| Скачать .docx |
Дипломная работа: Дипломная работа: Исследование процесса тиснения на картонных складных коробках для косметической продукции по
Дипломный проект
на тему:
Исследование процесса тиснения на картонных складных коробках для косметической продукции по заказу ООО «Арт-Визаж Холдинг»
Введение
Наверное, нигде больше не предъявляется таких требований к оригинальности и эксклюзивности упаковки, как в производстве парфюмерии и косметики. То, как выглядит упаковка рекламируемого товара, для потребителей парфюмерии и косметики, зачастую важнее, чем его содержание. В этих, предлагаемых рынком, условиях на разработку дизайна упаковки и на используемые при ее изготовлении материалы тратятся огромные деньги. Большое значение имеет конструкция и отделка упаковки.
В последнее время все более широкое применение находит дизайнерская бумага. Критерии выбора тары: недорого, добротно и красиво. Все это уже возможно. Использование дизайнерского картона в упаковке для косметической продукции предоставляет более широкий диапазон возможностей и позволяет даже небольшим предприятиям производить упаковку высокого качества.
Скорее всего, развитие данного направления может подстегнуть растущий спрос на высокохудожественную упаковку.
Спрос на упаковку из дизайнерского картона растет. Однако для процессов тиснения на таком материале нет рекомендаций. Производителям упаковки режимы тиснения приходится устанавливать опытным путем в процессе тиснения, в результате чего расходуются дорогие материалы. Поэтому исследование процесса тиснения на дизайнерском картоне является актуальным.
1. Анализ портфеля заказов на производство картонных складных коробок предприятия ООО «Арт-Визаж Холдинг»
Рассмотрим портфель заказов на производство картонных складных коробок предприятия ООО «Арт-Визаж Холдинг» за 2005 год. Для удобства упорядочим упаковку по материалам, из которых она производится:
– кашированная упаковка (таблица 1.1)
– упаковка из целлюлозного картона (таблица 1.2)
– упаковка из дизайнерского картона (таблица 1.3)
Таблица 1.1. Упаковка из кашированного материала
| Название | Конструкция | Материал | Нанесение |
| Подарочная упаковка для бижутерии «Иней» | крышка-дно | макулатурный картон, кашированный переплетным материалом «Балакрон» | без нанесения |
| Подарочная упаковка GARNiER | шкатулка | каппа-картон, обтянутый переплетным материалом «Сурбалин» | шелкография, 4 Пантона |
| Упаковка для парфюмерии | спичечный коробок с ложементом | дизайнерская бумага «Реакто», ПВХ, картон «Сплендерлюкс» | тиснение золотой фольгой |
| Подарочная упаковка «ВьюСоник» | коробка с обтяжкой | кашировка переплетным материалом «Танго» золотой | блинтовое тиснение |
| Подарочная упаковка | усеченная пирамида | переплетный материал «Танго» красный | тиснение серебряной фольгой |
| Подарочная упаковка для косметики | ушастая коробка | мелованная бумага, микрогофрокартон | офсетная печать (серебро), тиснение серебряной и золотой фольгой |
| Упаковка для стирального порошка | 4-клапанный короб | кашировка мелованной бумаги на микрогофрокартон | офсетная печать, полноцвет, офсетный лак |
| Подарочный чемоданчик | чемоданчик с вырубной ручкой | кашировка мелованной бумаги на микрогофрокартон | полноцветная офсетная печать, офсетный лак |
| Упаковка для винно-водочной продукции | пачка-ласточкин хвост | кашировка бумаги «Стардрим» на микрогофрокартон | офсетная печать в 3 краски, тиснение золотой фольгой, конгрев |
| Упаковка для медицинской продукции | ушастая коробка | кашировка мелованной бумаги на микрогофрокартон | полноцветная офсетная печать, офсетный лак |
| Упаковка для USB-модема | ушастая коробка | кашировка мелованной бумаги на микрогофрокартон | офсетная печать, полноцвет, УФ-лак |
| Упаковка для тонера | четырехклапанная коробка | кашировка мелованной бумаги на микрогофрокартон | офсетная печать в 2 краски и офсетный лак |
| Упаковка для бутылки вина | пачка-ласточкин хвост | кашировка переплетного материала на микрогофрокартон | тиснение золотой фольгой |
| Упаковка для бутылки и трех рюмок | коробка с вырубной ручкой | кашировка мелованной бумаги на микрогофрокартон | офсетная печать в 2 краски, УФ-лак |
| Упаковка для канцтоваров | чемоданчик с пластиковой ручкой | кашировка мелованной бумаги на микрогофрокартон | полноцветная офсетная печать, УФ-лак |
| Упаковка для транспортировки | коробка с вырубной ручкой | кашировка меловнной бумаги на микрогофрокартон | полноцветная офсетная печать, офсетный лак |
| Упаковка для пищевых добавок | ушастая коробка | кашировка мелованной бумаги на микрогофрокартон | офсетная печать 5+0 (CMYK, бронза), УФ-лак |
| Упаковка для канцтоваров | крышка-дно | микрогофрокартон, кашированный с двух сторон переплетным материалом «Сурбалин» | без нанесения |
| Упаковка «Лукойл» | коробка с ручкой | микрогофрокартон, кашированный переплетным материалом «Танго» | тиснение серебряной фольгой |
| Упаковка «Лукойл» красная | коробка с обтяжкой | каппа-картон, обтянутый переплетным материалом «Танго» | тиснение золотой фольгой |
| Упаковка для постельного белья | ушастая коробка | микрогофрокартон, кашированный мелованной бумагой | офсетная печать с лакировкой ультрафиолетовым лаком |
| Подарочная упаковка | чемодан | каппа-картон, обтянутый переплетным материалом «Танго» | без нанесения |
| Упаковка для мобильного телефона | шкатулка | слим-кашировка картона целлюлозного 250 г./м2 | офсетная печать, CMYK. Дополнительно: матовая ламинация |
| Упаковка для набора | крышка-дно | «Сурбалин муар», кашированный на микрогофрокартон | тиснение серебряной фольгой |
| Упаковка для подарка | крышка-дно с изменениями конструкции донышка | слим-кашировка | офсетная печать 2+0 |
| Упаковка для часов | призма | переплетный материал «Танго» золотой, кашированный на микрогофрокартон | без нанесения |
| Подарочная упаковка «Нивея» | чемоданчик | слим-кашировка целлюлозного картона 230 г./м2 | офсетная печать, 1+0 |
| Упаковка для канцтоваров | крышка-дно в форме шестиугольника | Сурбалин, микрогофрокартон | без нанесения |
| Упаковка для ежедневника | крышка-дно | слим-кашировка на целлюлозный картон 250 г./м2 | без нанесения |
| Упаковка для картриджа | четырехклапанная коробка | кашировка мелованной бумаги на гофрокартон | без нанесения |
Таблица 1.2. Упаковка из целлюлозного картона
| Название | Конструкция | Материал | Нанесение |
| Упаковка для парфюмерии | пачка – четыре клапана | целлюлозный картон 275 г./м2 | полноцветная печать с офсетным лаком, конгрев |
| пачка – пачка | целлюлозный картон 300 г./м2 | печать серебряным пантоном; тиснение золотой фольгой; тиснение серебряной фольгой; конгрев | |
| Упаковка для парфюмерии | пачка – 4 клапана | целлюлозный картон 275 г./м2 | полноцветная печать, тиснение золотом Лакировка: офсетный лак |
| Упаковка для парфюмерии | пачка – 4 клапана | целлюлозный картон 275 г./м2 | печать в 4 краски, тиснение золотой фольгой. Лакировка: офсетный лак |
| Упаковка для парфюмерии | пачка – 4 клапана | целлюлозный картон 300 г./м2 | полноцветная печать, тиснение серебром. Лакировка: УФ-лак |
| Упаковка для парфюмерии | пачка – 4 клапана | целлюлозный картон 300 г./м2 | полноцветная печать, тиснение золотой фольгой. Лакировка: УФ-лак |
| Коробка для духов | пачка – 4 клапана | целлюлозный картон 275 г./м2 с тиснением «Лен» | полноцветная печать, тиснение золотой фольгой. Лакировка: офсетный лак |
| Упаковка для картриджа | пачка – ласточкин хвост с «евровешалкой» | целлюлозный картон 275 г./м2 | полноцветная печать с офсетным лаком |
| Коробка для косметики «IsaDora» | пачка – пачка | целлюлозный картон 255 г./м2 | полноцветная печать с офсетным лаком |
| Упаковка для парфюмерии | пачка – четыре клапана | целлюлозный картон 275 г./м2 | печать в 4 краски, тиснение золотой фольгой. Лакировка: офсетный лак |
| Коробка для очков | треугольная коробка | целлюлозный картон 280 г./м2 | полноцветная печать с УФ-лаком |
Таблица 1.3. Упаковка из дизайнерского картона
| Название | Конструкция | Материал | Нанесение |
| Подарочная упаковка «Маска | крышка-дно | дизайнерский картон «Комет» 280 г./м² | тиснение синей фольгой |
| Упаковка для косметики «Креом» | крышка-дно | дизайнерский картон «Комет» 280 г./м² | шелкография в 2 краски, конгрев |
| Подарочная упаковка для DVD | пачка-пачка | Curious Metallics 300 г./м2 | тиснение красной фольгой |
| Подарочная упаковка для DVD | пакет с вырубными ручками | «Сурбалин муар» | тиснение красной фольгой |
| Подарочная упаковка для лака | пачка-ласточкин хвост | дизайнерская бумага «Комет Платина», 300 г./м2 | тиснение серебряной фольгой |
| Подарочная упаковка-пакет | пакет с высеченной ручкой | металлизированная дизайнерская бумага | без нанесения |
| Упаковка для косметики «Meybeline | коробка с овальными донышком и крышкой | дизайнерский материал «Колорплан» | тиснение серебряной фольгой |
| Подарочная упаковка | спичечный коробок | дизайнерский картон «Бурано» 280 г./м² | шелкография в 1 краску |
| Упаковка для ложек | шкатулка с двойными бортами и ложементом | дизайнерский картон 280 г./м2 | без нанесения |
Проанализируем упаковку по материалам, из которых она произведена.
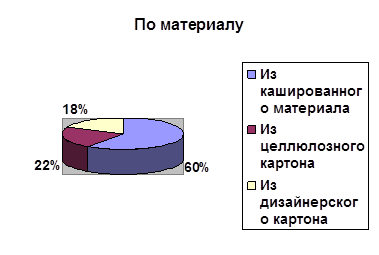
Рис. 1.1. Диаграмма распределения упаковки по материалу
Из данной диаграммы видно, что значительную часть выпускаемой продукции (60%) занимает упаковка из кашированного материала. Такая тара и упаковка прочная и красивая.
Коробки из целлюлозного картона составляют 22%. В основном он используется для упаковки парфюмерных и косметических наборов. Целлюлозный картон позволяет достичь высокого и стабильного качества офсетной печати и лакировки.
Упаковка из дизайнерского картона составляет 18%. Это очевидно объясняется тем, что дизайнерские картоны – самые дорогие сорта, они отличаются разнообразием фактуры поверхности и цветов.
Наверное, нигде больше не предъявляется таких требований к оригинальности и эксклюзивности упаковки, как в производстве парфюмерии и косметики. То, как выглядит упаковка рекламируемого товара, для потребителей парфюмерии и косметики, зачастую важнее, чем его содержание. В этих, предлагаемых рынком, условиях на разработку дизайна упаковки и на используемые при ее изготовлении материалы тратятся огромные деньги. Большое значение имеет конструкция и отделка упаковки. Конструкция разнообразная, но наиболее распространенными являются:
– крышка-дно
– шкатулка
– ушастая коробка
– пачка-четырехклапанная
– пачка-ласточкин хвост
– чемоданчик
– пакет с ручкой
Поэтому проанализируем упаковки по их конструкциям и видам отделки.
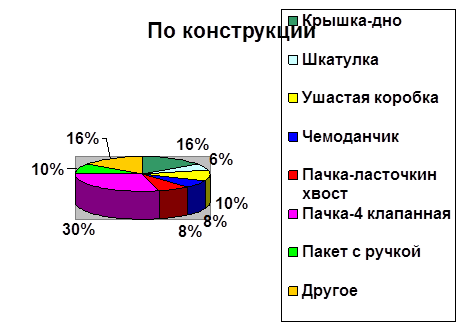
Рис. 1.2. Диаграмма распределения упаковки по конструкции
Наиболее распространенными конструкциями являются
– пачка-четырехклапонная (20%)
– крышка-дно (16%)
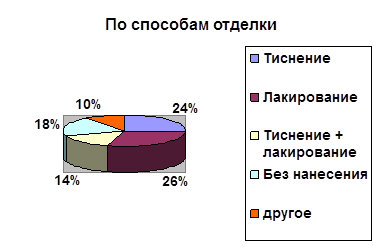
Рис. 1.3. Диаграмма распределения упаковки по способам отделки
Для отделки 26% упаковки используют лакирование, для 24% упаковок – тиснение. Кроме того, часто эти оба вида отделки совмещают (14%).
Тиснение бывает трех видов:
– плоское тиснение фольгой
– блинтовое тиснение
– конгревное тиснение.
Иногда тиснение фольгой может сочетаться с конгревом или блинтовым тиснением.
Проанализируем, какой из видов тиснения наиболее часто применяют для отделки картонных складных коробок.
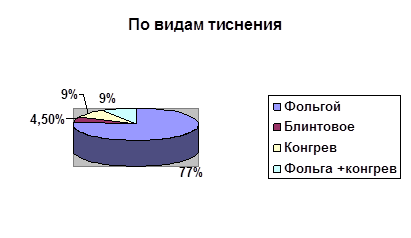
Рис. 1.4. Диаграмма распределения упаковки по видам тиснения
Самое широкое применение находит тиснение фольгой (77%).
Так как упаковка из кашированного материала занимает значительную часть выпускаемой продукции, а тиснение фольгой является наиболее распространенным способом отделки, проанализируем следующие отделочные процессы для косметического производства:
1. Каширование дизайнерской бумагой,
2. Тиснение фольгой.
