| Скачать .docx |
Дипломная работа: Разработка композита на основе более дешевых компонентов и технологической схемы его производства
Введение
Большое значение в последнее время приобрели методы создания композиционных материалов (КМ) с ценным комплексом свойств.
Успехи, достигнутые в этой области, позволяют говорить о появлении нового класса конструкционных материалов, способных не только конкурировать с традиционными материалами, но и поднять на качественно новый уровень машиностроение, строительство, электронику и другие отрасли.
Быстрое увеличение производства КМ уже сегодня сопровождается заметным сокращением мощностей в металлургии во многих экономически развитых странах. По оценкам специалистов, производство КМ в 2005 году только в развитых странах достигло 3 млн. т. На КМ сегодня приходится более 15% стоимости всех используемых конструкционных материалов.
В настоящее время наибольшее распространение получили КМ на полимерной основе, причем в качестве матрицы используют все известные гомо- и гетероцепные полимеры, наполнителей – органические и неорганические соединения.
Применение гетероцепных полимеров обусловлено наличием в их цепи химически активных групп, в результате чего композиты, изготовленные на их основе, обладают высокими механическими свойствами благодаря более прочному каркасу. Однако по стоимости они существенно превосходят композиты на основе гомоцепных полимеров.
Для экономики любого производства важно использование более дешевых материалов без потери эксплуатационных или физико-химических характеристик продукта.
Целью настоящего проекта является разработка композита на основе более дешевых компонентов и технологической схемы его производства. Для получения более высоких характеристик продукта были использованы современные достижения в области модификации исходных материалов и соответствующая техника.
1. Аналитический обзор
1.1 Общее представление о композиционных материалах (КМ)
1.1.1 Понятие КМ
Композиционные материалы представляют собой многофазные системы, полученные из двух или более компонентов и обладающие новым сочетанием свойств, отличным от свойств исходных материалов, но с сохранением индивидуальности каждого компонента. [1]
композиционный материал техника прогрессивный
1.1.2 Состав КМ
Простейший композит состоит из наполнителя и полимерной матрицы.
В большинстве случаев компоненты композиции различаются по геометрическому признаку. Один из компонентов может быть непрерывным по всему объёму КМ или в объёме, существенно превышающем объём минимальных составляющих второго компонента. В этом случае непрерывный компонент называется матрицей, а наполнитель, являющийся прерывистым, разъединенным в объёме КМ, – армирующим. Смысл термина «армирующий» расширяется в этом случае и звучит, как «введенный в материал с целью изменения его свойств», а не только «упрочняющий», как его обычно понимают. Деление компонентов КМ на матричный или армирующий не имеет смысла, если оба компонента равнозначны по геометрическому признаку.
С точки зрения размерности частиц наполнителя композиционные материалы в свою очередь подразделяются на макрокомпозиционные (размеры частиц дисперсной фазы более 10-6 м.) и микрокомпозиционные (размеры частиц дисперсной фазы лежат в интервале 10-8 10-6 м.). Если в материале можно выделить одну или несколько дисперсных фаз с размером частиц не менее 10-6 м или если материал состоит из двух или более непрерывных фаз, то его следует относить к макрокомпозиционным материалам. Когда дисперсные фазы материала состоят из частиц с наибольшими размерами 10-6 -10-8 м, и из одной непрерывной фазы, то он относится к микрокомпозиционным материалам. Большинство промышленных композиционных материалов относятся к макрокомпозиционным материалам, в котором одна фаза является полимерной. [1]
Гранулометрический составоценивается по дисперсности и однородности. Дисперсность характеризует размер частиц в единицах длины. Дисперсность влияет на производительность экструзионных машин. Так, при очень больших размерах частиц, когда они превышают глубину нарезки в зоне загрузки, затрудняется заполнение винтов шнека гранулами и ухудшается питание агрегата полимером. Однородность материала влияет на технологичность, точность дозирования, насыпную плотность, стабильность размеров. Чем выше однородность, тем лучше качество композита. [1]
1.1.3 Отличительные признаки КМ
В настоящее время не существует общепринятого определения КМ, считают, что материалы должны обладать следующей совокупностью признаков:
1) состав, форма и распределение компонентов материала известны заранее;
2) материал не встречается в природе, а создан человеком;
3) материал состоит из двух или более компонентов, различающихся по своему химическому составу и разделенных в материале выраженной границей (граница раздела);
4) свойства материала определяются каждым из его компонентов, которые должны присутствовать в достаточно больших количествах, то есть не в виде примеси;
5) материал обладает такими свойствами, которых не имеют его компоненты, взятые в отдельности;
6) материал является неоднородным в микромасштабе и однородным в макромасштабе.
Последний признак предполагает тот факт, что любые произвольно выбранные элементарные образцы КМ (такие образцы, все размеры которых существенно превышают минимальные размеры компонентов материала) должны иметь в среднем один и тот же химический состав. Таким образом, КМ характеризуются «повторяющейся» геометрией или равномерным распределением компонентов по отношению друг к другу.
Этот признак позволяет исключить из класса КМ биметаллы, детали с покрытиями, сотовые изделия, являющиеся скорее конструкциями, чем материалами. Этот же признак позволяет уточнить понятие элементарного образца КМ – такого минимального объёма материала, который характеризуется всем комплексом определяющих его признаков. В самом общем случае элементарный образец КМ должен иметь размеры, существенно превышающие минимальный размер компонентов. С этих позиций такие объекты, как моноволокно, окруженное достаточным количеством второго компонента, или монослой из волокон, объединенных вторым компонентом, не являются элементарными образцами КМ. Реальное механическое поведение микрообразцов в виде волокон с покрытием или монослой при различных видах нагружения существенно отличается от механического поведения элементарных или более крупных образцов КМ. Их характерной чертой является равномерное распределение нагрузки на более прочном и жестком компоненте и торможение развития разрушающей трещины на внутренних поверхностях раздела. Микрообразцы материала, представляющие собой элементарную ячейку КМ или их простую совокупность, не соответствуют пятому признаку КМ. [1]
1.1.4 Классификация КМ
В зависимости от вида армирующего компонента КМ могут быть разделены на две основные группы: дисперсно-упрочненные и волокнистые, которые отличаются структурой (внутренним строением) и механизмами образования высокой прочности.
Дисперсно-упрочненные КМ представляют собой материал, в матрице которого равномерно распределены мелкодисперсные частицы второго вещества. В таких материалах при нагружении всю нагрузку воспринимает матрица, в которой с помощью не растворяющихся в ней частиц второй фазы создается структура, эффективно сопротивляющаяся пластической деформации. Вязкий нехрупкий материал перед разрушением претерпевает значительную деформацию. Причем пластические деформации в реальных кристаллических материалах начинаются при напряжениях, которые меньше, чем теоретически рассчитанные для идеальных материалов примерно в 1000 раз. Такая низкая прочность по сравнению с теоретической объясняется тем, что в пластической деформации активно участвуют дислокации – локальные искажения кристаллической решетки. При деформации благодаря дислокациям сдвиг атомов в соседнее положение происходит не одновременно по всей поверхности скольжения, а растягивается во времени. Такое постепенное скольжение за счет небольших смещений атомов в области дислокаций не требует значительных напряжений, что и проявляется при испытаниях пластичных материалов. Упрочнение таких материалов заключается в создании в них структуры, затрудняющей движение дислокаций. Проблема повышения конструкционной прочности состоит не только в повышении прочностных свойств, но и в том, как при высокой прочности обеспечить высокое сопротивление вязкому разрушению, то есть повысить надежность материала. В дисперсно-упрочненных КМ заданные прочность и надежность достигаются путем формировании определенного структурного состояния, при котором эффективное торможение дислокаций сочетается с их равномерным распределением в объёме материала или с подвижностью скапливающихся у барьеров дислокаций для предотвращения хрупкого разрушения. Упрочнение дисперсными частицами позволяет достигать предела текучести уT=10-2G , где G – модуль сдвига. При нагреве до Т= (0,6–0,7)*Тпл прочность резко снижается. При нагреве до Т= (0,6–0,7)*Тпл прочность резко снижается. [2]
Армирование полимеров волокнамипозволяет получать высокопрочные полимерные композиты. Все виды применяемых для этих целей волокон дефицитны и дороги, однако возможно и экономически целесообразно комбинировать волокна с дисперсными наполнителями для получения оптимума свойств и минимальной стоимости материала.
Обычно используется два типа наполнителей для термопластов – волокнистые и порошковые. Наполнение термопластов минеральными порошками экономически очень выгодно. Наиболее распространенными волокнистыми наполнителями являются стеклянные и асбестовые волокна, а порошковыми – тальк, древесная мука. При этом наполнитель образует дисперсную фазу в термореактивной полимерной матрице. Основная цель введения в термопласты порошковых наполнителей – увеличение жесткости и стойкости полимера к длительным нагрузкам.
Так, введение талька в полипропилен увеличивает модуль упругости при растяжении. Однако при наполнении тальком полипропилена прочность при растяжении не улучшается, а ударная прочность даже снижается. Поэтому очевидно, что термопласты, наполненные минеральным порошком, следует применять весьма ограниченно для производства изделий, от которых требуется жесткость и твердость, и которые воспринимают длительные нагрузки, а для изделий, подвергающихся действию ударных нагрузок, они и вовсе не пригодны. Введение 40% талька в полипропилен приводит к тому, что его свойства становятся близкими к свойствам (в первую очередь, жесткости и ударной вязкости) ударопрочного полистирола.
