнего бункера опускаются в нижний — течку и отсюда в шахту 2 печи. Отсос дымовых газов осуществляют через патрубок 3.
Выгружают обожженный шамот автоматическим выгружателем 4 системы Антонова. Выгружатель представляет собой установку, состоящую из трех пар ступенеобразных кареток, приводимых в возвратно-поступательное движение с помощью кривошипных механизмов и системы передачи от электродвигателя. По мере выгрузки обожженного шамота загруженные брикеты постепенно опускаются вниз, проходя последовательно зоны подсушки, подогрева, обжига и охлаждения. Производительность шахтных печей 60—70 т/сутки.
Вращающиеся печи для обжига шамота работают следующим образом. Глина со склада подается в глинорезку (стругач) и отсюда по транспортерной ленте поступает через течку во вращающуюся печь. Продвигаясь по печи, глина подвергается обжигу при температуре, близкой к спеканию. Обожженная глина из печи подается в холодильник, в котором охлаждается до температуры 150—180° С. Затем шамот поступает на пластинчатый транспортер, подающий его в вертикальный элеватор, и далее по течке направляется в расходный бункер или склад.
Вращающиеся печи для обжига глины на шамот, как правило, работают на твердом пылеугольном топливе. Горелки и форсунки располагаются в рабочем объеме печей.
Для дробления обожженного шамота применяют щековые дробилки.
Обработка сырьевых материалов
Глину, поступающую в производство, подвергают первичному дроблению в стругачах, камневыделительных и дезинтеграторных вальцах, предназначенных также для одновременного удаления из массы твердых включений.
При изготовлении изделий с полусухой подготовкой массы после первичного дробления глину сушат и сухую глину измельчают. Выбор необходимой для этой цели машины определяется свойствами глины (твердостью, влажностью). Для этой цели применяют бегуны сухого помола, корзинчатые дезинтеграторы. Более тонкий помол сухих порошков осуществляют в ротационных и центробежных мельницах.
При изготовлении изделий с пластической подготовкой массы глину после первичного дробления проминают в бегунах мокрого помола, глинорастирателях, вальцах тонкого помола.
Для получения жидких масс в виде тонкомолотых суспензий (шликера) применяют два метода. В первом случае непластичные материалы измельчают до определенной крупности и затем домалывают совместно с глинистым компонентом. По второму способу непластичные материалы подвергают тонкому помолу и затем смешивают с глинистой суспензией. При этом можно глину распускать в агрегатах непрерывного действия — роторных мельницах, а тонкий помол отощающих материалов проводить в высокопроизводительных струйных мельницах непрерывного помола.
Глинистая суспензия подается в бассейны и сюда же дозируют тонкомолотые порошки отощающих материалов. Затем масса перемешивается пропеллерными мешалками и перекачивается в бассейны готового шликера, проходя попутно ситовую очистку и магнитное обогащение
Дробление пластичных сырьевых материалов
Первичное дробление. Винтовые камневыделительные вальцы служат для дробления рыхлых глин и одновременного выделения из них каменистых включений. Кинематическая схема камневыделительных вальцов СМ-416 приведена на рис. 20.
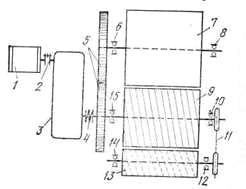
Рис. 20. Кинематическая схема вальцов: 1 — электродвигатель, 2 — упругая муфта, 3 — редуктор, 4 — уравнительная муфта, 5 — зубчатые колеса, 6, 8, 10, 12, 14 и 15 — подшипники, 7 — гладкий валок, 9 — винтовой валок, 11 — цепная передача, 13—очистной скребок
От электродвигателя 1 через редуктор 3 вращение передается зубчатым колесам 5, которые передают вращение гладкому 7 и винтовому 9 валкам; цепная передача 11 —очистному скребку 13. Электродвигатель соединен с редуктором через упругую муфту 2, снабженную предохранительным пальцем, который необходим в случае возможного заклинивания валков при попадании между ними крупных твердых включений. В этом случае предохранительный палец срезается, вращение валков прекращается и этим предотвращается авария машины.
Гладкий и винтовой валки устанавливают на пластинах, которые крепят к раме. На конце винтового валка со стороны привода имеется шестерня с зубьями, которые позволяют регулировать зазор между валками по мере их износа за счет передвижения винтового валка. Валки цапфами опираются на подшипники 6, 8, 10 и 15, установленные в корпусах.
