| Скачать .zip |
Реферат: Проектирование технологического процесса изготовления детали
Федеральное агентство по образованию
Тюменский колледж связи, информатики и управления
Отделение технологии металлообработки
курсовой проект
по дисциплине: «Технология машиностроения»
На тему: «Проектирование технологического процесса изготовления детали»
Студент: Новиков Д.А. Группа: ТМ-04-1
Работа выполнена «____»____________2007г.
Специальность: 151001 «Технология машиностроения»
Руководитель проекта Зыкова Н.М.
Работу проверил «____»__________2007г.
Тюмень 2007
2. Технологический раздел
2.1 Выбор вида и метода получения заготовки
Заготовка- штамповка с отверстием. Данный вид заготовки обеспечит высокий коэффициент использования материала и сократит время на обработку детали.
Расчет заготовки:
отв120 7кв.
1)шлифовать(припуск + допуск) 8кв.
2)точить чисто(припуск + допуск) 9кв.
3)точить предварительно(припуск + допуск)12кв.
вал167.7
1)точить предварительно(припуск + допуск)12кв.
ширина 18 2*(припуск + допуск)
Припуски(выбираем из таблицы припусков):
вал167,7 – 6,0
ширина 18 – 0,7
отв120 – 3+2+0,85
допуски(выбираем из таблицы допусков):
вал167,7 – 0,35 ; 0,087; 0,054
ширина 18 – 0,18
отв120 – 0,4
D=120+3+2+0,85=125,85+049=126,34
d=167,7+6,0=173,7+0,18+0,4=19,1
 2.2Разработка маршрутно-технологического процесса
2.2Разработка маршрутно-технологического процесса
| Номер Операции | Название операции | Наименование операции | Оборудование, инструмент, приспособления |
| 005 | токарная | 1.Подрезать торец | Станок токарно-винторезный 16К20, Патрон 7100-0007 ГОСТ 2675-80 |
| 010 | токарная | 1.Подрезать торец 2. точить наружную пов-ть 3.точить внутр. Фаску 1*45є | Станок токарно-винторезный 16К20, Патрон 7100-0007 ГОСТ 2675-80 |
| 015 | токарная | 1.точить зубчатый венец 2.точить фаску 2*45є на торце 3. притунить острые кромки | Станок токарно-винторезный 16К20, Патрон 7100-0007 ГОСТ 2675-80 |
| 020 | Термообработ-ка | ||
| 025 | шлифовальная | 1.шлифовать отверстие 2.шлифовать торец | Станок шлифовальный 1МИГ- 0,001 |
| 030 | зубофрезерная | 1.фрезеровать 40 зубьев | Станок зубофрезерный 53В30П |
| Номер Операции | Название операции | Наименование операции | Оборудование, инструмент, приспособления |
| 035 | Зубозатыловоч-ная | 1.закруглить 40 зубьев R14,5 | Станок зубозатыловочный 5Е580 |
| 040 | Слесарная | 1.зачистить заусеницы и притупить острые кромки | Верстак слесарный ПП150*10*20 |
| 045 | Промывка | ||
| 050 | Контроль | Стол контролера |
2.3 Определение массы заготовки и коэффициента использования материала
V=πR2H
V1=3.14*86,952*19,1=453421,56 мм3
V2=3.14*63.22*19,1=239550.53 мм3
V= V1- V2=213871.03 мм3
V-объем заготовки
Н-длина заготовки с припуском
R-радиус заготовки с припуском на сторону
Kи.м=![]()
Kи.м=![]() =0,51*100%=51%
=0,51*100%=51%
Ки. м-коэффициент использования материала
mд-масса детали
mз-масса заготовки
m=Vρ=213871.03 *0,00781=1670г.
2.4 Выбор технологического оборудования
Техническая характеристика токарно-винторезного станка 16К20
Наибольший диаметр обрабатываемой детали, мм. :
При установке над станиной 500
При установке над суппортом 215
Наибольшая длина обработки, мм. : 710
1000
1400
2000
Диаметр отверстия в шпинделе 53
Частота вращения шпинделя, об/мин. 10-2000
Шаг нарезаемой резьбы
метрической 0,5-112
дюймовой, число 56-0,5
модульной, модуль 0,5-112
Число скоростей шпинделя 24
Наибольшее перемещение суппорта
продольное 900
поперечное 250
 Подача суппорта, мм/об.
Подача суппорта, мм/об.
продольная 0,01-2,8
поперечная 0,005-1,4
Число ступеней подач Б/С
Скорость быстрого перемещения суппорта, мм/мин.
продольного 6000
поперечного 5000
Мощность электродвигателя главного привода, кВт. 11
Габаритные размеры (без ЧПУ)
длина 3700
ширина 1770
высота 1700
Масса, кг. 3800
Техническая характеристика зубофрезерного станка53В30П
Размеры рабочей поверхности стола, мм. 320*1250
Максимальные перемещения стола, мм.
