| Скачать .zip |
Реферат: Отходы производства в строительстве
1. Анализ твердых отходов промышленных стройматериалов и машиностроения.
-виды
-токсичность
-объемы
Основные виды строительных отходов это
Бой бетона, остающийся после сноса зданий
Бой асфальта
Стальной шлак
В соответствии с классификатором Минздрава 1989 года при сносе, реконструкции и новом строительстве зданий и сооружений образуются следующие виды отходов :
отходы бетона и железобетона
сколы асфальта
отходы керамзитбетона
отходы древесины
лом черных металлов
отходы рубероида
отходы битума (мастика)
отходы линолеума, обрезь
минвата использованная
асбошифер, бой асбестовые изделия
мукулатура (в т.ч. оргалит)
стеклобой
сафаянс использованный
кирпич (бой)
раствор цементно – известковый отработанный
отходы лакокрасочные разные
шлаки, зола
керамическая плитка, бой
тара бумажная, загрязненая
тара металлическая, использованная
Основные виды отходов машиностроения :
ТПО из черных металлов, т.е. металлов на основе железа, подверженных влиянию светопогоды и природных факторов.
ТПО из нержавеющей стали.
ТПО из полиметаллов.
ТПО из цветных металлов.
ТПО из черных металлов.
Преобладающими видами строительных отходов в городе являются кирпич, асфальт, и каменные материалы, бетон и железобетон, картон, бумага.
С учетом опыта строительных фирм (ЗАО «АРМСТРОЙ») реальный объем вывоза строительного лома после сноса одного пятиэтажного 4-подъездного дома составляет 4,5 – 5 тысяч тонн.
Характеристики исходного материала для переработки
Строительные панели и блоки, разрушенные при разборке домов.
| Толщина панели | 160-350 мм |
| Максимальные габариты | 5830-2780мм |
| Вид панелей |
Трехслойные ж\б, однослойные Керамзитобетонные, шлакобетонные и др. |
| Максимальная прочность бетона не более |
250 кг/см3 |
| Плотность |
1,3-2,5 г/см3 |
| Влажность | До 16% |
| Абразивность | Свойственная бетонным изделиям |
Специальные бетонные изделия – фундаметные плиты и блоки, трубы, тюбинги, элементы коллекторов, колодцев, лом монолитного бетона и др.
Обломки кирпичных стен и блоков снесенных сооружений
| Размер, не более | 1000х800х2000 мм (без предварительного измельчения) |
| Максимальная прочность кирпичного фрагмента |
25 кг/см2 |
| Металлическая арматура | Класс А1, А III по ГОСТ 5781-75 |
| Максимальная прочность арматуры |
R0 = 3400 кг/см2 |
| Диаметр арматурных прутков | До 32 мм |
| Теплоизоляционные материалы – газопенобетон или щлакогазопенобетон (обломки) | |
| размер | Не более 1000х800х2000 мм |
| Плотность |
До 0,7 г/см2 |
| Влажность | До 20% |
Смешанный строительный мусор |
Ткань, бумага, картон, пластмасса, дерево. |
1.ТПО металлов
Металлоперерабатывающие производственные подразделения имеют даже при неполной загрузке большое количество металлической стружки и пыли. Металлическая стружка и металлическая пыль образуется при механической обработке, заготовке, при заточке, шлифовке изделий. Зачастую на одном и том же оборудовании, на одном и том же станке могут образовываться отходы разных металлов, так как обрабатываются заготовки из разных металлов. Для отделения отходов разных металлов можно использовать магнитные свойства отходов железа. Притягиваясь к магниту стальные опилки отделяются от других металлических отходов и собираются отдельно в соответствующей таре. Далее они направляются на переработку. В частности из однотипной стружки можно способом горячей штамповки при t=+1000-1200°С получать монолитную деталь не требующую дальнейшей обработки. Преимущество горячей штамповки: работа при более низких температурах (огромная экономия энергетики), отсутствие потерь, 100% использование ТПО. ТПО из нержавеющей стали собираются в отдельную тару и ни в коем случае их нельзя смешивать с другими металлическими отходами. После сбора такие ТПО направляются на переработку. Во ВНИИ твердых сплавов разработан способ утилизации металлической стружки, который заключается в том, что стружка не перерабатывается в порошковую сталь. Это исключает дорогостоящий процесс литья, который для своего проведения требует значительного количества энергетики. Этот способ может быть использован на любом металлоперерабатывающем производстве. Согласно этого способа металлическая стружка, отмытая от масел в бензине или в керосине загружается в шаровую или в вибромельницу в среду этанола и размалывается до заданной степени помола. Полученный таким способом порошок замешивается в смесителе на растворе синтетического каучука в бензине и прессуется на 500-тоном прессе. Полученный таким образом полуфабрикат, обладающий значительной пористостью (около 30%), далее спекается в защитной атмосфере или в вакууме. С целью получения заданной формы заготовку подвергают горячей ковке или прокатке. Таким способом получают порошковую сталь с мелкими зернами. Это позволяет вводить в такую сталь практически любые легирующие добавки . Следует отметить, что стойкость и стабильность резцов , полученных вышеописанным способом больше обычных в три раза. Более того предварительное введение в смесь небольших количеств титана (Ti) повышает твердость инструмента, уменьшает коэффициент трения, увеличивает срок службы резцов. Более того, добавка титана позволяет интенсифицировать ряд технологических операций: размол, прессование, спекание. В 80-х годах разработаны технологические приемы переработки ТПО сверхтвердых сталей, которые основаны на вакуумной и электрошлаковой переплавке в специальном пульсирующем магнитном поле . Проведенные в то время специальные исследования показали, что электрошлаковый переплав ТПО сверхтвердых сталей в пульсирующем магнитном поле - эффективный способ восстановления изношенного инструмента для горячей штамповки.
Брак, литники, металлическая стружка после механической обработки являются хорошим материалом для приготовления шихты. В то же время применение для плавки одних отходов не рекомендуется, так как при этом может повысится газонасыщенность металла и увеличится содержание окислов. При этом количественное содержание отходов, вводимых в плавку не должно превышать 35-40% от общей массы шихты. Если требуется проведение нескольких литейных сплавов, то нужно строго следить, чтобы не производилось смешивание ТПО металла различного состава. Поэтому возврат (ТПО металла) следует хранить строго по сплавам, ни в коем случае не допуская даже ошибочного разового смешения, в четко замаркированной таре и в разных местах для разного сплава так, чтобы случайное смешение свести к минимуму.
Для литейного производства характерно одновременное движение большого количества металла, песка и вспомогательных материалов. Важным этапом литейного производства является регенерация отработанных формовочных смесей. Эта регенерация включает следующие стадии технологического процесса:
Дробление кусковой использованной формовочной массы.
Очистка от металлических включений.
Просев с одновременным продуванием воздухом и отсосом пыли.
Оттирка зерен песка от связующего.
Повторное обеспыливание.
Дробление формовочной смеси производится в два этапа:
Предварительное дробление на валковых дробилках.
Окончательное дробление на роторных дробилках.
