| Похожие рефераты | Скачать .docx |
Курсовая работа: Пароконвектомат и его применение в области пищевой индустрии
Оглавление
Задание по курсовому проектированию
Введение
1. Классификация и характеристика основных процессов пищевой технологии
1.1 Технофизические методы обработки продовольственного сырья и пищевой продукции
1.2 Изменения свойств продуктов при тепловой обработке
2. Классификация и характеристика теплового оборудования
3. Описания аппарата (технологическая схема установки)
3.1 Принципы назначения оборудования, техническая схема и правила эксплуатации
3.2 Обоснование выбора основного и вспомогательного оборудования
4. Технологический и тепловой расчеты аппарата
4.1 Технологический расчет
4.2 Тепловой расчет
Приложение
Заключение
Список литературы
Введение
Что такое пароконвектомат?
Принято считать, что история пароконвектоматов была начата на выставке во Франкфурте-на-Майне 1976 года, когда молодая немецкая компания представила на суд общественности свою первую модель аппарата. С тех пор компания RATIONAL и пароконвектомат рациональ действительно прочно ассоциируются с традиционным немецким качеством и узнаваемы во всем мире. Однако, справедливости ради, отметим, что компанию Рациональ, основанную за 3 года до этой знаменательной выставки (в 1973 году), уже значительно опережала в своем развитии другая, более знаменитая немецкая компания – Kueppersbusch.
Сама идея пароконвекционной печи в год основания фирмы Рациональ (1973) уже прорабатывалась специалистами Kueppersbusch. Их техническое решение – пароконвектомат Kueppersbusch был также представлен в 1976 году. Наверное, не стоит сравнивать технический потенциал и возможности молодой компании Рациональ и одного из явных лидеров рынка – компании Kueppersbusch. Правильнее будет снять шляпу перед маркетологами фирмы Рациональ. Их усилия были правильно направлены и принесли свои плоды – новичок рынка успел заявить о своем первенстве, что принесло свои дивиденды и дало необходимый толчок дальнейшему развитию. Бизнес – это в значительной степени реклама и правильная подача информации.
Тем не менее, оставаясь верной своим вековым традициям, компания Kueppersbusch последовательно развивает свои решения пароконвектоматов, которые соответствуют главному девизу компании – идеал как принцип. Однако, что же такое пароконвектомат или пароконвекционная печь и почему это техническое решение было признано чуть ли не революцией в мире гастрономии?
Пароконвектомат соединил в себе возможности конвекционной печи и пароварочного аппарата, значительно оптимизировав работу на кухне. В сравнении со своими предшественниками пароконвектомат обладал большей мощностью, вместимостью и, при этом, имел меньшие размеры. С тех пор многое изменилось. Пароконвектоматы стали сложнее во внутреннем устройстве, проще в обращении и эксплуатации.
Главное отличие, пароконвектомата от конвектомата, - это наличие у первого переключателя режимов работы. В самых простых пароконвектоматах (пароконвеционных печах) обязательно наличие трех режимов работы: 'пар', 'конвекция', 'пароконвекция'.
В более совершенных моделях пароконвектоматов есть дополнительные, специфические режимы готовки. К достоинствам печей относится и меньшее время приготовления (приблизительно на 20%) по сравнению с традиционным оборудованием, а также регулировка уровня мощности для экономии энергии.
Пароконвектоматы позволяют производить до 70% от общего числа всех возможных операций тепловой обработки, и тем самым заменяют 40% теплового оборудования. Циркуляция горячего воздуха и пара отдельно или в комбинации позволяет в одном пароконвектомате применять различные способы приготовления продуктов; обжарка, запекание, варка на пару, тушение, припускание, выпечка и регенерация. Основными режимами работы пароконвектомата является конвекция, приготовление на пару, а также комбинированный вариант приготовления, когда одновременно используется пар и горячий воздух.
Использование пароконвектомата позволяет реализовать большинство технологических операций в одном высокопроизводительном аппарате, без ущерба для качества одновременно обрабатывать различные продукты. Как правило, установив в горячем цехе пароконвектомат, экономят производственные площади, создают благоприятные условия работы персонала и уменьшают затраты физического труда.
Для приготовления жареного кролика в пароконвектомате в основном используют рабочий режим «Пароконвекция». Приготовления данного блюда в параконвектомате весьма просто, стоит только задать определенную задачу (программу), и умная машина сделает все сама: Температуру рабочей камеры можно отрегулировать в диапазоне от 30°C до 300°C. При этом в рабочей камере всегда установлена оптимальная влажность, препятствующая пересыханию продукта, происходит тепловая обработка с использованием горячего воздуха, равномерно подаваемого вентилятором камеры, при этом образуется мощный ток горячего воздуха, гарантирующий равномерную температуру во всех ее точках. Горячий воздух или жар как бы обволакивает продукт, связывает мясной белок и предотвращает выход мясного сока, обеспечивая сочность мяса даже при наивысших температурах.
А при приготовлении этого же продукта без услуг пароконвектомата используют в основном сковороду для жарки, духовой либо жарочный шкаф для запикания или сразу для жарки без предворительной подкотовки, спец пасуду для тушения (казан, «утятница»), гриль используют крайне редко, поскольку мясо получается сухим и жестким. Вот так.
Вообще мясо кролика считается диетическим продуктом. Его в основном предпочитают те, кто следит за своим здоровьем и фигурой. Не редко данный продукт назначают людям, страдающим сахарным диабетом.
Кролик также являются животными сельскохозяйственного значения; их выращивают, как и в промышленном масштабе (фермы, колхозы и пр.), так и в индивидуальном, просто дома.
1. Классификация и характеристика основных процессов пищевой технологии
1.1 Технофизические методы обработки продовольственного сырья и пищевой продукции
Одним из основных технологических процессов производства пищевых продуктов, при котором сырье, претерпевая комплекс сложных физико-химических, структурных и других изменений, превращается в готовый продукт, является тепловая обработка. От способа и режима ее во многом зависят качественные и технико-экономические показатели готового продукта.
Назначение и цели тепловой обработки разнообразны:
- при выработке готовых к употреблению в пищу изделий продукты (сырье) доводят до состояния кулинарной готовности, уничтожают большинство вегетативных форм микроорганизмов и в необходимой степени инактивируют ферменты, при этом происходит, например, в продуктах животного происхождения, денатурация и коагуляция мышечных и дезагрегация соединительнотканных белков;
- тепловая обработка может быть предварительной, при которой продукт (сырье) подвергается кратковременному нагреву для его подготовки к последующей обработке;
- при размораживании, расплавлении - нагрев с целью изменения структурного состояния и так далее.
Глубина изменений, происходящих в пищевых продуктах в процессе тепловой обработки, зависит главным образом от достигаемой внутри продукта температуры, длительности и способа нагрева, наличия воды в самом продукте или в греющей среде, соприкосновения греющей среды с массой продукта, величины парциального давления водяных паров в греющей среде, применения лучистой энергии и так далее.
1.2 Изменения свойств продуктов при тепловой обработке
Тепловая обработка продуктов осуществляется различными способами: погружением в жидкую среду; воздействием паровоздушной и пароводяной смесями острого пара, электроконтактным нагревом, энергией СВЧ, инфракрасным излучением и другими, а также комбинированием перечисленных способов. В зависимости от поставленной цели можно получить конечный продукт с необходимыми свойствами путем использования того или иного способа тепловой обработки.
По технологическому назначению все способы тепловой обработки пищевых продуктов можно подразделить на основные и вспомогательные, а по наличию влаги в греющей среде, воздействию ее на продукт и способу подвода энергии — на влажные, сухие и комбинированные.
Под основными способами тепловой обработки понимают такие, при которых происходят целесообразные изменения физических, химических, структурных и других свойств и состояний продукта, в результате которых он становится пригодным в пищу (например, при производстве колбасно-кулинарных изделий и консервов, выпечке ![]() хлеба и других) или существенно изменяются свойства сырья и оно переходит с одного качественного состояния в другое (например, вытолка жира, экстракция желатина и так далее).
хлеба и других) или существенно изменяются свойства сырья и оно переходит с одного качественного состояния в другое (например, вытолка жира, экстракция желатина и так далее).
К вспомогательным способам тепловой обработки следует отнести такие, при которых обрабатываемое сырье не претерпевает существенных изменений: шпарка, опаливание, ужаривание, подсушка и так далее.
Они, как правило, предшествуют основным способам обработки продуктов, а в ряде случаев способствуют приданию сырью специфических свойств (обжарка, пассерование, бланширование и так далее), необходимых для выработки соответствующего продукта.