Продольное 700
Поперечное 260
Вертикальное 370
Пределы поворота шпиндельной головки, град. -450
Максимальное перемещение гильзы шпинделя, мм. 70
Число скоростей вращения шпинделя 18
Пределы чисел оборотов шпинделя в мин. 63-3150
Мощность главного электродвигателя, кВт. 10
Количество скоростей подач стола, мм/мин.:
Продольных 40-2000
Поперечных 27-1330
Вертикальных 13-665
 Скорость быстрого продольного перемещения
Скорость быстрого продольного перемещения
стола, мм/мин. 4000
Мощность электродвигателя привода подач, кВт. 1,7
2.5Краткое описание станочных приспособлений
| Номер Операции | Название операции | Приспособления | |||
| 005 | Токарно-винторезная | Патрон 7100-0007 ГОСТ 2675-80 | |||
| 010 | Токарно-винторезная | Патрон 7100-0007 ГОСТ 2675-80 | |||
| 015 | Токарно-винторезная | Патрон 7100-0007 ГОСТ 2675-80 | |||
| 020 | Термическая обработка | //-//-//-// | |||
| 025 | Шлифовальная | Приспособление | |||
| 030 | Зубофрезерная | Оправка | |||
| 035 | Зубозатыловочная | Приспособление | |||
| 040 | Слесарная | Тиски 7827-0257 ГОСТ 4045-75 | |||
| 045 | Промывочная | //-//-//-// | |||
| 050 | Контроль | //-//-//-// | |||
 2.6 Выбор режущего инструмента, обозначения по ГОСТу
2.6 Выбор режущего инструмента, обозначения по ГОСТу
| Номер операции | Название операции | Режущий инструмент |
| 005 | Токарно-винторезная | Резец2102-0079Е15К6 ГОСТ1888-73 |
| 010 | Токарно-винторезная | Резец2102-0079Е15К6 ГОСТ1888-73 Резец расточной |
| 015 | Токарно-винторезная | Резец514.2126-0059Т15К6 ГОСТ18884-73 |
| 020 | Термическая обработка | //-//-//-// |
| 025 | Шлифовальная | Шлифовальный круг |
| 030 | Зубофрезерная | Фреза2523-0036 ГОСТ15127-83 |
| 035 | Зубозатыловочная | Фреза ГОСТ9324-80 |
| 040 | Слесарная | Напильник 2821-0063 ГОСТ1465-80 Нпильник2822-0008 ГОСТ1465-80 |
| 45 | Промывочная | //-//-//-// |
| 50 | Контроль | //-//-//-// |
 2.7 Выбор мерительного инструмента, обозначения по ГОСТу
2.7 Выбор мерительного инструмента, обозначения по ГОСТу
| Номер опера-ции | Название операции | Мерительный инструмент |
| 005 | Токарно-винторезная | Штангенциркуль ШЦ-ΙI-250-0,05 ГОСТ166-89 |
| 010 | Токарно-винторезная | Штангенциркуль ШЦ-ΙI-250-0,05 ГОСТ166-89 |
| 015 | Токарно-винторезная | Микрометр МК75-1 ГОСТ 6507-90 Штангенциркуль ШЦ-ΙI-250-0,05 ГОСТ166-89 |
| 020 | Термическая обработка | //-//-//-// |
| 025 | Шлифовальная | Штихмас ГОСТ1775 |
| 030 | Зубофрезерная | Биениемер Б-10М ГОСТ8137 Спец.штангенциркуль Т6012-0008 Шаблон профиля зуба ГОСТ2599 |
| 035 | Зубозатыловочная | Биениемер Б-10М ГОСТ8137 Спец.штангенциркуль Т6012-0008 Шаблон профиля зуба ГОСТ2599 |
| 040 | Слесарная | //-//-//-// |
| 045 | Промывочная | //-//-//-// |
| 050 | Контроль | См.контроль |
2.8.Режимы резания и нормы
 На токарно-винторезном станке обтачивается наружная цилиндрическая поверхность D=173,9 мм., на глубину t=3,1 мм. Материал заготовки – сталь 45-б-2.
На токарно-винторезном станке обтачивается наружная цилиндрическая поверхность D=173,9 мм., на глубину t=3,1 мм. Материал заготовки – сталь 45-б-2.
1. Глубина резания.
t1=2 мм.- черновое точение
t2=1,1 мм.- получистовое точение
2. Выбор инструмента.
Резец с сечением державки 25*25 мм. Толщина пластины- исходя из условий обработки принимают 6,4 мм., трехгранной формы с углом при вершине ε=600 из твердого сплава Т5К10- для черновой и получистовой стадий обработки. Способ крепления пластины- клин-прихват для черновой и получистовой стадий обработки.
Геометрические параметры пластины.
φ=930 [к.1, с.36]
φ1=320
γ=100
α=60
 Форма передней поверхности – плоская с фаской. [к.2, с.37]
Форма передней поверхности – плоская с фаской. [к.2, с.37]
Ширина фаски вдоль главного режущего лезвия – f=0,5 мм.
Радиус округления режущей кромки – ρ=0,03 мм.
Радиус вершины резца – rв=1 мм.
Нормативный период стойкости- Т=30 мин.
3. Подача.
-при черновом точении
Sот= 0,35 мм/об. [к3, с.38]
Ksи=1,1- инструментальный материал
Ksp=1- крепление пластины
-при получистовом точении
Sот=0,16 мм/об.
Ksи=1,1- инструментальный материал
Ksp=0,9- крепление пластины
Окончательная подача для черновой и получистовой стадий обработки.
So=Soт*Ksи*Ksр*Ksд*Ksn*Ksу*Ksп*Ksφ*Ksi*Ksм (2.18)
So=0,35*1*1*1*1,2*1*1,3*1=0,55 мм/об.
So=0,16*1*1*1*1,2*1*1,3*1=0,25 мм/об.
Сечение державки резца - Ksд [к.3, с.39]
Прочность режущей части - Ksп
Механических свойств обрабатываемого материала- Ksм
Схемы установки заготовки - Ksу
Состояние поверхности заготовки - Ksn
Геометрических параметров резца - Ksφ
Жесткость станка - Ksi
Рассчитанные подачи для черновой и получистовой стадий обработки проверяются по осевой Px и радиальной Py составляющим силы резания, допустимыми прочностью механизма подач станка.
-при черновой обработке поверхности с глубиной t=2 мм. и подачей So=0,55 мм/об., Pxт=750 Н, Pyт=270 Н.
-при получистовой обработке поверхности с глубиной t=1,5 мм. и подачей So=0.25 мм/об., Pxт=630 Н, Pyт=230 Н.
Определяем поправочные коэффициенты на силы резания для изменённых условий в зависимости от:
-механических свойств обрабатываемого материала
Kpмx = Kpмy = 1,0
-главного угла в плане:
 а) Kpφx = 1; Kpφy = 2,0
а) Kpφx = 1; Kpφy = 2,0
б) Kpφx = 1; Kpφy = 1
в) главного переднего угла Kpγx = Kpγy =0,9
г) угла наклона кромки Kpλx = 0,8; Kpλy = 1,3.
Окончательно составляющие силы резания определяются по формулам:
Px = Pxт * Kpмx * Kpφx * Kpγx * Kpλx (2.19)
Py = Pyт * Kpмy * Kpφy * Kpγy * Kpλy (2.20)
а) Px1 = 750 * 1 * 1 * 0,9 * 0,8 = 540H-при черновой обработке
Py1 = 270 * 1 * 1 * 0,9 * 1,3 = 315H
б) Px2 = 630 * 1 * 1 * 0,9 * 0,8 = 454H-при получистовой обработке
Py2 = 230 * 1 * 1 * 0,9 * 1,3 = 269H
Рассчитанные значения составляющих сил резания меньше, чем допускается механизмом подач станка.