2.Анализ отделочных процессов для косметического производства
2.1 Каширование дизайнерской бумагой
Часто для изготовления упаковки из микрогофрокартона используется его каширование, то есть приклейка листа бумаги или картона к более жесткой основе (картону). Каширование применяется, когда нужно получить особое качество оттиска на картоне, а технологии не позволяют сделать это напрямую. Такая потребность особенно часто возникает именно при изготовлении упаковки для парфюмерии и косметики. Также иногда используется ламинация картона, которая предназначена для отделки его поверхности путем припрессовки тонкой полимерной пленки (или фольги) к поверхности картона с целью их защиты, а также повышения их гладкости, придания оттиску глянца или матовости. Такая комбинация позволяет значительно улучшить свойства упаковки. Обычно у нас для эксклюзивной, сувенирной упаковки, в особенности для косметической и парфюмерной продукции, используется картон, ламинированный цветными или металлизированными пленками. Часто изготавливают цветные пленки из древесно-целлюлозной массы с одной стороны матовыми, с другой – глянцевыми. В последнее время одним из дизайнерских изысков стало применение упаковки из двухслойного микрогофрокартона, «вывернутой» гофрированным слоем наружу (сорт F). Необычный внешний вид этой упаковки помогает привлечь внимание покупателя [17].
Широкое применение метод каширования находит в производстве упаковки, когда к листу картона или гофрокартона приклеивается предварительно запечатанные на многокрасочной офсетной машине листы бумаги. Возможно приклеивание и лакированных верхних листов, а также оформленных тиснением. Каширование позволяет получить прочные и одновременно недорогие упаковочные материалы [18].
Процесс каширования при изготовлении упаковки из гофрокартона состоит из двух основных операций:
– автоматического нанесения клеевого состава - отпрессовки
Каширование придает изготовленной упаковке респектабельный вид и привлекательность, что позволяет визуально и четко обозначить для покупателей выпускаемую вами продукцию среди всей остальной массы конкурирующих товаров [16].
Для каширования используется клей холодного отверждения. Строго дозированная подача исключает возможность его перерасхода, что оказывает положительное влияние на качество конечного продукта. За рубежом сегодня в моде гофрокартон с высококачественной печатью.
Критерии выбора тары: недорого, добротно и красиво. Все это уже возможно. Конечно, микрогофрокартон, запечатанный прямым офсетным способом, встречается на нашем рынке нечасто, но его вполне можно заменить обычным, с качественной флексографской или глубокой печатью используя метод каширования. Несмотря на возможность печати флексографским способом и развивающиеся технологии офсетной печати на микрогофрокартоне, каширование предоставляет более широкий диапазон возможностей и позволяет даже небольшим предприятиям производить упаковку высокого качества. Такие предприятия, как правило, закупают готовые листы трехслойного гофрокартона, которые затем кашируются запечатанной бумагой. Лишний слой картона при кашировании совсем не помеха потребительскому спросу. Так даже надежнее. Но не обязательно использовать для каширования трехслойку. Ее вполне можно заменить двухслойным картоном. Экономия средств налицо.
2.2 Тиснение
Полиграфическая фольга представляет собой многослойный пленочный материал, состоящий из слоев с различными термомеханическими свойствами. Так, металлизированная фольга на пленочной основе состоит из следующих слоев: лавсановой пленки толщиной 10–25 мкм, воскового разделительного слоя (0,1–0,5 мкм), лакового окрашенного слоя (1–3 мкм), слоя вакуумно-распыленного алюминия (около 0,05 мкм) и адгезионного (грунтового) слоя (3–10 мкм). Разделительный слой наносится с применением восковых композиций с температурой размягчения tpp = 60–90°. В указанном диапазоне температур резко снижаются его когезионная прочность и прочность адгезионный связи между ним и лавсановой пленкой. Адгезионный слой содержит термопластичный полимер. При низких температурах поверхность адгезионного слоя не обладает липкостью. При увеличении температуры до tpa она приобретает некоторую липкость. Таким образом, с повышением температуры разделительный слой приобретает способность «отдавать» нижележащие слои, а адгезионный слой – способность «приклеиваться» к запечатываемой поверхности. Эти свойства слоев лежат в основе получения изображения при тиснении фольгой, которое возможно, однако, при определенных соотношениях прочностных характеристик слоев.
При вдавливании штампа в запечатываемый материал на границе печатного и пробельного элементов возникают большие напряжения, приводящие к растягиванию красочного слоя фольги, который, по мнению Кудрявцева и Татиева [2], разрывается еще до снятия отработанной фольги. В этом случае избирательность фольги целиком определяется прочностью адгезионного соединения фольги с запечатываемым материалом. Вызов, Жуков и Лебедев [3] считают, что в момент тиснения возникают напряжения не только в зоне действия печатных элементов, но и на пробельных участках в результате растяжения фольги. Разрыв красочного слоя происходит при снятии отработанной фольги в тех местах, где напряжения занимают промежуточное положение между пределом прочности красочного слоя при растяжении и прочности соединения адгезионного слоя с запечатываемым материалом. В этом случае избирательность фольги будет зависеть также от прочности когезии разделительного слоя или от прочности его адгезионного соединения с пленкой-основой или с красочным слоем, которая, по нашему мнению, не всегда должна быть меньше прочности красочного слоя.
Полная «отдача» красочного слоя от пленки-основы к запечатываемой поверхности под печатными элементами и его «вынос» из-под пробельных элементов при снятии отработанной фольги возможны при соблюдении
следующих условий:
1) когда прочность адгезионного соединения адгезионного или пигментированного красочного слоя с запечатываемым материалом под печатными элементами σам1 больше прочности когезии разделительного слоя или его адгезионного соединения с соседними слоями σр1:
σам1 >σр1; (2.1)
2) когда прочность когезии разделительного слоя или его адгезионного соединения с соседними слоями под пробельными элементами оР 2 больше суммы пределов прочности при сложном разрыве (растяжение + изгиб + сдвиг) красочного σк12 и адгезионного σа12 слоев на границе между печатным. и пробельным элементами и прочности адгезионного соединения адгезионного слоя с запечатываемым материалом. Сама под пробельными элементами
σр2 > (σк12 + σа12 + σам2); (2.2)
3) когда
σам1>(σ12 + σа12 +σр1);
4) когда прочность когезии красочного слоя и прочность адгезионных соединений внутри многослойного красочного слоя (например, лак + металл) σк1 и σк2 больше прочности когезии или адгезионных соединений в разделительном слое
σк1 >σр1; σк2>σр2; (2.3)
5) когда прочность адгезионного соединения красочного слоя с адгезионным слоем σка1 иσка2 выше предела прочности при сложном разрыве каждого из слоев
σка1 > σк1; σка1 > σа1;
σка2 > σк2; σка2 > σа2. (2.4)
При выборе исходных материалов для изготовления фольги учитывают еще ряд дополнительных требований. В частности, добиваются максимального значения σам1и такого значения σр1, который бы обеспечил легкий отрыв отработанной фольги от оттиска на автоматических прессах. Очевидно, что σам2 должна быть минимальной.
Резкое уменьшение прочности когезии в разделительном слое и резкое увеличение прочности адгезионного соединения фольги с запечатываемым материалом при переходе от пробельного элемента к печатному обеспечивается разностью температур под ними. Это обусловлено тем, что коэффициент теплоотдачи к пленке-основе от нагретого воздуха по пробельным элементам существенно ниже, чем от плотно прижатого металла по печатным элементам. Таким образом, наряду с рациональным выбором материалов важнейшим условием получения качественного оттиска при тиснении фольгой является правильный выбор теплофизических параметров тиснения, и создание заданных температурных полей под слоями фольги [1].
Слои фольги, за исключением основы-носителя, имеют небольшую толщину, обычно не превышающую 10 мкм. Поэтому экспериментальные измерения температуры в слоях фольги в процессе тиснения не увенчались успехом. Количественное описание температурного слоя представляется возможным лишь на основе применения теории теплопроводности при условии знания теплофизических свойств слоев фольги.
Теоретический анализ [4] процесса теплопередачи на основе теории теплопроводности [5] показал, что под печатным элементом, благодаря высокой теплопроводности материала штампа, температура его поверхности tШ в процессе тиснения практически не изменяется. Поскольку толщина фольги существенно меньше ширины печатных элементов, можно пренебречь теплопередачей в продольном направлении в сторону пробелов. При некотором упрощении закономерностей теплопроводности относительная температура Ө1 в слоях фольги под печатными элементами будет равна
Ө1 – [(t1 – t0)/(tШ – t0)] = 1 – [0,563 / √F, (2.5.а)
где t1– температура в слоях фольги под печатными элементами;
to– начальная температура фольги и запечатываемого материала; fo – критерий Фурье
fo = а τ / X2 , (2.5.б)
где а – коэффициент температуропроводности слоев фольги, см2 /с;
х – расстояние от поверхности пленки-основы, см;
τ – время контакта штампа с фольгой.
Под пробельными элементами в момент тиснения между штампом и фольгой находится воздушная прослойка переменной толщины. Ввиду низкой теплопроводности воздуха температура поверхности фольги сразу не становится равной 1Ш , а достигает ее по истечении времени. Однако воздушная прослойка не является просто термическим сопротивлением. В результате деформации запечатываемого материала в течение всего периода тиснения толщина этой прослойки непрерывно изменяется. Вытесняемый при этом воздух становится теплоносителем, создавая конвекционный теплообмен между поверхностями пробелов штампа и фольгой [1].
Разность температуры в слоях фольги под печатным и пробельным элементами, обусловленная различием коэффициентов теплоотдачи от штампа к пленке-основе, должна быть реализована следующим образом. Прежде всего, ей должна соответствовать определенная разность термомеханических свойств разделительного и адгезионного слоев. Разделительный слой должен обладать узким температурным интервалом резкого изменения когезионной прочности. Проще говоря, он должен иметь некоторую температуру размягчения tрр, выше которой он становится жидкотекучим. Как указывалось выше, этим требованиям отвечают некоторые воска и восковые композиции с температурой каплепадения 70–90°. Адгезионный слой также должен иметь некоторую температуру поверхностного размягчения tра, выше которой _ он становится липким, вернее, липучим, под некоторым давлением, т.е. начинает проявлять адгезионные свойства.
При разности температур в слоях фольги под печатным и пробельным элементами, т.е. при ω<8, печатно-технические свойства фольги определяются в основном соответствием фактических температур tp и taтемпературам переходов tpp и tpa. При этом возможны следующие варианты:
1) t р < t рр t а < t Р а – Разделительный и адгезионный слои еще не размягчились, фольга не печатает.
2) tp < tpp ta > tpa – Появилась адгезия к запечатываемой поверхности, но восковой слой «с трудом» отдает нижележащие слои, получается непропечатка или выщипывание.
3) tp = tpp ta < tpa – Разделительный слой размягчился, а адгезионный еще нет: фольга не печатает.
4) tp = tpp ta > tpa – Фольга печатает. Если ta – tpa ≥ ∆Өa(tш – to), то она «лепит».
5) tp = tpp ta = tpa – Фольга печатает в оптимальных условиях.
6) tp > tpp ta < tpa – Разделительный слой «давно» размягчился, а адгезионный еще нет: фольга не печатает.
7) tp > tpp ta > tpa – Фольга печатает. Если ta – tpa ≥ ∆Өa(tш – to), то она «лепит». Если tp – tpp ≥ ∆Өp(tш – to), то образуются «рваные кромки».
Отсюда следует, что оптимальным условием тиснения является такое, когда
ta = tpa;
tp = tpp;
tp – ta = tpp – tpa. (2.6)
Таким образом, разность температур в восковом (разделительном) адгезионном (грунтовочном) слоях фольги в момент тиснения невелика и практически ею можно пренебречь. Это означает, что температуры размягчения этих слоев могут быть одинаковыми, если их измерять одним н тем же методом. Однако следует обратить внимание па то, что физико-химические процессы, протекающие вблизи температур tрр и tра . совершенно различны и, конечно, измеряются различными методами. В разделительном слое tpp близка к температуре каплепадения, но не равна ей. Для измерения tpp предложен [7] стеклянный поплавковый адгезиометр с термокамерой. И эта величина соответствует температуре, при которой адгезионная прочность соединения лавсановой пленки с лаковым слоем фольги через разделительный слой уменьшается до 0,5 г/см. В адгезионном слое tpa измеряется как температура поднятия фольги концом бумажной трубки со стороны адгезионного слоя под давлением 50г [8]. Такое различие методов определения tpp и tpaобусловливает отличие ∆tp = tpp – tpaот теоретически рассчитанной величины и.необходимость се экспериментального определения.
Результаты измерении температуры размягчения разделительного слоя tpp по предложенной методике показали, что она изменяется вотносительно узких пределах. Для отечественной фольги она равна 78–82°; в некоторых импортных образцах фольги она достигает 95°. Это объясняется тем, что восковые композиции не изменяют своих свойств во времени. Температура поверхностного размягчения адгезионного слоя изменяется в широких пределах от 60 до 150°, что обусловлено составом применяемых адгезионных слоев и изменением их свойств в процессе хранения. По этой причине разность ∆t = tpp – tpaтакже изменяется в широких пределах. Имеются образцы фольги как с положительным, так и с отрицательным значением ∆t. Для определения оптимального значения ∆t необходимо проводить серии испытаний фольги с различными значениями ∆tв конкретных условиях тиснения [1].
Фольга для горячего тиснения представляет собой многослойную систему (рис. 2.1.). В зависимости от своего назначения, число слоев может быть различным (обычно не более 6-ти). Практически все виды фольги содержат основу-носитель, разделительный, красочный и адгезионный слои [9]. Красочный слой, в свою очередь, может быть многослойным. В цветной глянцевой фольге он состоит из защитного лакового и пигментированного слоев или из защитного лакового и рисуночного слоев. Красочный слой металлизированной фольги состоит из лакового слоя, слоя алюминия (или хрома), напыленного в вакууме, и пигментированного слоя. – В металлической фольге функцию красочного слоя выполняет слой металлического порошка (бронзовой или алюминиевой пудры). В некоторых случаях пигментированный слой выполняет также функцию адгезионного слоя, например, в однослойной цветной матовой фольге и цветной глянцевой фольге с рисунком.
Каждый слой фольги имеет свое функциональное назначение. Основа-носитель выполняет дне функции: 1) временной подложки, обеспечивающей необходимую прочность и эластичность в процессе горячего тиснения; 2) матрицы, создающей необходимую микрогеометрию оттиска фольгой (глянцевую или матовую поверхность оттиска). Разделительный слой обеспечивает необходимую прочность соединения красочного слоя с пленкой-основой холодной фольги и под пробельными элементами в момент горячего тиснения. При этом под печатными элементами в момент тиснения она должна «плавиться», снижая прочность соединения до минимума. В некоторых случаях аналогичными свойствами может обладать адгезионное соединение красочного слоя с пленкой-основой без разделительного слоя [7]. Лаковый слой выполняет две функции: 1) защищает оттиск от механических, физических и химических воздействии; 2) придает оттиску необходимый цвет или оттенок, благодаря наличию в нем соответствующих красителей. Если используется абсолютно прозрачный бесцветный лак, то за счет металлизированного алюминиевого слоя получают фольгу серебряного цвета. Если лаковый слон окрашен желтым красителем, то металлизированный слой придает фольге золотистый цвет. Адгезионный слой должен быть наиболее чувствительным к температуре. При достижении tР а = 70–80° он должен приобретать клейкость, в то же время при температурах ниже tpa он должен быть «сухим», неклейким. При температуре tpaэтот слой должен дать прочное адгезионное соединение с переплетным материалом.