На валках имеются два очистных скребка: неподвижный, очищающий гладкий валок, и скребок 13, очищающий винтовой валок. На винтовом валке сделана канавка для отбрасывания камней в лоток, расположенный между корпусами подшипников 8— 10 в противоположной стороне от привода. В месте выхода камней устроен шарнирный клапан, который открывается при попадании в лоток камня.
Все рабочие органы вальцов закрыты кожухами, в средней части которых сделана приемная воронка, через которую подается глина. Винтовые камневыделительные вальцы снабжаются амперметром, указывающим нагрузку электродвигателя.
Техническая характеристика винтовых камневыделительных вальцов СМ-416А
· Производительность, м3 /ч............................. 35
· Размеры выделяемых кусков, мм 35—180
· Диаметр валков, мм....................... 400 и 500
· Угловая скорость, об/мин................... 92,7
· Зазоры между валками, мм ... 2 и 12
· Габаритные размеры, мм:
· длина....................................................... 3100
· ширина.................................................... 2000
· высота............................... 1200
· Масса, т 2,5
Камневыделительные (дезинтеграторные) вальцы
Камневыделительные (дезинтеграторные) вальцы (рис. 21) служат для предварительного дробления комкующихся глин и частичного удаления каменистых включений. Вальцы имеют два валка — быстроходный ребристый 2 и тихоходный гладкий 1.
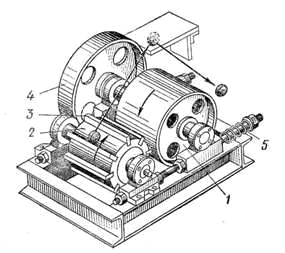
Рис. 21. Дезинтеграторные вальцы: 1 и 2 —валки разного диаметра, 3 — продольные ребра, 4 — приводной шкив, 5 — пружина
Глина поступает через загрузочную воронку по направляющему листу на быстроходный ребристый валок. Под ударами ребер этого валка она отбрасывается на гладкий тихоходный валок, который затягивает ее в зазор между валками. Каменистые включения, отскакивая от гладкого валка, ударяются о верхнюю крышку кожуха и выбрасываются через отводный лоток.
Техническая характеристика камневыделительных дезинтеграторных вальцов СМ-1198
· Производительность, м3 \ч................................... 25
· Габаритные размеры валков, мм:
· диаметр быстроходного валка .... . 1000
· диаметр тихоходного валка ............................... 600
· Зазор между валками, мм.................................. 10
· Угловая скорость валков, об/мин..................... 400/40
· Мощность электродвигателя, квт ..... 30
Производительность камневыделительных вальцов зависит от длины и диаметра валков, числа их оборотов и величины зазора между ними. Если выступы ребристого валка притупляются, то прекращается отделение камней. При появлении выработок на гладком валке отделение камней затрудняется. В местах выработок в гладком и винтовом валках следует наваривать сталинит с последующей механической обработкой.
Перед пуском камневыделительных вальцов проверяют: надежность крепежных деталей и скребков; зазоры между скребками и валками; параллельность осей гладкого и винтового валков (допускаемая непараллельность 0,3 мм); зазор между валками (должен быть по выступам канавок не более 2 мм, а по впадинам — не более 12 мм); наличие смазки в подшипниках, редукторе и других трущихся частях; исправность сигнализации и других предохранительных устройств. Зазор между скребками и рабочей поверхностью питающего вала должен быть в пределах 0,5—1,5 мм.
Пускают вальцы в такой последовательности. Вначале включают транспортирующее устройство глины, расположенное после вальцов, затем электродвигатель привода вальцов, а после того сак валки разовьют требуемое число оборотов, приводят в действие устройство, подающее в вальцы глину.
о время работы вальцов следует наблюдать за их равномерной загрузкой, периодически проверять степень нагрева подшипников, контролировать размер выходящих из машины кусочков глины и степень измельчения материала.
В процессе работы вальцов воспрещается регулировать ширину щели между валками, вручную проталкивать и удалять куски материала из загрузочного отверстия. При заклинивании валков следует тотчас же подать звуковой сигнал и выключить электродвигатель. Затем после изъятия электромонтером предохранителей валки нужно повернуть в обратную сторону и вынуть застрявшие предметы. При проталкивании застрявшей между валками глины следует применять деревянные приспособления.
