| Скачать .docx |
Курсовая работа: Инновационные технологии, применяемые для ремонта и восстановления оборудования на предприятии (на примере ОАО "Татнефть")
Содержание:
Введение
1. Инновационные технологии, применяемые для ремонта и восстановления оборудования на предприятии (на примере ОАО «Татнефть»)
1.1 Организационно-экономическая характеристика ОАО «Татнефть»
1.2 Реновационные технологии предприятия
1.3 Технологии ремонта технологического оборудования
2. Обоснование экономической целесообразности программы использования вторичных ресурсов
2.1 Реставрация штанг, штанговых насосов, насосно-компрессорных труб и их вторичное использование
2.2 Многократное и повторное использование водных ресурсов
2.3 Утилизация и вторичное использование промышленных отходов
3. Оценка влияния внедрения мероприятий по использованию вторичных ресурсов на финансовые результаты предприятия
4. Расчетная часть
Заключение
Список использованной литературы
Приложения
Введение
Создание условий для расширения сырьевой базы отечественной экономики, повышения устойчивости материального обеспечения товаропроизводителей, сокращения потерь сырьевых, материальных и топливно-энергетических ресурсов, снижения уровня загрязнения окружающей среды является важнейшими принципами государственной промышленной политики.
В этой связи использование отходов производства и потребления необходимо рассматривать в качестве одного из основных способов воспроизводства материальных ресурсов, а широкое внедрение рыночных механизмов хозяйствования в сферу обращения с отходами – стратегическим резервом повышения эффективности этой работы. В этом и состоит актуальность темы данной работы.
По экспертным оценкам объемы накопления отходов в промышленности составляют около 80 млрд. тонн, объемы образования отходов - 2,7 млрд. тонн в год (при годовом объеме потребления сырьевых ресурсов промышленностью менее 1 млрд. тонн).
Средний уровень использования отходов в качестве вторичных ресурсов составляет около одной трети. В хозяйственный оборот вовлекаются только высоколиквидные и рентабельные отходы, главным образом лом и отходы черных и цветных металлов, высокосортные марки макулатуры, чистые текстильные, полимерные и древесные отходы, стеклобой, часть минеральных отходов производства электроэнергетики, металлургии, химии и промышленности строительных материалов. Плохо используются золы и шлаки, отходы добычи и обогащения полезных ископаемых. Слабо вовлекаются в хозяйственное использование отходы потребления.
Основными факторами низкого в среднем уровня использования отходов в качестве вторичных материальных ресурсов являются:
- недостаточность и несовершенство законодательной и нормативной правовой базы в сфере обращения с отходами производства и потребления;
- отсутствие достаточных экономических стимулов для сбора и переработки значительной массы отходов;
- несовершенство инструментов регулирования в этой области;
- недостатки сформировавшейся в России практики сбора и удаления твердых бытовых отходов, не предусматривающей селективный сбор содержащихся в них полезных компонентов, пригодных для повторного использования;
- недостаточное участие малого и среднего бизнеса в сфере деятельности по сбору и переработке вторичных ресурсов;
- несовершенство инфраструктуры сбора и переработки вышедшей из употребления промышленной продукции конечного использования;
- недостаточное информационное обеспечение предпринимательского сообщества о возможностях, перспективах и экономической привлекательности работы в сфере использования вторичных ресурсов.
Целью данной работы является исследование программы по вторичному использованию ресурсов на финансовые результаты деятельности предприятия.
В соответствии с целью в работе поставлены и решены следующие задачи:
- охарактеризованы инновационные технологии, применяемые для ремонта и восстановления оборудования на предприятии (на примере ОАО «Татнефть»);
- проведено обоснование экономической целесообразности программы использования вторичных ресурсов;
- дана оценка влияния внедрения мероприятий по использованию вторичных ресурсов на финансовые результаты предприятия.
1. Инновационные технологии, применяемые для ремонта и восстановления оборудования на предприятии (на примере ОАО «Татнефть»)
1.1 Организационно-экономическая характеристика ОАО «Татнефть»
Открытое акционерное общество «Татнефть» — одна из крупнейших отечественных нефтяных компаний, осуществляющая свою деятельность в статусе вертикально-интегрированной Группы. В состав Группы входят нефтегазодобывающие, нефтегазоперерабатывающие и нефтехимические производства, предприятия по реализации нефти, газа, нефтегазопродуктов и нефтехимии, а также блок сервисных структур.
По объему подтвержденных запасов «Татнефть» занимает 21-ое место в мире.
Основная территория деятельности Компании — Российская Федерация. Добыча нефти осуществляется преимущественно на территории Республики Татарстан, где Компания владеет большей частью лицензий на разведку и добычу нефти. В рамках программы расширения ресурсной базы на территории Республики Компания осваивает месторождения высоковязкой нефти. В этом направлении ведутся опытно-промышленные работы с использованием передовых мировых технологий.
Одновременно Компания реализует стратегию эффективного наращивания запасов и расширения территории своего присутствия за пределами как Республики Татарстан, так и Российской Федерации.
Положительный тренд финансово-экономических и производственных показателей по ОАО «Татнефть», дочерним и зависимым обществам свидетельствует о непрерывном качественном росте Компании.
К производственным приоритетам «Татнефти», наряду с первостепенной задачей укрепления ресурсной базы и повышения объемов добычи, относятся:
- развитие нефтегазоперерабатывающих мощностей,
- расширение рынков сбыта нефти, газа, нефтехимической продукции.
В розничном бизнесе реализуется стратегия развития сети АЗС, в том числе в новых регионах.
Корпоративное управление Компании основано на принципах передовой национальной и международной практики и направлено в целом на обеспечение максимально эффективных результатов по всем направлениям деятельности. В рамках стратегии развития в Компании проводится реструктуризация. В основном производстве качественно реорганизована система управления нефтяным сервисом. Сформирован институт управляющих компаний по сегментам деятельности, введены единые корпоративные стандарты, на стратегической основе определены приоритеты инвестиционной политики.
Структура Группы «Татнефть» представлена в приложении 1.
Компания последовательно придерживается политики социальной ответственности. Являясь крупным налогоплательщиком, «Татнефть» вносит весомый вклад в социально-экономическое развитие государства.
Одновременно Компания поддерживает национальные программы по здравоохранению, образованию, спорту, развитию малого и среднего бизнеса.
Компания принимает все необходимые меры по соблюдению промышленной и экологической безопасности, а также повышению качества выпускаемой продукции.
«Татнефть» владеет уникальным комплексом нематериальных активов, основу которого составляют технологии и ноу-хау в области разработки месторождений и нефтегазодобычи.
Миссией ОАО «Татнефть» является укрепление статуса международно-признанной, финансово-устойчивой компании, как одного из крупнейших вертикально-интегрированных отечественных производителей нефти и газа, продуктов нефтепереработки и нефтехимии, с обеспечением высокого уровня корпоративной социальной ответственности.
Стратегические инициативы и задачи компании:
1) Стабилизация объемов рентабельной добычи нефти и газа на разрабатываемых лицензионных месторождениях и активное освоение новых месторождений, в том числе высоковязкой и трудноизвлекаемой нефти на территории Республики Татарстан;
2) Расширение ресурсной базы за счет геолого-поисковых и разведочных работ за пределами Республики Татарстан и Российской Федерации;
3) Обеспечение финансовой устойчивости и экономической стабильности;
4) Повышение стоимости акционерного капитала;
5) Увеличение объемов производства и реализации готовых видов продукции высокой конкурентоспособности за счет развития нефтеперерабатывающих и нефтехимических производств;
6) Формирование и реализация инновационно-направленной инженерно-технической политики;
7) Обеспечение высокого уровня корпоративной социальной и экологической ответственности.
«Татнефть» входит в состав компаний, существенно участвующих в формировании нефтегазового сектора отечественной экономики.
Основное окружение Компании на территории России в сегменте добычи и реализации нефти и нефтепродуктов составляют: «Роснефть», «Лукойл», «Газпром нефть», «Сургутнефтегаз». На долю этих компаний, включая «Татнефть», в совокупности приходится около 60% нефти, добываемой на территории России. Все пять компаний являются международно-признанными, представлены на фондовом рынке и имеют вертикально-интегрированные структуры.
Одновременно Компания занимает ведущие позиции в области нефтехимического производства. Шинная продукция Компании конкурирует на рынках шин России и стран ближнего зарубежья в основном с другими российскими производителями шин — Ярославским, Омским, Московским, Кировским, Красноярским, Воронежским, Волжским, Уральским и другими шинными заводами, а также с украинским шинным заводом «Росава».
Основные показатели деятельности ОАО «Татнефть» за 2007 год представлены в приложении 2.