Толщины слоев фольги могут быть различными. Пленка-основа имеет толщину 10–25 мкм, разделительный слой – 0,1–0,3 мкм, лаковый слой – 0,5–1,5 мкм. слой вакуумной металлизации – 0,02–0,05 мкм, пигментированный слой 0,5–3 мкм, адгезионный слой – 1,5– 5 мкм [1].
В качестве основы-носителя могут быть использованы тонкие пленочные материалы, обладающие достаточно высокой прочностью, гладкостью и эластичностью, такие как лавсановая, триацетатная, полипропиленовая, целлофановая и другие пленки, а также некоторые виды топких бумаг (конденсаторная, пергамин).
Бумажную основу-носитель (пергамин или конденсаторную бумагу) широко используют для изготовления большинства серий пигментированной матовой полиграфической фольги, а также порошковой – бронзовой алюминиевой, имеющих низкую стоимость и удовлетворительные прочностные свойства. Однако, в связи с расширением ассортимента фольги для горячего тиснения усовершенствованием технологии ее изготовления, а так же расширением области ее применения в народном хозяйстве, бумажную основу-носитель постепенно заменяют полиэфирными пленками. Полиэфирная основа имеет ряд преимуществ по сравнению с бумажной: высокая прочность на разрыв, что позволяет осуществлять процесс тиснения на высокоскоростных прессах в автоматических режимах, высокая температура воспламенения основы, что позволяет значительно повысить температуру тиснения фольгой.
Первым слоем, наносимым на основу, является промежуточный (разделительный) слой, роль которого сводится к облегчению переноса последующих красочных покрытий при активации его теплом. Разделительный слой представляет собой воск или композицию восков, нанесенных на основу фольги из расплава, раствора или водной восковой эмульсии, а также композиции восков с полимерами и другими целевыми добавками. В состав восковых композиций обычно входит монтан-воск, церезин и твердые парафины. В последнее время рекомендовано применять торфяной воск, представляющий собой смесь высокомолекулярных твердых парафиновых и непредельных разветвленных углеводородов со сложными эфирами высокомолекулярных кислот и спиртов [10]. В отличие от монтан-воска и церезина торфяной воск даст композиции разделительного слоя с более высокими адгезионными свойствами при комнатной температуре, что способствует повышению прочности фольги к осыпанию. Для улучшения свойств воскового слоя в его состав вводят полиизобутилен, эластомеры, терненовую смолу, продукты окисления восков, соли окисленных восков и поливалентных металлов.
Выбор состава разделительного слоя зависит от вида основы-носителя фольги и технологии ее изготовления. Так, например, для фольги на бумажной основе промежуточный слой наносится из расплава или концентрированной подпой эмульсии, а для фольги металлизированной– из растворов бензина и уайт-спирита низких концентраций, или из водных восковых эмульсий также низких концентраций.
К промежуточному слою предъявляют следующие требования:
1. Температура плавления должна быть достаточной для обеспечения полного перехода изображения на запечатываемый материал, сохраняя при этом четкость очка оттиска.
2. Липкость в расплавленном состоянии должна быть достаточной для обеспечения легкого перехода изображения на запечатываемый материал в требуемом интервале температур тиснения фольгой; при обычных условиях воскованная основа не должна слипаться в рулоне.
3. После нанесения промежуточный слой не должен осыпаться с основы-носителя, т.е. должен иметь адгезию к ней. В обычных условиях он должен иметь адгезию к наносимому па него красочному слою и терять ее в процессе тиснения.
4. На основу-носитель должен наноситься в минимальном количестве, так как увеличение его толщины будет способствовать забиванию пробелов очка оттиска (фольга «лепит»),
5. Слон должен быть нанесем равномерно, по всей ширине основы-носителя (т.е. иметь хорошее растекание но основе-носителю) с целью сохранения равномерности нанесения последующих слоев и стабильности печатно-технических свойств фольги.
6. Обеспечивать хорошее растекание по своей поверхности композиций красочного слоя.
7. Иметь светлую окраску и не терять своих свойств в процессе хранения фольги.
Выбирая состав разделительного слоя (т.е. воска или композиции восков), необходимо также учитывать растворимость компонентов слоя в требуемых для этой цели растворителях, влияние растворителей последующего слоя на стабильность уже нанесенного промежуточного слоя и другие физико-химические характеристики восков (кислотное число, полярность и т.п.).
Для улучшения степени растекания композиций красочного слоя по промежуточному слою в последний могут вводиться добавки, улучшающие розлив, т. с. поверхностно-активные вещества. Для растворов восков в углеводородах могут быть рекомендованы жидкие и твердые кислоты (например, олеиновая, стеариновая и т.д.); для расплавов рекомендуется брать твердые жирные кислоты.
В процессе горячего тиснения отрыв пленки-основы от запечатанного красочного слоя происходит не по восковому разделительному слою, а на границе адгезионного соединения основа – разделительный слой или разделительный слой – красочный слой, т.е. восковой слой полностью остается либо па поверхности отработанной пленки-основы, либо на поверхности оттиска. Разделительный слой фольги на пленочной основе тонкий и его след на оттиске не заметен. При одноцветной печати фольгой не имеет практического значения, куда переходит восковой слой. При многокрасочной же печати это имеет решающее значение для совместимости различных видов фольги или различных цветов одной и топ же серии, так как восковой слой не образует достаточно прочного адгезионного соединения с адгезионным слоем налагаемой фольги.
Для того чтобы в процессе тиснения восковой разделительный слой оставался на отработанной пленке-основе, его состав подбирают таким образом, чтобы его сродство с пленкой-основой было больше, чем с красочным слоем. Приближенную оценку сродства восковой композиции к этим слоям производят по величине фактора растекания воскового раствора по их поверхности. Фактор растекания бензинового раствора восковой композиции по лавсановой пленке должен быть больше, чем по поверхности красочного слоя. Кроме того, красочный слой на воскованную поверхность наносится из растворителя или смеси растворителей, не растворяющих восковую композицию. Если в растворителе содержится компонент, растворяющий воск, то глубина взаимной диффузионного проникновения восковой и красочной композиций увеличивается, что приводит к общему уменьшению адгезионной способности оттиска к последующим наложениям.
Красочный слой наносится па разделительный слой для обеспечения необходимых колориметрических, оптических и механических свойств: цвета, оттенка, глянца, яркости, насыщенности, стойкости к истиранию, стойкости к растворителям и химическим реактивам, светостойкости и др.
В качестве связующего в красочных слоях применяют растворимые полимеры: шеллак, коллоксилин, поливинилэтилаль, полнвииплбутнраль, полибутилметакрилат, фенолформальдегидные смолы, полиакрбонаты, ацетобутират целлюлозы, поликарбонаты, хлорировании полиэтилен и др.
Растворителями являются обычно спирты, кетоны и эфиры, которые не растворяют воск и восковые композиции. Для улучшения растекания и розлива лаковых растворов и красочных суспензий по восковой композиции в состав растворителя вводят углеводороды, в основном толуол, но в ограниченных количествах. Композицию растворителей выбирают таким образом, чтобы скорость их испарения был оптимальной, обеспечивающей и необходимое время paстекания дисперсии или лака поноску и полное испарение в сушильной камере. При выборе связующего исходят из технологических требований. Наиболее важными из них являются вязкость лаковых растворов и дисперсий, совместимость компонентов друг с другом, адгезия к предыдущим и последующим слоям, термостойкость, токсичность, пожаро- и взрывоопасность и др. [1]. Кудрявцев [11, 12] показал, что достаточной термостойкостью обладают твердые смолы и полимеры с температурой размягчения около 140°.
В красочных слоях фольги, не требующих высоких температур тиснения, широкое применение нашло связующее па основе водных дисперсий полимеров, таких как поливинилацетат и его сополимеры [1]. Красочный слой некоторых видов пигментированном фольги одновременно выполняет и функцию адгезионного. В этих случаях в состав пленкообразующего могут быть введены алкидные смолы, растительные и минеральные масла, а также клеевые композиции па основе ПВХ, парафинов, восков, крахмала.
Лаковый слой фольги бывает как бесцветным, так и подкрашенным. Для его подкрашивания применяют спирто- или ацетонорастворимые красители, такие как: оранжевый спирторастворимый 2Ж, желтый спирторастворимый 3, родамин Ж и др. Растворители, добавки, вязкость и концентрацию лакового раствора подбирают таким образом, чтобы он обладал высоким значением фактора растекания по поверхности разделительного слоя.
Пигментированный слон, наряду со связующим, содержит органические и неорганические пигменты. Для повышения кроющей способности и придания необходимого оттенка и насыщенности в состав слоя вводят белые пигменты и наполнители. В качестве наполнителя, в частности, может использоваться мел. В табл. 7 приведены физико-химические свойства пигментов и наполнителей, применяемых в производстве полиграфической фольги [13].
Металлизированный слой алюминия или хрома наносится на высушенный лаковый слой в специальных аппаратах вакуумного напыления. Качество металлизированного слоя зависит от свойств лакового и грунтового адгезионного слоев. Наличие летучих веществ в лаковом и разделительном слоях и в пленке-основе приводит к нарушению однородности и сплошности металлизированного слоя; вместо блестящего металлического покрытия получается грязно-черное. В процессе тиснения существенным становится температура размягчения как лакового, так и грунтовочного адгезионного слоев. Кудрявцев [11, 12] показал, что при температуре штампа выше температуры размягчения лакового слоя происходит деформация его поверхности, что, в свою очередь, приводит к нарушению гладкости металлизированного слоя. При этом увеличивается диффузно отраженная часть света от его поверхности и теряется блеск оттиска. Достаточно высокой термостойкостью (выше 145°) обладают производные целлюлозы и смолы на основе канифоли (пенталин К, ПЭМАК и Е-14). Эти полимеры являются желательными компонентами лакового слоя. Удовлетворительной термостойкостью и хорошей четкостью тиснения обладает лаковый слой из смеси цпклогексанон-формальдегидной смолы и ацетобутирата целлюлозы [1]. При производстве фольги необходимым условием является устранение эффекта интерференции света, отражаемого от металлизированного слоя фольги. Если оптическая разность хода отраженной от лаковой поверхности световой волны и волны, прошедшей через лаковый слой и отразившейся от металлизированной поверхности, будет равна нечетному числу полуволн, то происходит наложение двух волн и усиление интенсивности цвета; если эта разность равна четному числу полуволн, происходит ослабление интенсивности циста. Оптическая разность и длина волны интерференции зависят от толщины лакового слоя. Кудрявцев и сотрудники [12] теоретически и экспериментально установили, что эффект интерференции исчезает при уменьшении толщины лакового слоя ниже 0,24 мкм.
Адгезионный (грунтовочный) слой наносят на красочный слой фольги. Он предназначен для обеспечения прочности закрепления оттиска на запечатываемом материале в требуемом интервале температурного режима тиснения. В качестве адгезионного слоя используют растворы полимеров или дисперсии полимеров. Широкое применение нашли наполненные дисперсии полимеров: поливинилацетатная эмульсия и сополимерная эмульсия винилацетата с дибутилмалеинатом. В качестве наполнителей применяют белила, мел, тальк и другие белые наполнители. В адгезионный слой фольги для тиснения на полистироле предложено вводить полибутилметакрилат и фенолформальдегидиую смолу или циклокаучук [1].
Прочность закрепления является одной из важнейших эксплуатационных характеристик тиснения фольгой. Механизм закрепления красочного слоя фольги па запечатываемом материале аналогичен процессу склеивания, представляющего собой соединение разнородных частей в одну монолитную систему. Процесс склеивания основан на явлениях адгезии веществ, в основном высокомолекулярных соединении.
Анализируя наиболее распространенные теории адгезии, Кудрявцев определил, что наиболее полное объяснение характера взаимодействия адгезии и запечатываемого материала дает электрорелаксационная теория, разработанная Москвитиным [14, 15]. По этой теории эффект склеивания обусловлен рядом факторов:
Fад2 = f ( N , h , т, D , S ), (2.7)
где N – характер сил взаимодействия (электрические, индукционные, дисперсионные, водородные и т.д.);
h– расстояние между отдельными контактами;
т – число точек контакта, отнесенных к единице площади взаимодействия;
D – характер промежуточной среды между поверхностями адгезива и субстрата, диэлектрическая проницаемость;
S – истинная площадь контакта относительно площади, принимаемой при расслаивании за удельную.
В соответствии с приведенным уравнением для обеспечения высокой адгезии адгезив и субстрат должны отвечать следующим основным требованиям:
1. Численные значения т, h , S зависят от природы контактирующих тел. Обязательным условием является совместимость молекул адгезива и субстрата, высокая степень смачиваемости последнего первым. Поверхностное натяжение раствора или расплава адгезива должно быть ниже поверхностного натяжения субстрата. Величина истинной поверхности контакта, число точек контакта находятся в прямой зависимости от степени смачивания.
2. Максимальное увеличение S может быть достигнуто при условии высокой подвижности молекул или отдельных частей молекулы адгезива. Это возможно при наличии в молекуле адгезива небольшого числа длинных ответвлений, снижающих вязкость расплава или при введении пластификатора в определенных пределах. Полностью совмещающийся с полимером пластификатор способствует разрыхлению полимера и диффузии в субстрат [16]. Если пластификатор только ограниченно совмещается с полимером, то небольшая добавка его увеличивает адгезию, но после достижения предела совместимости часть пластификатора начинает мигрировать на поверхность полимера, уменьшая площадь истинного контакта, а следовательно, и адгезионную прочность.
3. Большое значение имеет молекулярная масса полимера. Полимер с низкой молекулярной массой имеет короткую молекулу, мало точек контакта, поэтому прочная связь с субстратом не обеспечивается. С увеличением молекулярной массы полимера число контактов на одну молекулу растет, однако такие молекулы обладают малой подвижностью и медленно ориентируются в поверхностном слое. Поэтому после достижения определенного значения молекулярной массы ее влияние на величину работы адгезии становится незначительной.