Для остановки вальцов выключают устройство, подающее глину, и после переработки всего сырья, находящегося в загрузочной воронке, выключают электродвигатель вальцов. Затем выключают устройства, при помощи которых транспортируется пояса после ее обработки.
Для внезапной остановки вальцов дробильщик должен немедленно подать сигнал об отключении электродвигателя и после его остановки повернуть шкив вальцов в обратную сторону, что бы высвободить их от застрявших кусков материала.
Причины неполадок при работе камневыделительных вальцов
Причины неполадок при работе камневыделительных вальцов и способы их устранения приведены в табл. 14.
Таблица 14
| Причины неполадок в камневыделительных вальцах и способы их устранения | ||
| Неполадки | Причины возникновения | Способы устранения |
| Уменьшилась производительность или прекратилось движение глины между валками либо не вращаются валки | На валках налипла глина | Отрегулировать положение скребка |
| Глина зависла в течке | Очистить течку от глины | |
| Срезаны предохранительные шпильки | Поставить новые шпильки | |
| Заклинились валки | Поставить новые плавкие вставки в электрозащите двигателя | |
| Появился стук и шум увеличился | Ослабли болтовые соединения | Подтянуть болты |
| Повреждены подшипники | Заменить подшипники | |
| Ослабли гайки на стяжных шпильках | Подтянуть гайки | |
| Перегреваются подшипники | Недостаточно смазаны трущиеся части | Проверить наличие и качество смазки |
| Агрегат вибрирует во время работы | Ослаблено крепление машин на фундаменте | Подтянуть фундаментные болты |
| Не отрегулировано положение груза на рычаге клапана | Отрегулировать положение груза на рычаге клапана | |
Стругач состоит из бункера, вращающегося диска с ножами и привода. Ножи диска при вращении нарезают глину стружкой, которая проваливается в передаточный лоток. Толщина стружки регулируется выдвижением ножей над поверхностью диска в соответствии с влажностью глины. Величина кусков, отбираемых от стругача, должна быть не более 50 мм.
Вторичное дробление
Для вторичного дробления глин применяют бегуны и глинорастиратели. Для проминки и растирания глин, содержащих трудноразмокаемые в воде включения, с одновременным их увлажнением применяют бегуны мокрого помола. Для измельчения сухих глин, имеющих карьерную влажность не больше 12% или подсушенных до влажности менее 10%, применяют бегуны сухого помола.
Бегуны в зависимости от устройства могут иметь неподвижный или вращающийся под. В первом случае катки катятся по неподвижному поду при вращении их осей вокруг вертикального вала, а во втором случае вокруг вертикальной оси вращается под, а катки вертятся свободно вокруг своих осей. В обои случаях измельчение осуществляется за счет собственной тяжести катков.
Принцип работы бегунов (рис. 22) следующий. Поступающий непрерывно в чашу 2 бегунов материал подвергается раздавливанию катками 3. Под действием этих катков измельченный материал продавливается через отверстия в плитах бегунов на тарелку, откуда скребком сбрасывается в лоток, ленточный питатель или непосредственно в ленточный пресс.
Технические характеристики бегунов приведены в табл. 15.
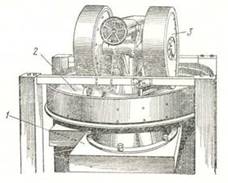
Рис. 22. Бегуны для мокрого помола: 1 — основание машины, 2 — чаша, 3 — катки
Перед пуском бегунов следует проверить: наличие смазки на всех трущихся частях бегунов (подшипники фрикционной муфты и катков, валы, ведомый шкив, коническая зубчатая передача, Ползуны полуосей катков и их направляющие); надежность закрепления оградительных устройств на вращающихся частях бегунов; исправность заземления металлических частей бегунов; Надежность крепления станины, бандажей к ступицам катков, Устройств для подачи смазки, полуосей катков, корпуса чаши, опорных подшипников; исправность траверсы и надежность подвески в ней коленчатого вала, дорожек чаши, кольцевого разгрузочного желоба и скребков, привода; герметичность ограждения катков; исправность транспортных средств, связанных с бегунами, водоподводящей сети, смотровых и загрузочных люков, пружинного зажима катков.