Поэтому наполненный тальком полипропилен применяется для производства разнообразных предметов широкого потребления и деталей мебели. Более широкое применение для производства изделий такого типа объясняется, прежде всего, его низкой стоимостью по сравнению с другими материалами аналогичной жесткости. Однако изменения цен на материалы, происходящие, главным образом, из-за сложившейся в мире ситуации с сырьем, могут привести к тому, что термопласты, наполненные минеральными порошками, в частности ПП, наполненный тальком, найдут более широкое применение для производства изделий такого типа. [2]
1.1.5 Основные свойства конструкционных материалов
Структурной основой полимерных молекул является гибкая линейная цепь, образованная из n звеньев длинной l0 . Каждое из них связано с предыдущем звеном так, чтобы обеспечивалось полное свободное вращение. Это позволяет принимать каждому звену любые направления относительно предыдущего, поэтому такая цепь может принимать очень большое число конформаций. Полимеры могут быть разделены на две группы: полностью аморфные и кристаллические. Некоторые полимеры полностью аморфны при любых условиях; кристаллические полимеры, могут быть аморфны при определенных условиях (выше точки плавления или если полимер быстро охлажден из расплавленного состояния). [3]
К числу основных свойств полимеров и композитов на их основе относят текучесть, прочность и упругость.
Текучесть полимеров. Текучестьхарактеризует способность полимеров к вязкому течению при воздействии внешних усилий и численно равна обратной величине вязкости 1/n (где n-вязкость). О текучести полимерных материалов судят по показателю текучести расплава. За показатель текучести расплава принимается масса полимера, выдавленная в течение 10 мин. через формующую головку под давлением и при заданной температуре. Показатель текучести расплава i (в г/10 мин.) рассчитывают по формуле:
i=10Q/t,
где Q– масса полимера, г; t – время выдавливания, мин. Показатель текучести расплава является сравнительной характеристикой, однако, он широко используется на практике. По значению показателя текучести расплава проводится выбор метода переработки полимера. Для переработки методом экструзии показатель текучести расплава равен 0,3–1,2 г/10 мин (низковязкий полимер).
Прочность – способность материаласопротивляться в определенных пределах разрушению и остаточным деформациям от механических воздействий. Прочность твердых тел определяется строением вещества.
Упругость – свойство тел изменять свой объем и форму под влиянием физического воздействия.
Механические свойства высокопрочных материалов определяются наличием поверхностных дефектов (надрезов, трещин и т.п.). Около вершин этих дефектов при нагружении концентрируются напряжения, которые зависят от приложенного усилия, глубины трещины и радиуса кривизны в вершине трещины.
Для хрупких материалов коэффициент концентрации напряжений равен 102 –103 . В этом случае при действии даже небольших напряжений у вершины трещины растягивающие напряжения достигают предельных значений, и материал разрушается. Существует критическая длина трещины, при которой проявляется тенденция к её неограниченному росту, приводящая к разрушению материала.
Важно, что соответствующее критическое напряжение зависит от абсолютного размера трещины и оно тем выше, чем меньше длина трещины. Изделие с высокой прочностью может быть получено путем объединения параллельных волокон в канат. Напряжения между отдельными волокнами создаются вследствие трения скольжения, возникающего при растяжении каната. В процессе эксплуатации волокна в канате изгибаются, трутся и их прочность падает.
Например, высокопрочные волокна (стеклянные, углеродные, борные) очень чувствительны к поверхностным напряжениям и их нельзя применять в канатах, не использовав среду, которая связала бы их воедино. Когда применяются короткие волокна, которые объединяются связующим, то сохраняется принцип волокнистого армирования.
Этот принцип состоит в том, что при нагружении КМ на границе раздела матрицы с волокном возникают касательные напряжения, которые вызывают полное нагружение волокон.
В КМ сочетаются два противоположных свойства: высокий предел прочности и достаточная вязкость разрушения. Высокая прочность достигается за счет использования хрупких высокопрочных волокон, а достаточная вязкость разрушения обусловлена пластической матрицей и специфическим механизмом рассеивания энергии разрушения КМ. Кроме того, в традиционных сплавах удельная жесткость (E/d) практически одинакова, а в КМ она увеличивается на 100–200%. Это позволяет существенно снизить массу конструкций. [3]
Релаксационные свойства первичного и вторичного полимера.
Известно, что проведение изменений релаксации напряжений при различных температурах позволяет наиболее полно охарактеризовать механическое поведение полимерных материалов.
Для детальной оценки проведены испытания на релаксацию напряжений в широком интервале температур (для ПМ 20–120°С). Исследовали первичный и вторичный ПМ (из упаковочного материала) проводилась на приборе Регель – Дубова.
Процесс релаксации напряжения происходит в результате взаимодействия и диффузии кинетических единиц – релаксаторов. Релаксаторами могут быть различные атомные группы, повторяющиеся звенья, более крупные фрагменты, микрополости, концентраторы напряжения.
Полимерный материал можно рассматривать как состоящий из релаксаторов и нерелаксаторов, причем подавляющая часть материала после «мгновенного» задания деформации состоит из релаксаторов, взаимодействующих между собой с образованием нерелаксирующего материала.
Наиболее важными характеристиками в смысле работоспособности КП являются изменение сдвига у0 или начальный модуль Е0 , которые развиваются после окончания «мгновенного» задания деформации, а также квазиравновесное напряжение у∞ или модульE∞ .
Сравнивая поведение первичного и вторичного ПП, можно отметить, что у0 и у∞ для вторичного ПП при всех температурах примерно в 2 раза выше, чем для первичного. Таким образом, вторичный ПП является более жестким, чем первичный. Практически это означает, что вторичный ПП может не только успешно использоваться для изготовления различных материалов, но и для изготовления более жестких конструкций, выдерживающих существенные напряжения, не разрушаясь, длительное время. [4]
1.1.6 Классификация методов переработки полимеров в композиты
В настоящее время изделия из пластических масс производят весьма разнообразными методами. При этом выбор метода изготовления изделий обусловлен видом полимера, его исходным состоянием, а также конфигурацией и габаритами изделия.
Изделия из расплавов или растворов термопластичных полимеров изготавливают экструзией (непрерывное выдавливание расплава), литье под давлением (заполнение расплавом полости формы), выдуванием (для пустотелых изделий), спеканием, напылением и т.д.
Наиболее приемлемую классификацию предложил Мак-Келви.
В основу этой классификации положено категорирование методов, основанное на протекании только физических процессов; методов формообразования, которые заканчиваются химическим превращением и комбинированные методы, в которых протекают и физические, и химические превращения.
В первую группу объединены такие методы, как экструзия, каландрование (течение между валками), литье под давлением, т.к. в процессе формообразования протекают физические превращения.
В качестве исходного сырья используют гранулированные композиции на основе термопластичных полимеров. Вторая группа методов переработки (спекание, окунание) имеет общие процессы. Здесь изделия изготавливаются из порошкообразной пасты с последующим спеканием.
Для последней группы характерны общие закономерности протекания реакций поликонденсации или полимеризации. Мономер смешивают с инициатором или катализатором, заливают в жидком виде в форму, где вследствие химической реакции происходит образование полимера. [2]
Наиболее распространенные методы переработки представлены на рис. 1.1.
1.1.7 Аппаратура для изготовления КМ
Наиболее интересующий нас метод – это процесс экструзии. Экструзия – метод формования в экструдере изделий или полуфабрикатов неограниченной длины продавливанием расплава полимера через формующую головку с каналами необходимого профиля. Аппаратура для изготовления КМ – это экструдер . Это устройство, внутри которого исходное сырье преобразуется для придания КМ заданных для процесса формообразования показателей вязкости, однородности и плотности. По устройству и принципу работы основного узла, продавливающего расплав в головку, экструдеры подразделяются на шнековые, бесшнековые и комбинированные.
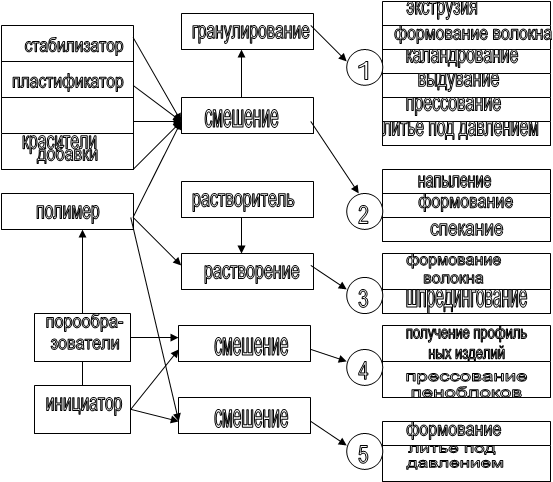 |
Рис. 1.1 – основные методы переработки композиционных материалов
Шнековые экструдеры могут быть различных типов: одно- и двухшнековые; одно- и двухступенчатые; универсальные и специализированные; с осциллирующим (вдоль оси) и одновременно вращающимся шнеком; с зоной дегазации и без нее; с вращением шнеков в одну и в противоположные стороны, и т.п. Наиболее простым является одношнековый экструдер без зоны дегазации Основными элементами экструдера являются обогреваемый цилиндр, сетки, размещаемые на решетке, и формующая головка. В зависимости от природы полимера, технологических режимов переработки применяются шнеки различного профиля, в частности с различным характером изменения глубины (h) нарезки по длине шнека.