Тепловая обработка мяса и мясопродуктов
Тепловая обработка мяса и мясопродуктов осуществляется с целью доведения продукта до состояния кулинарной готовности; уничтожения вегетативных форм микроорганизмов и повышения стойкости продукции в процессе хранения; фиксирования структуры мясопродукта; придании требуемых органолептических свойств готовому продукту (внешний вид; цвет, вкус, запах, консистенция).
Тепловая обработка мяса и мясопродуктов вызывает и них структурные, физико-химические и другие изменении, глубина которых зависит от температуры. Так, нагрев мышечной ткани в течение 45 мин при 50°С вызывает небольшие выделения мясного сока, который имеет мутный и вязкий вид, при этом розовая окраска мяса сохраняется. Заметного сокращения объема мускула не происходит, продолжает оставаться мягким, но некоторое уплотнение его уже различимо.
После нагревания в течение 45 мин при 60°С розовая окраска мяса полностью исчезает, объем мускула сокращается. Количество отделяющегося сока небольшое, в нем заметно увеличиваются скоагулированные частицы. Мышечная ткань становится плотнее.
ФИЗИЧЕСКИЕ СВОЙСТВА МЯСА
Плотность различных тканей, входящих в состав мяса, одинаковая. Средняя плотность жировой ткани 0,9 с—0,97 (л жиров ткани с незначительным содержанием жира); Средняя плотность обезжиренного мяса около 1.( Удельная теплоемкость мяса также прежде всего зависит от количественного соотношения тканей в составе данного мяса, т к каждая ткань имеет свою удельную теплоемкость: мышечная — 3,48 кдж/(кг-град); жировая (содержит 20—30% воды) 2,97 кдж/(кг • град); костная плотная—1,25 кдж/(кг-гр<лс костная пористая — 2,97 кдж/(кг • град).
В основном удельная теплоемкость мяса и мясопродуктов зависит от содержания влаги в составных частях данного продукта, а также от количества сухих веществ и жира и величин теплоемкости при данной температуре.
Теплопроводность мяса зависит от его состава, а также и направления теплопотока относительно длины оси мышечных волокон; теплопроводность мышечной ткани в направлении, параллельном волокнам, несколько меньше и составляет около 0,88 величины теплопроводности перпендикулярно волокнам.
Коэффициент теплопроводности мяса определить трудно, так как он зависит от химического состава и состояния мяса в зависимости от характера технолитической обработки. Коэффицент теплопроводности мышечной ткани в среднем составляв 1,8 кдж/(м2 -ч-град), жировой --около 5,8 кдж/(м2 ч град) нежирного мяса — около 2,0 кдж/(м2 ч-град).
Среднее объемное расширение мяса при замораживании за счет превращения воды в лед составляет 8—10% в зависимость от количества влаги в мясе и мясопродукте и температуры замороженного мяса, т. е. в зависимости от количества воды, превращенной в лед.
2. Классификация и характеристика теплового оборудования
Пароконвектомат - самый популярный в настоящее время, автоматизированный, многофункциональный аппарат, что используется на предприятиях общественного питания для жарки, тушения, запекания, припускания, размораживания и разогрева охлажденной продукции, варки на пару различных продуктов. Пароконвектоматы просты и удобны в эксплуатации, позволяют достичь высокой производительности при относительно малых габаритах.[2]
Основной эффект пароконвектомата во время приготовления пищи достигается за счет интенсивного вентилирования греющего воздуха и использования регулируемой системы увлажнения. Принудительная конвекция позволяет выравнивать температурное поле в рабочей камере, и создать одинаковые условия нагрева в любой ее зоне, максимально загрузив камеру продуктом.[7]
Пароконвектоматы оснащены системой увлажнения с порционированной подачей пара по сигналу датчика влажности, что обеспечивает гарантированное поддержание заданного уровня влажности. Пар в этих аппаратах подается в греющую среду в строго дозированной форме по сигналу датчика влажности (данные аппараты, как правило, комплектуются электронными или цифровыми управляющими системами).
Пароконвектоматы (конвекционные печи) уже давно занимают прочное место в профессиональной кухне. В столовых, барах, кафе, ресторанах, ресторанах быстрого питания, в сфере общественного питания и, особенно, в развивающейся области организации фуршетов преимущества и возможности этой техники стали незаменимыми. Концепция организации современной профессиональной кухни предполагает все большую многофункциональность, надежность и применение новейших достижений техники. Независимо от того идет ли речь об организации маленькой закусочной или солидного ресторана, запросы клиентов и требования к профессиональной кухне возрастают.
Желание как можно больше расширить спектр предложения при всегда высоком качестве пищи осложняется наличием в разной степени обученного персонала с различными национальными традициями. Данная ситуация требует не только неизменно высокой эффективности оборудования, но также предельной простоты обслуживания. Именно эти качества и предлагает Kueppersbusch в своем новом исполнении серии паракоконвекционных печей Convect-Air.
Пароконвектоматы
Функция памяти LEARN: она позволяет легко записать в память печи, минуя программирование, уже проверенную рецептуру.
Библиотека CONVECT - AIR. Такого объема библиотеки еще не было - в печи заложено в память 170 отработанных на практике, рецептов блюд.
Дополнительное снижение скорости потока воздуха: оптимальный режим для приготовления чувствительных продуктов, например для кондитерского теста нежной консистенции. Достаточно нажать кнопку и количество оборотов вентилятора снижается в разы.
COOL PERFECT: автоматическое охлаждение камеры с 200 0С до 100 0С всего за 30 секунд. До сих пор непревзойденная скорость, которая позволяет в кратчайший срок изменить режим приготовления блюд. Процесс охлаждения происходит при закрытой двери, благодаря особо прочной конструкции камеры.
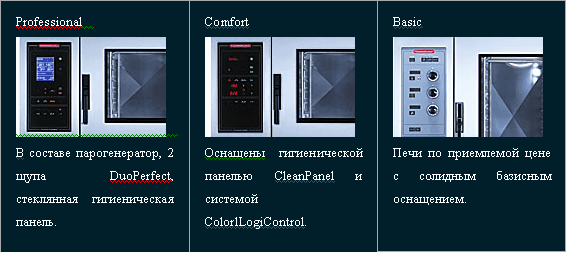
DUO PERFECT: интеллектуальная система замера температуры внутри продукта посредством двух мультисенсорных щупов с установленными в них многочисленными точками замера. Идеально для одновременного приготовления продуктов с различной массой и весом. Это достижение Вы тщетно будете искать у других производителей.
При помощи функции CLIMA PERFECT и CLIMA COMFORT Вы можете автоматически устанавливать оптимальные условия в печи. Высокое качество блюд гарантировано, весовые потери при приготовлении снижаются. Скрытая от глаз встроенная система очистки камеры TURBO DRIVE. Достаточно опустить сливной зонд в емкость с моющей жидкостью и камера начнет очищаться без вашей помощи.
Тройное остекление двери: оно отвечает за экономию энергии и поддержание соответствующего климата в камере. Ударостойкость, равномерное распределение тепла в камере.
Пароконвектоматы серии Comfort
Сomfort - Так же как и профессиональная серия СРЕ, серия ССЕ оснащена гигиенической панелью CleanPanel и системой ColorlLogiControl и отвечает повышенным требованиям, предъявляемым к профессиональной кухне. Система ClimaComfort автоматически следит за оптимальным климатом в камере. К оснащению печи относится также LED-дисплей, функция LEARN, предназначенная для запоминания рецептов приготовления и другие важные для пользователя функции.
Режимы работы: конвекционный режим, паровой режим, комбинированный режим, низкотемпературный паровой режим, низкотемпературный конвекционный режим, низкотемпературный комбинированный режим.
Специальные режимы работы: регенерация, форсированный паровой режим 120 С, Roast + Hold, Delta – T.
Дополнительные функции: индивидуальный впрыск пара, 4-х кратное уменьшение оборота вентилятора, клапан конденсатора для ручного удаления влажности, ClimaPerfect – автом. замер и регулиров. влажности, функция SAFE – блокировка введенных параметров, CoolPerfect – быстрое охлаждение камеры, функция предварительного нагрева, энергосберегающий режим работы, TurboDrive – система очистки камеры (дополнительное оснащение).
