| Похожие рефераты | Скачать .docx |
Курсовая работа: Проектирование производственных участков предприятия, работающего по индивидуальным заказам населения
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ВЛАДИВОСТОКСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ЭКОНОМИКИ И СЕРВИСА
ИНСТИТУТ СЕРВИСА, МОДЫ И ДИЗАЙНА
КАФЕДРА СЕРВИСА И МОДЫ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту
по дисциплине Проектирование швейных предприятий
Тема: Проектирование производственных участков предприятия, работающего по индивидуальным заказам населения
Студент
гр. ТШ-05-0____________М.В. Григорьева
Руководитель____________Н.А. Лаушкина
Доцент каф. СМ
Владивосток, 2009 г
Содержание
Введение
1 Характеристика предприятия
2 Определение исходных данных для расчета производственных участков
3 Предварительный расчет швейного участка
4 Расчет подготовительного производства
4.1 Характеристика работ
4.2 Характеристика способов хранения материалов
4.3 Расчет численности рабочих, оборудования и площади подготовительного участка
5. Расчет раскройного производства
6. Расчет приемного салона
7. Расчет складских помещений
8. Характеристика взаимосвязи производственных участков предприятия
9. Планировка производственных участков предприятия
Выводы
Список использованной литературы
Введение
Бытовое обслуживание – это самая необыкновенная отрасль народного хозяйства, та сфера деятельности, в которой изготовитель может донести тепло своих рук, тепло своего сердца до каждого заказчика, который к нему пришел. Не важно – ювелирная мастерская ли это, парикмахерская или химчистка, здесь необходим чуткий индивидуальный подход к человеку.
Сфера услуг – это та область, в которой необходимо постоянно совершенствоваться, чтобы не потерять устоявшийся круг заказчиков и привлечь новых. А остаются чаще всего у мастеров – лучших специалистов своего дела. В этой нише услуг нельзя фальшивить, иначе потеряешь доверие. Поэтому, как правило, там, куда потребители приходят снова и снова, работают мастера с золотыми руками и добрым сердцем. И бесспорно, королевой сферы услуг является ателье.
Многие производители одежды, занимающиеся производством одежды по индивидуальным заказам, сегодня хотят быть конкурентоспособными, обеспечить население качественными изделиями по более низкой цене. Осуществление этой задачи невозможно без комплексного подхода к процессу проектирования швейного предприятия, включающего:
· планирование, основанное на результатах маркетинговых исследований;
· определение исходных данных для расчета производственных участков;
· расчет и планировку производственных участков, таких как приемный салон, склад материалов, раскройный участок, швейный участок, склад готовой продукции;
· разработку управленческого плана производственной деятельностью на всех стадиях изготовления одежды;
· разработку плана сбыта некоторой части продукции (поставка одежды мелкими партиями в магазины модной одежды, открытие своего магазина и т.п.).
Особое место в подготовке производства одежды по индивидуальным заказам занимает группа по приему заказов – на изготовление, обновление и ремонт одежды. Эти работы не имеют аналога в промышленном швейном производстве, что в некоторой степени объясняет отсутствие соответствующего технологического оборудования и несовершенство процессов обслуживания. Прием заказов является одновременно подготовительным (по отношению к процессу раскроя и пошива одежды) и основным процессом – процесс обслуживания населения (первая особенность производства одежды по индивидуальным заказам – непосредственная связь процесса производства с процессом обслуживания). Этим определяется большое социально-экономическое значение его совершенствования, снижение затраты времени.
Перспективным направлением, нуждающемся в совершенствовании, на предприятиях, работающих по заказам населения является процесс обслуживания заказчиков. Повышение уровня комфортности для заказчика, уменьшение затраты времени на обслуживание, автоматизация процесса обслуживания и многое другое – основные направления для работы.
В данной работе следует ознакомиться с некоторыми пунктами проектирования предприятия, основываясь только на суточный выпуск. Предлагается рассчитать и спроектировать швейный, раскройный, проверочный участки, приемный салон, склад хранения продукции. Следует также изучить взаимосвязь между указанными участками предприятия.
В связи с вышеизложенными фактами, можно сделать вывод, что для развития отрасли обслуживания потребуется еще немало времени и сил. Это лишний раз доказывает актуальность темы данной работы.
1. Характеристика предприятия
Проектируемое предприятие относится к предприятиям, работающим по заказам населения. Характерными особенностями таких предприятий являются непосредственная связь производства с заказчиком, периодичность сезонных колебаний в поступлении заказов и их индивидуальность. Производство одежды по индивидуальным заказам можно отнести к единичному типу производства – позволяет выполнить изделие в соответствии с индивидуальными требованиями заказчика. Эти изделия отличаются друг от друга размерами, формой, посадкой на конкретную фигуру, модельными особенностями и выполняются из различных материалов.
Проектируемое предприятие - ателье «Модесса» специализируется на изготовлении изделий, с предоставлением следующих услуг:
· изготовление одежды по индивидуальным заказам населения (мужская и женская одежда);
· ремонт и обновление одежды;
· изготовление одежды мелкими партиями.
Виды услуг, оказываемые предприятием, рассчитаны на потребителей с разным достатком. Это зависит от материала, из которого изготавливается изделие и назначение изделия. Предусмотрены скидки ветеранам, пенсионерам и постоянным заказчикам. Изделия, изготавливаемые мелкими партиями, поставляются в бутики модной одежды.
Режим работы предприятия – с 9.00 до 18.00, предусмотрен 1 час обеденного перерыва.
Местом расположения ателье может быть бизнес-район города, недалеко от места остановки маршрутных транспортных средств, чтобы предприятие легко было найти. Найти предприятие так же можно по большой вывеске и витрине, в которой должны быть расположены образцы модных изделий на манекенах. На территории предприятия должна иметься автопарковка для персонала и посетителей.
Структурным подразделением предприятия является участок – подразделение предприятия, специализированное по предметному принципу, территориально обособленное и имеющее руководителя. Производственную структуру предприятия можно представить в виде схемы:
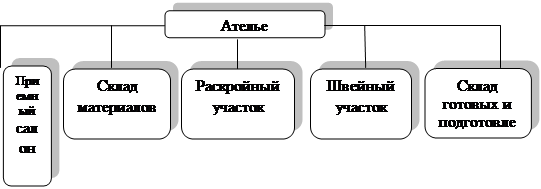 |
Рисунок 1.1 – Схема производственной структуры предприятия
Такая производственная структура обеспечивает наибольшее удобство процессу изготовления изделий. В соответствии с представленной структурой на предприятии выполняются следующие технологические процессы и операции: консультации заказчиков; проектирование изделия при приеме заказа; запуск заказов в производство; раскрой материалов и другие работы, выполняемые закройщиком; пошив изделий, состоящий из подготовки изделий к примерке и пошива после примерки; хранение готовых и подготовленных к примерке изделий; хранение материалов предприятия и материалов, принесенных заказчиками.
Основываясь на вышеизложенной характеристике следует продолжить проектирование производственных участков предприятия, и начать с определения исходных данных.
2 Определение исходных данных для расчета производственных участков
Подготовка производства одежды по индивидуальным заказам предшествует основным процессам производства.
Основным исходным данным для проектирования технологического процесса подготовки и раскроя материалов является объем производства, выраженный в единицах изделий по ассортименту одежды и каждому виду услуг – суточный выпуск изделий. Как правило, распределение суточного выпуска изделий по ассортименту и виду услуг осуществляется на основании сложившегося процентного соотношения, характерного для предприятия определенного типа. Для проектируемого предприятия распределение произведено следующим образом – индивидуальные заказы 75%, ремонт и обновление 5%, мелки партии 20%. Полное распределение суточного выпуска произведено в таблице 1.
Таблица 1 - Распределение суточного выпуска по видам услуг и ассортименту.
| Наименование видов одежды |
Виды услуг |
Общий суточный выпуск, шт |
|||||
| Индивидуальные заказы (75%) |
Ремонт и обновление (5%) |
Мелки партии (20%) |
|||||
| Удельный вес, % |
Суточный выпуск, шт 17,25 |
Удельный вес, % |
Суточный выпуск, шт 1,15 |
Удельный вес, % |
Суточный выпуск, шт 4,6 |
||
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
| Блузка |
29 |
5,003 |
0 |
0 |
40 |
1,84 |
6,843 |
| Платье |
25 |
4,31 |
5 |
0,06 |
10 |
0,46 |
4,83 |
| Юбка |
10 |
1,73 |
5 |
0,06 |
0 |
0 |
1,79 |
| Брюки женские |
10 |
1,73 |
15 |
0,17 |
10 |
0,46 |
2,36 |
| Жакет |
5 |
0,86 |
20 |
0,23 |
0 |
0 |
1,09 |
| Пальто |
8 |
1,38 |
30 |
0,35 |
0 |
0 |
1,73 |
| Пиджак |
5 |
0,86 |
25 |
0,29 |
14 |
0,64 |
1,79 |
| Брюки мужские |
5 |
0,86 |
0 |
0 |
13 |
0,6 |
1,46 |
| Куртка мужская без утеплителя |
3 |
0,5 |
0 |
0 |
3 |
0,14 |
0,64 |
| ИТОГО |
22,53 |
||||||
Распределение суточного выпуска является основой для дальнейшего расчета процесса предприятия. Основываясь на ее данных распределяется суточный выпуск изделий по видам услуг и раскроя и рассчитывается суточная потребность материалов, для заказов, выполняемых из материала предприятия. Распределение суточного выпуска рассчитано в таблице 2.