Таблица 15
| Технические характеристики бегунов | ||||
| Показатели | Сухого помола | Мокрого помола | ||
| СМ-21 | СМ-20 | СМ-268 | СМ-365 | |
| Производительность, м3 /ч | 8,5* | 20* | 6-8* | 43* |
| Размеры катков, мм | 1250X350 | 1800x550 | 1800x550 | 1800x800 |
| Угловая скорость чаши, об/мин | 23—27—30 | 18 | 22, 7 | |
| Мощность электродвигателя квт | 14,0 | 27,5 | 40 0 | |
| Габаритные размеры, мм длина | 4350 | 6350 | 6700 | |
| ширина | 2918 | 3680 | - | 3300 |
| высота | 2870 | 3830 | - | 4200 |
| Масса т | 12,22 | 26,0 | - | 31,6 |
* При измельчении твердых материалов производительность бегунов в 2—3 раза ниже, чем при измельчении глин.
Обслуживание бегунов
Пуск бегунов производится следующим путем. Вначале пускают отборочный транспорт, затем бегуны и после того, как его вращающиеся катки набирают полное число оборотов, начинают питание бегунов сырьем.
Во время работы бегунов необходимо следить: за равномерной и беспрерывной подачей материала в бегуны; отсутствием посторонних предметов; состоянием крепежных деталей; работой катков и скребков; состоянием размалываемого материала на поде; работой всех механизмов бегунов (должны работать без вибраций, скрипа, толчков и излишнего шума) и транспортных средств, связанных с бегунами; состоянием смазки и работой подшипников (их корпуса не должны нагреваться более чем до 60°, что проверяется на ощупь); чистотой всех механизмов бегунов; исправностью привода, фрикционной муфты и ограждений; герметичностью кожуха и исправностью пружинных зажимов катков.
Во время работы бегунов запрещается: снимать ограждения с их вращающихся частей; извлекать из чаши негабаритные куски материала или посторонние. Предметы; производить ремонтные и наладочные работы, чистку и смазку механизмов; подгребать и разравнивать размалываемый материал.
Пробы размолотого материала следует отбирать только из разгрузочных течек бегунов.
Во время работы бегунов необходимо следить за размерами кусков глины, которые не должны превышать 90—100 мм; не допускать завалов или перебоя в питании машины. Толщина слоя под катками не должна превышать 30—40 мм.
Степень увлажнения определяют по внешним признакам: нормально обработанная и увлажненная глина не прилипает к каткам и скребкам и имеет вид массы, состоящей из небольших комочков. Недостаточно увлажненная глина состоит из не слипшихся между собой кусочков неодинаковой влажности, которые при разминании рассыпаются. Переувлажненная глина прилипает к каткам, замазывает отверстия и стены чаши.
Остановка бегунов допускается только в следующих случаях: при появлении в агрегате необычного шума, стука или вибрации; при перегреве электродвигателя и подшипников, что определяется по специфическому запаху гари и появлению дыма; при поломке механизмов бегунов, оградительных и сигнализирующих устройств; обнаружении неисправности изоляции электроаппаратуры, что проявляется в «биении на корпус» в момент прикосновения к металлическим частям агрегата; при необходимости регулировки механизмов бегунов; нарушении герметичности кожуха, что видно из повышенного выделения пыли; при временном перерыве в подаче электроэнергии и отлучке обслуживающего персонала; угрозе или возникновении аварии; необходимости смазки, осмотра, очистки и мелкого ремонта механизмов бегунов; при прекращении действия загрузочных и отборочных устройств. Остановка бегунов происходит следующим образом. Прекращают подачу материала в загрузочную воронку и после полной выработки материала выключают пусковое устройство бегунов. После полной остановки выключают отборочное устройство.
По окончании работы бегуны освобождают от глины, а все загрузочные и разгрузочные приспособления и отверстия в плитах прочищают.
Возможные неполадки в работе бегунов
Возможные неполадки в работе бегунов и способы их устранения приведены в табл. 16.