Шнек (от нем. Schnecke, буквально – улитка), винтовой конвейер, механизм, рабочий орган которого представляет собой стержень со сплошной винтовой стенкой (винт) или отдельными наклонными лопастями. Вращающийся стержень, помещенный в горизонтальный или наклонный жёлоб, перемещает сыпучий или мелкокусковой груз, а также жидкость вдоль жёлоба. Применяется в экструдерах, питателях и других машинах, отличается простотой устройства и равномерностью подачи, но небольшой производительностью и невысоким кпд из-за потерь на трение материала о стенки. Подача регулируется частотой вращения винта.
В отдельных случаях переработки пластмасс применяются бесшнековые экструдеры , в которых рабочим органом, продавливающим расплав в головку, является диск особой формы. Движущая сила, продавливающая расплав, создается в них за счет развития в расплаве нормальных напряжений, направленных перпендикулярно касательным, совпадающим с направлением вращения диска. Дисковые экструдеры применяются, когда необходимо получить улучшенное смешение компонентов смеси.
Из-за невозможности развивать высокое давление формования такие экструдеры применяются для получения изделий с относительно невысокими механическими характеристиками и небольшой точностью геометрических размеров.
Комбинированные экструдеры имеют в качестве рабочего органа устройство, сочетающее шнековую и дисковую части, и называются червячно-дисковыми. Применяются для обеспечения хорошего смесительного эффекта, особенно при переработке композитов. На них перерабатываются расплавы пластмасс, имеющие низкую вязкость и достаточно высокую эластичность.
При изготовлении изделий методом экструзии в полимерах протекают в основном физические процессы, например, переход полимера из одного физического или фазового состояния в другое. В зависимости от характера процессов, протекающих в экструдере, обычно выделяют три рабочие зоны: загрузки, плавления и дозирования. За зону загрузки обычно принимают длину шнека от загрузочного отверстия до места появления слоя расплава на поверхности цилиндра или шнека.
Для перемещения полимера необходимо, чтобы крутящий момент от действия силы трения на поверхности цилиндра был больше, чем на поверхности шнека. Зона плавления – это участок шнека от начала появления расплава до полного плавления слоя гранул или неполного плавления, но нарушение оставшегося твердого слоя гранул на части, распределение его в расплаве, и перехода на движение расплава за счет вязкого течения.
В зоне дозирования происходит окончательное плавление оставшихся частиц, выравнивание температуры расплава полимера по сечению и его гомогенизация, т.е. тщательное перемешивание расплава и придание ему однородных свойств за счет сдвиговых деформаций вязкого течения в каналах шнека.
Экструдеры бывают двух видов: одношнековые (одночервячные) и многошнековые (многочервячные).
Обычно конструктивные характеристики червяка подбираются так, что он подходит для переработки только одного материала. Конструкция червяка должна соответствовать свойствам перерабатываемого материала.
Кроме того, она должна сочетаться с данной комбинацией материала и головки. Таким образом, для переработки одного материала приходится использовать несколько червяков.
Со второй половины 30-х годов термопласты стали более доступны, чтобы их переработать, необходимо было создать новый тип экструдера, так как свойства термопластов сильно отличаются от свойств резины. Однако для переработки термопластов требуются высокие давления и температуры, но при высоких температурах они легко разлагаются, материал налипает на червяк. Поэтому для переработки термопластов необходим принудительный механизм подачи материала и применение двух- или многочервячных машин со взаимозацепляющимися червяками.
Для получения композиционных материалов применяют двухчервячный экструдер, червяки которого находятся во взаимном зацеплении друг с другом. Червяки вращаются в одну сторону, благодаря этому витки червяков очищаются друг о друга и не происходит налипания материала на червяки. [5]
Режущие устройства , бывают двух типов:
Подводного типа – центробежное режущее устройство и режущее устройство надводного типа – применяют при малых производительностях.
Виброкавитационная коллоидная мельница.
Измельчитель состоит из корпуса, статора, и ротора. Статор и ротор имеют на поверхности направленные вдоль оси канавки. Подлежащий измельчению материал в виде суспензии поступают через штуцер в кольцевой зазор между ротором и статором и выходит через штуцер при вращении ротора частицы материала, двигаясь от канавок ротора к канавкам статора, совершают колебания высокой частоты.
При диаметре ротора измельчителя 0,5 м и частоте вращения около 18000 об/мин частота колебания частиц близка к ультразвуковым. Такие колебания материала в сочетании с диспергирующей средой и обуславливают высокую степень измельчения.
Для охлаждения или нагрева измельчителя предусмотрена специальная рубашка. Теплоноситель подается и выводится через штуцер.
Производительность измельчителя диаметром 0,5 м составляет по суспензии 500–700 кг/ч (размер конечных частиц от 10-6 до 10-9 мкм), потребляемая мощность около 60 кВт.
1.1.8 Области применения композитов
По мере развития технического прогресса возрастает необходимость разработки новых конструкционных материалов. В настоящее время перспективы развития машиностроения в значительной степени связывают с разработкой и широким применением композиционных материалов. Композиционные материалы обладают комплексом свойств и особенностей, которые отличают их от традиционных конструкционных материалов, и, прежде всего от металлических сплавов. Объективные потребности развития различных отраслей техники обусловили создание новых композиционных материалов с высокой прочностью и большими значениями модуля упругости на металлической, керамической, полимерной и прочих матрицах. [2]
В настоящее время существуют различные возможности комбинирования веществ для получения КМ. Существующие комбинации представлены в табл. 1.
Таблица 1 – Основные сочетания компонентов композитов
| Комбинация основных веществ | Вид | Применение и преимущества |
| Металл – металл | Дисперсионно отверженные сплавы | Высокотемпературная прочность, коррозийная устойчивость. |
| Металл – неорганическое вещество | Нити монокристаллов в металле; Металлы, покрытые керамическим слоем. |
Прочность, термостойкость, коррозийная устойчивость. |
| Неорганическое вещество – Неорганическое вещество | Слюда в стекле | Изоляция. |
| Металл – органическое вещество. | Метал. нити в пластмассе | Формовочная масса высокой прочности, коррозийная устойчивость, Изоляция. |
| Неорганическое вещество – органическое вещество | Тальк в пластмассе; пластмассы усиленные стекловолокном, порошковые включения | Бытовые изделия, облегченные конструкционные детали высокой прочности, изоляционные строительные детали, упаковочные материалы. |
| Органическое вещество – органическое вещество | Тефлоновая фибра в пластмассе. | Теплоизоляция, немецкие подшипники. |
| Металл – органическое вещество | Сотовая конструкция из металла. | Облегченные конструкции. |
| Органическое вещество – органическое вещество | Древесные волокна в пластмассе | Облицовочные материалы |
Применение полимерных композиционных материалов для упаковки, при обработке и хранении товаров и продуктов является очень широкой областью их использования. [2]
Существуют однослойные и многослойные изделия.
Однослойные материалы представлены в основном пленками, тюбиками, мешками и проч.
Пленочная упаковка . Этот способ заключается в упаковке товара с помощью пленки, отформованной методом вакуумного формования и приклеенной к плоскому основанию поливинилацетатным клеем. Прозрачность пленок пластифицированного ПВХ делает его особенно эффективным упаковочным материалом, если товар должен быть виден в упаковке. Такой способ упаковки резко упростил торговлю многими товарами в современных универсальных магазинах.
Тюбики . Тюбики из пластифицированного часто окрашенного ПВХ широко используются для упаковки различных веществ – шампуней, антифризов, стиральных порошков, моющих и смазывающих веществ и т.п. На них методом шелкотрафаретной печати легко наносятся надписи и рисунки. Такие сосуды часто герметически заваривают с помощью высокочастотной сварки. Они являются очень удобным и экономичным дополнением к традиционной упаковке жидкостей вследствие минимального количества используемого материала и легкости использования.
Мешки . В Великобритании пленочные мешки из пластифицированного ПВХ используются мало, тогда как в Италии, очевидно из экономических соображений, их широко применяют для упаковки отходов. Основным их недостатком по сравнению с мешками из ПЭНП является охрупчивание пленки ПВХ при длительном хранении или эксплуатации, а также при понижении температуры.
Другие области применения . Пластифицированный ПВХ широко используется как защитный материал при работе с агрессивными или вредными жидкостями, например для изготовления защитных перчаток и фартуков, для облицовки ящиков и сосудов, заменяя резину, нержавеющую сталь, керамику. Хотя его стойкость несколько ниже, чем непластифицированного ПВХ, тем не менее он является достаточно устойчивым материалом к действию большинства химических реактивов.
Обычно пластифицированный ПВХ мало используется для получения бутылей методом пневмоформования, этим методом больше перерабатывается полиэтилен. Бутыли из непластифицированного ПВХ довольно широко используются для упаковки различных пищевых продуктов, например апельсинового сока или алкогольных напитков для пассажиров авиации. Однако возможность выделения мономера винилхлорида ограничивает такое применение ПВХ.
Многослойные материалы:
В качестве упаковки широкое распространение получили полимерные материалы, состоящие из непрерывной полимерной фазы в сочетании с одной или более непрерывными неполимерными фазами или из нескольких непрерывных полимерных фаз. Это широкий класс материалов, состоящий из слоев различных материалов, соединенных при нагревании или склеивании, называется многослойными композиционными материалами. К ним относятся также многослойные материалы, получаемые при нанесении полимерного покрытия на пленочную подложку.
Многослойные материалы все шире внедряются в упаковку главным образом в результате возросших за последние 5–10 лет требований к упаковке и упаковочным материалам вследствие развития промышленности и торговли.