Все операции подготовительного участка – приемка, распаковка, пример и разбраковка – связаны с кусками материалов. Поэтому последующим исходным данным для проектирования подготовительного участка является объем производства, выраженный в погонных метрах – суточная потребность материалов.
Суточная потребность материалов определяется по формуле
![]() , (1)
, (1)
где ![]() - суточная потребность материалов,
- суточная потребность материалов,
М – суточный выпуск изделий, шт;
Н – норма расхода материалов на одно изделий, п.м.
Для предприятий, работающих по заказам населения, расчет суточной потребности материалов производится только на те заказы, которые изготавливаются из материалов предприятия.
На предприятиях, работающих по индивидуальным заказам населения, нормы расхода материалов, как и в промышленном производстве одежды, могут быть индивидуальными и групповыми. К индивидуальным относятся отраслевые и оперативные нормы.
Отраслевые нормы едины для всех предприятий страны, утверждаются вышестоящей организацией и являются контрольной величиной для определения необходимого количества материала на заказанное изделие.
Оперативные нормы являются дополнением к отраслевым нормам. Оперативные нормы устанавливаются на единицу каждого вида одежды для тех групп моделей, по которым на предприятиях достигнут расход материалов меньше, чем по отраслевым нормам, а так же для ассортимента изделий, не предусмотренных перечнем отраслевых норм.
Групповые (заявочные) нормы служат основанием для отпуска материалов в производство. На проектируемом предприятии в расчете суточной потребности материалов используются заявочные нормы расхода материалов.
Итак, исходными данными для расчета подготовительного производства являются:
o суточный выпуск изделий, шт;
o суточная потребность материалов, п.м;
o число пачек к раскрою в день.
Таблица 2 – Распределение суточного выпуска изделий по видам услуг и раскроя
| Наименование изделий и материалов |
Суточный выпуск изделий по видам услуг, шт |
Количество заказов, изготавливаемых из материалов предприятия, шт |
||||||||
| Всего |
Индивидуальные заказы |
Обновление |
Мелкие партии |
Индивидуальные заказы |
Обновление |
Мелкие партии |
||||
| % |
шт |
% |
шт |
% |
шт |
|||||
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
| Блузка Материал верха Подкладочный материал Прикладные материалы |
6,843 |
5,003 |
0 |
1,84 |
30 0 90 |
1,501 0 5,003 |
0 0 0 |
0 0 0 |
100 0 100 |
1,84 0 1,84 |
| Платье Материал верха Подкладочный материал Прикладные материалы |
4,83 |
4,31 |
0,06 |
0,46 |
30 0 100 |
1,3 0 4,31 |
30 0 100 |
0,02 0 0,06 |
100 0 100 |
0,46 0 0,46 |
| Юбка Материал верха Подкладочный материал Прикладные материалы |
1,79 |
1,73 |
0,06 |
0 |
80 90 100 |
1,4 1,6 1,73 |
80 90 100 |
0,05 0,054 0,06 |
0 0 0 |
0 0 0 |
| Брюки Материал верха Подкладочный материал Прикладные материалы |
2,36 |
1,73 |
0,17 |
0,46 |
70 90 90 |
1,2 1,6 1,6 |
70 100 100 |
0,12 0,17 0,17 |
100 100 100 |
0,46 0,46 0,46 |
| Жакет Материал верха Подкладочный материал Прикладные материалы |
1,09 |
0,86 |
0,23 |
0 |
70 90 90 |
0,6 0,8 0,8 |
70 100 100 |
0,16 0,23 0,23 |
0 0 0 |
0 0 0 |
| Пальто Материал верха Подкладочный материал Прикладные материалы Утепляющая прокладка |
1,73 |
1,38 |
0,35 |
0 |
60 90 90 100 |
0,83 1,24 1,24 1,38 |
60 100 100 100 |
0,21 0,35 0,35 0,35 |
0 0 0 0 |
0 0 0 0 |
| Продолжение таблицы 2 |
||||||||||
| Пиджак Материал верха Подкладочный материал Прикладные материалы |
1,79 |
0,86 |
0,29 |
0,64 |
70 90 90 |
0,6 0,8 0,8 |
70 100 100 |
0,2 0,29 0,29 |
100 100 100 |
0,64 0,64 0,64 |
| Брюки мужские Материал верха Подкладочный материал Прикладные материалы |
1,46 |
0,86 |
0 |
0,6 |
70 90 90 |
0,6 0,8 0,8 |
0 0 0 |
0 0 0 |
100 100 100 |
0,6 0,6 0,6 |
| Куртка мужская Материал верха Подкладочный материал Прикладные материалы |
0,64 |
0,5 |
0 |
0,14 |
70 90 90 |
0,35 0,45 0,45 |
0 0 0 |
0 0 0 |
100 100 100 |
0,14 0,14 0,14 |
Таблица 3 – Расчет суточной потребности материалов
| Наименование изделий и видов услуг |
Суточный выпуск изделий, изготавливаемых из материалов предприятия, шт |
Ткань верха |
Ткань подкладки |
Клеевая ткань |
Х/б |
Ватин |
|||||||
| Верх |
Подклад |
Приклад |
Норма на изделие, м |
Суточная потребность, м |
Норма на изделие, м |
Суточная потребность, м |
Норма на изделие, м |
Суточная потребность, м |
Норма на изделие, м |
Суточная потребность, м |
Норма на изделие, м |
Суточная потребность, м |
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
| Блузка Индивидуальные заказы Обновление Мелкие партии |
1,501 0 1,84 |
0 0 0 |
5,003 0 1,84 |
2,13 0,1065 1,917 |
3,2 0 3,53 |
- |
- |
0,3 0,015 0,27 |
1,5 0 0,5 |
- |
- |
- |
- |
| Платье Индивидуальные заказы Обновление Мелкие партии |
1,3 0,02 0,46 |
0 0 0 |
4,31 0,06 0,46 |
2,94 0,147 2,646 |
3,82 0,003 1,22 |
- |
- |
0,35 0,018 0,315 |
1,51 0,001 0,145 |
- |
- |
- |
- |
| Юбка Индивидуальные заказы Обновление Мелкие партии |
1,4 0,05 0 |
1,6 0,054 0 |
1,73 0,06 0 |
0,81 0,0405 0,729 |
1,134 0,002 0 |
0,75 0,038 0,743 |
1,2 0,002 0 |
0,21 0,011 0,189 |
0,36 0,0007 0 |
- |
- |
- |
- |
| Брюки женские Индивидуальные заказы Обновление Мелкие партии |
1,2 0,12 0,46 |
1,6 0,17 0,46 |
1,6 0,17 0,46 |
1,4 0,07 1,26 |
1,68 0,0084 0,58 |
1,78 0,089 1,602 |
2,85 0,015 0,74 |
0,15 0,008 0,135 |
0,24 0,0014 0,062 |
0,11 0,006 0,099 |
0,18 0,001 0,05 |
- |
- |
| Продолжение таблицы 3 |
|||||||||||||
| Жакет Индивидуальные заказы Обновление Мелкие партии |
0,6 0,16 0 |
0,8 0,23 0 |
0,8 0,23 0 |
1,46 0,073 1,314 |
0,88 0,012 0 |
1,7 0,085 1,53 |
1,36 0,02 0 |
0,77 0,039 0,693 |
0,62 0,009 0 |
0,55 0,028 0,495 |
0,44 0,006 0 |
- |
- |
| Пальто Индивидуальные заказы Обновление Мелкие партии |
0,83 0,21 0 |
1,24 0,35 0 |
2,48 0,7 0 |
3,68 0,184 3,3121 |
3,05 0,04 0 |
3,20 0,16 2,88 |
4,0 0,06 0 |
1,20 0,06 1,08 |
2,98 0,042 0 |
0,55 0,028 0,495 |
1,4 0,02 0 |
0,08 0,004 0,072 |
0,2 0,0014 0 |
| Пиджак Индивидуальные заказы Обновление Мелкие партии |
0,6 0,2 0,64 |
0,8 0,29 0,64 |
0,8 0,29 0,64 |
1,46 0,073 1,314 |
0,88 0,015 0,84 |
1,7 0,085 1,53 |
1,36 0,025 1,0 |
0,77 0,039 0,693 |
0,62 0,11 0,44 |
0,55 0,028 0,495 |
0,44 0,008 0,32 |
- |
- |
| Брюки мужские Индивидуальные заказы Обновление Мелкие партии |
0,6 0 0,6 |
0,8 0 0,6 |
0,8 0 0,6 |
1,4 0,07 1,26 |
0,84 0 0,76 |
1,78 0,089 1,602 |
1,424 0 1,0 |
0,15 0,008 0,135 |
0,12 0 0,081 |
0,11 0,006 0,099 |
0,088 0 0,06 |
- |
- |
| Куртка мужская Индивидуальные заказы Обновление Мелкие партии |
0,35 0 0,14 |
0,45 0 0,14 |
0,45 0 0,14 |
1,46 0,073 1,314 |
0,511 0 0,18 |
1,7 0,085 1,53 |
0,8 0 0,21 |
0,77 0,039 0,93 |
0,35 0 0,93 |
0,55 0,028 0,495 |
0,25 0 0,07 |
- |
- |
Исходя из данных таблиц можно подвести некоторые итоги: для обеспечения бесперебойной работы предприятия необходим определенный запас материалов. Суточная потребность ткани, для изготовления изделий из материалов предприятия, составляет:
Ткань плательно-блузочного ассортимента – 11,77 м, ткань костюмного ассортимента – 7,63 м, ткань пальтового ассортимента – 3,09 м, ткань курточная – 0,69 м, ткань подкладки – 16,08 м, клеевая ткань – 10,62 м, ткань хлопчатобумажная – 2,93 м, ватин – 0,2014 м.
