| Скачать .docx |
Реферат: Подготовка к разработке техпроцесса сборки электронно-оптических систем
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра электронной техники и технологии
РЕФЕРАТ
на тему:
«Подготовка к разработке техпроцесса сборки электронно-оптических систем»
МИНСК, 2008
Перед разработкой техпроцесса сборки необходим анализ технических условий (ТУ) на прибор, входящих в комплект документации на прибор вместе с альбомом чертежей, техническим описанием и паспортом. Анализ ТУ является первым этапом технологической подготовки производства прибора. ТУ показывают, в каких условиях должен работать прибор, какие основные характеристики он должен иметь и какова методика проверки соответствия основных характеристик прибора требованиям ТУ.
В ТУ могут входить директивные рекомендации по методам и средствам регулирования выходных параметров прибора, а также указание: изменением каких характеристик и каких элементов целесообразно регулировать те или иные параметры прибора.
ТУ имеет следующие типовые разделы:
- определение и назначение;
- комплектность и связь с чертежами;
- технические требования;
- маркировка и клеймение;
- порядок предъявления и приемки;
- приемо-сдаточные испытания;
- периодические контрольные испытания;
- упаковка, маркировка упаковки, хранение на складах и транспортировка;
- приложение.
В разделе “Определение и назначение” указывается, на какие приборы распространяется ТУ и в какие САУ эти приборы входят.
В разделе “Технические требования” причисляются основные технические требования, предъявляемые к прибору.
В разделе “Приемо-сдаточные испытания” указываются последовательность, объем и методика приемо-сдаточных испытаний прибора.
Для проверки соответствия выпускаемых приборов всем требованиям раздела “Технические требования” приводят контрольные испытания небольшой партии приборов.
В разделе “Контрольные испытания” приводятся данные по периодичности, последовательности, по объему и методикам контрольных испытаний в соответствии с отдельными требованиями.
Раздел “Технические требования” содержит как общие для всех приборов или блоков требования, так и специфические, свойственные только для данного типа прибора или блока. К общим требованиям относятся:
- соответствие конструкции чертежам;
- внешний вид;
- покупные изделия и материалы;
- характеристики электропитания;
- температурный интервал работы;
- электрическое сопротивление изоляции;
- омическое сопротивление изоляции;
- виброустойчивость;
- устойчивость к воздействию линейных ускорений;
- устойчивость к воздействию ударных нагрузок;
- гарантийный срок службы.
Одними из основных специфических требований, присущих только данному типу прибора, являются его нормируемые согласно ГОСТ 8.009 метрологические характеристики.
Соответствие прибора техническим требованиям устанавливается в ходе приемо-сдаточных испытаний. Соответствие некоторым требованиям можно установить только в результате контрольных периодических испытаний, включающих и испытание на отработку гарантийного срока службы. Поэтому такому испытанию подвергаются небольшие партии приборов.
Определение показателей технологичности конструкции приборов
Технологичным является такое изделие, которое при условии выполнения технических требований более удобно в эксплуатации и позволяет при данной серийности производства изготовить его с минимальными затратами труда, материалов и с наименьшим производственным циклом.
Исходя из этого положения, строится методика определения показателей технологичности конструкции приборов. Основная идея методики заключается в том, что технологичная конструкция изделия обеспечивает наибольшую производительность труда, снижение затрат и сокращение времени на проектирование, технологическую подготовку производства, изготовление, техническое обслуживание и ремонт изделия при обеспечении необходимого его качества.
Показатели технологичности используются для:
а) количественной оценки технологичности конструкции прибора перед передачей его в серийное производство;
б) указания конструкторам требований по технологичности при выдаче задания на проектирование нового прибора.
Система показателей содержит:
а) базовые частные коэффициенты, к которым относятся коэффициенты освоенности Косв , унификации деталей Ку.д. и унификации материалов Ку.м. ;
б) комплексный коэффициент технологичности Ктех .