Многослойные материалы могут быть получены различными способами. Дублирование пленок склеиванием осуществляется мокрым способом при использовании жидких клеев в виде растворов в воде или органических растворителях и сухим способом с использованием клеев в виде расплавов или с удалением растворителя до склеивания. При мокром склеивании один из слоев материала должен быть проницаемым для паров растворителей.
Покрытие на подложку (целлофановую пленку, алюминиевую фольгу или бумагу) может наноситься экструдированием расплава композита, его через щелевую головку с прижимом покрытия к подложке с помощью прижимного и охлаждающих роликов. Этот процесс осуществляется непрерывным способом с высокой скоростью, однако он требует сложного оборудования. Таким же путем можно получать трехслойные материалы, используя расплав полимера в качестве связующего слоя для двух слоев другого материала (например, бумаги).
Нанокомпозиционные машиностроительные материалы на основе полимерных матриц находят все большее применение при создании герметизирующих устройств, узлов трения машин, механизмов и технологического оборудования, функциональных покрытий. Ассортимент низкоразмерных модификаторов непрерывно расширяется и включает металлические, силикатные, углеродные компоненты в виде простых веществ и соединений типа нитридов, карбидов, солей и т.д. [6]
Наиболее современным способом получения многослойных материалов является совместная экструзия (соэкструзия) расплавов нескольких полимеров, которые не смешиваются вследствие ламинарности потока расплава и образуют многослойное покрытие. Этот способ открывает широкие возможности для разработки новых упаковочных многослойных материалов с тонкими полимерными покрытиями, обеспечивающими оптимальное сочетание свойств при низкой стоимости материалов и малыми затратами на их производство. При соэкструзии не наблюдается разрывов пленок в результате проколов, и разделение одновременно экструдируемых слоев значительно менее вероятно, чем при экструзии отдельных пленок. Использование соэкструзии позволяет сравнительно просто получать недорогие материалы, удовлетворяющие всем требованиям дя упаковочных материалов. Так, защита от механических повреждений должна обеспечиваться выбором жесткой подложки типа бумаги или картона. Нанесение на подложку прочного полимерного слоя обеспечит высокую прочность на раздир и разрыв.
Метод соэкструзии позволяет получать чрезвычайно тонкие слои полимеров, обеспечивающих требуемые защитные свойства на дешевой подложке, обуславливающей общую прочность, необходимую толщину и более низкую стоимость материала по сравнению с обычными многослойными или однослойными полимерными пленками.
Применение полимерных композитов в строительстве за рубежом занимает второе место (после упаковки) и дает большой технико-экономический эффект как на стадии строительства, так и при эксплуатации объекта. Основная часть КМ представлена гидро-, теплоизоляционными, отделочными и антикоррозионными материалами.
1.1.9 Механохимическая активация
Этот способ активации основан на способности твердого тела накапливать подводимую к нему механическую энергию. Результатом является изменение целого ряда характеристик твердого тела и, прежде всего химического потенциала.
Химическое превращение под воздействием поглощения упругой энергии в процессе механической обработки твердого вещества называют механохимической реакцией.
Механическое воздействие начинается с измельчения, а заканчивается сильноэкзотермической реакцией.
При измельчении под влиянием деформации сдвига увеличивается число точечных контактов, на поверхности материала появляются различные дефекты, трещины, которые постепенно все глубже проникают в объем тела. Миграция дефектов делает возможным перемешивание вещества на молекулярном уровне, что значительно интенсифицирует диффузионно-контролируемые реакции.
Наиболее вероятным местом реакции являются точки контакта частиц и «носок» движущейся трещины.
При механическом воздействии в отдельных участках твердого тела создается поле напряжений. В зависимости от свойств тела, типа и режима обработки релаксация такого поля может иметь ряд последствий: выделение тепла, образование новых поверхностей, дефектов в кристаллах, появление короткоживущих активных центров. Помимо этих эффектов трение, раскалывание, разрушение поверхностей вызывает ее статическую электризацию с такой концентрацией заряда, что в материале создается электрическое поле с напряженностью, достигающей 107 В.см-1 . При ударе возникают локальные градиенты температур (600–8000 С) и давлений (2–4 ГПА).
Все вместе взятое генерирует целый ряд химически активных цастиц (ионы, радикалы, и пр.).
Эффективность механического воздействия возрастает при сокращении длительности импульсов и увеличении частоты их следования.
С практической точки зрения эти требования реализуются при условии высокоскоростного удара и вибрационной обработки. Поэтому в качестве реакторов здесь используются аппараты планетарного типа: планетарные и центробежные мельницы, вибромельницы и проч. Эти аппараты работают по принципу гравитационного измельчения, которое осуществляется путем взаимодействия двух центробежных сил. Эти силы превосходят силу тяжести в сотни раз.
1.1.10 Межфазные явления в полимерах
![]()
![]() Адгезия полимерных материалов к различным твердым телам (особенно к металлам) определяется интенсивностью молекулярного и химического взаимодействия на поверхности раздела.
Адгезия полимерных материалов к различным твердым телам (особенно к металлам) определяется интенсивностью молекулярного и химического взаимодействия на поверхности раздела.
Хорошую адгезию проявляют, поэтому полярные полимеры с большим числом химически активных функциональных групп в макромолекулах.
 Значительно слабее адгезия в случае неполярных (гомоуглеродных) полимеров (полиэтилен, полипропилен). Для повышения адгезии в случае неполярного полимера вводят активные добавки, усиливающие адгезионную связь с поверхностью вследствие образования, ориентированного адсорбционного слоя, хемосорбционно-связанного полярными группами с наполнителем и углеводородными цепями, проникающего в пленку. [7]
Значительно слабее адгезия в случае неполярных (гомоуглеродных) полимеров (полиэтилен, полипропилен). Для повышения адгезии в случае неполярного полимера вводят активные добавки, усиливающие адгезионную связь с поверхностью вследствие образования, ориентированного адсорбционного слоя, хемосорбционно-связанного полярными группами с наполнителем и углеводородными цепями, проникающего в пленку. [7]
Адгезия растет с уменьшением молекулярного веса и разветвленности цепей при сохранении гибкости и подвижности звеньев. В модельных композициях можно выделить три характерных типа веществ (рис.): вещество частицы – (Ч), связующего (С) и пограничный слой к частице (защитный слой, П). Известно, что даже при небольшой концентрации наноразмерных частиц модификатора (до 0,1% масс.) свойства композита на основе полимера существенно изменяются, (износостойкость, прочностные характеристики увеличиваются на 20–30%).
![]()
![]()
![]()
 П
П
![]()
![]()
![]() Ч
Ч
С
При создании композита трудно достичь равномерного распределения частиц по объему связующего.
Известно, что низкоразмерные частицы обладают собственным нескомпенсированным зарядом с большим временем релаксации. Тогда вокруг заряженной частицы модификатора возникает ансамбль (кластер) поляризованных частиц среды. Эти кластеры могут привести в движение большое количество нейтральных молекул жидкости, поскольку относительная концентрация зарядов в жидкости мала (10-6 ч 10 -1 ).
Эти молекулы могут поляризоваться, находясь в электрическом поле частицы и вступать во взаимодействие с зарядом, образуя структуру «заряд-слой» диполей. Внешняя оболочка этой структуры создает вокруг себя новый слой диполей и т.д. до некоторого равновесного формирования – «зарядового кластера».
Расчеты показывают, что размер модифицированной частицы по толщине составляет -400 нм. Тогда для всего объема полимера радиус частицы модификатора может быть равным 25–30 нм. Эти размеры могут быть получены известными технологическими способами.
На рис. показана предполагаемая топологическая модель межфазных взаимодействий наполнителя с полимерной матрицей.
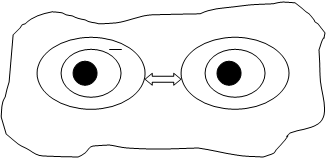 |
Рис. 1.2 – Предполагаемая топологическая модель межфазного взаимодействия
В основе формирования структуры композита лежит сложная совокупность химико-физических и физико-химических взаимодействий, приводящих к образованию межфазных областей и способствующих упрочению материала.
К первым следует отнести взаимодействия химически активных связей функциональных групп и радикалов между собой и фрагментами дисперсионной среды.
Ко вторым – адгезионные и адсорбционные взаимодействия полимера и наполнителя на активных центрах развитой поверхности раздела фаз и далее формирование одно- и многослойных пограничных слоев за счет диполь – дипольного взаимодействия соседних частиц.
При этом первый вид взаимодействия преимущественно происходит в пограничных слоях между частицами дисперсной фазы в дисперсионной среде.
Особую роль в упрочении структуры играют межфазные области. Межфазные области в полимерных композита являются важным элементом структуры, во многом определяющим макроскопические свойства этих материалов. [8]
Была сделана попытка анализа структурного механизма формирования межфазных областей для нанокомпозитов на основе ПП.
И полимерная матрица нанокомпозита, и поверхность частиц наполнителя, взаимодействующих при формировании межфазного слоя, являются фрактальными объектами.* При взаимодействии таких объектов существует только один линейный масштаб ℓ** , определяющий расстояние их взаимопроникновения.
Поскольку в полимерных композитах модуль упругости наполнителя обычно выше этого показателя для полимерной матрицы, считают что в этом случае происходит внедрение наполнителя в полимерную матрицу.
Наблюдается снижение прочности нанокомпозитов на основе ПП с ростом содержания наполнителя, так как прочность зависит от межфазных адгезионных сил на границе полимерная матрица-наполнитель.