Основываясь на данных предварительного расчета производственных участков, можно приступить к предварительному расчету швейного участка, его рабочих и оборудования. Прежде чем начать проектирование производственных участков необходимо уточнить, будет ли осуществляться раскрой настилов. Для этого необходимо рассчитать серию нормальную и расчетную.
Нормальная серия представляет собой партию изделий, при которой раскрой осуществляется при технически допустимой высоте настилов:
![]() шт, (2)
шт, (2)
где ![]() - число изделий в нормальной серии;
- число изделий в нормальной серии;
![]() - технически допустимая высота настилов, число полотен;
- технически допустимая высота настилов, число полотен;
100 – общее число размеров и длин в заказе по данному виду одежды, %;
х – число пачек, приходящихся на одну размеродлину (зависит от количества укладываемых деталей в раскладке – 1 или 0,5);
у – общий наибольший делитель ряда чисел процентного соотношения размеров и длин одежды.
Пачка кроя – полный комплект деталей одного изделия, не зависящий от высоты настила. Число пачек в нормальной серии определяется по формуле:
![]() шт. (3)
шт. (3)
Швейные цехи предприятий по своей мощности процессов не всегда могут обеспечить изготовление изделий такой партии кроя (равной серии нормальной) в определенный срок. Поэтому необходимо знать величину расчетной серии, которая зависит от мощности технологических процессов швейных цехов. Число изделий в расчетной серии определяется по формуле:
![]() шт, (4)
шт, (4)
где ![]() - серия расчетная, шт;
- серия расчетная, шт;
М – суточный выпуск изделий, шт;
t – срок выполнения серии, число дней (до 10).
Исходя из расчетов, видно, что серия нормальная на много больше расчетной, а значит, при раскрое следует использовать расчетную серию (как наименьшую). Каждый настил при работе по расчетной серии будет иметь уменьшенную высоту (число полотен), которую определяют по формуле
![]() шт. (5)
шт. (5)
Эта формула показывает, что в настиле будет участвовать только одно полотно, а это, в свою очередь, исключает все операции серийного раскроя.
3. Предварительный расчет швейного участка
Целью предварительного расчета швейного цеха является расчет числа рабочих и площади швейного цеха по укрупненным показателям. В процессе предварительного расчета осуществляются определение параметров и выбор типа процесса, предварительная планировка агрегатов в цехе.
Технологические процессы швейных цехов составляют 85-90% от общей трудоемкости изготовления изделий. Они оказывают решающее влияние на качество одежды, культуру обслуживания, объем реализации услуг и эффективность производства одежды по индивидуальным заказам. Принятые при проектировании методы обработки в соответствии с разрядом предприятия, оборудованием, формой организации процессов должны обеспечить выпуск высококачественной одежды, соответствующей запросам заказчиков, повышение производительности труда и снижение себестоимости изделий.
Исходными данными для выполнения предварительного расчета являются:
- ассортимент;
- трудоемкость изготовления изделий;
- выпуск изделий в смену;
- продолжительность рабочей смены.
Основными параметрами технологического процесса являются: τ – такт процесса, N – число рабочих в процессе, М – выпуск изделий в смену, Lагр – длина двухрядного агрегата.
Для расчета такта процесса необходимы данные о продолжительности рабочей смены (R, мин) и выпуске изделий в смену (М, шт):
![]() , (6)
, (6)
где R- продолжительность рабочей смены,
М – выпуск изделий в смену;
Для расчета общей длины двухрядного агрегата необходимы данные о количестве человек в бригаде, шаг (длина) рабочего места и среднее количество рабочих мест, приходящееся на одного рабочего:
![]() , (7)
, (7)
где N – число рабочих в бригаде, чел;
![]() - шаг рабочего места, м;
- шаг рабочего места, м;
![]() - среднее количество рабочих мест, приходящееся на одного рабочего.
- среднее количество рабочих мест, приходящееся на одного рабочего.
Таблица 4 – Предварительный расчет швейного производства.
| Наименование изделия |
Трудоемкость изготовления, мин |
Выпуск изделий в смену, шт |
Такт процесса, мин |
Число рабочих в смену, чел |
Число бригад в смену |
Число рабочих по секциям, чел. |
Длина агрегата по секциям, м. |
Площадь, кв.м. |
|||
| Подготовка к примерке |
Отшив |
Подготовка к примерке |
Отшив |
Общая длина |
|||||||
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
| Брюки мужские |
246 |
1,46 |
328,77 |
0,75 |
1 ( 2 чел) |
- |
- |
- |
- |
1,44 |
182 |
| Брюки женские |
246 |
2,36 |
203,39 |
1,2 |
|||||||
| Жакет |
942 |
1,09 |
440,37 |
2,14 |
1 (7 чел) |
1 |
6 |
1,44 |
3,6 |
5,04 |
|
| Пальто женское |
1248 |
1,73 |
277,46 |
4,5 |
|||||||
| Пиджак |
942 |
1,79 |
268,16 |
3,5 |
1 (5 чел) |
1 |
4 |
1,44 |
2,16 |
3,6 |
|
| Куртка мужская |
942 |
0,64 |
750,0 |
1,3 |
|||||||
| Блузка |
432 |
6,843 |
70,145 |
6,15 |
2 (6 чел) |
1 |
5 |
1,44 |
2,88 |
4,32 |
|
| Платье |
522 |
4,83 |
99,38 |
5,2 |
|||||||
| Юбка |
90 |
1,77 |
268,16 |
0,33 |
|||||||
Весь процесс разбит на бригады в зависимости от обрабатываемого ассортимента. Предварительный расчет швейного производства произведен в таблице 4.
Всего в швейном производстве занято 26 человек, которые образуют 4 бригады. Из них одна бригада (семь человек) занимаются изготовлением верхней женской одежды (пальто женское и жакет); вторая бригада (пять человек) занимаются изготовлением мужской верхней одежды (пиджак и куртка демисезонная), остальные две бригады по шесть человек занимаются изготовлением женской легкой одежды (блузка, платье, юбка). Так же в процессе заняты два индивидуалиста, которые занимаются изготовлением поясной одежды (мужские и женские брюки). Для более полной характеристики бригад необходимо охарактеризовать тип процесса – комплексная характеристика, определяемая такими факторами, как мощность, уровень специализации, степень ритмичности, непрерывности и т.д. Фактор, имеющий одно из возможных значений, становится признаком процесса. Сочетание определенных признаков образует тот или иной тип процесса.
Мощность всех бригад можно оценить как малую (5-7 человек). Такая мощность характеризуется незначительным разделением труда, неполным использованием новой техники и действующего оборудования (в том числе средств малой механизации), нарушением технологической последовательности (схема разделения как правило является нерациональной), вызывающее возвраты на предыдущие рабочие места, увеличение затраты времени на изготовление изделий.
Следующая характеристика процессов – уровень специализации. Важная характеристика, без которой нельзя точно оценить мощность процессов. Различают три уровня специализации – предметная (узкоспециализированная, специализированная, разноассортиментная), подетальная и технологическая (постадийная). Для проектируемых бригад характерна предметная специализированная специализация – при такой специализации в процессе обрабатывают 2-3 вида изделий родственного ассортимента.
Структура процессов характеризуется наличием и количеством специализированных секций, участков или групп. По структуре различают несекционные и секционные процессы. В производстве одежды по индивидуальным заказам разбивка на секции вызвана индивидуальным характером каждого заказа, что в свою очередь вызывает необходимость прерывности технологического процесса для проведения примерки на фигуру. Поэтому независимо от мощности предприятия выделяются две секции в каждом процессе – подготовки к примерке и отшив изделия после примерки. Так как мощность данных бригад малая, территориально секции не обосабливаются, а проектируются в одном агрегате.
По степени ритмичности процессы бывают – со строгим ритмом, со свободным ритмом работы, комбинированные. В данном случае все процессы характеризуются свободным ритмом работы, отсутствуют какие либо технические средства принудительной синхронизации времени операций. Предметы труда передаются с одной операции на другую ручным способом по междустолью. Отклонение от такта времени организационной операции определяется колебаниями индивидуальной производительности рабочих.
Характеристика степени непрерывности процессов производится при работе в несколько смен. На проектируемом предприятии рабочие будут работать в одну смену, так что этот процесс можно условно назвать несъемным. Условно по тому, что заканчивая смену, рабочий все равно уберет все предметы труда с рабочего места в место хранения.
Бригады можно также охарактеризовать способом запуска изделий в процесс. Для предприятий, работающих по заказам населения, в связи с некоторыми из особенностей таких предприятий – индивидуальный характер каждого заказа и вероятностный характер поступления заказов, запуск не может быть точно определен. Можно лиши сказать, что изделия запускаются в процессы поштучно.
Для характеристики процессов так же используют характеристику движения предметов труда и расположения рабочих мест. Все проектируемые процессы можно назвать однолинейными, двухрядными с зигзагообразной ручной передачей предметов труда по междустолью. При этом путь движения труда минимальный, особенно при возвратах.
Такие характеристики процессов придают им более высокую гибкость, которая проявляется в полном использовании индивидуальной производительности труда рабочих, возможности выбрать рациональную структуру процесса, возможности лучшего использования оборудования при относительно малой мощности технологических процессов.