Рхдоп = 8000Н; Рудоп = 3600Н
а) Sот = 0,78 мм/об [к9, с50]
б) Sот = 0,64 мм/об [к10, с51]
4. Скорость резания.
При черновой стадии обработки стали без корки:
-с глубиной резания t = 2,0 мм, и подачей S0 = 0,55 мм/об, скорость резания Ưт = 172 м/мин
-КƯu = 0,85- поправочный коэффициент в зависимости от инструментального материала. [к21,с73]
При получистовой стадии обработки стали без корки:
-с глубиной резания t = 1,5 мм и подачей S0 = 0,25 мм/об, скорость резания Ưт = 228 мм/мин.
-КƯu = 0,85-поправочный коэффициент в зависимости от инструментального материала [к21, с73]
 Выбираем остальные поправочные коэффициенты на скорость резания при черновой и получерновой стадиях обработки для изменённых условий в зависимости от:
Выбираем остальные поправочные коэффициенты на скорость резания при черновой и получерновой стадиях обработки для изменённых условий в зависимости от:
-группы обрабатываемости материала КƯс = 1 [к.22, с.75]
-вида обработки КƯо = 1
-жесткости станка КƯi = 1
-механических свойств обрабатываемого материала КƯм = 1
-геометрических параметров резца:
а) КƯφ = 1,15- при черновой обработке
б) КƯφ = 0,95- при получистовой обработке
-периода стойкости режущей части КƯт =1
-наличия охлаждения КƯтж = 0,75
Общий поправочный коэффициент на скорость резания:
КƯ = КƯи * КƯс * КƯ0 * КƯi * КƯм *КƯφ * КƯт * КƯж (2.21)
КƯ = 0,85 * 1 * 1 * 1 * 1 * 1,15 * 1 * 0,75 = 0,73 – черновая
КƯ = 0,85 * 1 * 1 * 1 * 1 * 0,95 * 1 * 0,75 = 0,6 – получистовая
Окончательная скорость резания при черновой и получистовой стадиях обработки:
а) Ư = Ưт * КƯ = 1,72 * 0,73 = 126 м/мин. - черновая
б) Ư = Ưт * КƯ = 228 * 0,6 = 139 м/мин. - получистовая
 5. Частота вращения шпинделя.
5. Частота вращения шпинделя.
n=1000Ư/πD (2.22)
n1 = 1000 * 126 / 3,14 * 32 = 126000 / 100,48 = 1254 об/мин.- при черновой обработке [прил.46, с.454]
Принимаем по паспорту станка: nф = 1000 об/мин.
n2 = 1000 * 228 / 100,48 = 2269 об/мин.- при получистовой обработке
Принимаем по паспорту станка: nф = 2000 об/мин.
6. Фактическая скорость резания.
Ưф = πD * nф / 1000 (2.23)
Ưф1 = 3,14 * 32 * 1000 / 1000 = 100,48 м/мин.-при черновой обработке
Ưф2 = 3,14 * 32 * 2000 / 1000 = 200,96 м/мин.-при получистовой обработке
7. Проверка выбранных режимов по мощности привода главного движения.
Для черновой и получистовой стадий обработки мощность резания определяется по карте 21.
-при черновой стадии обработки стали без корки, при глубине резания t = 2,0 мм и подаче S0 = 0,55 мм/об, Nт = 8,9 кВт.
КN = 1- поправочный коэффициент на мощность [к 24, с 85]
-при получистовой стадии обработки стали без корки, при глубине резания t = 1,5 мм и подаче S0 = 0,25 мм/об, Nт = 5,7 кВт
КN = 1- поправочный коэффициент на мощность [к 24, с 85]
Табличную мощность резания корректируем по формуле:
N = Nт * КN * Ưф / Ưт (2.24)
N = 8,9 * 1 * 100,48 / 172 = 5,2 кВт-при черновой обработке
N = 5,7 * 1 * 200,96 / 228 = 5 кВт-при получистовой обработке
Ни одно из рассчитанных значений не превышает мощности привода главного движения станка. Следовательно, установленный режим резания по мощности осуществим.
8. Минутная подача.
Sм= nф * S0 (2.25)
 Sм1 = 1000 * 0,55 = 550 мм/мин.-при черновой обработке
Sм1 = 1000 * 0,55 = 550 мм/мин.-при черновой обработке
Sм2 = 2000 * 0,25 = 500 мм/мин.-при получистовой обработке
2.8.2 Назначение режимов резания табличным методом на все поверхности
005-токарно-винторезная
Режущий инструмент: резец токарный Т15К6.
1. Глубина резания.
t=23,75 мм.
2. Подача.
S=0,12 мм/об. [2,т.15,с.268]
3. Скорость резания.
Ư=250 мм/мин. [2,т.19,с.271]
4. Частота вращения шпинделя.
n=1000Ư/πD=1000*250/3,14*173,9=458 м/мин.
Корректируем частоту вращения шпинделя по паспортным данным станка модели 16К20 и устанавливаем действительное значение частоты вращения: nд=600 об/мин. [прил.1, с.421]
5. Действительная скорость резания.
Ưд = πD*nд/1000=3,14*173,9*600/1000=327 мм/мин.
6. Основное время.
То=L/nS=1/600*0,12=0,01 мин.
010 Токарно-винторезная
Режущий инструмент: резец токарный расточной Т15К6.
Диаметр круглого сечения резца d=10 мм.
Вылет резца 50 мм.
1. Глубина резания.
t=6 мм.
2. Подача.
S=0,08 мм/об. [2,т.15,с.268]
3. Скорость резания.
Ư=250 мм/мин. [2,т.19,с.271]
4. Частота вращения шпинделя.
n=1000Ư/πD=1000*250/3,14*126,4=629 м/мин.
Корректируем частоту вращения шпинделя по паспортным данным станка модели 16К20 и устанавливаем действительное значение частоты вращения: nд=630 об/мин. [прил.1, с.421]
 5. Действительная скорость резания.
5. Действительная скорость резания.
Ưд = πD*nд/1000=3,14*126,4*630/1000=250 мм/мин.
6. Основное время.
То=L/nS=19,1/630*0,08=0,37 мин.