Управление: ColorLogicControl – интерактивное управление, CleanPanel – сенсорная панель управления, монитор с ясным текстом, светодиодный дисплей с полным текстом, светодиодный дисплей (температура, время, температура внутри продукта), показания температуры внутри продукта, показания остаточного времени, предлагаемые параметры для рецептов по выбору, меню фаворитов используемых программ, функция напоминания с акустическим сигналом, 6 языков общения на альтернативной основе.
Память: функция LEARN для записи рецептов,100 мест для записи с 10 шагами, внесение программы в любое программное место, ввод программы полным текстом.
Оснащение: электроэнергия, парогенератор для приборов с электропитанием, продольное расположение GN-емкости в камере, температурный режим 30-300 С, электронное управление, уменьшенный подогрев и щадящий режим работы вентилятора и нагрева в низкотемпературном режиме, температурный щуп DuoPerfect, дата и время, предварительное задание времени пуска в работу, автореверс вентилятора, автоматическое охлаждение конденсата, автоматическое опорожнение парогенератора, 4 степени экономии воды для парогенератора, защита против сухого хода парогенератора, очистка от накипи / система диагностики накипи, программа самотестирования перед пуском с показанием кода ошибки, сохранение данных при отказе электропитания, гигиеничная дверь с тройным остеклением, двухшаговое открытие двери, установка двери слева для настольного варианта (дополнительное оснащение), ванна для сбора и автоматического вывода конденсата, гигиеничная ванна для сбора конденсата в двери, уплотнитель двери, гигиеническое исполнение камеры, галогеновое освещение со стеклокерамической защитой, встроенная труба вывода конденсата, защитная решетка вентилятора.
Принадлежности: закатной стеллаж для настольных приборов, закатная тележка для напольных приборов, душ, руководство для установки и эксплуатации приборов
Дополнительное оснащение: тележка для приема закатного стеллажа, стеллаж для регенерации тарелок – наст. приборы, тележка для регенерации тарелок – напольные приборы, термоколпаки для настольных и напольных приборов, подставки для настольных приборов, емкость ля разбрызгивания чистящего средства, чистящее средство, средство для удаления накипи, руководство для установки и эксплуатации приборов.
Пароконвектомат Abat предназначен для приготовления продуктов питания в различных режимах. Внутренние и облицовочные поверхности изготовлены из высококачественной нержавеющей стали. Аппарат имеет электронную панель управления, подсветку духовой камеры, 6 уровней для противней GN 1/1,таймер до 10 часов, температурный зонд и регулируемые по высоте ножки.
На сегодняшний день выпускается две модификации пароконвектоматов:
1. Бойлерные (ПКА 6-1/1П и ПКА 10-1/1П)
2. Инжекционные (ПКА 6-1/1В и ПКА 10-1/1В)
Бойлерная система - наиболее распространенная система парообразования. Бойлер представляет собой колбу, в которой находится нагревательный элемент. Нагревание воды происходит в парогенераторе, расположенном во внутренней части пароконвектомата. При достаточно быстром закипании и испарении через специальный клапан пар поступает в рабочую камеру. Одними шеф-поварами бойлерная система считается уже устаревшим решением, энергоемким и габаритным. С другой стороны, считается, что бойлерная система более точная. Рассчитать, сколько пара необходимо добавить в камеру, намного проще, чем вычислить, сколько подать воды, чтобы она превратилась в нужный объем пара. При работе на бойлерных машинах, как правило, возникает лишь одна проблема, которую, впрочем, довольно просто решить. Необходимо подсоединить пароконвектомат к водопроводной магистрали через специальный водоумягчитель, что позволит увеличить срок службы бойлера. Для полной защищенности бойлерных ТЭНов от образования накипи большинство производителей пароконвектоматов предлагает специальные жидкости для очистки бойлерных систем от образовавшейся накипи. Через специальное отверстие в верхней части пароконвектомата заливается очистительная жидкость, после чего аппарат запускают в режиме очистки, и через несколько минут бойлер очищается. Бойлерные машины стоят достаточно дорого, поэтому мировые производители и разработали инжекторные пароконвектоматы, которые не утратили своих основных функций и в то же время стали более дешевыми.
Пар образуется непосредственно в рабочей камере. В пароконвектоматах с инжекторной системой парообразования, вода подается через небольшую трубку к центру вращающейся турбины. Высокоскоростная турбина диспергирует вихревым потоком воду на мельчайшие частицы, которые испаряются на кругообразных ТЭНах и наполняют паром рабочую камеру. По своим рабочим характеристикам инжекторная система практически не отличается от бойлерной. При работе на комбинированном режиме, также как и в бойлерных пароконвектоматах, можно регулировать подачу пара. Наряду с бойлерными пароконвектоматами инжекторные модели активно занимают свою позицию на профессиональной кухне.[2]
Пароконвектомат RATIONAL
Пароконвектоматы RATIONAL имеют простую и понятную структуру системы управления. Для ввода информации достаточно использовать две кнопки для влажного и сухого жара – каждую по отдельности, последовательно или вместе – и задействовать регулировочный диск. Все остальное происходит автоматически. Потери массы продукта при термической обработке уменьшаются до 60%, а при варке экономите до 25% его массы. Блюда, приготовленные в пароконвектоматах RATIONAL, сохраняют витамины, минеральные и питательные вещества.
Три модельных ряда пароконвектоматов – CD, CM и CPC позволяют оптимизировать производственный процесс, добиться отменного качества готовых изделий. Модели серии CM имеют термокерн и 9 задаваемых программ. Самая совершенная серия CPC оснащена интелектуальным помощником повара – системой IQT, включающую 12 готовых программ и возможность самостоятельно составить 99 программ до 9 шагов каждая.
Пароконвектоматы предназначены для тепловой обработки мясных и рыбных продуктов, овощей, картофеля, круп, расстойки и выпечки хлебобулочных и кондитерских изделий, приготовления десертов и позволяют:
- в режиме "пар" - отваривать, разогревать, бланшировать, пастеризовать, тушить, томить, размачивать, готовить для вакуумной упаковки;
- в режиме "горячий воздух" - готовить при низких температурах (до 100 °С), жарить с образованием корочки, выпекать;
- в режиме "комбинации горячего воздуха и пара" - жарить с паром, разогревать, выпекать с паром, отваривать.
Кроме того, пароконвектоматы серии СРС позволяют работать в режимах "форсированное тушение", "щадящее тушение". Режим "регенерация" необходим для разогрева ранее приготовленных блюд без образования корки и лужиц сока и незаменим при банкетном обслуживании, а в режиме "приготовления при низких температурах" готовят нежное и сочное мясо с потерей в весе не более 12%.
Оригинальные принадлежности RATIONAL расширяют возможности использования пароконвектомата. Они приспособлены для работы в жестких эксплуатационных условиях, изготовлены с высочайшим качеством, выносливы и практичны.[4]
В пароконвектомате произвотства RATIONAL используется дополнительное оборудование такое как:
1.Кассеты и тележки.
Кассеты, установленные на тележки, позволяют быстро загружать и разгружать целые партии приготовленных блюд в больших пароконвектоматах. Существуют кассеты для гастроемкостей и тарелок. Одна из готовых программ аппаратов CPC позволяет в автоматическом режиме осуществить повторный разогрев ранее приготовленных блюд порционированных в тарелки. При обслуживании банкетов кассета с разогретым блюдом в тарелке, хранящаяся под специальным чехлом, вывозится в обеденный зал и официанты быстро расставляют готовое блюдо каждому гостю;[4]
2.Вытяжной зонт Ultra Vent.
В отличии от своего предшественника, обыкновенного вентиляционного зонта, Ultra Vent не только вытягивает пар и запахи, образующиеся в рабочей камере, но и с помощью теплообменника конденсирует их в замкнутом пространстве и выводит в общую дренажную систему. Вентилятор автоматически включается при открытии двери.
Новый зонт значительно упрощает подвод инженерных коммуникаций к пароконвектомату, расположенному, например, непосредственно в торговом зале супермаркета. Посетителей магазина не раздражают запахи, а интерьер не нарушается воздуховодами вытяжной вентиляции;[4]
3.Моющее и ополаскивающее средства.
Специальное моющее и ополаскивающее средство RATIONAL обеспечивает отличные результаты при автоматической мойке пароконвектоматов СРС устройством CleanJet и обычной мойке моделей CD и CM.[4].
