| Скачать .docx |
Дипломная работа: Дослідження аспектів управління якістю продукції
ЗМІСТ
Вступ
1 Керування якістю, як основа підвищення конкурентноздатності продукції:
1.1 Якість продукції, система показників якості продукції
1.2 Базова концепція й ідеологія загального керування якістю (TQM):
1.2.1 Елементи стратегії TQM
1.2.2 Акцент на споживача
1.2.3 Акцент на процес
1.2.4 Безупинне (постійне) поліпшення
1.2.5 Залучення в роботу з поліпшення якості усіх
1.2.6 Базування рішень тільки на фактах
1.3 Стандартизація і сертифікація продукції
2 Практичні підходи до керування якістю
2.1 Організація контролю якості на підприємстві
2.1.1 Загальні терміни і визначення
2.1.2 Види технічного контролю і їхнє використання
2.1.3 Технологія технічного контролю якості продукції
2.1.4 Порядок пред'явлення і здачі продукції ВТК у цехах
2.1.5 Організація і методика проведення летучого контролю
2.1.6 Взаємини ВТК із підрозділами підприємства
2.1.7 Порядок проходження, обробки і збереження документів,
що підтверджують якість продукції в процесі її виготовлення
2.2 Аналіз якості продукції на підприємстві
3 Напрямки по підвищенню якості продукції, яка виготовляється:
3.1 Фактори, що впливають на якість продукції
3.2 Розробка механізму попередження браку продукції
4 Охорона праці
4.1 Аналіз небезпечних та шкідливих виробничих факторів при
роботі з ПЕОМ
4.2. Заходи по забезпеченню безпечних умов праці:
4.2.1 Вимоги до організації робочого місця та режиму
роботи оператора
4.2.2 Вимоги до освітлення.
4.2.3 Вимоги до мікроклімату приміщень обчислювального
центру.
4.2.4 Шум та випромінювання.
4.2.5 Вимоги електробезпеки обладнання.
4.2.6 Вимоги пожежної безпеки.
4.3 Штучне освітлення
Висновки
Перелік посилань
Додаток А – Структурна схема відділу технічного контролю ЗАТ «НКМЗ»
АНОТАЦІЯ
Дана дипломна робота містить: сторінок, 1 додаток, 3 таблиці, 6 рисунків, 21 літературне джерело.
Об’єктом дослідження є відділ технічного контролю на Закритому акціонерному товаристві Новокраматорський машинобудівний завод.
Головною метою дипломної роботи є дослідження аспектів управління якістю продукції.
Основним завданням є знаходження шляхів покращення якості продукції, яка випускається і яку планується випускати, та виявлення недоліків у роботі персоналу, що відповідають за випуск.
У дипломній роботі досліджуються аспекти керування якістю продукції. Розглядається система показників якості продукції, базова концепція й ідеологія загального керування якістю, також стандартизація і сертифікація продукції. Організація контролю якості продукції на підприємстві. Проводиться аналіз якості продукції на підприємстві.
ЯКІСТЬ, ЗАГАЛЬНЕ КЕРУВАННЯ ЯКІСТЮ, СТАНДАРТ, СЕРТИФІКАЦІЯ, ПІДПРИЄМСТВО.
ВСТУП
У сучасних умовах незмірно зросло значення підвищення якості продукції як найважливішого фактора зростання ефективності виробництва. Так, підвищення якості промислової продукції еквівалентно збільшенню її виробництва. Чим вища якість, тим повніше задовольняються потреби суспільства, покращується використання виробничих фондів, трудових, матеріальних і фінансових ресурсів.
Об’єктом дослідження є відділ технічного контролю на ЗАТ НКМЗ.
Головною метою дипломної роботи є дослідження аспектів управління якістю продукції.
Основним завданням є знаходження шляхів покращення якості продукції, яка випускається і яку планується випускати, та виявлення недоліків у роботі персоналу, що відповідають за випуск продукції.
Під якістю продукції розуміється сукупність властивостей виробу, які зумовлюють його здатність задовольняти певні потреби згідно з її призначенням. Важливе значення має вірна оцінка якості продукції. Показники якості продукції, її оцінка специфічні для різних видів продукції, засобів праці, предметів праці, предметів споживання. Загальним показником для всіх видів продукції є відповідність даної продукції встановленим стандартам та технічним умовам, які регламентують важливіші вимоги до якості даної продукції. Іноді до числа загальних показників якості відносять кількість отриманих рекламацій з якості продукції, розмір збитків від браку, повернення продукції, але ці показники характеризують скоріше якість праці робітників, але не якість продукції.
Зараз важливим є відповідність продукції міжнародним стандартам. Серйозним значенням у розв’язанні проблем забезпечення якості мають міжнародні стандарти серії 9000 Міжнародної організації зі стандартизації (ISO). Вони створили умови для формування єдиного підходу до забезпечення якості та міжнародного визнання результатів робіт в цій галузі незалежно від того, в якій країні чи на якому підприємстві виконані.
Конкурентоспроможна продукція – це така продукція, співвідношення між споживчими властивостями якої і витратами покупця по їх досягненню необхідні та достатні, щоб даній продукції в певний момент часу була надана перевага перед іншою продукцією, яка задовольняє ту ж саму вимогу на конкретному ринку. Тому основою для оцінки конкурентоспроможності товарів є споживчі властивості продукції, затрати покупця, кон’юнктура ринку. Саме ринок являє собою ту сферу суспільних відносин, де вироби конкуруючи між собою, проходять порівняння та перевірку споживачем на відповідність його вимогам і де виявляються відхилення від цих вимог.
1 КЕРУВАННЯ ЯКІСТЮ, ЯК ОСНОВА ПІДВИЩЕННЯ КОНКУРЕНТНОЗДАТНОСТІ ПРОДУКЦІЇ
1.1 Якість продукції, система показників якості продукції
Якість – сукупність властивостей і характеристик продукції, що додають їй здатність задоволення, обумовлені чи пропоновані потреби.
З погляду використання сукупності споживчих властивостей товару варто розрізняти поняття “споживча вартість”, “якість”, “корисний ефект”.
Споживча вартість – здатність товару задовольняти визначені потреби. Якість – потенційна здатність товару задовольняти конкурентну потребу. Корисний ефект – дійсна здатність товару задовольняти конкретну потребу.
До основних показників якості товару відносять:
1 Показники призначення товару, що характеризують його віддачу, використання по призначенню на конкретному ринку.
2 Надійність товару – складна властивість якості, що залежить від безвідмовності, ремонтопридатності, схоронність властивостей і довговічності товару.
Безвідмовність – властивість надійності товару зберігати працездатність протягом деякого наробітку в годинник без змушених перерв.
До показників безвідмовності відносяться ймовірність безвідмовної роботи, середній наробіток першого відмовлення, наробіток на відмовлення, інтенсивність відмовлень, параметр потоку відмовлень, гарантійний наробіток. Безвідмовність – властивість об'єкта безупинно зберігати працездатний стан протягом деякого часу чи деякого наробітку.
Безвідмовність властива об'єкту в кожнім із режимів його експлуатації. Саме ця властивість складає головний зміст поняття надійності. Однак воно не вичерпує всього змісту надійності. Будь-який, навіть найвищий рівень безвідмовності системи не дає абсолютної гарантії того, що відмовлення не виникне. Причому наслідок відмовлення в більшості випадків залежать від того, наскільки швидко може бути відновлена втрачена об'єктом працездатність, тобто усунуте відмовлення. У зв'язку з цим усі об'єкти поділяються на дві групи – відновлювані чи відремонтовані об'єкти і не відновлювані.
Ремонтопридатність – властивість об'єкта, що полягає в пристосуванні до попередження причин виникнення відмовлень і ушкоджень, підтримці і відновленню працездатного стану шляхом проведення технічного обслуговування й ремонтів.
Процес експлуатації технічної системи включає час не тільки його безупинного функціонування, але також планові і непланові перерви в роботі, при транспортуванні, збереженні і т.п. Планові перерви в роботі здійснюються з метою проведення технічних обслуговувань (регламентних робіт), ремонтів, контрольних перевірок і т.д. Позапланові – в основному зв'язані з усуненням виниклих відмовлень. У загальному випадку тривалість функціонування об'єкта, вимірювана технічним ресурсом чи терміном служби, обмежена не його відмовленням, а переходом у граничний стан. Під граничним розуміється стан об'єкта, при якому його подальше застосування по призначенню є неприпустимо недоцільним, або відновлення його працездатного стану неможливо недоцільним.
Ремонтопридатність об'єкта оцінюється коефіцієнтом готовності (технічного використання), що визначається за формулою:
Кг = , (1.1)
де Те – середній наробіток на відмовлення відновлюваного об'єкта, ч;
Тв – середній час відновлення об'єкта після відмовлення, ч.
Схоронність (стабільність) властивостей якості об'єкта характеризує частку зниження найважливіших показників призначення, надійності, ергономічності, екологічності, естетичності (дизайну), патентоспроможності в міру використання об'єкта.
Довговічність – властивість об'єкта зберігати працездатний стан так, щоб настання граничного стану при встановленій системі технічного обслуговування й ремонту. Довговічність характеризує властивість надійності з позиції граничної тривалості збереження працездатності об'єкта з урахуванням перерв у роботі. Збереження працездатності об'єкта в межах терміну служби чи терміну до першого капітального ремонту залежить не тільки від режиму й організаційно-технічних умов роботи, заходів відбудовного характеру, проведених у цей час, але також від здатності зберігати ці властивості в часі.
До показників довговічності об'єкта відносять нормативний термін служби (термін збереження), термін служби до першого капітального ремонту, гамма-процентний ресурс (це наробіток, протягом якого об'єкт не досягне граничного стану з заданою імовірністю) і ін. показники.
3 Показники екологічності товару – одні з найважливіших властивостей, що визначають рівень його якості. До них відносяться показники, що роблять шкідливий вплив об'єкта на повітряний басейн, ґрунт, воду, природу, здоров'я людини і тваринного світу. Шкідливий вплив може бути безпосереднім, при застосуванні об'єкта, або перспективним, разовим, або накопичувальним, прямим, або непрямим.
До конкретних показників екологічності товару відносяться:
- зміст шкідливих домішок (елементи, окисли, метали і т.п.) у продуктах згорання двигунів різних машин, устаткування, агрегатів, комплексів;
- викиди шкідливих речовин у повітряний басейн, воду, ґрунт (включаючи надра землі), хімічних, нафтохімічних, гірничодобувних, металургійних, енергетичних, деревообробних, харчових і інших виробництв;
- радіоактивність функціонування атомних електростанцій і інших об'єктів, зв'язаних із дослідженням, “прирученням” і використанням атомної енергії;
- рівень шуму, вібрації й енергетичного впливу транспортних засобів різного призначення й інших машин і агрегатів. Усі ці показники по різних об'єктах регламентуються у відповідних нормативних актах і документах (законах, стандартах, будівельних нормах і правилах, інструкціях і т.п.).
4 Ергономічні показники якості використовуються при визначенні відповідності об'єкта ергономічним вимогам, пропонованим, наприклад, до розмірів, форм, кольору виробу й елементам його конструкції, до взаємного розташування елементів і т.п.
Ергономічні показники продукції класифікуються на:
- гігієнічні – показники, використані при визначенні відповідності виробу гігієнічним умовам життєдіяльності й працездатності людини при взаємодії його з виробом.
Гігієнічні показники характеризують відповідність виробу санітарно-гігієнічним нормам і рекомендаціям. Ця група показників може оцінювати конструктивні й окремі матеріали виробу й середовище замкнутого відсіку (кабіни), що також є елементом конструкції;
- антропометричні – показники, використані при визначенні відповідності виробу розмірам і формі людського тіла і його окремих частин;
- фізіологічні і психофізіологічні – показники, використані при визначенні відповідності виробу фізіологічним властивостям (вимогам) людини й особливостям функціонування його органів почуттів (швидкісні й силові можливості людини, а також пороги слуху, зору, тактильних відчуттів і т.п.);
- психологічні – показники, використані при визначенні відповідності виробу психологічним особливостям людини, що знаходить відображення в інженерно-психологічних вимогах, вимогах психології праці і загальної психології, пропонованих до промислових виробів.
Номенклатура ергономічних показників якості поширюється на промислові вироби, у які входять: устаткування інтер'єра і робочих місць; пульти керування і контролю; мнемосхеми, прилади і сигналізатори; циферблати і покажчики приладів; таблички з оцифровками, написами і безтекстовими позначеннями; ручні і ножні органи керування; меблі виробнича й побутова і т.п.
5 Технологічність – властивість, що показує, наскільки близько конструкція враховує вимоги існуючої технології й організації освоєння, виробництва, транспортування і технічного обслуговування об'єкта. Технологічна конструкція забезпечує мінімізацію тривалості робіт і витрат ресурсів на всіх стадіях життєвого циклу об'єкта. При проведенні технологічного контролю конструкторської документації технологи нав'язують конструкторам ідею уніфікації й стандартизації елементів конструкції для того, щоб спростити й зменшити організаційно-технологіичну підготовку виробництва нового об'єкта.
До основних показників технологічності конструкції відносяться наступні:
- коефіцієнт міжпроектної уніфікації (запозичення) компонентів конструкції;
- коефіцієнт уніфікації технологічних процесів;
- питома вага деталей з механічною обробкою;
- коефіцієнт прогресивності технологічних процесів.
Ці показники безпосередньо впливають на масу виробу, коефіцієнт використання матеріалів, трудомісткість технологічної підготовки виробництва, власне виробництво, підготовку до функціонування, технічне обслуговування й відновлення об'єкта, на витрати по стадіях життєвого циклу. Але економічні показники неправомірно відносити до показників технологічності. Якість і витрати – різні сторони товару, між ними існує прямий зв'язок, наприклад, чим вище якість, тим вище витрати на виробництво, але нижче – на споживання. Тому тільки економічні розрахунки можуть підказати оптимальний рівень того чи іншого показника якості об'єкта.
6 Патентно-правовий рівень промислового виробу оцінюється за допомогою двох безрозмірних показників: показника патентного захисту (чи патентоспроможності) і показника патентної чистоти.
Показник патентного захисту характеризує кількість і вагомість нових вітчизняних винаходів, реалізованих у даному виробі (у тому числі і створених при його розробці), тобто характеризує ступінь захисту виробу приналежними вітчизняним фірмам авторськими посвідченнями в країні й патентами за рубежем з урахуванням значимості окремих технічних рішень.
Показник патентної чистоти характеризує можливість безперешкодної реалізації товару на внутрішньому й зовнішньому ринках.
Товар має патентну чистоту у відношенні даної країни, якщо він не містить технічних рішень, що підпадають під дію патентів, свідчень виключного права на винаходи, показні моделі, промислові зразки і товарні знаки, зареєстрованих у цій країні.
При визначенні показника патентної чистоти товару необхідно враховувати, що товари, які випускаються для реалізації тільки усередині країни, не повинні порушувати діючі патенти виключного права, а виробу, що можуть стати об'єктами експорту, не повинні порушувати діючі патенти третіх облич, видані в передбачуваних країнах експорту.
Для знову розроблювальних товарів ця вимога може бути виконана, забезпечивши їм патентну чистоту у відношенні країн, що займають ведуче положення у світі в даній області.
7 Якість сервісу товару є одним із факторів конкурентної переваги. Необхідно не тільки створити якісний товар з оптимальними витратами, але і забезпечити простоту, надійність і економічність його іспитів, упакування транспортування, монтажу, обслуговування й утилізації. Документи й персонал повинні гарантувати вірогідність інформації, реклами, маркірування товару. Перелік показників якості сервісу визначається особливостями товару і конкретних вимог споживачів.
8 Наявність сертифіката відповідності й знака відповідності на товар.
Передові фірми вважають, що якість – найважливіша стратегічна зброя. Японія, США роблять упор на забезпечення конкурентноздатної якості, що вимагає не тільки впровадження систем керування якістю (Загальне керівництва якості – TQM) на основі стандартів, але і по інших аспектах (стратегічному маркетингу, автоматизації систем менеджменту й ін.).
Одним із деяких підприємств нашої країни, що сертифікували свою продукцію і яка одержала світове визнання є ЗАТ “НКМЗ”.