Очевидно, что чем выше уровень межфазной адгезии, тем совершеннее структура межфазных областей в композитах. Так, прочность на сдвиг определяется именно адгезионной прочностью межфазного слоя. Увеличение сил межфазной адгезии приводит к росту относительной доли межфазных областей и, следовательно, к повышению прочности нанокомпозита.
Изменение объема, занимаемого межфазными областями в полимерных нанокомпозитах, оказывает такое же существенное влияние на вариации механических свойств, как и концентрация наполнителя. При этом важной является геометрия частиц наполнителя, точнее площадь контакта полимер-наполнитель. Важно, где реализуются межфазные явления и формируются межфазные области. Существенную роль в механизме упрочнения играют агрегация частиц наполнителя и молекулярная структура полимерной матрицы.
Обнаружено увеличение предела текучести примерно в 1.5 раза для нанокомпозита по сравнению с исходным ПП. Одновременно возрастает модуль упругости и увеличивается длинна линейных дефектов, ответственных за пластические деформации. [8]
2. Выводы по аналитическому обзору
1. Мировое производство композиционных материалов возрастает, и их ассортимент непрерывно расширяется.
2. Ассортимент композитов представлен двумя разновидностями материалов, изготовленных на их основе гомо- и гетероцепных полимеров.
3. В качестве наполнителей применяют широкий спектр органических и неорганических соединений порошкового, волокнистого и слоистого типов.
4. С целью повышения адгезии в рецептуру композитов вводят модификаторы, преимущественно для случая использования в качестве матрицы неполярных или малополярных полимеров.
5. Возрастает число публикаций в отраслевой периодике, посвященных исследованию композитов, приготовленных методами нанотехнологии.
6. Интенсивно внедряются новые методы активации систем, включающие сонно-, механо-, крио-, фото- и прочие воздействия.
3. Патентная проработка темы
Для проведения патентных исследований определяется предмет поиска по теме дипломной работы подлежащей исследованию.
Поиск проводится по данным сети Интернет (www.fips.ru).
Предмет поиска «Производство композиционных материалов».
Цель: установление уровня развития техники и анализ применимости прогрессивных решений в дипломном проекте.
В соответствии с содержанием темы выбраны следующие индексы:
С08L95/00; С08L97/02, С08L17/00, С08J5/00, B27L11/02, B29C49/12
Патентные исследования проводились по выбранному индексу Международной классификации изобретений МПК на глубину 10 лет (с 2007 вглубь без пробелов).
Номера охранных документов представлены в таблице 2.
Таблица 2 – Номера охранных документов
| Индекс МПК (51) | Номера охранных документов (11), (21) | Номер БИ, год издания (45) | Название изобретения (54) |
| 1 | 2 | 3 | 4 |
| С08L97/02 | 2240334 | 2007.01.20 | Композиция на древесной основе |
| С08L95/00 | 95114379 | 2002.06.25 | Способ получения битумной композиции |
| С08L97/02 | 2003118707 | 2004.12.20 | Композиция на древесной основе |
| С08L17/00 | 2223990 | 2004.03.12 | Битумно-резиновая композиция |
| С08J5/00 | 2266925 | 2005.05.6 | Способ изготовления изделий из композиционных материалов |
| С08L95/00; С08L97/02 | 2277554 | 2006.01.10 | Пресс – композиция для изготовления композиционных материалов |
| B27L11/02 | 200115083 | 2007.04.27 | Способ определения толщины щепы |
| B29C49/12 | 2299134 | 2007.05.20 | Экструдер. |
После предварительного анализа были выбраны изобретения, представляющие интерес для рассматриваемой темы. К исследуемой теме наиболее близкое отношение имеют следующие изобретения:
1. (21) 2003118707, (22) 2003.06.25, (51) C08L97/02
(72) Стернин Ю.И., Юрченко И.В., Загоруйко А.Д.
(54) Композиция на древесной основе
(57) Композиция на древесной основе, включающая связующий компонент, отличающаяся тем, что в качестве древесной смолы используют предварительно разделенную на бересту и луб и измельченную до 0,1–59 ммберезовую кору, в качестве связующего компонента применяют экологически безопасные вещества при следующем соотношении составляющих масс, %:
Древесная основа 5–99%
Связующий компонент 1–95%
2. Композиция по п. 1, отличающаяся тем, что древесная основа выполнена из бересты.
3. Композиция по п. 1, отличающаяся тем, что древесная основа выполнена из луба.
4. Композиция по п. 1, отличающаяся тем, что древесная основа выполнена из смеси луба и бересты при заданном соотношении составляющих
5. Композиция по п. 1, отличающаяся тем, что в качестве связующего компонента используют таловое масло или талловый пек.
6. Композиция по п. 1, отличающаяся тем, что включает функциональную добавку.
2. (11) 2240334, (22) 2002.06.25, (51) C08L97/02
(72) Стернин Ю.И., Юрченко И.В., Загоруйко А.Д.
(54) Композиция на древесной основе
(57) Изобретение относится к производству экологически безопасных строительных элементов, материалов и покрытий, используемых в строительстве, мебельной промышленности, для производства тары, гранулированного и брикетного топлива и т.д. Изобретение может быть использовано для изготовления различных строительных элементов: прессованного конструкционного бруса, плит, блоков, панелей, черепицы, профильных и корпусных изделий, покрытия спортивных площадок, паркетной доски, засыпных материалов, теплоизоляции, звукоизоляции, влагоизоляции, для нанесения покрытия с помощью кисти, шпателя или другим известным способом на поверхности, для изготовления европоддонов, приспособлений для гольфа и т.д. Композиция на древесной основе включает экологически безопасный связующий компонент. В качестве древесной основы используют березовую кору, разделенную на бересту и луб, измельченные до 0,1–50 мм. Кроме того, древесная основа может быть выполнена только из бересты, или только из луба, или из смеси бересты и луба, при заданном соотношении компонентов. В качестве связующего компонента может быть использовано таловое масло или таловый пек. Определенное соотношение компонентов обеспечивает повышение плотности, прочности, водостойкости и стойкости против микроорганизмов и грибков изделий, полученных из предложенной композиции при одновременном снижении их токсичности при изготовлении и эксплуатации
3. (11) 2299124, (22) 2006.06.10, (51) В29С47/12
(72) Окулич Е.Г., Остриков Н.О., Глухов Д.А.
(54) Экструдер
(57) Изобретение относится к экструзионному оборудованию и может быть использовано для производства экструдированных пищевых продуктов, а также в других отраслях промышленности, применяющих экструзию.
Устройство содержит корпус, шнек с приводом вращения и формующую головку с мундштуком и коническим дорном. Конический дорн снабжен валом и выполнен сборным из двух частей. Каждая из частей дорна выполнена с направления и скорости вращения с помощью соосных валов и редуктора.
Один из валов выполнен сплошным и расположен в другом полом валу. Мундштук имеет возможность совершать возвратно-поступательное движение вдоль оси экструдера с помощью реечного механизма и шлицов. Шлицы находятся на внутренней поверхности мундштука. В них расположены направляющие, жестко соединенные с поверхностью выходного конца корпуса экструдера.
Форма направляющих на корпусе экструдера повторяет форму шлицов на мундштуке так, что направляющие входят в шлицевые пазы мундштука.
Зубчатое колесо реечного механизма, жестко закрепленное на своем валу, находится в зацеплении с рейкой, жестко прикрепленной к мундштуку. Углы конусности внутренней части мундштука и конического дорна подобраны так, чтобы зазор между ними имел форму конического кольцевого канала.
Внешняя поверхность последней части дорна и внутренняя поверхность конусной части мундштука имеют накатку для получения продукта требуемой формы. Изобретение позволяет получать экструдированный продукт, не требующий дальнейшего измельчения, повысить качество готового продукта.
Патентные исследования по фонду изобретений показали, что тема разработана достаточно хорошо. Однако, внимание разработчиков к исследуемой теме неравномерно по годам. Пик изобретательской деятельности приходится на 2004 год.
Изобретения, представленные в табл. 2 (10 шт.), касаются «способа вещества» (состав) и «устройства», как объект изобретений.
Для детального анализа отобрано три изобретения, имеющих непосредственное отношение к исследуемой теме. В них разработаны различные способы изготовления композиционных материалов, при этом решаются задачи усовершенствования этого способа путем модернизации оборудования, технологии получения материалов.
Из рассмотренных устройств интересен патент №2299124. Изобретение позволяет получать экструдированный продукт, не требующий дальнейшего измельчения, повышается качество готового продукта за счет усовершенствования установки.
Из рассмотренных способов интересен экологтчески безопасный метод (21) 2003118707 «Композиция на древесной основе», в котором применяют экологически безопасные вещества.
Наиболее усовершенствованным способом получения композиционных материалов, по сравнению с (21) 2003118707, является (11) 2240334 «Композиция на древесной основе», в котором применяют и экологически безопасные вещества, и одновременно снижается токсичность при изготовлении и эксплуатации.
4. Обоснование инженерных решений
4.1 Инженерные решения, положенные в основу проекта
В существующую технологическую схему производства композитов на основе полипропилена, внесены следующие изменения:
1. использован, взамен добавок модификатора метод механохимической активации композитов исходного сырья, обеспечивающий наноразмерность наполнителя, полярность фрагментов полимерной цепи и упрочнение нанокомпозита за счет возросшей адгезии полимерной матрицы к наполнителю и образование химической связи между ними.