3. Описание аппарата (технологическая схема установки)
Пароконвектоматы прошли длительную эволюцию с начала 70-х годов 20-го стлолетия. Еще лет пять назад солидными считались машины с бойлерным блоком парогенерации, сейчас это машины инжекторного типа. Новые модели имеют иную систему (рис.1)
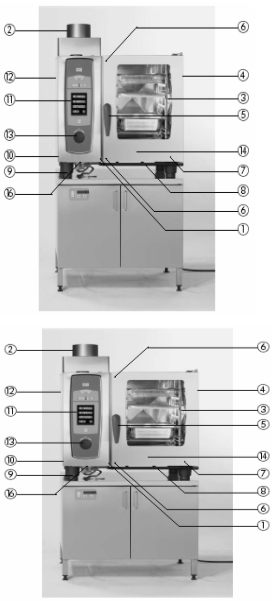
Рис.1 Технологическая схема пароконвектомата.
1. Номер аппарата (виден только при открытой дверце); 2. Предохранительное устройство контроля за потоком газа (только для газовых моделей, опция); 3. Подсветка рабочей камеры позволяет следить за процессом приготовления блюд даже в полностью загруженной духовке; 4. Двойная стеклянная дверца пароконвектомата обеспечивает полную теплоизоляцию; 5. Дверная ручка. Настольные пароконвектоматы: ручка с функцией захлопывания, открывается одной рукой. Напольные пароконвектоматы: ручка открывается одной рукой; 6. Деблокиратор для разъединения створок двойной стеклянной дверцы(внутри); 7. Встроенный саморазгружающийся дверной водосборник (внутри); 8. Водосборник пароконвектомата с прямым подключением к системе слива; 9. Ножки пароконвектомата (регулируемые по высоте); 10. Фирменная табличка (с указанием всех важных данных, таких как потребляемая мощность, вид газа, напряжение, число фаз и частота, а также с указанием типа и номера аппарата); 11. Экран управления; 12. Обшивка электроблока; 13 .Центральный регулятор; 14.Ручной душ (с автоматическим сматывающим устройством);15. Направляющие (напольные пароконвектоматы); 16. Воздушный фильтр (приток воздуха в электроблок).[3]
Пароконвектоматы позволяют производить до 70% от общего числа всех возможных операций тепловой обработки. Основными режимами пароконвектомата являются:
1. Рабочий режим «Пар» (обозначение на панели управления ![]() ).
).
Мощный парогенератор вырабатывает гигиеничный свежий пар. Он подается без давления в рабочую камеру, а вентилятор обеспечивает его быструю циркуляцию в ней. Благодаря запатентованной регулирующей системе пар всегда поступает в таком количестве, которое действительно необходимо для продукта. В этом рабочем режиме установлена постоянная температура рабочей камеры: 100°C.
Может быть использован для приготовления любых продуктов (овощи, паста, фрукты, рыба, мясо, яйца и т. д.). Продукты не перегреваются, что очень важно для диетического и детского питания, а также для приготовления деликатесов и овощей. Такие нежные продукты, как рыба, овощи не теряют свой внешний вид, так как не разрушается их структура, чего практически невозможно избежать при приготовлении блюда традиционным способом. Время, которое будет потрачено на варку на пару, окажется в полтора раза меньше, чем при обычной варке в бульоне. Отпадает необходимость в добавлении воды в продукт, за исключением риса и пасты.
В рабочем режиме «Пар» возможно приготовление на пару, тушение, бланширование, варка на медленном огне, не доводя до кипения, вымачивание, приготовление продуктов в вакуумной упаковке, размораживание, консервирование.[3]
2. Рабочий режим «Горячий воздух» (обозначение на панели управления![]() ).
).
Мощные нагревательные элементы нагревают сухой воздух. Вентилятор равномерно распределяет его в рабочей камере. Температуру рабочей камеры можно отрегулировать в диапазоне от 30°C до 300°C.
3. Рабочий режим «Пароконвекция» (обозначение на панели управления![]() ).
).
Регулирующая система позволяет комбинировать друг с другом оба рабочих режима - „Пар“ и „Горячий воздух“. Это сочетание обеспечивает горячий и влажный климат рабочей камеры, необходимый для особенно интенсивной тепловой обработки. Температуру рабочей камеры можно отрегулировать в диапазоне от 30°C до 300°C. При этом в рабочей камере всегда установлена оптимальная влажность, препятствующая пересыханию продукта.
В данном режиме происходит тепловая обработка пищи с использованием горячего воздуха, равномерно подаваемого вентилятором камеры, при этом образуется мощный ток горячего воздуха, гарантирующий равномерную температуру во всех ее точках. Подходит для приготовления всех видов продуктов: отбивных, филе, цыплят, птицы, рыбы, тушенных овощей, сдобы, теста, подрумянивания и т.д. , а также для разогрева приготовленных ранее продуктов. Горячий воздух или жар как бы обволакивает продукт, связывает мясной белок и предотвращает выход мясного сока, обеспечивая сочность мяса даже при наивысших температурах. Режим вполне подходит для печения, жарки, гриля и панировки. В печи не происходит смешения запахов различных продуктов т.к. воздух практически не передает вкусов. Режим конвекции позволяет одновременно готовить различные блюда на нескольких уровнях.
Используется для жарки, гриля, обжаривания до хрустящей корочки или жарки в сухарях. Это незаменимый способ приготовления для всех видов мяса или птицы и для любого рода выпечки. Температурный режим от 0° до 270°С позволяет осуществлять любую операцию классической кулинарии.[3]
4. Рабочий режим «Низкотемпературный пар» (обозначение на панели управления ![]() ).
).
Электронная регулирующая система с помощью термодатчиков поддерживает во всей рабочей камере предварительно заданную постоянную температуру с точностью до одного градуса. Точное управление и техника автоматического регулирования обеспечивают оптимальный климат рабочей камеры для каждого продукта. Температуру рабочей камеры можно отрегулировать в диапазоне от 30°C до 99 °C.[3]
5. Рабочий режим «Регенерация Finishing» (обозначение на панели управления ![]() ).
).
Оба рабочих режима - „Пар“ и „Горячий воздух“ – используются совместно. При этом в рабочей камере создается оптимальный климат, при котором, с одной стороны, продукты не пересыхают, а с другой – не образуются лужицы и водяные разводы. Температуру рабочей камеры можно отрегулировать в диапазоне от 30° до 300°C.[3]
6. Рабочий режим «Приготовление с зондом».
Обычно необходимо при приготовлении больших кусков, когда нет возможности узнать температуру внутри мяса. Зонд вводится в сердцевину продукта, и при достижении заданной температуры внутри передает печи, чтобы выключилась. Необходимо для длительного приготовления (например, можно готовить в течение ночи).[2]
7. Рабочий режим «Регенерация».
Для приготовления предварительно приготовленных и замороженных в шоковой заморозке продуктов. Обычно регенерация происходит при 80oC в течение 10-11 минут. Подходит для продуктов, хранящихся в вакуумной упаковке. (Для вакуумной упаковки используется специальная пленка, в которой можно не только хранить, но и регенерировать продукты).[2]
8. Рабочий режим «Комбинированный».
Режим конвекционного парообразования. Этот режим является комбинацией преимуществ режима парообразования и конвекции, при котором достигается высокая скорость циркуляции воздуха, нагоняемого внутренним вентилятором, что гарантирует правильную среду приготовления для всех продуктов и идеальный уровень влажности. Этот режим позволяет реализовать технологические решения приготовления пищи, которые ранее были практически недоступны, и может быть реализован только в пароконвектоматах. Подходит для приготовления всех видов продуктов. Приготовление большей части классических вторых блюд с применением комбинированного режима позволяет Вам готовить блюда за короткое время без использования жиров, без риска подгорания, весовые потери снижаются на 30-50% процентов.[2]
9. Рабочий режим «Разогрева».
Нагрев происходит за счет одновременной работы воздушных ТЭНов и поступающего пара (количество поступающего пара больше, чем в комбинированном режиме). Этот режим используется для восстановления (разогрева) приготовленных ранее продуктов с сохранением всех их свойств и внешних качеств благодаря комбинации использования пара и создания определенной температуры. Разогретые продукты сохраняют внешний вид, запах, витамины, вес и выглядят так, как будто только что приготовлены.[2]
3.1 Принципы назначения оборудования, техническая схема и правила эксплуатации
Панель управления является основой системы управления всеми функциями машины. Основное отличие между панелями разных производителей заключается, главным образом, в дизайне. Для различных видов предприятий питания в пароконвектоматах предлагается, как правило, три вида панелей. Чем сложнее панель управления, тем больше на ней вспомогательных функций, тем выше цена пароконвектомата.[6]
Механический тип управления - панель проста в управлении и не пугает персонал обилием кнопок и индикаторов. Отличается ограниченным набором функций пароконвектомата.