1.2 Базова концепція й ідеологія загального керування якістю (TQM)
1.2.1 Елементи стратегії TQM
Стратегія якості в компанії (організації) повинна передбачати постійну, безупинну й особисту участь вищого керівництва (керівника компанії) у питаннях, зв'язаних із якістю. Це одне з основних і обов'язкових умовуспішного впровадження TQM і є запорукою успішної роботи компанії у питаннях забезпечення якості. Якщо керівник компанії не перейнявся необхідністю TQM для успіху в конкурентній боротьбі за споживача, то, як показує світова практика, “боротьба за якість” залишиться тільки гаслом. Керівник повинний включати аспекти якості в меті компанії і підтримувати її діяльність фінансуванням якості, моральними стимулами й можливостями ресурсів керівництва. Керівник, повинний приймати також активну участь у поліпшенні процесу. Якщо керівництво не демонструє своїми діями, що якість так само важлива, як, скажемо, вартість чи час постачання продукту, інші члени колективу в компанії не будуть вважати питання якості одним із головних критеріїв в оцінці їхньої роботи з боку керівництва і їхня увага до нього буде ослаблена.
|
|
 |
|
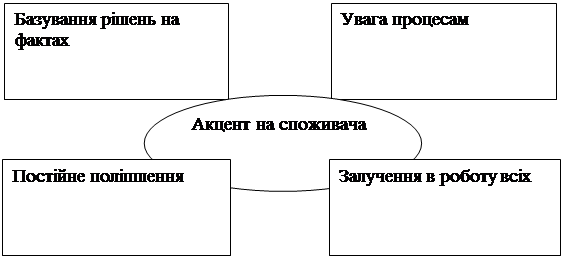
Рисунок 1.1 - Найважливіші елементи TQM, що забезпечують успіх стратегії якості
Таким чином, стратегія якості повинна базуватися на особистій участі вищого керівництва, що володіє системою Profound Knowledge, у забезпеченні якості, тоді вона буде успішною. От чому залучення керівництва в процес забезпечення якості поставлена на чолі найважливіших елементів, що складають базу стратегії TQM.
З рисунку 1.1 видно, що найбільш важливими елементами TQM є.
1 Фокусування усієї діяльності компанії на нестатки й побажання як зовнішніх, так і внутрішніх споживачів.
2 Забезпечення можливості і реальна участь кожного в процесі досягнення головної мети – задовольняти запити споживача.
3 Фокусування уваги на процесах, розглядаючи їх як оптимальну систему досягнення головної мети – максимізацію цінності продукту для споживача й мінімізацію його вартості, як для споживача, так і виробника.
4 Постійне й безупинне поліпшення якості продукту.
5 Базування всіх рішень компанії тільки на фактах, а не на інтуїції чи досвіді її працівників.
1.2.2 Акцент на споживача
Відповідно до сьогоднішніх поглядів на якість, виробник усю свою увагу повинен приділяти задоволенню запитів і побажань споживача.
Якість оцінюється тільки споживачем і тому повинна бути поставлена в залежність від його нестатків і побажань. Це значить, що споживач є учасником процесу, здійснюваного виробником, і зацікавлений у кінцевому результаті, будучи головним арбітром у його оцінці.
Нова парадигма, породжена чільною роллю споживача, полягає в наступному:
1 Процеси існують, щоб задовольняти нестачу людей і потреби суспільства.
2 Процеси корисні, якщо вони додають цінність для людей і суспільства.
3 Бажання й нестатки різні в часі і просторі (для різних націй і культур).
4 Процеси різні в різних культурах і в різних націях.
5 Потреби й процеси їхнього задоволення можуть бути змодельовані й відстеження з використанням статистичного аналізу.
6 Краща модель процесу задоволення потреб суспільства повинна бути прийнята керівництвом при особистій участі кожного члена суспільства.
Відповідно до нової парадигми будь-який процес для задоволення нестатків повинний гармонійно враховувати як інтереси суспільства, так і інтереси людей, тобто кожного конкретного індивідума суспільства.
Нова парадигма змінює наше представлення про цінність не тільки продукту, але і кожного учасника процесу його створення.
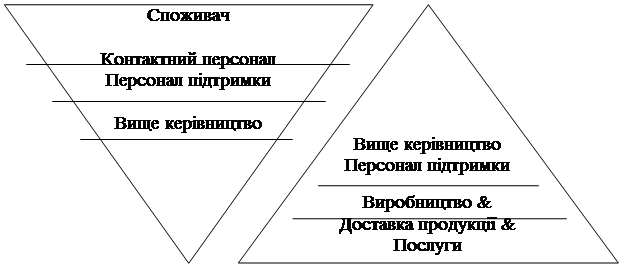 |
а) Стало б) Було
Рисунок 1.2 - Організація, орієнтована на вимоги споживача (а) і вимоги керівника (б)
Якщо раніше цінувався працівник, що беззаперечно виконував вказівки керівника - “бос завжди правий”, то тепер цінність його роботи оцінюється споживачем - “споживач завжди правий” (див. рис. 1.2).
Нова парадигма, що сповідується Загальним Керуванням Якості на рисунку 1.2, а), змінює і саму систему досягнення мети в нових умовах конкурентної боротьби на ринку.
Акцент на споживача означає не тільки його чільну роль у діяльності системи, але й одержання достовірної інформації про нестатки й побажання споживача. Тому з'являється необхідність у контактному персоналі, від якого залежить не тільки вірогідність інформації, що поступає від споживача, але й суб'єктивний імідж компанії в очах споживача.
Керівник, акумулюючи вимоги споживачів, зобов'язаний організувати оптимальну роботу системи для досягнення цілей. При цьому він повинний в однаковій мірі підходити до недоліків і побажань як зовнішніх споживачів компанії, так і працівників своєї фірми, що для нього є теж споживачами (внутрішніми). Тому роль керівника в умовах нової парадигми змінюється в порівнянні з раніше існуючою (див. рис 2.2, б). Один з активних проповідників TQM, Коносоке Мацушита, у своєму виступі перед західними менеджерами, ілюструючи зміст рисунку 1.2, сказав: “Для вас суть керівництва в тому, як узяти йдемо з голів менеджерів укласти їх у голови персоналу, що відповідає за виконання технологічних операцій. Для нас – по крупиці зібрати інтелектуальні ресурси всіх працівників і поставити їх на службу підприємству ”.
Визначення нестатків споживача є першим кроком, якому необхідно почати для того, щоб уключити споживача в процес створення високоякісного продукту. Для визначення нестатків зовнішнього споживача необхідно досліджувати ринок і реалізувати ринкові чекання при плануванні, розробці й виготовленні продукту. Порівняння функцій продукту, його виконання і ціни з нестатками споживача – основа оцінки якості продукту.
Компанія, направляючи продукт на ринок, виділяє свого споживача і намагається довідатися його думки про якість товару, на підставі якого за допомогою зворотного зв'язку робить коректування параметрів якості продукту з метою його поліпшення для користувача.
Відомі два канали зворотного зв'язку.
1 Зворотний зв'язок для коректування й поліпшення товару при зіставленні його з аналогічними товарами інших виробників.
2 Збір даних і інтерпретація чекань споживачів, проведених по особливих каналах, що звичайно курирують відділи збуту й маркетингу.
Існує багато різних методів пошуку й збору даних про чекання споживача. Кожний з цих методів має свої переваги й недоліки, не забезпечуючи при цьому повноту відповіді на всі питання, що цікавлять виробника. Вибір конкретного одного чи декількох методів залежить в основному від часу, вартості і вільних ресурсів. Найбільш популярними є наступні методи.
За допомогою заздалегідь підготовленій виробником анкети. Цей метод забезпечує низьку вартість, але вимагає проникності виробника. Основним недоліком цього методу є те, що питання анкети представляють думку укладачів і сприймаються опитуваними по-різному. Крім цього опитувані можуть не представляти потрібні статистичні групи населення, а багато людей не захочуть відповідати на питання.
По телефону забезпечується більш швидка відповідь споживача, чим пошта, і дає можливість уточнення й обговорення питання укладача з опитуваними. Анкетування споживача поштою й телефону можуть дати непогані результати.
Група з 8-12 чоловік, обраних для обговорення проблеми у вільний для них час і погодившихся зустрітися для обговорення проблеми. Такі групи повинні очолюватися комунікабельною людиною. У противному випадку такі групи можуть представляти думка лідера групи. Індивідуальне інтерв'ю уникає цього недоліку, будучи ефективним методом для одержання інформації про технічні й емоційні сторони думки споживача.
Ефективний метод використовуваний японськими виробниками в процесі проведених виставок і конференцій, реалізації продукції, коли виробник може тільки бути присутнім і слухати коментарі й розмови людей, збираючи інформацію про те, як повинний виглядати продукт і які повинні бути його характеристики.
Крім прямих методів контакту виробника зі споживачем існує ряд непрямих методів, що дозволяють одержати необхідні дані. Прикладом таких методів є облік даних, отриманих на підставі досліджень ринку, що публікуються і спеціальних відкликань, скарг споживача по гарантійному обслуговуванню, прийняття на себе ролі клієнта і т.п. У цілому необхідно використовувати кілька методів одночасно, щоб одержати дійсну картину “голосу споживача”.
На підставі отриманих даних компанія коректує свою роботу з поліпшення виробленої продукції. Споживач буде вдоволений, якщо в нього буде продукт необхідної йому якості за ціною, що відповідає його цінності, у потрібний термін.
Зовнішній споживач може бути представлений трьома основними групами.
1 Кінцеві користувачі продукту компанії (конкретні люди).
2 Проміжні споживачі (посередники між компанією і кінцевим користувачем продукту), якими є, наприклад, дистриб’ютори (distributors) чи перепродувачі, що додають цінність продукту.
3 Великі і середні споживачі (організації і підприємства).
Ступінь задоволеності зовнішніх споживачів рівнем компанії є головним компонентом у процесі самоконтролю, проведеного компанією відповідно до вимоги TQM. Компанії повинні щорічно поліпшувати свою діяльність.
Самоконтроль дозволяє компанії визначити стратегічний напрямок своєї діяльності в боротьбі за споживача. Цю роботу здійснює вище керівництво компанії, що зайвий раз підкреслює значимість його залучення в процес забезпечення якості.
Відповідно до нової парадигми зовнішні споживачі компанії – це не тільки користувачі, що купують продукти компанії, а й люди, родини, місцеві громади, державні організації, підприємства і нарешті, суспільство, що різним чином:
- очікують позитивних змін як продукту і діяльності самої компанії;
- піддані чи можуть бути піддані небажаним діям компанії.
Важливість обліку цієї категорії зовнішніх споживачів у діяльності компанії залежить від багатьох факторів, як культурних, так і політичних, котрі визначають ступінь усвідомленості суспільством людських і соціальних прав і обов'язків. У той же час ця категорія споживачів безмежна і може з категорії потенційних перейти в категорію реальних споживачів продукту. Вплив цієї категорії на імідж компанії великий за рахунок її чисельності.
Акцент на споживача в рішенні всіх питань дозволяє постачальнику щораз звіряти свій курс у конкурентній боротьбі по "компасі" споживача, гарантуючи собі справедливу винагороду і задовольняючи одночасно чекання споживача щодо цінності продукту, його вартості і часу постачання. Задоволений споживач не тільки повертається до постачальника, що повною мірою задовольнив його потреби, але і вносить позитивний вклад у маркетинг цього підприємства за допомогою "передачі інформації з ланцюга", що впливає на загальний імідж компанії.
Внутрішній споживач, що включає всіх тих, хто впливає на кінцевий продукт компанії (крім зовнішнього споживача), незалежно від того, чи приймає він особисту участь у його створенні, може бути розділений на три основні групи.
1 Внутрішні користувачі внутрішнього процесу.
2 Компанії, що служать.
3 Користувачі результатів бізнесу компанії.
Усі внутрішні користувачі, як і зовнішні, мають свої чекання, і їхня задоволеність впливає на результати роботи компанії. Тому кожна компанія, що працює відповідно до TQM, періодично проводить специфічні обстеження, щоб визначити їхнього чекання і спланувати програму поліпшення для задоволення цих чекань.
Акцент на споживача повинний бути основним у всіх сферах діяльності виробника і є його першорядною задачею.
1.2.3 Акцент на процес
Задоволення споживача якісним продуктом є першорядною задачею кожного виробника. У той же час, якість продукту є результатом якості процесів. Вихід яких він здійснює. Тому для забезпечення якісного виходу виробник / постачальник повинний забезпечити відповідну якість самого процесу. При цьому під процесом, розуміється не тільки процес виробництва продукту.
Існує дві точки зору на те, що являє собою процес.
1 Процес - це організація ресурсів;
2 Процес - це організована діяльність.
TQM виходить із другого визначення, розглядаючи процес як будь-яку організовану діяльність, сплановану генерувати попередньо встановлений для визначеного користувача вихід, забезпечивши при цьому необхідний вхід процесу.
Керівник процесу (process manager) - обличчя відповідальне за його якісне функціонування і виконання.
Він повинний.
- погодити вхідні і вихідні вимоги в інтерфейсі процесу;
- нести відповідальність за коректування можливих недоліків і сприяти дозволу виникаючих проблем;
- передбачити можливість для виконавців вносити зміни в операції, що сприяють поліпшенню процесу і відповідно якості його продукту.
Процеси в будь-якій компанії по своїй сутності можуть бути трьох видів.
1 Індивідуальний процес, виконуваний окремим індивідуумом.
2 Функціональний, чи вертикальний процес, що відбиває діяльність компанії по вертикалі і відповідний її структурі взаємодії керівників, відділів, підрозділів і компанії, що служить.
3 Діловий (busіness process), чи горизонтальний процес. Який перетинає по горизонталі діяльність компанії і являє собою сукупність взаємозалежних інтегрованих процесів, забезпечуючи фінальні результати, що відповідають інтересам компанії. Він являє собою послідовний ланцюжок інтегрованих процесів діяльності чи компанії окремих операцій по горизонталі, що забезпечує компанії чи будь-якої організації в результаті її діяльності по забезпеченню запитів зовнішнього споживача, досягнення поставленої мети.
Кожен процес повинний мати свого власника, що відповідає за поліпшення роботи процесу і може приймати самостійні рішення.
Керівник цеху, наприклад, відповідає за функціональний процес, у той час як токар є власником операції, виробленої на токарському верстаті, тобто обличчям, що приймає самостійне рішення, як краще виконати ту чи іншу токарську операцію при виготовленні деталі з заданими параметрами якості виходячи зі своїх можливостей і можливостей токарського верстата.
Вплив на процес, а не на результати процесу – базова концепція керування процесами компанії, що працює в умовах TQM. Не можна очікувати кінцевого результату, а потім виправляти помилки, необхідно впливати на сам процес, щоб не допустити їх.
Процес контролю якості, будучи базою керування процесом, включає.
1 Відстеження, що полягає у фіксації показань індикаторів і порівнянні їхній з цільовими значеннями.
2 Контроль, що полягає в забезпеченні стабільного виходу (із припустимими відхиленнями) на контрольованому етапі процесу при несподіваній зміні вхідних чи характеристик ресурсів процесу.
3 Самоконтроль, що виконують оператори процесу (власники процесу, зазначені в результаті його ідентифікації), які повинні:
- знати необхідні параметри якості виходу процесу незалежно від того, на якій операції вони працюють;
- мати засоби і знання для перевірки відповідності вимогам специфікації;
- знати, де і як зробити коригувальні дії для проведення процесу відповідно до вимог специфікації;
- вміти виявляти й усувати всі причини невідповідності на своїй операції, без перекладання рішення цього питання на керівника процесу.
1.2.4 Безупинне (постійне) поліпшення
Необхідно здійснювати постійне поліпшення якості всіх процесів, що приводять до поліпшення якості вихідного продукту. Безупинне поліпшення якості є одним з основних елементів успіху стратегії якості.
Першим про постійне поліпшення якості заговорив Джуран. Запропонована ним теорія керування якістю складається з трьох етапів забезпечення якості, що одержали назву "Трилогія Джурана".
- планування якості, застосоване на етапі планування процесів, здатних задовольняти вимогам стандартів;
- контроль якості, застосований для того, щоб знати, коли діючий процес має потребу в коректуванні;
- поліпшення якості, що допомагає знайти оптимальні шляхи удосконалення процесу.
Ця теорія одержала розвиток на початку 50-х років і має дуже важливе значення в теорії загального керування якістю. Вона актуальна і зараз. Вимірювана вартість дефектної й іншої неякісної продукції на Заході наприкінці 90-х років складала від 5 до 20% від вартості продажів.
Поліпшення якості може бути двох типів.
- великі;
- серія дрібних постійних.
Великі поліпшення припускають кардинальну одноразову реорганізацію процесу і вимагають великих інвестицій. Велике поліпшення якості зв'язане з застосуванням принципово нових технологій.
При дрібних поліпшеннях ефект окремого кроку дуже малий, але велика серія таких повсюдних і постійних поліпшень дає ефект, цілком порівнянних з тим, яким забезпечується поліпшеннями першого типу, але при значно менших інвестиціях.
Суть безупинного поліпшення зводиться до наступного етапа рішення проблем якості.
1 Організація проекту.
- вибір проблем для рішення;
- підбор колективу для рішення проблеми.
2 Діагностика:
- аналіз симптомів;
- висування гіпотез для пояснення причин;
- перевірка гіпотез;
- вибір і конкретизація основних причин.
3 Пошук рішення:
- використання альтернативних рішень і проведення їхнього порівняльного аналізу;
- розробка рішень і системи контролю;
- опірність змінам;
- впровадження рішень і системи контролю.