015 Токарно-винторезная
1. Глубина резания.
t=13,85 мм.
2. Подача.
S=0,08 мм/об. [2,т.15,с.268]
3. Скорость резания.
Ư=250 мм/мин. [2,т.19,с.271]
4. Частота вращения шпинделя.
n=1000Ư/πD=1000*250/3,14*167,7=474 м/мин.
Корректируем частоту вращения шпинделя по паспортным данным станка модели 16К20 и устанавливаем действительное значение частоты вращения: nд=500 об/мин. [прил.1, с.421]
5. Действительная скорость резания.
Ưд = πD*nд/1000=3,14*167,7*500/1000=263,2 мм/мин.
6. Основное время.
То=L/nS=19/500*0,08=0,47 мин.
 025 Шлифовальная
025 Шлифовальная
Круг шлифовальный ПП,круга-90 мм. , высота круга-30 мм.
1.Vвращения детали-30 м/мин.
2.Vвращения круга-50 м/сек.
030 Зубофрезерная
m>2 – обрабатывается за 3 прохода
1.Подача на оборот
Sчернов.=3 мм.
Sчист.=1,5 мм.
2.Скорость резания определяется по формуле:
![]() ,
,
где z-число зубьев
S-подача на зуб
M-модуль
C,u,K,m,x,y-Остальные показатели [5,T.85.c.392]
![]()
3. Число оборотов
n=10 об/мин.
035 Зубозатыловочная
1.Подача на зуб
S=1.5 мм.
2.Скорость резания
V=15 м/мин
3.Число оборотов
n=30 об/мин.
 2.9Влияние режимов резания на шероховатость обработанной поверхности при токарной обработке.
2.9Влияние режимов резания на шероховатость обработанной поверхности при токарной обработке.
2.9.1Определение и основные понятия
Эксплуатационные свойства деталей машин и их долговечность в значительной степени зависят от состояния их поверхности. В отличие от теоретических поверхностей деталей, изображаемых на чертежах, на реальных поверхностях в процессе обработки всегда имеются неровности различной формы и высоты. Высота, форма, характер расположения и направление неровностей на поверхностях обрабатываемых заготовок зависят от ряда причин: режима обработки, условий охлаждения и смазки режущего инструмента, химического состава и микроструктуры обрабатываемого материала, конструкции, геометрии и режущей способности инструмента и приспособлений. Различают следующие отклонения от теоретической поверхности: макрогеометрические, волнистость и микрогеометрические.
Макрогеометрические отклонения – единичные, не повторяющиеся регулярно отклонения от теоретической формы поверхности к высоте отклонения (L/h>1000). Макрогеометрические отклонения характеризуют овальность, конусоовальность и другие отклонения от правильной геометрической формы.
Волнистость поверхности представляет собой совокупность периодически чередующихся возвышений и впадин с отношением
L/h = 50/…1000. Волнистость является следствием вибрации технологической системы, а так же неравномерности процесса резания.
Микрогеометрические отклонения или микро неровности, образуются в результате воздействия режущей кромки инструмента на обрабатываемую поверхность. Микронеровности определяют шероховатость (негладкость) обработанной поверхности. Они характеризуются небольшим значением отношения шага микронеровности к их высоте (L / h <50).
 2.9.2 Параметры шероховатости поверхности
2.9.2 Параметры шероховатости поверхности
ГОСТ 2789-73 и СТСЭВ 638-77 устанавливают следующие параметры шероховатости: Rа =400…0,008 мкм); Sm – средний шаг неровностей (Sm = 12,5…0,002мм); tp – относительная опорная длина профиля (10…90%), где p –числовое значение уровня сечения профиля.
Среднее арифметическое отклонение профиля Ra есть среднее значение расстояний (y1,у2,…,уn)точек профиля до его средней линии:
n
Ra = 1 / n ∑ ׀ yi ׀,
I =1
где уi – абсолютные (без учета алгебраического знака) расстояния до средней линии; n – число измерённых отклонений.
Средняя линия m профиля делит измеряемый профиль таким образом, что в пределах длины участка поверхности, выбираемого для измерения шероховатости, сумма квадратов расстояний (у1, у2,…, уn)
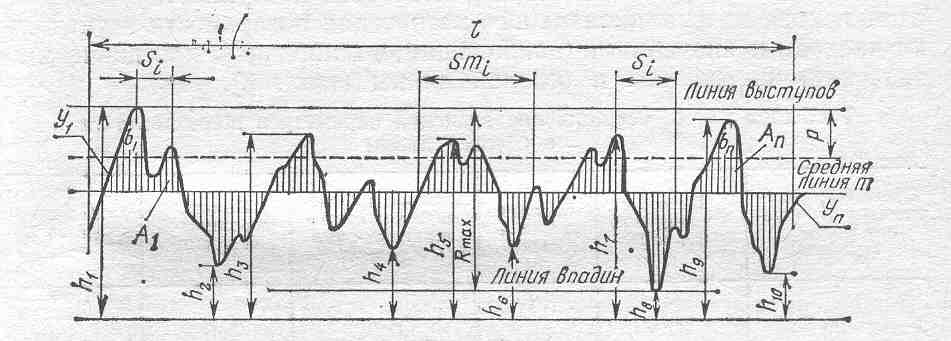
точек профиля до этой линии минимальна. При определении положения средней линии на профилограмме можно использовать следующие условия: средняя линия должна иметь направление измеренного профиля и делить его таким образом, чтобы в пределах базовой линии l площади А по обеим сторонам от этой линии по линии профиля были равны между собой: А1 + А3 + … + Аn-1 = А2 + А4 + … + Аn.
 2.9.3 Влияние режимов резания на шероховатость обработанной поверхности при токарной обработке
2.9.3 Влияние режимов резания на шероховатость обработанной поверхности при токарной обработке
Качество поверхностного слоя детали машин определяется шероховатостью и физико – механическими свойствами их поверхностного слоя.
Реальная поверхность независимо от метода её обработки представляет собой сочетание выступов и впадин с различными шагами. Совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности, рассматриваемая в пределах базовой длины, называется шероховатостью поверхности.
Шероховатость поверхности в процессе обработки образуется в результате действия многих факторов. Одни из них определяют характер расположения неровностей и их форму, другие определяют размеры.