Показатели деятельности ОАО «Татнефть» в 2007 г. имеют положительную динамику по отношению к 2006 г. Объем добычи нефти и сумма чистой прибыли увеличились на 1,3% и 23% соответственно. Среди пяти крупных российских нефтяных компаний качественные показатели ОАО «Татнефть» имеют лучшие параметры.
Отмечается минимальное значение по издержкам производства на 1 рубль товарной продукции — 0,6 руб., что меньше аналогичного показателя за 2006 г. (0,64 руб.), и на 12% меньше среднего уровня по отрасли. Рентабельность затрат по чистой прибыли ОАО «Татнефть» в 2007 г. увеличилась до 37% и в 1,7 раз превысила среднеотраслевой показатель.
Ведущие компании нефтяного бизнеса России, находящиеся в окружении «Татнефти», имеют преимущества в ресурсной базе, более высокие показатели по объемам добычи нефти, среднесуточному дебиту скважин и сумме чистой прибыли. Но их качественные параметры — расходы на 1 рубль товарной продукции и рентабельность — ниже уровня «Татнефти» и среднеотраслевых значений.
Высоким показателям эффективности производства «Татнефти» и сохранению одного из ведущих мест в отрасли способствуют реализация целевой программы по снижению производственных расходов и совершенствованию организации управления, значительный научно-производственный потенциал, инновационная направленность технической политики, высокий уровень специализации сервисных услуг.
1.2 Реновационные технологии предприятия
Буровое нефтепромысловое оборудование работает на открытом воздухе и подвержено всем вредным влияниям окружающей среды, а также коррозионному воздействию бурового раствора, соленой воды, газового фактора и пр. Кроме того, узлы и детали оборудования испытывают динамические и вибрационные нагрузки, вызывающие интенсивный износ агрегатов. Наблюдения за износом и повреждениями деталей машин при эксплуатации позволяют выделить пять основных видов разрушений изделий:
- деформации и изломы;
- механический износ;
- эррозионно-кавитационные, коррозионные и коррозионно-механические повреждения.
В этих условиях целесообразно использовать технологии восстановления (реновацию) быстроизнашивающихся деталей, позволяющие быстро и сравнительно недорого восстанавливать и даже повышать их эксплуатационные свойства, обеспечивая тем самым исправность и надежность оборудования.
Долговечность машины зависит от совокупности влияния разнообразных факторов. При этом долговечность отдельных деталей может существенно отличаться от долговечности механизма или машины в целом. Под восстановлением детали понимают ее ремонт с доведением до первоначальных размеров, геометрической формы, чистоты поверхности и поверхностной твердости [9, с. 27].
В современных условиях удельный вес восстановленных деталей составляет около 7%. Следует обратить внимание на то, что по сравнению с изготовлением новых запасных частей количество операций обработки при восстановлении сокращается в 3-8 раз. Важное достоинство этого метода – низкая металлоемкость. Для восстановления деталей необходимо в 20-30 раз меньше металла, чем для изготовления новых. Например, вес корпуса подшипника станка-качалки СКН-10 составляет 82 кг. Расход наплавляемого материала - 1,8 кг. Соотношение веса корпуса и материала равно 45 кг. Очевидный факт, что эту деталь нужно восстанавливать, а не приобретать новую.
Современные технологии восстановления позволяют произвести качественный ремонт деталей, улучшить некоторые механические характеристики и тем самым обеспечить более длительную эксплуатацию, что дает дополнительную экономию и стимулирует применение их на новых деталях.
Для примера ООО «Центр МПТ» УК «Татнефть-ТрубопроводСервис» за счет применения методов восстановления с помощью наплавки отремонтировали 1815 деталей нефтепромыслового оборудования и получили за 2007 год 15 млн. рублей экономии, что сопоставимо с одно-двухмесячным бюджетом по материалам отдела главного механика ОАО «Татнефть» [9, с. 28].
Чтобы выбрать способ наплавки или упрочнения детали, необходимо знать сроки службы новых и восстановленных изделий, руководствуясь коэффициентом износостойкости, а не абсолютными значениями продолжительности службы детали до предельного износа. В последние годы созданы новые износостойкие сплавы и наплавочные материалы: порошковая проволока с внутренней защитой, металлокерамическая и порошковая ленты, гранулированные порошки и др. Сейчас в промышленности используется более 40 способов наплавки. Из статистических данных выясняется, что на 1 рубль, вложенный на наплавку, экономится в среднем от 12 до 14 рублей [9, с. 28].
В данный момент на предприятиях ОАО «Татнефть» имеется большой объем изношенного нефтепромыслового и бурового оборудования, такого как диски разгрузки, рубашки валов и штоков насосов, валов редукторов и др.
Реконструкция имеющихся и создание новых участков восстановления, приобретение современного оборудования наплавки и упрочнения позволит увеличить количество работоспособных агрегатов и механизмов. Из экономических расчетов видно, что средний срок окупаемости оборудования наплавки составляет 0,8-0,9 года [9, с. 29].
Но нельзя забывать, что технология восстановления – это тонкая, инженерная работа. Необходимо грамотно оценить ремонтопригодность восстанавливаемого изделия, произвести зачистку, определить марку стали или другого материала деталей и в соответствии с этим подобрать наплавочный материал, защитную среду и выбрать технологический режим наплавки и пр. Для каждой ремонтируемой детали необходимо подобрать индивидуальную технологию. Для этих целей при НПУ «ЗНОК и ППД» создан опытно-экспериментальный участок по отработке режимов, изучения номенклатуры и необходимых объемов восстановления и внедрения их в производство.
Внедрение вышеописанных технологий дает следующие положительные результаты [9, с. 30]:
- снижение времени простоя рабочего оборудования и техники;
- более длительную эксплуатацию восстановленных узлов;
- снижение количества аварий;
- создание новых рабочих мест с современными технологиями;
- снижение затрат на приобретение новых запасных частей и материалов.
1.3 Технологии ремонта технологического оборудования
Естественное старение фонда скважин и увеличение доли трудноизвлекаемых запасов на поздней стадии разработки месторождений компании предопределило возрастающую роль и значение служб по ремонту скважин и повышению нефтеотдачи пластов в поддержании достигнутого уровня добычи нефти.
Огромное значение в компании придаётся совершенствованию техники и технологии ремонта скважин. Ремонтная служба имеет в настоящее время в своём арсенале технические средства и технологии, позволяющие не только восстановить работоспособность скважины, но и значительно повысить её продуктивность.
Сегодня в компании широко внедряются наиболее передовые технологии в области ремонта скважин: гидроразрывы пластов, колтюбинговые методы и многие другие, направленные на стимуляцию работы скважин и повышение нефтеотдачи пластов.
За счёт повышения качества эксплуатации и ремонта достигнут высокий уровень межремонтного периода работы скважин и минимальный фонд, простаивающий в ожидании ремонта.
Назначение колтюбингового метода состоит в ремонте скважин по межтрубному пространству без подъема глубинно-насосного оборудования.
Производителем работ является Актюбинское УКК и ПМ.
Технологическая эффективность состоит в следующем [20, с. 124]:
- меньшая продолжительность работ в 3-4 раза по сравнению с традиционными методами;
- уменьшение стоимости ремонта по сравнению с традиционными методами; избирательная доставка химреагента на забой скважины;
- исключение контакта агрессивных сред (кислоты, растворителя) с подземным оборудованием;
- исключение спускоподъемных операций;
- экологическая безопасность, возможность работы без глушения скважин.
В последние годы наблюдается значительный рост объемов использования установок, оборудованных гибкой трубой (ГНКТ). Благодаря применению данных установок, в 2007 г. произведено почти в 2,5 раза больше скважино-операций, чем в 2005 г. [22, с. 129].
В 2007 году с применением колтюбинговых технологий произведен ремонт на 610 скважинах.
Увеличение объемов производства гибких труб приводит к снижению их стоимости. В настоящее время стоимость КГТ диаметром 50 мм и более сопоставима со стоимостью труб, поставляемых в виде отдельных секций и свариваемых на трассе трубопровода. Безусловным преимуществом КГТ является более высокое качество сварных швов, отсутствие (или несопоставимо меньшее количество) поперечных швов, возможность проверки герметичности трубопровода на месте изготовления.
Кроме того, на внутреннюю и внешнюю поверхности труб могут быть нанесены различного рода покрытия непосредственно в заводских условиях. Все это предопределяет возможность использования КГТ в качестве выкидных линий скважин, трубопроводов для воды и т.п.
