| Похожие рефераты | Скачать .docx |
Дипломная работа: Повышение надежности и долговечности работы манжетных уплотнений валов автомобилей ВАЗ
Государственный комитет Российской Федерации
по высшему образованию
Тольяттинский государственный университет
Машиностроительный факультет
Кафедра «Технология машиностроения»
Дипломный проект
На тему: «Повышение надежности и долговечности работы манжетных уплотнений валов автомобилей ВАЗ»
Заведующий кафедры: Драчев О.И. _____________
Руководитель: Бобровский Н.М. _____________
Консультанты:
1. Мурахтанова Н.М._____________
2. Ульянова В.Е. _____________
Рецензент:______________________________________________
Дипломант:
Мельников Павел Анатольевич
2002 г.
Реферат
УДК 621.002.(075)
Мельников П.А.
Дипломный проект на тему: «Повышение надежности и долговечности работы манжетных уплотнений валов автомобилей ВАЗ» Тольятти, 2002. – 144 с., ил.
Ключевые слова: манжетное уплотнение, математическое моделирование, трибологическая система, технологическое управление качеством, поверхностно-пластическое деформирование, микрорельеф, система автоматического проектирования.
Целью дипломного проекта является анализ проблемы дефекта на АО «АвтоВАЗ» – течь в сальниковое уплотнение, представлено решение данной проблемы. В работе рассмотрены прогрессивные конструкции манжет – и перспектива их применения для снижения уровня дефектов в автомобилях АО «АвтоВАЗ». Проанализирован результат внедрения в качестве финишной обработки сальниковых шеек коленчатого вала 2112-1005020 метод ППД – выглаживанием широким самоустанавливающимся инструментом. Разработан алгоритм расчета геометрии поверхности при отделочно-упрочняющей обработке и на персональном компьютере была создана программа для расчета микрорельефа.
Содержание
Введение
1. Анализ способов повышения надежности и долговечности работы манжетных уплотнений валов автомобилей
1.1 Литературный обзор по манжетным уплотнениям
1.2 Разработка способа обработки для нанесения микрорельефа на сальниковые шейки деталей ВАЗ
2. Качество и эксплутационные свойства деталей, обработанных ППД
2.1 Анализ микрогеометрии поверхности, обработанной ППД
2.2 Анализ влияния создаваемых микрорельефов при обработке ППД на качество работы уплотнительных узлов
2.3 Факторы, обеспечивающие возникновение остаточных напряжений сжатия и повышение микротвердости поверхности, обработанных ППД
3.1 Выявление зависимости между основными параметрами обработки и качеством обработанной поверхности по критерию шероховатости
3.2 Экспериментальные исследования изменения микротвердости в приповерхностном слое обработанной детали
3.3 Испытания инструментов на стойкость при широком выглаживании
4. Разработка математической модели отделочно-упрочняющей обработки, наносящей микрорельеф на поверхность шеек валов.
4.1 Создание математической модели геометрического построения микрорельефа обработанной поверхности
4.1.2 Алгоритм для расчета нескольких оборотов детали
4.1.3 Алгоритм расчета с учетом многоинструментальной обработки
4.2 Внесение в математическую модель изменений, для учета физико-механических параметров обработки
4.3 Визуализация выходных данных математической модели
5. Анализ результатов математического моделирования
5.1 Выявление корреляционной связи между параметрами и показателями обработки
6. Разработка технического задания на приспособление для нанесения микрорельефа в массовом производстве
7. Безопасность и экологичность проекта
7.1 Описание операции и рабочего места
7.2 Описание основных вредных производственных факторов, имеющих место на полировальных операциях
7.3 Вывод по разделу
8. Экономическая эффективность проекта
Список литературы
Введение
После ряда финансовых потрясений, прошедших в Российской Федерации, лимитирующая часть машиностроительного производства была практически парализована. Поступление средств от машиностроительных предприятий в Государственный бюджет сократилась в несколько раз. Вследствие интеграции Российского рынка с мировым, неконкурентоспособная продукция наших заводов была частично вытеснена с внешнего и внутреннего рынков. В результате чего многие предприятия вообще не смогли вписаться в новые экономические условия, и фактически были признаны банкротами.
В то время когда, отечественная наукоемкая промышленность, погруженная в рыночные реформы, фактически прекратили поступательное развитие, лидеры мирового сообщества как минимум дважды обновили свои технологии машиностроительного производства. Они усиленно развивают информационные технологии и технологии управлении производственными процессами. В настоящее время придерживаются идеологии достижения технологического превосходства, которая предполагает использование инновационных технологий, реинжениринга, формирования рынка интеллектуальной собственности.
Главная проблема, которую сформулировал Президент в своем Послании Федеральному собранию (апрель 2001 г.), – это гигантское (в десятки раз) рыночное нашей промышленности от уровня, достигнутого передовыми странами. Это отставание чревато тяжелыми последствиями.
Следует отметить, что в РФ сосредоточены сотни НИИ, способные поддерживать конкурентоспособное производство, но за частую большинство научных разработок так и осталось не реализовано материально. Согласно ранее проведенным реформам предполагалось, что если предприятиям федерального подчинения дать свободу, то они быстро втянуться в рынок, однако на практике этого не произошло. Поэтому нынешнее правительство РФ взяло курс на создание более эффективного организационного обеспечения развития промышленности.
В настоящее время в народном хозяйстве наблюдается некоторая стабилизация и поиск новых организационных форм управления, позволяющих повысить эффективность производства [38]. Поэтому первоочередная задача отечественных предприятий состоит в том, чтобы доказать обществу свою необходимость, показать, что без этих предприятий, дальнейшее развитие общества невозможно, а для этого необходимо разработать теоретическую базу рынка, основанное на достижении технологического превосходства и представить её в такой форме, чтобы она была доступна для восприятия широкой общественностью.
Целью данной научной работы является анализ эффективности интеграции научных исследований, направленных на создания конкурентоспособной продукции, и производства. В частности была затронута проблема обеспечения качества наружных цилиндрических поверхностей нанесением микрорельефа методом поверхностно-пластического деформирования, в процессе решения которой использовались элементы математического моделирования с применением вычислительной техники.
1. Анализ способов повышения надежности и долговечности работы манжетных уплотнений валов автомобилей
1.1 Литературный обзор по манжетным уплотнениям
Одним из путей повышения работоспособности манжетных уплотнений, применяемом в мировой практике, является обработка поверхности вала под сальниковые шейки методами поверхностного пластического деформирования (ППД). Отделочно-упрочняющая обработка методами ППД позволяет существенно улучшить эксплуатационные характеристики деталей. Наиболее простыми для практической реализации методами ППД являются алмазное выглаживание и обкатывание. При выглаживании инструмент взаимодействует с обрабатываемой поверхностью в условиях трения скольжения, при обкатывании в условиях трения качения. Несмотря на то, что при обкатывании шариками или роликами имеет место качение с проскальзыванием, а при алмазном выглаживании – скольжение, между ними имеется сходство как в механизме образования микропрофиля и характере деформации поверхностного слоя, так и в соотношении действующих сил и коэффициентов трения. Это сходство позволяет установить некоторые общие закономерности для обоих процессов, на основе чего могут быть установлены рациональные области их применения и оптимальные режимы обработки. Процесс обработки ППД идет без снятия стружки: радиально вытесняются объемы материала с вершин микронеровностей в глубину поверхностного слоя. Материал течет от диапазонов высоких напряжений сжатия (вершины) в зоны более незначительных напряжений и наполняет при этом впадины микронеровностей обрабатываемой поверхности. Этот процесс показан на рисунке 1.15. В результате обработки, на поверхности образуется микрорельеф без заостренных выступов, и процесс приработки пары манжета-вал протекает значительно быстрей.
|
 |
| Рис. 1.15. Схема формирования обработанной поверхности при ППД | |

Процесс алмазного выглаживания кинематически аналогичен точению, только вместо резца применяется алмазный выглаживатель, который, пластически деформируя поверхностный слой, выравнивает и упрочняет его. Классическое устройство для выглаживания (см. рис. 1.16.) содержит корпус 4 из конструкционной стали, в который вставлены два поршня 2 и 5 с уплотнительными кольцами 3. Поршень 2 связан непосредственно с инструментом 1, рабочая поверхность которого изготовлена из алмаза. Положение поршня 5 фиксируется рукояткой 6. Фиксатор 8 ограничивает ход поршня 2. Манометр 7 контролирует давление рабочей среды.
Устройство работает следующим образом: обрабатываемой заготовке 9 сообщают вращательное движение, устройство подводят к обрабатываемой поверхности. Вращением рукоятки 6 перемещают поршень 5, нагнетая давление в рабочей камере корпуса 4, величина которого контролируется манометром 7. Параллельно перемещается поршень 2 в сторону обрабатываемой детали до прикосновения, при этом увеличивается прижимная сила, величина которой прямо пропорциональна величине давления в рабочей камере. При достижении требуемой силы прижатия инструмента 1 к обрабатываемой детали вращения маховика 6 прекращают, и устройству придают поступательное движение параллельно оси вращения.
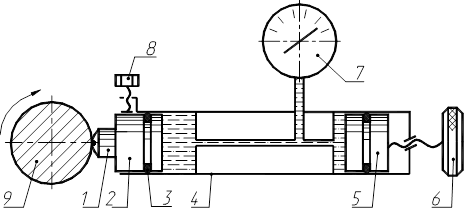
Рис. 1.16. Устройство для выглаживания
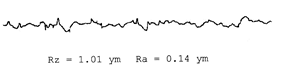
Шероховатость поверхности заготовки после алмазного выглаживания может быть уменьшена приблизительно в десять раз. Упрочнение проявляется в приросте микротвердости поверхности для незакаленных сталей на 30...50%, для закаленных на 10...30%. В поверхностном слое формируется благоприятные для эксплуатационных свойств остаточные напряжения сжатия [7, 29]. Таким образом поверхность получается более гладкой, чем при полировании R авыглаж =0,08…0,32 мкм.
Но как была сказано вначале данного раздела, гладкая поверхность не совсем идеальна для работы в паре с манжетой, так как в процессе работы будет повышена адгезионная составляющая силы трения. В процессе обработки на поверхности вала должен формироваться определенный микрорельеф, позволяющий создавать эффект гидродинамического трения.
Ю.Г. Шнейдер провел комплекс работ [35], направленных на повышение герметичности работы манжетных уплотнений путем нанесения на вал определенного микрорельефа методами ППД. На рис. 1.17. показана схема обработки, позволяющей наносить на подманжетную шейку вала микрорельеф в виде синусоидальных канавок.
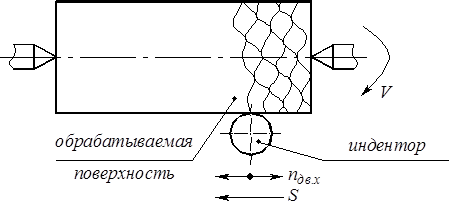
Рис. 1.17. Схема нанесения микрорельефа по Ю.Г. Шнейдеру
Обработка осуществляется также, как и при обработке устройством, показанным на рис. 1.16, но в процессе обработки инструменту (индентору) придают колебательные движения в направлении подачи. Испытания, выполненные на машине СМЦ-2, подтвердили повышение надежности работы манжетных уплотнений, работающих в паре с шейками валов, обработанных данным способом (результаты исследований приведены в следующей главе).
Для увеличения эффективности возникающего при работе гидродинамического эффекта было разработано новое устройство для вибровыглаживания, позволяющее наносить регулярный микрорельеф, отличный от предыдущего. На рис. 1.18 представлены два вида разработанного устройства. На рис. 1.19 показан третий вид. На рис. 1.21,а показан вид рельефа образуемого при помощи разработанного устройства, на рис. 1.21,б – рельеф, образуемый при использовании обычных устройств.
Устройство для вибровыглаживания содержит корпус 1, с размещенным в нем штоком2, на котором установлена скоба 3 с двумя прикрепленными к ней параллельными упругими пластинами 4. Между пластинами 4 размещена державка 5, несущая инструмент 6. Скоба 3 закреплена на штоке с помощью болта 7 с возможностью разворота относительно оси штока, на котором размещена шпонка 8, препятствующая его развороту в отверстии корпуса. Колебания инструмента осуществляются с помощью привода, включающего электродвигатель 9, эксцентрик 10, воздействующий на рычаг 11. Скобу 3 разворачивают относительно оси штока на угол a, образуемый между опорной плоскостью державки корпуса устройства и плоскостью упругой пластины (рис. 1.19).
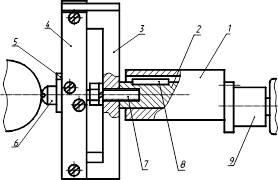
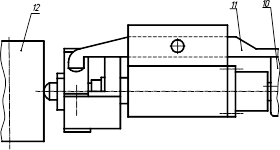
Рис. 1.18. Схема устройства для вибровыглаживания(а) и известного (б)способов вибровыглаживания
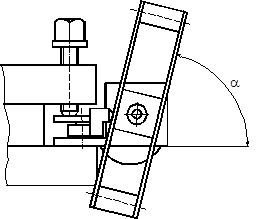
Рис. 1.19. Форма микрорельефа, образуемого при использовании нового
В процессе обработки детали 12 задают вращение, а устройство, корпус которого закрепляют в резцедержателе токарного станка, поступательно перемещают в направлении подачи вдоль оси детали. При этом инструменту 6 задают колебательное движение под углом к образующей линии детали. Образуемый рельеф представляет собой наклонную к образующей линии детали синусоиду (рис. 1.20,а), в отличии от обычного рельефа в виде симметричной синусоиды (рис. 1.20, б, рис. 1.17). Такой рельеф, как известно, способствует проявлению насосного эффекта, за счет чего смазка удерживается в сопряжении и возвращается в герметизируемую полость.
Однако алмазное выглаживание не подучило достаточно широкого соответствующего эффективности процесса использования в машиностроении. Это обусловлено в частности недостаточным уровнем исследований процесса. В научно-технической литературе отсутствуют удобные для практического использования формулы по расчету оптимальных режимов обработки, не представлены универсальные зависимости, связывающие режимы обработки с выходными параметрами качества поверхности изделия. Также, следует отметить, что предложенные методы менее производительны, чем традиционно принятые – шлифование, полирование при которых процесс обработки осуществляется без продольной подачи, благодаря тому, что ширина инструмента перекрывает всю зону обработки.

Рис. 1.20. Форма микрорельефа, образуемого при использовании нового (а) и известного (б)способов вибровыглаживания
Задача существенного повышения производительности обработки при выглаживании подманжетных шеек шпинделей решена путем разработки нового способа обработки цилиндрическим инструментом из композита или твердого сплава с длиной рабочей поверхности 15...20 мм. Способ предусматривает установку оси цилиндрической поверхности инструмента параллельно оси заготовки. Обработка ведется без продольной подачи путем охвата инструментам всей длины обрабатываемой поверхности.