4. Введение наполнителя в небольших количествах снижает напряжение в пленке адгезива и тем самым повышает 'прочность адгезионной связи. Большие количества наполнителя снижают истинную поверхность контакта и, соответственно, прочность адгезионной связи.
5. На адгезионную прочность пленок большое влияние оказывает природа растворителей. Работа адгезии увеличивается при повышении активности растворителя, так как при их испарении выделяется полимерная фаза с высокой дисперсностью. Частицы этой фазы легко диффундируют в пограничные слои субстрата, обеспечивая высокую адгезионную прочность.
6. Численные значения т, h , S зависят от среды, температуры, давления и времени контакта. Исследовалась зависимость работы адгезии от этих показателей применительно к пористым субстратам [15]. Показано, что и этом случае установлению связей межмолекулярного взаимодействии адгезива с субстратом в зоне контакта предшествует микрореологический процесс, связанный с заполнением макро – мпкродефектов поверхности субстрата полимером. С повышением пористости поверхности субстрата увеличивается истинная поверхность контакта. Повышение давления, температуры и времени контакта адгезива с субстратом способствует более полному заполнению неоднородностей поверхности субстрата. Для гладких поверхностей эта закономерность также справедлива, но выражена в значительно меньшей степени [15].
В соответствии с рассмотренной теорией составляют рецептуру адгезионного слоя и дисперсии. Трудность этой задачи состоит в том, что адгезионный слой должен иметь хорошую адгезию как к красочному слою, так и к запечатываемой поверхности, причем к первому – в широком диапазоне температур, а ко второму – только при температуре выше tpaа , близкой к температуре тиснения. При комнатной температуре, по крайней мере, до 90°, адгезионный слой не должен прилипать ни к запечатываемой поверхности, ни к пленке-основе. Иначе это приведет к слипанию фольги при хранении и ухудшению ее печатно-технических свойств. Кроме того, растворитель или дисперсионная среда грунтовочной композиции не должны растворять красочный слой. Толщина и термомеханические свойства адгезионного слоя имеют большое значение для образования адгезионного соединения с запечатываемым материалом и для обеспечения качественной микрогеометрии оттиска, особенно при тиснении на текстурированных переплетных материалах. Наряду с температурой и давлением тиснения, они ответственны за преодоление релаксационной деформации оттиска и, следовательно, за его долговечность [1].
3. Методика проведения исследований
В данной работе были проведены исследования прочности материала на разрыв. Рассмотрены следующие виды дизайнерского картона: SUGARLakePaper «Высоко-белый» 310 гр.; SUGARLakePaper «Белое золото» 250 гр.; SUGARLakePaper «Слоновая кость» 310 гр.; РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр.; РЕГЕНТ Curiousmetallic «Золото» 270 гр.
Также было проведено исследование режимов тиснения и исследование остаточной деформации. Были оценены четкость и укрывистость тиснения фольгой, а также прочность оттиска к отмарыванию и истиранию.
3.1 Исследование прочности на разрыв
Материалы и приборы: дизайнерский картон, разрывная машина РМ 50. Рассмотрены следующие виды дизайнерского картона: SUGARLakePaper «Высоко-белый» 310 гр.; SUGARLakePaper «Белое золото» 250 гр.; SUGARLakePaper «Слоновая кость» 310 гр.; РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр.; РЕГЕНТ Curiousmetallic «Золото» 270 гр.
– Измеряем толщину материала в 10 точках с помощью микрометра типа МК модель 102 (цена деления 0,01; погрешность ±0,004; класс точности 2) и рассчитываем среднеарифметическое значение.
– С помощью специального устройства нарезаем образцы длиной не меньше 5 см и шириной 1 см. 3 полоски в продольном направлении (1–3) и 3 полоски в поперечном направлении (4–6).
Одним из методов, позволяющих обработать результаты измерений при небольшом числе опытов n, является метод, основанный на использовании не среднеквадратичного отклонения, а размаха варьирования (или широты распределения) [6].
Размах варьирования – это разность между максимальным и минимальным значением случайной величины:
R = xmax – xmin . (3.1)
При этом среднеквадратичное отклонение случайной величины определяется по формуле
σ = κR R. (3.2)
Определим значение результата измерений для желательных доверительных границ:
Х=х- ± tR R, (3.3)
где х- - среднеарифметическое измерений.
Значения κR , tR и QR приведены в таблице 4.
Для оценки того, какой результат является промахом и должен быть исключен из обработки, определяют неравенство
xi – xi -1 > QR R, (3.4)
где QR – коэффициент, который находят в зависимости от числа опытов из таблицы 4; xi – проверяемое значение случайной величины; xi -1 – ближайшее к проверяемому меньшее значение случайной величины.
Если это неравенство соблюдается, то значение xi с вероятностью в 0,95 можно считать промахом.
Таблица 3.1. Значения коэффициентов κR , QR и tR
| Число наблюдений n | κR | QR | tR | Число наблюдений n | κR | QR | tR |
| 2 | 0,89 | - | 6,40 | 7 | 0,37 | 0,55 | 0,33 |
| 3 | 0,59 | 0,94 | 1,30 | 8 | 0,35 | 0,51 | 0,29 |
| 4 | 0,49 | 0,78 | 0,72 | 9 | 0,34 | 0,48 | 0,26 |
| 5 | 0,43 | 0,67 | 0,51 | 10 | 0,33 | 0,46 | 0,23 |
| 6 | 0,39 | 0,59 | 0,40 |
· Малогабаритная, настольная разрывная машина РМ-50 предназначена для испытаний: резин, пластиков, тканей, бумаг
· Разрывная машина отвечает требованиям ГОСТ 14236–81 и ГОСТ 28840–90
· Благодаря использованию компьютерного управления, доступен широкий спектр испытаний:
o Растяжение, сжатие.
o Циклические, гистерезисные испытания, (пределы нагружения могут задаваться по нагрузке, напряжению, времени, удлинению)
o Испытание на прокол (опционально)
· Управление разрывной машиной, и сбор данных осуществляется компьютером с помощью ПО «StretchTest».
· Дополнительный контроль перемещения штанги осуществляется с помощью перемещаемых концевиков
Таблица 3.2. Технические характеристики
| Тип управления: | Безконсольное, CPU |
| Наибольшая предельная нагрузка, Н | 500 |
| Диапазоны измерения нагрузки, Н (разрешение):* | 0..50 (0.005), 0..150 (0.02), 0..500 (0.1) |
| Диапазон рабочих скоростей нагружения мм/мин | 50..800 |
| Максимальный ход активной траверсы: мм | 550 |
| Диапазон измерения перемещений мм | 0..550 |
| Максим. ширина испытываемого образца мм: | 20 |
| Максим. толщина испытываемого образца мм: | 5 |
| Частота измерения нагрузки не менее Гц: | 1000 |
| Погрешность измерения нагрузки не более: | 0.5% |
| Погрешность измерения удлинения не более: | 1% |
| Питание: | 220В 50Гц 60Вт |
| Исполнение: | Вертикальное, настольное |
| Габариты мм: | 800х400х400 |
| Вес нетто кг: | 15 |
В ходе испытания на экране компьютера отображаются все измеряемые параметры, строятся кривые нагружения.
После проведения испытания производится статистическая обработка, и результаты могут быть экспортированы (в табличном и графическом представлении) в другие программы например в Ms Word.
Программное обеспечение поставляется вместе с испытательной машиной и работает под операционной системой Windows 98, Me, 2000, Xp.
Комплектация:
o Разрывная машина
o Станок для ровной установки образца в зажимы.
o Комплект поверочных гирь
o Инструкция по эксплуатации разрывной машины
o CD с программным обеспечением, гипертекстовой и видеоинструкцией [19].
3.2 Исследование режимов тиснения
При нулевой деформации
ε=0 → Н0 = hш + Sф + Sм + Sд .(3.5)
Отсюда ε = [((Sф + Sм + Sд ) – (Sф + Sм + Sд – ∆Н)) / (Sф + Sм + Sд )] 100% = (∆Н/(Sф + Sм + Sд )) 100%. (3.6)
Из приведенных выше формул видно, что для расчета величины деформации необходимо знать толщину фольги, материала и декеля. Измеряем нужные нам толщины в 10 точках с помощью микрометра типа МК модель 102 (цена деления 0,01; погрешность ±0,004; класс точности 2).
Исходя из формулы (3.6) изменение высоты формы рассчитывается по формуле:
∆Н = (ε / 100) (Sф + Sм + Sд ). (3.7)
Для того, чтобы наиболее точно определить оптимальную величину деформации (или оптимальную высоту штампа позолотного пресса), полученное в пункте 3.1. величина упругих деформаций εу (%) для каждого вида дизайнерского картона разобьем на четыре значения ¼ ε = ∆Н (%). По формуле (3.7) для каждого ε посчитаем значение ∆Н и занесём в таблицу:
| ε, % | ∆H, мкм |
| ε1 =0 | ∆H=0 |
| ε2 | … |
| ε3 | … |
| ε4 | … |
| ε5 | … |
Необходимо учесть увеличение размера штампа при нагревании:
Нф i = Нш α ∆Т [мкм], (3.8)
где Нш = 8,8 мм,
∆Т = Т0 – 200 ,
α – коэффициент линейного температурного расширения.
Температурный коэффициент линейного расширения ТКЛРat , o С-1 , характеризует относительное изменение длины образца при изменении его температуры на 1o С и определяется по формуле:
![]() ; (3.9.)
; (3.9.)
где l – длина образца; t – температура.
Даются средние значения ТКЛР в указанных интервалах температур. Для оптически одноосных кристаллов фтористого магния и лейкосапфира приведены значения ТКЛР в направлениях, параллельном и перпендикулярном оптической оси.
Для магниевого штампа α106 = 26 [0 С-1 ]; α = 0,000026 [0 С-1 ] [20].
Таблица 3.3. Технические характеристики позолотного пресса
| Характеристика | Значение |
| Наибольший формат развернутой переплетной крышки, мм | 350х520 |
| Наибольшее усилие тиснения, тс | 35 |
| Допускаемое усилие на ручку привода, кгс | 30 |
| Привод | ручной |
| Наибольший формат развернутой переплетной крышки, мм | 350х520 |
| Допускаемое усилие на ручку привода, кгс | 30 |
| Привод | ручной |
| Питание от сети трехфазного переменного тока | 220/380 В, 50 Гц |
| Потребляемая мощность, кВт | 1,73:3,0 |
| Габаритные размеры, мм | 1830х1210х1750 |
| Масса, кг | 785 |
– Технические данные на каждый вид фольги содержат рекомендуемый интервал температур. Разобьём этот интервал на 5 точек, при этом немного выйдем за его границы.
– При нулевом значении деформации (ε1 =0, ∆H=0) делаем не менее двух оттисков при каждом значении температуры (Т1 – Т5, 0 С).
– Затем опускаем штамп на рассчитанную величину ∆Н (мкм) и снова делаем по два оттиска при каждой температуре.
– Так как позолотный пресс не оснащён датчиком давления, необходимо провести следующий порядок действий:
1. Настраиваем высоту штампа так, чтобы в рабочем состоянии он слегка прижимал бумагу. Но бумага должна поддаваться перемещению. Это режим с нулевой деформацией (ε1 =0, ∆H=0).
2. Вместо декеля, бумаги и фольги кладём шарик и опускаем штамп. Затем сравниваем получившуюся высоту шарика с суммарной величиной толщин фольги, бумаги и декеля. Если эти величины равны, можно производить теснение.
3. Для того, чтобы установить следующую высоту штампа, необходимо определить насколько будет деформироваться шарик при данной высоте. Это рассчитывается по формуле
(Sф + Sм + Sд ) – ∆Нi = Х
4. Способом из п. 2 подгоняем толщину шарика под величину Х.
5. Производим тиснение при разных температурах.
В процессе тиснения используется штамп магниевый. Штамп имеет изображение четырехпольного тест-объекта и плашку. Толщина линий тест-объекта в мм: 1 – 2,5; 2 – 2,0; 3 – 1,5; 4 – 1,0. Высота печатных элементов hэл = 1,8 мм; высота основания штампа hосн = 7 мм; таким образом, высота формы hф = 8,8 мм (замеры производились с помощью текстильной лупы ГОСТ 8309–87).
Исследование остаточной деформации проводятся на микроскопе Полам Р-312. Этот микроскоп предназначен для исследований прозрачных объектов в проходящем свете – обыкновенном и поляризованном, для наблюдения, фотографирования и видеопроекции объектов в поляризованном свете, а также исследований по методам фокального экранирования и фазового контраста.
Микроскопы могут работать в комплексе с периферийным оборудованием. Микроскопы применяются в петрографии, минералогии, кристаллографии, медицине, биологии, химии, криминалистике и других областях науки и техники.
Отличительные особенности:
- пятигнездный револьвер с центрируемыми гнездами,
- вращающийся поляризатор (на 360 град) и анализатор (на 180 град),
- высокоточный вращающийся предметный столик с фиксацией углов поворота через 45 град,
- система линз Бертрана обеспечивает наблюдение выходных зрачков объективов,
- поворотный монохроматор обеспечивает исследование объектов в монохроматическом свете в спектральном диапазоне 400–700 нм (поставляется по отдельному заказу),
- набор компенсаторов (кварцевая пластина 1 порядка, слюдяные пластины и кварцевый клин на 3,5 порядка).
- тринокулярная насадка обеспечивает бинокулярное наблюдение объекта, фотографирование на пленку шириной 35 мм и возможность видеопроэкции.
Достоинства микроскопов ПОЛАМ:
- высокое качество исследования объектов в поляризауционном свете за счет использования оптики без натяжений,
- эргономичная конструкция микроскопа с встроенной в основание осветительной системой, обеспечивающей принцип освещения по Келлеру,
- источник света – галогенная лампа
Основные технические характеристики:
Увеличение – 9х-720х
Объективы:
План: 2,5/0,05П, 10х0,20П(ирис), 40/0,65
Ахромат: 60/0,85П, 100х1,25МИ П.
Фазовый: 40х0,65Ф.
Величина остаточной деформации [мкм] определяется по индикатору DIGIMATICINDICATOR, подключенному к микроскопу. На индикаторе фиксируется разница перемещения окуляра с печатных элементов оттиска на пробельные. Высота перемещения окуляра микроскопа оценивается визуально по резкости изображения поверхности, выводимого на экран монитора.