Выражения для определения значений всех частных показателей технологичности должны для “идеального” прибора стремиться к 1; фактические значения частных показателей технологичности К должны находиться в пределах
0<K<1
Значения коэффициентов определяются на основе анализа технической документации на изделие (сборочного чертежа и спецификации). Для расчета коэффициентов Косв и Ку.д. составляется табл.1.
Таблица 1
| Общее кол-во деталей (без крепежных) | В том числе | Кол-во крепежных деталей | |||
| собственные | заимствованные | стандартные | покупные | ||
В табл.1 ![]() - число наименований деталей в изделии;
- число наименований деталей в изделии; ![]() - общее число деталей в изделии.
- общее число деталей в изделии.
Например: пластина статора электродвигателя – одно наименование (n=1), а общее количество пластин статора в электродвигателе равно 25 (N=25).
Коэффициенты освоенности прибора и унификации его деталей определяются по формулам:
![]() ;
;
![]() ;
;
где NСТ , NЗМ , Nп , NΣ – соответственно число стандартных, заимствованных, покупных и общее число деталей в приборе; nΣ , nкр – число наименований деталей и число наименований крепежных деталей в приборе.
Примечания:
1. К стандартным относятся детали, охваченные ГОСТом и ОСТом, отраслевой нормалью.
2. К заимствованным относятся детали, взятые из других аналогичных разработок, и детали, изготовленные по стандартам предприятий (СТП).
3. К собственным относятся детали, которые применяются только в данном приборе и на которые разработаны чертежи в проекте на прибор.
4. Сборочные единицы, полученные литьем или прессованием из пластмасс, принимаются за одну деталь.
5. К крепежным деталям относятся гайки, винты, болты, шпильки, заклепки и т.п., а также монтажные провода, товарные знаки, изоляционные прокладки и т.п.
Коэффициент унификации материалов Kу.м. определяется только для собственных деталей прибора по формуле
![]() ,
,
где ![]() - количество сорторазмеров материалов для изготовления собственных деталей прибора;
- количество сорторазмеров материалов для изготовления собственных деталей прибора; ![]() - общее число наименований собственных деталей прибора.
- общее число наименований собственных деталей прибора.
Сорторазмер обусловлен маркой материала и определяющим размеров. Для определения ![]() составляется в табл. 2.
составляется в табл. 2.
Таблица 2
| Кол-во | Металлы | Пластмассы | Керамика | Сумма | ||
| черные | цветные | драгоценные | ||||
| Сорторазмеров материалов | Сч | Сц | Сд | Сn | СК | СΣ |
| Собственных деталей | nч | nц | nд | nn | nK | nΣ |
Комплексный коэффициент технологичности определяется как произведение базовых частных коэффициентов
![]()
Для установления контрольных значений комплексного коэффициента технологичности и его составляющих базовых частных коэффициентов технологичности, приемлемых для изделий серийного производства, в табл. 3 приводятся допустимые наименьшие значения этих показателей, составленные на основе обобщения статистических данных анализа технологичности конструкции электромеханических приборов и функциональных приборов и функциональных элементов.
Таблица 3
| Ктехн | Косв | Ку.д. | Ку.м. |
| 0,45 | 0,70 | 0,80 | 0,80 |
Для приборов, имеющих Косв ≥0,85, Ку.м. принимается равным 1 и не рассчитывается.
Построение технологических схем сборки.
4.1. Сборка изделия – дискретный во времени процесс, который состоит из отдельных переходов. Переход – наименьшая законченная часть технологического процесса, выполняемая без перерыва во времени. Упорядоченный набор переходов образует сборочную операцию.
4.2. Первым этапом разработки маршрутного технологического процесса сборки является построение технологической схемы сборки.
Процесс сборки сложного изделия состоит из операций, выполняемых не только последовательно, но и параллельно, а иногда и с циклами. Технологическая схема сборки является графической интерпретацией такого процесса. Наиболее ясно и полно отражают технологический процесс сборки схемы с базовой деталью. При построении технологической схемы сборки используются условные обозначения, представленные в табл. 4.