Использование гибких труб открывает новые возможности для выполнения внутрискважинных работ, не связанных с закачиванием через них технологических жидкостей. К таким операциям относятся каротажные исследования, сопровождающиеся необходимостью спуска различных приборов не только в искривленные, но и горизонтальные скважины.
Спуск приборов в сильно искривленные скважины на кабеле-тросе затруднен, а в горизонтальную скважину и вообще невозможен, так как зенитный угол оси скважины в 60° является предельным, при котором инструмент и приборы могут, преодолевая силы трения, спускаться в скважину. Использование роликов позволяет увеличить его еще на 10°, однако наличие цементного камня или иных отложений на внутренних стенках труб препятствуют его перемещению. В настоящее время осуществляют исследование скважин, длина горизонтальных секций которых уже достигает 1000 м. Гибкая труба представляет собой идеальное средство доставки оборудования в нужную точку скважины. При этом геофизический кабель располагается внутри трубы и защищен от истирания, что является существенным преимуществом по сравнению со спуском приборов на обычных трубах.
Использование КГТ существенно повышает качество выполнения работ и достоверность получаемой информации, поскольку отсутствуют продольные колебания инструмента и его прерывистое движение. Это обусловлено более высокой продольной жесткостью гибких труб по сравнению с геофизическим кабелем. Измерения можно проводить при спуске и подъеме инструмента, а скорость его перемещения достигает 0,5 м/с.
Одновременно в процессе проведения исследований через колонну гибких труб можно подавать технологическую жидкость или азот для уменьшения гидростатического давления на исследуемые пласты. Подачу жидкости осуществляют и для уменьшения сопротивления перемещению приборов в скважине. Естественно, что все эти операции выполняют без предварительного глушения скважины.
На колонне гибких труб помимо приборов могут быть спущены и перфораторы. И только КГТ является средством для их доставки в нужные зоны горизонтальных скважин. Причем, как показывает опыт их использования, одновременно на КГТ могут быть спущены перфораторы, обеспечивающие прострел горизонтальной скважины на интервале до 300 м. К преимуществам использования КГТ для доставки перфоратора следует отнести и снижение гидростатического давления в скважине при их применении по сравнению с давлением, необходимым для осуществления традиционной технологии спуска на кабеле-канате.
Таким образом, преимуществами применения колонны гибких труб являются [20, с. 125]:
- меньшие затраты времени на спускоподъемные операции инструмента, чем при использовании кабеля;
- больший диапазон скоростей перемещения оборудования во время исследований;
- проникновение в любые участки горизонтальных скважин;
- возможность совмещения вызова притока и других операций, связанных с воздействием на пласт, с каротажными исследованиями;
- обеспечение работы в необсаженных скважинах.
Кислотную обработку с использованием оборудования КГТ проводят в тех же целях, что и при традиционных технологиях: главным образом для воздействия кислоты на карбонатные породы, слагающие продуктивный пласт, и увеличение его проницаемости.
Наземный комплекс оборудования, помимо агрегата с КГТ и стандартного устьевого оборудования, должен содержать агрегат для кислотной обработки скважин, имеющий специализированный насос и емкость для запаса кислоты. В некоторых технологиях кислотной обработки предусмотрен подогрев кислоты.
В процессе выполнения данной операции КГТ при обеспечении непрерывной циркуляции воды спускают на глубину перфорации. На следующем этапе в скважину через КГТ закачивают расчетный объем кислоты, после чего ее продавливают в пласт. При закачке и продавке кислоты выкидная задвижка на арматуре колонны лифтовых труб закрыта. Это обеспечивает проникновение реагента через перфорационные отверстия в пласт.
Процесс закачки и про давки следует проводить при максимально возможной подаче жидкости. При осуществлении этих процессов необходимо следить за тем, чтобы давление в зоне перфорационных отверстий не превышало давления, при котором происходит разрыв пласта. После выдерживания скважины под давлением в течение заданного периода времени выкидную задвижку открывают, KГT приподнимают и начинается циркуляция воды.
Практика использования оборудования с КГТ показывает, что расход реагентов при обработке скважины в этом случае сокращается по сравнению с традиционными технологиями на 25 - 30% [20, с. 126].
Применение метода гидроразрыва пласта (ГРП) позволяет существенно повысить производительность нефтяных и нагнетательных скважин. Технология осуществления ГРП включает в себя закачку в скважину с помощью мощных насосных станций геля, содержащего пропант (искусственный песок), разрывающего нефтеносный пласт. После этого дебит скважины, как правило, резко возрастает. ГРП позволяет «оживить» простаивающие скважины, на которых добыча нефти традиционными способами уже невозможна или малорентабельна [22, с. 131].
Производителем работ является Лениногорское УПНП и КРС.
ГРП применяется в следующих скважинах:
- давших при опробовании слабый приток;
- с высоким пластовым давлением, но с низкой проницаемостью коллектора;
- с загрязненной призабойной зоной;
- с заниженной продуктивностью;
- с высоким газовым фактором (по сравнению с окружающими);
- нагнетательных с низкой приемистостью;
- нагнетательных для расширения интервала приемистости.
В ОАО «Татнефть» применяются следующие технологии ГРП:
- технология локального гидроразрыва;
- технология импульсного гидроразрыва;
- технология глубокопроникающего гидроразрыва;
- технология концевого экранирования трещины (TSO);
- технология принудительного закрытия трещины;
- технология минигидроразрывов (Mini Frac);
- технология гидрокислотного разрыва пласта.
2. Обоснование экономической целесообразности программы использования вторичных ресурсов
2.1 Реставрация штанг, штанговых насосов, насосно-компрессорных труб и их вторичное использование
С 2004 года в ОАО «Татнефть» реализуется программа по демонтажу, реставрации и повторному использованию трубопроводов системы ППД, что позволяет сократить образование металлоотходов, находящихся под землёй. Реставрация труб НКТ производится на стационарном оборудовании на базе Бугульминского механического завода (ремонт механических деформаций, промывка, отжиг, дробеструйная обработка внутренней поверхности, нанесение покрытия и консервационной смазки) [20, с. 118].
Реставрация труб ведется современным оборудованием, что значительно снижает себестоимость трубы, а низкая цена делает выгодным использование восстановленных труб для монтажа и ремонта трубопроводов низкого давления или в качестве материала для строительных конструкций.
Технология восстановления труб (реставрация труб) состоит из следующих этапов:
1. Входной контроль качества б/у трубы;
2. Анализ элипсности и продольного прогиба б/у трубы (геометрия труб).
3. Фиксация механических изменений поверхности трубы;
4. Установление степени коррозии поверхностей б/у трубы (наличие раковин);
5. Технологический процесс восстановления внутренней и внешней поверхности труб. Используется механический способ. Очистка труб от изоляции;
6. Финальная часть реставрации трубы проводится методом пескоструйной обработки внутренней и внешней поверхности б/у трубы;
7. Восстановленные трубы торцуются, нарезаются механические фаски под углом 30° с притуплением;
8. Реставрация труб завершается выходным контролем качества.
Внешняя поверхность восстановленных труб изолируется пленкой ПВХ, пенополиуретаном или ВУС. Трубы под сваи могут поставляться с внутренней арматурой или залитые бетоном.
Основные показатели выполнения программы по реставрации труб в 2007 году составили [22, с. 114]:
- Объем демонтажа составил 671,2 км (102,1% от планового задания);
- Объем реставрации – 246,6 км (38,4% от объема демонтажа), отбраковано при реставрации 47,9 км труб;
- Изготовлено труб в антикоррозийном исполнении 147,6 км, в том числе МПТ – 111,8 км;
- В капитальном строительстве и капитальном ремонте использовано 91,9 км отреставрированных труб, в том числе в системе ППД – 76 км;
- Экономический эффект от использования отреставрированных труб составил 9,6 млн. рублей;
- Объем извлеченного полиэтилена составил 140 т, переработано – 17 т.
Показатели объемов реставрации и повторного использования бывших в употреблении НКТ представлены в табл. 2.1.
Таблица 2.1
Объемы реставрации и повторного использования бывших в употреблении НКТ, км
| Предприятие |
2005 год |
2006 год |
2007 год |
| 1 |
2 |
3 |
4 |
| Восстановлено и повторно использовано в нагнетательных скважинах |
659,8 |
560,1 |
671,2 |
| Восстановлено методом повторного остеклования и повторно использовано |
88,2 |
72,0 |
89,4 |
Таким образом, объем реставрации и повторного использования бывших в употреблении НКТ вырос в 2007 году по сравнению с 2005 годом.
Исходные данные для расчета экономической эффективности реставрации и повторного использования НКТ представлены в табл. 2.2.