Таблица 16
| Причины неполадок в бегунах мокрого помола и способы их устранения | ||
| Неполадки | Причины возникновения | Способы устранения |
| Уменьшение производительности | Засорились отверстия в плитах, много твердых включений на дне чаши | Прочистить отверстия |
| Износился бандаж | Удалить включения н заменить бандаж | |
| Пробуксовывает многодисковая муфта | Износились фрикционные диски | Сменить диски |
| Износились рычаги между подвижной муфтой и упорным кольцом многодисковой муфты | Отрегулировать затяжку дисков | |
| Агрегат вибрирует во время работы | Чаша перегружена глиной | Очистить чашу |
| Ослабли гайки анкерных болтов, крепящих колонны к фундаменту, или болты, скрепляющие крестовину или чашу с колонками | Затянуть гайки и подтянуть болты | |
| Появление стука | Ослабли болты подшипников или перекосились плиты | Отрегулировать затяжку болтов |
| Нарушено крепление бандажа с катком | Отрегулировать крепление | |
| Перекосились скребки | Отрегулировать положение скребков | |
| Перегрев подшипников | Смазка загрязнена или ее поступает недостаточное количество | Проверить наличие и качество смазки |
| Ослаблены болтовые крепления подшипников и перекошены валы | Подтянуть болты | |
| неравномерный выход материала с разгрузочной тарелки | Частично засорились отверстия, перекошена дуга | Очистить отверстия Отрегулировать положение дуги |
| Разгрузочная тарелка цепляет за сбрасывающую дугу | Перекошены полуднекн тарелок | Подтянуть болты |
Опустилась сбрасывающая дуга |
Подтянуть дугу и оставить минимальный зазор | |
| ri3 чаши вытекает много воды | В чаше мало глины | Отрегулировать подачу воды |
Дырчатые вальцы
Дырчатые вальцы заменяют бегуны, в особенности если глина предварительно измельчалась и увлажнялась. В валках дырчатых вальцов имеются отверстия, через которые продавливается глина.
| Технические характеристики дырчатых вальцов | СМ-369А | СМ-927 |
| Производительность, т/ч | До 40 | До 75 |
| Зазор между валками, мм | 5—10 | 5—10 |
| Диаметр валков, мм | 1000 | 1012 |
| Ширина валков, мм | 600 | 640 |
| Угловая скорость, об/мин: | 30 | 30,8 |
| ведомого валка | ||
| ведущего валка | 20,8 | 25,5 |
Производительность дырчатых вальцов зависит от степени увлажнения и пластичности массы, размеров и формы отверстий, через которые продавливается масса, и числа оборотов валков.
Перед началом работы следует проверить исправность пружинных прижимных устройств у подшипников подвижного ведомого валка; величину зазора между валками и отрегулировать его при помощи винтового упора; убедиться в отсутствии трещин на валках; наличии и исправности защитных ограждений.
Подавать глину в загрузочное отверстие следует только после достижения валками постоянной скорости вращения.
Необходимо следить за равномерной загрузкой вальцов глиной, нормальной работой валков и пружинного прижимного устройства, состоянием регулировочных винтов и гаек, упорных винтовых устройств; смазкой подшипников валков. Причины возникновения неисправностей дырчатых вальцов и способы их устранения приведены в табл. 17.
Таблица 17
| Неполадки при работе дырчатых вальцов и способы их устранения | ||
| Неполадки | Причины возникновения | Способы устранения |
| Уменьшение производительности вальцов Лерегрев подшипников | На валки налипает глина Износились рабочие поверхности валков Засорились отверстия в валках Недостаточное количествосмазки или загрязнение | Уменьшить влажность материала Проточить валки Прочистить отверстия Проверить смазку |
Глинорастиратели (тонрасплеры)
Глинорастиратели (тонрасплеры) дают наибольшую однородность при переработке массы. Действие их заключается в протирании и продавливавши глины через перфорированный корпус 1 (рис. 23).
Глина поступает в корпус машины. Крупные комья захватываются ворошителем 3 и разбиваются о ножи, неподвижно укрепленные в корпусе. Постепенно опускаясь вниз, глина подхватывается лопастями крыльчатки 6, протирается и продавливается ее ножами через отверстия решеток и в виде длинных цилиндриков падает на тарель. Отсюда скребок 5 направляет цилиндрики в выгрузочное окно. Для увлажнения глины в машину подается через днище пар.