Электромеханический тип управления – относительно прост в управлении. Сочетает механические ручки управления с сенсорными кнопками. Включает в себя множество функций, способных расширить возможности аппарата. В данном типе управления присутствуют дополнительные индикаторы - температуры, времени, климата и т.д.
В электронном (компьютерном) типе управления панель управления является подобием персонального компьютера с жидкокристаллическим дисплеем. Все функции пароконвектомата (задание температуры, климата, времени приготовления и т.д.) отображаются на дисплее. Кажущаяся на первый взгляд сложность в управлении, при ближайшем рассмотрении оказывается предельно простым. И максимально упрощает процесс управления аппаратом. Немаловажная особенность хорошего пароконвектомата – понятное управление, то что называют «интуитивным интерфейсом» (особенно, если меню не русифицировано). Высокотехнологичное, но дорогое решение – touch screen. Все пароконвектоматы изготавливаются из пищевой нержавеющей стали.[6]
Рабочая камера машины представляет собой полугерметичную камеру, со скругленными углами. Герметичной камера становится благодаря плотному прилеганию резиновых уплотнителей на корпусе аппарата к дверце пароконвектомата. Конвекция воздуха равномерно распределяет тепло по всей рабочей камере, поддерживая одинаковую температуру на разных уровнях. Внутри рабочей камере располагаются; вентилятор, вокруг него (как правило, кольцевые) ТЭНы или газовые нагревательные элементы.[6]
В нижней части находится сливное отверстие для конденсата.
Остекление двери позволяет наблюдать за процессом приготовления в рабочей камере. Печи оснащены дверцами с двойным стеклом, при этом внутреннее стекло является термически инертным c каналом рециркуляции охлаждающего воздуха. Такая конструкция сводит к минимуму эмиссию тепла во внешнюю среду. Циркульный принцип открывания двери обеспечивает возможность двухстороннего мытья обоих стекол, а также препятствует образованию конденсата. Есть двери, внутреннее стекло которых обработано специальным жироотталкивающим составом для облегчения очищения пароконвектомата после использования.[6]
Двери пароконвектоматов бывают различных видов. Принцип работы стандартного запирающего устройства (так называемый поворотный принцип) состоит в следующем: при закрытии двери и повороте ручки в запирающее положение штоки за счет движения механизма выходят из своего основного скрытого положения и зацепляются за соответствующие крепления на корпусе пароконвектомата. Благодаря этому происходит достаточно плотное закрытие двери и обеспечение герметичности рабочей камеры. Довольно часто встречаются модели пароконвектоматов, в которых используется кнопочный принцип закрытия двери. В этом случае дверь нажимает на запирающую кнопку и таким образом герметично закрывается. Рычажный принцип закрытия заключается в том, что рычаг, расположенный на двери захватывается запирающим устройством на стенке машины.[6]
Дно рабочей камеры выполнено в форме ванны с углублением и отверстием для слива, подключенным к системе канализации. Дверной водосборник - небольшой металлический короб, служащий для сбора конденсированной влаги с двери пароконвектомата при ее открытии. Это достаточно полезное дополнение. Конденсат не попадает на пол, а удаляется по специальному желобу в поддон. Пароконвектомат может обладать такими дополнительными функциями, как быстрое охлаждение камеры перед открыванием дверцы.
В пароконвектомате есть возможность приготовления продуктов, используя температурный щуп (термоиглу), с помощью которого отслеживается температура в сердцевине приготовляемого продукта. Используя такой метод, время приготовления устанавливать не надо, достаточно задать температуру готового продукта. Блюда не будут подвергаться тепловой обработке дольше, чем это необходимо. Иногда поставщики обращают внимание клиентов на количество сенсорных датчиков в термощупе. Наиболее эффективными считается мультизонный термощупов. Он определяют температуру в нескольких точках, и независимо от правильности установки термощупа, выдает корректные показания. Реверсивный (разнонаправленный) вентилятор – создает равномерную циркуляцию горячего воздуха по камере, и, следовательно, равномерное распределение тепла. Благодаря наличию нескольких скоростей вращения вентилятора можно приготовить даже самые деликатные блюда. Регулировка мощности печи (1/2 мощности) позволит, экономит электроэнергию при неполной загрузке рабочей камеры.
Специальные регулировочные ножки позволяют прочно установить пароконвектомат на любой поверхности, в точном горизонтальном положении.
Гастроемкости и решетки из нержавеющей стали с размерами от 1\3 до 2\1 и глубиной от 20 до 150 мм используются для основных процессов термообработки. Перфорированные гастроемкости различных размеров рекомендуют использовать при варке на пару. Эмалированные гастроемкости дают превосходные результаты при жарке изделий в панировке и приготовлении разнообразных запеканок. Перфорированные алюминиевые противни с тефлоновым покрытием хорошо подходят при выпечке хлебобулочных и кондитерских изделий. Специальные подставки для жарки кур, уток и вертел для приготовления молочного поросенка позволяют добиться великолепного качества и запоминающегося внешнего вида.
Подставки используются для устойчивого и удобного для обслуживающего персонала расположения пароконвектоматов на 6 или 10 уровней. Существуют открытые и оснащенные дверьми подставки. Большинство моделей включают в себя направляющие для размещения решеток и гастроемкостей с заготовками и готовыми блюдами.
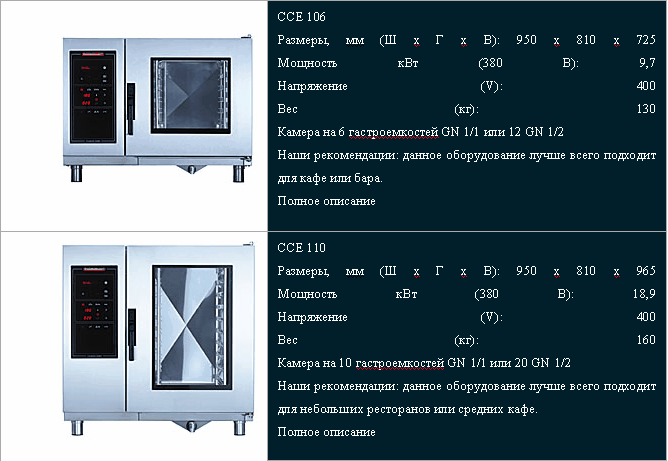
По вместимости и габаритам пароконвектоматы делятся на малые, средние и большие.
Малые. К ним относят аппараты, вместимость которых рассчитана на 2—6 гастроемкостей GN 1/1.
Средние. Это пароконвектоматы с вместимостью от 10 до 12 гастроемкостей GN 1/1, а также аппараты на 6 гастроемкостей GN 2/1.
Большие. К пароконвектоматам большой вместимости относят машины, рассчитанные до 20 гастроемкостей GN 1/1, а также 10-, 12- и 20-емкостные машины с применением гастроемкостей GN 2/1. Устанавливают гастроемкости в рабочую камеру машины на направляющие. У большинства пароконвектоматов направляющие под установку гастроемкостей представляют собой единую съемную конструкцию. Сделано это для удобства обслуживания, санитарной обработки рабочей камеры, а также для возможности установки структур с помощью специальных тележек.[6]
3.2 Обоснование выбора основного и вспомогательного оборудования
В качестве вспомогательного оборудования в пароконвектомате используется калорифер.
Калориферы предназначены для нагрева воздуха в системах вентиляции, воздушного отопления, кондиционирования воздуха, а также в сушильных установках с помощью горячей, перегретой воды или пара, поступающих от внешних источников воздуха и теплоснабжения. Температура воды - до 180°C; температура пара - до 190°C; рабочее давление -до 1,2 мПа (12 кгс/см2). Воздух должен быть с предельно-допустимым содержанием химически агрессивных веществ с запыленностью не более 0,5 мг/м3и не содержать липких веществ и волокнистых материалов.[5]
Калорифер имеет теплоотдающие элементы, который выполнен из стальной трубки и алюминиевого накатного оребрения с диаметром 39мм. Шаг между ребрами 3мм. Среди используемых в настоящее время встречаются калориферы КСК, КВС/КВБ, КПсК.[5]
Условия эксплуатации для КСк и КПСк. Не должны устанавливаться на объекты, создающие внешнюю вибрацию со среднеквадратическим значением более 2 мм/с. В зимнее время пуск в работу должен осуществляться со скоростью подъема температуры не более 30 °C в час. Для КПСк: не допускается работа калорифера на пролётном паре. Уровень конденсата не должен быть выше нижнего ряда теплоотдающих трубок. Для того, чтобы не было сквозного (пролетного) прорыва пара и при этом не было больших скоростей, вызывающих эрозию стенок теплоотдающих труб, на сливе конденсата необходимо устанавливать конденсатоотводчики соответствующего номера (на расстоянии не менее 300 мм от нижнего патрубка калорифера). Отвод конденсата должен исключать возможность размораживания воздухонагревателя и возникновения гидроударов при изменении нагрузки.