Таблица 2.2
Исходные данные для расчета экономической эффективности реставрации и повторного использования НКТ в ОАО «Татнефть»
| № п/п |
Наименование показателей |
Ед.изм. |
До внедрения |
После внедрения |
| 1 |
2 |
3 |
4 |
5 |
| 1 |
Стоимость 1 м НКТ |
руб |
274 |
|
| 2 |
Остаточная стоимость 1м б/у НКТ |
руб |
88 |
|
| 3 |
Вес 1 п.м. НКТ |
кг |
9,2 |
|
| 4 |
Стоимость покрытия 1 м НКТ |
руб |
96 |
|
| 5 |
Стоимость 1 мото-часа работы трубовоза |
руб |
269 |
|
| 6 |
Расстояние до БМЗ |
км |
60 |
|
| 7 |
Средняя скорость передвижения трубовоза |
км/час |
40 |
|
| 8 |
Грузоподъемность трубовоза |
т |
20 |
|
| 9 |
Транспортные затраты |
руб/м |
0,371 |
|
| 10 |
Срок службы НКТ |
лет |
4 |
12 |
| 11 |
Норма амортизации НКТ |
% |
25 |
25 |
Расчет экономической эффективности реставрации и повторного использования НКТ в ОАО «Татнефть» представлены в табл. 2.3.
Таблица 2.3
Расчет экономической эффективности реставрации и повторного использования НКТ в ОАО «Татнефть»
| № п/п |
Наименование показателей |
Ед.изм. |
Сумма |
| 1 |
2 |
3 |
4 |
| 1 |
Инвестиционная деятельность |
тыс.руб. |
2658,33 |
| 2 |
Операционная деятельность |
||
| Изменение затрат на: |
|||
| -транспорт |
тыс.руб. |
-18,56 |
|
| -амортизацию |
тыс.руб. |
664,58 |
|
| -налог на имущество |
тыс.руб. |
58,48 |
|
| Балансовая прибыль |
тыс.руб. |
3362,84 |
|
| Налог на прибыль |
тыс.руб. |
807,08 |
|
| 3 |
Экономический эффект на 1 м |
тыс.руб. |
0,05 |
| Экономический эффект в 2005 г. |
тыс.руб. |
32990 |
|
| Экономический эффект в 2006 г. |
тыс.руб. |
28005 |
|
| Экономический эффект в 2007 г. |
тыс.руб. |
33560 |
Таким образом, экономический эффект от реставрации и повторного использования НКТ в ОАО «Татнефть» составил 32990 тыс. руб. в 2005 году, 28005 тыс. руб. в 2006 году и 33560 тыс. руб. в 2007 году.
В ОАО «Татнефть» создана инфраструктура входного контроля нефтепромыслового оборудования, сервисные центры по ревизии и диагностики штанг, глубинных штанговых насосов (ШГН) и насосно-компрессорных труб (НКТ).
В 2007 году в сервисных центрах нефтегазодобывающих управлений ОАО «Татнефть»:
- продиагностировано 783 тыс. штук штанг, из них продлён срок службы и возвращены в эксплуатацию 546 тыс. штук штанг;
- отревизировано 13,3 тысячи глубинных штанговых насосов, из них 11,5 тысяч возвращены в эксплуатацию;
- отревизировано и продиагностировано более 1,2 млн. штук НКТ, из них 1 млн. штук НКТ возвращены в повторную эксплуатацию.
Из извлеченного глубинно-насосного оборудования 966 нерентабельных скважин подготовлено к эксплуатации 773 комплекта.
Показатели реновации нефтепромыслового и бурового оборудования для вторичного использования представлены в таблице 2.4.
Таблица 2.4
Реновация нефтепромыслового и бурового оборудования для вторичного использования в ОАО «Татнефть» в 2007 году
| Номенклатура отреставрированных деталей |
Метод (наплавка, напыление полимером, металлизация, т.п.) |
Кол-во деталей (шт.) |
Экономия материальных ресурсов (прокат, зап. части, т.д.) (тн, шт.) |
Экономичес-кий эффект за 2007г. (тыс. руб.) |
| 1 |
2 |
3 |
4 |
5 |
| Детали редукторов СК |
Бандажирование, корегирование, наплавка |
886 |
Прокат 85,06 тн |
5099,3 |
| Детали редукторов СК, насосов ЦНС |
Наплавка |
652 |
Прокат 64,32 |
1406,1 |
| Реставрация кривошипов СК |
Завтуливание |
137 |
Зап.части |
4009,9 |
| Детали бурового нефтепромыслового оборудования |
Напыление |
736 |
Зап.части |
4265 |
| Детали бурового нефтепромыслового оборудования |
Наплавка |
1007 |
Зап.части |
9875 |
Детали насосов и СК (НПО) |
Наплавка |
53 |
Зап.части |
1068,4 |
Детали насосов |
Напыление |
69 |
Зап.части |
Таким образом, экономический эффект от реновации нефтепромыслового и бурового оборудования в 2007 г. составил 25,7 млн. руб.
Увеличение мощностей по реставрации штанг в Компании производится с 1997 года, в настоящее время 9 НГДУ имеют такие сервисные центры. В 2005 году реставрацию прошло 472,6 тыс. штанг, получивших право на повторное использование, в 2006 году реставрацию прошло 467,7 тыс. штанг. В 2007 году были реставрированы все штанги, прошедшие отбор на повторное использование.
Реставрация штанг позволила, кроме прочего, продлить срок их службы за счёт снятия усталостных напряжений в металле. На сегодня средний возраст штанг составляет 10 лет при сроке амортизации 5,5 лет.
Выявление дефектов по телу штанг при реставрации позволило сократить количество подземных ремонтов по причине их обрыва. Сопоставление эффекта достаточно убедительно: по причине обрыва штанг в 2007 году проведено 956 ремонтов, в 2000 году – 1077 ремонтов.
Показатели реставрации штанг в 2005-2007 гг. по ОАО «Татнефть» представлены в табл. 2.5.
Таблица 2.5
Показатели реставрации штанг по ОАО «Татнефть» в 2005-2007 гг.
| Показатели |
2005 год |
2006 год |
2007 год |
| 1 |
2 |
3 |
4 |
| Количество штанг, прошедших реставрацию, шт. |
472 629 |
467 700 |
546 200 |
| Экономия материальных ресурсов (прокат, тн) |
43,15 |
42,7 |
49,8 |
| Экономический эффект (тыс. руб.) |
2550,3 |
2456,5 |
2845,9 |
Таким образом, экономический эффект от реставрации штанг в ОАО «Татнефть» составил 2550,3 тыс. руб. в 2005 году, 2456,5 тыс. руб. в 2006 году и 2845,9 тыс. руб. в 2007 году.
Кроме экономической выгоды от реставрации и повторного использования штанг, бывших в эксплуатации, предупреждения их обрыва и соответственно непредвиденных подземных ремонтов, компания «Татнефть» получила эффект экологический, количественно снизив образование металлоотходов и отходов, образующихся при ПРС.
2.2 Многократное и повторное использование водных ресурсов
Наличие соответствующих водных ресурсов является необходимым условием эффективной разработки нефтяных месторождений, так как в ОАО «Татнефть» более 90 % нефти добывается с использованием различных систем заводнения (поддержание пластового давления). Поэтому ОАО «Татнефть» свойственен высокий уровень использования водных ресурсов, потребность в которых обеспечивается, прежде всего, транзитным стоком реки Кама. В качестве второстепенных источников водоснабжения объектов нефтедобычи, производственных нужд предприятий, городов и населенных пунктов используются поверхностные воды рек Кама, Ик, Степной Зай, Шешма и Карабашского водохранилища.
Баланс используемых водных ресурсов представлен в табл. 2.6.
Таблица 2.6
Баланс используемых водных ресурсов ОАО «Татнефть», млн. м3
| Показатели |
2005 год |
2006 год |
2007 год |
| 1 |
2 |
3 |
4 |
| Общее количество забранной воды, всего |
41,1 |
39,8 |
36,3 |
| в том числе забрано воды из природных источников |
35,8 |
34,3 |
32,8 |
| Использовано пресной воды для целей ППД |
26,1 |
25,9 |
24,3 |
| Использовано на производственные нужды |
13,7 |
12,0 |
10,5 |
| Объем многократно и повторно используемой воды |
|||
| Объем попутно добываемой и сточной воды, повторно используемой для целей ППД |
119,6 |
124,7 |
136,5 |
Таким образом, объем попутно добываемой и сточной воды, повторно используемой для целей ППД в ОАО «Татнефть», составил 119,6 млн. м3 в 2005 году, вырос до 124,7 млн. м3 в 2006 году и составил 136,5 млн. м3 в 2007 году.