Режим резания, геометрия инструмента и обрабатываемый материал оказывают влияние на шероховатость поверхности.
Увеличение подачи приводит к увеличению остаточной площади среза, а следовательно к увеличению шероховатости поверхности. Об этом же говорят и формулы:
-для резца с радиусом вершины равным нулю:
H = S / ctgφ + ctgφ1,
-для резца с радиусом закругления отличным от нуля:
H = S2 / 8r ,
где Н – высота неровностей в мм; S – подача в мм/об; r – радиус закругления вершины резца в мм; φ и φ – главный и вспомогательный углы в плане.
Скорость резания оказывает большое влияние на шероховатость поверхности. Высокую шероховатость можно получить либо при очень малых скоростях резания (протягивание, развертывание), либо при очень больших (скоростное резание металлов). В зоне средних скоростей (40 -60
 м/мин) на резце возникает нарост, в результате которого резко ухудшается
м/мин) на резце возникает нарост, в результате которого резко ухудшается
шероховатость поверхности. Значительное увеличение скорости резания
повышает температуру резания, уменьшает степень пластической
деформации и улучшает шероховатость поверхности.
На первый взгляд может показаться, что высоту неровностей можно легко рассчитать аналитическим путем. В первом приближении шероховатость можно рассматривать как след инструмента на обработанной поверхности, обусловленный сочетанием главного движения и движения подачи. Например, при токарной обработке высоту неровностей в направлении подачи инструмента можно определить из сопоставления двух смежных положений резца, смещенных на величину подачи.
Однако, непосредственные измерения показывают, что действительная высота неровностей существенно отличается от теоретической. Это различие обуславливается следующими причинами:
Наличием пластической деформации металла при резании.
Срезаемый слой металла, превращаясь в стружку, а также поверхностный слой металла претерпевают пластическую деформацию. Степень пластической деформации определяется величиной усадки стружки. Чем больше усадка стружки при постоянной подаче и радиусе закрепления вершины резца, тем больше высота неровностей на обработанной поверхности.
Наличием трения между задними гранями резца и поверхности детали. Наличием вибрации при резании и некоторыми другими причинами.
Приложение
| Поз. | Наименование | Кол-во |
| 1 | Корпус | 1 |
| 2 | Кулачек | 3 |
| 4 | Ползун | 1 |
| 5 | Рычаг | 1 |
| 6 | Предохранительный сухарь | 1 |
| 8 | Сухарь | 1 |
| 9 | Направляющая втулка | 1 |
| 10 | Корпус | 1 |
| 11 | Корпус | 1 |
| 12 | Упор | 1 |
| 13 | Зажим | 1 |
| 14 | Ось рычага | 3 |
| 15 | Винт | 6 |
| 16 | Крепежный элемент | 2 |
| 17 | Шайба | 2 |
| 18 | Штифт | 1 |
 3.Конструкторский раздел
3.Конструкторский раздел
3.1Расчет режущего инструмента
Конструирование и расчет сборного резца с механическим креплением многогранной пластины. Для обеспечения главного угла в плане φ=90˚.Обработку производят на токарно-винторезном станке 16К20. глубина резания t= 2,0 мм; подача на оборот so=0,55 мм/об; скорость главного движения резания v=126 м/мин. Конструкцию резца выбрать по ГОСТ 20872-80.
1.Выбираем по ГОСТу конструкцию сборочного резца с механическим креплением многогранной пластины. Для обеспечения главного угла в плане φ=90˚ и заданных режимов резания выбираем проходной правый резец с трехгранной пластиной и опорной пластиной.
2. Для заданных режимов резания сечение срезаемого слоя f=t*so=2,0*0,55=1,1 мм2. Для станка 16К20 при площади сечения срезаемого слоя f=1,1мм2 резец должен иметь рабочую высоту h=25 мм и диаметр описанной окружности пластины D=14мм.
3. Основные размеры резца принимаем по ГОСТ20872-80; рабочая высота резца h=25мм; ширина корпуса резца b=25 мм; высота корпуса резца h1=29 мм; длина резца L=120 мм.
4. Выбираем материал резца: для корпуса – сталь 40Х (твердость 42-46,5 НRCэ); для клина, штифта – сталь 45; для винта – сталь 45 (головку винта термообрабатывать до 32-37 HRCэ).
5. Технические требования на резец выбираем по ГОСТ 26613-85.
 3.2 Контрольный инструмент
3.2 Контрольный инструмент
Микрометрический нутромер (штихмас) предназначается для измерения внутренних размеров детали. Он отличается от микрометра отсутствием скобы, а также некоторыми конструктивными особенностями: отсутствием трещотки (усилие измерения регулируется контролером), наличием на обоих концах головки сферических измерительных наконечников.
Микрометрические нутромеры изготавливаются с пределами измерения 75-175; 75-575; 150-1200; 150-1400 мм. Рабочий ход микрометрического винта составляет 13 и 25 мм. Указанные выше пределы измерения получаются за счет набора удлинителей, прилагаемых каждому нутромеру.
Отсчет размера у нутромера производится так же, как и у микрометра.
При наличии удлинителей не следует забывать добавлять к показателям шкалы размеры удлинителей, маркируемые на их боковой поверхности.
Установка и проверка штихмаса производится по специально прилагаемой к нему установочной скобе, изготовленной по наименьшему предельному размеру инструмента.
Для измерения нутромер ориентировочно устанавливается на заданный размер вводится в проверяемое отверстие. Упирая его одной стороной в какую-либо точку отверстия, вращает барабан, одновременно покачивая штихмас, в продольном и поперечном направлениях, с тем что бы он установился в диаметральной плоскости перпендикулярно к оси. Иначе можно получить не точный результат замера.
 3.3Контрльный инструмент на столе контролера( операция 050)
3.3Контрльный инструмент на столе контролера( операция 050)
| Т6012-0037 | Спецштангенциркуль |
| ШЦ-II-250-0,05 | Штангенциркуль ГОСТ1166-89 |
| Б-10М | Биениемер ГОСТ8137-74 |
| МВМ 0…25 | Микрометр ГОСТ4380-86 |
| УО-180 | Угломер оптический ГОСТ4680-73 |
| Т6060-3550 | Шаблон |
| Т6032-1399 | Уступомер |
| Т6075-1510 | Эталон |
| Т603401198 | Калибр плоский |
| ШГ160 | Штангенглубиномер ГОСТ162-80 |
| НКМД | Набор концевых мер длины |
| Т6060-1075 | Шаблон |
| Т6034401130 | Калибр плоский |
| Т6012-0018 | Сецштангенциркуль |
 ВВЕДЕНИЕ
ВВЕДЕНИЕ
Научно-технический прогресс в машиностроении в значительной степени определяет развитие и совершенствование всего народного хозяйства страны.