Очистка раздробленной формовочной массы от металла производится с помощью магнитных сепараторов. Наиболее удобным способом конструктивного исполнения такого сепаратора является установка электромагнитной очистки формовочных. Ее конструктивное исполнение позволяет полностью извлекать металлические частицы из отработанной и хорошо раздробленной формовочной смеси. При дроблении, магнитной сепарации и обеспыливании разрушаются частично глинистые корки и пленки связующих с поверхности частиц песка. Для окончательной очистки песка производится его пневморегенерация (т.е. регенерация струей воздуха). Весьма часто для очистки песка используется способ «кипящего» слоя. Для этого в движущийся слой песка вводят вращающиеся лопатки. При этом скорость воздуха рассчитывается так, чтобы частицы песка не уносились с воздухом, а находились в потоке во взвешенном состоянии, т.е. как бы кипели. Скорость движения песка регулируется так, чтобы период нахождения частицы песка был вполне достаточным для ее полной очистки. Сложнее переводится регенерация жидкостекольных самоотверждающихся смесей. Для восстановления таких смесей применяется способ химического восстановления свойств песка, который основывается на селективном растворении в кипящем растворе щелочи. Концентрация щелочи 1-15%; время обработки = 1 час, температура +100°С; степень извлечения жидкого стекла не менее 70%. Эффективность процесса регенерации на основе селективного растворения позволяет его использовать не только с обычными материалами типа кварцит, но и с дефицитными продуктами, такими как например электрокорундом. Способ селективного растворения обеспечивает высокое качество регенерации. Содержание примесей в регенерированном продукте составляет: SiO20,6%; FeO30,12%; Na2O0,04%. Переработка ТПО основных материалов литейного производства не решает всех проблем и в частности использования вспомогательных материалов . К таким материалам следует отнести золу и шлак, которые образуются при сжигании. Шлаки в зависимости от места добычи содержат различные ценные компоненты. Известно, что бурые угли, добываемые в Подмосковье дают шлаки с высоким содержанием алюминия. Поэтому, мартеновские шлаки применяются в качестве флюсов в доменных печах. Сварочные шлаки из нагревательных печей богаты железом. Поэтому, такие шлаки добавляются в шихту в доменных печах для частичной замены руды с целью ее экономии. Шлаки, содержащие фосфор, могут использоваться в качестве минеральных удобрений. Однако здесь следует обратить пристальное внимание на то, чтобы в таких продуктах не содержались канцерогенные вещества и особенно галоидированные ДО и ДПВ. Как известно I и II представитель ДО, как наиболее опасные (См. предыдущие главы) имеют высокую температуру плавления и кипения. А ДО, содержащие бром, синтезируются в качестве побочных продуктов при t=+700-900°С и это является очень опасным фактором. Поэтому при использовании шлаков всех видов необходимо знать предысторию и экогеографию добычи исходного топлива, которое служит сырьем для получения шлака. Бездумно использовать любой практически продукт, содержащий ценный компонент ни в коем случае нельзя. Особенно это касается сырьевых материалов, где могут участвовать галогены хлор, бром. Опыт подсказывает, что в некоторых случаях шлаки с успехом могут применяться в медицинской практике. Доменные шлаки с учетом вышесказанной оговорки содержат ряд химических соединений серы, кальция, магния, железа. Растворяясь в воде и используя такую воду после проведения тщательного анализа, можно излечивать ряд болезней: невралгические заболевания, различные формы костно-суставных заболеваний. Но разумеемся перед применением для лечения такую воду следует проанализировать на содержание канцерогенов в том числе и на супертоксиканты - галоидированные ДО и ДПВ. Для проведения анализа на эти ксенобиотики ДО и ДПВ требуется применение специальных методов анализа: концентрирования и отделения от фоновых веществ, и далее проведение анализа на ДО и ДПВ с помощью газовой хроматографии и масс-спектрографии с высокой разрешающей способностью и чувствительностью. Если проведение таких анализов на месте не возможно, то необходимо их выполнять по договоренности в соответствующих организациях в г.г. Москве, Санкт-Петербурге или Уфе. Без проведения таких анализов использовать шлаки для приготовления минерализованной лечебной воды нельзя. Кроме данного применения шлаки используются в качестве наполнителя в строительной индустрии для формования из цементной смеси шлакоблоков. Но это подробно рассматривается в соответствующем параграфе.