4. Расчет подготовительного производства
Для повышения эффективности производства и рационального использования материалов немаловажное значение имеет организация участка по подготовке материала к раскрою. Подготовительный участок швейного предприятия выполняет функции подготовки материалов к раскрою и служит одновременно складом для их хранения.
Удельный вес стоимости материалов составляет в себестоимости одежды 70-80% в производстве одежды по заказам населения. Такая высокая материалоемкость делает процессы подготовки материалов исключительно важными с экономической точки зрения. Надлежащая подготовка материалов позволяет предотвратить появление текстильных пороков на деталях готового изделия, тем самым обеспечить высокое его качество; обеспечивает необходимую ритмичность и бесперебойность работы основных цехов предприятия.
В подготовительном цехе хранят материалы в количестве, обеспечивающем нормальную работу швейного предприятия. Материалы должны предохранятся от атмосферных осадков, действия солнечных лучей, сырости, низкой температуры. Стены, с которыми соприкасаются материалы, должны быть закрыты во избежание загрязнения материала; обеспечиваются предупредительные меры против грызунов и моли; все наружные двери и тамбуры помещений должны быть оборудованы тепловыми завесами.
Недостатком таких предприятий малого бизнеса, как ателье является невозможность покупать сырье большими партиями (а значит и со значительными скидками), так как закупки ограничены масштабом производства. Достоинством же можно назвать быстрый оборот материалов, оперативная реакция на новые тенденции материалов.
4.1 Характеристика работ
В подготовительном участке проектируемого предприятия выполняются следующие виды работ: разгрузка и транспортировка, приемка, хранение не промеренных материалов, контроль качества и измерение материалов, хранение промеренных материалов, расчет кусков ткани, комплектование кусков ткани.
Разгрузка и транспортировка. Материалы на швейные предприятия, работающие по индивидуальным заказам, поступают преимущественно в мягкой упаковке, закупкой сырья чаще всего занимается владелец ателье. В жесткой таре транспортируют натуральный шелк и мех, часто фурнитуру.
Разгрузка и транспортировка материалов на склад предприятия ручным способом.
Приемка материалов заключается в проверке целостности упаковки материалов и их соответствия сопроводительным документам.
Хранение не промеренных материалов необходимо вследствие несовпадения ритма их поступления на предприятие с ритмом их подготовки к раскрою. Величина необходимого запаса определяется ритмичностью поставок, количеством и удаленностью поставщиков, состоянием транспортной сети и т.п. Запасы материалов должны быть оптимальными, а бесперебойная работа предприятия обеспечена при минимальном объеме незавершенного производства. Способы хранения распакованных материалов описаны в п. 4.2.
Контроль качества материалов выполняют для оценки их сортности и для определения характера и мест расположения дефектов. Последнее имеет исключительно важное значение для экономичного использования материалов, влияет на содержание и трудоемкость раскладок лекал, которые выполняют с обходом местных дефектов.
При разбраковке ворсовых тканей и материалов с направленным рисунком, направление ворса и рисунка отмечают стрелками на обоих концах полотна.
Разбраковка материалов – весьма ответственная и трудоемкая операция. Сплошному органолептическому контролю подвергаются все основные и подкладочные материалы, что требует от работника острого внимания и высокой квалификации.
Измерение материала заключается в определении длины и ширины кусков материала с точностью до 1 см. Промер тканей обязателен для всех швейных предприятий, так как это позволяет более полно использовать куски материалов по длине и ширине. Хазовые концы входят в общую длину куска. Измерение на предприятиях работающих по заказам производится вручную, на трехметровом промерочном столе.
Хранение разбракованных материалов. Необходимость запаса материалов на предприятиях службы быта вызвана спецификой его функционирования (стахостический характер поступления заказов и единичный тип производства), что ведет к тому, что потребность в конкретных материалах не может быть достаточно точно определена. Чтобы обеспечить в этих условиях необходимую свободу выбора материалов, необходим достаточно большой запас материалов по номенклатуре и количеству.
Расчет кусков материала производится с целью исключить потери ткани, вызванные некратностью длины куска длине раскладки (в данном случае для индивидуального раскроя).
Распаковка материалов на таких предприятиях как проектируемое ателье может и не производиться, так как предприятие будет работать по заказам населения, а это значит, что материалы могут поступать в небольшом количестве, не с фабрики, а с магазинов (в случае если директор является и поставщиком материалов).
Соответственно стадиям процесса подготовки материалов в подготовительном участке выделяют следующие зоны: приема, временного хранения распакованных материалов, разбраковочно-промерочную, основного хранения разбракованных, подсортировки. Для бесперебойной работы цеха на каждой операции создают запасы материалов.
4.2 Характеристика способов хранения материалов
Большое количество материалов, необходимое для производственного процесса, требует применения рациональных способов хранения и транспортировки. При выборе способа хранения материалов необходимо учитывать: рациональное использование площади цеха, удобство транспортировки и пользования материалами. Выбранные средства транспортировки должны обеспечить: сокращение затрат труда на выполнение операций перемещения, совершенствование организации производства, сокращение потерь времени рабочих, ликвидацию тяжелого физического труда, улучшение качества изделий, безопасность условий труда. В зависимости от характера работ подготовительного цеха материалы хранят разбракованными и неразбракованными. Этим и определяется главным образом способ хранения материалов и выбор транспортных средств. Для неразбракованных материалов на проектируемом предприятии применяют штабельный способ хранения на поддонах, с высотой укладки материалов – до 1,5 м.
К недостаткам такого способа хранения относится использование большой площади производственного здания и малое заполнение кубатуры помещения.
Для хранения разбракованных материалов существует два способа – поштучный и партионный. На проектируемом предприятии используется поштучное хранение на стационарных полочных стеллажах. Поштучный способ хранения резко сокращает использование устройств, поэтому для рационального использования помещения используются многоярусные полочные стеллажи с прямоугольными ячейками. За счет этого значительно увеличивается коэффициент использования высоты помещения.
На швейных предприятиях, работающих по заказам населения, возможная степень механизации подготовительного цеха намного уступает крупным массовым предприятиям. В следствии этого в подготовительном участке целесообразно применять главным образом различного типа тележки.
В зону временного хранения материалов их доставляют ручным способом. Полочные стеллажи загружают рулонами разбракованных материалов и разгружают вручную.
Работы, связанные с обеспечением качественного хранения материалов и выполнением соответствующих технологических операций, требуют большого физического труда. Поэтому основным направлением совершенствования организации процессов в подготовительном цехе является максимальная механизация ручного труда.
4.3 Расчет численности рабочих, оборудования и площади подготовительного участка.
Исходными данными для расчета численности рабочих подготовительного участка являются суточная потребность материалов, выраженная в погонных метрах, и нормы времени, необходимые для выполнения операций.
Расчет числа рабочих выполняется по формуле
![]() , (8)
, (8)
где L – суточная потребность материалов, м;
t – норма времени на 1 п.м., или кусок, мин;
R – суточный фонд рабочего времени;
c – число смен.
Норма времени на выполнение операций подготовительного участка зависит от характера работ, производимых рабочим. Для проектируемого предприятия характерны следующие операции – контроль качества ткани, промер ширины и длины ткани, подсортировка кусков ткани, расчет кусков ткани, подбор кусков ткани.
В соответствии с указанным видом работ необходимо рассчитать число рабочих для подготовительного участка (таблица 5).
Таблица 5 – Необходимое число кладовщиков
| Наименование материалов |
Суточная потребность материалов, м |
Норма времени, на 1 п.м. или кусок, мин |
Продолжительность рабочей смены, мин |
Число смен |
Необходимое число работников, чел |
| 1 |
2 |
3 |
4 |
5 |
6 |
| Ткань плательно-блузочного ассортимента |
11,77 |
10,0 |
480 |
1 |
0,24 |
| Ткань костюмного ассортимента |
7,63 |
8,0 |
480 |
1 |
0,12 |
| Ткань пальтового ассортимента |
3,09 |
6,6 |
480 |
1 |
0,04 |
| Ткань курточная |
0,69 |
8,0 |
480 |
1 |
0,01 |
| Ткань подкладки |
16,08 |
10,0 |
480 |
1 |
0,33 |
| Клеевая ткань |
10,62 |
10,0 |
480 |
1 |
0,21 |
| Ткань хлопчатобумажная |
2,93 |
10,0 |
480 |
1 |
0,05 |
| Ватин |
0,2014 |
3,0 |
480 |
1 |
0,0013 |
| Итого |
1, 0013 |
В таблице 5 рассчитано, что для предприятия необходим 1 кладовщик, который будет выполнять приемку материала, контроль качества ткани, подсортировку кусков ткани, отпуск материала закройщикам.
Количество оборудования для хранения материалов рассчитывается для промеренных и непромеренных материалов, а так же материалов заказчиков.
Для того, чтобы рассчитать количество напольных устройств для хранения непромеренных материалов (поддонов) при хранении штабелем необходимо знать:
L – суточную потребность материала, м;
a – число дней хранения;
V – объем куска, ![]() ;
;
ℓ - длину материала в куске, м;
h – высоту укладки материалов, м;
Sy – площадь одного устройства для хранения материалов, ![]()
Расчет напольных устройств для хранения непромеренных материалов приведен в таблице 6.