4 Утримання досягнутого:
- перевірка роботи нової системи;
- спостереження за системою.
Останній четвертий етап – етап стандартизації нової системи, на який треба буде орієнтуватися (цикл SDCA) при спостереженні за системою за допомогою її контролю. Цей етап є найбільш важливим, що дозволяє за результатами відстеження процесу з'ясувати подальші шляхи його поліпшення.
1.2.5 Залучення в роботу з поліпшення якості усіх
Для того щоб стратегія якості була успішною, як внутрішній, так і зовнішній споживач повинні бути не тільки задоволені і залучені в процес, що забезпечує це задоволення, а й брати безпосередню участь у безупинному поліпшенні якості цього процесу.
Для ефективної участі кожного співробітника компанії (починаючи від нижчої ланки і кінчаючи вищим керівництвом) у стратегії якості необхідно.
- навчання персоналу основам TQM;
- навчання персоналу концепціям постійного поліпшення роботи;
- наділення всіх працівників, що є власниками своєї роботи, відповідальністю і правами, що відповідають виконуваній роботі;
- виявлення реальної зацікавленості працівників у результатах своєї праці;
- заохочення поліпшення результатів роботи.
Лише при виконанні всіх перерахованих вимог можна чекати успішного виконання програм поліпшення якості.
Залучення всіх постачальників у роботу з поліпшення якості є також обов'язковою умовою успішної роботи компанії. Тенденцією сьогоднішнього дня є зменшення числа постачальників навіть у тому випадку, якщо це не дає найменшої вартості матеріалів, що поставляються.
Основна задача компаній, що працюють в умовах TQM з постачальниками - це спільна їхня участь і зацікавленість у постійному поліпшенні якості кінцевого продукту, відповідальність, впевненість у якості матеріалу, що поставляється постачальником.
Підтримуючи і розробляючи програму безупинного поліпшення якості в конкретній організації, варто звертати увагу на наступне.
- будьте впевнені, що ваша програма включена в стратегічний план організації;
- вищі керівники повинні бути залучені в процес безупинного поліпшення якості і стати в ньому лідерами;
- керівники середньої ланки повинні бути спонукувані цілями TQM;
- весь персонал повинний бути інформований про хід процесу і його результати;
- персонал, що пройшов навчання технології TQM, повинний бути включений у групи по поліпшенню якості;
- необхідна підтримка груп TQM і нагородження їх за досягнуті результати;
- вважайте TQM зміною в культурі;
- порівнюйте власні показники з показниками конкурентів;
- постійно порівнюйте рівень TQM в організації зі стандартами ISO.
1.2.6 Базування рішень тільки на фактах
Непорушна вимога TQM – усі прийняті рішення повинні ґрунтуватися тільки на фактах, а не на інтуїції чи особистому досвіді фахівця, що приймає рішення.
Міжнародний досвід показує, що від 20 до 90% усіх проектів поліпшення продукту терплять провал тільки через помилкову думку про стан ринку, на базі якого приймається рішення про стратегію бізнесу компанії. Поясненням такого положення можуть бути наступні моменти.
- відсутня повна оцінка того, що споживачі дійсно хочуть одержати і як багато вони готові заплатити за це;
- рішення не базуються на конкретних фактах, що характеризують ринок;
- компанії мають недостатні знання про свій продукт у період, що передує його появі на ринку, і в той же час вони зневажають експериментами, що дозволяють поліпшити продукт і процеси на ранньому етапі їхнього проектування, упускаючи тим самим можливість поліпшення якості продукту при менших витратах;
- факт невідповідності чеканням споживачів по цінності продукту і його вартості повинний встановлюватися, як вже неодноразово підкреслювалося, на найбільш ранніх етапах життєвого циклу продукту, а для цього необхідно мати найбільш повну інформацію, засновану на фактах, і тоді буде зменшена (чи зведена до мінімуму) імовірність того, що продукт після появи його на ринку не буде відповідати пропонованим до нього вимогам.
Таким чином, як показує досвід, основною причиною невдач є недосконала робота і недостатність знання при ухваленні рішення. Можливо, це основні причини всіх проблем у світі. У відношенні неповноти знань існують дві ситуації: люди або визнають, що в них недостатньо знань, або не визнають. Багато лих виникають саме в другому випадку. Якщо люди усвідомлюють, що вони не дуже добре розбираються в ситуації, вони можуть провести дослідження чи експеримент, намагаючись довідатися те, що вони не розуміють. Коли ж люди упевнені у своїй правоті, навіть якщо вони недостатньо добре розбираються в ситуації, вирішувати проблеми непросто.
Одна з причин цього полягає в тому, що факти часто плутають із судженнями. Люди схильні приймати щось, до чого вони мають відношення за факти.
Не претендуючи на усезнання рішення цієї складної проблеми, TQM пропонує ланцюжок взаємозалежних процесів для ухвалення рішення. Однієї із самих основних стадій у цьому ланцюжку – вибір необхідних даних, на підставі яких будуть вироблятися рішення. Правильність прийнятого рішення буде залежати від правильності вихідних даних, що повинні являти собою тільки факти. Тому збір і інтерпретація фактів – найважливіші етапи ухвалення рішення і всі явища необхідно розглядати зі статистичних позицій.
1.3 Стандартизація і сертифікація продукції
Досягнення конкурентноздатності машинобудівної продукції неможливо без керування її якістю. Керування якістю базується на стандартизації і сертифікації продукції.
Стандарт – нормативно-технічний документ, що встановлює основні вимоги до якості виробленої продукції.
Стандарти ISO серії 9000 прийняті в якості національних у різних модифікаціях у більш ніж у 100 країнах світу. Зміст стандартів цих країн майже аналогічно і усі вони включають вимоги до Системи Якості компанії як основна умова для досягнення стабільної якості продукції, що випускається.
Система Якості організації, що саме і піддається сертифікації на відповідність ISO 9000 – це сукупність організаційної структури, методик, процесів і ресурсів, необхідних для здійснення загального керівництва якістю.
Таким чином, Система Якості містить у собі чотири компоненти: структуру організації, методики, процеси і ресурси.
Організаційна структура – це зобов'язання, повноваження і взаємини, представлені у виді схеми, по якій організація виконує свої функції. При цьому під організацією розуміють компанію, корпорацію, фірму, підприємство чи установу їхні підрозділи (об'єднані чи ні), суспільні чи приватні, що мають адміністрацію і виконують самостійні функції.
Методика – це встановлений спосіб здійснення діяльності. Для системи якості методики документуються і тому стандарт ISO 8402 “Керування якістю і забезпечення якості. Словник”, випущений у 1994р., рекомендує їх називати “письмовою” методикою чи “документальною” методикою. “Письмова” чи “документальна” методика звичайно включає: мети й область діяльності, що повинне бути зроблене і ким, коли, де і як це повинно бути зроблено; які матеріали, документи і яке устаткування повинні бути використані; яким чином це повинно бути проконтрольоване і зареєстроване.
Процес – це сукупність взаємозалежних ресурсів і діяльності, що перетворить вхідні елементи у вихідні.
Ресурси в Системі Якості можуть включати персонал, засоби обслуговування, устаткування, технологію і методологію.
Система Якості – це інструмент для керування і забезпечення якості продуктів організації. Іншими словами, Система Якості охоплює як більшість методів і сталий порядок у роботі організації, так і розподіл і практична реалізація відповідальності для забезпечення якості продукту, що випускається (що поставляється), необхідного споживачем.
Стандарти ISO вимагають, щоб Система Якості (усі її чотири компоненти) були представлені в документах. Наявність документації – необхідна умова при сертифікації системи якості постачальника.
Основними цілями випуску стандартів ISO серії 9000 були.
- зміцнення взаєморозуміння і довіри між постачальниками і споживачами продукції з різних країн світу при висновку контрактів;
- досягнення взаємного визнання сертифікатів на системи якості, видаваних акредитованими органами по сертифікації з різних країн світу на основі використання ними єдиних підходів і єдиних стандартів при проведенні сертифікаційних перевірок (аудитів);
- надання сприяння і методичної допомоги організаціям різних масштабів з різних сфер діяльності в створенні ефективно функціонуючих Систем Якості.
Для контрактних ситуацій, а також для цілей сертифікації в стандартах ISO серії 9000 передбачене застосування трьох базових моделей Систем Якості, вимоги до яких регламентовані в стандартах ISO 9001, 9002 і 9003.
ISO 9001 є найбільш повним із трьох стандартів, що регламентують базові моделі Систем Якості, і охоплює всю діяльність компанії, розглядаючи процеси забезпечення якості продукції від її розробки до експлуатації.
ISO 9002 враховує лише процеси виробництва й іспиту продукції і представляє Систему Якості як модель для забезпечення якості при виробництві продукції і наступної її установки в споживача.
ISO 9003 розглядає тільки іспит готової продукції і представляє Систему Якості як модель для забезпечення якості остаточного контролю й іспитів готової продукції.
Для сертифікації на відповідність обраному стандарту ISO серії 9000 в організації, що підлягає сертифікації, повинна бути спроектована і функціонувати Система Якості, основним призначенням якої є задоволення запитів споживачів. Відповідність функціонуючої Системи Якості вимогам обраного стандарту ISO 9000 дозволить організації досягати і підтримати очікуваний споживачем рівень якості при оптимальних витратах.
Ефективна Система Якості повинна бути спроектована і функціонувати так, щоб задовольнялися запити і чекання як зовнішніх споживачів забезпечується досягненням і постійною підтримкою встановленого споживачами рівня якості. Задоволеність запитів і чекань споживачів забезпечується досягненням і постійною підтримкою встановленого споживачами рівня якості. Задоволеність інтересів і запитів організації досягається ефективністю використання нею наявних у неї ресурсів.
Необхідною умовою результативності функціонування Системи Якості є ефективний контроль за всіма технічними, адміністративними і людськими факторами, що впливають на якість продукції, що випускається, будь те технічні засоби, програмні засоби, що переробляються матеріали чи послуги. Такий контроль повинний бути спрямований на скорочення, усунення і, що найбільше важливо, запобігання невідповідностей. Специфіка вимог до якості продукції, виробничим умовам, накопиченим традиціям і досвіду рішення задач об'єктивно визначає розходження в складі, структурі і змісті функцій Систем Якості різних організацій. Розробка й удосконалювання Систем Якості – творча функція, що вимагає від організації іноді досить високих витрат ресурсів, компетентних виконавців, обов'язкової участі в цій роботі вищого керівництва підприємства.
Відповідно до ідеології стандартів сімейства ISO 9000 можна виділити чотири наступних напрямки діяльності в області якості, за допомогою яких Система Якості впливає на процес формування якості продукції і послуг на різних етапах їхнього життєвого циклу: планування, керування, забезпечення і поліпшення якості. Кожен напрямок діяльності має свої специфічні особливості, носить інтеграційний характер і являє собою в сутності чотири основні функціональні підсистеми Системи Якості.
Планування якості містить у собі діяльність по встановленню цілей і вимог до якості і застосування елементів Системи Якості. Планування якості продукції і послуг охоплює ідентифікацію, класифікацію й оцінку якості, установлення цілей і нормування вимог до якості продукції і процесів. Планування якості процесів охоплює підготовку програми якості, вироблення положень по поліпшенню якості, підготовку застосування Системи Якості, включаючи складання календарних графіків її запровадження в дію і застосування. Керування якістю містить у собі методи і види діяльності оперативного характеру, використовувані для виконання вимог до якості. До складу процедур керування якістю входять контроль якості, розробка і реалізація заходів коригувального впливу. Основне призначення підсистеми керування якістю на підприємстві – виявляти кожне відхилення від встановлених вимог до якості продукції і послугам, застосовувати рішення по подальшому використанню продукції, що має відхилення чи дефекти, не допускати появи повторних відхилень чи дефектів за рахунок своєчасної розробки і реалізації заходів коригувального впливу.
Забезпечення якості містить у собі всі плановані і систематично здійснювані види діяльності в рамках Системи Якості, необхідні для створення і підтвердження достатньої впевненості в тім, що об'єкт (продукція, чи процес послуга) задовольняє вимогам до якості.
Розрізняють внутрішнє забезпечення якості – діяльність по створенню впевненості у виконанні вимоги до якості продукції і послуг у керівництва підприємства постачальника і зовнішнє забезпечення якості – діяльність по створенню впевненості в споживача чи інших облич (експертів – аудиторів по сертифікації Систем Якості, державних інспекторів по якості і т.п.). До складу процедур забезпечення якості входять насамперед процедури внутрішніх перевірок елементів Систем Якості (внутрішнього аудита якості), а також інші попереджуючі дії, передбачені в стандартах ISO серії 9000 чи розроблені з ініціативи постачальника виходячи зі специфіки своєї продукції і (чи) виробничих процесів. Основне призначення процедур забезпечення якості – попереджати всі можливі відхилення від встановлених вимог.
Поліпшення якості містить у собі всі заходи, здійснювані в організації з метою підвищення ефективності і результативності діяльності і процесів для одержання вигоди як для організації, так і для її споживачів. Постійною метою керівників і виконавчого персоналу організації повинне бути прагнення домогтися безупинного поліпшення якості, що принесе користь споживачам, самої організації і її працівників, суспільству в цілому. У цьому складається один з основних принципів стандартів ISO серії 9000.
Сформульовані вище положення і принципи, регламентовані стандартами ISO серії 9000, дозволяють спроектувати надійно й ефективно функціонуючу систему якості.
Сертифікація Системи Якості організації на відповідність ISO 9000 не означає сертифікації продукції, що випускається цією організацією. У ряді європейських країн, коли виробник (у рекламних цілях) намагається представити результати своєї сертифікації як сертифікацію продукту, то він карається державою. Варто завжди пам'ятати, що сертифікація на відповідність стандарту серії ISO 9000 означає тільки те, що процес виробництва постачальника здатний випускати продукт із тією якістю, що постачальник попередньо обіцяє споживачу. Разом з тим сертифікація Системи Якості мінімізує, але не виключає ризик споживача в одержанні неякісної продукції при виготовленні визначеної чи партії конкретного екземпляра продукції.
У той же час робота виробника в умовах TQM дозволить не тільки уникнути конфліктних ситуацій між постачальником і споживачем, що враховуються стандартами ISO серії 9000, але верб залежності від точки зору виробника на різні елементи стратегії TQM.
Стандарти якості призначені в першу чергу для захисту кожного індивідуального споживача, якому байдужна точка зору постачальника на концепції TQM, але він хоче мати максимальну гарантію того, що продукт, що поставляється йому, якісний, тобто відповідає тому, що обіцяє постачальник. Таку гарантію і забезпечують стандарти ISO серії 9000.
Сертифікація організації на відповідність стандартам ISO серії 9000 створює довіру споживача до процесу виробництва і сервісу, а також впевненість у тім, що він одержить продукт тієї якості, що йому обіцяли. Крім цього робота виробника відповідно до ISO 9000 сприяє зниженню його витрат, поліпшенню якості і скороченню термінів постачання продукту споживачу.
Деякі відмінності між ISO 9000 і TQM, приведені в таблиці 1.
ISO 9000 – система керування якістю, у якій особлива увага приділяється написанню формальних процедур і робочих інструкцій у допомогу робітником. Передбачається, що всі робітники виконують процедури правильно (належним чином), щоб забезпечити якісне виконання роботи. Внутрішні і зовнішні перевірки проводяться для того, щоб визначити, чи виконують робочі вимоги, і якщо ні, то приймаються міри. Таким чином, у центрі уваги виявляються технічна система і способи керування нею.
Але організація – це більше, ніж технічна система. Це також соціальна система. Це люди, поводження людей і їхня взаємодія усередині групи. Це відносини, прагнення і мотивації людей у робочих ситуаціях. Якість продукції і послуг, як і якість процесів, може розвиватися тільки завдяки увазі до цієї соціальної системи. Технічна система повинна з'єднуватися із соціальної для побудови (створення) якості.
TQM поєднує ці дві системи завдяки використанню адміністративних процесів, що зосереджені на нестатках клієнтів, робітниках і нестатках власників акцій організації.
Компанії, сертифіковані по ISO 9000, можуть не фокусувати своя увага на визначенні і задоволенні нестатків клієнтів. Точно так само вони можуть не фокусувати увагу і на залученні своїх співробітників до роботі з безупинного поліпшення якості. У той же час робота в умовах TQM передбачає виконання всіх цих вимог.
З позицій забезпечення конкурентноздатної якості робота з його безупинного поліпшення випереджає статистичну концепцію, що передбачає просто коректування розходжень між цілями і виконанням, і тому безупинне поліпшення має на увазі безупинна зміна цілей. Тут цілі йдуть завжди перед і виконання повинне поліпшуватися постійно. Поліпшення планування – це перший фундаментальний крок компаній, що переводять місію загальної якості в меті, стратегії і пріоритети.