Условия водоснабжения населённых пунктов подземными питьевыми водами в регионе благоприятны далеко не везде. Это связано с широким распространением верхнепермских отложений, степень водоносности которых зависит от геолого-тектонических условий местности и их сложной гидрохимической характеристики. В больших объёмах для целей поддержания пластового давления используются попутно-добываемые и сточные воды. Так, почти 100 % попутно-добываемой воды используется в системе ППД.
В целях задержания аварийных разливов нефти, предотвращения её дальнейшей миграции и предупреждения загрязнения открытых водоемов нефтью и нефтепродуктами построены стационарные нефтеулавливающие сооружения на малых реках, ручьях, а также в сухих оврагах. В настоящее время в ОАО «Татнефть» в работоспособном состоянии поддерживаются 585 стационарных нефтеулавливающих сооружений, биопрудов и стационарных боновых заграждений. Кроме того, в резерве имеется более 1 838 метров переносного бонового заграждения, выполненного из труб большого диаметра.
В каждом НГДУ имеются легкоперевозимые боновые заграждения с полиэтиленовым наполнителем и скиммерные устройства, позволяющие собирать нефть с поверхности акваторий. В настоящее время в ОАО «Татнефть» имеются 15 скиммеров, укомплектованных гидравлической помпой.
Для обеспечения устойчивой и безаварийной работы нефтепромысловых объектов, повышения их промышленной и экологической безопасности в2007 году Компанией произведено 539 км металлопластмассовых и 832 км полимерно-покрытых труб, 6 366 тонн ингибиторов коррозии, в т.ч. 5 240 тонн — для собственных нужд, защищено лакокрасочными покрытиями 22,7 тыс. м2 внутренней поверхности РВС и ГО, оборудованы катодной защитой обсадные колонны 730 скважин, протекторной защитой — 1 648 км трубопроводов, продиагностировано 2 301 км трубопроводов.
За 2007 год в рамках реализации программы ОАО «Татнефть» «Энергоэффективная экономика» сэкономлено 3 млн. м3 пресной воды. Объём пресной воды использованной для нужд ОАО «Татнефть» за 2007 год составил 36,3 млн. м3 .
В результате реализации мероприятий по защите водных объектов содержание хлоридов и нефтепродуктов в основных реках региона деятельности Компании не превышает установленных нормативов ПДК.
На территории деятельности компании расчищено, каптировано и архитектурно обустроено более 500 родников, которые используются населением как питьевые водоисточники.
На охрану и рациональное использование водных ресурсов в 2007 году направлено 3,4 млрд. рублей.
2.3 Утилизация и вторичное использование промышленных отходов
Добыча нефти, как и любое другое крупнотоннажное производство, неизбежно сопровождается образованием различного рода отходов – твердых, жидких и газообразных.
Одним из основных направлений в природоохранной деятельности ОАО «Татнефть» является постоянная работа по снижению техногенной нагрузки на окружающую среду за счет сбора и утилизации отходов, образующихся в технологических процессах нефтедобычи.
Утилизация отходов как наибольшая составляющая экологических платежей Компании имеет для ОАО «Татнефть» особую значимость. В соответствии с корпоративной экологической политикой особое внимание уделяется вопросам сокращения отходов в ходе добычи и подготовки нефти. В 2007 году на эти цели направлено более 50 млн. рублей. Затраты на охрану окружающей среды от негативного воздействия отходов производства и потребления за 2007 год составили 1,2 млрд. рублей.
Объемы отходов производства и потребления ОАО «Татнефть» в 2005-2007 гг. представлен в табл. 2.7
Таблица 2.7
Отходы производства и потребления ОАО «Татнефть» в 2005-2007 гг., тонн
| Показатели |
2005 год |
2006 год |
2007 год |
| 1 |
2 |
3 |
4 |
| Наличие отходов на начало года |
3,6 |
4,0 |
3,7 |
| из них нефтешламы |
- |
- |
|
| Образовано отходов за год |
56688,3 |
129245,5 |
126874,3 |
| из них нефтешламы |
15037,9 |
45284,5 |
31174,6 |
| Обезврежено отходов на предприятии |
2889,0 |
4185,8 |
5408,9 |
| из них нефтешламы |
366,2 |
375,4 |
14 |
| Передано отходов сторонним организациям для переработки и захоронения |
55577,0 |
107298,0 |
106411,8 |
| из них нефтешламы |
13024,7 |
43085,6 |
29698,1 |
| Наличие отходов на предприятии на конец года |
4,0 |
3,7 |
3,3 |
Динамика образования отходов производства и потребления ОАО «Татнефть» в 2005-2007 гг. представлена на рис. 2.1.
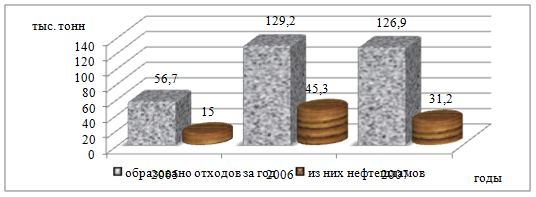
Рис. 2.1. Динамика образования отходов производства и потребления ОАО «Татнефть» в 2005-2007 гг.
Как видно из рис. 2.1 и по табл. 2.7, в 2007 году в ОАО «Татнефть» было образовано 126,9 тыс. тонн отходов, что на 70,2 тыс. тонн больше, чем в 2005 году и на 2,3 тонн меньше по сравнению с 2006 годом. Из них образовано нефтешламов – 31,2 тыс. тонн в 2007 году, тогда как в 205 году было образовано нефтешламов в объеме 56,7 тыс. тонн, а в 2006 году – 45,3 тыс. тонн.
Динамика обезвреживания и использования отходов производства и потребления ОАО «Татнефть» в 2005-2007 гг. представлена на рис. 2.2.
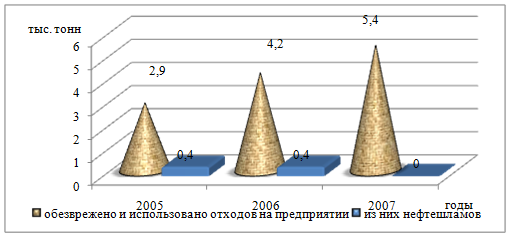
Рис. 2.2. Динамика обезвреживания и использования отходов ОАО «Татнефть» в 2005-2007 гг.
Как видно из рис. 2.2 и по табл. 2.7, динамика объемов обезвреживания и использования отходов ОАО «Татнефть» в 2005-2007 гг. имеет тенденцию к росту: с 2,9 тыс. тонн в 2005 году до 5,4 тыс. тонн в 2007 году.
Динамика отходов, передаваемых на переработку сторонним организациям, представлена на рис. 2.3.

Рис. 2.3. Динамика отходов, передаваемых на переработку сторонним организациям ОАО «Татнефть», в 2005-2007 гг.
Таким образом, из рис. 2.3 и по табл. 2.7 видно, что динамика отходов, передаваемых на переработку сторонним организациям ОАО «Татнефть», в 2005-2007 гг. также имеет тенденцию к росту: с 55,6 тыс. тонн в 2005 году до 106,4 тыс. тонн в 2007 году.
С целью сокращения отходов в ходе добычи и подготовки нефти разрабатываются и внедряются новые технические средства и технологии. Кроме того, отходы используются как дополнительный, нетрадиционный источник сырья для получения товарной продукции – жидких углеводородов, вторичного полиэтилена, кабельной продукции и т.д.
Для сокращения образования отходов – замазученного и засоленного грунта при нарушении герметичности трубопроводов – применяется технология антикоррозийной защиты труб футерованием внутренней поверхности полиэтиленовыми трубами и нанесением внутреннего полимерного покрытия. Это позволило в десятки раз сократить аварийность трубопроводов и предотвратить образование тысяч тонн нефтешламов.
Для решения проблемы утилизации отходов полиэтилена введена в эксплуатацию линия гранулирования вторичных термопластов (отходов производства полиэтиленовых оболочек). Линия гранулирования полиэтиленовых отходов позволяет перерабатывать все образующиеся пластиковые отходы и возвращать их в основное производство, что решает проблему их утилизации, сокращает объёмы применения первичного полиэтилена в производстве трубных оболочек.
Образующийся в технологических процессах добычи и подготовки нефти нефтешлам рассматривается в ОАО «Татнефть» как дополнительный, нетрадиционный источник углеводородного сырья. Для его переработки введен в эксплуатацию ряд нефтешламовых установок. Это позволило переработать более 1 млн. тонн нефтешламов, получить дополнительно за последние 10 лет более 400 тыс. тонн нефти, ликвидировать около 100 амбаров для размещения нефтешламов [22, с. 117].