4. Технологический и тепловой расчеты аппарата
В работе представлены следующие основные параметры теплоносителя и продукта:
1) φ0 – начальная относительная влажность воздуха = 87 %;
2) φ2 – конечная относительная влажность воздуха = 25 %;
3) t0 – температура окружающей среды = 20°С;
4) t1 – температура нагревания продукта = 180°С;
5) t2 – температура охлаждения продукта = 63°С;
6) Xн – начальная влажность продукта = 75 %;
7) Xк – конечная влажность продукта = 40 %;
8) Gн – производительность оборудования = 6,5 кг/ч;
9) габаритные размеры оборудования:
Н – высота = 0,75 м;
dнар – наружный диаметр калорифера = 0,5 м ;
l – длина = 0,86 м;
Нш – ширина = 0,76 м.
4.1 Технологический расчет.
Исходя из начальных параметров продукта и теплоносителя, составляем материальный баланс теплового процесса.
Определим массу влаги W, удаляемой при тепловом воздействии.
W = Gн – Gк , кг/ч = кг/с (1)
По всему материалу, подвергаемому тепловой обработке, начальное количество продукта:
Gн = Gк + W (2)
По абсолютно сухому веществу в обрабатываемом материале:
Gн
= Gк
![]() (3)
(3)
Определим производительность по готовому продукту:
Gк
= Gн
![]() , кг/ч = кг/с (4)
, кг/ч = кг/с (4)
![]() 2,7083 кг/ч = 0,000752 кг/с
2,7083 кг/ч = 0,000752 кг/с
Подставляя в уравнение (1) значение Gк , получим:
W=Gн
![]() =6,5∙
=6,5∙![]() =3,7916 кг/ч=0,00105 кг/с (5)
=3,7916 кг/ч=0,00105 кг/с (5)
W=Gк
![]() =2,7083∙
=2,7083∙ =3,7916 кг/ч=0,00105 кг/с (6)
=3,7916 кг/ч=0,00105 кг/с (6)
Уравнения (5) и (6) являются основными уравнениями материального баланса теплового процесса.
Пусть на тепловую обработку поступает воздух с влагосодержанием Х0 (%) сухого воздуха, а L – расход абсолютно сухого воздуха (кг/ч). Из теплообменного аппарата (при отсутствии потерь воздуха) выходит такое же количество абсолютно сухого воздуха, а влагосодержание меняется до Х2 (%) сухого воздуха. Масса влаги, испаряющейся из материала в теплообменном аппарате, составляет W (кг/ч).
Далее по диаграмме Рамзина (см. приложение А) и по формулам находим следующие параметры:
А) парциальное давление воздуха р1 = ро , кПа, исходя из значений φ0 =87% и t0 =20°С;
![]() , где
, где
![]() - давление пара;
- давление пара;
φ– относительная влажность воздуха;
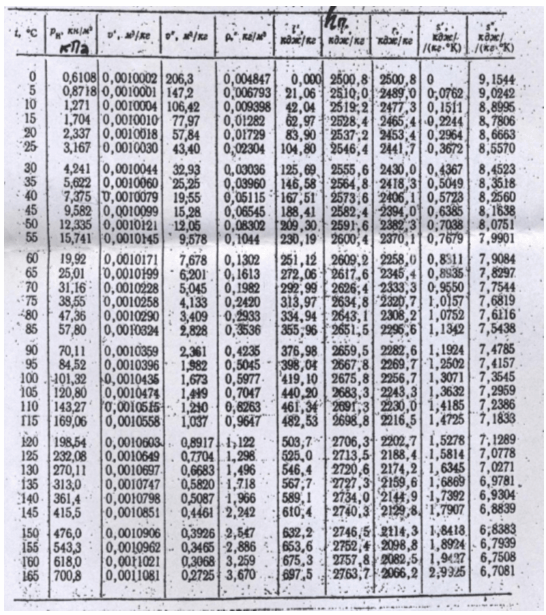
![]() - давление насыщения (см. Приложение Г).
- давление насыщения (см. Приложение Г).
![]()
![]()
Б) парциальное давление воздуха р2 , кПа, исходя из значений φ2 =25% и t2 =63°С;
![]()
![]() = 0,25 ∙ 22,974 = 5,7435 кПа
= 0,25 ∙ 22,974 = 5,7435 кПа
В) влагосодержание сухого воздуха Х0 , кг/кгс.в. ;
![]()
где ратм – атмосферное давление
![]()
Г) энтальпию сухого воздуха I0 , кДж/кг
![]() ,
,
Где ![]() -теплоемкость воздуха;
-теплоемкость воздуха; ![]()
![]() энтальпия (см. Приложение Г).
энтальпия (см. Приложение Г).
![]()
Д) влагосодержание влажного воздуха Х2 , кг/кгс.в.
![]()
![]()
Е) энтальпию влажного воздуха I2 , кДж/кг
![]()
![]()
![]()
Ж) по найденным значениям р1
=![]() и t1
=200°С определяем I1
, кДж/кг
и t1
=200°С определяем I1
, кДж/кг
![]()
![]()
![]()
![]()
Исходя из этих параметров, определяем удельный расход воздуха на испарение из материала 1 кг влаги по формуле:
е = ![]() , кг/кг
, кг/кг
е = 1 / (0,0383-0,01304) = 39,59 кг/кг (7)
Далее определяем расход абсолютно сухого воздуха при приготовлении продукта:
L = We = 3,7916 39,59 = 150,1094 кг/ч = 0,0417 кг/с (8)
4.2 Тепловой расчет
Производим составление теплового баланса:
1. Приход тепла:
а) с наружным воздухом:
Q1 = L · I0 , Дж/ч = Дж/с (9)
Q1 =150,1094 ∙ 53165,1 = 7980581,2619 Дж/ч /3600 = 2216,8281 Дж/с
б) с влажным материалом:
Q2 = Gн · tн · cп , Дж/ч = Дж/с, (10)
где tн = t0 = 20 град;
cп – теплоемкость продукта, сп =см , Дж/(кг·град)
Q2 = 6,5 ∙ 20 ∙ 1059,311 = 137710,43 Дж/ч = 38,2529 Дж/с
в) в основном калорифере:
Q3 = Qк = L (I1 – I0 ), Дж/ч = Дж/с (11)
Q3 = Qк = 150,1094 (216923-53165,1) = 24581600,1143 Дж/ч/3600 = 6828,2223 Дж/с
2. Расход тепла:
а) с отработанным воздухом:
Q4 = L · I2 , Дж/ч = Дж/с; (12)
Q4 = 150,1094 ∙163,3759 = 24524,2583 Дж/ч /3600 = 6,8123 Дж/с
б) с готовым материалом (продуктом):
Q5 = Gк c2 t2 , Дж/ч = Дж/с, (13)
где с2 – теплоемкость продукта после тепловой обработки,
с2 = с// м = 635,9866 Дж/(кг·град);
Q5 = 2,7083 ∙ 635,9866 ∙ 63 = 108513,8781 Дж/ч /3600 = 30,1427 Дж/с
в) при загрузке и выгрузке продукта (при транспортировке продукта):
Q6 = W cв ·θ, Дж/ч = Дж/с, где (14)
θ= t2 ; cв – теплоемкость воды, Дж/(кг·град), определяется по номограмме (см. приложение Б);
св = 1,005 ккал/кг∙Со = 4,21 ∙ 103 Дж/кг∙Со
Q6 = 3,7916 4,21 103 63 = 1005646,068 Дж/ч /3600 = 279,3461 Дж/с
г) теплота потерь (Q7 ) определяется из теплового баланса
Тепловой баланс:
Q1 + Q2 + Q3 = Q4 + Q5 + Q6 + Q7 (15)
Q1 + Q2 + Q3 - Q4 - Q5 - Q6 = Q7
Q7 = 7980581,2619 + 137710,43 + 24581600,1143 – 24524,2583 - 108513,8781 - 1005646,068 = 31561207,6018 Дж/ч /3600 = 8767,0021 Дж/с
Далее рассчитываем теплопотери при тепловой обработке на 1 кг испаренной влаги.