Перший крок у процесах планування – оцінка поточної обстановки в компанії (з оглядкою на комісію якості). Термін “самооцінка”, використаний для визначення цієї діяльності, показує, що оцінка компанії проводиться самотужки, а не зовнішніми клієнтами й очолюється її проведення вищим керівництвом.
Таблиця 1.1 - Стандарти ISO 9000 і TQM
| ISO 9000 | TQM |
| Немає необхідності фокуса на визначеного споживача. | Фокус на визначеного споживача. |
| Не інтегровано в корпоративну стратегію. | Інтегрована стратегія компанії. |
| Фокус на технічні системи і процедури. | Фокус на філософію, концепції, інструменти і методологію |
| Залучення всіх співробітників не обов'язково. | Підкреслює необхідність залучення всіх співробітників. |
| Не фокусує на безупинному поліпшенні | Безупинне поліпшення і TQM є синонімами, у результаті чого TQM представляється безупинним і не закінчується подорожжю в якість. |
| Відповідальність за якість повинна бути визначена і документально оформлена,але часто відповідальність за якість покладається на відповідні підрозділи, наприклад відділ якості. | Кожен співробітник відповідає за якість. |
| Можливість фокуса на підрозділи. | Організація всіх підрозділів, функцій і рівнів. |
| В основному статичний. | Має на увазі зміна процесу і культури |
2 ПРАКТИЧНІ ПІДХОДИ ДО КЕРУВАННЯ ЯКІСТЮ
2.1 Організація контролю якості на підприємстві
На ЗАТ «НКМЗ» контроль якості продукції здійснює відділ технічного контролю (ВТК).
Загальні положення
1 Відділ технічного контролю є самостійним структурним підрозділом ЗАТ «НКМЗ», що здійснює контроль за якістю і комплектністю продукції, що випускається.
2 Відділ технічного контролю підкоряється Головному інженеру ЗАТ «НКМЗ» - і очолюється начальником ВТК.
3 У своїй роботі ВТК керується законодавством, наказами і вказівками Генерального директора ЗАТ «НКМЗ», розпорядженнями Головного інженера ЗАТ «НКМЗ», нормативною документацією на виготовлення виробів і сьогоденням Положенням.
4 Основними задачами відділу технічного контролю є
- запобігання випуску (постачання) ЗАТ «НКМЗ» продукції (у т.ч. дослідно-промислових зразків і партій), не відповідним вимогам нормативної документації, затвердженим зразкам (еталонам), умовам постачання договорів, контрактів;
- проведення вхідного контролю продукції, що надходить від Постачальників і субпідрядників, у тому числі і з урахуванням вимог «Спеціальних умов постачання, приймання устаткування, приладів, матеріалів і виробів для об'єктів атомної енергетики»;
- забезпечення систематичного контролю якості продукції на всіх стадіях її виготовлення, іспити і здачі;
- забезпечення контролю монтажних робіт у Споживача, сервісне обслуговування устаткування в гарантійний і післягарантійний період експлуатації;
- зміцнення виробничої і технологічної дисципліни, підвищення відповідальності всіх ланок виробництва за якість продукції, що випускається.
Структура
1 Адміністрація відділу.
2 Сектори і ділянки технічного контролю.
3 Технічне бюро.
4 Бюро технічного контролю монтажних робіт і сервісного обслуговування.
5 Лабораторія іспиту і перевірки якості металів.
Структурна схема ВТК приведена в Додатку А.
Виробничі функції: адміністрація відділу, сектори і ділянки технічного контролю, технічне бюро, лабораторія іспиту і перевірки якості металів, бюро технічного контролю монтажних робіт і сервісного обслуговування
Адміністрація відділу.
1 Забезпечує функціонування, розвиток і удосконалювання технічного контролю, для чого разом з технологічними службами ЗАТ «НКМЗ»:
- веде систематичну роботу по аналізу ефективності технічного контролю;
- забезпечує контроль за функціонуванням системи забезпечення якості на підприємстві;
- здійснює (у необхідних випадках із залученням інших підприємств і організацій) вхідний контроль надходять на ЗАТ «НКМЗ» сировини, матеріалів, напівфабрикатів і комплектуючих виробів, призначених для основного виробництва з наступним контролем відповідності їх вимогам діючої нормативної документації;
- бере участь у розробці заходів, спрямованих на поліпшення якості що випускається ЗАТ «НКМЗ» продукції;
- вносить, при необхідності, пропозиції про підвищення вимог до якості виготовленої і спожитою ЗАТ «НКМЗ» продукції, удосконалені нормативними документаціями, що встановлює ці вимоги.
2 Здійснює технічний контроль якості що виготовляється ЗАТ «НКМЗ» продукції на всіх етапах виробничого циклу з залученням, при необхідності, фахівців інших підрозділів підприємства.
3 Вимагає усунення причин виготовлення продукції, що не відповідає вимогам діючої нормативної документації і виключення постачання такої продукції Споживачам.
4 Організує разом з іншими підрозділами перевірки:
- якості готової продукції, сировини, матеріалів, напівфабрикатів і комплектуючих виробів для основного виробництва;
- якості виконання окремих технологічних операцій і переходів;
- якості продукції, що випускається, відповідно до вимог діючої нормативної документації;
- якості консервації, упакування і маркірування вантажів.
5 Перевіряє правильність оформлення і комплектності технічної і товаросупроводжувальної документації, оформляє документи, що містять технічне обґрунтування для пред'явлення рекламацій і претензій до Постачальників про невідповідність продукції при здійсненні вхідного контролю.
6 Бере участь у проведенні періодичних, типових і гарантійних іспитів виробів і іспитів нових і модернізованих зразків продукції. Підписує документи про результати іспитів.
7 Контролює виконання наказів і вказівок керівництва підприємства, реалізацію й ефективність заходів і рішень з питань якості продукції і гарантійних зобов'язань ЗАТ «НКМЗ» по претензіях Споживачів до якості продукції.
8 В межах термінів на гарантійне обслуговування виробів веде облік, аналіз і систематизацію претензій Споживачів на якість продукції. Організовує разом з адміністрацією підприємства виїзд фахівців для розгляду й усунення зауважень. Підготовляє звіти про якість продукції.
9 Веде аналіз і узгодження карт технічних рішень на тимчасовий відступ від вимог нормативної документації.
10 Бере участь у роботах по удосконалюванню системи забезпечення якості продукції.
Сектори і ділянки технічного контролю.
1 Здійснюють технічний контроль продукції, передбачений НД, із залученням, при необхідності, лабораторій і технічних служб, вимагають усунення причин виготовлення продукції низької якості, виключення постачання її Споживачам.
2 Здійснюють вхідний контроль, що поступають зі складів ЗАТ «НКМЗ», а також по міжцеховій кооперації вузлів і покупних виробів перед запуском у виробництво.
3 Беруть участь у проведенні різних іспитів механізмів, оформляють документи на них.
4 Ведуть облік і аналіз браку, карт технічних рішень на тимчасові відступи від вимог нормативної документації, здійснюють летучий контроль виробничого процесу зі складанням звітів по якості у встановлений термін.
5 Аналізують претензії і повернення продукції від Споживачів, причини виникаючих невідповідностей якості продукції встановленим вимогам і вимагають уживання відповідних заходів по усуненню невідповідностей у належний термін.
6 Перевіряють правильність оформлення документів (паспортів, сертифікатів, накладних і т.д.), що засвідчують якість виготовленої цехом продукції, оформляють оперативну, технічну і товаросупроводжувальну документацію як на прийняту, так і на забраковану продукцію.
7 Пред'являють готову продукцію разом із працівниками інших підрозділів ЗАТ «НКМЗ» представникам Споживача у випадках, передбачених умовами постачання продукції.
8 Періодично перевіряють якість праці основних виробничих робітників, що мають особисті клейма ВТК.
9 Беруть участь у перевірках цехового устаткування на технологічну точність і перевірках дотримання технологічної дисципліни згідно Система Технічного Стандарту, що діють на ЗАТ «НКМЗ».
10 Беруть участь у проведенні періодичних, типових і гарантійних іспитів нових і модернізованих зразків продукції. Підписують документи про результати іспитів.
11 Організовують роботи з удосконалювання технічного контролю, з метою виявлення прихованих дефектів на ранній стадії виробництва і, тим самим, запобігання влучення такої продукції до Споживача.
Технічне бюро.
1 Робить систематичний збір, обробку, аналіз інформації про діяльність виробничих підрозділів ЗАТ «НКМЗ» в області якості з метою визначення щирого стану якості продукції і виявлення резервів його підвищення.
2 Веде облік і аналіз браку, претензій від Споживачів по якості продукції, що поставляється, формує базу даних.
3 Інформує цехи, відділи, Система технічного контролю про всі претензії, що надійшли, вимагає вживання заходів по виключенню постачань неякісної і некомплектної продукції, контролює своєчасність розгляду і задоволення прийнятих претензій. При необхідності, разом з адміністрацією заводу організовує виїзд фахівців до Споживача.
4 Бере участь у розробці СТП по якості.
5 Готує матеріали по якості продукції на «Дні якості», проведені в Головного інженера ЗАТ «НКМЗ», і контролює виконання підрозділами прийнятих рішень.
6 Контролює виконання організаційно-технічних заходів, передбачених програмним наказом №3 по якості.
7 Забезпечує оформлення для передачі відділу збуту актів-сертифікатів і інших товаросупроводжувальних документів, що підтверджують якість готової продукції.
8 Бере участь у підготовці матеріалів для сертифікаційного аудита системи якості ЗАТ «НКМЗ».
9 Складає по установлених формах технічні звіти і довідки по якості продукції для керівництва і ревізійної комісії ЗАТ «НКМЗ».
10 Розробляє штатний розклад робітників ВТК відповідно до нормативів.
11 Контролює дотримання трудового законодавства і техніки безпеки, виконання розпоряджень з питань організації й оплати праці.
12 Забезпечує сектори і ділянки технічного контролю бланками і книгами для обліку і приймання продукції. Веде клеймове господарство.
Бюро технічного контролю монтажних робіт і сервісного обслуговування.
1 Здійснює в Споживача: технічний контроль механомонтажних, електромонтажних і гідромонтажних робіт, налагодження і сервісне обслуговування устаткування в гарантійний і післягарантійний період експлуатації, навчання правилам технічної експлуатації устаткування, що забезпечують його ефективне використання протягом усього терміну експлуатації.
2 Контролює на всіх етапах якість монтажних робіт відповідно до вимог правил Держстандарту України, Госатомінспекції України, СНіП, технічних умов НД.
3 Погоджує технологічний процес виробництва монтажних робіт, підписує всю приймально-здавальну монтажну документацію й акти здачі в експлуатацію.
4 Здійснює разом зі Споживачем приймання устаткування на будівельному майданчику, контролює правильність розвантаження, складування, расконсервації, перевірки комплектності устаткування, що надійшло.
5 Розробляє разом з конструкторськими відділами методику і програми іспитів унікального устаткування великої одиничної потужності.
6 Проводить комплексні іспити устаткування вхолосту, під навантаженням і здачу його в експлуатацію.
7 Припиняє монтаж, пусконалагоджувальний роботи й експлуатацію устаткування при виявленні порушень Споживачем Правил Госатомінспекції України, Інструкцій з монтажу, налагодженню й експлуатації, і інший НД.
8 Накопичує інформацію про технічний стан машин і устаткування, витраті запасних частин, конструкторсько-технологічних недоліках, виявлених при монтажі, пусконалагоджувальний роботах, експлуатації і ремонтах.
9 Складає технічні звіти по пророблених роботах і направляє їх відповідним виробництвам для вживання заходів по усуненню зауважень.
10 Усуває у встановлений термін відмовлення устаткування, що виникли в гарантійний період експлуатації.
11 Разом зі Споживачем складає перелік запасних частин, пристосувань, інструмента й оснащення для ремонту устаткування.
Створює резервний фонд деталей і складальних одиниць у встановлених обсягах і номенклатурі.
12 Комплектує разом з адміністрацією заводу бригади фахівців ЗАТ «НКМЗ» для виробництва монтажних і ремонтних робіт у Споживача.
13 Разом із приваблюваними підрозділами заводу здійснює шефмонтаж, налагодження й іспити монтує «під ключ» устаткування.
14 Складає й оформляє контракти на шефмонтаж, налагодження і сервісне обслуговування устаткування.
Лабораторія іспиту і перевірки якості металів.
1 Забезпечує вхідний контроль якості покупних комплектуючих виробів, матеріалів і напівфабрикатів, застосовуваних в основному виробництві ЗАТ «НКМЗ» відповідно до існуючого нормативною документацією.
2 Запобігає використання у виробництві дефектної продукції, вчасно її виявляє і пред'являє Постачальникам. Актує для оперативного усунення дефектів і їхніх причин. Направляє претензійні матеріали в юридичний відділ.
3 Забезпечує своєчасне оформлення документації на прийняту і видану у виробництво покупну продукцію.
4 Забезпечує контроль за правильністю збереження, наявністю належного маркірування, документації на покупну продукцію, що зберігається на складах ЗАТ «НКМЗ».
5 Жадає від керівництва підрозділів ЗАТ «НКМЗ» відвантаження забракованої покупної продукції Постачальнику (при його згоді) і стежить за термінами відвантаження.
Структура і штатна чисельність відділу технічного контролю затверджується Генеральним директором ЗАТ «НКМЗ».
Зміна штатної чисельності ВТК здійснюється Оотиз на підставі діючого законодавства, наказів і вказівок Генерального директора ЗАТ «НКМЗ» за узгодженням з начальником ВТК.
Начальник ВТК поряд із загальним керівництвом усіма підрозділами відділу безпосередньо керує технічним бюро, бюро технічного контролю монтажних робіт і сервісного обслуговування, лабораторією іспитів і перевірки якості металів, секторами і ділянками технічного контролю.
Заступники начальника ВТК безпосередньо керують секторами і ділянками технічного контролю виробничих цехів відповідних виробництв.
Взаємодії ВТК у своїй діяльності з іншими підрозділами приведені у таблиці 2.1.
Таблиця 2.1 - Взаємодія ВТК з іншими підрозділами
| Представляє | Одержує | ||||||||
| 1 | 2 | ||||||||
| Керівництво підприємства | Від керівництва підприємства | ||||||||
| Щомісячний аналіз по якості продукції підприємства. | Накази, розпорядження, що керують документи. | ||||||||
| ОГМетр | від ОГМетр | ||||||||
| Усі засоби виміру і прилади, що підлягають перевірці. Заявки на виконання арбітражних вимірів. | Висновки про придатність засобів виміру, приладів і виконання робіт арбітражного порядку. | ||||||||
| Продовження таблиці 2.1 | |||||||||
| ОГМет, ЦЗЛ | від ОГМет, ЦЗЛ | ||||||||
| Замовлення на виробництво іспитів, досліджень і аналіз якості матеріалів, металу і зварених з’єднань і в цілому продукції ЗАТ «НКМЗ». | Висновки про якість матеріалів, деталей, виробів, зварених з’єднань і ін. | ||||||||
| Конструкторські і технологічні відділи | Від конструкторських і технологічних відділів | ||||||||
Телеграми, повідомлення від Споживачів; копії рекламацій і актів на забраковану продукцію. Відомості про брак в металургійних і механічних цехах. |
Відповіді на рекламації по якості продукції і про вжиті заходи по них. Узгодження змін у техдокументації і кресленнях. Рішення по деталях, вузлам, виробам, що мають відступу від технічної документації для узгодження. |
||||||||
Юр ПРО Рекламації на неякісну продукцію Постачальників, арбітраж, узгодження наказів, розпоряджень. |
від Юр ПРО Рекламації Споживачів, арбітраж, погоджені накази, розпорядження, юридичні консультації. |
||||||||
| ОНС | Від ОНС | ||||||||
Відкликання і висновки по проектах стандартів, РД, ТУ. Заявки на необхідні стандарти, ТУ, РД і інші нормативні документи. |
Діючі стандарти, РД і інші нормативні документи і зміни до них. Розпорядження по введенню в дію нових стандартів, проекти стандартів і інших нормативних документів для відкликань і висновків. Щомісячний інформаційний покажчик стандартів. |
||||||||
| Щомісячний аналіз по якості продукції цеху. | Інструмент для контролю, техдокументацію, бланки карт контролю, паспортів. Причини і винуватців у випуску неякісної продукції. Приміщення, ізолятори браку й інше устаткування. | ||||||||
АХО Листа, телеграми, відповіді на претензії Споживачів, інша кореспонденція. |
від АХО Листа, телеграми, повідомлення від Споживачів, інша кореспонденція. |
||||||||
Права і відповідальність
Відділ має право.
1 Припиняти до усунення причин, що викликають недоліки, приймальний контроль продукції у випадках:
- невідповідності її установленим вимогам;
- чи відсутності неповного змісту в технічній документації вимог стандартів до якості продукції;
- відсутності технічної документації і необхідних засобів контролю;
- наявності на деталях і в складальних одиницях повторюваних дефектів;
- порушення технологічної дисципліни.