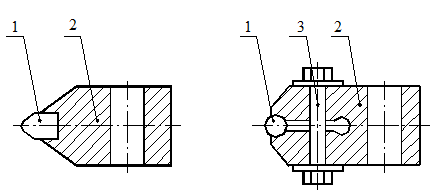
При разработке конструкции инструмента решалась задача точного прилегания инструмента по всей длине обрабатываемой поверхности. Эта задача решена путем шарнирной установки инструмента. Инструмент устанавливается параллельно оси заготовки. На рис. 1.21. представлена конструкция выглаживающей головки, позволяющей обеспечить такую установку. Инструмент, который содержит выглаживающий элемент 1 и несущую ее державку 2 с отверстием, с помощью пальца 3 шарнирно устанавливается на скобе 4, которая закрепляется на оправке для выглаживания. С учетом применения различных материалов рабочей части выглаживающего элемента были разработаны два типа инструментов, отличающиеся типом крепления выглаживающего элемента: с паянным и механическим креплением.
Данная конструкция выглаживающей головки позволяет за счет шарнирной установки инструмента обеспечивать его самоустановку относительно обрабатываемой поверхности.
На рис 1.21, а представлена конструкция инструмента с паянным креплением выглаживающего элемента 1 к державке 2. На рис. 1.21,б представлена конструкция инструмента с механическим креплением выглаживающего инструмента. В этом случае выглаживающий элемент 1 крепится к державке 2, имеющей разрезную форму с помощью болтового соединения 3.
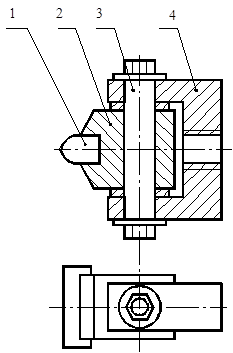
Рис. 1.20. Схема крепления широкого самоустанавливающегося инструмента
а) б)
Рис. 1.21. Схемы широких самоустанавливающихся инструментов:
а) с паянным креплением выглаживающего элемента;
б) с механическим креплением
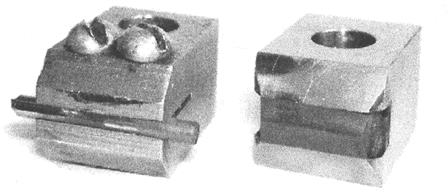
На рис. 1.22. показан внешний вид широких самоустанавливающихся выглаживателей (а – с механическим креплением, б – с паянным креплением).
а) б)
Рис. 1.22. Широкие самоустанавливающиеся инструменты:
а) с механическим креплением;
б) с паянным креплением выглаживающего элемента.
Для выполнения обработки детали широким самоустанавливающимся выглаживателем достаточно совершить 3-5 оборотов. Учитывая это обстоятельство, можно рассчитать степень повышения производительности обработки при использовании нового способа по сравнению с обычным выглаживанием.
Число оборотов, которое совершает деталь при обычном выглаживании составляет:
![]() ,(1.4)
,(1.4)
где l – длина обрабатываемой поверхности, измеренная вдоль оси заготовки, S – величина продольной подачи на оборот заготовки.
Коэффициент, показывающий степень увеличения производительности:
![]() ,(1.5)
,(1.5)
где n2 – число оборотов детали при обработке по новому способу.
Приняв l = 15 мм , S = 0,07 мм /об , n2 = 3, получим КП = 71. Таким образом при использовании предложенного способа выглаживания производительность может быть повышена в десятки раз, что позволяет внедрять его в массовое производство.
Разработанная конструкция устройства позволяет обеспечить самоустановку инструмента относительно обрабатываемой поверхности. Экспериментальные исследования подтвердили эффективность способа не только в отношении производительности, но и в отношении качества обработки. При обычном выглаживании обработанная поверхность имеет характер резьбы. Профиль такой поверхности образуется пересечением радиусных следов инструмента, в результате чего формируются неровности с шагом, равным подаче на оборот. Формирование поверхности по новому способу осуществляется по методу копирования, что исключает упомянутые недостатки обычного выглаживания. Эксперименты показали, что по параметру Ra шероховатость поверхности, обработанной по новому способу, оказалась в 1,5...2 раза ниже чем, при выглаживании с продольной подачей. Так же следует отметить, что из-за значительного снижения пути, проходимого инструментом в процессе обработки при новом способе, в качестве рабочей части выглаживателя можно применять менее стойкие и менее дешевые материалы, чем алмаз (композит, твердые сплавы).
Процесс выглаживания широким самоустанавливающимся инструментом сальниковых шеек коленчатых валов был внедрен в Механосборочное производство ОАО «АвтоВАЗ». Был модернизирован полировальный станок фирмы «Нагель» (код 012.071.32), в результате чего были заменены рычаги для прижатия полировальной ленты к обрабатываемой поверхности, на рычаги для прижатия выглаживателей (см. рис. 1.23).
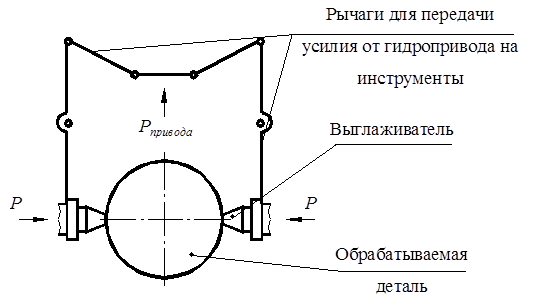
Рис. 1.23. Схема обработки широкими самоустанавливающимися выглаживателями
Обработка сразу двумя инструментами дает ряд преимуществ:
– позволяет в двое сократить время обработки (при обработке сальниковых шеек на ВАЗе данным способом необходимая шероховатость Ra=0,2…0,4 достигалась за 1…2 оборота детали)
– соосные силы (Р=16…12 кН), действующие от инструментов на обрабатываемую деталь, компенсируются и предотвращают деформацию заготовки.
1.2 Разработка способа обработки для нанесения микрорельефа на сальниковые шейки деталей ВАЗ
Проанализировав требования, предъявляемые к поверхности вала под манжетное уплотнение (см. п. 1.2.) предлагается новый метод обработки – выглаживание широким самоустанавливающимся инструментом с наложением колебаний. Данный метод обработки схематично изображено на рис. 1.24.
Сущность данного метода обработки заключается в следующем: цилиндрический инструмент (выглаживатель) 2, длина образующей которого больше ширины обрабатываемой поверхности, поджимают с постоянной силой к обрабатываемой детали 1, и его ось качают вокруг оси, проходящей по нормали к обрабатываемой поверхности через центр пятна контакта, а детали придают вращательное движение.
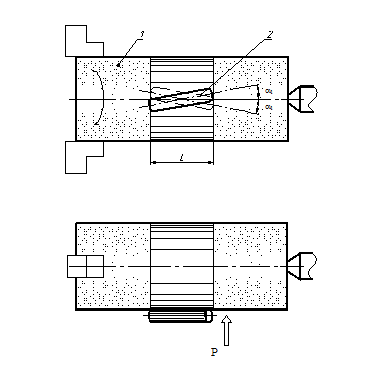
Рис. 1.24. Способ отделочно-упрочняющей обработки широким самоустанавливающимся инструментом
В отличие от ранее предложенного способа широкого выглаживания (см. пункт 1.2), колебания инструмента по предложенной схеме дает ряд преимуществ: решается проблема возникновения погрешности при установе (тяжело установить инструмент точно параллельно горизонтали), потому что при колебании инструмент обязательно будет находится в определенный момент в горизонтальном положении, решается проблема образования большой волны перед инструментом, а также на поверхности вала образуется микрорельеф в виде наклонных к оси деталей канавок, глубина которых увеличивается от периферии обработанной поверхности к центру пятна контакта инструмента и детали в процессе обработки. Данный способ наряду с упрочнением реализует эффект гидродинамического трения, что повышает износостойкость уплотнительных узлов, а также в месте контакта манжеты и вала будет создаваться гидронапор в сторону герметизирующей полости, который снижает давление рабочей среды на кромку манжеты и «вымывает» частицы износа и абразива из зоны контакта манжеты с валом см. рис. 1.25.
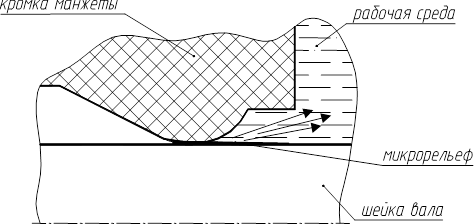
Рис. 1.25. Схема работы полученного микрорельефа в процессе эксплуптации
Так как обработка производится широкими выглаживателями, данный метод имеет высокую производительность и может использоваться в массовом производстве. При этом процесс обработки может производится не одним а несколькими инструментами, которые могут располагаться как равномерно так и неравномерно по окружности обрабатываемой детали, могут работать синхронно или асинхронно друг относительно друга. В зависимости от этих факторов на поверхности будет формироваться определенный микрорельеф, практическая реализация всевозможных схем выглаживания для оценки получаемого рельефа в условия производства имеет очевидную экономическую невыгоду, поэтому гораздо целесообразнее заранее аналитически предсказать, какой микрорельеф сформируется на обработанной поверхности, такой подход решения поставленной задачи способна реализовать современная вычислительная техника. Поэтому в последующих главах будет разработана математическая модель, реализовав которую на компьютере, появится возможность моделировать процесс обработки вне условиях производства.
2. Качество и эксплутационные свойства деталей, обработанных ППД
2.1 Анализ микрогеометрии поверхности, обработанной ППД
Микрогеометрия поверхности оказывает большое влияние на эксплуатационные свойства деталей машин. При снижении шероховатости растет предел выносливости, износостойкость и сопротивляемость поверхностному выкрашиванию. Исследованием качества обрабатываемой поверхности, а также вопросами конструкции и технологии обработки методами ППД посвящены работы П.Г. Алексеева, М.А. Балтер, В.А. Белова, В.М. Браславсого, Е.Г. Коновалова и В.А. Сидеренко, И.В. Кудрявцева, А.А. Маталина, Д.Д. Папшева, Ю.Г. Проскурякова, Л.М. Школьника и В.И. Шахова, Ю.Г. Шнейдера и др.
В настоящее время известны многие качественные зависимости между условиями и результатами обработки ППД [35]. Э.В. Рыжков в своих работах [33] попытался проанализировать и обобщить труды вышеперечисленных ученых и выяснить какое влияние оказывает наиболее существенные параметры (сила деформирования, продольная подача, число проходов) обработки ППД на несущую способность поверхности. В результате выяснилось следующее:
По мере увеличения силы деформирования профиля на снижение исходных микронеровностей все большее относительное значение оказывает шероховатость инструмента, которая копируется на обрабатываемой поверхности. Соответствующие профилограммы приведены на рис. 2.1.
Исходная шероховатость инструмента определяет начальный участок кривой опорной поверхности обкатанной детали, причем в зависимости от соотношения шероховатостей инструмента и окончательно обработанной поверхности этот участок может иметь большую или меньшую протяженность. Процесс изменения кривой показан на рис 2.2 (кривые изображены в логарифмитических координатах). Достаточно четко различимы два участка, границей между которыми является линия А–А. Профиль опорной кривой слева определяет параметрами шероховатости инструмента, справа – исходными характеристиками качества поверхности и режимами ППД. По мере роста силы деформирования все большее относительное значение приобретает шероховатость индентора и, начиная с определенного момента, полностью определяет шероховатость поверхности обработанной детали.
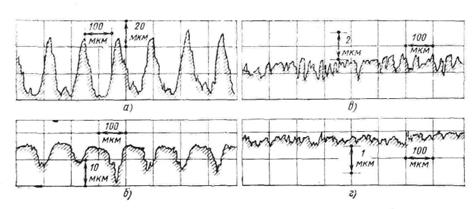
Рис. 2.1. Типовые профилограммы микронеровностей после отделочно-упрочняющей обработки в зависимости от сил деформирования:
a – P = 0; б – P = 60 кГс; в – P = 200 кГс; г – P = 300 кГс
При алмазном выглаживании с продольной подачей обработанная поверхность имеет характер резьбы. Профиль такой поверхности образуется пересечением радиусных следов инструмента, в результате чего формируются неровности с шагом, равным подаче на оборот. Поэтому уменьшение продольной подачи приводит к снижению обработанной поверхности.
Увеличения числа проходов (при обычном выглаживании) или числа циклов нагружения (при широком выглаживании) приводит к снижению шероховатости, однако сочетание больших усилий и количеств циклов нагружений (числа проходов) приводит к исчерпанию резерва пластичности материала и появлению дефектного слоя, что визуально определяется как «отшелушивание» на поверхности детали.
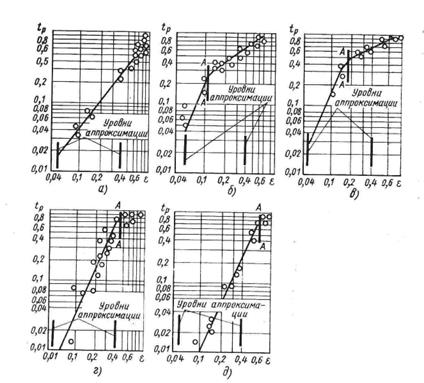
Рис. 2.2. Кривые относительной опорной длины профиля в зависимости от сил деформирования Р при отделочно-упрочняющей обработке:
a – P = 0; б – P = 60 кГс; в – P = 200 кГс; г – P = 300 кГс
Однако графические и экспериментальные зависимости недостаточно удобны при разработке технологических процессов, особенно, если при этом используют ЭВМ. Поэтоуму существует ряд аналитических зависимостей, определяющие исходную связь между параметрами и показателями обработки ППД [1, 3, 13].
2.2 Анализ влияния создаваемых микрорельефов при обработке ППД на качество работы уплотнительных узлов
В предыдущей главе был рассмотрен способ вибровыглаживания, предложенный Ю.Г. Шнейдором (см. рис. 1.16). Для оценки эффективности нанесения микрорельефа на подманжетные шейки валов данным способом был проведен ряд экспериментов [35]: уплотнительные пары вращательного движения монтировались на испытательном стенде из резиновых манжет типа УМА и сталь. И закаленных подманжетных втулок (50 HRC3 ), шлифованных до Ra = 0,32 мкм с последующим хромированием, а также вибровыглаженных с различными микрорельефами (см. рис. 1.19). Усилие пружин в манжетах составляло 11–12 Н. В испытательную камеру подавалось масло индустриальное 45 под давлением 0,4 МПа. Подманжетные втулки прирабатывались на стенде в течение 40 ч; стендовые испытания длились 160 ч. при восьмичасовой сменности. Герметичность характеризовалась величиной утечек масла через уплотнения.
При исследовании контактного взаимодействия сопряжения манжеты с валом было установлено, что оно характеризуется толщиной разделительной смазочной пленки, гидроплотностью, коэффициентом трения и температурой рабочей кромки манжеты. Проверка теоретических формул была проведена с одновременной регистрацией на осциллографической пленке скорости скольжения, силы трения, температуры масла и рабочей кромки манжеты, толщины смазочной пленки в диапазонах скоростей 0,1—20м/с, контактных давлений 0,3—2,0 МПа, температур рабочей кромки 80—160°С.
Контакт манжеты с вибровыглаженным валом характеризуется во всем диапазоне скоростей и давлений образованием стабильной разделительной смазочной пленки и циркуляцией масла в зазоре, уменьшенной тепловой и механической напряженностью, отсутствием крутильных колебаний рабочей кромки.