2. использовано современное перерабатывающее оборудование:
3. предложен новый состав композита на основе ПМ и древесной муки, взамен талька (тип композита, органическое вещество – органическое вещество,), что помимо существенного удешевления обеспечивает более высокое качество продукта и декоративность будущих изделий, поскольку материал приобретает текстуру ценных древесных пород.
4. возможность использования в рецептуре композита вторичных сырьевых материалов (отходов потребления полимерной химии и деревопереработки) без ухудшения качества композита.
5. разработка двух технологических схем производства микрокомпозита (экструдер-режущее устройство-сушка-упаковка) и нанокомпозита (виброакустическая мельница – экструдер-режущее устройство).
5. Расчетно-технологическая часть
5.1 Техническая характеристика сырья и продукта
Готовой продукцией являются материалы на основе полипропилена.
Характеристика исходного сырья и вспомогательных материалов
| Наименование сырья, материалов | ГОСТ или ТУ | Наименование показателей, обязательных для проверки | Значение показателей с допустимыми отклонениями |
| 1 Полипропилен | импорт ф-ма Borealis ф-ма DOW |
Показатель текучести расплава, г/10 мин при 230 С и 5 кг нагрузки: – для внешних деталей – для внутренних деталей (консоли, ящики) – для внутренней обшивки багажника, корпусов вентиляторов, внутренних деталей |
1,2–5 |
| 0,5–5 | |||
| 1,2–5 | |||
| Плотность, г/см3 | 0,900–0,910 | ||
| Насыпной вес, г/см3 | 0,370–0,520 | ||
| 2 Ирганокс 1010 (термостабилизатор) | Импорт фирма Ciba Geigi |
Внешний вид Массовая доля летучих, % |
Белый |
| кристаллический | |||
| порошок | |||
| 0,2 | |||
4 Тальк Magil Diamond 350 |
Импорт фирма Omja |
Насыпной вес, г/см3 Размер частиц, мкм |
0,4–0,8 |
| 30–40 | |||
| 5. Древесная мука | ГОСТ 16631- 87, марка 180 |
Насыпной вес, кг/м3 Влажность, % Массовая доля кислот, % |
От 100–140 140140140 |
| Не б. 8% | |||
| Не б. 0,01% |
Полипропилен .[СН2 Ї СН]n
![]()
СН3
Мировое потребление полипропилена в 1997–2003 г. увеличилось почти на 11 млн. т. в результате его широкого применения взамен конструкционных пластмасс. Макомолекула полипропилена состоит из элементарных звеньев чередующихся вторичных и третичных атомов углерода, при этом каждый третичный атом углерода – асимметрический и может иметь D и L конфигурации. Атактический полипропилен, у которого асимметрический атомы углерода D и L конфигурации располагаются беспорядочно, характеризуется аморфной структурой и представляет собой каучукоподобный материал, растворимый во многих органических растворителях. Изотактический полипропилен, наоборот, – жесткий высококристалличный материал, растворяющийся только в расплавленном состоянии. Такой полимер сходен с ПЭВД.
Полипропилен отличается высокой теплостойкостью и хорошими диэлектрическими свойствами, он устойчив к действию кислот и оснований. Полипропилен используется для изготовления прочных пленок и волокон. Полипропиленовые пленки прозрачны и отличаются низкими газо- и влагопроницаемостью. Полипропилен применяется также при изготовлении посуды, теплоизоляционных покрытий, труб, емкостей, различных деталей.
Древесина -биополимер сложного состава. Древесная мука получается путем истирания древесных отходов. Составляющие древесной муки:
Основу древесины составляет целлюлоза до 50%, лигнин до 30%. далее в его состав входят пентазаны и гексозоны до 20%, содержание смол до 3%, остальное зола. В основном используются лиственные породы деревьев, т. к. хвойных породы имеют ограничение в использовании, они содержат большое количество очень смол, это снижает прочность полученного материала.
Ирганокс. Представляет собой белый или кремовый кристаллический порошок. Нерастворим в воде. Раздражающим действием не обладает. Используется в качестве термостабилизатора.
Тальк. Представляет собой порошок белого цвета. Используется для исключения слипания крошек каучука
Таблица 3.2-Характеристика готовой продукции
| Композиционные материалы | ||
| Полипропилен, модифицированный древесной мукой (ТУ на стадии разработки) | Полипропилен, наполненный тальком ТУ 6–05–19–87 | |
| 1. Внешний вид | Гранулы однородного цвета | |
| 2. Гранулометричес ий состав | Гранулы размером от 2 до 5 мм | |
| 3. Показатель текучести расплава, г/10 мин | - | 0,40–0,65 0,950–0,985 22,6
|
| 4. Плотность, г/см3 | 0,900–0,930 | |
| 5. Показатель текучести при растяжении (МПа) | 29,8 | |
| 6. Прочность при разрыве МПа. | 32,0 | |
Таблица 3.3 – Отходы производства
| Наименование отхода | Количество, | Направление | |
| т/год | использования | ||
| 1 Твердые отходы: | |||
| – просыпи полимера, добавок и | |||
| наполнителей, спекшийся агломерат | 15,7 | в дорожном | |
| полимера, собранная пыль от системы | строительстве | ||
| аспирации | |||
| 2 Выбросы в атмосферу: | |||
| – пыль полипропилена | 0,744 | после очистки в фильтре рассеиваются в атмосфере | |
| – пыль талька | 0,094 | ||
| – пыль ирганокса | 0,007 | ||
| – формальдгид – уксусная кислота | 0,002 -0,184 | рассеваются в атмосфере | |
| 3 Стоки: – крошка полиэтилена – формальдегид- | 0,002 0,068 | канализацию химзагрязненных стоков | |
Таблица 3.4 – Отходы производства при применении подводного гранулятора
| Наименование отхода | Количество, | Направление | |
| т/год | использования | ||
| 1 Твердые отходы: | |||
| – просыпи полимера, добавок и | |||
| наполнителей, спекшийся агломерат | 11,3 | в дорожном | |
| полимера, собранная пыль от системы | строительстве | ||
| аспирации | |||
| 2 Выбросы в атмосферу: | |||
| – пыль полипропилена | 0,344 | после очистки в фильтре рассеиваются в атмосфере |
|
| – пыль ирганокса | 0,0073 | ||
| – формальдегид | 0,002 | рассеваются в атмосфере | |
| 3 Стоки: – крошка полиэтилена – формальдегид- | 0,002 0,068 | канализацию химзагрязненных стоков | |
5.2 Материальный баланс производства
Материальный баланс: проект
Материальный баланс
| Приход | Расход | ||||
| Наименование | т/г | %, мас | Наименование | т/г | %, мас |
| 1 Полипропилен | 2758 | 0.788 | 1 Готовый продукт | 3479,0 | 0,994 |
| 2 древесная мука | 703.5 | 0.201 | 2 Отходы, в т.ч.: | 21,0 | 0,006 |
| 3 добавока: | а) твердые, в т. ч.: | 18,91 | |||
| – полимер (пережженные жгуты, слитки, | |||||
| -ирганокс 1010 | 38 | 0,011 | просыпи, собранная пыль от фильтра) | 7,408 | |
| – смесь добавок (просыпи, | |||||
| собранная пыль от | |||||
| фильтра) | 4,698 | ||||
| б) выбросы в атмосферу, в т. ч.: | 5,73 | ||||
| – формальдегид | 0,00027 | ||||
| – органические кислоты | 0,213 | ||||
| – окись углерода | 2,0948 | ||||
| – взвешенные вещества | 3,3340 | ||||
| Итого: | 35 00 | 1 | Итого: | 3500 | 1 |
5.3 Описание технологической схемы производства
Технологическая схема получения композиционных материалов включает следующие стадии:
· подготовка и подача сырья в производство;
· дозирование компонентов;
· экструзия и грануляция;
· сушка и расфасовка готовой продукции;
Для получения композиционных материалов используются следующие виды сырья: гранулированный полимер (полипропилен), армирующие добавки, наполнители.
Гранулированный полипропилен вручную высыпается из мешков в бункер растарочной установки Б-6300, из которого вакуумтранспортом подается в бункер Б-8100 для промежуточного хранения.
Из бункера полимер самотеком поступает в загрузочную емкость Б-2100 через специальный штуцер, установленной на ней растарочной установки Б-2100.
Управление загрузкой емкости и выгрузкой полипропилена из нее осуществляется в автоматическом режиме по показателям уровня с помощью электропневматических задвижек.
Загрузка емкости Б-2100 может осуществляться также вручную через загрузочное отверстие растарочной установки Б-2100.
Из емкостей материалы в количестве, определенным рецептурой и производительностью экструдера, подаются непрерывными весовыми дозатороми ВД-2100 в загрузочную воронку первой зоны экструдера Э-3000.
Подготовка смеси включает в себя следующие операции:
· взвешивание определенного количества добавок на напольных электронных весах;
· загрузка компонентов в передвижные контейнеры объемом 150 л;
· смешивание компонентов непосредственно в контейнерах с помощью смесителя;
· подача контейнеров с предварительной смесью добавок к узлу загрузки в дозирующее оборудование.
От мест загрузки компонентов в контейнеры и смесители предусмотрены местные отсосы с целью исключения попадания пыли в рабочее помещение. Запыленный воздух перед выбросом в атмосферу подвергается очистке в рукавном фильтре V-7700.
Смесь добавок через систему дозирования, состоящую из непрерывных шнековых дозаторов, в которых она дополнительно перемешивается, подается в загрузочную воронку первой зоны экструдера Э-3000.
С целью предотвращения попадания пыли в рабочую зону в местах растаривания наполнителей и загрузки их в экструдер предусмотрены местные отсосы запыленного воздуха, который выбрасывается в атмосферу после очистки в фильтре V-7700.