Показатель четкости оценивается по шестибалльной системе и определяется но числу четко воспроизводимых групп линий шестипольного тест-объекта. Оттиском в шесть баллов условно принято считатьтакой оттиск, у которого четко воспроизведены все шесть групп линий тест-объекта, без выступов и заусениц.
Укрывистость характеризует степень запечатывания фольгой на испытываемых материалах под печатными элементами. Укрывистость определяют на том же оттиске, что и при оценке четкости. Определение производится визуально по степени запечатывания плашки шестипольного тест-объекта. Оттиск считается качественным по укрывистости в том случае, если красочный слой фольги полностью закрывает оттиск плашки. Тогда пишут: «Укрывистость полная». Иногда укрывистость оценивают в баллах по пятибалльной системе.
Для более точного определения укрывистости необходимо отсканировать оттиск и с помощью программы AutoCAD определить площадь незапечатанной поверхности. При оценке четкости и укрывистости проводят не менее трех параллельных испытаний, строго соблюдая режим тиснения. Метод позволяет определить степень переноса частиц красочного слоя оттиска фольги на незапечатанную поверхность материала, по которой производят тиснение.
Прочность оттисков фольги к отмарыванию определяется па приборе ИМР. Прибор состоит из ползуна 1 с шатунно-кривошипным механизмом и пуансона 4 массой 0,5 кг, установленного в направляющем патроне 5 вертикально к плоскости ползуна. На нижнем конце пуансона крепится резиновая пробка, обтянутая с одной стороны кусочком ткани. Ползун приводится в действие от электродвигателя и совершает возвратно-поступательное движение в горизонтальной плоскости.
На верхней части ползуна при помощи винтов закрепляется образец оттиска фольгой 2. Прибор снабжен счетчиком 6, показывающим число возвратно-поступательных движений ползуна.
Проведение испытаний. На позолотном прессе с шестипольного тест-объекта получают оттиск испытуемой фольги, вырезают образец оттиска размером 40Х ХЮО мм (плашка тест-объекта) и закрепляют винтами на верхней части ползуна. Пуансон с пробкой опускается па оттиск, и прибор включается в работу. В процессе работы следят за тем моментом, когда па незапечатанном материале появится окрашенный след в результате переноса пуансоном частиц красочного слоя с оттиска па материал. Количество циклов возвратно-поступательных движений пуансона, соответствующее этому моменту, является показателем прочности оттиска фольги к отмарыванию. Результат испытаний выражают средним арифметическим из пяти измерений.
Метод позволяет определить степень прочности красочного слоя фольги при механическом воздействии на него.
Полученный на позолотном прессе шестипольным тест-объектом оттиск подготовляется для испытаний аналогично испытаниям прочности оттиска к отмарыванию. В нижнюю часть пуансона вставляется резинка, пуансон опускается на оттиск, и прибор включается в работу.
В процессе работы следят за тем моментом, пока на оттиске-плашке не появится запечатанный материал. Количество циклов возвратно-поступательных движений ползуна, соответствующее этому моменту, является показателем прочности оттиска фольги к истиранию и выражается средним арифметическим из пяти измерений.
4. Результат исследования процесса тиснения
4.1 Результат исследования прочности на разрыв
Таблица 4.1. Толщина материала
| № точки | SUGARLakePaper «Слоновая кость» 310 гр | SUGAR Lake Paper «Белоезолото» 250 гр | SUGAR LakePaper «Высоко-белый» 310 гр | РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр | РЕГЕНТ Curious metallic «Золото» 270 гр |
| 1 | 0,30 | 0,31 | 0,33 | 0,30 | 0,34 |
| 2 | 0,31 | 0,31 | 0,33 | 0,29 | 0,34 |
| 3 | 0,31 | 0,29 | 0,33 | 0,30 | 0,325 |
| 4 | 0,30 | 0,305 | 0,34 | 0,30 | 0,33 |
| 5 | 0,31 | 0,32 | 0,34 | 0,31 | 0,32 |
| 6 | 0,31 | 0,30 | 0,34 | 0,30 | 0,32 |
| 7 | 0,31 | 0,31 | 0,335 | 0,29 | 0,325 |
| 8 | 0,32 | 0,32 | 0,34 | 0,31 | 0,34 |
| 9 | 0,31 | 0,31 | 0,345 | 0,30 | 0,34 |
| 10 | 0,32 | 0,30 | 0,34 | 0,29 | 0,335 |
| Ср. | 0,31 | 0,31 | 0,34 | 0,30 | 0,33 |
Таблица 4.2. Обработка результатов измерения толщины материла
| SUGARLakePaper «Слоновая кость» 310 гр | SUGAR Lake Paper «Белоезолото» 250 гр | SUGAR LakePaper «Высоко-белый» 310 гр | РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр | РЕГЕНТ Curious metallic «Золото» 270 гр | |
| Размах варьирования R, (мм) | 0,02 | 0,03 | 0,015 | 0,02 | 0,02 |
| Среднеквадратичное отклонение случ. величины σ, (мм) | 0,0066 | 0,0099 | 0,00495 | 0,0066 | 0,0066 |
| Значение рез-та измерений для доверительных границ | 0,31±0,0046 мм | 0,31±0,0069 мм | 0,34±0,0035 мм | 0,30±0,0046 мм | 0,33±0,0046 мм |
| Максимальная разность (xi – xi-1 ) | 0,32–0,30 = 0,02 | 0,31–0,29 = 0,02 | 0,34–0,33 = 0,01 | 0,31–0,29 = 0,02 | 0,34–0,325 = 0,015 |
| QR R | 0,0092 | 0,0138 | 0,0069 | 0,0092 | 0,0092 |
| Промах | Х=0,32 | Х=0,29 | Х=0,33 | Х=0,31 | Х=0,34 |
| Размах варьирования R, (мм) | 0,01 | 0,02 | 0,01 | 0,01 | 0,015 |
| Среднеквадратичное отклонение случ. величины σ, (мм) | 0,0033 | 0,0066 | 0,0033 | 0,0033 | 0,00495 |
| Значение рез-та измерений для доверительных границ | 0,31±0,0023 мм | 0,31±0,0046 мм | 0,34±0,0023 мм | 0,30±0,0023 мм | 0,33±0,0035 мм |
| Максимальная разность (xi – xi-1 ) | 0,31–0,30 = 0,01 | 0,32–0,30 = 0,02 | 0,34–0,335 = 0,005 | 0,30–0,29 = 0,001 | 0,33–0,325 = 0,005 |
| QR R | 0,005 | 0,009 | 0,005 | 0,005 | 0,007 |
| Промах | Х=0,30 | Х=0,32 | нет | нет | нет |
| Размах варьирования R, (мм) | 0 | 0,01 | |||
| Среднеквадратичное отклонение случ. величины σ, (мм) | 0 | 0,0033 | |||
| Значение рез-та измерений для доверительных границ | 0 | 0,31±0,0023 мм | |||
| Максимальная разность (xi – xi-1 ) | 0 | 0,31–0,305 = 0,005 | |||
| QR R | 0 | 0,005 | |||
| Промах | нет | нет |
Таблица 4.3. «Белое золото», поперечное направление
| Параметр | №1 | №2 | №3 | Среднее: |
| Дата | 26.04.2006 | 26.04.2006 | 26.04.2006 | |
| Время | 11:23:19 | 11:24:42 | 11:26:18 | |
| Коментарии: | 1 | 2 | 3 | |
| Cк. раст мм/мин | 100 | 100 | 100 | |
| Ширина мм | 10 | 10 | 10 | |
| Толщина мм | 0.31 | 0.31 | 0.31 | |
| Нач. Длина мм | 50 | 50 | 50 | |
| Площадь сечения мм2 | 3.1 | 3.1 | 3.1 | 3.1 |
| Кон. Длина мм | 52.14 | 52.63 | 52.66 | 52.477 |
| Абс. удлин. мм | 2.1405 | 2.6275 | 2.6619 | 2.477 |
| Относит. удлин.% | 4.28 | 5.25 | 5.32 | 4.953 |
| Максимальная нагрузка Н: | 128.75 | 128.95 | 128.76 | 128.819 |
| Макс напряжение: Мпа: | 41.5335 | 41.5959 | 41.5344 | 41.555 |
| Напряжение разрыва: | 41.5335 | 41.5959 | 41.5344 | 41.555 |
| Модуль упругости: | 0 | 0 | 0 | 0 |
Таблица 4.4. «Белое золото», продольное направление
| Параметр | №1 | №2 | №3 | Среднее: |
| Дата | 26.04.2006 | 26.04.2006 | 26.04.2006 | |
| Время | 11:18:15 | 11:19:43 | 11:20:51 | |
| Коментарии: | 1 | 2 | 3 | |
| Cк. раст мм/мин | 100 | 100 | 100 | |
| Ширина мм | 10 | 10 | 10 | |
| Толщина мм | 0.31 | 0.31 | 0.31 | |
| Нач. Длина мм | 50 | 50 | 50 | |
| Площадь сечения мм2 | 3.1 | 3.1 | 3.1 | 3.1 |
| Кон. Длина мм | 51.8 | 51.37 | 51.93 | 51.697 |
| Абс. удлин. мм | 1.7973 | 1.3669 | 1.9269 | 1.697 |
| Относит. удлин.% | 3.59 | 2.73 | 3.85 | 3.394 |
| Максимальная нагрузка Н: | 241.8 | 210.62 | 242.89 | 231.77 |
| Макс напряжение: Мпа: | 77.9992 | 67.9432 | 78.3507 | 74.764 |
| Напряжение разрыва: | 77.9992 | 67.9432 | 78.0102 | 74.651 |
| Модуль упругости: | 0 | 0 | 0 | 0 |
Таблица 4.5. «Бронза», поперечное направление
| Параметр | №1 | №2 | №3 | Среднее: |
| Дата | 26.04.2006 | 26.04.2006 | 26.04.2006 | |
| Время | 10:20:13 | 10:21:35 | 10:22:51 | |
| Коментарии: | 1 | 2 | 3 | |
| Cк. раст мм/мин | 100 | 100 | 100 | |
| Ширина мм | 10 | 10 | 10 | |
| Толщина мм | 0.3 | 0.3 | 0.3 | |
| Нач. Длина мм | 50 | 50 | 50 | |
| Площадь сечения мм2 | 3 | 3 | 3 | 3 |
| Кон. Длина мм | 51.88 | 51.85 | 52.68 | 52.136 |
| Абс. удлин. мм | 1.8805 | 1.8506 | 2.678 | 2.136 |
| Относит. удлин.% | 3.76 | 3.7 | 5.36 | 4.273 |
| Максимальная нагрузка Н: | 106.48 | 102.28 | 105.37 | 104.712 |
| Макс напряжение: Мпа: | 35.4934 | 34.0949 | 35.1234 | 34.904 |
| Напряжение разрыва: | 35.4934 | 34.0949 | 35.1234 | 34.904 |
| Модуль упругости: | 0 | 0 | 0 | 0 |
Таблица 4.6. «Бронза», продольное направление
| Параметр | №1 | №2 | №3 | Среднее: |
| Дата | 26.04.2006 | 26.04.2006 | 26.04.2006 | |
| Время | 10:07:34 | 10:09:37 | 10:11:47 | |
| Коментарии: | 1 | 2 | 3 | |
| Cк. раст мм/мин | 100 | 100 | 100 | |
| Ширина мм | 10 | 10 | 10 | |
| Толщина мм | 0.3 | 0.3 | 0.3 | |
| Нач. Длина мм | 50 | 50 | 50 | |
| Площадь сечения мм2 | 3 | 3 | 3 | 3 |
| Кон. Длина мм | 51.05 | 51.41 | 51.05 | 51.171 |
| Абс. удлин. мм | 1.052 | 1.4067 | 1.0537 | 1.171 |
| Относит. удлин.% | 2.1 | 2.81 | 2.11 | 2.342 |
| Максимальная нагрузка Н: | 214.44 | 238.93 | 212.76 | 222.045 |
| Макс напряжение: Мпа: | 71.4816 | 79.6438 | 70.9197 | 74.015 |
| Напряжение разрыва: | 71.4816 | 79.6438 | 70.9197 | 74.015 |
| Модуль упругости: | 0 | 0 | 0 | 0 |
Таблица 4.7. «Высоко-белый», поперечное направление
| Параметр | №1 | №2 | №3 | Среднее: |
| Дата | 26.04.2006 | 26.04.2006 | 26.04.2006 | |
| Время | 10:46:53 | 10:49:13 | 10:52:16 | |
| Коментарии: | 1 | 2 | 3 | |