Важнейшими условиями ускорения научно-технического прогресса являются: рост производительности труда, повышение эффективности общественного производства, улучшение качества продукции.
Совершенствование технологических методов изготовления машин имеет при этом первостепенное значение. Качество машины, надежность и экономичность в эксплуатации зависит не только от совершенствования конструкции, но и от технологии производства. Применение прогрессивных высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхностей деталей машин, методов упрочнения рабочих поверхностей, повышающих ресурс работы деталей и машины в целом, эффективное использование современных автоматических и поточных линий, станков с ЧПУ, электронно-вычислительных машин и другой новейшей техники, применение прогрессивных форм организации производственных отношений.
Также весьма актуальными являются вопросы научной организации труда и управления на промышленном предприятии. Организация труда должна основываться на достижениях науки и передовом опыте, который должен внедряться в производство.
Весь этот комплекс мероприятий направлен на решение основных задач, таких как повышение эффективности производства и повышение качества продукции.
 6.Заключение
6.Заключение
После сравнения маршрутной карты типовой технологии я выяснил, что предложенный мною вариант изготовления звездочки более оптимальный. Заготовка штамповка с отверстием дает повышенный коэффициент использования материала. Применение зубозатыловочного станка дает возможность повысить качество поверхностей и соответственно ее эксплуатационные свойства.
Рассчитанные режимы резания позволяют выбрать станок средней мощности, то есть дешевле, что позволяет на снижение себестоимость звездочки.
 7.Списосок литературы
7.Списосок литературы
1. Гапонкин В.А. Обработка резанием, металлорежущий инструмент и станки: учеб.пособие /В.А. Гапонкин, Л.К. Лукашев, Т.Г. Суворова.- М.:Машиностроение, 1990.-448 с.
2. Горошкин А.К. Приспособления для металлорежущих станков: учеб.пособие/ А.К. Горошкин.-М.: Машиностроение, 1979.- 303 с.
3. Данилевский В.В. Справочник молодого машиностроителя: учеб.пособие/ В.В. Данилевский. - 3-е изд., доп. и перераб.и доп.- М.: Высшая
4. Косиловой А.Г. Справочник технолога машиностроителя:справочник/ А.Г. Косиловой, Р.К. Мещерякова.- 4-е.изд.,- М.: Машиностроение, 1985.- 656с.
5. Ковальский В.И. Организация и планирование производства на машиностроительном предприятии: учеб.пособие / В.И. Ковальский.- М.:Машиностроение, 1986.- 288 с.
школа, 1973.
6. Нефедов Н.А.Дипломное проектирование в машиностроительных техникумах: учеб.пособие/ Нефедов Н.А.- М.: Высшая школа, 1996.
7. Соломенцев Ю.М. Безопасность жизнедеятельности в машиностроении: учеб.пособие/ Ю.М. Соломенцев - М.: Высшая школа, 2002. - 310 с.
8. Чернов Н.Н. Металлорежущие станки: учеб.пособие/ Н.Н. Чернов- 4-е изд.,- М.: Высшая школа,1987, -416 с.,420с.
9. Черпаков Б.И. Технологическая оснастка: учеб.пособие/ Б.И. Черпаков.- М.: Академия, 2003.- 288 с.
 1.Общий раздел
1.Общий раздел
Всякая деталь машины ограничена разными по форме, размерам, точности, шероховатости и другим показателям поверхностями. При проектировании технологического процесса изготовления детали для каждой ее поверхности должны быть выбраны соответственно методы обработки и установлена последовательность обработки.
Основным методом является механическая обработка, в которой участвуют элементы технологической системы (станок - приспособление - инструмент-заготовка). Согласно требованиям, предъявляемым к обрабатываемой поверхности, принимают такой вид обработки, технологические возможности которого обеспечивают снятие заданного припуска с соблюдением экономической точности обработки, высокую производительность и выполнение других технико-экономических показателей.
Наружные поверхности тел вращения, особенно цилиндрические, вполне технологичны. Механическая обработка этих поверхностей производится на этапах черновой и получистовой обработки точением, на этапе чистовой обработки – тонким точением или шлифованием, отделочные работы – тонким шлифованием, притиркой, суперфинишем. В зависимости от вида заготовки и требований, предъявляемых к поверхности по точности, шероховатости и другим параметрам, меняется количество технологических переходов, необходимых для обработки.
1.1 Цели и задачи
1.Поиск оптимального варианта изготовления звездочки;
1.1Выбор технологических возможностей станков и оснастки
1.2Анализ существующих типовых технологий изготовления звездочки
1.3Анализ факторов влияющих на качество обрабатываемых поверхностей
2.Влияние на себестоимость режимов резания при изготовлении звездочек
2.1Расчет подач, скорости резания и сил резания
3Проектирование маршрутной карты изготовления звездочки
3.1Расчет резца
3.2Выбор средств измерения
 :
:
1.2Назначение детали
Звездочка предназначена для передачи крутящего момента в цепной передаче. Цепные передачи работают по принципу зацепления. Зацепление происходит между звеньями цепи и зубцами звездочек. На работе цепной передачи значительно сказываются точность монтажа и тщательность смазки.
1.3 Материал детали и его свойства
Материал данной детали сталь 45 ГОСТ1055-88
Среднеуглеродистая, качественная, конструкционная.
Химический состав стали 45:
C=0,45%, Si=0,35%, Mn=0.8%, P=0,04%, Cr=0,25%, S=0,04%, Ni=0,25%.
| ГОСТ | Состояние | Сечение, мм | στ | σв | σ5 |
| 1055-88 | Прокат горячекатанный | 175 | МПа | (σ4),% | |
| 355 | 600 | 16 | |||
1.4 Анализ технологичности конструкции детали
С точки зрения обработки детали, материал заготовки сталь 45 по техническим свойствам сложна в обработке. Деталь должна иметь высокую точность, зубья расположены под заданным углом, что усложняет обработку. На данную деталь требуются работники высоких квалификаций. В остальном, деталь полностью технологична.