Для увеличения объемов переработки нефтешламов, сокращения транспортных затрат на их доставку к местам переработки, построены и введены в 2002 году в эксплуатацию еще две установки переработки нефтешламов - в НГДУ «Прикамнефть» и «Ямашнефть», строится ещё одна установка в НГДУ «Нурлатнефть».
Для утилизации отработавшего амортизационный срок кабеля создано специальное производство, которое позволяет разделывать его по всем составляющим (полиэтилен, медные жилы, металлическая броня). Полученное вторсырье используется при производстве эмальпроводов, полиэтиленовых катушек, товаров народного потребления. За годы эксплуатации установок разделки кабеля переработано 16 550 км кабельной продукции и получено 5148 тонн медной проволоки, изготовлено 2 856 тонн вторичного гранулированного полиэтилена.
Для решения проблемы утилизации люминесцентных ламп и ртутьсодержащих приборов в 1998 году смонтирована специальная установка демеркуризации производительностью 200 ламп в сутки. За эти годы утилизировано более 200 тыс. штук люминесцентных ламп.
В 2004 году построен специальный цех по переработке изношенных шин и отходов резинотехнических изделий методом высокотемпературного пиролиза мощностью 1,5 тыс. тонн в год. Продукты переработки шин - сажа, металлокорд, жидкий растворитель - используются как вторичное сырье.
Утилизация отработанных нефтепродуктов, в том числе индустриальных и моторных масел, проводится на специально созданном предприятии - ООО «Вторнефтепродукт», где отработанные масла очищаются на установках фирмы «Клекнер». Получаемые на установке масла соответствуют техническим требованиям, предъявляемым к маслам для смазки нефтепромыслового оборудования (станков-качалок и т.д.). Одна установка позволяет переработать за год более 4,8 тыс. тонн отработанных масел. При этом выход очищенных масел составляет около 75 %. Отходы технологического процесса отправляются в ЗАО «Татойлгаз» на дальнейшую переработку. За период эксплуатации этой установки собрано 10 853 тонны отработанных масел, регенерировано 9 603 тонны, получено очищенных масел в объёме 7 215 тонн, за 2007 год собрано и переработано 1 515 тонн [22, с. 118].
В компании создана комплексная система сбора и переработки отходов производства и потребления, использования их в качестве сырья для получения товарной продукции. Эта система включает в себя следующие производства:
- переработка нефтешламов (нефтешламовые установки в ООО «Промэкология», НГДУ «Прикамнефть», «Ямашнефть», «Нурлатнефть»);
- переработка изношенных шин, других отработанных резинотехнических изделий (установка УПАШ-1200 НГДУ «Лениногорскнефть»);
- переработка полиэтиленовых отходов (линия гранулирования вторичных термопластов в ООО «Центре МПТ»);
- переработка отработанного кабеля (ЦБПО по ЭПУ);
- переработка отработанных индустриальных и моторных масел (ООО «Вторнефтепродукт») [22, с. 118].
Цех по переработке изношенных шин позволяет утилизировать данное сырьё в объёме 1 500 тонн в год, продукты переработки шин (металлокорд, жидкий растворитель) используются как вторичное сырье.
Показатели переработанных шин представлены в табл. 2.8.
Таблица 2.8
Переработка изношенных шин, тонн
| Показатели |
2005 год |
2006 год |
2007 год |
| 1 |
2 |
3 |
4 |
| Переработано |
232,2 |
129,6 |
145,8 |
| Получено: |
|||
| жидкой фракции |
70,73 |
55,6 |
75,4 |
| твердой фракции |
100,7 |
46,4 |
50,3 |
| металлокорда |
40,0 |
10,8 |
12,7 |
Таким образом, в ОАО «Татнефть» переработано 232,2 тонн шин в 2005 году, 129,6 тонн в 2006 году и 145,8 тонн в 2007 году.
Большое внимание в Компании уделяется вопросу утилизации отходов чёрных металлов.
Показатели по сдаче лома черных металлов представлены в табл. 2.9.
Таблица 2.9
Сдача лома черных металлов, тонн
| Предприятие |
2005 год |
2006 год |
2007 год |
| 1 |
2 |
3 |
4 |
| Структурные и дочерние предприятия ОАО «Татнефть» |
21659,6 |
21783,4 |
22650,7 |
| Сторонние |
261,7 |
1031,4 |
1548,5 |
| Итого |
21921,3 |
22814,8 |
24199,2 |
Как видно из табл. 2.9, в 2005 году было сдано на переработку 21921,3 тонн металлолома, в 2006 году – 22814,8 тонн и 24 199,2 тонн в 2007 году.
В 2007 году был проведён ряд проверок, как со стороны надзорных органов федерального уровня, так и со стороны госорганов уровня субъектов
Российской Федерации. В результате ни на одном объекте, проверяемом государственными инспекторами, работы не были приостановлены. Компанией
разработаны мероприятия по дальнейшему предотвращению, выявлению и пресечению нарушений законодательства в области охраны окружающей среды, обеспечения соблюдения в ОАО «Татнефть» требований, в том числе нормативов и нормативных документов в области охраны окружающей среды, а также обеспечения экологической безопасности.
3. Оценка влияния внедрения мероприятий по использованию вторичных ресурсов на финансовые результаты предприятия
Общая эффективность мероприятий по использованию вторичных ресурсов в ОАО «Татнефть», представлена в табл. 3.1.
Таблица 3.1
Эффект от всех мероприятий по использованию вторичных ресурсов, проведенных в ОАО «Татнефть» в 2007 году
| № п/п |
Наименование показателей |
Ед.изм. |
Сумма |
| 1 |
2 |
3 |
4 |
| 1 |
Изменение затрат по элементам затрат: |
||
| -сырье |
млн.руб. |
-187,960 |
|
| -транспорт |
млн.руб. |
-4,237 |
|
| -амортизацию |
млн.руб. |
14,585 |
|
| -налог на имущество |
млн.руб. |
5,481 |
|
| 2 |
Прирост балансовой прибыли |
млн.руб. |
172,131 |
| 3 |
Налог на прибыль |
млн.руб. |
41,311 |
| Итого эффект от мероприятий в 2007 г. |
млн.руб. |
130,820 |
|
Таким образом, общий эффект от внедрения мероприятий по использованию вторичных ресурсов в ОАО «Татнефть» в 2007 году составил 130,820 млн. руб.
В результате внедрения мероприятий по использованию вторичных ресурсов финансовые результаты деятельности ОАО «Татнефть» изменились, что представлено в табл. 3.2.
Таблица 3.2
Изменение финансовых результатов деятельности ОАО «Татнефть» до и после внедрения мероприятий по вторичному использованию ресурсов
| № п/п |
Наименование показателей |
Ед. изм. |
До внедрения |
За счет внедрения |
После внедрения |
| 1 |
2 |
3 |
4 |
5 |
6 |
| 2 |
Себестоимость товарной продукции |
млн.руб. |
136432,820 |
-130,820 |
136302 |
| 3 |
Прибыль до налогообложения |
млн. руб. |
60996,869 |
+172,131 |
61169 |
| 4 |
Налог на прибыль |
млн. руб. |
17350,689 |
+41,311 |
17392 |
| 5 |
Чистая прибыль |
млн. руб. |
1664,180 |
+130,820 |
43812 |
| 6 |
Рентабельность |
% |
44,71 |
+0,17 |
44,88 |
Таким образом, за счет внедрения мероприятий по использованию вторичных ресурсов в 2007 году в ОАО «Татнефть» произошли следующие изменения:
1) себестоимость товарной продукции уменьшилась на 130,820 млн. руб.;
2) прибыль до налогообложения выросла на 172,131 тыс. руб.;
3) рентабельность реализованной продукции выросла на 0,17%.
Динамика рентабельности производства ОАО «Татнефть» до и после внедрения мероприятий по использованию вторичных ресурсов представлена на рис. 3.1.
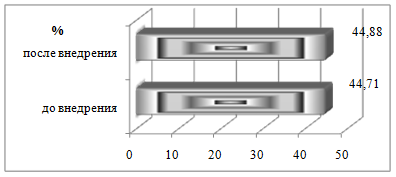
Рис. 3.1. Динамика рентабельности производства ОАО «Татнефть» до и после внедрения мероприятий по использованию вторичных ресурсов
Таким образом, все проведенные в ОАО «Татнефть» мероприятия по использованию вторичных ресурсов экономически эффективны и в 2007 году приносят дополнительную прибыль. Рентабельность производства выросла за счет проведения мероприятия на 0,17% и составила 44,88%.