Таблица 4
| Обозначение | Элемент | |||
| Материал | ||||
 |
Деталь | |||
|
Сборочная единица |
|||
 |
Сборочная операция | |||
 |
Контрольная операция | |||
 |
Регулировочная операция | |||
 |
Юстировочная операция | |||
|
Покупной элемент | |||
 |
Сборочное или КЮ приспособление | |||
 |
Выделенный при частичной разборке или сборке элемент | |||
 |
Линия направления сборки | |||
 |
Сборочная операция |
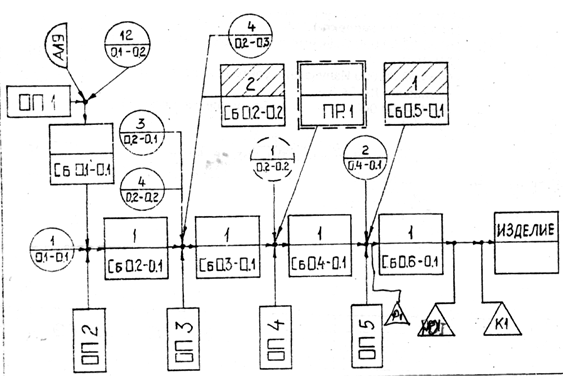
Рис.1. Один из вариантов технологической схемы сборки.
Правила построения технологических схем сборки
1. На основном изображении элемента в нижней половине указывается номер позиции по чертежу; в верхней половине – количество одинаковых элементов. На условном изображении материала указывается марка материала. Покупные элементы штрихуются в верхней половине.
2. Технологическая схема сборки начинается с изображения базовой детали или базовой сборочной единицы, выполняющей в данной конструкции роль корпуса или основания, а заканчивается изображением собранного изделия.
3. Сборочные единицы или детали, собираемые одновременно, присоединяются к линиям сборки в данной точке.
4. Несколько деталей или сборочных единиц, устанавливаемых после их предварительной сборки, но без образования сборочной единицы, присоединяются к дополнительной линии сборки в последовательности их соединения; дополнительная линия сборки подводится к основной в точке операции, на которой формируется сборочная единица с другими элементами изделия.
5. Сборочная единица, формируемая параллельно с основным изделием, строится на дополнительной линии сборки; а дополнительная линия сборки подводится к основной в точке сборки этой сборочной единицы с основным изделием.
6. Стрелка показывает направление сборки. При частичной разборке стрелка направлена от операции к элементу.
7. Знаки контрольных и регулировочных операций подводятся к линии сборки непосредственно после той сборочной единицы, относительно которой они производятся.
8. Определяющий диаметр знака – 10 мм. На рисунке показан пример технологической схемы сборки.
Разработка технологического процесса сборки
Для разработки технологических процессов сборки необходимо иметь исходную информацию, которая, согласно ГОСТ 14.303-73 подразделяется на:
- базовую;
- руководящую;
- справочную.
Базовая информация включает данные, содержащиеся в конструкторской документации на изделие, и программу выпуска этого изделия.
Руководящая информация включает данные, содержащиеся в:
- стандартах всех уровней на технологические процессы и методы управления ими, оборудование и оснастку;
- документации на типовые и перспективные технологические процессы;
- производственных инструкциях.
Справочная информация включает данные, содержащиеся в каталогах и типажах прогрессивного оборудования, в справочниках, отчетах по НИР и ОКР и т.д.
Разработка технологического процесса начинается с составления технологического маршрута, который основывается на технологической схеме сборки и предусматривает определение, содержание операций и применяемого технологического оборудования.
Разработка операционного технологического процесса сборки включает комплекс взаимосвязанных работ
- определение содержания и последовательности операций;
- определение, выбор и заказ новых средств технологического оснащения (в том числе средств контроля и испытания);
- нормирование процесса;
- определение организационных форм реализации технологического процесса;
- оформление рабочей документации на технологические процессы.
Информационной основой при разработке технологических процессов являются типовые технологические процессы сборки конструктивно-технологических родственных изделий.