| Cк. раст мм/мин | 100 | 100 | 100 | |
| Ширина мм | 10 | 10 | 10 | |
| Толщина мм | 0.34 | 0.34 | 0.34 | |
| Нач. Длина мм | 50 | 50 | 50 | |
| Площадь сечения мм2 | 3.4 | 3.4 | 3.4 | 3.4 |
| Кон. Длина мм | 52.81 | 53.29 | 52.86 | 52.989 |
| Абс. удлин. мм | 2.8115 | 3.2919 | 2.8627 | 2.989 |
| Относит. удлин.% | 5.62 | 6.58 | 5.73 | 5.977 |
| Максимальная нагрузка Н: | 148.65 | 151.58 | 145.16 | 148.463 |
| Макс напряжение: Мпа: | 43.7198 | 44.5826 | 42.6943 | 43.666 |
| Напряжение разрыва: | 42.4915 | 44.4254 | 42.6943 | 43.204 |
| Модуль упругости: | 0 | 0 | 0 | 0 |
Таблица 4.8. «Высоко-белый», продольное направление
| Параметр | №1 | №2 | Среднее: |
| Дата | 26.04.2006 | 26.04.2006 | |
| Время | 10:33:31 | 10:34:43 | |
| Коментарии: | 1 | 2 | |
| Cк. раст мм/мин | 100 | 100 | |
| Ширина мм | 10 | 10 | |
| Толщина мм | 0.34 | 0.34 | |
| Нач. Длина мм | 50 | 50 | |
| Площадь сечения мм2 | 3.4 | 3.4 | 3.4 |
| Кон. Длина мм | 52.08 | 52.24 | 52.16 |
| Абс. удлин. мм | 2.0797 | 2.2397 | 2.16 |
| Относит. удлин. % | 4.16 | 4.48 | 4.319 |
| Максимальная нагрузка Н: | 221.13 | 230.06 | 225.597 |
| Макс напряжение: Мпа: | 65.0387 | 67.6655 | 66.352 |
| Напряжение разрыва: | 65.0387 | 67.6655 | 66.352 |
| Модуль упругости: | 0 | 0 | 0 |
Таблица 4.9. «Золото», поперечное направление
| Параметр | №1 | №2 | №3 | Среднее: |
| Дата | 19.04.2006 | 19.04.2006 | 19.04.2006 | |
| Время | 17:50:04 | 17:55:13 | 17:58:43 | |
| Комментарии: | 4 | 5 | 6 | |
| Cк. раст мм/мин | 100 | 100 | 100 | |
| Ширина мм | 10 | 10 | 10 | |
| Толщина мм | 0.33 | 0.33 | 0.33 | |
| Нач. Длина мм | 50 | 50 | 50 | |
| Площадь сечения мм2 | 3.3 | 3.3 | 3.3 | 3.3 |
| Кон. Длина мм | 52.22 | 52.01 | 52.02 | 52.079 |
| Абс. удлин. мм | 2.2151 | 2.0063 | 2.0171 | 2.079 |
| Относит. удлин. % | 4.43 | 4.01 | 4.03 | 4.159 |
| Максимальная нагрузка Н: | 127.87 | 123.05 | 124.22 | 125.05 |
| Макс напряжение: Мпа: | 38.7496 | 37.2881 | 37.6438 | 37.894 |
| Напряжение разрыва: | 38.7496 | 37.2881 | 37.6438 | 37.894 |
| Модуль упругости: | 1517 | 1488.43 | 1429.8 | 1478.409 |
Таблица 4.10. «Золото», продольное направление
| Параметр | №1 | №2 | №3 | Среднее: |
| Дата | 19.04.2006 | 19.04.2006 | 19.04.2006 | |
| Время | 17:46:14 | 17:39:16 | 17:43:23 | |
| Комментарии: | 3 | 1 | 2 | |
| Cк. раст мм/мин | 100 | 100 | 100 | |
| Ширина мм | 10 | 10 | 10 | |
| Толщина мм | 0.33 | 0.33 | 0.33 | |
| Нач. Длина мм | 50 | 50 | 50 | |
| Площадь сечения мм2 | 3.3 | 3.3 | 3.3 | 3.3 |
| Кон. Длина мм | 51.03 | 51.1 | 51.05 | 51.057 |
| Абс. удлин. мм | 1.0251 | 1.0952 | 1.0517 | 1.057 |
| Относит. удлин.% | 2.05 | 2.19 | 2.1 | 2.115 |
| Максимальная нагрузка Н: | 140.9 | 179.67 | 151.32 | 157.296 |
| Макс напряжение: Мпа: | 42.6955 | 54.4458 | 45.855 | 47.665 |
| Напряжение разрыва: | 42.6955 | 54.4458 | 45.855 | 47.665 |
| Модуль упругости: | 2543.09 | 3561.23 | 2520.88 | 2875.065 |
Таблица 4.11. «Слоновая кость», поперечное направление
| Параметр | №1 | №2 | №3 | Среднее: |
| Дата | 26.04.2006 | 26.04.2006 | 26.04.2006 | |
| Время | 11:06:02 | 11:09:38 | 11:07:19 | |
| Комментарии: | 1 | 3 | 2 | |
| Cк. раст мм/мин | 100 | 100 | 100 | |
| Ширина мм | 10 | 10 | 10 | |
| Толщина мм | 0.31 | 0.31 | 0.31 | |
| Нач. Длина мм | 50 | 50 | 50 | |
| Площадь сечения мм2 | 3.1 | 3.1 | 3.1 | 3.1 |
| Кон. Длина мм | 51.83 | 52.35 | 52.37 | 52.182 |
| Абс. удлин. мм | 1.8261 | 2.3524 | 2.3688 | 2.182 |
| Относит. удлин.% | 3.65 | 4.7 | 4.74 | 4.365 |
| Максимальная нагрузка Н: | 105.87 | 106.06 | 108.36 | 106.76 |
| Макс напряжение: Мпа: | 34.1504 | 34.2124 | 34.9535 | 34.439 |
| Напряжение разрыва: | 34.1504 | 34.0084 | 34.9535 | 34.371 |
| Модуль упругости: | 0 | 0 | 0 | 0 |
Таблица 4.12. «Слоновая кость», продольное направление
| Параметр | №1 | №2 | №3 | Среднее: |
| Дата | 26.04.2006 | 26.04.2006 | 26.04.2006 | |
| Время | 10:57:06 | 10:59:47 | 11:01:47 | |
| Коментарии: | 1 | 2 | 3 | |
| Cк. раст мм/мин | 100 | 100 | 100 | |
| Ширина мм | 10 | 10 | 10 | |
| Толщина мм | 0.31 | 0.31 | 0.31 | |
| Нач. Длина мм | 50 | 50 | 50 | |
| Площадь сечения мм2 | 3.1 | 3.1 | 3.1 | 3.1 |
| Кон. Длина мм | 51.11 | 51.38 | 51.39 | 51.295 |
| Абс. удлин. мм | 1.1085 | 1.384 | 1.391 | 1.295 |
| Относит. удлин.% | 2.22 | 2.77 | 2.78 | 2.589 |
| Максимальная нагрузка Н: | 152.71 | 180.21 | 175.53 | 169.484 |
| Макс напряжение: Мпа: | 49.2626 | 58.1311 | 56.6228 | 54.672 |
| Напряжение разрыва: | 49.2626 | 58.1311 | 56.6228 | 54.672 |
| Модуль упругости: | 0 | 0 | 0 | 0 |
Таблица 4.13. Величина упругих деформаций
| № | SUGARLakePaper «Слоновая кость» 310 гр | SUGAR Lake Paper «Белоезолото» 250 гр | SUGAR LakePaper «Высоко-белый» 310 гр | РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр | РЕГЕНТ Curious metallic «Золото» 270 гр |
| 1 | 0,650 | 0,750 | 1,400 | 0,600 | 0,750 |
| 2 | 0,750 | 0,650 | 1,400 | 0,600 | 0,700 |
| 3 | 0,650 | 0,685 | 0,560 | 0,825 | |
| Ср. | 0,680 | 0,700 | 1,400 | 0,590 | 0,760 |
| 4 | 0,810 | 0,685 | 1,500 | 0,750 | 0,875 |
| 5 | 0,810 | 0,750 | 1,375 | 0,750 | 0,810 |
| 6 | 0,560 | 0,870 | 1,440 | 0,780 | 0,875 |
| ср | 0,730 | 0,770 | 1,440 | 0,760 | 0,850 |
| СР. | 0,700 | 0,740 | 1,420 | 0,680 | 0,800 |
4.2 Результаты исследования режимов тиснения
Таблица 4.14. Толщина фольги
| № точки | Crown Roll Leaf Inc YED (черн.) | KURZ Colorit V 963 (красн.) | KURZ MATT AB 428 (золото матовое) | Crown Roll Leaf Inc BU-84 (голографич.) | KURZ НС 308 (голуб.) |
| 1 | 0,008 | 0,019 | 0,01 | 0,010 | 0,010 |
| 2 | 0,008 | 0,019 | 0,01 | 0,005 | 0,005 |
| 3 | 0,007 | 0,019 | 0,01 | 0,005 | 0,010 |
| 4 | 0,008 | 0,019 | 0,01 | 0,005 | 0,007 |
| 5 | 0,008 | 0,019 | 0,01 | 0,007 | 0,003 |
| 6 | 0,005 | 0,019 | 0,01 | 0,007 | 0,003 |
| 7 | 0,008 | 0,019 | 0,01 | 0,010 | 0,007 |
| 8 | 0,008 | 0,019 | 0,01 | 0,005 | 0,007 |
| 9 | 0,008 | 0,019 | 0,01 | 0,010 | 0,007 |
| 10 | 0,008 | 0,019 | 0,01 | 0,006 | 0,010 |
| Ср. | 0,008 | 0,019 | 0,01 | 0,007 | 0,007 |
Таблица 4.15. Толщина декеля
| № точки | Декель для картонов: «Слоновая кость», «Белое золото», «Бронза». | Декель для картонов: «Высоко-белый», «Золото». |
| 1 | 1,220 | 1,270 |
| 2 | 1,270 | 1,270 |
| 3 | 1,245 | 1,260 |
| 4 | 1,260 | 1,270 |
| 5 | 1,240 | 1,270 |
| Ср. | 1,247 | 1,270 |
Таблица 4.16. Расчет величины деформации
| SUGARLakePaper «Слоновая кость» 310 гр | SUGAR Lake Paper «Белоезолото» 250 гр | SUGAR LakePaper «Высоко-белый» 310 гр | РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр | РЕГЕНТ Curious metallic «Золото» 270 гр | ||||||
| ε (%). | ∆Н, мкм | ε (%). | ∆Н, мкм | ε (%). | ∆Н, мкм | ε (%). | ∆Н, мкм | ε (%). | ∆Н, мкм | |
| ε1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| ε2 | 0,175 | 2,74 | 0,185 | 2,92 | 0,340 | 5,50 | 0,170 | 2,64 | 0,200 | 3,21 |
| ε3 | 0,350 | 5,48 | 0,370 | 5,83 | 0,680 | 11,02 | 0,340 | 5,28 | 0,400 | 6,40 |
| ε4 | 0,525 | 8,22 | 0,555 | 8,75 | 1,020 | 16,52 | 0,510 | 7,92 | 0,600 | 9,64 |
| ε5 | 0,700 | 10,95 | 0,740 | 11,66 | 1,370 | 22,19 | 0,680 | 10,57 | 0,800 | 12,85 |
Таблица 4.17. Увеличение высоты штампа при нагревании
| Т, 0 С | ∆Т = Т0 – 200 , 0 С | Нфi , мм | Нфi , мкм |
| 95 | 75 | 0,017 | 17 |
| 100 | 80 | 0,018 | 18 |
| 105 | 85 | 0,019 | 19 |
| 110 | 90 | 0,021 | 21 |
| 115 | 95 | 0,022 | 22 |
| 120 | 100 | 0,023 | 23 |
| 130 | 110 | 0,025 | 25 |
| 140 | 120 | 0,027 | 27 |
| 160 | 140 | 0,032 | 32 |
| 180 | 160 | 0,037 | 37 |
Таблица 4.18. «Слоновая кость», Е5 = 0,70%, ∆Н = 10,95 мкм
| Т, 0С | Н внутр. мкм | Н внеш. мкм | ||||||
| 1 сектор | 2 сектор | 3 сектор | 4 сектор | 1 сектор | 2 сектор | 3 сектор | 4 сектор | |
| 180 | 245,0 | 69,0 | 52,0 | 252,0 | 289,0 | 128,0 | 108,0 | 218,0 |
| 241,0 | 90,0 | 63,0 | 244,0 | 290,0 | 100,0 | 69,0 | 238,0 | |
| Среднее | 243,0 | 79,5 | 57,5 | 248,0 | 289,5 | 114,0 | 88,5 | 228,0 |
| 160 | 162,0 | 81,0 | 54,0 | 215,0 | 197,0 | 67,0 | 48,0 | 150,0 |
| 171,0 | 54,0 | 60,0 | 213,0 | 208,0 | 61,0 | 44,0 | 147,0 | |
| Среднее | 166,5 | 67,5 | 57,0 | 214,0 | 202,5 | 64,0 | 46,0 | 148,5 |
| 140 | 166,0 | 65,0 | 48,0 | 170,0 | 187,0 | 63,0 | 47,0 | 145,0 |
| 161,0 | 49,0 | 52,0 | 147,0 | 184,0 | 62,0 | 41,0 | 131,0 | |
| Среднее | 113,5 | 57,0 | 50,0 | 158,5 | 185,5 | 62,5 | 44,0 | 138,0 |
| 120 | 73,0 | 39,0 | 30,0 | 96,0 | 69,0 | 38,0 | 23,0 | 52,0 |
| 74,0 | 35,0 | 21,0 | 98,0 | 61,0 | 33,0 | 31,0 | 58,0 | |
| Среднее | 73,5 | 37,0 | 25,5 | 97,0 | 65,0 | 35,5 | 27,0 | 55,0 |
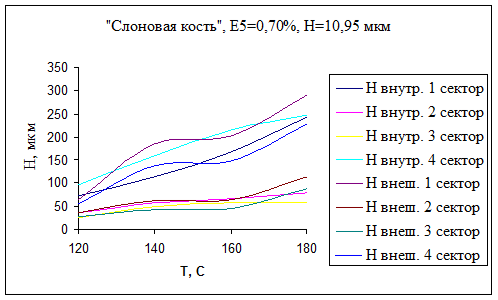
Рис. 4.1. График зависимости остаточной деформации от температуры для SUGARLakePaper «Слоновая кость» 310 гр
Таблица 4.19
| «Высоко-белый», Е0 = 0%, Н = 0 мкм | ||||||||
| Т, С | Н внутр., мкм | Н внеш., мкм | ||||||
| 1 сектор | 2 сектор | 3 сектор | 4 сектор | 1 сектор | 2 сектор | 3 сектор | 4 сектор | |
| 180 | 96,0 | 40,0 | 35,0 | 84,0 | 76,0 | 42,0 | 39,0 | 67,0 |
| 123,0 | 47,0 | 30,0 | 91,0 | 67,0 | 47,0 | 34,0 | 55,0 | |
| 94,0 | 46,0 | 39,0 | 79,0 | 83,0 | 47,0 | 36,0 | 68,0 | |
| среднее | 104,3 | 44,3 | 34,7 | 84,7 | 75,3 | 45,3 | 36,3 | 63,3 |
| 160 | 85,0 | 29,0 | 23,0 | 82,0 | 48,0 | 36,0 | 31,0 | 52,0 |
| 73,0 | 29,0 | 21,0 | 77,0 | 58,0 | 33,0 | 31,0 | 53,0 | |