4. Расчетная часть
Таблица 4.1
Калькуляция себестоимости добычи товарной нефти по НГДУ
| № п/п |
Наименование статей затрат |
Себестоимость до внедрения |
Дополнитель- ные затраты Δ C, тыс.руб. |
Себестоимость после внедрения |
||
| Всего затрат (С1), тыс.руб. |
На 1 тонну валовой нефти (C1) |
Всего затрат (C1), тыс.руб. |
На 1 тонну валовой нефти (C2) |
|||
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| 1 |
Расходы на энергию по извлечению нефти |
99125 |
66,40 |
4116,80 |
103241,80 |
66,41 |
| 2 |
Расходы по искусственному воздействию на пласт |
393355 |
263,50 |
16337,00 |
409692,00 |
263,53 |
| 3 |
Основная и доп. зарплата производственных рабочих |
39207 |
26,30 |
39207,00 |
25,22 |
|
| 4 |
Дополнительная зарплата производственных рабочих |
|||||
| 5 |
Отчисления на социальное страхование |
9733 |
6,50 |
9733,00 |
6,26 |
|
| 6 |
Амортизация скважин |
76932 |
51,50 |
17252,08 |
94184,08 |
60,58 |
| 7 |
Расходы по сбору и транспортировке нефти |
133158 |
89,20 |
5530,40 |
138688,40 |
89,21 |
| 8 |
Расходы по технологической подготовке нефти |
119087 |
27,04 |
1676,48 |
120763,48 |
77,68 |
| 9 |
Расходы на подготовку и освоение производства |
- |
- |
- |
- |
|
| 10 |
Расходы на содержание и эксплуатацию оборудования |
706396 |
473,30 |
706396,00 |
454,39 |
|
| В т.ч. расходы по подземному ремонту скважин |
299149 |
200,40 |
299149,00 |
192,43 |
||
| 11 |
Цеховые расходы |
514881 |
345,00 |
514881,00 |
331,196 |
|
| 12 |
Общепроизводственные расходы |
277840 |
186,10 |
277840,00 |
178,72 |
|
| В т.ч. транспортный налог |
- |
- |
- |
- |
||
| 13 |
Прочие производственные расходы |
2798449 |
1874,90 |
116243,80 |
2914692,80 |
1874,87 |
| В т.ч. налог на добычу полезных ископаемых |
2798435 |
1874,90 |
||||
| Регулярные платежи за пользование недрами |
14,00 |
14,00 |
||||
| 14 |
Потери нефти при подготовке и транспортировке |
763549 |
511,60 |
31719,20 |
795268,20 |
511,56 |
| а) потери (-) |
20214 |
13,50 |
837,00 |
21051,00 |
13,54 |
|
| б) незавершенное производство |
743335 |
498,00 |
30876,00 |
774211,00 |
498,01 |
|
| 15 |
Производственная себестоимость |
|||||
| а) валовая продукция |
5168163 |
3462,51 |
214675,00 |
5382838,00 |
3462,50 |
|
| б) товарная продукция |
4404614 |
3472,43 |
214675,00 |
4619902,80 |
3472,42 |
|
| Валовая нефть, т. |
1492609 |
62000,00 |
1554609 |
|||
| Товарная нефть, т. |
1268451 |
62000,00 |
1330451 |
|||
Определить: уровень рентабельности продукции, производства, производительность труда, затраты на 1 рубль товарной продукции, фондоотдачу, фондовооруженность до и после проведения мероприятий, экономический эффект, экономию. Расчет произвести по вышеприведенным данным.
Таблица 4.2 Исходные данные
| № п/п |
Наименование показателей |
Ед. изм. |
Обозначения |
Вариант 5 |
| 1 |
Прирост добычи нефти |
Тыс.т. |
|
62 |
| 2 |
Прирост численности |
Чел. |
|
5 |
| 3 |
Цена 1 тонны нефти |
Руб. |
|
8200 |
| 4 |
Ввод скважин |
Ед. |
nскв |
35 |
| 5 |
Среднегодовой процент амортизации |
% |
Нв |
9,1 |
Справочно:
1. Дополнительная добыча нефти за счет внедрения МУН и ввода новых скважин ![]() А = 87 тыс.т.
А = 87 тыс.т.
2. Введены скважины стоимостью 6,5 млн.руб. каждая в марте месяце;
3. Доп.затраты на проведение МУН - 42,5 млн.руб., ЧППП
= 1832 чел., прирост ![]() ЧППП
– 5 чел.
ЧППП
– 5 чел.
4. Среднегодовая сумма основных средств на 1.01. по первоначальной стоимости – 18491 млн.руб.
Решение:
1. Фондоотдача. Фондоотдача – это обобщённый показатель, характеризующий использование основных средств. Определяется как отношение объема реализации продукции в стоимостном выражении к среднегодовой стоимости основных средств:
Фо = Р/Фср.год.
Р1 = 1 268 451 × 8 200 = 10 401 298 200 (руб.) – до внедрения
Фо1 = 10 401 298 200 / 18 491 000 000 = 0,563 × 100% = 56,3% - до внедрения
Р2 = 1 330 451 × 8 200 = 10 909 698 200 (руб.) – после внедрения
Фо2 = 10 909 698 200 / 18 491 000 000 = 0,590 × 100% = 59,0% - после внедрения
2. Фондовооруженность. Фондовооруженность характеризует уровень оснащенности работников основными средствами:
| Фвоор. = Ф ср.год. / ЧППП |
Фвоор. = 18 491 / 1 832 = 10,09 (руб./чел.) – до внедрения
1 832 – 100%
1 837 – х
х = (1 837 × 100%) / 1 832 = 100,3 (+ 0,3)
Фвоор. = 10,09 + ((18 491 / 1 832) × 0,3) = 12,12 (руб./чел.) – после внедрения
3. Определим уровень рентабельности продукции:
| R общ.прод. = (Пчист. / С/с) × 100% |
а) R1общ.прод. = (4 797 347 360 / 4 404 614 000) × 100% = 108,92% - до внедрения
Выручка: 1 268 451 × 8 200 = 10 401 298 200 (руб.)
Прибыль: 10 401 298 200 – 4 404 614 000 = 5 996 684 200 (руб.)
Чистая прибыль: 5 996 684 200 × 80 / 100% = 4 797 347 360 (руб.)
б) R2общ.прод. = (5 031 836 320 / 4 619 902 800) × 100% = 108,92% - после внедрения
Выручка: 1 330 451 × 8 200 = 10 909 698 200 (руб.)
Прибыль: 10 909 698 200 – 4 619 902 800 = 6 289 795 400 (руб.)
Чистая прибыль: 6 289 795 400 × 80 / 100% = 5 031 836 320 (руб.)
4. Уровень рентабельности производства:
R общ.произ. = (Пчист. / выручка от реализации) × 100% |
R1общ.произ. = (4 797 347 360 / 10 401 298 200) × 100% = 46,1% - до внедрения
R2общ.произ. = (5 031 836 320 / 10 909 698 200) × 100% = 46,1% - после внедрения
5. Определим производительность труда:
| ПТ = Выручка от реализации / ЧППП |
ПТ1 = 10 401 298 200 / 1 832 = 5 667 564,5 (руб./чел.) – до внедрения
ПТ2 = 10 909 698 200/ 1 837 = 5 938 866,7 (руб./чел.) – после внедрения
6. Затраты. Затраты на 1 рубль товарной продукции равны отношению себестоимости к объему товарной продукции.
4 404 614 000 / 1 268 451 = 3472,43 (руб.) – до внедрения
4 619 902 800 / 1 330 451 = 3472,42 (руб.) – после внедрения
7 . Экономический эффект.
| Э = (Ц – С2') × ΔА – En × ΔК |
En = 0,15 – нормативный коэффициент вложений
Э = (8 200 – 3 472,42) × 87 – 0,15 × 42 500 = 404 924,46 (тыс. руб.)
8. Экономия.
| Э = Pt – З t – Н |
Pt – дополнительный выпуск продукции в стоимостном выражении;
Зt – дополнительные издержки производства;
Н – налоги (24% от балансовой прибыли)
Pt = 87 × 8 200 = 713 400 (тыс. руб.)
Зt = 42 500 (тыс. руб.)
Э = 713400 – 42500 – ((5996684,2 - 4619902,800) × 20) / 100%) = 395 543,72 (тыс.руб.)
3 472,43 – 3 472,42 = 0,01 (руб.)
Увеличение добычи нефти привело к снижению затрат на 0,01 руб. на 1 т товарной нефти. Экономический эффект, полученный от внедрения МУН и ввода новых скважин, составил 404,924 млн. руб., экономия составила 395,544 млн. руб.