1.1. ТПО цветных металлов и полиметаллов
Под понятием полиметалла понимается масса ТПО металла, которые состоят из нескольких сортов различных металлов, нанесенных электрохимическим путем. Часто основой изделия является железо или медь, а в качестве покрытия используются цветные и редкие или даже драгоценные металлы: золото, платина, серебро. Это относится в первую очередь ТПО от радиоэлектронных изделий, некоторых типов контрольно-измерительных приборов, некоторых электротехнических агрегатов (например, выпрямителей тока и ТП). Собранные в зависимости от вида ТПО таких изделий подвергаются переработке в гальваническом производстве, где производится снятие металлических покрытий послойно электрохимическим способом. Например, олово и его сплавы снимаются в растворе, содержащем 50-100 г/л NaOH при температуре +60-70°С. Серебренное покрытие удаляется смесью концентрированных азотной и серной кислот. Способы переработки солей серебра основаны на получении хлористого серебра AgCl, который при его образовании всегда выпадает в осадок. Это является важнейшей качественной реакцией на серебро, точнее на катион серебра Ag'. Металлическое серебро снятое с тонких поверхностей полиметаллов растворяются в азотной кислоте в виде азотнокислого серебра - AgNO3 и также осаждается далее из раствора подачей соляной кислоты и образованием осадка хлористого серебра AgCl. Далее после ряда препараций (промывка водой, подкисление соляной кислотой HCl) осадок кипятят с цинком. После окончания реакции восстановления серебра, его отделяют от цинка и после ряда химических стадий очистки получается чистый готовый продукт. Снятие золота с поверхности полиметалла производится также определенным химико-техгнологическим приемом с применением азотной кислоты. Работы выполняются при эффективной работающей тяге с вытяжкой воздуха для того, чтобы свести к минимуму выброс оксидов азота, которые должны улавливаться сорбентом (активированным углем или другим поглотителем). Другой способ снятия золота заключается в обработке полиметаллических поверхностей раствором щелочи. Для этого поверхность полиметалла несколько раз обливается горячим раствором щелочи. Диффузия раствора щелочи нарушает адгезию (прилипание) с другим основным металлом и золотое покрытие снимается в воде губкой или щеткой. Если материал основной металлической поверхности медь, то вышеописанная обработка оказывается неэффективной. Изделие из полиметалла, где основная поверхность медь с целью отделения золота от меди направляется на соответствующее медеплавильное производство, где металлы разделяются обычным способом. Следует отметить, что коэффициент использования металла в бывшем Советском Союзе по данным 1990г., составила всего 0,7, то есть 70%. Таким образом ~30% металла шло по данным 1990г. в так называемые отходы. Сейчас, очевидно, этот коэффициент только снизился для всех видов металла. Это конечно не допустимо. Использование вторичного сырья на сегодня приобретает еще большую значимость, так как крайне дорогими оказываются цены на энергетику. Использование ТПО черных и цветных металлов вместо руды дает значительную экономию энергетики в процентах:
для:
алюминия - 95
меди - 83
свинца - 64
цинка - 60
стали - 74.
Раньше государство привлекало детей для сбора металлолома. Сейчас такие схемы не работают, и очень много металла (особенно стали, отходы аккумуляторных батарей в виде сернокислого свинца) идет на создание стихийных несанкционированных свалок ТП и БО. Так наблюдается практически повсеместно. Хозяйственник, обыватель живет по принципу: земли в России много, осквернять природу можно, никто не накажет, не посадит, и даже не оштрафует. Не то, что в давние жесткие времена. В то же время, настоящие рачительные хозяйственники - предприниматели, думающие о будущем в условиях «рыночно - базарных» отношений стали в большей мере использовать вторичные виды металлического сырья, а именно ТПО для всех видов черных и цветных металлов. Таких настоящих хозяйственников не много, но они есть. А эти, хотя сейчас весьма значительная часть, а может быть и преобладающая часть не честных предпринимателей, стремящаяся как можно скорей нажиться, к сожалению не понимает роль и значение ТП и БО.
1.2. ТПО металлургических производств и их переработка
В какой-то мере не много мы коснулись этих вопросов в предыдущем параграфе. Однако, весь комплекс переработки ТПО металлургических производств нами не рассматривался.
ТПО металлургических производств можно несколько условно подразделить на 2 группы:
ТПО в черной металлургии.
ТПО в цветной металлургии.