Рассмотрим последовательно все этапы расчета теплопотерь.
1. Теплопотери в окружающую среду:
а) средняя разность температур сред (в камере аппарата и в окружающей среде)
по длине аппарата:
tср =  , °С (16)
, °С (16)
tср = 
б) разность температур сред у торцов аппарата:
t´ср = t1 – t0 , °С (17)
t´ср = 180 – 20 = 160°С
t´´ср = t2 – t0 , °С (18)
t´´ср = 63-20 = 43°С
в) интенсивность теплопотерь:
- по длине аппарата:
qдл = K · tср , где (19)
К – коэффициент теплопередачи (для всех стен аппарата), К ≈ 0,7
qдл = 0,7 · 89 = 62,3 ккал/(м2 ·ч) ∙ 4,19 ∙ 103 = 72,5103 Дж/(м2 ∙с)
с торцов аппарата:
q´т = K t´ср (20)
q´т = 0,7 · 160 = 112 ккал/(м2 ·ч)∙4,19∙103 /3600 = 130,3556 Дж/(м2 ·с)
q´´т = K t´´ср (21)
q´´т = 0,7 · 43 = 30,1 ккал/(м2 ·ч) ∙4,19∙103 /3600= 35,0331 Дж/(м2 ·с)
г) теплопотери в окружающую среду:
qос
= (qв
· fв
+ qпот
· fпот
+ qпол
· fпол
) · ![]() , Дж/кг, (22)
, Дж/кг, (22)
qос
=(72,5103·0,57+130,3556·0,6536+35,0331·0,6536) ![]() = 142313,2622 Дж/кг
= 142313,2622 Дж/кг
где qв , qпот , qпол – это интенсивности теплопотерь в окружающую среду, рассчитываемые отдельно для вертикальных стен аппарата, потолка и пола;
fв , fпот , fпол – поверхности вертикальных стен, потолка и пола, определяемые, исходя из геометрических размеров аппарата;
fв = Н · Нш – для теплообменных процессов с плоской поверхностью нагрева, м2 , где:
Н – высота, м; Нш – ширина, м;
fв = 0,75 0,76 = 0,57 м2 ;
fпот = l · Нш – для теплообменных процессов с плоской поверхностью нагрева, м2 ,
гдеl –длина, Нш – ширина
fпот = 0,86 ∙ 0,76 = 0,6536 м2 ;
В данном расчете соблюдается следующее равенство fпол = fпот , м2 , причем интенсивность теплопотерь в окружающую среду определяется также в определенных единицах измерения последовательно:
qв = qдл = 72,5103 Дж/(м2 ·с);
qпот = q´т = 130,3556 Дж/(м2 ·с);
qпол = q´´т = 35,0331 Дж/(м2 ·с);
W – масса влаги = 3,7916 кг/ч = 0,00105 кг/с
2. Теплопотери на нагрев материала:
![]()
![]() , Дж/кг, (23)
, Дж/кг, (23)
где с´м – теплоемкость сырого материала, определяется следующим образом:
с´м
= см
+ (1 – см
)![]() , Дж/(кг·град), (24)
, Дж/(кг·град), (24)
с´м
= 1059,311+(1–1059,311)![]() = 265,5778 Дж/(кг·град)
= 265,5778 Дж/(кг·град)
где см = сп – теплоемкость продукта, определяется по формуле:
сп = 41,87 · [0,3 + (100 – а)], Дж/(кг·град), (25)
где а – начальная влажность продукта Хн , %;
сп =41,87·[0,3+(100–75)]= 1059,311 Дж/(кг·град)
с´´м
= см
+ (1 – см
)![]() , (26)
, (26)
с´´м
=1059,311+(1–1059,311)![]() = 635,9866 Дж/(кг·град)
= 635,9866 Дж/(кг·град)
где с// м – теплоемкость продукта после тепловой обработки , Дж/(кг·град)
ν – средняя температура материала, подвергаемого температурной обработке, определяется следующим образом:
ν ![]() , °С; (27)
, °С; (27)
ν ![]() °С
°С
Хк – конечная влажность продукта, 40%;
G2 = Gк = 2,7083 - масса продукта после тепловой обработки, кг/ч;
G1 = Gн = 6,5 – первоначальная закладка продукта, кг/ч.
![]()
![]() Дж/кг
Дж/кг
3. Сумма теплопотерь на 1 кг испаренной влаги:
Σq = ![]() + qос
, Дж/кг
+ qос
, Дж/кг
Σq = ![]() + 142313,2622 = 188402,42 Дж/кг
+ 142313,2622 = 188402,42 Дж/кг
Расчет калорифера
На первом этапе определяем плотность воздуха, проходящего через калорифер:
ρ = ρ0
![]() , кг/м3, (28)
, кг/м3, (28)
где ρ0 – стандартное значение плотности воздуха при нормальных условиях, кг/м3:
ρ0
= ![]() , (29)
, (29)
ρ0
![]()
где Мвозд – молекулярная масса воздуха, г/моль
Т0 – температура воздуха при нормальных условиях, 273 К
Т – температура окружающего воздуха, К: Т = t0 + 273 = 20 + 273 = 293 К
р0 – парциальное давление воздуха при нормальных условиях; 760 мм рт. ст.
р – парциальное давление окружающего воздуха, 735 мм рт. ст.
![]()
Далее рассчитываем потери тепла в окружающую среду через калорифер:
Qп = Fбок · (tст – t0 ) · α, Дж/с, (30)
где Fбок – боковая поверхность барабана калорифера;
tст – температура стенки барабана калорифера с внешней стороны tст = t4 =35,°С;
t0 – температура окружающей среды = 20°С;
α – коэффициент теплоотдачи от стенки барабана калорифера в окружающую среду, ![]()
Поэтапно потери тепла определяются следующим образом:
1) Определить и охарактеризовать режим движения окружающего воздуха относительно наружной поверхности барабана калорифера (по критерию Рейнольдса):
Re = ![]() , (31)
, (31)
где l – высота аппарата, l = H = 0,75 м;
ρв
– плотность воздуха при температуре 20 град, ρв
= ρ0
![]() , кг/м3;
, кг/м3;
ρв
![]() кг/м3
кг/м3
где ρ0 – стандартное значение плотности воздуха при нормальных условиях, кг/м3 , определяется по формуле (32) , Т0 – температура воздуха при нормальных условиях, 273 К; Т – температура окружающего воздуха, К: Т = t0 + 273 = 293 К;
μ – вязкость воздуха при температуре t0
, ![]() ,
,
µ = 0,018·10-3
=0,000018 ![]() ;
;
ωв – относительная скорость движения воздуха:
ωв
= ![]() , м/с, (32)
, м/с, (32)
ωв
![]() = 0,0262 м/с
= 0,0262 м/с
где dнар – наружный диаметр калорифера, м;
n – число барабанов калорифера, n = 1.
Re = ![]()
2) Коэффициент теплоотдачи от стенки барабана калорифера в окружающую среду за счет вынужденной конвекции:
αк
![]() ,
, ![]() , (33)
, (33)
где Nu – коэффициент Нуссельта, Nu = 0,018 · Re0,8 · εi ,
Nu = 0,018 · ![]() 0,8
· 1,5 = 8,4522
0,8
· 1,5 = 8,4522
где εi
– коэффициент геометрических размеров, εi
= ![]() ;
;
εi
= ![]()
λ – теплопроводность воздуха, λ = 0,0261![]() ;
;
l = H =0,75 м – высота аппарата
αк
![]()
![]()
3) Коэффициент теплоотдачи излучением:
αл
 ,
, ![]() , (34)
, (34)
где ε – степень черноты для поверхности барабана калорифера, ε = 0,95;
с0
– коэффициент лучеиспускания абсолютно черного тела, с0
= 5,7![]() ;
;
Тст – температура стенки аппарата, Тст = t2 + 273, К;
Тст = 63 + 273=333, К
Т0 – температура окружающего воздуха, Т0 = t0 + 273, К;
Т0 = 20 + 273=293, К
tст = t2 = 65 °С,
αл
![]()
4) Коэффициент теплоотдачи от стенки барабана калорифера в окружающую среду:
α = αк
+ αл
,![]() (35)
(35)
α = ![]() +
+ ![]() = 6,2221
= 6,2221![]()
5) Необходимая толщина слоя изоляции с теплопроводностью изолирующего материала:
λ2
= λм
= 0,076![]()
Поверх изоляции толщиной δ2 имеется кожух из листового железа. Толщина этого кожуха δ3 = 1 мм = 1 ·10-3 = 0,001 м.