Сколь существенно влияние микрорельефа рабочей поверхности металлического контртела на гидроплотность и износостойкость соединения можно видеть из примеров на рис. 2.3. Объем утечки смазки в зависимости от микрорельефа вибровыглажанных подманжетных втулок изменялся от 39 до 310,5 см8 , однако во всех случаях был меньшим, чем у пар со шлифованной и хромированной втулками ( V = 357,5 см3 ). При этом была выявлена несостоятельность практики нормирования лишь высоты неровностей рабочих поверхностей металлического контртела. Несравнимо большее значение имеет форма микронеровностей и их расположение. Пары со шлифованными до Ra = 0,32 мкм втулками были наименее герметичными ( V = 337,5 см3 ), в то время как вибровыглаживание с Ra = 2,5 мкм обеспечили наилучшую герметичность ( V = 39 см3 ). Характерно, что пары с наилучшей герметичностью оказались и наиболее износостойкими. По-видимому, образующийся при вибровыглаживании микрорельеф с неровностями относительно большей высоты ( Ra = 10 мкм) по сравнению со шлифованием (Ra = 1,88 мкм), а также пологой формой ( r = 2580 мкм, при шлифовании s = 39,4 мкм) и с большим шагом (s = 712 мкм, при шлифовании s = 0,021 мм) благоприятен не только в отношении сопротивления износу, но и обеспечения герметичности.
В этом случае резина «затекает» во впадины микрорельефа, заполняя его и предотвращая тем самым протекание масла. Немаловажное значение имеет и лабиринтный характер взаиморасположения выступов и впадин поверхности образующейся при вибровыглаживании.

Рис. 2.3. Зависимость величины накопленных утечек V от длительности t испытаний уплотнительной пары вращательного движения; подманжетные втулки обработаны: 1 – шлифованием; 2-4– вибронакатывание
Таким образом, оптимизация микрорельефа рабочих поверхностей металлических деталей гидроуплотнительных пар является радикальным средством повышения их герметичности.
2.3 Факторы, обеспечивающие возникновение остаточных напряжений сжатия и повышение микротвердости поверхности, обработанных ППД
Долговечность работы подманжетной шейки вала во многом зависит от величины остаточных напряжений, глубины и степени упрочнения поверхностного слоя. Поэтому определение этих физико-механических параметров является важной задачей при проектировании технологии изготовления конкретных деталей.
Упрочнение поверхностного слоя детали при различных видах обработки зависит от силового и температурного факторов. Так как в работе Коршунова В. Я. [16, 18] рассматривается процесс упрочнения, связанный с технологией поверхностного пластического деформирования (ППД), который характеризуется сравнительно малыми температурами (100—150°С), основное внимание уделено действию силового фактора.
При пластической деформации происходит раздробление кристаллов на фрагменты и блоки с большими искажениями кристаллической решетки на их границах. Границы фрагментов и блоков служат препятствием для сдвиговой деформации, и с увеличением количества фрагментов и блоков соответственно возрастает и число границ, около которых задерживаются дислокации. Увеличение степени разориентировки фрагментов и блоков дополнительно повышает сопротивление границ прохождению через них дислокаций, что также увеличивает сопротивление деформированию. Это является основной причиной упрочнения металлов при пластической деформации.
Эффективность упрочнения алмазным выглаживанием во многом зависит от правильного выбора основных его параметров. Рекомендуемый радиус сферы связан с твердостью выглаживаемой поверхности. При выглаживании стальных закаленных деталей этот радиус не должен превышать 1,5 мм. Для деталей, твердость которых меньше и лежит в пределах HRC 35…50, радиус R выглаживателя должен составлять 1,5 – 2,5 мм. Для других сталей и цветных сплавов радиус может быть увеличен до 2,5 – 3 мм.
При увеличении подачи сокращается число повторных деформаций, что должно вызвать снижение поверхностной твердости. Однако при обкатывании закаленных сталей шаром диаметром 5 – 10 мм подача изменяется от 0,06 до 0,12 мм/об, а при выглаживании алмазом с радиусом сферы 1,0 – 2,5 мм подача изменяется от 0,03 до 0,09 мм/об, что мало влияет на эффективность упрочнения [16]. Дальнейшее увеличение подачи уменьшает повышение твердости. Это особенно заметно при обкатывании шаром диаметром 5 мм с подачей 0,3 мм/об и при алмазном выглаживании (R = 2 мм) с подачей 0,13 мм/об. Влияние подачи существенно зависит от размеров текущего очага деформации, определяемого контактным давлением, свойствами материала и размерами деформирующего инструмента. с уменьшением текущего очага деформации, происходящего при снижении давления, с повышением твердости материала и с уменьшением размеров инструмента влияние подачи возрастает и при ее увеличении прирост поверхностной твердости заметно снижается. В частности, уменьшением очага деформации при обработке закаленных сталей объясняется и более сильное влияние подачи на поверхностную твердость по сравнению с ее влиянием при обработке мягких сталей.
При увеличении рабочих ходов (числа циклов нагружения при широком выгдаживании) соответственно возрастает количество повторных деформаций, приводящих к изменению поверхностной твердости. Однако влияние дополнительных рабочих ходов следует рассматривать с учетом давления и подачи. Если давление ниже оптимального, то повторные рабочие ходы (до определенного числа) повышают поверхностную твердость. При этом допустимое, с точки зрения упрочнения, число рабочих ходов тем больше, тем ниже давление. При оптимальном давлении уже после второго-третьего рабочего хода прекращается повышение твердости.
Изменение скорости обработки от низких значений до 200 м/мин не оказывает существенного влияния на увеличение поверхностной твердости. Поэтому распространено мнение, что эффективность упрочнения не зависит от скорости. Действительно, при увеличении скорости от 8 – 12 до 160 – 180 м/мин прирост твердости оказался незначительным. Однако наиболее важным является изменение градиента наклепа. С увеличением скорости градиент наклепа растет, а глубина имеет тенденцию к снижению.
Процесс упрочнения деталей ППД влечет за собой упруго-пластическое деформирование поверхностного слоя. Поэтому необходимым требованием упрочнения является способность поверхностного слоя обладать определенными упругими и пластическими характеристиками. Материалы, имеющие хорошую пластичность (свинец, цинк и др.), в результате деформации получают наклеп, но сколь-нибудь заметных остаточных напряжений (об остаточных напряжениях см.ниже) в поверхностном слое создать не удается. И наоборот, материалы, обладающие высокой упругостью при малой пастичности (стекло, частично чугун, резина и др.), невозможно упрочнять поверхностным наклепом.
На рис. 2.4, где показаны изменения прочностных характеристик материала в зависимости от степени наклепа. Заштрихованная площадь М является областью возможного наклепа. В точке А наступает так называемый перенаклеп (начинается шелушение и отслаивание поверхностного наклепанного слоя), когда материал исчерпывает свои пластические свойства и начинается разупрочнение.
Расчетное определение глубины наклепанного при ППД слоя для материала с однородной структурой по сечению детали производится по следующим уравнениям [24]:
![]() ;
;
![]() , где
, где ![]() ;
;
![]() , где
, где ![]() ;
; ![]() ;
;
![]() , где
, где![]() ;
;
![]() ,
,
где Р – усилие при ППД; s S – предел текучести упрочняемого материала; R – приведенный радиус кривизны в месте контакта; D П – приведенный диаметр; a ,А – коэффициенты, учитывающие кривизну инструмента и детали; Н – твердость по Бринеллю; D – диаметр шарика; Е – модуль упругости, R 1 , R 2 – радиусы сопряженных цилиндров; К – коэффициент, учитывающий влияние размеров детали и обрабатываемого материала; F – площадь контакта.
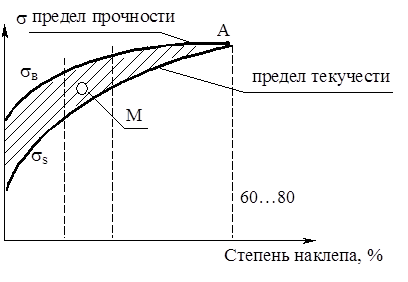
Рис. 2.4. Диаграмма влияния степени наклепа на прочностные характеристики детали
3. Экспериментальные исследования процесса обработки выглаживанием широким самоустанавливающимся инструментом
3.1 Выявление зависимости между основными параметрами обработки и качеством обработанной поверхности по критерию шероховатости
Для оценки эффективности способа обработки выглыжаванием шиорким самоустанавливающимся инструментом (см. рис. 1.20-1.23) была отобрана партия коленчатых валов 2112-1005020 в количестве 5 шт. из высокопрочного чугуна ВЧ75-50-03 с твердостью обрабатываемых поверхностей 45HRC, взятых после окончательного шлифования, и обработана данным способом на модернизированном станке механосборочного производства ОАО «АвтоВАЗ» фирмы «Нагель» 30.012.724.32. Обработке подверглись шейки коленчатого вала под манжетное уплотнение (Æ28 мм и Æ80 мм) при частоте вращения заготовки 100 об/мин. Обработанные поверхности подверглись замерам на шероховатость и некруглость в метрологическом зале корпуса 15/2 МСП (замер шероховатости осуществлялся на профилометре-профилографе PerthenSI0 D (зав. № 6564), замер на некруглость – Талиценте Taylor-Hobson (зав. № 112/1322-217А)) результаты измерений представлены в таблице 3.1 и приложении 1. В результате обработки была достигнута шероховатость, находящаяся в пределах поля допуска технических требований на данные поверхности по чертежу детали: Ra 0.2…0.4 мкм. Остальные технические требования к обрабатываемым поверхностям также находятся в рамках, заданных конструктором на чертеже.
Для нахождения оптимальных параметров предложенный метод обработки был проведен в производственных условиях двухфакторный многоуровневый эксперимент (52 ). При обработке полученных данных при проведении эксперимента были найдены оптимальные параметры обработки процесса (при выглаживании шейки Æ 28 мм оптимальной силой прижатия инструментов является F=6350 Н, число совершаемых оборотов детали в процессе обработки N=8; при обработки шейки Æ 80 мм – F=9000 Н, N=6). Также была получена полиномиальная зависимость влияния основных параметров обработки (F, N) на шероховатость обработанной поверхности:
при обработке шейки Æ28 мм :
![]() ,
,
а при обработке шейки Æ80 мм :
![]() ,
,
где F – нагрузка, прикладываемая к каждому инструменту, Н (X 1 ); N – число совершаемых оборотов детали в процессе обработки, об (X 2 ).
Более подробные результаты эксперимента представлены в [4, 34].
Таблица 3.1
Результаты замеров обработанных поверхностей
детали |
ДиаметрШейки, мм |
Ra, мкм (исходная) |
Режимы обработки | Результаты | |||
| Q кгс/см2 | F, Н | N | Ra, мкм | , мм | |||
| 1 | Æ28 | 0.93 | 20 | 6800 | 10 | 0.26 | 0.0024 |
| Æ80 | 0.5 | 15 | 4500 | 10 | 0.26 | 0.0018 | |
| 2 | Æ28 | 0.9 | 35 | 12000 | 2.5 | 0.28 | 0.0022 |
| Æ80 | 0.55 | 25 | 7500 | 2.5 | 0.27 | 0.0019 | |
| 3 | Æ28 | 0.87 | 25 | 8500 | 5 | 0.24 | 0.0027 |
| Æ80 | 0.52 | 20 | 6000 | 5 | 0.27 | 0.002 | |
| 4 | Æ28 | 0.94 | 25 | 8500 | 9 | 0.23 | 0.002 |
| Æ80 | 0.55 | 20 | 6000 | 9 | 0.24 | 0.0016 | |
| 5 | Æ28 | 0.91 | 35 | 12000 | 3 | 0.25 | 0.0014 |
| Æ80 | 0.58 | 30 | 8900 | 3 | 0.28 | 0.0019 | |
| где F – сила прикладываемая к инструментам; N – число совершаемых оборотов за время обработки (для широкого выглаживания); Ra – шероховатость обработанной поверхности; Q – давление в гидросистеме. | |||||||
3.2 Экспериментальные исследования изменения микротвердости в приповерхностном слое обработанной детали
Для исследования изменения микротвердости приповерхностном слое шеек коленчатого вала обработанных широким выглаживанием были отобраны валы, сальниковые шейки которых обработанны при следующих режимах: Æ80 мм – сила прижатия инструмента к обрабатываемой поверхности 12000 Н , за время обработки было совершено 3 оборота детали; Æ28 мм – сила прижатия инструмента к обрабатываемой поверхности 8900 Н , за время обработки было совершено 3 оборота детали. Замеры микротвердости осуществлялись на микротвердомере ПМТ-3. Результаты измерений представлены на рис. 3.2.
Таблица 3.2
Распределение микротвердости в приповерхностном слое детали, обработанной широким выглаживанием
| Глубина измерения, мкм | Значение микротвердости шейки Æ28 мм | Глубина измерения, мкм | Значение микротвердости шейки Æ80 мм |
| 30 | 1005 | 30 | 752 |
| 60 | 891 | 60 | 677 |
| 90 | 752 | 90 | 612 |
| 120 | 713 | 120 | 412 |
| 150 | 643 | 150 | 396 |
| 180 | 328 | 180 | 353 |
| 210 | 317 | 210 | 353 |
| 240 | 317 | 240 | 317 |
| 270 | 317 | 270 | 317 |
| 300 | 317 | 300 | 317 |
Из таблицы 3.2. видно что обработка выглаживанием дает прирост твердости на поверхности в 2…3 раза, при том, упрочнение шейки Æ28 мм происходит более эффективно, это связано с тем, что скорость обработки данной шейки меньше, чем при обработке шейки Æ80 мм (вопрос о влиянии скорости выглаживания на прирост твердости обработанной поверхности рассмотрен в п. 2.3).
3.3 Испытания инструментов на стойкость при широком выглаживании
Для широкого внедрения процесса выглаживания массовое в производство важно изыскать более дешевые и легко обрабатываемые инструментальные материалы. Инструментом для классического (с продольной подачей) выглаживания является алмаз (около ¾ карата) с тщательно доведенной рабочей сферической частью (радиус сферы 1,2 – 1,3 мм). Он вдавливается в обрабатываемую поверхность и при перемещении вдоль нее улучшает чистоту поверхности за счет пластического течения металла, а также упрочняет поверхностный слой детали. Алмаз отличается высокой стойкостью, однако, его экономически нецелесообразно использовать при изготовлении широких выглаживатель, так как он очень дорог, а затраты на инструментальный материал при изготовлении широких выглаживателей гораздо больше, чем при изготовлении классических.
Для этого был проанализирован ряд инструментальных материалов: титанокобальтовые – Т30К4, Т15К6, Т14К8, Т5К10, вольфрамокобальтовые – ВК2, ВК3М, ВК4, ВК6М, ВК8 и титанотанталокобальтовые свердые сплавы – ТТ10К8А, ТТ10К8Б, минералокерамика ЦМ-332 [23]. С точки зрения доступности и распространенности особый интерес представляют такие сплавы как: Т14К8, Т30К4, ВК8, ВК6. Был проведен ряд экспериментов на стойкость данных материалов, который выявил, что наиболее экономически эффективно применять в качества инструментального материала при изготовлении широких выглаживателей вольфрамокобальтовые твердые сплавы ВК8, ВК6. Титанокобальтовые сплавы обладает несколько большей износостойкостью, чем вольфрамокобальтовые, однако они и более хрупкие в результате чего чаще подвергались разрушению («подвергались выкрашиванию»), в то время как вольфрамокобальтовые сплавы стояли до полного износа и после доводки алмазной пастой могли использоваться повторно.