Отходы в черной металлургии образуются уже на стадии добычи руды. При этом следует отметить, что ~ 70% вскрытых пород и отходов обогащения можно использовать для производства строительных материалов. Так например породы железной руды Курской магнитной аномалии можно использовать для этой цели. Агломерационные производства также дают большой процент отходов. Так очистка агломерационных газов от пыли, которая содержит железосодержащий компонент осуществляется сухим или мокрым способом. Очистка газа с использованием электрофильтров и способ сухой транспортировки сорбируемой пыли позволяет устранить почти полностью сброс сточных вод.
Важным шагом использования шламов, содержащих железо и улавливания всеми способами пыли является присадка этих шламов к агломерационной шихте. Кроме того, необходимо, чтобы все шлаки и пыль, улавливаемые всевозможными способами полностью утилизировались по прямому назначению. Из мировой практики известно, что в ряде стран Европы пыль из рукавных фильтров ферросплавленных печей используется для выплавки углеродистого ферромарганца. Применяется также пыль магнетизирующего обжига железоборитовой руды на одном из производств Европы. Известно также, что пыль аморфного кремнезема, который получается как отход ферросицилия, применяется при получении ряда пластических масс в качестве наполнителя.
В черной металлургии применяется большое количество огнеупорных материалов, которые сравнительно быстро изнашиваются. Поэтому для того, чтобы использовать их повторно предложена технология применения этих изношенных состарившихся огнеупорных материалов в производстве огнеупорного бетона в строительной отрасли производства. Для этого огнеупорные состарившиеся материалы дробятся, а затем смешиваются с высокими марками цемента и замешивается обычный цементный раствор в 2-х лопастном смесителе Вернера - Пфлейдерера. Раздробленные огнеупорные материалы служат наполнителем в таком строительном растворе. Из полученного раствора формуется огнеупорный бетон или отдельные огнеупорные изделия. В металлургическом производстве 80% от общего количества ТПО составляют шлаки. Шлаки определяют практически сущность организации безотходного металлургического производств. Доменный шлак широко применяется для массового производства широкого ассортимента строительных деталей (блоков, плит и т.п.). Главными товарными изделиями для реализации из ТПО металлургии являются следующие (в процентах):
Различные виды гранулированного шлака - 54,
Щебень - 35,
Шлаковая пемза - 3,6,
Обратный продукт для металлургии - 4.
В значительной степени используются и перерабатываются доменные шлаки. Все нормальные серьезные металлургические производства имеют участки по переработке доменных шлаков. Особенно важным товарным продуктом, получаемым на основе доменных шлаков есть гранулированный шлак. У нас в 90-х годах около 30% цемента производилось на основе шлаков. При условии введения в шихту до 30% шлака энергетические затраты на производство особых видов шлакоцемента снижается на 20%.
Широко применяется шлак для получения такого продукта, как шлаковая пемза. Шлаковая пемза используется как пенистый наполнитель ряда конструкционных бетонов. При этом старение таких бетонов в отличие от наполнителей на основе синтетических полимерных материалов не сопровождается выделением каких-либо продуктов синтетической химии. Тяжелые фракции шлаковой пемзы применяются для получения минеральной ваты. Шлаковый щебень, получаемый медленным охлаждением шлака способствует образованию кристаллической структуры. Щебень получается из жидких шлаков, из остывших шлаков и из отвалов. Широкое применение шлакового щебня позволяет избежать строительства новых карьеров. В металлургических производствах работают установки по производству минеральной ваты из огненно-жидких шлаков. Использование жидких шлаков позволяет не только экономить сырье, но и снизить энергетические затраты. Трудоемкость производства минеральной ваты на основе жидких доменных шлаков ниже, чем изделий из щебня. За последние десятки лет возросла переработка шлаков сталеплавильного производства. Конвертерные шлаки, содержащие 40-50% CaO; 25% Fe2O3; 8% MnO2; ~ 8% Fe используются для выплавки чугуна в аглошихте. Это восстанавливает имеющееся в шлаках содержание марганца, а дополнительное металлическое железо позволяет уменьшить потребность во флюсе. В 90-е годы возросла переработка ферросплавных шлаков. Они перерабатываются на оборотный продукт для металлургии, для производства щебня, гранулированного шлака для стройиндустрии. При переработке шлаков из них извлекаются металлические включения различными способами в том числе магнитными сепараторами.