Проектирование технологического оснащения и специализированного оборудования
Автоматические системы и измерительные комплексы, используемые для целей навигации, стабилизации и других видов управления, состоят из различных деталей, механических, магнитных и иных устройств, электрических элементов, индуктивных элементов, сложных электронных функциональных устройств, созданных на базе микроэлектроники.
Многообразие этих деталей и сборочных единиц, высокие требования к точности, ресурсу и времени готовности изделий, постоянно растущие требования к производительности и качеству изделий требуют оснащения цехов приборостроительных предприятий специальным высокоточным оборудованием и оснасткой.
Часть этого оборудования и оснастки производится машино- и станкостроительными предприятиями, другая часть (специализированная) проектируется и производится на предприятиях приборостроительных отраслей.
Все оборудование, используемое при сборке, регулировке и испытаниях, можно разбить на следующие группы.
I. Группа оборудования общего назначения: вибрационные стенды, ударные установки, центрифуги, термобарокамеры, стенды транспортных нагрузок, камеры пыли, солнечной радиации, морского тумана, гигростаты, оборудование для проверки электрических параметров элементов (сопротивление изоляции, электрической прочности, емкости и т.д.), оборудование для проверки частотных характеристик изделия (анализатора спектра частот), универсальное оборудование для контроля линейных и угловых величин, сборочные прессы.
II. Группа оборудования, используемая непосредственно в сборочном процессе: вакуум-пропиточные установки, установки терморадиационной сушки, установки для промывки деталей перед сборкой, установки для комплектации опор перед сборкой (установки для проверки момента трения, жесткости элементов, контактного угла или частотных характеристик опор, тепловых характеристик опор), установки для статической и динамической балансировки, установки для статической и динамической балансировки, установки для заполнения приборов жидкостями и газами, установки для намотки элементов с обмотками общего назначения, установки для прошивки элементов запоминающих устройств, установки для формовки выводов электроэлементов, установки для укладки электроэлементов на негативные платы, установки для автомавтической пайки электроэлементов и контроля режимов пайки, вакуумные установки для дегазации элементов в процессе сборки, установки для размагничивания элементов, установки для контроля параметров зубчатых колес при сборке, установки для сварки, установки для размагничивания деталей и т.п.
III. Группа контрольно-испытательного оборудования: полуавтоматические и автоматические установки для контроля коммутации электрических и электронных элементов изделия, установки для регулировки, градуировки и поверки электроизмерительных приборов, установки и стенды для регулировки, испытаний, снятия статических и динамических характеристик электрических и электронных функциональных элементов изделий, установки для регулировки и испытаний гидро- и пневмоустройств изделий, установки для проверки потерь на трение в редукторах, установки для контроля кинематической точности редукторов, стенды и установки испытаний и регулировки приборов навигации и стабилизации.
Выбор средств технологического оснащения производится в соответствии с требованиями ГОСТ 14.301 и с учетом:
- типа производства и его организационной структуры;
- вида изделия и программы выпуска;
- характера намеченной технологии;
- максимального использования имеющейся стандартной оснастки и оборудования.
Специальные средства технологической оснастки проектируют на основе использования стандартных деталей и сборочных единиц.
Средства испытаний должны иметь устройства, воспроизводящие различные воздействия на испытуемые изделия, и устройства, измеряющие параметры испытуемого изделия. Точностные характеристики указанных двух групп устройств средств испытания должны быть указаны между собой.
ЛИТЕРАТУРА
1. Справочник технолога-оптика под редакцией М.А. Окатова, Политехника Санкт-Петербург, 2004. - 679 с.
2. Запрягаева Л.А., Свешникова И.С. Расчет и оптических систем. М. Логос, 2000. - 581 с.
3. Апенко М.И., Запрягаева Л.А., Свешникова И.С. Задачник по прикладной оптике, Высшая школа, 2003. - 591 с.
4. Прикладная оптика под редакцией Дубовика А.С Машиностроение, 1992. - 470 с.