Поступившие в двухшнековый экструдер Э-3000 компоненты плавятся, перемешиваются до гомогенного состояния, расплав проходит через экструзионную головку с фильерой для образования стренг (прутков).
Привод экструдера состоит из двигателя переменного тока с редуктором с бесступенчатой регулировкой числа оборотов. Двигатель выполнен с двойным кожухом для охлаждения циркулирующей деминерализованной водой, охлаждаемой оборотной водой.
Экструдер снабжен фильтром расплава постоянного действия, который предназначен для исключения попадания в стренги посторонних металлических включений. Система смены фильтровальных сит постоянного действия обеспечивает смену сит без сокращения активной поверхности фильтрации и без уменьшения потока расплава, с минимальными скачками давления.
Поддержание заданной температуры в зонах экструдера, системе смены сит и экструзионной головке осуществляется с помощью электрообогрева, (нагревательные элементы располагаются непосредственно у обогреваемых зон) и водяного охлаждения. Охлаждение производится деминерализованной водой (конденсатом), которая находится в рецикле и охлаждается оборотной водой в системе охлаждения. Замер температуры корпуса экструдера осуществляется во всех зонах обогрева экструдера. Температура зон экструдера и экструзионной головки регулируется автоматически через программный регулятор.
В экструдере предусмотрена зона дегазации для удаления продуктов разложения, образующихся при плавлении компонентов. Выделяющиеся пары и газы удаляются из зоны аспирации системой вакуумного отсоса. Часть веществ растворяется в деминерализованной воде вакуумных насосов и отводится в канализацию хим. загрязненных вод. Нерастворенные пары и газы от вакуумной установки отсасываются вентилятором МV-7750 и выбрасываются в атмосферу.
Полученные стренги (прутки) охлаждаются деминерализованной водой в системе из ванн В –1,2. Поверхностная влага со стренг удаляется специальным отсасывающим приспособлением S-5300. Затем стренги режутся на гранулы заданного размера в грануляторе G-5501. Гранулы просеиваются на классификационном вибросите ВС-5600 для отделения некондиционных фракций: мелкой – менее 2-х мм, крупной – более 5-мм.
Товарные гранулы из-под вибросита по системе вакуумтранспорта, состоящей из приемной воронки B-6100, воздуходувки P-6100 направляются на окончательную сушку.
Для достижения гранулированным продуктом остаточной влажности менее 0,1% предусмотрена непрерывная система сушки, состоящая из приемной воронки В-6101, сушильной емкости В-6102, установки подачи и регенерации воздуха сушки, нагревателя воздуха HS-6100. Система сушки работает в автоматическом режиме.
Высушенный гранулированный композиционный материал вакуумтранспортом направляется в бункеры для готовой продукции Б-8200 и Б-8300. Предусмотрены две линии транспортировки продукта в каждый из бункеров от специальной воронки В-6200 с двумя выгрузочными штуцерами, расположенной под сушильной емкостью В-6102. На бункерах Б-8200 и Б-8300 установлены приемные циклоны VA-6201 и VA-6202. Загрузка бункеров и выгрузка из них материала производится по показателям уровня.
Из бункеров готовая продукция самотеком по двум трубопроводам (по одному из каждого бункера) поступает в приемную воронку B-8400 с двумя приемными штуцерами, расположенную над автоматической установкой для расфасовки AS-6500. Воронка снабжена указателями уровня. Выбор бункера, из которого будет производиться расфасовка, осуществляется с помощью электропневматических задвижек XSV-8200 и XSV-8300.
Производительность установки при заполнении готовым продуктом мешков разных видов следующая:
· 900 кг/ч – заполнение мешков по 25 кг.
· 1000 кг/ч – заполнение контейнеров.
Расфасованный гранулят композиционного материала электропогрузчиками направляется к местам хранения на складе готовой продукции, с которого отгружается потребителю.
5.4 Описание основного оборудования
Двухшнековый экструдер – принцип действия его основан на вращении шнеков в одинаковом направлении. Митериал непрерывно поворачивается вдоль отверстия, вокруг шнеков, имеющих форму 8. Благодаря профилю шнека, прочесывающему всю зону пространства, в котором протекает технологический процесс, достигается высокая степень гомогенизации и самоочистки.
Технические данные экструдера приведены в таблице 4.
Таблица 4. – Технические данные экструдера
| Производи-тельность, кг/час | Диаметр щнека, мм |
Число оборотов шнека, об/мин |
Масса, кг | Мощность Обогрева, кВт |
Мощность электродвигателя, кВт |
| До 600 | 90 | 12,5–125 | 7500 | 55 | 19,2 |
Принцип работы экструдера Э-3000.
Дозированная загрузка материала в двухшнековый экструдер производится прямо через наполнительную горловину наполнительной камеры. Принудительные перемещения обеспечиваются встраиванием специального шнекового элемента со сдвигающей кромкой. Производительность зависит от свободного поперечного сечения прохода, наклона шнека и числа оборотов, а также от внешней и внутренней сил трения и помехи вращению в надсводной части шнека. Оптимальное втягивание продукта обеспечивается выбором геометрии шнековых элементов и стравливанием воздуха в последующей технологической цепи.
Пластификация, гомогенизирование и диспергирование обеспечивается за счет встраивания специальных месительных элементов.
В зоне дегазации вытягиваются потенциально имеющиеся в материале летучие компоненты.
В конце шнека в зоне вывода продукта создается давление, обеспечивающее преодоление сопротивления потока выносимого материала, а также механизма замены сит и формазадающих инструментов. Несмотря на открытие канала, достигается частично принудительное транспортирование благодаря влиянию сопротивления надсводной части.
5.5 Расчет температуры расплава в формующей головке
Технологический процесс производства композиционных материалов обусловлен такими параметрами, как температура, скорость охлаждения потока, скорость вращения шнека и потери давления в формующей головке. Температура расплава влияет на прочность, относительное удлинение, вязкость расплава и соответственно изменяются потери давления в формующей головке, производительность и степень гомогенизации расплава.
Известно, что полимеры перерабатываются при различных температурах, но для каждого метода выбираются температуры, обеспечивающие необходимые значения вязкости расплава. Поскольку формование материала происходит при выдавливании расплава через более узкую щель, то температура полимера повышается. Расчет температуры расплава основан на использовании показателя текучести расплава.
Для расчета температуры расплава при производстве композиционных материалов используем уравнение (2.1), [2]
Тэ
= ![]() , (1)
, (1)
Где E![]() =18 кДж/моль – энергия активации вязкого течения, при скоростях сдвига
=18 кДж/моль – энергия активации вязкого течения, при скоростях сдвига ![]() [2].
[2].
R=8,314 кДж/моль·К – универсальная газовая постоянная;
Ti=150єС – температура переработки;
Используя показатель текучести расплава ![]() = 3,0 г/10 мин, по номограмме 4, находим:
= 3,0 г/10 мин, по номограмме 4, находим:
![]()
![]() =2,5·104
Па – напряжение сдвига [2];
=2,5·104
Па – напряжение сдвига [2];
![]() =2,1·104
Па – напряжение сдвига [2];
=2,1·104
Па – напряжение сдвига [2];
![]() =1,2 ·101
,с-1
– скорость сдвига [2];
=1,2 ·101
,с-1
– скорость сдвига [2];
Тэ=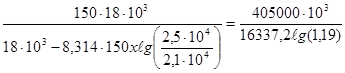
![]() =175,59єС
=175,59єС
5.5.1 Расчет скорости движения композиционных материалов
Для расчета скорости отвода стренгов используем уравнения теплопередачи в нестационарных условиях.
Расчет параметров охлаждения производим графоаналитическим методом, т.е. зная значение безмерной температуры:
Q =![]() (2.1)
(2.1)
где Тn=72,5єС=345,5К – средняя температура полимера [1.];
Ткр=130єС=403К – температура кристаллизации полимера [2.];
Тв=30єС=303К – температура воздуха [2].
Q =![]() єС
єС
Найдем критерий Грасгоффа, определяемый по формуле (2.2): [2]![]()
Gr =![]() , (2.2)
, (2.2)
где![]()
![]() ,0033 – температурный коэффициент объемного расширения воздуха;
,0033 – температурный коэффициент объемного расширения воздуха;
![]() 0
= 250 мм = 2,5 м – длина стренга;
0
= 250 мм = 2,5 м – длина стренга;
g =9,8 м/с2 – ускорение свободного падения;
Тw = 116,25єС = 389,25К – средняя температура полимера;
![]() = коэффициент кинематической вязкости воздуха при температуре 30єС [2].
= коэффициент кинематической вязкости воздуха при температуре 30єС [2].![]()
Gr = ![]()
![]() 142 ·10-13
142 ·10-13
При свободной конвекции воздушной среды критерий Нуссельта, при ламинарном режиме, составляет:
Nu = 0,695· Gr0,33 (2.3)
Nu = 0,695 · (142 ·10-13 )0,33 = 6,95 ·10-3
Коэффициент теплоотдачи равен: ![]() , (2.4)
, (2.4)
где ![]() = 2,67 · 102
Вт/м·К – коэффициент теплопроводности воздуха при температуре Т=30єС [4.c. 402];
= 2,67 · 102
Вт/м·К – коэффициент теплопроводности воздуха при температуре Т=30єС [4.c. 402];
![]() = 92,7825 Вт/м2
· К
= 92,7825 Вт/м2
· К
Численное значение Био [4]:
![]() , (2.5)
, (2.5)
где ![]() = 3 мм – толщина жгута;
= 3 мм – толщина жгута;
![]() Вт/м·К – теплопроводность полимера при температуре Т= 101,25єС [3]
Вт/м·К – теплопроводность полимера при температуре Т= 101,25єС [3]
![]() = 1295,7
= 1295,7
Используя значение критерия Био, находим по номограмме критерий Фурье: [3]
F0 =0,04
Определив критерий Грасгофа, Нуссельта, Био и Фурье, рассчитываем скорость отвода полимера. Коэффициент теплоотдачи при условии вынужденного движения жгута относительно воздуха, находим по критерию Рейнольдса:
Re
=![]() , (2.6)
, (2.6)
где ![]() =0,002 м/с – скорость движения от линии кристаллизации до направляющих пластин [2].