2 Припиняти приймання деталей (незалежно від їхньої якості), виготовлених на устаткуванні, що не пройшло періодичної перевірки на технологічну точність.
3 Забороняти реалізацію продукції, не прийнятої ВТК, використання у виробництві вимірювальних засобів і оснащення, що не пройшли у встановленому порядку чи контролю несправних.
4 Вимагати виконання затверджених планом-графіком перевірки технологічних процесів оснащення й устаткування на технологічну точність.
5 Забороняти з одночасним письмовим повідомленням Головного інженера ЗАТ «НКМЗ» (директорів виробництв):
- використання у виробництві сировини, матеріалів, напівфабрикатів, що комплектують виробів, інструмента й оснащення не відповідним встановленим вимогам, що не забезпечують випуск якісної продукції;
- виготовлення продукції на верстатах, агрегатах, ділянках і в цехах, що не забезпечують дотримання затвердженої технології і відповідності продукції установленим вимогам;
- виготовлення продукції, якщо документація на цю продукцію не забезпечує дотримання вимог стандартів і технічних умов, і якщо відсутні необхідні умови для об'єктивної оцінки її якості.
6 Пред'являти обов'язкові для виконання вимоги до відповідного підрозділам і посадовим особам ЗАТ «НКМЗ» по забезпеченню:
- виявлення й усунення причин дефектів продукції, порушень технології виробництва і нестабільної якості виготовлення деталей і складальних одиниць, визначення винуватців браку;
- діяльності ВТК відповідно до вимог дійсного Положення;
- проведення всіх необхідних аналізів і іспитів для визначення якості продукції в лабораторіях ЗАТ «НКМЗ», а в окремих випадках із залученням інших чи підприємств науково-дослідних інститутів;
- представлення ВТК відповідних приміщень на території цехів для організації контрольних пунктів, робочих місць, ізоляторів браку, технічної документації, інструмента і приладів;
- узгодження з ВТК контрольних операцій, карт технічного контролю і технологічних паспортів.
7 Представляти керівництву ЗАТ «НКМЗ» пропозиції про залучення до дисциплінарної відповідальності, зниженню розмірів чи позбавленню премії посадових осіб, начальників цехів, ділянок, змін, майстрів, що не забезпечують виготовлення продукції відповідно до установлених вимог.
8 Звістки переписування з питань якості продукції з Постачальниками і Споживачами продукції, науково-дослідними, проектно-конструкторськими інститутами й іншими організаціями.
Висновки відділу технічного контролю з питань якості продукції і вказівки по визначенню підрозділу-винуватця браку є обов'язковими для всіх підрозділів ЗАТ «НКМЗ».
Покладання на працівників відділу технічного контролю обов'язків по виконанню функцій виробничого процесу, не зв'язаних зі здійсненням технічного контролю не допускається.
ВТК несе відповідальність за:
- неправильну оцінку відповідності контрольованої продукції установленим вимогам;
- організацію, стан і удосконалювання системи забезпечення якості ЗАТ «НКМЗ»;
- невиконання покладених на ВТК обов'язків і неправильне використання наданих відділу прав;
- неправильне і несвоєчасне оформлення документів, що засвідчують відповідність що випускається ЗАТ «НКМЗ» продукції установленим вимогам;
- знання і дотримання правил, норм, і стандартів в обсязі посадових обов'язків, установлених Положенням;
- дотримання у відділі трудової і виробничої дисципліни, правил внутрішнього розпорядку, фінансово-штатної дисципліни, техніки безпеки і трудового законодавства.
Покладену на ВТК відповідальність несе його начальник і по розподілі обов'язків – інші посадові особи.
Начальник ВТК несе відповідальність за:
- постачання Споживачу продукції не відповідним стандартам, технічним умовам, інший НД, а також некомплектне її постачання нарівні з Головним інженером ЗАТ «НКМЗ» і Генеральним директором ЗАТ «НКМЗ» відповідно до чинного законодавства;
- невиконання покладених на відділ обов'язків і неправильне використання наданих прав;
- правильний підбір і розміщення кадрів відділу;
- розробку Положення про відділ;
- розробку посадових інструкцій працівників ВТК із раціональним закріпленням за ними функціональних обов'язків;
Відповідальність співробітників відділу встановлюється посадовими інструкціями.
Стандарт підприємства встановлює порядок контролю якості продукції в процесі виробництва і задачі продукції ВТК по першому пред'явленню.
2.1.1 Загальні терміни і визначення
Технічний контроль – це перевірка відповідності об'єкта встановленим технічним вимогам.
Властивість продукції – об'єктивна особливість продукції, що може виявлятися при її створенні, чи експлуатації споживанні.
Якість продукції – сукупність властивостей продукції які обумовлюють її придатність задовольняти визначені потреби відповідно до її призначення.
Контроль якості продукції – контроль кількісних і (чи) якісних характеристик, властивостей продукції.
Придатна продукція – продукція, що задовольняє усі висунуті вимоги.
Дефект - кожна окрема невідповідність продукції установленим вимогам.
2.1.2 Види технічного контролю і їхнє використання
Вхідний контроль – контроль продукції постачальника, що надійшла до споживача чи замовника і призначення для використання продукції.
Операційний контроль – контроль продукції чи процесу під час виконання чи після завершення технологічної операції.
Фінансовий контроль – контроль продукції, за результатами якого приймається рішення про придатність до постачань і (чи) використанню. На фінансовий контроль пред'являються деталі, складальні одиниці, цілком виготовлені відповідно до технологічного процесу.
Суцільний контроль – контроль кожної одиниці продукції в партії.
Суцільний контроль використовується: при високих вимогах до якості продукції, у якому абсолютно неприпустимі пропуск дефектів у наступне виробництво й експлуатацію; коли якість виконання не може бути перевірене на наступних етапах виготовлення й іспиту продукції, а також для продукції на стадії освоєння у виробництві; коли технологічний процес (устаткування) не забезпечує необхідну стабільність якості виготовлення продукції.
Вибірковий контроль – це контроль, при якому рішення про якість контрольованої продукції приймається за результатами перевірки однієї чи декількох вибірок, чи проб з партії, чи потоку продукції.
Вибірковий контроль використовується: при великій кількості однаково невідповідних деталей; коли технологічні процеси виготовлення деталей і продукції стабільні.
Летучий контроль – контроль, що проводиться випадково.
Інспекційний контроль – контроль, що проводиться спеціально уповноваженими, з метою перевірки ефективності раніше проведеного контролю.
Об'єктами контролю є: матеріал, напівфабрикат, заготівля, деталь, збірна одиниця, комплекс, комплект, технологічний процес.
Склад ознак, що контролюються в залежності від об'єкта контролю приведені в таблиці 2.2.
При контролі технологічних процесів допускається перевіряти параметри додаткових матеріалів, засобів технологічного оснащення, у тому числі засобів контролю, технологічну дисципліну, точність і стабільність технологічних процесів, характеристики зовнішніх умов.
Таблиця 2.2 - Ознаки, контрольовані в залежності від об'єкта контролю
| Об'єкт контролю | Склад контрольованих ознак |
| Матеріал | Марка матеріалу, фізико-хімічні параметри |
| Напівфабрикат, заготовка | Марка матеріалу, геометричні параметри, фізико-хімічні параметри, зовнішні і внутрішні дефекти, клейма |
| Деталь | Марка матеріалу, геометричні параметри, фізико-хімічні параметри, зовнішні і внутрішні дефекти, клейма |
| Складальна одиниця, комплекс, комплект | Геометричні параметри, функціональні параметри, зовнішні і внутрішні дефекти, клейма |
| Технологічний процес | Якісні і кількісні характеристики технологічного процесу |
2.1.3 Технологія технічного контролю якості продукції
Операції технічного контролю – складова частина технологічного процесу і розробляється технологічними відділами на етапах технологічної підготовки виробництва відповідно до Р50-609-40 у виді:
- процесу технічного контролю;
- операції технічного контролю.
Під процесом технічного контролю розуміють сукупність технологічних операцій технічного контролю використовуваних при виготовленні продукції чи її складових частин.
Процеси технічного контролю розробляються для:
- вхідного контролю матеріалів, а також комплектуючих деталей, заготівок, напівфабрикатів, складальних одиниць;
- операційного контролю деталей і складальних одиниць;
- приймального контролю продукції.
Операції технічного контролю розробляються для:
- вхідного контролю нескладних об'єктів контролю;
- операційного контролю технологічного процесу чи заготівлі, що обробляється після завершення визначеної технологічної операції.
Процеси (операції) технічного контролю розробляються змести з технологічним процесом виготовлення з забезпеченням необхідного зв'язку і взаємодії між ними.
Рівень механізації й автоматизації процесів (операцій) технічного контролю повинний відповідати вимогам процесу виготовлення, а також вимогам і типу виробництва.
2.1.4 Порядок пред'явлення і здачі продукції ВТК у цехах
На контроль ВТК пред'являється продукція, виготовлена в строгій відповідності з вимогами нормативної і технічної документації.
Перед пред'явленням продукції працівнику ВТК виробничий майстер зобов'язаний перевірити її на відповідність вимогам діючої нормативної і технічної документації.
Пред'явлена продукція повинна бути замаркірована в місці, зазначеному на кресленні чи в технологічній карті, і завірена клеймом виробничого майстра.
Виробничий майстер пред'являє на контроль ВТК заготівлі, операції, деталі, складальні одиниці разом з необхідними, відповідно до технологічної карти, пристосуваннями і вимірювальним інструментом, що дають можливість проведення контролю пред'явленої продукції в повному обсязі і з необхідною точністю.
У процесі проведення контролю працівник ВТК фіксує результати вимірів у пред'явницьких документах із вказівкою заданих і фактичних значень розмірів і параметрів.
Готова продукція чи технологічна операція, прийнята працівником ВТК без зауважень, вважається зданої з першого пред'явлення. На прийняту продукцію працівник ВТК зобов'язаний поставити операційне (кругле) чи фінальне (квадратне) клеймо і зробити оцінку в супровідній і оплатній документації:
- книзі реєстрації;
- пред'явницькій записці;
- пред'явке;
- супровідному ярлику (додаток);
- убранні (рапорті);
- технологічному паспорті чи операційній карті, якщо вони передбачені технологічним процесом. Підпис працівника ВТК завіряється особистим штампом. Поруч ставиться дата оформлення. Клеймо і відбиток штампа повинні бути чіткими.
При виявленні дефектів працівник ВТК записує їх у книзі реєстрації (пред'явницькій записці), при цьому в книзі робиться запис «Повернуто на повторне пред'явлення». У пред'явницькій записці заповнюється відповідний розділ. Оплатна документація на дефектну продукцію не оформляється.
При одержанні оформленого повернення виробничий майстер ретельно аналізує причину дефектів, після чого робить їхнє виправлення та оформляє карту технічного рішення відповідно до СТП 25.5.08. Повторне пред'явлення операцій, деталей, складальних одиниць виробляється по пред'явницькій записці.
Оформлення продукції, прийнятої після повторного пред'явлення, виробляється відповідно до п. 4.8. дійсного стандарту. У випадку виявлення дефектів після повторної перевірки – деталі, складальні одиниці бракуються відповідно до СТП 25.6.18.
Якщо в процесі виготовлення деталі чи складальної одиниці технологічне маркірування зрізується цілком чи частково, робітник (виконавець) зобов'язаний перенести маркірування чи домаркирування деталь чи складальну одиницю, пред'явивши вихідне маркірування працівнику технічного контролю. Працівник ВТК завіряє відновлене маркірування операційним (круглим) клеймом.
Пред'явлення продукції, виготовленої робітником, що має особисте клеймо, виробляється їм по записі в книзі реєстрації.
Передача продукції з ділянки на ділянку, з цеху в цех, подальше використання її по технологічному процесі виготовлення без фінального клейма чи здачі попередньої операції ВТК – забороняється.
Усі деталі, що входять у складальні одиниці, пред'являються працівникам ВТК для перевірки:
- наявності і правильності маркірування;
- наявності клейм;
- комплектності;
- поверхонь, що сполучаються;
- наявності супровідної і технічної документації (накладної, ярлика, паспорта і т.д.).
Деталі і складальні одиниці, виготовлені на інших підприємствах чи країни за рубежем, повинні пред'являтися ВТК із документацією, що підтверджує їхня якість.
Усі відступи від вимог креслень і технічних умов, що не впливають на працездатність виробів, у тому числі заміна матеріалів, сортаменту, марки металу і т.д., оформляються пред'явником картою технічного рішення в порядку, встановленому СТП 25.5.08.
Продукція, виготовлена на підприємстві, повинна проходити приймально-здавальні іспити відповідно до вимог креслень, технічних умов, програм і методик іспитів, розроблених на цю продукцію. Відповідність продукції технічним параметрам підтверджується протоколом іспитів.
При зварюванні виробів повинний бути застосований поопераційний контроль, що передбачає перевірку правильності підготовки крайок у виробах і зборку їх під зварювання, технології і режиму процесу зварювання, якості виробів, що зварюються, і зварювальних матеріалів.
Цілком виготовлені, випробувані, пофарбовані, законсервовані й упаковані вироби пред'являються виробничим майстром на технічний огляд.
Прийнята ВТК, але не відвантажена продукція приймається цехом на відповідальне збереження.
У випадку, якщо відвантаження продукції здійснюється після збереження, відвантажувальні місця пред'являються на контроль ВТК для візуального огляду.
2.1.5 Організація і методика проведення летучого контролю
Летучий контроль здійснюється працівниками відділу технічного контролю на будь-якому етапі виробничого процесу разом із представником цеху.
Летучому контролю підлягають наступні види об'єктів і робіт:
- облік, збереження і запуск матеріалів і комплектуючих виробів у виробництво;
- збереження готових деталей і складальних одиниць у коморах цеху і готової продукції, що знаходиться на відповідальному збереженні;
- стан і дотримання графіків перевірки устаткування на технологічну точність;
- стан, збереження і дотримання графіків перевірки засобів вимірювальної техніки і контрольного оснащення;
- стан і дотримання графіків перевірки й оглядів технологічного оснащення;
- дотримання технологічних процесів;
- стан робочих місць і культура виробництва;
- стан, правильність і своєчасність змін конструкторської і технологічної документації;
- виконання заходів щодо забезпечення якості і т.д.
Летучий контроль виробництва проводиться за завданням чи за власною ініціативою. Тривалість контролю не повинна перевищуватиоднієї зміни. За результатами летучого контролю цехом розробляються заходи щодо усунення виявлених відхилень, що оформляються в розділі 3 «Завдання» і підписуються начальником цеху в термін не пізніше 2-х доби з дня усунення відхилень потрібно тривалий період часу у випадку неможливості усунення недоліків силами цеху, керівництвом цеху в триденний термін проводиться нарада з залученням головних фахівців, за результатами якого оформляється протокол. Протокол затверджується головним інженером відповідного виробництва. У випадку порушення термінів виконання заходів чи неповного усунення виявлених відхилень виконавець доповідає про це начальнику СТК. Начальник СТК повторно виписує «Завдання» для вживання заходів і розробки заходів.
2.1.6 Взаємини ВТК із підрозділами підприємства
У питаннях якості продукції ВТК постійно взаємодіє з усіма підрозділами.
ВТК має право залучати підрозділу з питань якості продукції для виявлення причин браку і вживання заходів по їх усуненню.
ВТК надається право вносити свої пропозиції по поліпшенню й удосконалюванню методів контролю.
ВТК має право, у разі потреби, залучати для консультації по контролі якості і безпосереднього контролю необхідні підрозділи і представників незацікавленої сторони.
2.1.7 Порядок проходження, обробки і збереження документів, що підтверджують якість продукції в процесі її виготовлення
У процесі роботи працівники ВТК оформляють чи беруть участь в оформленні наступних документів:
- паспортів технічних і технологічних;
- операційно-здавальних карт зборки;
- убрань;
- убрань на роботу, не передбачену технологічним процесом;
- листків на доплату;
- доплатних листків;
- супровідних ярликів;
- накладних;
- пред'явок;
- пред'явницьких записок;
- актів на непоправний брак;
- актів на поправний брак;
- карт технічного рішення на відступи від вимог технічної і нормативної документації;
- актів на готову продукцію;
- протоколів механічних іспитів;
- сертифікатів;
- особистих карток виконавців;
- службових записок – заявок на проведення досліджень;
- паспортів на посадки з натягом;
- експлуатаційних документів.
Паспорти технічні і технологічні розробляються конструкторськими і технологічними підрозділами і направляються в технічні бюро (ТБ) цехів при видачі замовлення.