Таблица 6 – Расчет площади, занятой материалами на этапе временного хранения
| Наименование материалов |
Суточная потребность материалов, м |
Число дней хранения |
Объем куска, |
Длина материалов в куске, м |
Высота укладки, м |
Площадь, занимаемая материалами, |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| Ткань плательно-блузочного ассортимента |
11,77 |
4 |
0,03 |
45 |
1,0 |
0,03 |
| Ткань костюмного ассортимента |
7,63 |
4 |
0,05 |
30 |
1,0 |
0,03 |
| Ткань пальтового ассортимента |
3,09 |
4 |
0,1 |
50 |
1,0 |
0,024 |
| Ткань курточная |
0,69 |
4 |
0,05 |
30 |
1,0 |
0,0045 |
| Ткань подкладки |
16,08 |
4 |
0,015 |
45 |
1,0 |
0,021 |
| Клеевая ткань |
10,62 |
4 |
0,015 |
40 |
1,0 |
0,015 |
| Ткань хлопчатобумажная |
2,93 |
4 |
0,026 |
80 |
1,0 |
0,0045 |
| Ватин |
0,2014 |
4 |
0,1 |
30 |
1,0 |
0,003 |
| Итого площадь, занимаемая материалами |
|
0,132 |
||||
| Количество необходимых устройств |
|
0,1 |
||||
![]() - площадь одного устройства
- площадь одного устройства
Таблица 7 – Расчет площади для хранения промеренных материалов
| Наименование материалов |
Суточная потребность материалов, м |
Число дней хранения |
Объем куска, |
Длина материалов в куске, м |
Высота укладки на каждой полке, м |
Число ярусов, К |
Коэффициент использования площади |
Коэффициент использования полки |
Площадь, занимаемая материалами, |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
| Ткань плательно-блузочного ассортимента |
11,77 |
8 |
0,03 |
45 |
0,35 |
6 |
0,5 |
0,8 |
0,075 |
| Ткань костюмного ассортимента |
7,63 |
8 |
0,05 |
30 |
0,35 |
6 |
0,5 |
0,8 |
0,121 |
| Ткань пальтового ассортимента |
3,09 |
8 |
0,1 |
50 |
0,35 |
6 |
0,5 |
0,8 |
0,059 |
| Ткань курточная |
0,69 |
8 |
0,05 |
30 |
0,35 |
6 |
0,5 |
0,8 |
0,011 |
| Ткань подкладки |
16,08 |
10 |
0,015 |
45 |
0,35 |
6 |
0,5 |
0,8 |
0,0638 |
| Клеевая ткань |
10,62 |
10 |
0,015 |
40 |
0,35 |
6 |
0,5 |
0,8 |
0,0474 |
| Ткань хлопчатобумажная |
2,93 |
10 |
0,026 |
80 |
0,35 |
6 |
0,5 |
0,8 |
0,0113 |
| Ватин |
0,2014 |
15 |
0,1 |
30 |
0,35 |
6 |
0,5 |
0,8 |
0,012 |
| Итого площадь, занимаемая материалами |
|
0,4005 |
|||||||
| Количество необходимых устройств |
|
0,33375 |
|||||||
Расчетное число устройств, необходимых для хранения непромеренных материалов весьма мало, поэтому целесообразно объединить их с промеренными материалами, при этом промеренные хранить в верхней части стеллажа, в индивидуальных ячейках, а непромеренные в нижней части стеллажа, на общей полке.
Таблица 8 – Расчет площади, занимаемой материалами заказчиков
| Наименование материалов |
Количество заказов, м |
Число дней хранения, а |
Площадь, занимаемая материалами, S1 |
Высота укладки на каждой полке, h м |
Число ярусов, К |
Коэффициент использования площади, η1 |
Площадь, занимаемая материалами, S |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
| Ткань плательно-блузочного ассортимента |
13,96 |
1 |
0,24 |
0,35 |
6 |
0,5 |
2,19 |
| Ткань костюмного ассортимента |
2,604 |
1 |
0,24 |
0,35 |
6 |
0,5 |
0,6 |
| Ткань пальтового ассортимента |
2,54 |
1 |
0,24 |
0,35 |
6 |
0,5 |
0,58 |
| Ткань курточная |
0,219 |
1 |
0,24 |
0,35 |
6 |
0,5 |
0,05 |
| Ткань подкладки |
8,03 |
1 |
0,24 |
0,35 |
6 |
0,5 |
1,02 |
| Клеевая ткань |
5,9 |
1 |
0,24 |
0,35 |
6 |
0,5 |
1,35 |
| Ткань хлопчатобумажная |
3,7 |
1 |
0,24 |
0,35 |
6 |
0,5 |
0,85 |
| Ватин |
0,96 |
1 |
0,24 |
0,35 |
6 |
0,5 |
0,22 |
| Количество необходимых устройств |
5,86 |
||||||
Итого требуется шесть полочных стеллажей для временного хранения тканей заказчиков. Далее следует рассчитать количество кладовщиков, работающих в подготовительном участке.
Подготовительный участок на предприятии должен быть снабжен таким оборудованием, как полочные стеллажи для хранения материалов заказчиков и предприятия, промерочным столом для разбраковки и промера материалов и рабочим местом кладовщика. Количество необходимых устройств, его размеры и занимаемая площадь указаны в сводной таблице 9.
Таблица 9 – Сводная таблица площади и оборудования для подготовительного участка
| Наименование оборудования |
Размеры, м |
Количество, шт |
Площадь, занимаемая оборудованием, м² |
| 1 |
2 |
3 |
4 |
| Стеллаж для непромеренных и промеренных материалов предприятия Стеллаж для материалов заказчиков Промерочный стол Канцелярский стол Стул |
0,8×0,8 0,8×0,8 3,0×1,5 1,2×0,65 0,44×0,43 |
1 6 1 1 1 |
0,64 3,84 4,5 0,78 0,2 |
| Итого площадь оборудования |
9,96 |
Итого общая расчетная площадь подготовительного участка проектируемого швейного предприятия, с учетом коэффициента использования η=0,3 должна быть равна 49,8 м²
5. Расчет раскройного производства
Важнейшим участком в подготовке производства является раскройный участок, основной технологической задачей которого является ритмичное обеспечение швейного производства качественным кроем.
Исходными данными для расчета операций раскройного участка будут являться – суточный выпуск изделий, суточная потребность материалов и количество пачек к раскрою в день. Это связано с более разнообразными операциями раскройного участка – одни из них связаны с пачками кроя (вырезание деталей кроя); другие – с выпуском изделий (нумерация деталей кроя).
Основными операциями раскройного цеха являются – настилание полотна, разработка конструкции изделия, выполнение раскладки и обмеловки, вырезание деталей, комплектование кроя, упаковка, хранение и транспортировка.
Настилание материалов – укладывание полотен определенной заранее установленной длины для последующего раскроя. Так как для проектируемого предприятия не применим раскрой сериями, речь идет именно об одиночном раскрое. При настилании полотна на раскройный стол, материал должен располагаться свободно, без натяжения, но и без слабины и морщин, иначе детали кроя могут быть деформированы. Ткань может раскраиваться всгиб или вразворот. Но нужно учитывать, что раскрой деталей всгиб менее экономична, укладываемость деталей несколько хуже, чем при раскрое вразворот. В проектируемом ателье настилание полотна производится вручную на настилочном столе. Такой способ требует больших физических затрат (в сравнении с автоматическими и полуавтоматическими), но применение современного оборудования требует большей производственной мощности, а как следствие и большего числа полотен в настиле, длины настила.
Площадь каждого раскройного участка складывается из площади, занятой оборудованием Sоб, материалами Sхр.м и кроем Sхр.к. В свою очередь, чтобы рассчитать необходимое оборудование следует провести расчет работников раскройного цеха – закройщики и подрезчики. Число закройщиков и подрезчиков устанавливается по формуле:
![]() , (13)
, (13)
где М – число заказов в сутки, раскраиваемые одиночными полотнами,
t – затрата времени на единицу изделия, ч,
R – продолжительность рабочей смены, ч,
с – количество смен (1).
Расчет числа закройщиков произведен в таблице 11, а подрезчиков – в таблице 12.
Таблица 11. – Расчет числа закройщиков
| Наименование изделий |
Число заказов в сутки, раскраиваемых одиночными полотнами, шт |
Затрата времени на единицу изделия, ч |
Общая затрата времени, ч |
Число закройщиков |
||
| Общее |
В салоне (56%) |
В раскройном участке (44%) |
||||
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| Блузка Платье Юбка Брюки женские Жакет Пальто Пиджак Брюки мужские Куртка мужская Итого |
5,003 4,31 1,73 1,73 0,86 1,38 0,86 0,86 0,5 |
2,10 3,25 1,24 0,82 3,03 4,09 3,19 1,18 3,11 |
10,51 14,01 2,14 1,42 2,61 5,64 2,74 1,015 1,555 |
1,314 1,75 0,27 0,48 0,53 0,71 0,34 0,13 0,19 5,714 |
0,74 0,98 0,15 0,101 0,18 0,4 0,19 0,07 0,11 3,2 |
0,574 0,77 0,12 0,079 0,15 0,31 0,15 0,06 0,08 2,514 |
Таблица 12 – Расчет числа подрезчиков
| Наименование изделий |
Число заказов в сутки, раскраиваемых одиночными полотнами, шт |
Затрата времени на единицу изделия, ч |
Общая затрата времени, ч |
Число подрезчиков |
| 1 |
2 |
3 |
4 |
5 |
| Блузка Платье Юбка Брюки женские Жакет Пальто Пиджак Брюки мужские Куртка мужская Итого |
5,003 4,31 1,73 1,73 0,86 1,38 0,86 0,86 0,5 |
- 0,06 - 0,12 0,26 0,29 0,29 0,12 0,29 |
- 0,3 - 0,21 0,22 0,4 0,25 0,1 0,15 |
- 0,038 - 0,026 0,03 0,05 0,03 0,01 0,02 0,2 |
Подводя итог таблиц 11 и 12, следует отметить итоговое расчетное число закройщиков – 5,714 и подрезчиков – 0,2. При таком малом расчетном числе подрезчиков, нецелесообразно закладывать рабочее место подрезчика в проект предприятия. Обязанности подрезчика можно делегировать закройщикам, при определенной добавке к окладу. Таким образом, функции закройщика на предприятии будут состоять в следующем:
- измерение фигуры заказчика;
- оформление паспорта заказа;
- построение конструкции изделия и раскладка лекал на материале;
- раскрой материалов (в том числе раскрой подкладки, бортовой прокладки и прикладных деталей);
- проведение необходимого числа примерок;
- уточнение изделия после примерки в соответствии с индивидуальной фигурой заказчика;
- консультации бригадира швейного цеха по вопросу отшива изделий;
- выдача готового изделия заказчику.