=0,002 м/с – скорость движения от линии кристаллизации до направляющих пластин [2].
Re
=![]() = 2,5 · 10
-2
,
= 2,5 · 10
-2
,
А затем рассчитываем коэффициент теплоотдачи:
![]()
![]() , (2.7)
, (2.7)
![]() = 1,41
= 1,41
Для последующих расчетов берется наибольшее значение коэффициента теплоотдачи из двух найденных ![]() или
или![]() .
.
Скорость отвода материала из условий охлаждения будет равна:
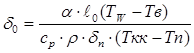 , (2.8)
, (2.8)
где ![]() =900 кг/м3
– плотность полимера при температуре Т=20єС [2];
=900 кг/м3
– плотность полимера при температуре Т=20єС [2];
![]() = 1,92 кДж/(кг·К)=1,92·103
Дж/(кг·К) – теплоемкость полимера [2];
= 1,92 кДж/(кг·К)=1,92·103
Дж/(кг·К) – теплоемкость полимера [2];
![]() = 2·10-3
м/с
= 2·10-3
м/с
5.5.2 Расчет перепада давлений в формующей головке
Для нахождения потерь весь путь движения расплава в головке разбивают условно на участки с постоянной геометрической формой каналов и нумеруют их. Общий перепад давления находят как сумму перепадов на полученных участках. Так, головку кольцевой формы канала можно разбить на три участка.
1 . Форма канала кольцевая
г1 = (3n+1)*V (3.1)
n*р*R3 *c
где n=0,4 – показатель степени;
V=9 см3 /с – объемный расход;
R=0,3 см-радиус канала;
с =12 – число параллельных каналов на расчетном участке.
(3*0,4+1)*9
г1 = 0,4*3,14*0,33 *12 =126 с-1 .
По номограмме [1] определяем напряжение сдвига:
![]()
![]() =7,9·104
Па
=7,9·104
Па
Находим перепад на первом участке: [2]
ДС=2-![]() (ℓ+mR)/ R, Па (3.2)
(ℓ+mR)/ R, Па (3.2)
ℓ=17,2 см длина канала;
m=0 входовый поправочный коэффициент;
![]() ДС =2*7,9*104
(17,2+0*0,3) =359*104
= 3,95 МПа;
ДС =2*7,9*104
(17,2+0*0,3) =359*104
= 3,95 МПа;
0,3
2 . Форма канала кольцевая, находим скорость сдвига по формуле 3.1:
(3*0,4+1)*9
![]() г2
= 0,4*3,14*0,43
*12 =73,3 с-1
.
г2
= 0,4*3,14*0,43
*12 =73,3 с-1
.
R=0,4 см-радиус канала;
с =12 – число параллельных каналов на расчетном участке
По номограмме [1] определяем напряжение сдвига:
![]()
![]() =6,2·104
Па
=6,2·104
Па
Находим перепад на втором участке [2]:
ℓ=4 см – длина канала
Находим перепад давления на втором участке, по формуле 3.2:
![]() ДС2
= 2*6,2*104
(4+0*0,4) =83*104
= 0,83МПа;
ДС2
= 2*6,2*104
(4+0*0,4) =83*104
= 0,83МПа;
0,4
3 . Форма канала кольцевая, находим скорость сдвига по формуле 3.1:
![]() г2
= (3*0,4+1)*9
г2
= (3*0,4+1)*9
0,4*3,14*0,53 *12 =2,8 с-1 .
R=0,5 см-радиус канала;
с =12 – число параллельных каналов на расчетном участке
По номограмме [1] определяем напряжение сдвига:
![]()
![]() =4,1·104
Па
=4,1·104
Па
Находим перепад на третьем участке [2]:
ℓ=3 см – длина канала
Находим перепад давления на втором участке, по формуле 3.2:
![]() ДС2
= 2*4,1*104
(3+0*0,5) =31*104
= 0,31 МПа;
ДС2
= 2*4,1*104
(3+0*0,5) =31*104
= 0,31 МПа;
0,5
Суммарный перепад давлений на всех участках для головки должен быть равен: [2]
5 МПа≤У Дрi ≥15 МПа;
Дробщ = У Др=3,95+0,83+0,31=5,09 Мпа.
Как видно, суммарный перепад давлений попадает в экспериментальную область 5 МПа≤5,09 Мпа≥15 МПа, которая обеспечивает оптимальную взаимосвязь между производительностью аппарата и степенью гомогенизации расплава.
Технико–экономические показатели
| Наименование показатели | Единица измерени я | Данные проекта | Данные завода | Дпр Ч100% Дан |
| аналога | Проекта | |||
| 1. Годовой объём производства | тонн | 3000 | 3500 | 116 |
| 2. Годовой объём производства | Тыс. руб. | 36000 | 42000 | 116 |
| 3. Производственные затраты | Тыс. руб. | 6360,172 | 6576,678 | 103 |
| 5. Оборотные средства | Тыс. руб. | 172485,252 | 1813473,77 | 105 |
| 6. Капитальные затраты | Тыс. руб. | 196548,529 | 205411,05 | 104 |
| 7. Численность рабочих: работающих рабочих | чел. чел | 45 36 |
45 36 |
100 100 |
8. Производительность труда, работающих – рабочих |
т/чел. т/чел. |
135 108 |
157,5 126 |
116 116 |
| 9. Цена 1 т прод. | Тыс. руб. | 43 | 37 | 116 |
| 10. Себестоимость продукции | Тыс. Руб./тонн | 40,8 | 32,46 | 78 |
| 11. валовая прибыль | Тыс руб. | 25859 | 40711 | 157 |
Заключение
1. Предложено две схемы производства микро- и нанокомпозитов на основе полипропилена и древесной муки.
2. Введение в состав композита древесной муки взамен талька, существенно удешевляет полученный материал без ущерба для качества.
3. Экологическая сторона проекта представлена заменой в составе оборудования ванн устройством для подводной резки стренгов и использованием в рецептуре композита вторичного полипропилена.
4. Использование в проекте инженерные решения обеспечивают снижение себестоимости продукта на 22% и упрочнение нанокомпозита на 20–50% по отношению к аналогу.
Список литературы
1. Ричардсон С.Г. «промышленные композиционные материалы. М.: Химия, 2002-320 с.
2. Бортников В.Г. производство изделий из пластических масс: Учебное пособие для вузов в трех томах. Том 2. Технология переработки пластических масс. Казань: Изд-во «Дом печати». – 2002. – 399 с.
3. Тобольский А.Л. Свойства и структура полимеров. М.: Химия, 1991,-322 с.
4. Вахнева О.В., Аскадский Л.А., Попова М.Н. и др. Исследование релаксационных свойств первичного и вторичного полипропилена. // Механика композиционных материалов и конструкций.: Химия, 2001. – 454 с.
5. Фишер Э. Экструзия пластических масс. М.: Химия, 1970. – 282 с.
6. Лиоко В.Л., Струк В.А. К механизму действия наноразмерных модификаторов в полимерных матрицах. // Пластические массы, 2007, №8.
7. Липатов Ю.С. Межфазные явления в полимерах. Киев: Наукова думка, 1980, – 200 с.
8. Новиков В.У., Козлов Г.В., Бурьян Д.Ю. Фрактальный анализ структуры и свойств межфазных слоев в дисперсно-наполненных полимерных композитах // Механика композиционных материалов и конструкций, 2000, т. 8, №1. с. 111–149.
9. Аболонин Б.Е., Кузнецова И.М., Харлампиди Х.Э. Основы химических производств. М.: Химия, 2001. – 472 с.
10 Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств (ПБ 09–540–03).
11. Курсовое и дипломное проектирование при выполнении квалификационных работ: Метод.указания / Сост. X. Э. Харлампиди, А.А, Кутуев, Е.С. Чиркунов
12. Голубятников В.Л., Шувалов В.В. Автоматизация производственных процессов и АСУТП в химической промышленности. – М.: Химия, 1976.-484 с.
13. Кошарский Б.Д. Автоматические приборы, регуляторы и вычислительные системы. – Л. Машиностроение, 1976. - 484 с
14. Пожарная опасность веществ и материалов, применяемых в химической промышленноости. / Под ред. И.В. Рябова. – М.: Химия, 1970. - 470 с.
15. Категорирование помещений. НПБ 105–95. – М.:ЦИПТ Госстрой СССР, 1995.-76 с.
16. Долин М.М. Охрана труда. – М.: Химия, 1980. – 531 с.
17. Макаров Г.В. Охрана труда в химической промышленности. – М.: Химия, 1989. - 493 с.
18. Отопление, вентиляция, кондиционирование. СниП 2.04.05 – 91-М. ЦИТП Госстрой СССР, 1991. - 70 с.