Сплав ВК8 на данный момент времени используется в качестве основного материала при изготовлении широких выглаживателей и был использован для проведения стойкостных испытаний в производственных условиях. Испытания на стойкость проводились при следующих условиях:
- обработке подвергались сальниковые шейки коленчатого вала 2112-1005020 (см. п. 3.1.);
- параметры обработки – сила прижатия каждого инструмента к обрабатываемой поверхности 8000 Н , за время обработки совершалось 3 оборота детали;
- исходная шероховатость на шейки Æ28 мм – Ra=1,2…1,5 мкм, на шейки Æ80 мм – Ra=0,8…0,9 мкм;
- износостойкость оценивалась в метрах пройденного пути инструментами за общее время обработки, критерием износа инструмента считался выход шероховатости обработанной детали за рамки допуска.
Результаты испытаний представлены на рис. 3.1-3.2. График 1 на обоих рисунках обозначает сплав ВК8 без покрытий. Обработка велась с подачей СОЖ РЖ8. График 2 обозначает сплав ВК8 с напылением нитрида титана. График 3 обозначает сплав ВК8 с напылением нитрида титана в условиях ассистирования газовой плазмой.
Из графиков видно, что инструменты простояли достаточно долгое время (около 1200 деталей, что соответствует 3 сменам работы и весьма приемлемо для массового производства). Однако инструментам требуется некоторое время для приработки, что явно выражено на всех графиках.

Рис. 3.1. Результаты стойкостных испытаний при обработке шейки Æ80 мм:
1 – ВК8; 2 – ВК8 с напылением TiN, 3 – ВК8 с напылением TiN в условиях ассистирования газовой плазмой;
НД – нижний допуск по шероховатости; ВД – нижний допуск по шероховатости
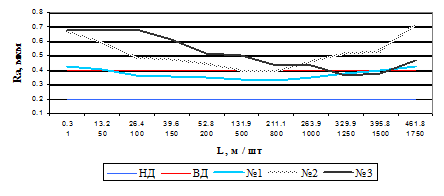
Рис. 3.2. Результаты стойкостных испытаний при обработке шейки Æ80 мм:
1 – ВК8; 2 – ВК8 с напылением TiN, 3 – ВК8 с напылением TiN в условиях ассистирования газовой плазмой;
НД – нижний допуск по шероховатости; ВД – нижний допуск по шероховатости
В целом эксперимент проходил в 3 этапа.
На первом этапе использовались инструменты, рабочая часть которых изготовлена из твердого сплава ВК8 (радиус рабочей части инструмента R»1,5 мм, шероховатость Ra=0,06…0,07 мкм). На данном этапе были получены весьма приемлимые результаты. Стойкость инструментов, как уже было сказано, составила около 1200 деталей.
На втором этапе была поставлена задача – повысить стойкость инструментов и попытаться провести процесс обработки без СОЖ путем нанесения на поверхность инструмента износостойкого покрытия нитрида титана TiN. Покрытие наносилось при следующих условиях: предварительная очистка поверхностей осуществлялась аргоном, температура окружающий среды при нанесении покрытий составляла 450°С, конденсация титана происходила с двух катодов в течении 40 минут. Азот подавался в камеру в виде газа N2 и ионизировался на поверхности титана. Глубина покрытия при этом достигала до 6 мкм. Результаты испытаний оказались неудовлетворительными. Это можно объяснить наличием так называемой «капельной фазы» при нанесении покрытий на инструмент, в результате которой поверхность инструмента приобрела матовость и шероховатость повысилась до 0,1…0,12 мкм, что привело к необходимости очень длительного времени на приработку инструмента в процессе обработки (см. рис. 3.2-3.1 графики № 2).
Задачей 3 этапа было получение более гладкой поверхности рабочей части инструмента после нанесения покрытия. Это было достигнуто путем подачи в камеру, где происходил процесс нанесения покрытия TiN, азота не в виде газа N2 , а в виде ионов N+2 . В результате чего покрытие получалось более мелкозернистое, а «капельная фаза» протекала быстрее. Но это также не дало ожидаемого эффекта, хотя из графиков видно некоторое улучшение протекания процесса обработки. На всех графиках видно, что обработка шейки Æ28 мм протекает хуже, чем обработка шейки Æ80 мм. Это объясняется тем, что исходная шероховатость первой шейки хуже, чем у второй (см. усл. провед. эксперимента).
4. Разработка математической модели отделочно-упрочняющей обработки, наносящей микрорельеф на поверхность шеек валов.
4.1 Создание математической модели геометрического построения микрорельефа обработанной поверхности
Для того, чтобы произвести расчет предложенного метода обработки (см. рис. 1.24), предлагается следующий подход к решению данной задачи:
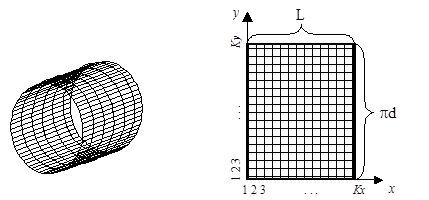
1. обрабатываемую шейку вала, которая является цилиндрической поверхностью разбить на Kx точек по ширине поверхности, и на Kу точек по окружности детали (см. рис. 4.1.а);
2. далее для упрощения расчета произвести развертку цилиндрической поверхности так, как показано на рис. 4.1.б;
а) б)
Рис. 4.1. Математическая модель обрабатываемой поверхности
Для того чтобы получить геометрию поверхности, необходимо рассчитать координаты каждой точки модели, представленной на рис. 4.1.б. Для более наглядного интерпретации результатов расчета целесообразнее представит результат в виде матрицы размером Кх ´Ку , где каждый элемент матрицы будет численно выражать координаты точки поверхности, относительно максимально углубленной точки в процесс ППД.
При разбиение цилиндрической развертки на точки (Кх ´Ку ) следует учесть, что необходимо возможно будет рассчитать геометрию после нескольких оборотов, тогда исходя из рис. 4.1.б., точки (1; 1¼Кх ) совпадут с точками (Ку ; 1¼Кх ), поэтому разбиение целесообразнее производить так, как показано на примере рис. 4.2.

Рис. 4.2. Пример представления цилиндрической развертки в виде матрицы
На рис 4.2 показан пример графической интерпретации матрицы размером 4´4. Очевидно, что для представления микропрофиля поверхности разбиение на такое количество точек неэффективно, значения Кх и Ку должны как минимум быть на порядок выше, но следует также учесть, что увеличение количества рассчитываемых точек приводит к более громоздким расчетам. Детальность расчета микропрофиля можно оценить величинами:
![]() ;(4.1)
;(4.1)
![]() ,(4.2)
,(4.2)
где Lр – ширина обрабатываемого участка, Kx– количество точек рассчитываемых по оси х , Kу– количество точек рассчитываемых по оси у , d – диаметр обрабатываемой детали, dx, dy – интервал между рассчитываемыми точками по оси х, у соответственно, мм.
Как видно из схемы обработки, целесообразнее расчету подвергать расчету геометрию поверхности показанной на рис. 4.3, так как другая часть обработанной поверхности будет идентична, но смещена по оси У на величину:
![]() ,(4.3)
,(4.3)
где w – частота колебания инструмента, Гц; Т – период колебания инструмента, с; n – частота вращения детали, об/c.
Поскоку значения Kx– количество точек рассчитываемых по оси х и Kу– количество точек рассчитываемых по оси у не отражают заранее дискретность расчета поверхности, то в качестве исходных данных изначально целесообразнее задавать следующие параметры:
![]() – шаг по ширине детали, мм;
– шаг по ширине детали, мм;
![]() – шаг по окружности детали, мм.
– шаг по окружности детали, мм.
Так как параметры Kx и Ky необходимы для проведения дальнейших расчетов, то их значения могут быть найдены по формулам:
![]() ,
,
где Lр – ширина обрабатываемого участка;
![]() ,
,
где d – диаметр обрабатываемой детали.
Используя все вышесказанное формулу 4.1 можно записать в виде:
![]() ,(4.4)
,(4.4)
где L – ширина рассчитываемого участка.
Из выше сказанного следует, что элементы матрицы, характеризующие геометрию поверхности обработанной детали численно выражают координаты точек по оси z см. рис. 4.4.

Рис. 4.3. Схема обработки с изображением области, подвергаемой расчету
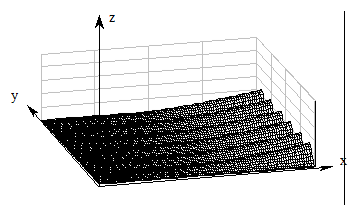
Рис. 4.4. Графическое представление элементов матрицы
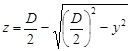
Поэтому для того, чтобы рассчитать глубину внедрения индентора, необходимо знать, в каком положении будет находиться инструмент относительно горизонтальной оси во время обработки рассчитываемой точки обрабатываемой поверхности. При этом нас интересуют только те точки инструмента, которые максимально приближены к оси детали (на рис. 4.3 эти точки лежат на оси инструмента), так как именно они будут максимально внедряться в обрабатываемую поверхность, формируя микрорельеф. Поэтому искомое положение инструмента в дальнейшем будем выражать в качестве координаты y, мм см. рис. 4.5.
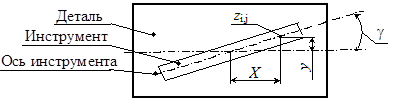
Рис. 4.5. Пояснительная схема к формуле 4.5
Для нахождения y можно использовать выражение:
![]() .(4.5)
.(4.5)
Учитывая то, что инструмент в процессе обработки совершает колебательные движения уравнение 4.5 можно представить в виде функции:
![]() ,(4.6)
,(4.6)
где ![]() – амплитуда колебания, мм; Х
– координата рассчитываемой точки по оси х; a – угол колебания инструмента относительно горизонтальной оси, град.; w – частота колебаний инструмента, Гц; NF –
начальная фаза колебания ( характеризует положение инструмента в начальный момент времени); t
– время, в которое определяется значение y
, с.
– амплитуда колебания, мм; Х
– координата рассчитываемой точки по оси х; a – угол колебания инструмента относительно горизонтальной оси, град.; w – частота колебаний инструмента, Гц; NF –
начальная фаза колебания ( характеризует положение инструмента в начальный момент времени); t
– время, в которое определяется значение y
, с.
Согласно схеме обработке (рис. 4.1.б), инструмент может совершать колебания относительно негоризонтальной оси, а относительно оси, находящейся под определенным углом ![]() , град. (рис. 4.6).
, град. (рис. 4.6).
Отрезок AB (рис. 4.6) характеризует интервал, на котором попадают в зону обработку точки с постоянной координатой по оси x равной X . Тогда, чтобы рассчитать значения у , можно задать положение точек инструмента участвующих в процессе обработки на отрезке AB гармоническим колебанием «точки» O согласно рис. 4.7 с амплитудой OA.
Поэтому уравнение 4.6. запишется в следующем виде:
![]() ,(4.7)
,(4.7)
где ![]() – параметр уравнения, вводимый из-за неравенства углов a
1
и a
2
;
– параметр уравнения, вводимый из-за неравенства углов a
1
и a
2
; ![]() – амплитуда колебания, мм; a
1
и a
2
– максимальное отклонения инструмента относительно горизонтальной оси в процессе колебания по часовой и против часовой стрелки соответственно, град.
– амплитуда колебания, мм; a
1
и a
2
– максимальное отклонения инструмента относительно горизонтальной оси в процессе колебания по часовой и против часовой стрелки соответственно, град.
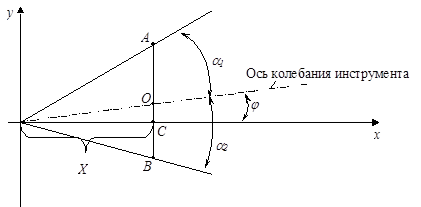
Рис. 4.6. Пояснительная схема для интерпретации колебания инструмента
Но расчет значения координаты y усложняется тем, что помимо колебания инструмента в процессе обработки имеет место вращательное движение детали. Зная частоту вращения детали и координаты рассчитываемой точки значение координаты y можно записать в следующем виде:
![]() ,(4.8)
,(4.8)
где Y – координата рассчитываемой точки по оси y
; ![]() – окружная скорость детали, мм/с; D
– диаметр детали, мм; n
– частота вращения детали об/с.
– окружная скорость детали, мм/с; D
– диаметр детали, мм; n
– частота вращения детали об/с.
Объединяя формулы 4.7 и 4.8 для расчета положения инструмента при обработке рассматриваемой точки можно воспользоваться следующей системой нелинейных уравнений:
![]() (4.9)
(4.9)
где y, t – неизвестные.
Анализируя систему нелинейных уравнений, можно прейти к выводу, что при отыскании ее решений может получиться несколько ответов, поскольку во втором уравнении системы присутствует периодическая тригонометрическая функция sin (см. рис. 4.7).
Для нахождения всех элементов матрицы, характеризующей развертку геометрии обработанной поверхности, систему уравнений 4.9 представится в следующем виде:
![]() ,(4.10)
,(4.10)
где ![]() – параметр уравнения, вводимый из-за неравенства углов a
1
и a
2
;
– параметр уравнения, вводимый из-за неравенства углов a
1
и a
2
; ![]() – амплитуда колебания, мм.
– амплитуда колебания, мм.

Рис. 4.7. Графическое решение системы 4.9 при: X =10 мм, Y =25 мм, n =20 об/с, w =50 Гц, a =5 град, D =2 мм, NF =0 рад
Для расчета координаты рассматриваемой точки используем выражение:
![]() ,(4.11)
,(4.11)
где i, j – индексы элементов матрицы.
Значение у непосредственно влияет на глубину внедрения индентора. Поэтому координату z обрабатываемой точки (см. рис. 4.8) можно определить из следующего выражения:
 (4.12)
(4.12)
Учитывая то обстоятельство, что в процессе обработки, каждая точка может обработаться не один, а несколько раз (данное высказывание следует из того, что нелинейная система уравнений 4.9 имеет несколько корней (см рис. 4.7) необходимо найти максимальное внедрение инструмента в обрабатываемую поверхность детали, подходя к этой задаче с математической точки зрения необходимо найти минимальные значения z i, j , так как они и будут формировать геометрию детали после обработки.
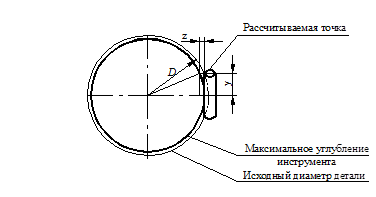
Рис. 4.8. Схема для вывода формулы 4.12
4.1.1 Алгоритм решения систем нелинейных уравнений численным методом
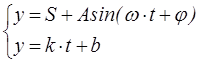
В повседневной жизни мы часто сталкиваемся со всякого рода колебательными процессами. При составлении их математических моделей в целях упрощения используется уравнение гармонических колебаний вида: y = S +A sin(w t +j ) или y = S +A cos(w t +j ). Система, описанная одним из этих уравнений, может находиться во взаимодействии с другой системой, но при этом даже если система описана линейным уравнением вида: y = k x +b, – возникают сложности при решении систем уравнений:
Существует множество различных пакетов прикладных программ, предназначенных для проведения математических и научно-технических расчетов. Прежде всего к ним следует отнести такие программы как Mathematica, MatLab, Maple, MathCad и др., но каждая из этих программ при решении систем нелинейных уравнений использует уже введенный разработчиками алгоритм, который сводится к использованию метода итерации, то есть нахождению решения с помощью последовательного приближения. Но такие встроенные алгоритмы универсальны и рассчитаны прежде всего на большой спектр разновидностей систем уравнений, носящих как линейный так и нелинейный характер, что замедляет их быстродействие и затрудняет их применение при громоздких циклических вычислениях. К недостатку также можно отнести и тот факт, что данные алгоритмы не всегда дают достоверный ответ, из-за универсальности их практически невозможно применять в некоторых частных случаях, о чем свидетельствует ряд проделанных расчетов в MathCad и MatLab.