Форма организации труда закройщиков индивидуальная – в приемном салоне и в раскройном участке каждый закройщик работает индивидуально, без объединения в бригады, по графику.
Для обеспечения работы раскройного участка необходимо специализированное оборудование, которое указано в сводной таблице оборудования.
Таблица 13 – Сводная таблица оборудования для раскройного участка
| Наименование оборудования |
Размеры, м |
Количество, шт |
Площадь оборудования |
| 1 |
2 |
3 |
4 |
| Стол для раскроя материалов одиночными полотнами Кронштейн для лекал Манекен |
3,2×1,6 2,0×1,6 0,5×0,3 |
6 2 2 |
30,72 6,4 0,3 |
| Общая площадь оборудования |
37,42 |
Итого общая расчетная площадь раскройного участка, с учетом коэффициента использования, равна 114,1м².
С целью повышения загрузки оборудования раскройного цеха необходимо стремиться к увеличению высоты настилов до технически допустимой высоты. На проектируемом предприятии с этой целью следует допускать раскрой деталей приклада и подкладки на группу размеров и ростов, кроме того применять авансовый метод раскроя деталей прокладок и подкладки.
6 Расчет приемного салона
Обслуживание населения – совокупность условий и организационных процессов, обеспечивающих получение услуги и характеризуемых организацией и культурой обслуживания населения. Организация обслуживания рассматривается как совокупность мер, принятых предприятием с целью доведения бытовых услуг до потребителя. Основными задачами организации обслуживания являются обеспечение заказчикам максимальных удобств, сокращение затрат времени на получение услуги.
Обслуживание населения на предприятиях производства одежды по индивидуальным заказам осуществляется через приемный салон, то есть непосредственно в производственных подразделениях предприятия, либо в обособленных от производства специализированных и комплексных приемных пунктах. Наличие приемного салона связано с одной из основных особенностей предприятий, работающих по индивидуальным заказам – тесной взаимосвязи процесса производства и процесса обслуживания.
Технологический процесс изготовления одежды начинается в приемном салоне ателье. Здесь выполняются следующие работы:
o прием заказа и проектирование изделия, в процессе которого художник-модельер консультирует заказчика по выбору материалов, покроя, фасона изделия, предлагая различные варианты, и делает зарисовку и описание выбранного варианта модели изделия в паспорте к заказу, а закройщик снимает мерки с заказчика, записывая их в паспорте;
o оформление квитанции и денежные расчеты с заказчиком;
o проведение примерки изделия на заказчике;
o сдача готового изделия заказчику с предварительной его примеркой на заказчике.
Соответственно выполняемым функциям в приемном салоне предусматриваются оны: ожидания и информации заказчиков; консультации заказчиков художниками-консультантами; приема и оформления заказов; проведение примерок и выдачи готовых заказов; выполнение кассовых операций. Для улучшения уровня обслуживания заказчиков в салонах может быть организован отдел по продаже тканей.
Зоны ожидания для посетителей оборудуются креслами, стульями, банкетками, журнальными столикими. Рабочие места приемщиков, диспетчера-информатора оснащаются техническими средствами связи со складами, диспетчерской службой, раскройным цехом и другими производственными участками. Зоны проведения примерок и выдачи заказов оборудуются примерочными кабинами.
Количество примерочных кабин определяют по формуле
![]() , (14)
, (14)
где М – число принятых заказов в день, шт;
![]() - число посещений кабины заказчиком;
- число посещений кабины заказчиком;
![]() - коэффициент неравномерности посещения кабины заказчиками;
- коэффициент неравномерности посещения кабины заказчиками;
t – время пользования кабиной, ч;
Т – продолжительность работы салона, ч.
Для расчета площади зоны ожидания, в частности количество кресел и табуретов, определяют число посетителей, одновременно находящихся в салоне.
![]() , (15)
, (15)
где М – число принятых заказов в день, шт;
![]() - число посещений в смену, приходящихся на один заказ;
- число посещений в смену, приходящихся на один заказ;
![]() - коэффициент неравномерности посещений;
- коэффициент неравномерности посещений;
t – среднее время выполнения одной операции в салоне, ч;
![]() - число посетителей, обращающихся за справками;
- число посетителей, обращающихся за справками;
Т – продолжительность работы салона, ч.
Для определения площади салона суммарную площадь оборудования ![]() , включая примерочные кабины, делят на коэффициент использования площади
, включая примерочные кабины, делят на коэффициент использования площади ![]() , равный 0,2-0,3:
, равный 0,2-0,3:
![]() (16)
(16)
Зона информации заказчиков. Здесь посетители получают информацию о готовности заказов, выполняемых услугах, сроках выполнения заказов, графики работы закройщиков, прейскуранты и др. Информационный материал должен наиболее полно освещать новое направление в моде. Так же следует уделить внимание на отделку, изделия подарочного ассортимента и сопутствующим изделиям.
Приемный салон должен иметь художественно-оформленный интерьер, журналы мод, альбомы, фотокаталоги моделей одежды, отражающие модный ассортимент изделий, изготавливаемых на данном предприятии; экспозицию фотографий, зарисовок изделий основных силуэтных форм, покроев, головных уборов в комплекте с одеждой, выставку образцов изделий и отделок на манекенах.
В зоне консультации с заказчиком работает художник-модельер. Проектирование одежды по индивидуальным заказам является начальным этапом производственного процесса изготовления одежды и в значительной степени определяет качество готовых изделий. Выбор вида изделия, фасона, материалов, отделок и дополнений к изделию осуществляется с помощью художника-модельера. Именно художник-модельер должен следить за внедрением новых тенденций в мире моды в производство, обеспечивать полной информацией заказчиков о новой моде, внедрять базовые конструкции модных силуэтных форм. Эффективность труда закройщика также повышается работой в раскройном цехе, это обеспечивает более тесный творческий контакт с закройщиками.
В зоне приема и оформления заказа закройщик определяет расход материала на изделие, заполняет паспорт к заказу, где отмечаются результаты измерения фигуры заказчика, особенности телосложения.
В зоне ожидания для посетителей имеются удобные кресла, журнальные столики, телевизор, заказчику могут быть предложены чай, кофе, кондитерские изделия, газеты и журналы.
Зона проведения примерок, ожидания и сдачи готовых изделий оборудуется примерочными кабинами, креслами для заказчиков. В зоне сдачи готовых изделий заказчик согласно предъявленной квитанции получает готовое изделие и окончательно рассчитывается за готовое изделие.
В приемном салоне о высоком уровне обслуживания так же может сказать фирменная упаковка изделия, различные подарочные сувениры с логотипом предприятия.
Как уже указано выше, в приемном салоне кроме закройщика должны быть организованы еще две должности – приемщик и художник-консультант. Для расчета числа рабочих приемного салона необходимы сведения о числе заказов в сутки, затраты времени на обслуживание одного заказчика, норма обслуживания заказчиков, коэффициент, учитывающий время на работу с закройщиком и подготовку эскизов. Данные о расчете персонала приемного салона занесены в таблицы 14 и 15.
Таблица 14 – Расчет числа приемщиков в приемном салоне
| Наименование изделия |
Число заказов в сутки, шт, М |
Затрата времени на одного заказчика, час, t |
Продолжительность смены, час, R |
Число приемщиков |
| 1 |
2 |
3 |
4 |
5 |
| Блузка Платье Юбка Брюки женские Жакет Пальто Пиджак Брюки мужские Куртка мужская |
6,843 4,83 1,79 2,36 1,09 1,73 1,79 1,46 0,64 |
0,6 0,6 0,6 0,75 0,75 0,75 0,75 0,75 0,75 |
8 8 8 8 8 8 8 8 8 |
0,51 0,36 0,13 0,22 0,1 0,16 0,13 0,14 0,06 |
| Итого приемщиков |
|
1,82 |
||
Таблица 15 – Расчет числа художников-консультантов
| Наименование изделия |
Число заказов в сутки, шт, М |
Норма обслуживания заказчиков, Нобс |
Коэффициент, учитывающий время на работу с закройщиком и подготовку эскизов |
Число художников-консультантов |
| 1 |
2 |
3 |
4 |
5 |
| Блузка Платье Юбка Брюки женские Жакет Пальто Пиджак Брюки мужские Куртка мужская |
6,843 4,83 1,79 2,36 1,09 1,73 1,79 1,46 0,64 |
32 32 32 32 32 32 32 32 32 |
0,5 0,5 0,7 0,7 0,7 0,7 0,7 0,7 0,7 |
0,43 0,3 0,08 0,11 0,05 0,08 0,08 0,07 0,07 |
| Итого художников-консультантов |
|
1,27 |
||
Таким образом, в приемном салоне будут работать два приемщика, один художник-модельер и три закройщика по графику. Все предприятие работает в одну смену.