Содержание
1.Общий раздел
1.1 Цели и задачи курсового проекта
1.2 Назначение детали
1.3 Материал детали и его свойства
1.4 Анализ технологичности
2. Технологический раздел
2.1 Выбор вида и метода получения заготовки
2.2 Разработка маршрутно-технологического процесса
2.3 Определение массы заготовки и коэффициента использования материала
2.4 Выбор технологического оборудования
2.5 Краткое описание станочных приспособлений
2.6 Выбор режущего инструмента
2.7 Выбор мерительного инструмента
2.8 Режимы резания и нормы
2.9 Влияние режимов резания
2.9.1 Определение и основные понятия
2.9.2 Параметры шероховатости поверхности
3. Конструкторский раздел
3.1 Расчет режущего инструмента
3.2 Контрольный инструмент
3.3 Контрольный инструмент на столе контролера(операция 050)
4. Организационный раздел
4.1 Организация рабочего места
5. Охрана труда и техника безопасности
5.1 Обеспечение безопасности
5.2 Требования безопасности перед началом работы для всех станочников
5.3 Требования безопасности во время работы
6. Заключение
7. Список литературы
4. Организационный раздел
4.1 Организация рабочего места
Рабочее место - часть производственной площади, оснащенная оборудованием, инструментами и приспособлениями, необходимыми для выполнения производственного задания.
Основным оборудованием рабочего места фрезеровщика является один или несколько фрезерных станков. В состав вспомогательного оборудования и оснащения рабочего места фрезеровщика входят:
комплект технологической оснастки (приспособления, режущий, измерительный и вспомогательный инструмент) постоянного пользования;
комплект технической документации, постоянно находящейся на рабочем месте (инструкции, справочники, вспомогательные таблицы и т.д.);
комплект стандартного оборудования (инструментальные шкафы или тумбочки, подставки или стеллажи для размещения заготовок и готовых деталей или переносной тары для них, передвижная или переносная тара общецехового пользования для заготовок и обработанных деталей). подножные решетки; рабочая мебель; средства сигнализации и др.
Около вертикально-фрезерного станка (рисунок 1) расположены: справа — инструментальный шкафчик и слева — ящики для заготовок и обработанных деталей. В ящиках для обработанных деталей предусмотрены перегородки для раздельного хранения деталей.
На рабочем месте не должно быть ничего лишнего, место должно содержаться в чистоте; предмет надо класть на одно и то же место.
чертежи деталей, операционные карты, рабочие наряды и т. п. должны быть вывешены на специальной подставке, расположенной на рабочем месте;
заготовки не должны загромождать рабочее место фрезеровщика.
Их нужно складывать на специально отведенные стеллажи.
Готовые детали укладывают в передвижную тару и увозят по мере их накопления;
проходы между станками должны быть свободными;
на полу вокруг станка не должно быть подтеков и капель масла.
следует своевременно очищать станок от стружки.
Перед началом работы фрезеровщик обязан:
 проверить исправность станка и наличие заземления, смазать его в соответствии с инструкцией;
проверить исправность станка и наличие заземления, смазать его в соответствии с инструкцией;
ознакомиться по технической документации с предстоящей работой, проверить наличие и исправность инструмента и приспособлений;
подготовить рабочее место;
убедиться в правильности наладки станка.
Во время работы фрезеровщик должен:
строго соблюдать установленную настройку станка на заданный режим;
детали, инструменты и приспособления класть только на свои места и использовать только по прямому назначению;
не класть режущий и измерительный инструмент, ключи, заготовки и детали на рабочие поверхности станка. Работать только исправным, хорошо заточенным инструментом;
следить за прочностью крепления обрабатываемых заготовок, инструмента и приспособлений;
не производить измерений и не сметать стружку при работе станка;
следить за правильным подводом охлаждающей жидкости в зоне резания;
экономить электроэнергию, не допускать работу станка вхолостую;
обязательно выключать станок при уходе от него даже на короткое время, при перерывах в подаче электроэнергии, уборке и смазке станка, а также при закреплении и измерении обрабатываемой заготовки.
 По окончании работы фрезеровщик должен:
По окончании работы фрезеровщик должен:
выключить станок, сдать обработанные детали, очистить станок от стружки, а инструменты убрать в шкаф
Действующими нормативами для серийного и массового производства предусмотрены следующие основные условия по организационном) обслуживанию рабочего места:
инструменты затачивают в централизованном порядке; рабочее место обеспечивают необходимыми комплектами технологической оснастки. Рисунок 1: Рабочее место фрезеровщика: 1 - фрезерный станок;
Рисунок 1: Рабочее место фрезеровщика: 1 - фрезерный станок;
2 – ящик для заготовок; 3 - ящик для обработанных деталей;
4 - инструментальный шкафчик.
 5.Охрана труда и техника безопасности
5.Охрана труда и техника безопасности
5.1 Обеспечение безопасности
Работник должен соблюдать внутренний трудовой распорядок, принятый на предприятии.Правила внутреннего распорядка регламентируют порядок приема и увольнения работников, основные права, обязанности и ответственность сторон трудового договора, режим работы, время отдыха, применяемые к работникам меры поощрения и взыскания. Работника, появившегося на работе в состоянии алкогольного, наркотического или иного токсического опьянения, администрация (начальник цеха, мастер) не допускает к работе в данный рабочий день.
Для предупреждения несчастных случаев на предприятии проводится ряд мероприятий: - обучение работающих правилам безопасности труда (вводный, первичный инструктаж на рабочем месте, повторный, внеплановый, целевой); - постоянный контроль за производством работ со стороны ИТР цеха и профкома; - внедрение стандартов безопасности труда в т.ч. требования к производственному оборудованию, приспособлениям, технологическим процессам и т.д.; - механизация и автоматизация тяжелых и вредных производственных процессов.
Обеспечение санитарно-бытового и лечебно-профилактического обслуживания работников предприятия, в соответствии с требованиями охраны труда, возлагается на администрацию. В этих целях, во всех производственных помещениях по установленным нормам, оборудованы санитарно-бытовые помещения, помещения для приема пищи, помещения для оказания медицинской помощи, комнаты для отдыха в рабочее время и психологической разгрузки; созданы санитарные посты с аптечками, укомплектованными набором лекарственных средств и препаратов для
оказания первой медицинской помощи; установлены аппараты для обеспечения работников питьевой водой и др.