Технологічні паспорти ТБ цеху видає на виробничу ділянку для відображення в них результатів контролю виробничим персоналом і працівниками СТК у міру виготовлення продукції. Технологічний паспорт супроводжує деталь, складальну одиницю по всьому циклі виготовлення і після повного виготовлення надходить у СТК цехи для збереження. Термін збереження – 3 роки.
Операційно-здавальна карта зборки вузлів і машин заповнюється технологічною службою цеху і видається на ділянку, де будуть вестися роботи зі зборки вузла, машини.
Після виконання і здачі всіх операцій зборки вузла, машини виробляється остаточна здача й оформлення операційно-здавальної карти.
Оплата праці відрядників виробляється по убраннях на відрядні роботи, що оформляються одночасно з технічним прийманням продукції. Оформлення убрань виробляється відповідно до «Інструкції про контроль за використанням фондів заробітної плати в цехах і відділах».
Супровідний ярлик є документом, що супроводжує деталь чи партію деталей по технологічному маршруті. Супровідний ярлик виписується працівником планово-диспетчерського бюро (ПДБ) цеху в міру надходження в цех заготівок і при наявності документів, що підтверджують їхню якість.
Накладна виписується працівником ПДБ, що веде замовлення, для відправлення деталей і складальних одиниць в інші цехи для подальшого проходження циклу виготовлення чи після повного виготовлення і пред'являється працівнику СТК разом з деталями, складальними одиницями і документами, що підтверджують якість і приймання виконаних робіт. Працівник СТК перевіряє наявність клейм приймання, правильність маркірування на деталях і складальних одиницях, відповідність документів якості, зазначених у накладній, і підписує накладну, підтверджуючи штампом ВТК.
Пред'явницькі записки виписуються виробничим майстром для технічного приймання працівником СТК деталей, складальних одиниць після повного їхнього виготовлення.
Пред'явницька записка служить підставою для проведення технічного контролю працівниками СТК деталей і складальних одиниць.
Пред'явка є первинним документом при оформленні готової продукції, що складається працівником ПДБ цеху і передається на виробничу ділянку.
«Акт на непоправний брак» складається працівником СТК цеху, у якому виявлений брак, у повній відповідності з вимогами СТП 25.6.18. Після оформлення акта і реєстрації його в журналі він здається в ПДБ цехи працівнику, що веде замовлення, під розпис у цьому журналі.
Аналогічно виробляється оформлення «Актів на поправний брак».
«Карта технічного рішення на відступ у виробі від вимог технічної документації», «Рішення на заміну матеріалів і комплектуючих виробів» складаються підрозділом-винуватцем, що допустив відступ від вимог нормативної і технічної документації, із заповненням усіх передбачених формою даних про виріб (деталі), характері, причині і винуватці відступу, а також мірах, терміну і відповідальному виконавці.
«Акти» технічного приймання готової продукції в трьох екземплярах складаються працівниками ПДБ цехів при наявності оформленої пред'явки і підписуються начальником цеху і начальником СТК цеху. Зворотний бік акта заповнюється працівниками ПДБ на окремі деталі, кооперовані постачання, запасні частини на підставі документів, що підтверджують якість, і завіряється начальником СТК цеху.
Протокол механічних іспитів заповнюється працівником ПДБ цеху на кожну деталь (кування, виливок, партію деталей), хімічний аналіз, номер проби і зразка підтверджуються підписом працівника СТК цеху і завіряється штампом. При позитивних результатах механічних іспитів працівник СТК дає висновок про придатність деталі. При одержанні незадовільних результатів механічних іспитів хоча б по одному з показників працівник ПДБ робить позначку на протоколі про проведення повторного випробування на подвоєній кількості зразків.
Сертифікат є документом, що підтверджує якість металу, матеріалу деталі, прокату, напівфабрикатів, виробу, виписується працівником ПДБ цеху на підставі первинного паспорта, хімічного аналізу і підписується працівником СТК цеху. Сертифікат супроводжує деталь (партію) по всьому технологічному маршруті і зберігається в ПДБ цехи. Сертифікат додається до акта технічного приймання на окремі деталі чи передається в СТК цехи при остаточній здачі продукції для контролю відповідності встановлених деталей документам якості і збереження в СТК цехи з іншими документами якості.
Особиста картка виконавця, що має особисте клеймо ВТК, ведеться працівником СТК, за яким закріплений виконавець, і зберігається в начальника СТК. Перевірка якості виготовленої продукції (роботи) здійснюється не рідше двох разів на місяць з обов'язковою оцінкою в особистій картці результатів летучого контролю. При виявленні порушень вимог СТП 25.5.06 виконавцем, що має особисте клеймо, працівник СТК доводить до відома про порушення начальника СТК, яким приймається остаточне рішення про міру відповідальності винного.
Службові записки на проведення хімічного аналізу металу, травлення поверхонь після видалення дефектів, ультразвуковий контроль, окремих вимірів твердості, розмірів, геометричних параметрів, не передбачених технологічним процесом, видаються працівником сектора технічного контролю і направляються через працівника виробничої ділянки у відповідну лабораторію.
Паспорт на посадки з натягом заповнюється працівником СТК цеху виготовлювача деталей, що направляються на з'єднання в інший цех. У паспорт заносяться дані маркірування деталей, способи виміру, дійсні розміри, розміри по кресленню, шорсткість поверхні, допуски овальності і конусоподібний.
Результати вимірів підтверджуються підписом виробничого майстра (бригадира) і працівника СТК. Паспорт прикладається до накладної і передається в цех, де буде вироблятися нагрівання і з'єднання деталей. Результати нагрівання вносяться в паспорт працівником СТК цеху, де виробляється нагрівання деталі, що охоплює. Після з'єднання паспорт повертається у випускний цех і передається в СТК для збереження в справах замовлення.
Комплект експлуатаційних документів, що підлягають відправленню замовнику, установлюється конструкторським відділом. Працівники ВТК підписують паспорти на відповідальні деталі і складальні одиниці, якщо це передбачено вимогами конструкторської документації.
2.2 Аналіз якості продукції на підприємстві
На ЗАТ НКМЗ розроблена система управління якістю продукції “Загальне керівництво за якістю”. Ним регламентована жорстка система контролю за практичним функціонуванням системи забезпечення якості згідно з щорічним затвердженим графіком спеціальна комісія здійснює перевірки дотримання технологічним процедур, робіт, що виконуються, обумовлених у стандарті підприємства та інших нормативних документах по якості, у виробничих, технічних та адміністративних підрозділах, пов’язаних з укладенням угод, оформленням замовлень, проектуванням, виготовленням, поставкою споживачеві та після продажним обслуговуванням виробленого обладнання.
В “Загальному керівництві за якістю”. Зафіксовано також порядок організації та проведення “Днів якості” в усіх структурних підрозділах акціонерного товариства, визначені механізми видачі особистого клейма ВТК та система за роботу з особистим клеймом. Регламентована система оцінки якості праці та професійного навчання робочих на виробництві. Встановлено порядок щорічної атестації робочих основних виробничих професій в цехах підприємства на знання технологічної документації та стандартів якості. Правові питання управлінням якістю закріплені в стандарті. “Правове забезпечення якості продукції”.
В таблиці 2.2 приведені дані браку на ЗАТ НКМЗ за 2001-2002 роки по виробництву. У процентному відношенні це зображено на рисунку 2.1. З нього видно, що процент браку в 2002 році порівняно з 2001 по всім виробництвам зменшився, крім виробництва металургійного обладнання. Відсоток браку у цьому виробництві зріс у два рази. Це пов’язано з відсутністю фінансування відсутністю потенційного споживача на майбутні вироби.
Підтвердження дієвості розробленої системи управління якістю продукції є зниження втрат від браку, що характеризується даними приведеними в таблиці 2.3. В ній представлені данні за період з 1994 року по 2002 р. Процентне співвідношення браку до собівартості зображене на рисунку 2.2. Графічно дуже добре видно, як знизився відсоток витрат від браку по відношенню до собівартості за останні роки. У порівняні з 1994 роком в 2002 році цей відсоток зменшився у 2,2 рази.
Одним з важливих моментів підвищення якості продукції в світі - забезпечення діяльності в сучасних умовах виступає розробка та опанування принципово нових товарів, зміна систем контролю якості: Контроль здійснюється не за якістю вже вироблених деталей та вузлів, а за всім виробничо-технологічним процесом. Це дозволить знизити і ціну якості до 50% загального обсягу продаж. Таким чином, необхідно відмітити, що виробник розв’язуючи проблему успішної діяльності на ринку повинен мати достатню гнучкість в управлінні товарною політикою та виробничими структурами з метою забезпечення достатньої і необхідною якості товару і оптимального рівна його конкурентоспроможності, від якого залежить ринковий успіх або невдачу від реалізацій даного товару.
Таблиця 2.2 – Частка браку продукції по виробництву
| Брак | 2001 г. | 2002 г. | |||||||||||
| т. грн | т | % брака | т. грн | т | % браку | ||||||||
| По металургійному виробництву | 3054,77 | 1662,65 | 93,07 | 2970,95 | 1427,2 | 91,46 | |||||||
| По виробництву металургійному обладнанню | 124,75 | 38,45 | 2,15 | 208,01 | 66,60 | 4,27 | |||||||
| По виробництву горно-рудного і ковально-пресового обладнання | 168,19 | 70,81 | 3,96 | 155,83 | 60.06 | 3,85 | |||||||
| По виробництву серійних машин | 25,08 | 9,28 | 0,52 | 22,65 | 3,53 | 0,23 | |||||||
| По допоміжному виробництву | 20,64 | 5,32 | 0,30 | 11,67 | 3,08 | 0,20 | |||||||
| Усього по заводу | 3393.42 | 1786,50 | 100,00 | 3369,09 | 1560,5 | 100,00 | |||||||
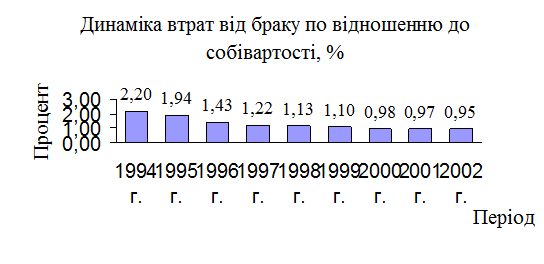
Рисунок 2.2– Динаміка втрат від браку по відношенню до собівартості.
Таблиця 2.3 – Динаміка втрат від браку по відношенню до собівартості
| 1994 г. | 1995 г. | 1996 г. | 1997 г. | 1998 г. | 1999 г. | 2000 г. | 2001 г. | 2002 г. | |
| Втрати від браку, т.грн | 161,28 | 1612,90 | 2643,45 | 2003,15 | 1444,86 | 2487,13 | 2586,49 | 3393,42 | 3369,09 |
| Собівартість, т.грн | 7315,55 | 83095,74 | 184372,92 | 163655,02 | 127503,1 | 227105,50 | 263191,10 | 351488,20 | 355212,30 |
| % втрат від браку до собівартості | 2,20 | 1,94 | 1,43 | 1,22 | 1,13 | 1,10 | 0,98 | 0,97 | 0,95 |
Частка браку продукції по виробництву,%
![]()
Оскільки ЗАТ “НКМЗ” тісно співпрацює з зарубіжними партнерами та замовниками і, виготовлення ЗАТ НКМЗ можливо лише у тому випадку, якщо створювати нову, унікальну техніку та постійно удосконалювати раніше освоєну продукцію, доводячи її споживчі властивості якості характеристики до рівня світових вимог та стандартів. Якщо підприємство бажає підтримувати свій розвиток та досягнути розширення ринків збуту, то воно повинно постійно піклуватися про те, щоб добавляти до набору видів діяльності нові і відкидати, які вже не відповідають стратегічним цілям та новим орієнтаціям. Така націленість на впровадженим нового дає можливість вижити в конкурентній боротьби.
По подальшому підвищенню якості, надійності та конкурентоспроможності продукції, яка випускається ЗАТ НКМЗ в 2002р було видано програмний наказ №3, з 32 організаційно – темничних заходів, намічених до впровадження, впроваджено 28.
Також в 2002 році колективами цехів та відділив виконано ряд заходів по створенню нових видів обладнання, що підвищують технічні можливості НКМЗ та підприємств замовників.
Розробка, впровадження та виготовленням якісних нових виробів і умов виробництва дозволяє здійснювати високоефективне переозброєння виробництв.
3 НАПРЯМКИ ПО ПІДВИЩЕННЮ ЯКОСТІ ПРОДУКЦІЇ, ЯКА ВИГОТОВЛЯЄТЬСЯ
3.1 Фактори, що впливають на якість продукції
Взагалі шляхів підвищення якості продукцій багато, але їх всі необхідно об’єднати в наступні три групи факторів: виробничо-технічні, організаційні, економічні.
До виробничо-технічних факторів слід віднести заходи, спрямовані на підвищення рівня технічної підготовки виробництва і розвиток стандартизації та уніфікації; подальше розширення атестацій якості продукції.
Підвищення рівня технічної підготовки виробництва передбачає проектування високої якості продукції за період здійснення науково-дослідних та експериментально-конструкторських робіт.
До числа економічних факторів підвищення якості продукції входять заходи з удосконалення планування підвищення якості, ціноутворення, економічного стимулювання підвищення якості продукції і виробництва взагалі, усунення зовнішніх економічних перешкод, які заважають нормальному функціонуванню виробництва.
Організаційні фактори підвищення якості продукції передбачають здійснення заходів, спрямованих на вдосконалення організацій виробництва та праці, дотримання технологічної дистанцій, підвищення культури виробництва, удосконалення організаційних форм та методів технологічного контролю якості продукції, систематичне підвищення кваліфікаційних кадрів.
На мою думку найбільше уваги слід приділити організаційним факторам тому, що вони головним чином впливають на підвищення якості продукції. Особливу увагу слід приділити підвищенню кваліфікацій кадрів, збагачення знать робітників, підвищення їхнього інтелекту, які сприятимуть кращій роботі підприємства.
Як би не удосконалювалась техніка, яку б модернізацію не проводив завод, як би добре не проводилось організація виробництва, все це неможливо без певних знань, оновлених збагачень знань робітників. Людина, яка все життя працювала за одним верстатом не зможе працювати на новому верстаті, тієї ж дій, без певних знань.
В наш час кадри вирішують все, що заводу необхідно. Важливе значення знаходить загальна участь в управлінні якістю і її забезпечення.
Одним з важливих моментів підвищення якості продукції в світлі забезпечення діяльності підприємств сучасних умовах виступає розробка та опанування принципово нових товарів, зміна система контролю якості. Контроль здійснюється не за якістю вже вироблених деталей та вузлів, а за всім виробничо технологічним процесом. Це дозволить знизити і ціну якості до 50% загального обсягу продаж. Таким чином, необхідно відмітити,що виробник розв’язуючи проблему успішної діяльності на ринку повинен мати достатню гнучкість в управлінні товарною політикою та виробничими структурами з метою забезпечення достатньої і необхідної якості товару і оптимального рівня його конкурентоспроможності, від якого залежить ринковий успіх або невдачу від реалізації даного товару.
Оскільки ЗАТ НКМЗ тісно співпрацює з зарубіжними партнерами та замовниками і для того, щоб забезпечити стійкий попит на обладнання, яке виготовляє ЗАТ НКМЗ можливо лише у тому випадку, якщо створювати нову, унікальну техніку та постійно удосконалювати раніше освоєну продукцію, доводячі її споживчі властивості і якіснв характиристики до рівня світових вимог та стандартів. Якщо підприємство бажає підтримувати свій розвиток та досягнути розширення ринків збуту, то воно повинно постійно пілкуватися про те, щоб добавляти до набору видів діяльності нові і відкидати ті, які вже не відповідають стратегічним цілям та новим орієнтаціям. Та націленність на впровадження нового дає можливість вижити в конкурентній боротьбі.
Важливого значення набуває загальна участь в управлінні якістю і її забезпеченні. В цій діяльності повинні приймати участь весь персонал і всі підрозділи фірми – починаючи з тих, хто займається плануванням збуту та вивченням ринку, і закінчуючи тими, хто зайнятий реалізацією продукту та до обслуговування.
Як би ретельно не перевірялась продукція фірм, завжди існує ймовірність того, що контролери можуть щось пропустити і відвантажені партій її виробів все ж будуть містити якийсь процент продукції з дефектами. Покладатися тільки на контроль неекономічно – акцент слід перенести на управлінням виробничим процесом, хоча сучасний рівень виробництва не виключає необхідності проведення контролю. В останній час відбувається переоцінка значення контролю, що безпосередньо пов’язано з проблемою відповідальності за якість продукції. Її вирішення потребує збір даних, що свідчитимуть про якість.
Управляти якістю – значить робити в усіх галузях промисловості те, що потрібно. Управління якістю, яке не дає відчутних результатів, - це не управління якістю. Управління якістю починається з підготовки кадрів і закінчується підготовкою кадрів. Для впровадження комплексної систему управління якістю необхідно організовувати безперечне навчання всіх і кожного – починаючи з президента фірми і закінчуючи виробничим персоналом.