Таким образом, проанализировав результаты расчетов, можно сделать вывод о том, что внедрение МУН и ввод новых скважин экономически целесообразны.
Заключение
Исследование, проведенное в данной работе, позволило сделать следующие выводы.
Буровое нефтепромысловое оборудование работает на открытом воздухе и подвержено всем вредным влияниям окружающей среды, а также коррозионному воздействию бурового раствора, соленой воды, газового фактора и пр. Кроме того, узлы и детали оборудования испытывают динамические и вибрационные нагрузки, вызывающие интенсивный износ агрегатов. В этих условиях целесообразно использовать технологии восстановления (реновацию) быстроизнашивающихся деталей, позволяющие быстро и сравнительно недорого восстанавливать и даже повышать их эксплуатационные свойства, обеспечивая тем самым исправность и надежность оборудования.
Естественное старение фонда скважин и увеличение доли трудноизвлекаемых запасов на поздней стадии разработки месторождений компании предопределило возрастающую роль и значение служб по ремонту скважин и повышению нефтеотдачи пластов в поддержании достигнутого уровня добычи нефти.
Исследование программы по вторичному использованию ресурсов на финансовые результаты деятельности предприятия проведено в данной работе на примере ОАО «Татнефть» - одной из крупнейших отечественных нефтяных компаний, осуществляющей свою деятельность в статусе вертикально-интегрированной Группы. В состав Группы входят нефтегазодобывающие, нефтегазоперерабатывающие и нефтехимические производства, предприятия по реализации нефти, газа, нефтегазопродуктов и нефтехимии, а также блок сервисных структур.
Основными направлениями программы вторичного использования ресурсов в ОАО «Татнефть» являются: реставрация штанг, штанговых насосов, насосно-компрессорных труб и их вторичное использование; многократное и повторное использование водных ресурсов, а также утилизация и вторичное использование промышленных отходов.
С 2004 года в ОАО «Татнефть» реализуется программа по демонтажу, реставрации и повторному использованию трубопроводов системы ППД, что позволяет сократить образование металлоотходов, находящихся под землёй. Реставрация труб НКТ производится на стационарном оборудовании, на базе Бугульминского механического завода (ремонт механических деформаций, промывка, отжиг, дробеструйная обработка внутренней поверхности, нанесение покрытия и консервационной смазки).
Экономический эффект от реставрации и повторного использования НКТ в ОАО «Татнефть» составил 32990 тыс. руб. в 2005 году, 28005 тыс. руб. в 2006 году и 33560 тыс. руб. в 2007 году.
В ОАО «Татнефть» создана инфраструктура входного контроля нефтепромыслового оборудования, сервисные центры по ревизии и диагностики штанг, глубинных штанговых насосов (ШГН) и насосно-компрессорных труб (НКТ). Экономический эффект от реновации нефтепромыслового и бурового оборудования в 2007 г. составил 25,7 млн. руб.
Увеличение мощностей по реставрации штанг в Компании производится с 1997 года, в настоящее время 9 НГДУ имеют такие сервисные центры. В 2005 году реставрацию прошло 472,6 тыс. штанг, получивших право на повторное использование, в 2006 году реставрацию прошло 467,7 тыс. штанг. В 2007 году были реставрированы все штанги, прошедшие отбор на повторное использование.
Экономический эффект от реставрации штанг в ОАО «Татнефть» составил 2550,3 тыс. руб. в 2005 году, 2456,5 тыс. руб. в 2006 году и 2845,9 тыс. руб. в 2007 году. Кроме экономической выгоды от реставрации и повторного использования штанг, бывших в эксплуатации, предупреждения их обрыва и соответственно непредвиденных подземных ремонтов, компания «Татнефть» получила эффект экологический, количественно снизив образование металлоотходов и отходов, образующихся при ПРС.
Наличие соответствующих водных ресурсов является необходимым условием эффективной разработки нефтяных месторождений, так как в ОАО «Татнефть» более 90 % нефти добывается с использованием различных систем заводнения (поддержание пластового давления). Поэтому ОАО «Татнефть» свойственен высокий уровень использования водных ресурсов. Объем попутно добываемой и сточной воды, повторно используемой для целей ППД в ОАО «Татнефть», составил 119,6 млн. м3 в 2005 году, вырос до 124,7 млн. м3 в 2006 году и составил 136,5 млн. м3 в 2007 году.
Утилизация отходов как наибольшая составляющая экологических платежей Компании имеет для ОАО «Татнефть» особую значимость. В соответствии с корпоративной экологической политикой особое внимание уделяется вопросам сокращения отходов в ходе добычи и подготовки нефти.
В 2007 году в ОАО «Татнефть» было образовано 126,9 тыс. тонн отходов, что на 70,2 тыс. тонн больше, чем в 2005 году и на 2,3 тонн меньше по сравнению с 2006 годом. Из них образовано нефтешламов – 31,2 тыс. тонн в 2007 году, тогда как в 205 году было образовано нефтешламов в объеме 56,7 тыс. тонн, а в 2006 году – 45,3 тыс. тонн. Динамика объемов обезвреживания и использования отходов ОАО «Татнефть» в 2005-2007 гг. имеет тенденцию к росту: с 2,9 тыс. тонн в 2005 году до 5,4 тыс. тонн в 2007 году. Динамика отходов, передаваемых на переработку сторонним организациям ОАО «Татнефть», в 2005-2007 гг. также имеет тенденцию к росту: с 55,6 тыс. тонн в 2005 году до 106,4 тыс. тонн в 2007 году.
С целью сокращения отходов в ходе добычи и подготовки нефти разрабатываются и внедряются новые технические средства и технологии. Кроме того, отходы используются как дополнительный, нетрадиционный источник сырья для получения товарной продукции – жидких углеводородов, вторичного полиэтилена, кабельной продукции и т.д.
Список использованной литературы:
1. Бляхман Л.С. Экономика фирмы. – СПб.: Питер, 2007. – 480 с.
2. Волков О.И. Экономика предприятия. – М.: ИНФРА-М, 2006. – 530 с.
3. Ворст И., Ревентлоу П. Экономика фирмы. – М.: Высшая школа, 2006. – 445с.
4. Грузинов В.П. Экономика предприятия и предпринимательства. – М.: Софит, 2007. – 564 с.
5. Дунаев В.Ф. Экономика предприятий нефтяной и газовой промышленности. – М.: ООО «ЦентрЛитНефтеГаз», 2006. – 380 с.
6. Зайцев Н.Л. Экономика промышленного предприятия: Учебное пособие. – М.: ИНФРА-М, 2006. – 518 с.
7. Пелих А.С. Экономика предприятия. – Ростов-на-Дону: Феникс, 2005. – 425с.
8. Раицкий К.М. Экономика предприятия: Учебник. – М.: ЮНИТИ-ДАНА, 2006. – 348 с.
9. Рахматуллин Д. Перспективы реновационных технологий // Нефтяник Татарстана. – 2008. - №3. – С. 27-31.
10. Сафронов Н.А. Экономика организации (предприятия). – М.: Экономист, 2007. – 624 с.
11. Семенов В.М., Баев И.А., Терехова С.А. Экономика предприятия. – М.: Центр экономики и маркетинга, 2005. – 353 с.
12. Сергеев И.В. Экономика предприятия. – М.: Финансы и статистика, 2006. – 305 с.
13. Титов В.И. Экономика предприятия. – М.: Издательско-торговая компания «Дашков и К![]() », 2007. – 465 с.
», 2007. – 465 с.
14. Царев Р.М., Шишков А.Д. Экономика промышленных предприятий. – М.: Транспорт, 2006. – 284 с.
15. Шелепенко Г.И. Экономика, организация и планирование производства на предприятии. – Ростов-на-Дону: МарТ, 2006. – 544 с.
16. Экономика отрасли / Под ред. А.С. Пелих. – Ростов-на-Дону: Феникс, 2005. – 448 с.
17. Экономика предприятия / Под ред. Ф.К. Беа, Э. Дихтла, М. Швайтцера. – М.: ИНФРА-М, 2007. – 523 с.
18. Экономика предприятия: Учебник для вузов / Под ред. проф. В.Я. Горфинкеля, проф. В.А. Швандара. – М.: ЮНИТИ-ДАНА, 2007. – 718 с.
19. Юркова Т.И., Юрков С.В. Экономика предприятия. – М.: Дело, 2006. – 414 с.
20. Годовой отчет ОАО «Татнефть» за 2005 г.
21. Годовой отчет ОАО «Татнефть» за 2006 г.
22. Годовой отчет ОАО «Татнефть» за 2007 г.