В случае достаточно громоздких вычислений такая процедура занимает относительно много времени. Поэтому был разработан специальный алгоритм, позволяющий находить решение системы нелинейных уравнений с заданной точностью. Суть расчета заключается в постепенном приближении к истинному значению у методом итерации при изменении времени t . Структура данного алгоритма состоит из следующих этапов:
1. Определение значения параметра t уравнения, с которого начинается итерация (t нач =– b / k , с ) и области определения решения системы уравнения:
tлев = (S-A-b)/k-1/(20 × w ), с ;
t прав = (S+A-b)/k+1/(20 × w ), с (см. рис. 4.9).
Значение равное 1/(20 ×w ) (первоначальный шаг итерации)добавлено для расширения границ области поиска решения.
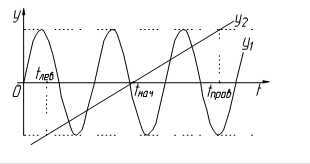
Рис. 4.9. Пояснительная схема к первому этапу итерации
3. Расчет вспомогательного коэффициента K при проверки выполнения условия: у1 ( t нач ) >у2 ( t нач ), см. рис. 4.10.
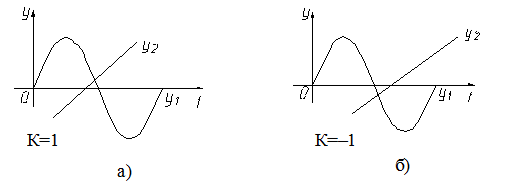
Рис. 4.10. Пояснительная схема к определению вспомогательного коэффициента К
4. Расчет начальной разности значений: ïу1 ( t нач )–у2 ( t нач ) ï.
4. Определение первоначального шага итерации ( dt =1/(20 w )) и приравнивание к текущему значению параметра t = t нач .
5. Нахождение значения у методом итерации в двух направлениях:
5.1. Проведение итерации в направлении оси абсцисс (см. рис. 4.11): идет приращение параметра t= t+ dt (первоначально t= tнач ).
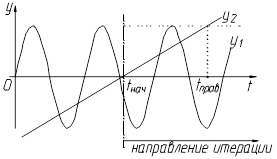
Рис. 4.11. Итерация в направлении оси абсцисс
Как видно из рис. 4.12 при первоначальном значении времени t
не выполняется условиеy2
>
y1
, то есть K
=1.
Приращение к параметру t
идет до тех пор, пока не выполнится условие К
×(y1
–y2
)<0, что означает переход через точку пересечения графиков. Далее совершаются следующие операции: t=
t-
dt
, dt=
dt/2
и проверяется условие: ![]() , где D
y
– точность расчета корней. Если последнее условие выполняется итерация прекращается и запоминается временное значение yврем1
=
y2
и tврем1
=
t
, в противном случае итерация продолжается с измененным значением dt
(см. рис. 4.12).
При этом необходимо следить чтобы значение параметра t
не вышло за пределы[tлев
,
tправ
].
, где D
y
– точность расчета корней. Если последнее условие выполняется итерация прекращается и запоминается временное значение yврем1
=
y2
и tврем1
=
t
, в противном случае итерация продолжается с измененным значением dt
(см. рис. 4.12).
При этом необходимо следить чтобы значение параметра t
не вышло за пределы[tлев
,
tправ
].
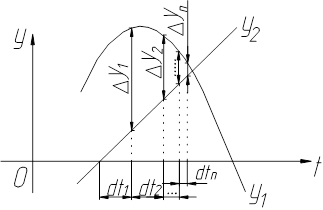
Рис. 4.12. Порядок проведения итерации
5.2. Проведение итерации в противоположном направлении оси абсцисс (см. рис. 4.13): идет уменьшение параметра t = t - dt (первоначально t = t нач ). При этом совершаются действия аналогичные, описанным на этапе 5.1. для отыскания решения системы уравнений.
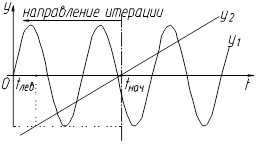
Рис. 4.13. Итерация в противоположном направлении оси абсцисс
6. Выбор необходимого решения из решений полученных на этпах. 5.1. и 5.2. путем отыскания из них решения с наименьшим значением y .
Таким образом, алгоритм программы обладает своего рода элементами искусственного интеллекта:
1) выбор начального шага итерации в блоках 9, 18 блок схемы (см. этап 4 вышеприведенного алгоритма);
2) выбор оптимального значения параметра t на начальном этапе итерации в блоках 9, 18 блок схемы;
4) мониторинг процесса итерации в целях предотвращения поиска решения за пределами области возможных решений системы нелинейных уравнений.
4) Изменение шага в процессе итерации для ускорения поиска решения.
По данному алгоритма была разработана блок схема и по которой написана программа на Delphi (см. приложение).
На базе данного алгоритма можно создавать алгоритмы для решения и других видов систем нелинейных уравнений, которые нельзя решить аналитически.
4.1.2 Алгоритм для расчета нескольких оборотов детали
В пункте 4.1 была представлена математическая модель для расчета геометрии поверхности, обработанной детали ППД по схеме, представленной на рис. 1.24. Но при расчетах был учтен только один оборот детали (один цикл нагружения), а этого может быть недостаточно для придания готовому изделию необходимых геометрических характеристик и физико-механических свойств. Поэтому необходимо усовершенствовать алгоритм расчета для того, чтобы он позволял рассчитать геометрию поверхности детали и после нескольких циклов нагружения.
Для того, чтобы рассчитать геометрию детали не при первом, а при втором и последующих циклах нагружения необходимо для расчета координаты рассматриваемой точки использовать выражение:
 ,(4.13)
,(4.13)
где pD – длина окружности обрабатываемой детали, мм; N цикла – число совершенных оборотов.
После второго оборота детали необходимо из двух рассчитанных матриц создать новую, которая состояла бы из элементов с минимальными значениями, то есть:
![]() ,(4.14)
,(4.14)
где ![]() – значение элемента матрицы, полученное после двух циклов нагружения, мм;
– значение элемента матрицы, полученное после двух циклов нагружения, мм; ![]() – значение элемента матрицы, полученное на первом обороте детали, мм;
– значение элемента матрицы, полученное на первом обороте детали, мм; ![]() – значение элемента матрицы, полученное на втором обороте детали, мм;
– значение элемента матрицы, полученное на втором обороте детали, мм;
Далее рассчитываются значения элементов матрицы, полученные на третьем обороте детали и сравниваются с ![]() и т.д. пока не будут учтены все циклы нагружения.
и т.д. пока не будут учтены все циклы нагружения.
Выбор минимального значения z i,j обоснован тем, что на базе минимальных значений элементов матрицы и будет формироваться геометрия обработанной детали, так как инструмент при этих значениях максимально внедряется в обрабатываемую поверхность.
Выражение 4.14 с учетом n циклов нагружения в общем виде можно записать следующим образом:
![]() ,(4.15)
,(4.15)
где ![]() – значение элемента матрицы, полученное после n
циклов нагружения, мм;
– значение элемента матрицы, полученное после n
циклов нагружения, мм; ![]() – значение элемента матрицы, полученное на n-1
обороте детали, мм;
– значение элемента матрицы, полученное на n-1
обороте детали, мм; ![]() – значение элемента матрицы, полученное на n-
м обороте детали, мм;
– значение элемента матрицы, полученное на n-
м обороте детали, мм;
Если необходимо найти кратность приложения нагрузки к каждой точке – k (k равно числу корней системы уравнений 4.10.), то можно воспользоваться следующим выражением:
![]() ,(4.16)
,(4.16)
где ![]() – значение кратности приложения нагрузки, полученное после n
оборотов;
– значение кратности приложения нагрузки, полученное после n
оборотов; ![]() – значение кратности приложения нагрузки, полученное на n-1
обороте детали;
– значение кратности приложения нагрузки, полученное на n-1
обороте детали; ![]() – значение кратности приложения нагрузки, полученное на n-
м обороте детали;
– значение кратности приложения нагрузки, полученное на n-
м обороте детали;
4.1.3 Алгоритм расчета с учетом многоинструментальной обработки
Во время обработки могут участвовать не один инструмент, а несколько (они колеблются с одинаковой частотой, но одни из них могут колебаться синхронно или асинхронно по сравнению с первым (базовым)). Данный расчет проводится после того, как будет рассчитана геометрия обработанной поверхности после совершения необходимого количества циклов нагружения от одного инструмента, если есть асинхронно работающие инструменты, то необходимо рассчитать геометрию, которую формирует данный инструмент (для этого в системе уравнений 4.10 необходимо, чтобы NF = p ).
Далее расчет основан на том, что каждый рассматриваемый инструмент если бы работал независимо (один), то формировал бы такую же поверхность, как и первый (базовый), но данная поверхность будет смещена по окружности детали относительно геометрии, которая могла бы быть получена работы первого инструмента от py точек:
![]() ,(4.17)
,(4.17)
где значение b берется согласно рис. 4.14.
Формирование окончательной поверхности при учете работы всех инструментов ведется аналогично, как в пункте 4.1.2 при учете нескольких оборотов детали.
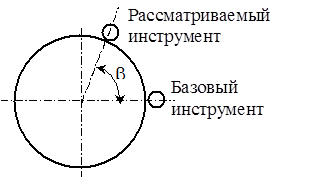
Рис. 4.14. Пояснительная схема к формуле 4.17
Тогда:
![]() , при i
³
Ky-py
;
, при i
³
Ky-py
;
![]() , при i
<
Ky-py
;
, при i
<
Ky-py
;
![]() , при i
³
Ky-py
;(4.18)
, при i
³
Ky-py
;(4.18)
![]() , при i
<
Ky-py
,
, при i
<
Ky-py
,
где при рассмотрении ![]() необходимо учесть синхронным или асинхронным является инструмент.
необходимо учесть синхронным или асинхронным является инструмент.
В результате расчетов мы имеем матрицу с элементами ![]() характеризующую геометрию поверхности. Также с учетом уравнений 4.16. и 4.18., можно сформировать матрицу с элементами k
i,
j
, характеризуя кратность приложения нагрузки к каждой точке обрабатываемой поверхности.
характеризующую геометрию поверхности. Также с учетом уравнений 4.16. и 4.18., можно сформировать матрицу с элементами k
i,
j
, характеризуя кратность приложения нагрузки к каждой точке обрабатываемой поверхности.
На основе приведенных расчетов была создана программа по расчету микропрофиля обработанной поверхности на языке программирования Delphi (см. приложение).
4.2 Внесение в математическую модель изменений, для учета физико-механических параметров обработки
При разработке механико-математической модели c учетом физико-механических параметров необходимо учесть динамические эффекты, а также достаточно развитые в окрестностях контактной зоны упругопластические деформации. Динамические задачи упругопластического взаимодействия тел изучены относительно слабо, что определяется сложностью их постановки и, зачастую, недостаточностью математических методов решения модельных краевых задач механики сплошной среды. Наибольшее продвижение в этой области связано с интенсивным развитием прямых численных методов и схем решения сложных физически нелинейных задач. Недостатками этих методов является их громоздкость и принципиальная ограниченность практических возможностей, связанная с уровнем используемой ЭВМ. Поэтому особо следует выделить актуальность использования аналитических методов, позволяющих анализировать решение задач и дающих в руки исследователя контрольные варианты для тестирования программных средств, реализующих численные алгоритмы и методы. Использование аналитических методов при построении решения модельных задач возможно при введении некоторых упрощающих физически непротиворечивых предположений [1,3,13,23].
Следует отметить, что этот подход не является тривиальным, что подтверждается весьма ограниченным числом публикаций на эту тему.
Таким образом внесение в модель изменений для учета физико-механических параметров обработки можно осуществить двумя путями:
1) Попытаться решить эту задачу на уровне конечных элементов (КЭ) при геометрическом моделировании процесса обработки, введя в математическую модель упругопластические связи между КЭ.
2) Внести в созданную математическую модель (п. 4.1.) корректирующих коэффициентов, полученных при проведении экспериментальных исследований.
Второй путь на данном этапе развития науки является более предпочтительным, потому что, как уже было сказано выше, динамические задачи упругопластического взаимодействия тел изучены относительно слабо, и практически отсутствует математические подходы в их применении при моделировании реальных процессов.
4.3 Визуализация выходных данных математической модели
Существуют различные программы для персональных компьютеров способные производить моделирование тех или иных явлений методом конечных элементов, однако все они имеют в своих алгоритмах те или иные допущения, которые по мнению авторов дают пренебрежимо малую погрешность при вычислениях. Но на практике зачастую оказывается, что из-за этих допущений погрешность вычисления оказывается крайне велика. В этих случаях следует отказаться от готовых прикладных Cad/Cam, воспользоваться системами программирования. В настоящее время широкое распространение получили следующие языки: СИ, СИ++, Паскаль, Бейсик, Ассемблер, Джава. Особую популярность и доверие получил Паскаль. Он очень долго просуществовал на рынке программных продуктов, и за время свое существование неоднократно модифицировался и совершенствовался. Последние версии данного продукта легки в использование, позволяет получить эффективные программы, имеет богатые библиотеки базы данных и мощные возможности отладки и коректировки разрабатываемых программ. Корпорацией Borland, был разработан ObjectPascal, в основе которого лежит классический Паскаль. Именно ObjectPascal служит для разработки программ в среде Delphi., ориентированные на многофункциональную в среде Windows.
Delphi в отличии от обыкновенного Паскаля носит технологию визуального проектирования и методологию объектно-ориентированного программирования, что облегчает процесс создания программ. Благодаря вышеперечисленным достоинствам, именно это язык программирования был выбран для реализации алгоритма математической модели, представленной в п.4.1. В приложении 3 представлена программа, реализующая алгоритм моделирования обработанной поверхности по схеме, показанной на рис. 1.24.
Но результаты моделирования эффективнее все-таки визуализировать в готовых прикладных программах.
Система MATLAB предлагается разработчиками (фирма MathWorks, Inc.) как язык математического программирования высокого уровня для технических вычислений. Еще в 1998г. систему использовали свыше 500 000 легально зарегистрированных пользователей, ее охотно используют в своих научных проектах ведущие университеты и научные центры мира.
Одно из достоинств системы MATLAB – обилие средств графики, начиная от команд построения простых графиков функций одной переменной в декартовой системе координат и кончая комбинированными и презентационными графиками с элементами анимации, а также средствами проектирования графического пользовательского интерфейса (GUI). Особое внимание в системе уделено трехмерной графике с функциональной окраской отображаемых фигур и имитацией различных световых эффектов [10, 9].