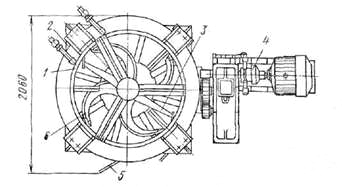
Рис. 23. Глинорастиратель СМ-859: 1 — корпус, 2 — рама, 3 — ворошитель. 4 — привод, 5—скребок, 6 — крыльчатки
| Технические характеристики глинорастирателей | СМ-859 | 1900 завода КЕМА (Германия) |
| Производительность, м3 /ч | 4—6 | 15—18 |
| Мощность электродвигателей, квт | 20 | 43 |
| Габаритные размеры, мм: | ||
| внутренний диаметр чаши | 1500 | 1900 |
| высота агрегата | 5255 | 4300 |
| длина агрегата | 3470 | 2000 |
| ширина агрегата | 2060 | 3000 |
| Масса, т | 5,3 | 2,8 |
Перед пуском глинорастарателя следует проверить: наличие смазки на всех трущихся частях глипорастирателя; надежность закрепления оградительных устройств; исправность заземления металлических частей; исправность чаши, загрузочного и выгрузочного устройств.
Пуск глинорастирателя производят следующим образом. Вначале пускают машины, установленные за глинорастирателем, затем включают электродвигатель глинорастирателя и после достижения нормального числа оборотов ворошителя включают питание глинорастирателя. Остановку глинорастирателя осуществляют в обратном порядке.
Во время работы глинорастирателя необходимо наблюдать за равномерным питанием агрегата, исправностью механизма загрузки и выгрузки, исправностью оградительных устройств, нормальной работой всех механизмов глинорастирателя, которые должны работать без вибрации, толчков и излишнего шума.
Гомогенизаторы
Гомогенизаторы (рис. 24) служат для переработки глины при одновременном увлажнении и последующем выдерживании в течение нескольких часов. Загрузочным механизмом 1 глина подается в башню 2. Во время вращения башни на опорном кольце 6 глина усредняется. Одновременно шнеком 7 отбирается глина, которая поступает по течке 5 на конвейер 4. Башня приводится в движение от электродвигателя 3.
Емкость гомогенизаторов 70—85 м3 , производительность 20 м3 /ч. В настоящее время осваивается серийное производство гомогенизаторов СМ-1240 емкостью 150 м3 .
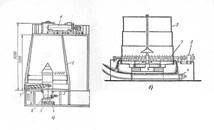
Рис. 24. Гомогенизаторы: а - с односторонним отбором глины; б - с двухсторонним отбором глины; 1 - загрузочный механизм, 2 - башня, 3 - электродвигатель, 4 - конвейер, 5 - течка, 6 - опорное кольцо, 7 - шнек
Тонкое измельчение глин
Для тонкого измельчения глин, прошедших предварительное измельчение на бегунах или вальцах грубого помола, применяют дифференциальные гладкие вальцы тонкого помола (рис. 25).
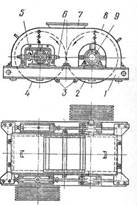 Рис. 25. Вальцы тонкого помола: 1 — станина, 2, 4 — валки, 3 — скребок, .5— амортизатор, 6 — регулировочный винт, 7— загрузочная воронка, 8 — кожух, 9 — подшипниковые опоры
Рис. 25. Вальцы тонкого помола: 1 — станина, 2, 4 — валки, 3 — скребок, .5— амортизатор, 6 — регулировочный винт, 7— загрузочная воронка, 8 — кожух, 9 — подшипниковые опоры
Материал через загрузочную воронку 7 поступает между валками 4 и 2, имеющими различную скорость, и раздавливается ими. Очистка валков от налипающей глины производится скребком 3. Валок снабжен амортизатором 5 и винтом 6 для регулирования зазора между валками. Валки установлены в подшипниковые опоры 9, укрепленные на станине.
Производительность дифференциальных гладких вальцов тонкого помола зависит от их длины и диаметра, а также от числа оборотов валков. На заводах строительной керамики применяют вальцы тонкого помола СМ-23, СМ-24, СМ-696А.
| Технические характеристики дифференциальных вальцов тонкого помола | ||
| СМ-696А | СМК-102 | |
| Производительность, м3 /ч | 18 | 25 |
| Размер загружаемых кусков, мм | До 300 | До 300 |
| Габаритные размеры валков, мм: | ||
| диаметр | 800 | 1000 |
| длина | 600 | 1000 |
| Зазор между валками, мм | До 2 | До 1 |
| Габаритные размеры, мм: | ||
| длина | 3240 | 5300 |
| ширина | 2515 | 3300 |
| высота | 965 | 2100 |
| Угловая скорость, об/мин | 100/180 | 290/145 |
| Мощность электродвигателя, квт | 24 | 55 |
| Масса, т | 2,4 | 13 |
В настоящее время осваивается производство вальцов СМК-102 тонкого помола с гладкими валками и шлифующим устройством.