Для обеспечения надлежащего обслуживания заказчиков в месяцы, дни и часы «пик» среднее количество приемщиков и художников-консультантов следует увеличивать, а в период спада – уменьшать. Такое маневрирование возможно за счет соответствующего построения графика работы приемщиков с суммированным учетом рабочего времени в течение месяца путем привлечения рабочих с неполным рабочим днем или посредством переключения на работу в салоне отдельных должностных лиц цехового персонала.
Для снятия размерных признаков, проведения примерок в приемном салоне необходимо установить примерочные кабины (таблица 16).
Таблица 16 – Расчет числа примерочных кабин
| Наименование изделия |
Число заказов в сутки, М, шт |
Число посещений кабины заказчиком, nпос |
Время пользования кабиной, t, час |
Коэффициент неравномерности посещения кабин заказчиками |
Число кабин |
| 1 |
2 |
3 |
4 |
5 |
6 |
| Блузка Платье Юбка Брюки женские Жакет Пальто Пиджак Брюки мужские Куртка мужская |
6,843 4,83 1,79 2,36 1,09 1,73 1,79 1,46 0,64 |
3 3 3 3 3 3 3 2 3 |
0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 |
1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 |
0,96 0,68 0,25 0,33 0,15 0,24 0,25 0,14 0,09 |
| Итого число кабин |
|
3,09 |
|||
Из расчетов следует, что для нормальной работы приемного салона, его необходимо обеспечить тремя примерочными кабинами. Это так же объясняется тем, что в приемном салоне работает три закройщика.
Как уже было указано выше, в приемном салоне так же должна быть оборудована зона ожидания для заказчиков. Исходными данными для расчета количества оборудования в зоне ожидания является число посетителей, одновременно находящихся в салоне (таблица 17).
Таблица 17 – расчет числа посетителей, одновременно находящихся в салоне
| Наименование изделия |
Число заказов в сутки, М, шт |
Число посещений в смену на один заказ |
Среднее время выполнения одной операции, час |
Число посетителей, обращающихся за справками |
Число посетителей, одновременно находящихся в салоне |
| 1 |
2 |
3 |
4 |
5 |
6 |
| Блузка Платье Юбка Брюки женские Жакет Пальто Пиджак Брюки мужские Куртка мужская |
6,843 4,83 1,79 2,36 1,09 1,73 1,79 1,46 0,64 |
3 3 3 3 3 3 3 3 3 |
0,2 0,2 0,18 0,17 0,2 0,2 0,2 0,17 0,2 |
0,68 0,48 0,18 0,24 0,11 0,17 0,18 0,15 0,06 |
1,45 1,02 0,35 0,46 0,23 0,36 0,35 0,29 0,13 |
| Общее число посетителей в салоне |
|
4,64 |
|||
Итого, по данным таблицы 17, зона ожидания должна быть оборудована для расположения пяти заказчиков.
Перечень и количество оборудования, необходимого для обустройства приемного салона, а так же расчетная площадь приемного салона, указаны в следующей таблице.
Таблица 18 – Сводная таблица оборудования и площади приемного салона
| Наименование оборудования |
Размеры, м |
Количество, шт |
Площадь, м² |
| 1 |
2 |
3 |
4 |
| Стол приемщика Стол художника-модельера Стол для размещения аппаратов связи Стенд для образцов материалов Стол-прилавок для выдачи заказов Кронштейн для готовых изделий Примерочная кабина Стол журнальный Кресло Стул Манекен для демонстрации одежды |
1,5×0,8 1,2×0,65 0,7×0,45 0,2×0,5 1,5×0,8 1,3×0,5 1,7×2,0 1,08×0,58 0,45×0,4 0,35×0,35 0,52×0,36 |
2 1 1 4 2 1 3 1 3 5 4 |
2,4 0,78 0,32 0,4 2,4 0,65 10,2 0,63 0,54 0,61 0,75 |
| Площадь оборудования |
19,31 |
||
| Расчетная площадь приемного салона, с учетом коэффициента использования η=0,2 |
96,55 |
Подводя итог расчета приемного салона, следует обобщить всю информацию: приемный салон делится на несколько рабочих зон, таких как зона информации заказчиков, зона консультаций, приема и оформления заказов, проведения кассовых операций, зона ожидания, зона проведения примерок и сдачи готовой продукции. В приемном салоне работают два приемщика, один художник-модельер, три закройщика.
Художник проводит консультации с заказчиками, помогая определиться с выбором вида изделия, фасона, материалов, отделок и дополнений к изделию. Художник также внедряет новую модели в производство, подготавливает информационный материал о новой моде, видах услуг, для паспорта заказа оформляет эскиз изделия. В свободное от консультаций время производит контроль над закройщиками в раскройном цехе с целью улучшения качества готовых изделий.
Приемщик заполняет наряд-заказ и квитанцию по паспорту заказа, производит выдачу готовых изделий и расчет с заказчиком.
Закройщик в приемном салоне занимается измерением фигуры заказчика, оформляет паспорт заказа, определяет расход материала на изделие, проводит необходимое количество примерок изделия для уточнения в соответствии с фигурой заказчика. Всего на предприятии шесть закройщиков, работающих с индивидуальной формой организации труда. Распределение закройщиков на приемный салон и раскройный участок производится по графику. В соответствии с таким распределением труда закройщиков установлено, что для проведения примерок и снятия размерных признаков требуется три примерочные кабины.
Повышение уровня обслуживания в приемном салоне возможно за счет сокращения времени пребывания заказчиков в салоне, путем четкой организации справочной системы, расчета и назначения часа прихода заказчика, предоставления наглядной информации о видах выполняемых услуг, ценах, расходе материалов и др.
7 Расчет складских помещений
Складские помещения предназначены для хранения готовых и подготовленных к примерке изделий.
Способ хранения изделий на предприятиях, работающих по заказам населения, продиктован характерными особенностями этих предприятий – индивидуальный характер каждого заказа, наличие примерки во время процесса изготовления и при выдаче готового изделия заказчику. Поэтому изделие в приемный салон со склада выдают при приходе заказчика, а значит целесообразно хранить изделия поштучно. Этому требованию хранения отвечают как стационарные кронштейны, так и автоматические конвейерные установки, но для проектируемого предприятия все же целесообразно использовать стационарные кронштейны – мощность предприятия не позволит использовать конвейерные установки в полную меру. Так же нецелесообразно использовать полочные стеллажи, что так же связано со спецификой предприятия – даже готовое изделие перед сдачей заказчику необходимо хранить в расправленном виде.
Исходным данным для расчета числа кронштейнов является число готовых и подготовленных к примерке изделий в сутки:
![]() ,
,
где ![]() - общее число изделий в сутки, хранящихся на складе, шт;
- общее число изделий в сутки, хранящихся на складе, шт;
![]() - число готовых изделий в сутки, шт;
- число готовых изделий в сутки, шт;
![]() - число изделий, подготовленных к первой примерке, в сутки, шт;
- число изделий, подготовленных к первой примерке, в сутки, шт;
![]() - число изделий, подготовленных ко второй примерке, в сутки, шт (обычно составляет 10-40% от общего суточного выпуска).
- число изделий, подготовленных ко второй примерке, в сутки, шт (обычно составляет 10-40% от общего суточного выпуска).
Для проектируемого предприятия общее число изделий в сутки, хранящихся на складе будет равно:
![]() шт.
шт.
Число установок для хранения (в данном случае кронштейнов) можно рассчитать по формуле:
![]() ;
;
где ![]() - число кронштейнов, шт;
- число кронштейнов, шт;
![]() - число дней хранения;
- число дней хранения;
![]() - число изделий, помещающихся на одном кронштейне, шт.
- число изделий, помещающихся на одном кронштейне, шт.
![]()
Таким образом, требуется 8 кронштейнов, длиной 2м. Чтобы сократить используемую площадь, можно использовать двухъярусные кронштейны, тем самым увеличить заполнение кубатуры помещения. Следовательно, потребуется четыре двухъярусных кронштейна.
Исходя из предыдущих сведений, можно рассчитать площадь склада для хранения изделий:
![]() м²
м²
Расчетная площадь склада для хранения материалов равна 16,12 м². На этой площади будут размещены 4 2-х ярусных кронштейна и рабочее место кладовщика.
Забегая вперед, стоит отметить, что склад готовой продукции будет расположен в оном помещении с подготовительным участком. Это оказалось целесообразным вследствие малой площади обоих участков, небольшого количества оборудования. На участке склада теперь работает два человека – первый занимается материалами, а второй готовой продукцией.
Расчет складских помещений – заключительный этап в предварительном расчете производственных участков. Для удобства и доступности подачи грузов, создания кратчайшего транспортного пути между участками, отсутствием возвратных движений грузов и пересечений грузопотоков, следует провести характеристику взаимосвязи производственных участков предприятия.
8 Характеристика взаимосвязи производственных участков предприятия
Производственный состав предприятия – это перечень структурных единиц предприятия, который зависит от назначения и функций, выполняемых предприятием, видов предоставляемых услуг и объема их реализации.