Управління якістю допомагає виявити в кожній людині все краще, дякуючи – цьому він зможе випускати конкурентоспроможну продукцію, а це є одним із головним факторів забезпечення конкурентостійкості підприємства.
Задачею організацій роботи підприємства – наявність у АТЗТ “Ново краматорський машинобудівний завод “ високоефективного організаційно- технічного механізму управління та забезпечення якості продукцій, прогресивної та результативної системи якості, орієнтованої на вимоги споживача.
На НКМЗ ця проблема частково вирішена. На підприємстві створена і функціонує система забезпечення якості, сертифікована німецькою ТЮФ – НОРД.
Сертифікованою може бути як продукція, так і спеціалісти, що мають безпосереднє відношення до цієї продукцій.
Розвиток економіки висуває нові вимоги до всіх категорій робітників. На перший план виходять їх професійні та особистісні якості, які дозволяють успішно адаптуватися, жити і працювати в нових економічних умовах,,бути потрібним, а значить – професіоналом, що передбачає пошук оптимальних рішень в діяльності та здатність до зміни її характера: шукати необхідну інформацію, розробляти технології, планувати, організовувати свою роботу, виявляти умови реалізацій продукту.
Основною нормативною базою, згідно з якою доцільне проведення сертифікацій персоналу, є: Закон України “ Про підтвердження відповідності “ від 17.05.01. № 2406-III, де введено новий об’єкт підтвердження відповідності – персонал, Наказ Президента України “ Про заходи, що до підвищення якості вітчизняної продукції “ від 23.02.01. № 113/ 2001, який передбачає забезпечення підготовки та підвищення кваліфікації спеціалістів, розробку відповідних учбових програм, розвиток фундаментальних та прикладних досліджень в області управління якістю, а також вимоги, встановлені у міжнародному стандарті (2000 року) серій 9000.
До основних вимог, що до компетенцій та навчання персоналу підприємства стосовно нового міжнародного стандарту 150 9000: 2000 належать:
1 Рівень компетенцій, необхідно для вирішення поточних та майбутніх задач повинен бути ідентифікований і визначений в умовах відбору, найма, кваліфікацій, навчання.
2 Навчання. Організація повинна аналізувати розвиток потреб усіх робітників. Результатом цього повинна бути розробка планів по забезпеченню робітників відповідними знаннями, разом з навичками і досвідом, що ведуть до компетенцій.
Навчання, спрямоване на досягнення цілей та політики організацій повинно бути надане всім робітників.
3 Підвищення компетенцій за допомогою навчання, освіти та освоєння досвіду повинно бути спрямовано на: технічні, технологічні та економічні знання; знання ринків, потреб та очікування замовника; знання законів і нормативних вимог; внутрішні стандарти; робочі процедури.
4 Підвищення свідомості та зацікавлення повинно бути направлено на передбачення майбутнього; організаційні політики і цілі; організаційні зміни та розвиток; як ініціювати та впровадити покращуючи дії; вхідні програми для нових робітників; періодичне оновлення програм для навчання робітників.
5 Плани навчання повинні включати: завдання навчань, навчальні программи та методи; необхідні ресурси навчання; індитифікація необхідної підтримки; оцінка навчання в межах збільшення компетенції робітників.
Та все ж, які потрібні вимоги до професійних якостей робітників підприємства і формування компетенції персонала ЗАТ НКМЗ?
Стратегічні можливості та забезпечення прискоренного еволюційного розвитку ЗАТ НКМЗ в умовах жорсткої конкуренції потребують від робітників підприемства необхідність до радикальних нововведень та ризику, сприйняття і готовності до змін, здатності на високому професійному рівні проводити стратичні зміни.
Професійні якості роботників повинні формувати ефективного власника, зацікавленного в підвищенні результатів роботи підприемства та інвестиціях на розвиток виробництва, забезпечення ефективної роботи трудового колектива. Професійна компетентність робітника ЗАТ НКМЗ в умовах активного НТП та постійно інформації, що змінюється повинна знаходитись в процесі безперервного удосконалення та сприйняття нового, щоб не допустити морального зносу знань та старіння професійних навичок роботи.
Для прогнозування своїх потреб підприемство повинно мати опис всіх посад та всіх функцій, що виконуються для реалізації поставлених задач, визначати необхідний склад компетенції під кожну з посад, проводити аналіх взаемозв’язків між посадами за складовими компетенції. Компетенцію слід розуміти як сукупність знань, вмінь та навичок. Компитенцію не принесуть ніякі користі, якщо спеціалісти, які ними володіють, не зацікавлені реалізувати їх з максимальною віддачею.
Придбання, стимулювання та розвиток компетенції необхідні для реалізації стратегії розвитку ЗАТ НКМЗ. На НКМЗ, що поставила за свою ціль досягнути рівня самонавчальної інтелектуальної організації, дана задача вирішуеться шляхом раціонального співставлення, поглиблення та розширення знань і здібностей персонала; впровадження систем оцінки результатів діяльності робітників; створення умов розвитку компетенції; впровадження гнучкої системи нагороди, справедливої та мотивуючої; залучення робітників в управлінський процес; покращення умов праці.
Розробка та впровадження системи сертифікації персонала дозволить визначити існуючий потенціал робітників, ефективно проводити професійні пересування та виключити можливість допуска некваліфікованих робітників до виконання кваліфікованих робіт.
Управління знаннями (компенцією) на основі високої інформаційної культури персонала – задача ХХІ століття.
Головна мета сертифікації персонала – встановлення рівня підготовки професійних знань, вмінь та навичків (досвіду) робітника для підтвердження його відповідності встановленим вимогам та визначенням цого можливостей належним чином здійснювати конкретні дії в певній діяльності.
Ціль атестацій персонала – визначення кваліфікацій робітника з метою перевірки його відповідності посаді,яку займає.
Таким чином, проведення сертифікацій персонала ЗАТ НКМЗ, буде сприяти:
- досягненню кадрові незалежності;
- впровадження ефективний системи оцінки персонала для забезпечення його професіоналізму згідно з вимогами міжнародного стандарту І SO;
-створення сприятливих умов для успішної діяльності підприємства на єдиному товарному ринку України та закордонному ринку, а також для участі в міжнародній економічній та науково – технічній співпраці і міжнародній торгівлі за рахунок випуску конкурентоспроможної продукції та надання послуг високої кваліфікації персонала.
3.2 Розробка механізму попередження браку продукції
Розглядаючи більш детально появлення браку у матеріальному виробництві на ЗАТ “НКМЗ”, можна виділити ряд основних причин, які спричиняють появу браку. Це такі як:
- неякісні шихтові матеріали, тобто забрудненний метал, очищення якого потребує великих коштів;
- невідпрацьованний технічний процес виготовлення унікальних виробів – виготовлення нестандартних замовлень;
- жорсткі вимоги замовника до якості металу (з кожним новим замовником “планка” рівня брака опускається все нижче);
- порушення технічного процесу виконавцями. Це взагалі розливщики, конавщики;
- слабкий рівень професійної підготовки – робітникам недостатньо знань, набутих досвідом, адже з чосом зявляється нове обладнання, нові технології і, щоб представляти свою продукцію на міжнародному ринку, треба бути постійно в процесі навчання.
Схематично залежність якості продукції від вище перерахованних факторів зображено на рисунку 3.1
Ця схема не лише дає загальну уяву про фактори, які взагалі впливають на підвищення якості продукції, але й дозволяє розробити алгоритм розрахунку ймовірних втрат від брака в окремому цеху або ж при виготовленні окремого унікального виробу (див. рисунок 3.2).
Для початку спеціалістами визначаються показники (фактори), які найбільше впливають на процент браку або від яких залежить цей процент. Всі ці показники позначаються певними словами в умові алгоритму. Далі, для одних показників встановлюється допустимий процент браку, а інші визначаються по шкалі.
Після процесу виробництва виміряні параметри показників порівнюються з нормами. Якщо параметри будь-якого показника не перевищують норм, то це означає, що якість продукції відповідає замовникам.
Але, якщо хоча б один з парраметрів не відповідає нормам, для підприємства – це великі затрати, втрата замовника.
При виникненні такої ситуації переглядаються норми, встановлені раніше, змінюється технологія виготовлення, відпрацьовується технічний процес.
Використання цього алгоритму дозволить швидше і якісніше проводити контроль за якістю, а також попереджати появу браку. Адже, висока якість – це найперше, що вимагає і потребує споживач.
4 Охорона праці
4.1 Аналіз небезпечних та шкідливих виробничих факторів при роботі з персональними електронно-обчислювальними машинами.
Вивчення та визначення факторів, що впливають на функціональний стан користувачів комп’ютерів дозволить виділити основні причини виникнення станів напруженості, стомлення, стресу і здійснити відповідні профілактичні заходи.
Трудова діяльність користувачів комп’ютерів відбувається у певному виробничому середовищі, яке впливає на їх функціональний стан. На ЗАТ “НКМЗ” у відділі технічного контролю (ВТК) знаходиться три комп’ютери, у зв’язку з цим на робітників діють фактори виробничого середовища. До найбільш значних – фізичних належить електромагнітні хвилі різних частотних діапазонів, електростатичні поля, параметри мікроклімату та ціла низка світлотехнічних показників. Значно менший вплив хімічних та біологічних факторів виробничого середовища на користувачів комп’ютерів.
Також трудовий процес суттєво впливає на психофізичні можливості користувачів комп’ютерів, оскільки їх діяльність характеризується значними статичними фізичними навантаженнями; напруженням сенсорного апарату, вищих нервових центрів, які забезпечують функції уваги, мислення, регуляції рухів. Окрім цього, трудовий процес користувачів комп’ютерів відзначається значними інформаційними навантаженнями.
Профілактичні якості та виробничий досвід робітників, які визначають внутрішні засоби діяльності, обумовлюють надійну та безпомилкову діяльність користувачів комп’ютерів, дозволяють знаходити безпечні методи розв’язання виробничих завдань навіть у нестандартній ситуації.
Зовнішні засоби діяльності, які в основному визначаються ергономічними показниками, щодо організації робочого місця, форми та параметрів його елементів, просторово розташування основного і допоміжного устаткування, можуть суттєво знизити фізичні та психофізичні навантаження, що діють на користувачів комп’ютерів.
4.2. Заходи по забезпеченню безпечних умов праці.
4.2.1. Вимоги до організації робочого місця та режиму роботи оператора.
Робоче місце – це місце, постійного або тимчасового перебування працівника в процесі трудової діяльності.
ДНАОП 000-1.31-99 регламентує вимоги до організації робочого місця користувача ВДТ. Треба розмістити робочі місця ВДТ так, щоб природне світло падало збоку, переважно зліва. Це дасть змогу виключити дзеркальні відбиття на екрані джерел природного світла та потрапляння останніх в поле зору користувачів.
Організація робочого місця користувача ВДТ повинна забезпечити відповідність усіх елементів робочого місця та їх взаємного розташування ергономічним вимогам ГОСТ 12.2..032 ССБТ. Рабочее место при виполнении работ сидя. Общие єнергономические требования”, характеру та особливості трудової діяльності.
Площа, виділена на одне робоче місце з ВДТ або ПК повинна складати не менш 6 м2 , а об’єм – не менш 20 м3 .
На ЗАТ “НКМЗ” у ВТК. Площа на кожного робітника складає 2,4 м2 , а загальна площа приміщення – 24 м2 . Об’єм на одного робітника складає 10,3 м3 .
До виробничих меблів на робочому місці з ВДТ належать: робочий стіл, стілець, підстава для ніг.
Конструкція робочого столу повинна відповідати сучасним вимогам. Висота робочої поверхні столу для ВОТ має бути в межах 680-800 мм, ширина 600-1400 мм, глибина –800-1000 мм. Робочий стіл повинен мати простір для ніг висотою не менш 600 мм, шириною не менш 500 мм, глибиною на рівні колін не менш 450 мм на витягнутої ноги – не менш 650 мм.
Робочий стіл для ВОТ, має бути обладнаний підставкою для ніг шириною не менше 300 мм та глибиною не менш 100 мм, а можливістю регулювання по висоті в межах 150 мм та кута нахилу опорної поверхні – в межах 20°. Підставка повинна мати рифлену поверхню та бортик на передньому краї завширшки 10 мм.
Конструкція робочого стільця має забезпечувати підтримання раціональної робочої пози під час виконання основних виробничих операцій, створювати умови для зміни пози. Тому стілець повинен бути підйомно-поворотним; регулюватися по висоті, на кутах нахилу сидіння і спинки, а також відстані спинки від попереднього краю сидіння, висоти підлокітників.
Ширина та глибина сидіння повинна бути не меншими за 400 мм. Висота поверхні сидіння має регулюватися в межах 400-500 мм, а кут нахилу поверхні-від 15° вперед до 5° назад. Поверхня сидіння повинна бути плоскою, передній край заокруглений.
Висота спинки сидіння має становити 300±20 мм, ширина не менше 380мм, радіус кривизни в горизонтальній площині – 400 мм. Кут нахилу спинки повинен регулюватися в межах 0-30°відносно вертикального положення. Відстань від спинки до переднього краю сидіння повинна регулюватися в межах 260-400 мм.
Для зниження статичного напруження м’язів рук необхідно застосовувати стаціонарні або змінні підлокітники довжиною не менше 250 мм шириною 50-70 мм, що регулюється по висотам над сидінням у межах 230±30 мм, та по відстані між підлокітниками у межах 350-500 мм. Сидіння, спинка та підлокітники повинні бути напівм’якими і неслизькими, такими що не електризується та з повітропроникненим покриттям.
У ВТК тільки конструкція столу відповідає вимогами, але й тут відступне підставка для ніг, хоча її наявність забезпечується оптимальному робочу позу стільки ж, які повинні бути “рухому ми зовсім не є такими”. У них відсутні підлокітники та напівм’яке покриття.
Відповідає нормам тільки розмір сидіння. Із-за недотримання норм та неуваги до працівників може призвести до деформацій хреста та негативну дію на нервові шляхи, на больові відчуття в поперековій ділянці, загальний дискомфорт і не рідно на зниженні працездатності у робітників.
Поверхні стелі приміщень у ВДТ бажано фарбувати в світлім тоні близькі до білого, коефіцієнт відбиття 0.7-0.8. В такому випадку вибите від них світло більш рівномірно освітлює приміщення, усуваючи тіні і зменшуючи розсіяні бліци на блискучих поверхнях.
Для пофарбування стін в примушеннях з ВДТ необхідно використовувати мало насиченні кольори світлих тонів з коефіцієнтом відбиття 0.5 - 0.6. Сіро-зелений, найбільше бажаний, він сприятливо впливає на зір, знімає загальну втому.
У відділі технічного контролю стеля білого кольору, а стіни сіруватого, так як це найбільше бажаний тон, то вони сприяють підвищенню працездатності та активності у працівників.
Розташування екрана ВДК має забезпечувати зручність здорового спостереження у вертикальній площині під кутом 30° від ліній зору користувача. Екран відео термінала та клавіатури повинна розташовуватись на оптимальній відомості від очей, але не ближче 600мм з орудуванням розмірів збитково-цифрових знаків та символів.
Розміщення принтера або інших пристроїв вводам-виводам інформацій на робочому місті має забезпечувати добру видимість екрана ВДТ, зручність ручного керування пристроям введення-виведення інформацій в долі досяжності моторного поля по висоті 900-1300 мм, по глибині 400-500 мм. Під принтером ударної дій підкладати вібраційні килимки для мастіння вібрацій та ширину. Всім цим вимогам відповідає розташування ВДТ у відділі технічного контролю, перерви при роботі за комп’ютером через одну годину на 15 хвилин.
4.2.2 Вимоги до освітлення
Робота користувачів комп’ютерів характеризується значним напруженням зорового апарату, тому важливе значення має забезпечення раціонального освітлення робочих місць.
Відповідно до ДНАОП 0.00-1.31-99 освітлення у приміщеннях з ВДТ має бути суміщеним, при якому недостатнє за нормами природне освітлення доповнюється штучним. Природне освітлення повинно бути боковим, бажано одностороннім. Для уникнення засліплюючої дії сонячних променів найкраще, коли вікна зорієнтовані на північ чи на північний схід. Коефіцієнт природної освітленості повинен бути не нижче 1,5%, відповідно до вимог СНиП ІІ-4. “Естественное и искусственное освещение. Нормы проектирования». Нормативний рівень освітленості повинен бути 500-700 лк.
В якості джерел штучного світла застосовуються люмінесцентні лампи, які краще поєднуються з природним освітленням, а ніж лампи розжарювання. Окрім того, вони створюють більш дифузні світлові потоки, через що знижується можливість засліплюючої дії світла, відбитого екраном. Найкраще застосувати люмінесцентні лампи типу ЛБ, які мають найвищу світловіддачу.