Обслуживание вальцов тонкого помола аналогично обслуживанию камневыделительных вальцов. При появлении между валками зазора более 3 мм их наваривают сталинитом.
Для изменения зазора следует ослабить контргайки, винтами установить требуемый зазор и вновь затянуть контргайки.
Таблица 18
| Неполадки в вальцах СМ-696А и способы их устранения | ||
| Неполадки | Причины возникновения | Способы устранения |
| Уменьшение производительности | Масса налипает на валах | Очистить валы и скребк! |
| Слабо натянуты приводные ремни | Натянуть приводные ремни | |
| Поступают большие куски для дробления | Уменьшить размер поступающих кусков | |
| Срезались шпонки шкива или вилки | Заменить шпонки | |
| Появление стука | Повреждены подшипники | Заменить подшипники |
| Ослаблены болтовые соединения | Подтянуть болтовые соединения | |
| Подшипники перегреваются | Недостаточно смазаны трущиеся части | Проверить наличие и качество смазки |
| Повреждены подшипники | Заменить подшипники | |
| Износились зубья шестерен | Заменить шестерни | |
Перед пуском вальцов проверяют состояние болтовых соединений, наличие масла в подшипниках, величину зазора между валками, силу натяжения резиновых амортизаторов, правильность установки скребков.
Неполадки в работе вальцов и способы их устранения приведены в табл. 18.
Измельчение сухих глин. Наиболее эффективными машинами для измельчения сухих глин являются бегуны сухого помола и корзинчатые дезинтеграторы. Дезинтеграторы служат для тонкого измельчения подсушенных пластичных материалов и разбивания комков увлажненных порошкообразных масс.
Дробление непластичных сырьевых материалов
Для грубого дробления боя изделий, шлака и угля перед помолом и в отдельных случаях сланцевых глин применяют щековые дробилки.
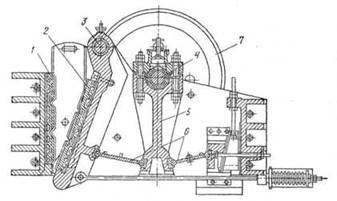
Рис. 26. Щековая дробилка Щ-5: 1 — неподвижная щека, 2 —подвижная щека, 3 — шарнир, 4 — эксцентриковый вал, 5 — шатун, 6 — распорные плиты, 7 — маховик
Щековые дробилки подразделяются: по характеру подвески подвижной щеки — с верхним и нижним подвесом; по характеру движения подвесной щеки — с простым и сложным движением; по конструкции механизма, передающего движение подвижной щеки, — с шарнирно-рычажным, роликовым или эксцентриковым механизмами.
Работает щековая дробилка (рис. 26) следующим образом. Куски материала загружаются между неподвижной щекой 1 и подвижной 2. Подвижная щека при помощи вала 4 вращается вокруг шарнира. Материал раздавливается и высыпается через отверстие. Степень измельчения материала регулируют изменением ширины выходной щели при помощи клиньев.
Производительность щековой дробилки зависит главным образом от ширины разгрузочного отверстия, ширины щеки, величины отхода подвижной щеки и числа оборотов эксцентрикового вала. В зависимости от необходимости получения материала той или иной крупности устанавливается ширина разгрузочного отверстия.
Похожие рефераты:
Реконструкция предприятия по производству глиняного кирпича
Модернизация производства керамического кирпича
Технология производства керамического кирпича
Основные технологические процессы на разрезе "Томусинский"
Исследование процесса измельчения в бегунах мокрого помола СМ–365
Капитальный ремонт размалывающих бегунов
Производство керамического кирпича
Оборудование для смешения полимерных материалов
Производство керамической черепицы
Технология подготовки различных добавок и обработки глины для производства кирпича
Отчёт по практике на Минском фарфоровом заводе и в НИИСМе
Расчет вращающейся печи для изготовления керамзита
Первичное дробление глиняной массы и выделение камней. Смешивание сырьевых компонентов
Технология производства керамического кирпича
Строительство автомобильной дороги
Вторичное измельчение и обработка глиняной массы. Тонкое измельчение глиняной массы