На рис 4.15. показано, как можно визуализировать матрицу с результатами расчетов (см .рис. 4.2) в математическом пакете MATLAB с помощью команды ‘mesh’ в виде матричной сетки, или в виде сплайновой поверхности с помощью команды ‘surf’.
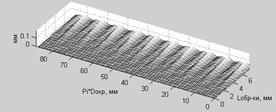
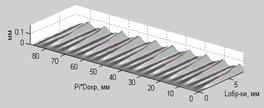
а) б)
Рис. 4.15. Визуализация результатов моделирования:
а – в виде матрицы сетки; б – в виде сплайновой поверхности
5. Анализ результатов математического моделирования
5.1 Выявление корреляционной связи между параметрами и показателями обработки
С помощью созданной программы (см. главу 4) можно быстро и без особых затруднений получать модель геометрии поверхности, при задании параметров обработки.
Исходными данными для расчетов являются:
· D – диаметр обрабатываемой детали, мм;
· L – длина рассчитываемого участка, мм;
· a 1 , a 2 – углы максимального отклонения оси инструмента относительно горизонтали, град;
· n – частота вращения детали, об/мин;
· w – частота колебания инструмента, Гц;
· К z – число совершаемых оборотов;
· Ki – количество инструментов;
· Dx , Dy – шаг вычислений по оси Х , по оси У .
Основным фактором, влияющим на геометрия получаемого микрорельефа является отношение – 60×w/n (количество колебания за один оборот). Чем больше значение данного отношения, тем больше канавок образуется на обработанной поверхности, при этом если в это значение – целое число, геометрия микрорельефа формируется уже на первом обороте детали, при остальных оборотах инструмент будет проходить по той же траектории обработки, что и при первом. Если отношение 60×w/n – иррациональное число, то инструмент с каждым новым оборотом в процессе обработки будет проходить по новой траектории, в результате чего с увеличением числа оборотов геометрия обработанной поверхности будет стремится к гладкому цилиндру.
Углы a 1 , a 2 прямо пропорционально влияют на глубину канавок, при этом если эти углы неравны друг другу, на поверхности формируется микрорельеф с канавками разной глубины (см. рис. 4.15).
6. Разработка технического задания на приспособление для нанесения микрорельефа в массовом производстве
В предыдущих главах была показана эффективность использования в качестве финишной обработки манжетных шеек валов обработку широким выглаживателем с нанесением микрорельефа. Поэтому в результате реализации научных иследований предлагается изменить существующий технологический процесс обработки сальниковых шеек, и внедрить в качестве финишной операции отделочно-упрочняющую обработку методом ППД, в результате которой помимо упрочнения на поверхности будет создаваться микрорельеф с необходимыми геометрическими показателями.
В результате анализа математического моделирования процесса обработки можно предъявить следующие технические требования к оборудованию, которое могло бы осуществлять процесс обработки всех сальниковых шеек автомобилей ВАЗ:
· мощность главного привода 15 кВт;
· частота вращения шпинделя 60…240 об/мин;
· частота колебания инструмента 5…50 Гц (рациональнее, если частота колебания инструмента зависит от частоты вращения детали, т.е. как количество колебаний за оборот детали);
· амплитуда колебания инструмента ± 10°;
· сила прижатия инструментов 5000…12500 Н;
· расстояние между двумя инструментами в нерабочем состоянии регулируется от 20…100 мм;
· расстояние между центрами регулируется от 50…500 мм;
Цикл процесса обработки должен осуществляться в следующей последовательности: придание вращение детали; наложение колебаний на инструмент; подвод инструментов; постепенное увеличение силы прижатия инструментов до необходимой; совершение необходимых оборотов детали; плавное уменьшение силы прижатия; отвод инструментов; останов вращения детали.
7. Безопасность и экологичность проекта
7.1 Описание операции и рабочего места
Фин ишна я о перац ия обра ботки, сальниковых ш еек коленча того вала: в пе рвон ачальном в арианте да нная операц ия з аключалась в полировании лентой шее к к од манже тное уплотн ение. Целью д ип ломног о проекта является углубленное исследование методов обработки ППД и обоснование преимуществ в их использовании перед абразивными обработками. Так как в рассматриваемом случае ст анок сохраняе тся (и дет только замена нес кольких узлов, а не всего станка) , то организ ация рабочего места не изм еня етс я. Станок яв ляется звеном автоматической линии, поэт ому не требует пост оя нн ог о наблю ден ия и управлен ия, а тре бует лишь осуществлять п о необходимости з амен у инструмент а (в первоначальном варианте замена полировальной ленты, после модернизации замена выглаживателей) и п ериодический контроль для п редотвращ ения случайны х непредвиденных сбоев. Да нные функции выполняет наладчик ( рабочи й- оп ерат ор, как следует из выш есказ анно го не т ребуется).
7.2 Описание основных вредных производственных факторов, имеющих место на полировальных операциях
При обработке абразивной лентой имеет место образование пыли из частиц ее износа. В результате чего воздух рабочей зоны имеет неблагоприятный химический состав, так как мелкодисперсная абразивная пыль находясь в парах СОЖ остается в взвешенном состоянии в воздухе. При этом, данная пыль оказывает на организм фиброгенное действие, вызывая раздрожение слизистых оболочек дыхательных путей и оседая в легких, практически не попадая в круг кровообращения вследствие плохой растворимости в биологических средах (крови, лимфе). Действие вредных воздушных веществ (абразивной пыли) в условиях высоких температур, шума и вибраций (данные факторы имеют место в рассматриваемом случае) значительно углубляется, хотя количественную оценку этого явления в настоящее время дать трудно. Так, при высокой температуре воздуха расширяются сосуды кожи, усиливается потоотделение, учащается дыхание, что ускоряет проникновение вредных веществ в организм.
Процесс обработ ки сопровождается обильной п одачей СОЖ , которая в свою очередь имеет тенд енцию разбрызгиваться и при отладке станка наладчиком, может попадать на его тело, в ыз ывая слабое раздражен ие кожного покрова рабочего, негативные эмоции, ненормативную лексику рабочего, последняя в свою очередь отвлекает других рабочих.
В процессе обработки в зоне резания (полирования) происходит интенсивное тепловыделение, что приводит к испарению СОЖ. Вдыхание паров СОЖ может вызвать легкое отравление. Опасность отравления масляными парами сильно увеличивается, если в нем содержатся сернистые соединения. При наличии серы и масла могут создаться условия для образования сероводорода (Н2 S), который вызывает отравление с молниеносной потерей сознания. Также следует отметить, что из-за больших температур в зоне резания происходит задымленность окружающей среды.
Также из-за обильного применения СОЖ в районе станка при измерении можно наблюдать увеличение влажности воздуха, что неблагоприятно сказывается на состоянии здоровья человека.
Так как производство массовое, очевидно, что станки, на которых осуществляется операция полирования, имеют повышенную мощность (примерная мощность двигателя главного привода 15 кВт) для увеличения скоростей резания, а следовательно и производительности. Необходимо также учесть и больш ое количество функцианируемых у злов станка (автоматические базирующие и зажимные устройства, автоматические устройства загрузки и разгрузки заготовки, датчики активного контроля). Все это приводит к усложнению электропроводки и увеличению потребляемой электроэнергии станка. Элект рический ток предста вляет опасность для рабочего. Основные причины несчастных случаев от воздействия электрического тока следующие: случайное прикосновение или приближение на опасное расстояние к токоведущим частям, находящимся под напряжением; появления напряжения на металлических конструктивных частях электрооборудования в результате повреждения изоляции и других причин; возникновения шагового напряжения на поверхности земли в результате замыкания провода на землю. Проходя через организм, электрический ток оказывает термическое, электролитическое и биологическое действия. Термическое действие выражается в ожогах отдельных участков тела, нагреве кровеносных сосудов, нервов и других тканей. Электролитическое действие выражается в разложении крови и других органических жидкостей, что вызывает значительные нарушения их физико-химических составов. Биологическое действие является особым специфическим процессом, свойственным лишь живой материи. Оно выражается в раздражении и возбуждении живых тканей организма (что сопровождается непроизвольными судорожными сокращениями мышц), а также в нарушении внутренних биоэлектрических процессов, протекающих в нормально действующем организме и теснейшим образом связанных с его жизненными функциями. В результате могут возникнуть различные нарушения в организме, в том числе нарушение и даже полное прекращение деятельности органов дыхания и кровообращения. Раздражающее действие тока на ткани организма может быть прямым, когда ток проходит непосредственно по этим тканям, и рефлекторным, т. е. через центральную нервную систему, когда путь тока лежит вне этих тканей.
В процессе работы полировального станка из-за трения между полировальной лентой и заготовкой может возникать статическое напряжение, поэтому полировальные станки оборудуют надежными приспособлениями для закрепления деталей и устройствами для снятия статического электричества. На полировальных станках для наблюдения за пуском и работой электродвигателей и контроля технологического процесса должны быть установлены амперметры. На шкале амперметра красной чертой отмечают величину тока, на 5% превышающую номинальный ток электродвигателя.
Повышенны й шум , издаваем ый в процессе обработки данным станком и д ругими ст анками, привод ит к утом ле нию и раздражению рабочег о, что в п оследст вии может вызват ь профессион альное з аболевание ( осла 6ление слуха ). При работе станка шум возникает вследствие упругих колебаний как машины в целом, так и отдельных ее деталей. Причины возникновения этих колебаний – механические, аэродинамические, гидродинамические и электрические явления, определяемые конструкцией и характером работы машины, а также неточностями, допущенными при ее изготовлении, и, наконец, условиями эксплуатации. Основными источниками шума, происхождение которого не связано непосредственно с технологическими операциями, выполняемыми машиной, являются прежде всего подшипники качения и зубчатые передачи, а также неуравновешенные вращающиеся части машины. Утомление операторов из-за сильного шума увеличивает число ошибок при работе, способствует возникновению травм.
Стан ок имеет крупные габариты и много подви жных элеме нто в, ч то вы зыва ет н еудобство и опасность травмирования н аладч ика п ри о тладк е каких-либо узлов или замене ин струмент а, так как тяжело услед ить за большим количеством п ередвижения.
Также следует учесть большой расход полировальной ленты, что с экологической точки зрения неудовлетворительно, т.к. отходы требуют утилизации.
При обработке лентой также имеет место ее запутывание, обрыв, что может привести к легким травмам наладчика, а часто непредусмотренный ее разрыв к психическому раздражению рабочего.
Приспо собление для з ажима обрабатываемых детале й – ц ентра с гид равлич еским п риводом. Зажим детали и ее подача на ме сто обработки происхо ди т без вмешательства человека, что обес печ ивается авто мат ической линией. Но возможен вариант, когд а деталь по какой-то непредвиден ной п ричин е неправильн о за баз ируется на рабочем месте, что може т приве сти к заклиниванию зажимных приспос облений. Оп аснос ть э того заключается в том, что п ри у ст ран ении данного сбоя может произ ойти травмирование рабочего.
На данной операции для привода в действие рабочих элементов станка используется гидравлическая система, давление в которой достигает больших значений. Нарушение герметичности гидросистемы, т.е. разгерматизация устройств и установок, не только нежелательна с технической точки зрения, но и опасна для обслуживающего персонала и производства в целом.
Нед остаточное иску сствен ное освещение зоны обработки и зоны отладки, вы зывающее ухудшение условий зрительной работы, повышение утомляемости, притупление зрения наладчика и необходимост ь п риближ ен ия его к уз лам станка, что может повлечь травмирован ие.
Поскольку производится обильная подача СОЖ, то неизбежно разбрызгивание жидкости, сопровождающееся электризацией капель, вследствие чего появляется опасность электрического заряда и воспламенения паров жидкости.
Пожары на машиностроительных предприятиях представляют большую опасность для работающих и могут причинить огромный материальный ущерб. Причинами пожара в данном случае могут быть:
- искра, образующаяся из-за нарушения изоляции проводки;
- образование искр при обработке абразивным материалом;
- статическое напряжение, возникающее в процессе полирования;
- самовозгорание промасленной обтирочной ветоши или спецодежды при соприкосновении с горячими частями оборудования.
7.3 Вывод по разделу
Эффективность замены полирования на выглаживание подкрепляется рядом преимуществ с точки зрения охраны труда и экологии:
При обработке абразивной лентой имеет место образование пыли из частиц ее износа, которая негативно влияет на дыхательные органы человека и органы зрения. Также при полировании создаётся большей уровень шума, чем при выглаживание. Кроме того, следует учесть большой расход полировальной ленты, что с экологической точки зрения неудовлетворительно, т.к. отходы требуют утилизации (при этом крайне плохо то, что эластичная связка полировальной ленты содержит вредные химические вещества), а выглаживатель можно переточить. К тому же сам процесс обработки ППД происходит без снятия стружки, что крайне экологично и положительно с точки зрения безопасности труда. Не мало важно и то, что обработка ППД может происходить без использования СОЖ, которая, как было сказана в предыдущем пункте, оказывает негативное влияние на безопасность труда и окружающую среду. Процесс ППД проводится с гораздо меньшими температурами в зоне обработки.
К недостаткам нового метода, обработки можно отнести необходимость создания более высокого давления в гидросистеме станка, что требует усиление ее соединительных, узлов, иначе их выход из строя или разрыв может привести к негативным последствиям.
8. Экономическая эффективность проекта
8.1 Расчет затрат на проведение научно-исследовательского проекта
8.1.2 Определение содержания последовательности выполнения НИР
Таблица 8.1
Примерный перечень работ научно-исследовательского направления, выполняемых в дипломном проекте
| Стадии проекта | Этапы проекта | Содержание работ |
| 1 | 2 | 3 |
Подготовительная стадия Теоретическая разработка |
Выполнение комплекса подготовительных работ Разработка теоретической части исследования |
1. Составление задания на проведение НИР 2. Сбор информации по теме исследования 3. Составления обзора состояния вопроса по теме исследования 4. Предварительное технико-экономическое обоснование целесообразности выполнения проекта 5. Изучение и анализ существующих конструкций, способов, материалов, исследуемых параметров и т.д. 6. Составление и согласование частных методик по проведению исследования |
Макетирование и экспериментальные работы Заключительная стадия |
Проектирование макетов и проведение комплекса экспериментальных работ Обобщение, выводы и предложения |
7. Теоретические исследования и определение путей решения задачи модернизации оборудования 8. Разработка и проектирование инструментов, приспособления, теоретическое обоснование выбора вариантов исследования, приведение расчетов 9. Конструирование лабораторной установки 10. Изготовление лабораторной установки 11. Проведение экспериментов и исследований 12. Оформление результатов проведения экспериментальных исследований 13. Внесение изменений в теоретическую часть работы по результатам испытаний 14. Обобщение результатов 15. Оформление конструкторской и технологической документации |
16. Расчет показателей экономического эффекта от внедрения результатов НИР в производство 17. Рассмотрение результатов 18. Написание отчета 19. Защита проекта |
Определение трудоемкости выполнения каждой работы базируется на системе экспертных оценок и на методе оценок (Тmin , Тmax , Тож ).
Одновременно производим распределение исполнителей по всем видам работ и определение длительности цикла выполнения отдельных этапов и всей работы в целом с учетом принятой численности исполнителей.