| 71,0 | 34,0 | 25,0 | 77,0 | 51,0 | 46,0 | 31,0 | 57,0 | |
| среднее | 76,3 | 30,7 | 23,0 | 78,7 | 52,3 | 38,3 | 31,0 | 54,0 |
| 140 | 37,0 | 10,0 | 69,0 | 44,0 | 25,0 | 23,0 | 47,0 | |
| 33,0 | 8,0 | 57,0 | 43,0 | 30,0 | 27,0 | 41,0 | ||
| 37,0 | 23,0 | 67,0 | 40,0 | 25,0 | 27,0 | 48,0 | ||
| среднее | 35,7 | 13,7 | 64,3 | 42,3 | 26,7 | 25,7 | 45,3 | |
| 120 | 27,0 | 38,0 | 33,0 | 25,0 | ||||
| 23,0 | 31,0 | 40,0 | 25,0 | |||||
| 27,0 | 43,0 | 37,0 | 28,0 | |||||
| среднее | 25,7 | 37,3 | 36,7 | 26,0 | ||||
| 100 | 25,0 | 17,0 | ||||||
| 20,0 | 20,0 | |||||||
| 33,0 | 31,0 | |||||||
| среднее | 26,0 | 22,7 | ||||||
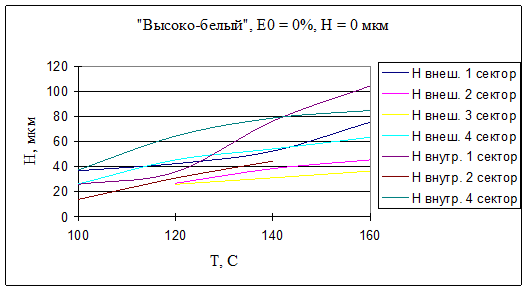
Рис. 4.2. График зависимости остаточной деформации от температуры для SUGARLakePaper «Высоко-белый» 310 гр
Таблица 4.20
| «Бронза», Е5 = 0,68%, Н = 10,57 мкм | ||||||||
| Т, С | Н внутр., мкм | Н внеш., мкм | ||||||
| 1 сектор | 2 сектор | 3 сектор | 4 сектор | 1 сектор | 2 сектор | 3 сектор | 4 сектор | |
| 180 | 248,0 | 118,0 | 75,0 | 254,0 | 287,0 | 123,0 | 111,0 | 262,0 |
| 201,0 | 120,0 | 77,0 | 266,0 | 316,0 | 156,0 | 118,0 | 277,0 | |
| среднее | 224,5 | 119,0 | 76,0 | 260,0 | 301,5 | 139,5 | 114,5 | 269,5 |
| 160 | 122,0 | 76,0 | 82,0 | 108,0 | 194,0 | 103,0 | 86,0 | 155,0 |
| 138,0 | 66,0 | 76,0 | 101,0 | 176,0 | 138,0 | 96,0 | 157,0 | |
| среднее | 130,0 | 71,0 | 79,0 | 104,5 | 185,0 | 120,5 | 91,0 | 156,0 |
| 140 | 163,0 | 64,0 | 59,0 | 105,0 | 181,0 | 117,0 | 80,0 | 161,0 |
| 88,0 | 54,0 | 37,0 | 100,0 | 172,0 | 94,0 | 67,0 | 144,0 | |
| среднее | 125,5 | 59,0 | 48,0 | 102,5 | 176,5 | 105,5 | 73,5 | 152,5 |
| 120 | 120,0 | 57,0 | 46,0 | 92,0 | 150,0 | 100,0 | 71,0 | 146,0 |
| 90,0 | 81,0 | 150,0 | 94,0 | 69,0 | 139,0 | |||
| среднее | 105,0 | 57,0 | 46,0 | 86,5 | 150,0 | 97,0 | 70,0 | 142,5 |
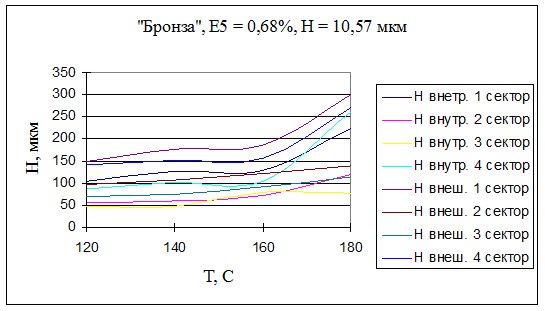
Рис. 4.3. График зависимости остаточной деформации от температуры для РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр
Таблица 4.21
| «Золото», Е0 = 0%, Н = =0 мкм | ||||||||
| Т, С | Н внутр., мкм | Н внеш., мкм | ||||||
| 1 сектор | 2 сектор | 3 сектор | 4 сектор | 1 сектор | 2 сектор | 3 сектор | 4 сектор | |
| 180 | 71,0 | 63,0 | 48,0 | 27,0 | 75,0 | |||
| 65,0 | 68,0 | 48,0 | 35,0 | 90,0 | ||||
| 65,0 | 37,0 | 37,0 | 94,0 | |||||
| среднее | 68,0 | 65,3 | 44,3 | 33,0 | 86,3 | |||
| 160 | 50,0 | 28,0 | 20,0 | 63,0 | 85,0 | 35,0 | 24,0 | 78,0 |
| 53,0 | 21,0 | 63,0 | 84,0 | 31,0 | 28,0 | 81,0 | ||
| 48,0 | 22,0 | 65,0 | 75,0 | 29,0 | 27,0 | 78,0 | ||
| среднее | 50,3 | 28,0 | 21,0 | 63,7 | 81,3 | 31,7 | 26,3 | 79,0 |
| 140 | 31,0 | 23,0 | 67,0 | 17,0 | 10,0 | 42,0 | ||
| 30,0 | 38,0 | 66,0 | 19,0 | 15,0 | 39,0 | |||
| 30,0 | 41,0 | 62,0 | 20,0 | 14,0 | 64,0 | |||
| среднее | 30,3 | 34,0 | 65,0 | 18,7 | 13,0 | 48,3 | ||
| 120 | 18,0 | 34,0 | 15,0 | 33,0 | ||||
| 16,0 | 32,0 | 12,0 | 42,0 | |||||
| 13,0 | 29,0 | 14,0 | 34,0 | |||||
| среднее | 15,7 | 31,7 | 13,7 | 36,3 | ||||
| 100 | 26,0 | 17,0 | ||||||
| 27,0 | 15,0 | |||||||
| 28,0 | 16,0 | |||||||
| среднее | 27,0 | 16,0 | ||||||
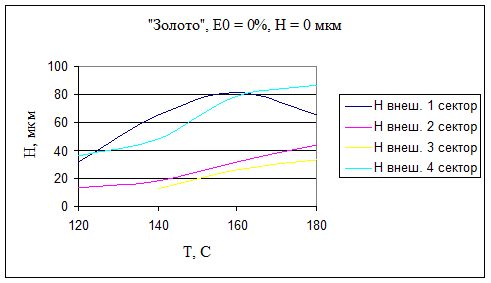
Рис. 4.4. График зависимости остаточной деформации от температуры для РЕГЕНТ Curiousmetallic «Золото» 270 гр
Таблица 4.22. Дизайнерский картон SUGARLakePaper «Слоновая кость» 310 гр и фольга CrownRollLeafIncYED (черная)
| Е1 = 0%, Н = 0 мкм | ||||||||
| t C | Чёткость тиснения, балл | Укрывистость, балл | ||||||
| 1 | 2 | 3 | Ср. | 1 | 2 | 3 | Ср. | |
| 100 | 0,00 | 0,25 | 0,25 | 0,17 | 0,8 | 0,4 | 0,3 | 0,5 |
| 120 | 0,00 | 0,25 | 0,25 | 0,17 | 2,0 | 1,1 | 1,5 | 1,5 |
| 140 | 0,25 | 0,00 | 0,00 | 0,08 | 6,2 | 5,8 | 6,7 | 6,2 |
| 160 | 0,25 | 0,00 | 0,00 | 0,08 | 12,8 | 12,1 | 11,6 | 12,2 |
| 180 | 0,25 | 0,25 | 0,00 | 0,17 | 6,6 | 8,7 | 7,3 | 7,5 |
Таблица 4.23
| Е3 = 0,35%, Н = 5,48 мкм | |||||||||
| t C | Чёткость тиснения, балл | Укрывистость, балл | Прочность к истиранию, цикл | ||||||
| 1 | 2 | Ср. | 1 | 2 | Ср. | 1 | 2 | Ср. | |
| 100 | 1,00 | 0,75 | 0,88 | 7,2 | 5,5 | 6,4 | |||
| 120 | 1,25 | 1,00 | 1,13 | 15,1 | 13,9 | 14,5 | |||
| 140 | 1,00 | 0,50 | 0,75 | 21,3 | 18,8 | 20,1 | 90 | 87 | 89 |
| 160 | 0,25 | 0,00 | 0,13 | 42,5 | 41,3 | 41,9 | 118 | 110 | 115 |
Таблица 4.24
| Е4 = 0,525%, Н = 8,22 мкм | |||||||||
| t C | Чёткость тиснения, балл | Укрывистость, балл | Прочность к истиранию, цикл | ||||||
| 1 | 2 | Ср. | 1 | 2 | Ср. | 1 | 2 | Ср. | |
| 100 | 1,00 | 2,00 | 1,50 | 11,2 | 10,9 | 11,1 | |||
| 120 | 0,25 | 0,25 | 0,25 | 17,4 | 16,4 | 16,9 | |||
| 140 | 0,25 | 0,00 | 0,13 | 38,7 | 36,1 | 37,4 | 138 | 140 | 139 |
| 160 | 1,75 | 2,00 | 1,88 | 48,6 | 47,7 | 48,2 | 182 | 194 | 188 |
| 180 | 0,25 | 0,50 | 0,38 | 69,8 | 67,4 | 68,6 | 172 | 165 | 169 |
Таблица 4.25
| Е5 = 0,700%, Н = 10,95 мкм | |||||||||
| t C | Чёткость тиснения, балл | Укрывистость, балл | Прочность к истиранию | ||||||
| 1 | 2 | Ср. | 1 | 2 | Ср. | 1 | 2 | Ср. | |
| 100 | 0,25 | 0,25 | 0,25 | 37,4 | 38,9 | 38,2 | 211 | 223 | 217 |
| 120 | 0,25 | 0,25 | 0,25 | 26,1 | 24,6 | 25,4 | 254 | 260 | 257 |
| 140 | 1,00 | 1,00 | 1,00 | 71,2 | 72,7 | 72,0 | 390 | 398 | 394 |
| 160 | 3,00 | 2,00 | 2,50 | 74,6 | 81,2 | 77,9 | 418 | 410 | 414 |
| 180 | 0,75 | 0,50 | 0,63 | 27,3 | 26,5 | 26,9 | 273 | 281 | 277 |
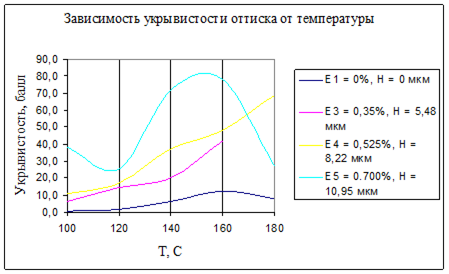
Рис. 4.5. График зависимости укрывистости оттиска от температуры

Рис. 4.6. График зависимости прочности к истиранию от деформации
Таблица 4.26. Дизайнерский картон SUGARLakePaper «Белое золото» 250 гр. и фольгаKURZ Colorit V 963 (красная)
| Е1 = 0%, Н = 0 мкм | ||||||||
| t C | Чёткость тиснения, балл | Укрывистость, балл | ||||||
| 1 | 2 | 3 | Ср. | 1 | 2 | 3 | Ср. | |
| 100 | 0,25 | 0,25 | 0,50 | 0,3 | 1,0 | 1,4 | 1,5 | 1,3 |
| 110 | 0,25 | 0,25 | 0,25 | 0,3 | 1,5 | 1,6 | 1,6 | 1,6 |
| 120 | 0,50 | 0,00 | 0,25 | 0,3 | 1,7 | 1,7 | 1,6 | 1,7 |
| 130 | 0,25 | 0,00 | 0,00 | 0,1 | 1,8 | 2,0 | 1,7 | 1,8 |
| 140 | 0,00 | 0,00 | 0,00 | 0,0 | 1,7 | 2,0 | 1,7 | 1,8 |
Таблица 4.27
| Е3 = 0,37%, Н = 5,83 мкм | ||||||||||
| t C | Чёткость тиснения, балл | Укрывистость, балл | Прочность к истиранию, цикл | |||||||
| 1 | 2 | Ср. | 1 | 2 | Ср. | 1 | 2 | Ср. | ||
| 100 | 1,00 | 0,75 | 0,88 | 5,0 | 6,5 | 5,8 | ||||
| 110 | 1,75 | 0,75 | 1,25 | 4,8 | 11,0 | 7,9 | ||||
| 120 | 0,50 | 0,75 | 0,63 | 7,6 | 10,3 | 9,0 | ||||
| 130 | 0,25 | 0,75 | 0,50 | 11,4 | 11,7 | 11,6 | 253 | 258 | 255,5 | |
| 140 | 0,50 | 0,25 | 0,38 | 11,9 | 12,0 | 12,0 | 287 | 290 | 288,5 | |
Таблица 4.28
| Е4 = 0,555%, Н = 8,75 мкм | ||||||||||
| t C | Чёткость тиснения, балл | Укрывистость, балл | Прочность к истиранию, цикл | |||||||
| 1 | 2 | Ср. | 1 | 2 | Ср. | 1 | 2 | Ср. | ||
| 100 | 1,25 | 0,75 | 1,00 | 15,0 | 15,6 | 15,3 | ||||
| 110 | 1,50 | 2,00 | 1,75 | 15,7 | 17,4 | 16,6 | ||||
| 120 | 1,50 | 2,00 | 1,75 | 16,0 | 17,2 | 16,6 | ||||
| 130 | 0,50 | 1,50 | 1,00 | 21,2 | 27,3 | 24,3 | 334 | 331 | 332,5 | |
| 140 | 1,00 | 0,75 | 0,88 | 27,8 | 31,8 | 29,8 | 381 | 375 | 378,0 | |
Таблица 4.29
| Е5 = 0,740%, Н = 11,66 мкм | ||||||||||
| t C | Чёткость тиснения, балл | Укрывистость, балл | Прочность к истиранию, цикл | |||||||
| 1 | 2 | Ср. | 1 | 2 | Ср. | 1 | 2 | Ср. | ||
| 100 | 3,00 | 2,75 | 2,88 | 49,4 | 48,7 | 49,1 | 618 | 627 | 622,5 | |
| 110 | 2,00 | 1,25 | 1,63 | 81 | 78,9 | 80,0 | 654 | 651 | 652,5 | |
| 120 | 0,00 | 0,00 | 0,00 | 91,2 | 88,5 | 89,9 | 623 | 634 | 628,0 | |
| 130 | 2,75 | 2,75 | 2,75 | 73,4 | 73,8 | 73,6 | 677 | 664 | 676,5 | |
| 140 | 0,00 | 0,00 | 0,00 | 94,8 | 91,3 | 93,1 | 682 | 666 | 674,0 | |
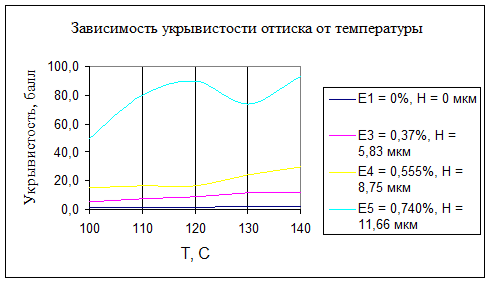
Рис. 4.7. График зависимости укрывистости оттиска от температуры
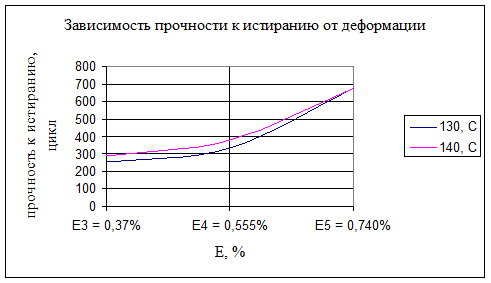
Рис. 4.8. График зависимости прочности к истиранию от деформации
Таблица 4.30. Дизайнерский картон РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр. и фольгаCrownRollLeafIncBU-84 (голографическая)
| Е1 = 0%, Н = 0 мкм | ||||||||
| t C | Чёткость тиснения, балл | Укрывистость, балл | ||||||
| 1 | 2 | 3 | Ср. | 1 | 2 | 3 | Ср. | |
| 100 | 0,50 | 0,25 | 0,25 | 0,33 | 0,3 | 0,6 | 0,8 | 0,6 |
| 120 | 0,25 | 0,25 | 0,25 | 0,25 | 0,9 | 1,0 | 1,1 | 1,0 |
| 140 | 0,25 | 0,75 | 0,25 | 0,42 | 1,7 | 1,5 | 2,0 | 1,7 |
| 160 | 0,00 | 0,00 | 0,00 | 0,00 | 4,6 | 4,2 | 4,0 | 4,3 |
| 180 | 0,25 | 0,00 | 0,00 | 0,08 | 3,8 | 3,5 | 4,0 | 3,8 |
Таблица 4.31
| Е5 = 0,800%, Н = 12,85 мкм | |||||||||
| t C | Чёткость тиснения, балл | Укрывистость, балл | Прочность к истиранию, цикл | ||||||
| 1 | 2 | Ср. | 1 | 2 | Ср. | 1 | 2 | Ср. | |
| 95 | 1,25 | 1,75 | 1,50 | 49,3 | 49,9 | 49,6 | 363 | 370 | 366,5 |
| 100 | 2,00 | 1,50 | 1,75 | 63,2 | 61,0 | 62,1 | 381 | 398 | 389,5 |
| 105 | 1,75 | 1,00 | 1,38 | 54,2 | 51,7 | 53,0 | 321 | 295 | 308,0 |
| 110 | 1,00 | 1,25 | 1,13 | 73,4 | 77,2 | 75,3 | 280 | 283 | 281,5 |
| 115 | 2,00 | 1,25 | 1,63 | 89,6 | 78,7 | 84,2 | 276 | 281 | 278,5 |
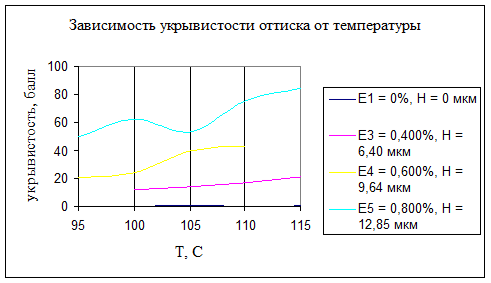
Рис. 4.13. График зависимости укрывистости оттиска от температуры
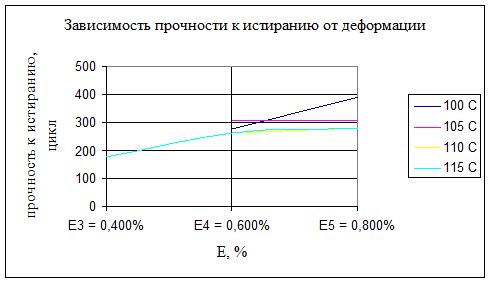
Рис. 4.14. График зависимости прочности к истиранию от деформации
5.Анализ результатов исследования процесса тиснения