δ1 – стандартная толщина изоляции вместе с кожухом, δ1 = 12 мм = 0,012 м.
Температура внутренней и наружной сторон стенок барабана имеет значение t1 и t2 :
t1 = t2 ≈ 60 град;
t3 = t4 ≈ 35 град – температура стенок защитного кожуха.
а) Определяем удельный тепловой поток:
qe
= π · dнар
· qнар
= π · dнар
· α · (t4
– t0
), ![]() (36)
(36)
qe = 3,14 ∙ 0,5 ∙ 6,2221 ∙ (35-20) = 146,5305 Вт/м
b) Далее определяем толщину изоляции δ2 :
δ2 = δ1 - δ3 = 0,012 - 0,001 = 0,011 м
6) Необходимо уточнить величину наружного диаметра барабана калорифера:
dн = dнар + 2·δ1 + 2·δ2 + 2·δ3 , м (37)
dн = 0,5+ 2·0,012 + 2·0,011+ 2·0,001= 0,548 м
Затем определяется наружная поверхность барабана:
Fбок = π · dн · l, м2 , (38)
где l – высота аппарата = 0,75 м
Fбок = 3,14· 0,548· 0,75= 1,2905 м2
Теплопотери в окружающую среду за счет калорифера определяются по формуле (33):
Qп = α · Fбок · (t4 – t0 ) (39)
Qп = 6,2221·1,2905∙(35 – 20)= 120,4443 Дж/с.
После произведенных расчетов по значениям наружной поверхности барабана калорифера, подбираем модель калорифера (см. Приложение В): КФБ –14.
Заключение
В данной курсовой работе были проведены расчеты, где мы составили материальный баланс теплового процесса, исходя из начальных параметров продукта и теплоносителя. Целью составления материального баланса теплового процесса являлось определение массы влаги W, удоляемой при тепловом воэдействии. Также в расчетной часте определили тепловую нагрузку аппарата, расчет поверхности теплопередачи по заданному расходу нагреваемого продукта и его температурам, расхода пара на нагрев и тепловую обработку продукта, расчеты калорифера.
В расчете калорифера мы определили критерий Рейнольдса врезультате чего мы охарактеризовали режим движения окружающего воздуха относительно наружной поверхности барабана калорифера как ламинарный.
Пароконвектомат является одним из лучшим оборудованием в области пищевой индустрии. Пароконвектоматы позволяют повару готовить пищу с использованием разнообразных режимов приготовления, осбеностью которых является пар. Пароконвектомат – надежен в работе, удобен в эксплуатации, прост в проведении санитарно- гигиенической обработки и техобслуживания и имеет эргономичный дизайн.
Это аппарат будущего, возможно и не только в промышленном маштабе.
Список литературы
1. Плаксин, Малахин «Процессы и аппараты пищевых производств» - М.:Высшая школа, 1997.
2. www.parokonvektomat.ru
3. www.atesy.ru
4. www.ACF.ru
5. www.SvarVent.ru
6. www.Easycombi.ru
7 .www.equipnet.ru
8. Будасова С.А. Методические указания к лабораторным работам по курсу "Физико-технические основы холодильной обработки пищевых продуктов". Ч. 1. – Новосибирск: НГТУ, 2002. – 31с.
9. Рогов И.А., Куцакова В.Е. и др. Консервирование пищевых продуктов холодом (теплофизические основы). – М.: "Колос", 1999. - 176с
10. Г.Г. Дубцов «Технология приготовления пищи». М.: «Академа». 2002г.
11. Н.И. Ковалев, М.Н. Куткина, В.А. Кравцова «Технология приготовления пищи». М.: «Деловая литература, Омега
Приложения
Приложение А
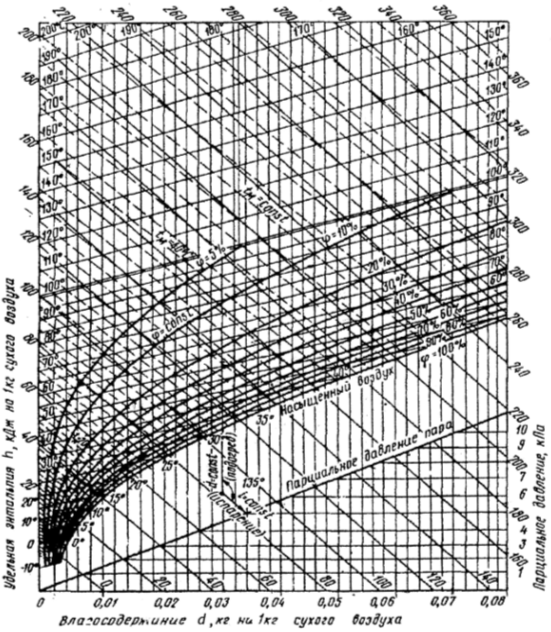
«Диаграмма Рамзина»
Приложение Б
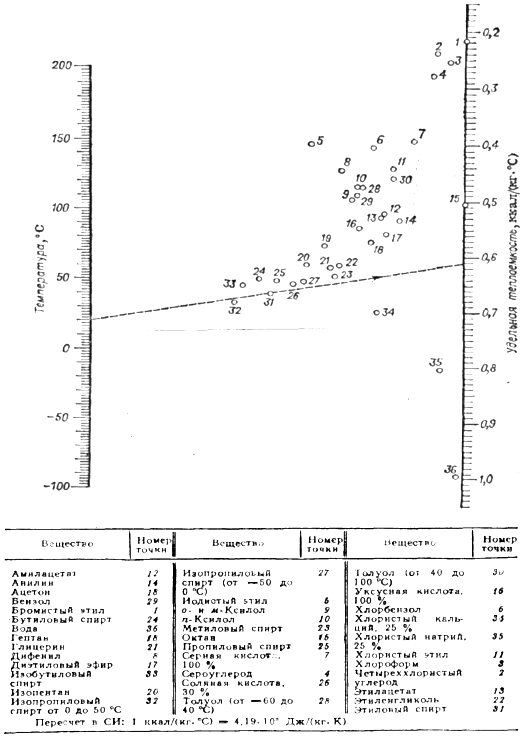
«Номограмма для определения теплоемкости жидкостей».
Приложение В
Таблица калориферов стальных модели
| Модель и номер калорифера | Поверхность нагрева, м2 | Модель и номер калорифера | Поверхность нагрева, м2 |
| КФС – 1 | 0,0725 | КФБ – 1 | 0,093 |
| КФС – 2 | 0,099 | КФБ – 2 | 0,127 |
| КФС – 3 | 0,132 | КФБ – 3 | 0,169 |
| КФС – 4 | 0,167 | КФБ – 4 | 0,214 |
| КФС – 5 | 0,209 | КФБ – 5 | 0,268 |
| КФС – 6 | 0,253 | КФБ – 6 | 0,324 |
| КФС – 7 | 0,304 | КФБ – 7 | 0,389 |
| КФС – 8 | 0,357 | КФБ – 8 | 0,457 |
| КФС – 9 | 0,416 | КФБ – 9 | 0,533 |
| КФС – 10 | 0,478 | КФБ – 10 | 0,612 |
| КФС – 11 | 0,546 | КФБ – 11 | 0,699 |
| КФС – 12 | 0,616 | КФБ – 12 | 0,790 |
| КФС – 13 | 0,693 | КФБ – 13 | 0,888 |
| КФС – 14 | 0,773 | КФБ – 14 | 0,990 |
Приложение Г
Таблица сухого насыщенного пара и воды по температурам
Похожие рефераты:
Организация предприятия общественного питания
Проектирование тепловой электрической станции для обеспечения города с населением 190 тысяч жителей
Разработка автоматизированной системы управления установкой кондиционирования воздуха
Изучение и анализ производства медного купороса
Расчёт многокорпусной выпарной установки
Разработка проекта молодежного кафе высшей категории на 85 посадочных мест
Технология производства запеченных блюд из мяса
Технология пиролиза углеводородного сырья в трубчатых печах
Проект реконструкции цеха первичной переработки нефти и получения битума на ОАО «Сургутнефтегаз»
Технология продуктов общественного питания
Модернизация мини-колбасного цеха
Ассортимент и особенности технологии блюд из жареного и тушёного мяса