Рациональное расположение участков обеспечивается созданием кратчайшего транспортного пути грузов между цехами и участками, отсутствием возвратных движений грузов и пересечений грузопотоков, минимальными путями перемещения груза между технологическими процессами.
К расположению цехов и участков предъявляется ряд требований:
· соответствие характеру взаимосвязи производственных цехов и участков предприятия;
· удобство и доступность подачи грузов;
· наличие у всех производственных цехов и участков самостоятельных выходов к бытовым помещениям, они должны быть непроходными для людского и грузового потоков других цехов;
· обеспечение техники безопасности.
На проектируемом предприятии ткань из подготовительного цеха поступает в раскройный цех, из раскройного цеха в швейный цех поступает крой. Из швейного цеха изделие подается на примерку, а после примерки на уточнение кроя в раскройный цех (если требуется) и опять в швейный. Затем готовое изделие поступает на склад, где хранится до прихода заказчика, а при его приходе выдается в приемном салоне. Один из вариантов представления схемы потока представлен в приложении к работе. Такой вариант будет обеспечивать наилучшую взаимосвязь производственных цехов предприятия.
9. Планировка производственных участков предприятия
Исходными данными для выполнения планировки являются площади и перечень оборудования каждого рассчитанного ранее производственного участка.
При проектировании швейного предприятия «Модесса» учтены требования, предъявляемые к выполнению рациональных цехов и участков, а именно: наиболее целесообразной считается ширина здания 18 м. При этом сетка колонн принимается равной 6x6 м. В здании предусмотрен главный проход шириной 2м, который делит помещение поперек на ширину 5,8м и 10,2 м. Оконные пролеты приняты шириной 3 метра.
Со стороны фасада располагается швейный цех и приемный салон. Такое расположение приемного салона обеспечивает удобство заказчиков и изоляцию приемного салона от производственных помещений. Расположение швейного цеха определила мощность технологических процессов – данные бригады целесообразно располагать только в широкой части здания.
Со стороны торца расположен раскройный участок и склад материалов и готовой продукции. Такое расположение склада материалов обусловлено требованием, связанным с поступлением грузов на предприятие (в данном случае требование удовлетворено – материалы поставляются с торца предприятия через оконный проем). Готовая продукция располагается близко к приемному салону.
При расстановке оборудования на каждом участке учитывалось удобство пользования оборудованием и особенности работы каждого производственного цеха. Рабочие места и оборудование размещены с учетом расстановки машинных мест и соблюдением шага рабочих мест. Резюме проектировки может стать сводная таблица 20.
Таблица 20 – Сводная таблица числа рабочих и площади предприятия
| Наименование участка |
Число рабочих, чел |
Расчетная площадь, м² |
Фактическая площадь, м² |
| 1 |
2 |
3 |
4 |
| Швейный участок Раскройный участок Приемный салон Склад материалов и продукции |
26 6 3 2 |
182,0 114,1 96,55 66,0 |
133,62 95,7 78,78 41,76 |
| Итого |
37 |
458,65 |
349,86 |
В результате подсчета общих площадей – расчетной и фактической, заметно сокращение фактической площади, порядка на 100 м². Это можно объяснить довольно свободным коэффициентом использования оборудования, η=0,2-0,5.
Заключение
В ходе работы необходимо было спроектировать предприятие, работающее по заказам населения, для чего были определены исходные данные для проектирования, рассчитана площадь и выбрано оборудование для каждого производственного участка, и, как итог, выполнена планировка производства. Каждый пункт работы имел свои особенные требования и результаты, которые в заключении следует упомянуть.
Для постановки цели проектирования была произведена краткая характеристика будущего предприятия, где в общих чертах описаны характерные особенности предприятия, режим работы, его производственная структура. Все эти данные позволили приступить к определению исходных данных для расчета производственных участков.
На этапе определения исходных данных было выполнено распределение суточного выпуска изделий по видам услуг и ассортименту, распределение суточного выпуска изделий по видам услуг и раскроя, также расчет суточной потребности материалов. Только после этих расчетов можно было приступить к расчету основных производственных участков – швейного, раскройного, подготовительного, приемного и склада для хранения. Для каждого из участков установлено количество рабочих, расчетная площадь, выбрано специализированное оборудование. Это все требовалось для успешного составления плана планировки.
Также для составления планировки требовалась характеристика грузопотоков для рационального расположения участков, создания кратчайшего транспортного пути грузов между участками, отсутствия возвратных движений грузов и пересечений грузопотоков, минимальных путей перемещения груза между технологическими процессами.
Планировка предприятия произведена в соответствии с установленными требованиями и рассчитанными данными.
Для создания конкурентоспособного предприятия необходима большая и тщательная работа при его расчете и проектировании. Данная работа показала, что при строительстве нового предприятия, для успеха дальнейшей работы необходимо обеспечить ряд многочисленных требований, начиная от месторасположения предприятия на карте города, до месторасположения швейной машины в цехе. Все эти знания помогут стать хорошим специалистом, профессионалом своего дела, иметь предприятие, которое будет успешно обеспечивать население качественной одеждой по средним ценам.
Список использованных источников
1. Лаушкина Н.А. Руководство к выполнению курсового проекта по курсу «Проектирование швейных предприятий» - Владивосток; ВГУЭС, 2004. - 48с.
2. Гипробытпром. Нормы технологического проектирования и технико-экономические показатели предприятий бытового обслуживания населения. Ч. III. Предприятия пошива и ремонта швейных изделий. – М.: ЦБНТИ, 1985. – 354 с.
З. Коновалова Н.А. Методическое пособие к лабораторным работам для студентов специальности 280800 «Технология швейных изделий» по дисциплине «Основы подготовительно-раскройного производства»/ Н.А. Коновалова, Н.А. Лаушкина - Владивосток: ВГУЭС, 1997. – 31с.
4. Кулу-Заде В.А. Прогрессивная технология раскроя одежды по индивидуальным заказам населения: учеб. пособие. – М.: ИПК Минбыта РСФСР, 1983. – 35 с.
5. Кулу-Заде В.А. Подготовка производства одежды по индивидуальным заказам населения: учеб. пособие. – М.: ИПК Минбыта РСФСР, 1984. – 29 с.
6. Назарова А.И. Проектирование швейных предприятий бытового обслуживания/ А.И. Назарова, И.А. Куликова - М.: Легпромбытиздат, 1991. – 285 с.
7. Основные положения по организации нормирования, учета и рационального использования материалов на предприятиях, изготавливающих швейные изделия по индивидуальным заказам. – М.: МБОН РСФСР, 1984. – 165 с.
8. Зак И.С. Справочник по швейному оборудованию/ И.С. Зак, И.К. Горохов и др. – М.: Легкая индустрия, 1981. – 272 с.
9. Отраслевые нормы расхода основных и вспомогательных материалов на бытовые и швейные изделия и спецодежду для планирования. – М.:1974. – 159с.
10. Голубкова В.Т. Подготовительно-раскройное производство швейных предприятий/ Под ред. В.Т. Голубковой, Р.Н. Филимоненковой. – Минск: Высш.шк, 2002. – 206 с.
11. Голынкер И.И. Справочник по подготовке и раскрою материалов при производстве одежды / И.И. Голынкер, К.Г. Чащина, И.В. Сафронова и др. – М.: Легкая индустрия, 1980. – 271 с.
12. Типовые нормы времени на работы, выполняемые закройщиком при изготовлении одежды по индивидуальным заказам. – М.: НИИтруда, 1982. – 55 с.
13. Матузова Е.М. Швейное производство предприятий бытового обслуживания. Справочник/ Е.М. Матузова и др. – М.: Легпромбыт издат, 1988. – 416 с.
14. ЦОТШЛ. Технологическая часть проекта головного предприятия производственного объедиения по изготовлению и ремонту одежды. – М.: ЦБНТИ, 1986. – 121 с.
15. Домохшров Ю.А. Внутрипроцессный транспорт швейных предприятий/ Ю.А. Домохшров, В.П. Полухин. – М.: Легпромбытиздат, 1987. – 215 с.
16. Куснер Б.А. Комплексная механизация подготовительных, раскройных цехов и складов готовой продукции швейных предприятий. – М.: ЦНИИТЭИЛегпром, 1974. - 195с.
17. Савостицкий А.В. Технология швейных изделий/ А.В. Савостицкий, Е.Х. Меликов. – 2-е изд., перераб. и доп. – М.: Легкая и пищевая промышленность, 1982. - 440 с.
18. Реут Т.Н. Экономика и организация производства одежды по индивидуальным заказам/ Т.Н. Реут, Р.Б. Конторер. – М.: Легкая и пищевая промышленность, 1983. – 240 с.
19. Шатаев И.М. Основы организации бытового обслуживания населения. – М.: Легкая индустрия, 1980. – 221 с.
Похожие рефераты:
Исследование, анализ ассортимента и качества мебельных тканей
Особенности оценки качества швейных изделий
Особенности рекламирования косметических средств и салонов красоты
Техническое проектирование технологического процесса экспериментального производства
Анализ розничной торговли точки индивидуального предпринимателя
Разработка учебно-методического обеспечения по дисциплине "История костюма и моды"
Организация изготовления одежды по индивидуальным заказам
Проектирование внеаудиторной творческой деятельности учащихся
Проектирование производственной инфраструктуры МУПБО "Бодрость"
Анализ и оценка факторов, влияющих на эффективность работы персонала салона прически "Марина"