Определенные производственные процессы (сварка, газорезка, сухая шлифовка, полировка, гальванические процессы и т.д.), сопровождаются выделением вредных веществ: газов, пыли. Для поддерживания в производственных помещениях нужного состава и состояния воздуха на заводе существует система промышленной вентиляции.
Находясь на территории завода, работники должны быть внимательны и осторожны, передвигаться только по тротуарам, а где нет тротуаров, люди должны передвигаться по левой стороне дороги. Хождение по железнодорожным путям, расположенных на территории предприятия, запрещается.
В цехах определённую опасность представляет внутрицеховой транспорт (электрокары, электро- и автопогрузчики) и грузоподъемные краны и кранбалки. При движении по цехам следует обращать внимание на звуковые сигналы, подаваемые водителями внутрицехового транспорта и машинистами кранов. Запрещается проходить или перебегать под грузом во время его перемещения, а также нажимать на какие-либо ручки, кнопки или прикасаться к проводам при прохождении по цеху и корпусам. Без разрешения мастера, начальника, хождение по другим цехам и участкам завода запрещается.
Профилактика пожаров, помимо предотвращения большого материального ущерба, является действенным средством предотвращения травматизма. Поэтому обеспечение пожарной безопасности является одной из важнейших задач охраны труда. Для обеспечения пожарной безопасности на заводе каждый работающий обязан выполнять правила внутреннего трудового распорядка и правила пожарной безопасности при нахождении на территории завода. Курение на территории предприятия запрещено.
При возникновении пожара, необходимо немедленно сообщить мастеру, начальнику цеха или дежурному по заводу (тел. 544 или 01) и принять меры к локализации пожара, применяя первичные средства пожаротушения, находящиеся на каждом участке (пенные огнетушители, песок, вода) до прибытия помощи.
Запрещается использовать пенные огнетушители для тушения электроустановок. В этом случае необходимо пользоваться углекислотными или порошковыми огнетушителями.
Перед тем как приступить к работе, работник обязан пройти инструктаж на рабочем месте, который проводится на рабочем месте непосредственным руководителем работ.
5.2 Требования безопасности перед началом работы для всех станочников
1. Привести в порядок рабочую одежду и волосы:
а) застегнуть обшлага рукавов на пуговицы или обхватить широкой резинкой;
б) заправить полы одежды так, чтобы не было развевающихся и свисающих кондов;
в) снять галстук;
г) надеть головной убор (кепку, берет, косынку, платок) и тщательно убрать под него волосы: убрать концы косынки или платка;
д) в легкой обуви (тапочки, босоножки) работать у станка запрещается.
2. Подготовить рабочее место к работе: а) ознакомиться с имевшими место неполадками станка в предыдущей смене и с принятыми мерами по их устранению;
б) проверить, все ли посторонние предметы убраны и тщательно ли сметена стружка со станка;
в) проверить и обеспечить необходимую смазку станка. Заступая на первую смену, необходимо протереть и смазать станок, убрать со станка излишнюю смазку; при смазке пользоваться специальными приспособлениями;
г) проверить исправность и разложить инструмент, приспособления в удобном для работы порядке: с левой стороной тот, который берется левой рукой, с правой - тот, который берется правой рукой; инструмент необходимо очистить от грязи и масла;
д) проверить наличие, исправность и устойчивость подножной деревянной решетки;
ж) устранить скользкость пола, удалив разлитую жидкость;
з) уложить заготовки, поданные на обработку, в устойчивые штабеля на стеллажах или подкладках (высота штабелей для крупных деталей не должна превышать 1,5м, для средних - 1м, для мелких - 0,5м).
3. Проверить наличие и исправность: - ограждений приводов зубчатых колес сменных шестерен, вращающихся валов, планшайб с выступающими частями, выступающих прутковых материалов, а также токоведущих частей электроаппаратуры, рубильников, пускателей и т.п.;
а) предохранительных устройств для защиты от стружки и охлаждающей жидкости;
б) заземляющих устройств.
4. Отрегулировать местное освещение станка, так чтобы рабочая зона была хорошо освещена, и свет не слепил глаза. Очистить арматуру и электролампу от пыли и грязи. Запрещается пользоваться местным освещением с напряжением выше 36 В.
5. Проверить на холостом ходу работу станка:
а) исправность кнопочных и тормозных устройств;
б) правильность действия рычагов включения и переключения их фиксацию;
в) исправность системы смазки и охлаждения;
г) нет ли заеданий или излишней слабины в движущихся частях станка (шпинделя, продольных и поперечных салазок суппорта и т.д.);
д) не происходит ли самопроизвольно включение станка и пуск станка не может вызвать несчастного случая с другими лицами;
ж) на концах валов ручного опробования не оставлены рукоятки.
6. О всех замеченных неисправностях в станке немедленно заявить мастеру. Приступать к работе разрешается только после устранения неисправностей.
5.3 Требования безопасности во время работы.
1. Содержать рабочее место в чистоте и не допускать его загромождения и захламления.
2. Быть внимательным, не отвлекаться посторонними делами и не отвлекать других.
3. Применять режимы обработки, указанные в операционной карте для данной детали.
4. При установке детали на станок не находиться между станком и деталью.
5. Освобождать деталь от стропов только после надежной установки и закрепления её.
6. При наличии на станке гидравлических, пневматических или электромагнитных приспособлений для закрепления заготовок оберегать от механических повреждений трубки подачи воздуха (жидкости) или электропроводку.
7. Для предохранения глаз от отлетающей стружки и брызг охлаждающей жидкости необходимо пользоваться прозрачным экраном или защитными очками.
8. При ремонте, чистке и смазке станка у пусковых устройств вывешивать предупреждающий плакат: «Не включать - ремонт!»
9. Во избежание травм, могущих произойти из-за поломки инструмента, необходимо:
а) сначала включить вращение шпинделя, а потом подачу; врезание инструментом производить плавно, без ударов;
б) перед остановкой станка сначала выключить подачу, отвести на безопасное расстояние от заготовки режущий инструмент, а затем выключить вращение шпинделя.
10. Не допускать скопления стружки возле станка во время работы.