Люмінесцентні лампи типу ЛБ застосовують у відділі технічного контролю ЗАТ “НКМЗ”. Працівниками відділу постійно застосовується штучне освітлення тому, що джерело природного світла (вікно) у відділі одне, хоча зорієнтовано на північ. Світильників місцевого освітлення відділ немає.
Надійність та ефективність природного та штучного освітлення приміщень, ВОТ залежить від своєчасності та ретельного його обслуговування. Забруднення скла світлових приборів, ламп, світильників може знизити освітлення приміщень в 1,5-2 рази. Тому віконне скло та світильники необхідно мити не рідше ніж 2 рази на рік та своєчасно проводити заміну ламп, що перегоріли.
4.2.3 Вимоги до мікроклімату приміщень обчислювального центру.
Під виробничим мікрокліматом розуміють стан повітряного середовища виробничого приміщення, який визначається температурою, відносною вологістю, рухом повітря та тепловим випромінюванням магнітних поверхонь, що в сукупності впливають на тепловий стан організму людини. В процесі трудової діяльності постійно перебуває у постійній тепловій взаємодії з виробничим середовищем.
Оскільки робота за комп’ютером характеризується малим фізичним навантаженням, то цей вид діяльності належить до категорії легких робіт за критерієм енерговитрат організму (ГОСТ 12.1.005 –8 8).
Відповідно до ДСанПіН 3.3.2-007-98 у виробничих приміщеннях та робочих місцях з ВДТ та ПК мають забезпечуватись оптимальні значення параметрів мікроклімату. Температура повітря повинна бути 22-24° С, відносна вологість – 40-60%, швидкість руху повітря - 0,1м/с.
У відділі технічного контролю параметри мікроклімату відповідають встановленим нормам. Найкраще для підтримання заданих параметрів мікроклімату слід використовувати кондиціонери, але слід приміщення обладнати і системами опалення.
4.2.4 Шум та випромінювання
Рівні звукового тиску в октавних смугах частоти, рівні звуку та еквівалентні рівні звуку на робочих місцях, обладнаних ВДТ та ПК визначенні ДСанПіН 3.3.2-007-98.
Відомо, що шум несприятливо діє на слуховий аналізатор та інші органи та системи організму людини. На людей, які працюють за комп’ютером дуже впливає навіть незначні рівні шуму. Цей вплив виражається у зниженні розумової працездатності, швидкій втомлюваності, послабленні уваги, появі головного болю.
На комп’ютеризованих робочих місцях основними джерелами шуму є вентилятори системного блоку, накопичувачі, принтери ударної дії.
На жаль на ЗАТ “НКМЗ” у ВТК не застосовуються ніякі засоби для зниження шуму. Хоча принтерів ударної дії там немає, але й інші прилади спричиняють шум.
Для зниження рівнів шуму на робочих місцях рекомендується розмістити друкувальні пристрої ударної дії в іншому приміщені, або огородити їх звукоізолюючими екранами.
Випромінювання бувають: рентгенівське, оптичне, електромагнітне радіочастотного діапазону.
Встановлено, що джерелом “м’якого рентгенівського випромінювання” є екран. Відповідно до норм радіаційної безпеки України (НРБУ-97) гранично допустима потужність експозиційної дози рентгенівського випромінювання на відстані 5 см від екрана відео термінала при будь-яких положеннях регулювальних пристроїв становить 4,74 *10-12 А/кг, що відповідає еквівалентній дозі 0,1 мбер/год (100 мкр/год).
Оптичні випромінювання виникають завдяки взаємодій електронів з шаром люмінофору, нанесеного на екран ВДТ. Область оптичного випромінювання включає ультрафіолетове, світлове та інфрачервоне випромінювання.
Ультрафіолетове випромінювання, як правило, впливає на шкіру та очі людей. Діапазон інфрачервоного випромінювання обмежений довжиною хвилі від 0,76 мкм до 1мм.
Електромагнітні випромінювання радіочастотного діапазону що генеруються ВДТ пов’язані перш за все з частотою формування елемента зображення, а також з інтенсивністю електронного променя, що зумовлює яскравість точок на екрані
4.2.5 Вимоги електробезпеки обладнання
Вимоги електробезпеки у приміщеннях, де встановлені електронно-обчислювальна машини і персональні комп’ютери відображені у ДНФОП 0.00-1.31-99. Відповідно до цього нормативного документу під час проектування систем електропостачання, монтажу основного електрообладнання будівель та приміщень для ПК необхідно дотримуватись вимог правил влаштування електроустановок, ГОСТ 12.1-006-84, ГОСТ 12.1019-71 ГОСТ 12.1-030-81, ГОСТ 12.1. 045-84, ПГЕ, ПБЕ, ВСН 59-88” Электрооборудование жилых и общественных зданий. Норми проектирования”.
Ліній електромережі для живлення ПК, периферичних пристроїв ПК та устаткування для обслуговування, ремонту та налагодження ПК виконування як окрема групова трипровідна мережа, шляхом прокладання фазового, нульового робочого та нульового захисного провідників.
У приміщенні, де одночасно експедирується або обслуговується більше п’яти ПК, на помітному та доступному місці встановлюється аварійний резервний вимикач, який може повністю вилети електричне живлення, крім освітлення.
Для підключення переносною електроапаратури застосовують гнучкі проводи в надійній ізоляцій. Тимчасово електропровідна від переносних прикладів до джерел живлення виконується найкоротшим шляхом без заплутування проводів у конструкціях машин, прикладів та меблях. Доточувати проводи можна тільки шляхом паяння з наступним старанням ізолювання місць з’єднання.
У ВТК ЗАТ НКМЗ тільки три компьютери, але за ними працюють висококваліфіковані робітники. Всі ПК встановленні згідно вимог правил влаштування електроустановок.
4.2.6 Вимоги пожежної безпеки
Для споруд та приміщень, в яких експлуатуються відео термінали та ЕОМ такі заходи визначені правилами пожежної безпеки в Україні, ДНАОП 0.00-1.31-99 та іншими нормативними документами.
Будівлі і ті їх частини, в яких розташовуються ЕОМ, повинні бути не нижче її ступеня вогнестійкості. Над та під приміщеннями, де розташовуються ЕОМ, а також у суміжних з ними приміщеннях не дозволяється розташування приміщень категорій А і Б за вибухопожежною небезпекою. Приміщення категорій в слід відділити від примушень з ЕОМ противопожежними стінами.
Фальшпідлога у приміщення ЕОМ повинна бути виготовлена з негорючих матеріалів. Простір під змінною підлогою розділяють негорючими діафрагмами на відсіки площею не більше 250м2 . Межа вогнестійкості діафрагми повинна бути не меншою за 0,75 год.
Звукопоглинання обмащування стін та стель у приміщення ЕОМ слід виготовляти з негорючих або високогорючих матеріалів.
Приміщення, в яких розташовуються персональні ЕОМ дисплейні зали, повинна бути оснащені системною автоматичною пожежною сигналізацією, з димовими пожежними сповіщувачами та переносними вуглекислотними з розрахунку 2 шт.на кожні 20 м2 Площі приміщення з урахуванням гранично допустимих концентрацій вогнегасної речовини.
Не рідше одного разу на квартал необхідно очищення від пилу агрегати та вузли, не білі канали та простір між підлогами.
На ЗАТ “НКМЗ” не використовують у ВДТ цих заходів, поблизу їх кімнати навіть не має вогнегасника. Це дуже погано і може призвести до поганих наслідків.
4.3 Штучне освітлення
Для загального освітлення приміщень слід використовувати, головним чином, люмінесцентні лампи, що обумовлюється наступними їх перевагами: високого світловою віддачею (до 75 лм\Вт і більше), довготривалими строками служби (до 10000 год), невеликою яскравістю поверхні, яка світиться, спектральним складом випромінює мого світла.
Найбільш прийнятний для приміщень являються люмінесцентні лампи ЛБ (білого світла) та ЛТБ (тепло-білого кольору) потужністю 20, 40 або 80 Вт. Виробничі приміщення обладнуються спеціальними конструктивними елементами – типовими автономними конструкціями інтер’єра машинного зала. Складовою частиною є підвісна перфорована стеля, на якій розміщенні джерела освітлення. Світильники, вмонтовані в підвісну стелю, повинні встановлюватися так, щоб їх ковпаки виступали не більше ніж на 50 мм від поверхні стелі для зменшення запиленості. Ковпаки світильників виготовляються з світлорозсіювального матеріалу з коефіцієнтом пропускання не менше 0.7.
Вихідними даними для розрахунку машинного залу є довжина приміщення ВТК: А=4 м, В=6 м, Н= 3 м.
Підвісна стеля обладнується світильниками УВЛН2 (чотирилампові), люмінесцентними лампами ЛБ-40 коефіцієнт відбиття світлового потоку від стелі до стін відповідно:
Рстеля=70%; Рстіна =50%.
Визначимо необхідну кількість світильників при загальній системі освітлення.
Для машинних залів рівень робочої поверхні над підлогою hp=0.8 м. Тоді відстань від світильників до робочої поверхні.
h=H-hp (4.1)
h=3-0.8=2,2 м
У світильників УВЛН найвигідніше відхилення l=1,4
l=L/h (4.2)
де L –відстань між рядами світильників.
Тоді відстань між світильниками L=1,4*2,2=3 м
відстань між стінами та крайніми рядами світильників
l=(0,3…0,5)L (4.3)
l=0,4*3=1,2 м
Знаючи ширину В= 6 м. Визначимо число рядів світильників.
Складаємо розрахункову нерівність:
В>=2*l +L*(n-1).
Вирішимо його відносно n: В>=2*l+n*L-L,
n<=(B+L-2*l)/L (4.4),
n<=2,2, приймаємо число n=2.
Для машинних залів при загальному освітленні норма освітленості Е= 500-700 лк.
З врахуванням заданих Рстелі=70%, Рстіни=50% визначимо індекс приміщення.
і=А*В/(h*(A+B)) (4. 5)
i=(4*6)/(2,2*(4+6))=1,1
З довідникових даних знаходимо коефіцієнт використання випромінювання світлового потоку h=0,4
Номінальний світловий потік лампи ЛБ-40 Фл=3120 мм. Відповідно, світловий потік світильника УВЛ
Св.=4*Фл (4. 6)
Св.=4*3120=12480 мм.
Маючи всі данні, можливо визначити необхідну кількість світильників в ряду
N=(E*k3 *r*z)/(n*Фсв*h*n) (4. 7),
де S=A*B=4=6=24 м2 – Освітлювана площа.
Коефіцієнт запасу Кз=1,4...1,5 за умови чинення світильників не рідше двох разів на рік.
Коефіцієнт нерівномірності освітлення z=1,1... 1,2
Коефіцієнт затемнення ![]() =0,8... 0,9
=0,8... 0,9
Підставимо всі значення у формулу (4. 7):
![]()
При довжині одного світильника lсв=1,33 загальна довжина N*lсв=2*1,33=3 м.
Залишаємо між світильниками відстань
R=(A-N*lcв)/(N-1) (4. 8)
![]()
ВИСНОВКИ
У процесі роботи над дипломом були досліджені аспекти управління якістю продукції, запропоновані заходи щодо покращення якості продукції та збільшення її конкурентоспроможності.
Також були розглянуті головні показники якості, система якості, також стандартизація та сертифікація продукції. Проаналізовано: контроль якості на підприємстві, зменшення проценту втрат від браку по відношенню до собівартості за останні дев’ять років, а також процент втрат від браку по окремим виробництвам. Запропоновані заходи щодо зменшення появи забракованої продукції взагалі по заводу.
Оскільки металургійне виробництво складає найбільшу частку проценту усієї забракованої продукції, то в дипломній роботі розглянуті причини, які найбільш впливають на прояв браку у цьому виробництві, розглянуто шляхи їх усунення. Також представлена модель впливу цих причин ефективність металургійного виробництва.
Більшість вітчизняних підприємств машинобудівної галузі сьогодні знаходяться в дуже поганому стані: скорочені виробничі потужності, більшість цехів не працює, втрачено багатий досвід та професійний склад. В цій безрадісній картині ЗАТ “НКМЗ” – є яскравим прикладом того, як вижити в нових економічних умовах, підняти підприємство на високий рівень виробництва, зробити його конкурентоспроможним не тільки на вітчизняному ринку, але й на міжнародному, створити унікальну систему роботи з персоналом.
Одним з важливих моментів підвищення якості продукції у світі забезпечення її конкурентоспроможності та успішної діяльності підприємств в сучасних умовах виступає розробка та опанування принципово нових товарів, зміна системи контролю якості. Контроль здійснюється не за якістю вже вироблених деталей та вузлів, а за всім виробничо-технологічним процесом. Це дозволить знизити і ціну якості до 50% загального обсягу продажу. Таким чином необхідно відмітити, що виробник розв’язуючи проблему успішної діяльності на ринку повинен мати достатню гнучкість в управлінні товарною політикою та виробничими структурами з метою забезпечення достатньої і необхідної якості товару і оптимального рівня його конкурентоспроможності, від якого залежить ринковий успіх або невдачу від реалізації даного товару.
Вже сьогодні ми можемо випускати продукцію високої якості, конкурентоспроможну на будь-якому ринку, яка відповідає вимогам міжнародного стандарту ISO серії 9000. Це забезпечить витіснення низькопробного імпорту, зупинку відтоку валюти за рубіж, створення нових робочих місць, можливість реалізувати товари “Зроблено в Україні” за кордоном, і як результат цього – збільшення надходжень в бюджет.
ПЕРЕЛІК ПОСИЛАНЬ
1 Закон України Про підприємництво в Україні // Закони України К.: Право, 1996. – Т.1. - С. 53-66.
2 Закон України “Про стандартизацію” №2408-11/ від 17.05.2001.
3 Скударь Р.М. Управление конкурентоспособностью крупного акционерного общества: проблемы и решения. – К.: Наук. думка, 1999. – 496 с.
4 Беляцкий Н.П. Менеджмент: Деловая карьера / Н.П.Беляцкий. – Мн.: Выш. шк., 2005. – 302 с.
5 Большаков А.С., Михайлов В.И. Современный менеджмент: теория и практика – СПб: Питер, 2002. – 416 с.: ил. - (Серия “Теория и практика менеджмента”).
6 Басовский Л.Е., Протасьев В.Б. Управление качеством: Учебник. – М.: ИНФРА – М, 2002. – 212 с.
7 Вісник. Серія “Економіка”. Київського національного університету імені Тараса Шевченка, № 55-57, 2002. – 240 с.
8 Всеобщее управление качеством: Учебник для вузов / О.П.Глудкин, Н.М.Горбунов, А.И.Гуров, Ю.В.Зорин: под ред. О.П.Глудкина. – М.: Горячая линия – Телеком, 2001. – 600 с.
9 Гапонов В. Працюючим з комп ютером // Охорона праці – 2007, №10, 47-49 с.
10 Даценко І.І. Габовіч Р.Д. Умови праці з комп ютером і їх оптимізація. – Львів: Афіша, 2001. – 254 с.
11 ДСТУ3230-95 Управління якістю та забезпечення якості. Терміни та визначення. 1999. С.27
12 В.Ц. Жидецький Охорона праці користувачів комп ютерів. – Львів: Афіша, 2004. – 176 с.
13 Крейчман Ф.С. Эффективная организация акционерными предприятиями в условиях рынка. – М.: ЗАО “Финстатинформ”, 2003. – 316 с.
14 Портер Майкл, Э. Конкуренция.: Пер. с англ.: Уч. пос. – М.: Издательский дом “Вильямс”, 2004. – 495 с.: ил. – Парал. тит. англ.
15 Пінчик К.В. Формування ринкових відносин в Україні // Финансовая консультация. 2004 - № 21-22. – 37-39 с.
16 Правила охорони праці під час експлуатації ЕОМ К.: Держнаглядохоронпраці, 1999. – 112 с.
17 Справочник директора предприятия / Под ред. М.Г.Лапусты. Изд. 3-е, испр. И доп. – М.: ИНФРА-М, 1998. – 784 с.
18 Томпсон А.А., Стриекленд А.Дж. Стратегический менеджмент. Искусство разработки и реализации стратегии: Учебник для вузов / Пер. с англ. под ред. Л.Г.Зайцева, М.И.Соколовой. – М.: Банки и биржи, ЮНИТИ, 1998. – 576 с.
19 Управління якістю продукції. Навчальний посібник. / О.Й.Запунний, О.О.Запунний, І.В.Полуда, С.М.Савченко. За редакцією В.Д.Нємцова. – К.: ІЗМН, 1998. – 135 с.
20 Фатхутдинов Р.А. Производственный менеджмент: Учебник для вузов. – М.: Банки и биржи. ЮНИТИ, 1997. – 447с.
21 Экономика предприятия. Серия “Учебники и учебные пособия”. Ростов н/Д: “Феникс”, 2002. – 416с.