Ожидаемую трудоемкость выполнения каждой работы определим по формуле:
Тож = (3×Тmin + 2×Тmax )/ 5, (8.1)
где Тmin – оптимистическая оценка трудоемкости;
Тmax – пессимистическая оценка трудоемкости.
Ожидаемую трудоемкость выполнения каждого этапа определим как сумму трудоемкости выполнения входящих в данный этап работ.
Зная ожидаемую трудоемкость работ и этапов, определяем длительность цикла их выполнения:
Тц = Тож / Р, (8.2)
где Р – численность исполнителей.
Следует отметить, что численность работников, принимавших участие в исследовании по данной научной работе составила 4 чел.
Результаты расчетов представлены в таблице 2.
Таблица 8.2
Расчет трудоемкости и длительности цикла выполнения НИР
№ этапов |
№ работ |
Трудоемкость выполнения работ, дней | Численность работников | Длительность выполнения работ и этапов с учетом численности работников, дней |
|||||
| Тmin | Tmax | Tож | Руков. проекта | Вед. инженер | Студент | Итого | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
1 |
1 2 3 4 |
5 10 20 7 |
6 15 25 10 |
5,4 12 22 8,2 |
1 1 1 1 |
- - - - |
2 2 2 2 |
3 3 3 3 |
1,8 4,0 7,3 2,7 |
| Итого | 42 | 56 | 47,6 | 15,9 | |||||
| 2 | 5 6 7 8 |
15 20 25 35 |
20 25 30 40 |
17 22 27 37 |
1 1 1 1 |
- 1 1 1 |
2 2 2 2 |
3 4 4 4 |
5,7 5,5 6,75 9,25 |
| Итого | 95 | 115 | 103 | 27,2 | |||||
| 3 | 9 10 11 12 |
40 30 38 35 |
43 35 42 40 |
41,2 32 39,6 37 |
1 1 1 - |
- - - - |
2 2 2 2 |
3 3 3 2 |
13,7 10,7 13,2 18,5 |
| Итого | 143 | 160 | 149,8 | 56,1 | |||||
4 |
13 14 15 16 17 18 19 |
35 15 40 30 2 35 1 |
40 20 45 35 4 40 1 |
37 17 42 32 2,8 37 1 |
1 1 1 1 1 1 - |
- 1 1 - 1 - - |
2 2 2 2 2 2 2 |
3 4 4 3 4 3 2 |
12,3 4,25 10,5 10,7 0,7 12,33 0,5 |
| Итого | 158 | 185 | 168,8 | 51,3 | |||||
| Всего | 438 | 516 | 469,2 | 150,4 | |||||
В нашем случае ожидаемая трудоемкость выполнения всего комплекса научно-исследовательских работ составляет 469,2 чел.-дней, тогда как длительность цикла выполнения проекта с учетом численности исполнителей составляет 150,4 дней.
Для определения фактической продолжительности цикла выполнения проекта следует составить календарный ленточный и сетевой графики с учетом возможности совмещения во времени выполнения некоторых работ и этапов.
Из графика видно, что за счет параллельного выполнения работ по всем этапам длительность цикла проекта сокращается со 150,4 дней, до 100 дней, т.е. доведена до времени отпущенного на выполнение дипломного проекта.
Для разработки сетевого графика необходимо предварительно составить перечень событий и работ.
Таблица 8.3
Перечень событий и работ по выполнению проекта
№ событий |
Наименование работ и событий | Шифр работ |
Продолжит-ть работ, дней |
| 1 | 2 | 3 | 4 |
0 1 2 3 4 5 6 7 8 |
Решение о выполнении проекта Составление задания на дипломное проектирование Сбор информационных материалов по теме исследования Составление обзора состояния вопросов по теме Технико – экономическое обоснование проведения исследования Изучение и анализ существующих конструкций, технологического процесса Составление и согласование методики исследования Теоретические исследования Разработка схем и конструкций, теоретическое обоснование вариантов исследования |
0-1 1-2 1-3 3-4 4-5 5-6 5-7 7-8 |
1,8 4,0 7,3 2,7 5,7 5,5 6,75 9,25 |
9 10 11 12 13 14 15 16 17 18 19 20 |
Конструирование лабораторных стендов Изготовление макетов Проведение экспериментальных работ и испытаний Оформление результатов проведения экспериментальных исследований Внесение необходимых изменений в теоретическую часть работы по результатам исследований Обобщение результатов работы Оформление конструкторской и технологической документации Определение возможности использования результатов исследований в дальнейших работах Расчет экономической эффективности от внедрения результатов проекта в производство Рассмотрение результатов НИР Написание отчета Защита проекта |
8-9 9-10 9-11 11-12 12-13 13-14 13-15 15-16 16-17 17-19 16-18 18-19 |
13,7 10,7 13,2 18,5 12,3 4,25 10,5 16,0 10,7 0,7 12,33 0,5 |
По данным таблицы 8.3, строим (рис. 8.1) сетевой график выполнения научно-исследовательской работы.
Из сетевого графика рис. 8.1 видно, что весь цикл работ может быть выполнен за 130,6 дней тогда как на дипломную работу отпускается примерно 100 дней. Это свидетельствует о том, что первоначальный график необходимо оптимизировать. В нашем случае из начального события в конечное ведут два пути, путь Т1 = 130,6 дней (критический) и Т2 = 69,3 дня.
Т1 = 0-1-3-4-5-7-8-9-11-12-13-15-16-18-19=1,8+7,3 +2,7 + 5,7 + 6,8 + 9,3+ +13,7 + 13,2 + 18,5 + 12,3 + 10,5 + 16,0 + 12,3 + 0,5 = 130,6 дней
Т2 = 0-1-2-4-5-6-8-9-10-12-13-14-16-17-19 = 1,8 + 4,0 + 5,7 + 5,5 + 13,7 + +10,7 + 12,3 + 4,3 + 10,7 + 0,7 = 69,3 дней
Теоретический возможный срок свершение конечного события
Тож = (130,6 + 69,3) / 2 = 99,975~100 дней
Для приближения к этому сроку перебросим силы с работ 1-3 (3 дн.), 5-7 (3 дн.), 7-8 (5 дн.), 9-11 (6 дн), 11-12 (8,1дн.), 15-16 (5,5дн.) на работы 1-2 (3дн.), 5-6 (2,6дн.), 9-10 (6,9 дн.), 13-14 (16,6 дн.), 16-17 (1,5 дн.) в количестве равном 30,6 дням. По этим соображениям сделаем оптимизированный график (рис. 2).
Тогда продолжительность пути Т1 составит:
Т1 = 130,6 – 30,6 = 100 дней;
Т2 = 69,3 +30,6 = 99,9 ~100 дней
Т1 = 0-1-3-4-5-7-8-9-11-12-13-15-16-18-19=1,8+ 4,3 +2,7 + 5,7 + 3,8 + 4,3+ +13,7 + 7,2 + 10,4 + 12,3 + 10,5 + 10,5 + 12,3 + 0,5 = 100,0 дней
Т2 = 0-1-2-4-5-6-8-9-10-12-13-14-16-17-19 = 1,8 + 7,0 + 5,7 + 8,0 + 13,7 + 17,6 + 12,3 + 20,9 + 12,1 + 0,7 = 99,9 дней
Таким образом, в результате оптимизации графика и работ длительность цикла выполнения научно-иследовательского проекта составляет отпущенное на дипломное проектирование время – 100 дней.
| № этапов | Содержание этапов | Ожидаемая трудоемкость чел – час. | Удельное значе ние этапа % | Нарастание технической готовности | Длите льность этапа, дни | График работы по месяцам и декадам | |||||||||||
| февраль | март | апрель | май | ||||||||||||||
| I | II | III | I | II | III | I | II | III | I | II | III | ||||||
|
Выполнение комплекса подготовительных работ | 47,6 | 10 | - | 15,9 | ||||||||||||
|
Разработка теоретической части исследования | 103,0 | 22 | 32 | 27,2 | ||||||||||||
|
Проектирование, изготовление установки | 149,8 | 32 | 64 | 56,1 | ||||||||||||
|
Обобщение выводов и предложения | 168,8 | 36 | 100 | 54,3 | ||||||||||||
| Итого | 469,2 | 100 | 100 | 150,4 | Тц= 100 дней | ||||||||||||
Сетевой график выполнения дипломного научно-исследовательского проекта
Рис. 8.1
Оптимизированный сетевой график
|
8.1.3 Экономическое обоснование и расчет затрат на проведение научно-исследовательского проекта
8.1.3.1 Подготовка исходных данных для технико-экономического обоснования
Материалы для организационно-экономического обоснования проекта получены: у руководителя проекта, из расчетов, произведенных в теоретической, исследовательской и расчетной частях проекта, из справочников.
Таблица 8.5
Перечень исходных данных для экономического обоснования НИР
| Наименование показателей | Индекс | Единица измерения | Значение показателей |
1. Годовой объем выпуска 2. Норма штучного времени |
П Тшт |
шт мин |
100 9 |
8.1.3.2 Определение состава и фонда заработной платы исполнителей НИР
Состав исполнителей по каждой теме проекта определяется штатным расписанием, в котором одновременно рассматривается и фонд заработной платы исполнителей (табл. 8.4).
Таблица 8.4
Штатное расписание исполнителей и расчет фонда заработной платы
Наименование должностей |
Числен-ность (чел.) |
Месяч- ный оклад (руб.) | Средне –дневная ставка (руб.) | Количество отработан-ных дней | Сумма заработной платы, руб. |
| Науч. Руков-ль | 1 | 2500 | 96,9 | 135 | 13081,5 |
| Вед. Инженер | 1 | 2000 | 77,5 | 35 | 2712,5 |
| Инженер | 2 | 1000 | 38,8 | 300 | 11640,0 |
| Итого | 4 | 27434,0 |
Сумма заработной платы каждого исполнителя
Зпл = (Мо / Др ) · Дф ,(8.3)
где Мо – месячный должностной оклад;
Др – среднее расчетное количество дней в месяце (принимается равным 25,8);
Дф – фактически отработанное количество дней по табл. 2 или по сетевому графику.
Зпл_р = (2500/ 25,8) · 135 = 13081,5руб.
Зпл.и. = (2000 / 25,8) · 35 = 2712,5 руб.
Зпл.с. = (1000 / 25,8) · 150= 5820,0 руб.
8.1.3.3 Определение затрат на НИР (предпроизводственных затрат)
Предпроизводственные затраты на НИР состоят из текущих затрат на проведение исследования Снир и капитальных вложений для проведения НИР (Книр ).
Текущие затраты носят характер издержек производства. К ним относятся:
- затраты на заработную плату (Зпл );
- стоимость материалов, полуфабрикатов, комплектующих изделий для проведения исследования (М);
- стоимость потребляемых энергетических ресурсов (Э);
- прочие прямые расходы, связанные со спецификой (Рпр );
- общие накладные расходы (Нр );
- отчисления в фонд экономического стимулирования (Офэс ).
1. Начисления на заработную плату (35,6% к зарплате):
Нзпл =(35,6%-Зпл)/100% (8.4)
Нзпл = 0,356-27434= 9766,5 руб.
Капитальные вложения для проведения НИР включают в себя стоимость: оборудования, приборов, аппаратов, машин, инструментов Книр = 50000 руб.
2. Затраты на основные и вспомогательные материалы для проведения экспериментов:
М = Нр -Цм -Ктз – Вотх -Цотх (8.5)
Нр = 40 кг – норма расхода материала на проведение исследования;
Цм = 7,5 руб – цена единицы веса материала;
Ктэ = 1,2 – коэффициент учитывающий транспортно-заготовительные расходы;
Вотх = 5 кг – вес реализуемых отходов;
Цотх = 0,5 руб – цена отходов;
М = 40-7,5-1,2 – 5-0,5 = 357,5 руб.
3. Затраты на электороэнергию при проведении экспериментов (эксперименты проводились на токарном станке 16К20):
Рэ = [(Му -Kм -Tм -n) / (h-60)] -Цэ (8.6)
где n – число экспериментов n = 10;
Му – установленная мощность кВТ Му = 11,25 кВТ;
Км – коэффициент использования токоприемников по мощности Км = 0,7;
Тм – машинное время на один эксперимент Тм = 9 мин;
h - КПД электродвигателей;
Цэ – цена за 1 кВт электроэнергии Цэ = 0,72 руб.
Рэ = [(11,25-0,7-9-10) / (0,9-60)] -0,72 = 0,8 руб.
4. Затраты на инструмент, необходимый для проведения эксперимента (в качестве инструментов применялись широкие выглаживатели):
Зи = Ци-Nин,(8.7)
где Ци – цена изготовления одного инструмента, Ци = 150 руб;
Nин – необходимое количество инструментов для проведения экспериментов, Nин = 10.
Зи = 150-10 = 1500 руб.
5. Затраты на приспособление:
Для проведения экспериментов необходимо специальное приспособление, стоимость изготовления которого на КВЦ ВАЗа Пр = 7500 руб.
6. Затраты на амортизацию станка, используемого для проведения экспериментов:
Ра = Цс-Кмонт-На-Траб/(Фэ-100),(8.8)
где Цс – цена станка, Цс = 75 000 руб;
Кмонт – коэффициент, учитывающий затраты на доставку и монтаж, Кмонт = 1,2;
На – годовая норма амортизации, На = 3,5 %;
Траб – общее время работы станка для проведения экспериментов, 100 ч;
Фэ – годовой эффективный фонд времени работы оборудования, при работе в одну смену Фэ = 2070 ч.
Ра = 75000-1,2-0,035-100/(2070-100)=1,50 руб.
7. Расходы на создание программного обеспечения: Зпрог = 5 000 руб.
8. Расходы на производственные командировка 20 000 руб.
9. Суммарные расходы на НИР:
Рнир = Зпл + Нзпрл + М + Рэ + Зи + Зпр + Ра + Зпрог + Pкоманд = 27434,0 + 9766,5 + 357,5 + 0,8 + 1500 + 7500 + 1,50 + 5000 + 20000 = 64060,3 руб.
Общие накладные расходы определяются в размере 15% от общего объема затрат на НИР:
Нр = (64060,3-15) / 100 = 9609 руб.
Размер отчислений в фонд экономического стимулирования определяется следующим образом.
Прибыль 5% от общего объема затрат на НИР:
Пр =( 5%- Рнир) / 100% (8.9)
Пр = 0,05-64060,3 = 3203 руб.
Смета затрат на проведение НИР
| Наименование статей затрат | Сумма, руб. |
1. Основная производственная заработная плата 2. Начисления социальному страхованию 38,7% 3. Затраты на основные и вспомогательные материалы 4. Затраты на инструмент 5. Затраты на приспособление 6. Затраты на электроэнергию 7. Амортизация оборудования 8. Затраты на создание программы 9. Командировочные расходы 10. Общий объем затрат на НИР Общие накладные расходы Итоговые затраты на НИР Прибыль 5% к общим затратам на НИР Итого общие затраты на НИР |
27434,0 9766,5 357,5 1500 7500 0,8 1,50 5000 20000 64060,3 9609 73669,3 3203 76872,3 |
8.2 Расчет экономической эффективности от внедрения результатов НИР
8.2.1 Затраты на модернизацию оборудования
Проектом предусмотрена модернизация полировального станка ф. Нагель, который входит в автоматическую линию по изготовлению коленчатых валов 2112-1005020 и предназначен для финишной обработки сальниковых шеек. При модернизации операция полирование была заменена на обработку выглаживанием широким самоустанавливающимся инструментом. После модернизации обработка осуществляется без СОЖ. Тип производства – массовый (программа выпуска – 250000 шт.)