Исследования процесса тиснения фольгой на дизайнерском картоне для косметической продукции показали, что для каждого вида дизайнерской бумаги необходимо устанавливать и соблюдать индивидуальный режим тиснения. Это объясняется различной структурой материала. В данной работе рассмотрены пять видов дизайнерского картона:
1. SUGARLakePaper «Слоновая кость» 310 гр,
2. SUGAR Lake Paper «Белоезолото» 250 гр,
3. РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр,
4. SUGARLakePaper «Высоко-белый» 310 гр,
5. РЕГЕНТ Curious metallic «Золото» 270 гр.
Исследования прочности материала на разрыв показали, что разный вид картона имеет различную величину упругих деформаций. Наибольшим значением упругой деформации обладает SUGARLakePaper «Высоко-белый» 310 гр (Е = 1,42%) и РЕГЕНТ Curiousmetallic «Золото» 270 гр (Е = 0,80%). Эти материалы выдерживают большую величину деформации.
Несмотря на то, что при тиснении величина деформации картона была задана в пределах выявленных упругих деформаций, на картоне после тиснения была обнаружена остаточная деформация. Графики зависимости остаточной деформации после тиснения от температуры также показывают, что данные два вида дизайнерского картона имеют маленькую величину остаточной деформации. Явление остаточной деформации объясняется дополнительным увеличением размера штампа при нагревании и длительным временем контакта запечатываемого материала с горячим штампом, в результате чего происходит нагрев картона, приводящий к необратимому разрушению структуры материала.
Исследования четкости и укрывистости тиснения фольгой, прочности оттиска к истиранию позволили установить наиболее оптимальные режимы тиснения фольгой для каждого исследуемого вида дизайнерского картона.
1. Для SUGARLakePaper «Слоновая кость» 310 гр оптимальным режимом является деформация ∆Н = 10,95 мкм (Е5 = 0,7%) и температура Т = 140–1600 С (рекомендуемый температурный интервал в технических данных для фольги CrownRollLeafIncYED (черная) 104–1600 С). Кривая зависимости укрывистости оттиска показывает, что при такой температуре достигается практически полная пропечатка плашки. Пик кривой приходится именно на точку с температурой Т=1500 С. При такой температуре наблюдается высокая чёткость тиснения. График зависимости прочности к истиранию от деформации подтверждает, что выбранная деформация оптимальна для данного вида дизайнерской бумаги и фольги.
2. Для SUGARLakePaper «Белое золото» 250 гроптимальный режим при деформации ∆Н = 11,66 мкм (Е5 = 0,74%) и температуре Т = 110–1200 С (рекомендуемый температурный интервал в технических данных для фольги KURZ Colorit V 963 (красная)100–1400 С). Хотя график зависимости укрывистости оттиска от температуры показывает, что большая укрывистость достигается при более высоких температурах, однако в данном случае большую роль играет рельефная поверхность материала, содержащая крупные золотые частицы. По этой же причине кривая зависимости имеет не слегка синусоидальный характер. Зато при Т = 1050 С достигается хорошая четкость тиснения. И при ∆Н = 11,66 мкм (Е5 = 0,74%) высокая прочность к истиранию (больше 600 циклов), что очень важно для косметической продукции.
3. Для РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр оптимальный режим при деформации ∆Н = 10,57 мкм (Е5 = 0,68%) и температуре Т=110–1200 С (рекомендуемый температурный интервал в технических данных для фольги CrownRollLeafIncBU-84 (голографическая) 104–1600 С). Пик кривой зависимости укрывистости оттиска от температуры приходится на точку Т=1580 С. Однако при температуре выше 1200 С четкость тиснения резко снижается. Красочный слой фольги выдавливается на пробельные элементы. Ни один штрих четырехпольного тест-объекта не воспроизводится идеально. Кроме того, именно при таком режиме температуры Т = 1200 С и деформации ∆Н = 10,57 мкм достигается высокая прочность к истиранию, что очень важно для косметической продукции.
4. Для SUGARLakePaper «Высоко-белый» 310 гр оптимальный режим при деформации ∆Н = 22,19 мкм (Е5 = 1,42%) и температуре Т = 95–1000 С (рекомендуемый температурный интервал в технических данных для фольги KURZ MATT AB 428 (золото матовое) 104 – 1600 С). Оптимальность этого режима подтверждают графики зависимости укрывистости оттиска от температуры и зависимости прочности к истиранию от деформации. В этих точках кривые достигают максимального значения и укрывистости, и прочности к истиранию, и четкости тиснения. Этот вид дизайнерского картона идеально подходит для тиснения фольгой на картонных складных коробках для косметической продукции и по своим физическим свойствам и эстетическому оформлению.
5. Для РЕГЕНТ Curiousmetallic «Золото» 270 гр оптимальным режимом является деформация ∆Н = 12,85 мкм (Е5 = 0,8%) и температура Т = 95–100 0 С (рекомендуемый температурный интервал в технических данных для фольги KURZ НС 308 (голубая.) 90 – 95 0 С). При исследовании процесса тиснения рассматривались температуры, выходящие за пределы рекомендуемого интервала, и это показало, что прилагаемые к фольге рекомендации производителя не всегда содержат оптимальный режим. Оптимальность данного режима подтверждают максимумы на кривых зависимости укрывистости от температуры и зависимости прочности к истиранию от деформации.
Выводы
Получены оптимальные режимы тиснения исследованных марок картона SUGARLakePaper «Высоко-белый» 310 гр.; SUGARLakePaper «Белое золото» 250 гр.; SUGARLakePaper «Слоновая кость» 310 гр.; РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр.; РЕГЕНТ Curiousmetallic «Золото» 270 гр такими типами фольги: CrownRollLeafIncYED (черная); KURZ Colorit V 963 (красная); CrownRollLeafIncBU-84 (голографическая); KURZ MATT AB 428 (золото матовое); KURZ НС 308 (голубая.):
1. Для SUGARLakePaper «Слоновая кость» 310 гр оптимальным режимом является деформация ∆Н = 10,95 мкм (Е5 = 0,7%) и температура Т = 140 – 160 0 С.
2. Для SUGARLakePaper «Белое золото» 250 гр оптимальный режим при деформации ∆Н = 11,66 мкм (Е5 = 0,74%) и температуре Т = 110 – 120 0 С.
3. Для РЕГЕНТ Маджестик «Бронза» (двухсторонний) 250 гр оптимальный режим при деформации ∆Н = 10,57 мкм (Е5 = 0,68%) и температуре Т = 110 – 120 0 С.
4. Для SUGARLakePaper «Высоко-белый» 310 гр оптимальный режим при деформации ∆Н = 22,19 мкм (Е5 = 1,42%) и температуре Т = 95 – 100 0 С.
5. Для РЕГЕНТ Curiousmetallic «Золото» 270 гр оптимальным режимом является деформация ∆Н = 12,85 мкм (Е5 = 0,8%) и температура Т = 95 – 100 0 С.
Полученные оптимальные режимы можно рекомендовать к использованию в промышленных условиях.
Список используемой литературы
1. Гилязетдинов Л.П. Фольга для горячего тиснения. / Л.П. Гилязетдинов, Г.М. Левин, М.В. Огороднева – М., 1981, 110 с.
2. Кудрявцев Б.Б. О четкости тиснения фольгой./ Б.Б. Кудрявцев, Д.П. Татиев // Полиграфия – 2000. – №8. – с. 22–23.
3. Вызов А. Условия образования четкого оттиска при тиснении фольгой. / А. Вызов, И. Жуков, Ю. Лебедев // Полиграфия – 1997. – №5 – с. 30–32.
4. Гилязетдинов Л.П. Теплофизические параметры горячего тиснения фольгой на переплетных материалах: Физико-химические явления в процессах полиграфии / Л.П. Гилязетдинов., В.П. Волохова, М.В. Огороднева; под ред. В.С. Лапатухина; труды ВНИИ полиграфии. Т. 30; вып. 2. – М., 1979.
5. Лыков А.В. Теория теплопроводности./ A.B. Лыков – М.: Высшая школа, 1967, 560 с.
6. Полякова К.А. Технический анализ и контроль производства плёночных материалов и искусственных кож. / К.А Полякова, Н.О. Нипот. – М.: Легкая и пищевая промышленность, 1981, с. 192.
7. Добашин Н.Н. Адгезия фотополимеризующихся композиций на основе пентаэритритолтриакрилата к полиэтилентерефталатной пленке. / Н.Н. Добашин, Л.П. Гилязетдинов; труды ВНИИ полиграфии. – М., 1979, с. 22
8. Добашин Н.Н. Влияние полимерной добавки на температуру поверхностного размягчения покрытий на основе фотополимсризующихся композиции. / Добашин, Л.П. Гилязетдинов; труды ВНИИ полиграфии. – М., 1979, с. 24.
9. Дембовская Ю. Микроскопическое исследование поперечных срезов фольги. / Ю. Дембовская, С. Власова // Полиграфия – 1997 – №12 – с. 29–31.
10. Коганович Ф.Л. Углеводороды смолы торфяного воска. / Ф.Л Коганович. // Вестник АИ БССР (сер. хим. науки) – 1974 – №3.
11. Кудрявцев Б.Б. Пути повышения качества полиграфической фольги. / Б.Б. Кудрявцев, Л.М Эйдлин. // Полиграфия – 1998 – №7 – с. 12–13.
12. Кудрявцев Б.Б. От чего зависит повышение термостойкости «юбилейной» фольги. / Б.Б. Кудрявцев, М.Л. Полинский, Л.М Эйдлии. // Полиграфия – 1999 – №8 – с. 33–35.
13. Органические пигменты в полиграфии. / Л.П. Гилязетдинов, В.М., Глинская, Р.С. Жолболсынова и др. – М.: Книга, 1979
14. Кудрявцев Б.Б. Исследование зависимости между составом фольги и ее печатно-техническими свойствами: автореф. канд. диссертации. / Б.Б. Кудрявцев – М: МПИ, 1971.
15. Москвитин Н.И. Физико-химические основы процессов склеивания и прилипания. / Н.И Москвитин. – М.: Лесная промышленность, 1974, 190 с.
16. Полноцветная печать при изготовлении упаковки методом каширования. http://www.gofromash.com
17. Каширование и ламинация картонной упаковки парфюмерии и косметики. www.upak-dm.ru
18. Машины для каширования. www.shenweida.ru
19. Разрывная машина. http://www.strain.ru/rm.php