Ведомость вновь вводимых и аннулируемых деталей и узлов
| Перечень узлов и деталей | Цена или стоимость изготовления | Количество | Общая стоимость |
| 1 | 2 | 3 | 4 |
| 1. Вновь вводимые детали и узлы: | 10000 | 1 | 10000 |
| Всего: | 10000 | ||
| 2. Аннулируемые детали и узлы: | 2000 | 1 | 2000 |
| Всего: | 2000 |
Расходы на демонтаж ненужных узлов и деталей:
![]() ,
,
где ![]() =8 часов - трудоемкость (затраты рабочего времени) на демонтаж узлов;
=8 часов - трудоемкость (затраты рабочего времени) на демонтаж узлов; ![]() =12,98 - средняя часовая тарифная ставка рабочих, занятых демонтажем;
=12,98 - средняя часовая тарифная ставка рабочих, занятых демонтажем; ![]() =2,04 - коэффициент, учитывающий доплаты до часового, дневного и месячного фонда заработной платы;
=2,04 - коэффициент, учитывающий доплаты до часового, дневного и месячного фонда заработной платы; ![]() =1,356 коэффициент, учитывающий отчисления на социальные нужды
=1,356 коэффициент, учитывающий отчисления на социальные нужды
Расходы на сборку и монтаж вновь устанавливаемых узлов:
![]() ,
,
где ![]() =8 часов - трудоемкость (затраты рабочего времени) на сборку узлов;
=8 часов - трудоемкость (затраты рабочего времени) на сборку узлов; ![]() =12,98 - средняя часовая тарифная ставка рабочих, занятых демонтажем;
=12,98 - средняя часовая тарифная ставка рабочих, занятых демонтажем; ![]() =2,04 - коэффициент, учитывающий доплаты до часового, дневного и месячного фонда заработной платы;
=2,04 - коэффициент, учитывающий доплаты до часового, дневного и месячного фонда заработной платы; ![]() =1,356 коэффициент, учитывающий отчисления на социальные нужды.
=1,356 коэффициент, учитывающий отчисления на социальные нужды.
Затраты на модернизацию оборудования:
![]() ,
,
где ![]() - стоимость покупки или изготовления вновь вводимых узлов или деталей;
- стоимость покупки или изготовления вновь вводимых узлов или деталей; ![]() - стоимость аннулируемых узлов и деталей.
- стоимость аннулируемых узлов и деталей.
Стоимость модернизируемого оборудования по формуле:
![]() ,
,
где ![]() – первоначальная или остаточная стоимость модернизируемого оборудования (данные ОМО ОАО «АвтоВАЗ»);
– первоначальная или остаточная стоимость модернизируемого оборудования (данные ОМО ОАО «АвтоВАЗ»);
![]() – затраты на модернизацию оборудования
– затраты на модернизацию оборудования
8.2.2 Расчет экономического эффекта от реализации проекта
8.2.2.1 Экономический эффект от применения нового инструмента
Расход инструмента на одну деталь в базовом варианте:
![]()
где Ци – цена одного инструмента; Ктр – коэффициент транспортных расходов; Сзам= 15 руб – стоимость замены 1 рулона полировальной ленты; Крул =0,0008 – удельный расход полировальной ленты для обработки одной детали (данные с ВАЗа);
Расход инструмента на одну деталь в проектном варианте:
![]()
где Ци – цена одного инструмента; Ктр – коэффициент транспортных расходов; Ври – выручка от реализации изношенного инструмента; Ку – коэффициент случайной убыли инструмента; Нпер – число допустимых переточек; Спер – стоимость одной переточки; Ти – стойкость инструмента между переточками в часах.
Дополнительная прибыль от использования нового инструмента:
Пр.и = (Ри2 – Ри1 )×Пг = (0,06-0,02)×250000 = 10000 р.
8.2.2.2 Экономический эффект от применения безсожевой обработки
Станок имеет собственную замкнутую систему подачи СОЖ. В качестве СОЖ прменяется масло РЖ8, ежеквартально оно заливается в бак емкостью 400 литров. Итого в год необходимо 1600 литров СОЖ. Цена одного литра 8,62 руб. Тогда дополнительная прибыль от отказа использования СОЖ составит:
Пр.сож = Цсож×Расход = 8,62×1600 = 13792 руб.
8.2.2.3 Экономический эффект от снижения потерь брака в производстве
![]()
=(1000·0,01-1000·0,006)·250000 = 1002151,6 руб.
где Бр – процент брака продукции (Бр.баз.=0,01%, Бр.пр =0,006% - данные ВАЗ); Сполн. – себестоимость детали.
8.2.2.4 Суммарная ожидаемая прибыль
Пр.ож=Э = Пр.и+Пр.сож+Пр.брак =10000+13792 +1002151,6 =1 025 943,6 руб
8.2.2.5 Налог на прибыль:
![]() 1025943,6 ·0,32=328 301,95 руб.,
1025943,6 ·0,32=328 301,95 руб.,
где Кнал – коэффициент налогообложения прибыли (принимаем равным 0,32)
8.2.2.6 Чистая ожидаемая прибыль:
![]() 1025943,6 - 328301,95 = 697 641,65руб.
1025943,6 - 328301,95 = 697 641,65руб.
8.2.2.7 Расчетный срок окупаемости капитальных вложений:
![]() 0,12 года или примерно 1,5 месяца
0,12 года или примерно 1,5 месяца
где ![]() - капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
- капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
![]() =Змод+Знир=
8574,5+76872,3=85 446,8 руб. (в нашем варианте идет модернизация станка, т.е. первоначальный станок уже имеется на ВАЗе, поэтому необходимы следующие капиталовложения: затраты на модернизацию станка и затраты на проектирование и НИР.
=Змод+Знир=
8574,5+76872,3=85 446,8 руб. (в нашем варианте идет модернизация станка, т.е. первоначальный станок уже имеется на ВАЗе, поэтому необходимы следующие капиталовложения: затраты на модернизацию станка и затраты на проектирование и НИР.
8.2.2.8 Экономический эффект от уменьшения затрат на гарантийное обслуживание
![]() (621-250)·157,4= 58 395,4 руб.
(621-250)·157,4= 58 395,4 руб.
где Н баз , Н пр – количество отказов по данному дефекту в гарантийный период из расчета на год (данные ОАРиЗЧ ВАЗа);
Зд – затраты на ликвидацию дефекта (данные ОАРиЗЧ ВАЗа);
8.2.2.9 Общий народный эффект
Пр.и+Пр.сож+Пр.брак+Эгар =10000+13792 +1002151,6 +58 395,4 = 1 084 339 р.
Вывод: С помощью расчетов была доказана эффективность применения данного проекта, так как все затраты на его реализацию окупятся примерно через 1,5 месяца. Ежегодная дополнительная производственная прибыль от модернизации одного станка составит 1 025 943,6 руб. За счет повышения качества выпускаемой продукции (при изготовлении продукции по старому техпроцессу имел место 621 дефект в год на гарантийно-обслуживаемых автомобилях ВАЗ 2110, их количество было сокращено до 250, без учета автомобилей не зарегистрированных с данным дефектом в ОАРиЗЧ ВАЗа по некоторым причинам, а также автомобилей с данным дефектом после гарантийного срока обслуживания). В результате потребительская прибыль от модернизации одного станка составит 58395,4 руб, а общий народный экономический эффект – 1084 339 руб.
Заключение
Представленные в дипломной работе материал являются итогом длительной научно-исследовательской работой автора и группы сотрудников Тольяттинского государственного университета. Работы, связанные с проблемами повышения эксплутационных характеристик рабочих поверхностей деталей (в частности подманжетных шеек валов) методами ППД, выполнялись, начиная с 1955 года, при неизменной поддержке следующих специалистов: Бабичева А.П., Барац Я.И., Браславский В.М., Одинцов Л.Г., Папшев Д.Д., Смелянский В.М., Хворостухин Л.А., Чепа П.А., Шнейдер Ю.Г. и др.
Основные положения данной работы были представлены на Международных, Всероссийских и Областных научно-технических конференциях (всего 14 публикаций). За время проведения научно-исследовательской работы была получена регистрация на разработанный программный продукт «Алгоритм расчета системы нелинейных уравнений численным методом» в отраслевом фонде алгоритмов и программ (ОФАП) под номером 1906 и во ВНИИЦ с присвоением номера государственной регистрации – 50200200165.
Практическая реализация результатов работы осуществлена в цехе Мотор-8 Механосборочного производства АО «АвтоВАЗ» при механической обработке коленвалов 2112-1005020 на операции 240 на станке ф. Нагель 012.724.32.00 (см. приложение).
Материал представленный в данной работе вошел в отчет научно-исследовательской работы Мельникова П.А. и Хамидулловой Л.Р. и представлен на конкурс НИР студентов в 2002 г.
Лимитирующая часть научных результатов входит в создаваемую автором диссертацию на соискание ученой степени кандидата технических наук.
Список литературы
1. Бабешко В.А., Воронович И.И., Селезнев М.Г. Вибрация штампа на двуслойном основании // Прикладная математика и механика. 1977. Т. 41. И. 1. С. 166–173. N26
2. Барац Я.И. Оптимальное сочетание методов ППД при финишной обработке сопрягаемых поверхностей, работающих в условиях трения скольжения. – Научн. конференция: Надежность механических систем, 1995, с.19-20.
3. Бескопыльный А.Н., Селезнев М.Г., Углич К.С. Осесимметричное вдавливание усеченного конуса в однородное полупространство при упругопластическом деформировании //Изв. Вузов. Северо-Кавказский регион. Технические науки. 1998. №2. С 20–24. N25
4. Бобровский Н.М. и др. Экспериментальные исследования процесса обработки выглаживанием широким самоустанавливающимся инструментом в производственных условиях // Прогрессивные техпроцессы в машиностроении. Тр. Всероссийской конференции с международным участием. – Тольятти: ТГУ, 2002. – с. 30-33. N21
5. Боуден Ф.П. и Тейбор Д. Трение и смазка твердых тел. Пер. с англ. Под. ред. д.т.н. И.В. Крагельского. М., «Машиностроение», 1968.- с. 543 .
6. Буренин В.В. Манжетные уплотнения для вращающихся валов. Станки и инструмент, № 3, 1985, с. 24-26. N10
7. Воронцов Ю.Е. ППД повышает усталостную прочность. – Машиностроитель, 1966, №6.
8. Голубев Г.А. Контактные уплотнения вращающихся валов. – М.: «Машиностроение», 1976. – 264 с., ил. N2
9.Гультяев A. MATLAB 5.2. Имитационное моделирование в среде Windows. – СПб.: КОРОНА-принт, 1999.N28
10. Дьяконов В. П. MATLAB: учебный курс. – СПб: Питер, 2001.– 560с.: ил. N27
11. Евсин Е.А. Исследование возможности оптимизации инструмента для алмазного выглаживания. – Межвуз. сб. научн. трдов: Совершенствование процессов абразивно-алмазной и упрочняющей обработки в машиностроении., 1986, с.63-70.
12. Зиновьев Е.В. Полимеры в узлах трения машин и приборов: Справочник. – М.: Машиностроение, 1980. – 208 с., ил. N14
13. Кадомцев И.Г. Осесимметричное упругопластическое соударение двух тел, одно из которых коническое //Изв. СКНЦ ВШ. 1990. №4. С. 50-54. N24
14. Комиссар А.Г. Уплотнительные устройства опор качения. – М.: Машиностроение, 1980. – 192 c., ил. N1
15. Кондаков Л.А. Рабочие жидкости и уплотнения гидравлических систем, – М.: Машиностроение, 1982, - 216 с, ил. N4
16. Коршунов В.Я.Расчет глубины упрочнения и остаточных напряжений при поверхностном пластическом деформировании – СТИН, 1998, №12. N18
17. Косов М.Г., Степанов А.В. Моделирование рельефа шероховатости в стыках деталей станков //Станки и инструмент. – 1998. –№9. – С. 7–10.
18. Кохан Ю.Д. Упрочнение и разупрочнение при пластическом выглаживании поверхностей. – В сб.: Технология производства, научная организация труда, управление, 1975, №3. N19
19. Крагельский И.В. Трение, изнашивание и смазка. Справочник. В 2-х кн. Кн.2. – М.: Машиностроение, 1979 – 358 с. ИЛ. N12
20. Лавров Г.Г. Повышение герметичности уплотнений путем специальной обработки поверхностей вала. М., ВИНИТИ, 1959. N15
21. Лашнев С.И., Борисов А.Н. Геометрическая модель формирования поверхностей режущими инструментами //Станки и инструмент. – 1995. – №4. – С. 22 – 26.
22. Мальсагов А.А. Моделирование технологических процессов выглаживания с учетом упругопластических свойств материала // Вестник машиностроения. – 1999. – №9. – С. 35 – 38. N23
23. Мосталыгин А.П., Кудрявцев И.В. и др. Отделочно-упрочняющая обработка наружных цилиндрических поверхностей выглаживанием минералокерамическими инструментами. – Сб. научн. трудов: Повышение эффективности протягивания, 1986, с.79-84. N29
24. Мухин В.С. и др. Модифицирование поверхности деталей ГТД по условиям эксплуатации. – М.: Машиностроение, 1995. –256с.: ил. N20
25. Орлов П.И. Основы конструирования. Справочно-методическое пособие. М., Машиностроение, 1988, кн. 1, стр 480. N5
26. Патент 1352128(Россия). N9
27. Патент 2052698 (Россия). N6
28.Патент 2107206 (Россия). N13
29. Патент 2109999 (Россия). N7
30. Патент 2124663 (Россия). N8
31. Патент 3234430 (Германия). N11
32. Проскуряков Ю.Г., Осколков А.И. и др. Чистовая обработка деталей пластическим деформированием.
33. Рыжов Э.В. Технологическое обеспечение эксплутационных свойств деталей машин, – М.: Машиностроение, 1979. – 176 с., ил. N17
34. Хамидуллова Л.Р. N22
35. Шнейдер Ю.Г. Образование регулярных микрорельефов на деталях и их эксплутационные свойства. Л., «Машиностроение», 1972, 210 с. N16
36. Юровский В.С., Захарьев Г.Л. и др. Резиновые уплотнения вращающихся валов / Каталог-справочник. – М.: ЦНИИЖЭ нефтехим, 1978. 184 с.N3
37. Яценко В.К, Зайцев Г.З. и др. Повышение несущей способности деталей машин алмазным выглаживанием. – М.: Машиностроение, 1985.-232с.
38. ТрудыVI Международной научно-технической конференции по динамике технологических систем. – Ростов на Дону, 2001, I том, 310 с.
Похожие рефераты:
Проектирование цеха ремонта поршневых компрессоров
Разработка технологических процессов на механическую обработку вала первичного
Основы проектирования и конструирования
Технологический процесс изготовления корпуса цилиндра типа Г29-3
Технологический процесс изготовления вала насоса
Проект участка механической обработки детали "Стакан"
Разработать технологический процесс обработки детали "Вал" в условиях среднесерийного производства