Ферросплавные шлаки, содержащие значительный процент ценнейших элементов и большой процент железа целесообразно использовать в самой металлургии. Использование при выплавке чугуна, содержащего существенный процент углерода, шлаков ферросицилия, смеси силикатов - 40-60%; корольков - 30-45%; и карбида кремния от 3 до 16% позволяет существенно увеличить производительность доменной печи и снизить расход кокса, при одновременном уменьшении расхода кварцита. Шлаки от производства марганцовых сплавов применяются при их производстве и при плавке чугуна. Это позволяет значительно экономить марганец в металлургическом производстве.
Примером безотходного производства в черной металлургии является бездоменный способ получения железа на Оскольском электрометаллургическом комбинате на основе высокосортных железных руд КМА. Применение бездоменной (бескоксовой) технологии получения стали обеспечивало в течение ряда лет отечественные предприятия высококачественной металлургической продукцией. Одновременно такая технология является более прогрессивной так как наносит меньше вреда окружающей природной среде.
При производстве цветных металлов также имеются ТПО. Так например, обогащение руд цветных металлов расширяет применение предварительной концентрации в тяжелых средах, и различных видов сепарации. Процесс обогащения в тяжелых средах позволяет комплексно использовать сравнительно бедную руду на обогатительных фабриках, которые перерабатывают никелевые, свинцово-цинковые руды и руды других металлов. Легкая фракция, получаемая при этом, используется в качестве закладочного материала на рудниках и в строительной индустрии. В Европейских странах используются отходы, образующиеся при добыче и обогащении медной руды, для закладки выработанного пространства и опять таки в производстве строительных материалов, в дорожном строительстве.
При условии переработки бедных низкокачественных руд широкое распространение получают гидрометаллургические процессы, которые используют сорбционные, экстракционные и автоклавные аппараты. Для переработки ранее выбрасываемых трудноперерабатываемых пирротиновых концентратов, которые являются сырьем для получения никеля, меди, серы, драгоценных металлов существует безотходная окислительная технология, проводимая в аппарате-автоклаве и представляющая из себя экстракцию всех основных вышеназванных компонентов. Эта технология используется на Норильском горно-обогатительном комбинате. Из отходов заточки твердосплавного инструмента, шлаков при производстве алюминиевых сплавов также извлекаются ценные компоненты. Нефелиновые шламы при производстве цемента также используются и позволяют повысить производительность цементных печей на 30% при снижении расхода топлива. Почти все ТПО цветной металлургии можно использовать для производства строительных материалов. К сожалению, пока еще не все ТПО цветной металлургии используются в строительной индустрии.
На Ачинском глиноземном комбинате со второй половины 80-х годов снизилась себестоимость глинозема почти в 2 раза за счет комплексной переработки нефелиновых руд на глинозем, содопродукты. Это позволило предприятию снизить себестоимость производства кальцинированной соды (Na2CO3) почти также в 2 раза по сравнению с другими предприятиями.
В ряде стран восточной Европы внедрена практически безотходная технология переработки бокситов, утилизируется так называемый красный шлам, уменьшены потери при производстве щелочных металлов. По специально разработанному технологическому процессу получают глинозем, оксиды железа, продукты для цементной промышленности. На Челябинском электролитном заводе действует гидрометаллический способ переработки цинкового сырья по практически безотходной технологии. На этом предприятии высоки показатели извлечения металлов, серы. Известно, что затраты на минеральное сырье в цветной металлургии составляют более 70% всех затрат на производство продукции. Сложный состав сырья, перерабатываемого на производствах цветной металлургии и низкое содержание полезных компонентов создают условия для образования самых больших в добывающей отрасли отходов от добычи руды до переработки. Однако, несмотря на ряд положительных фактов в наше трудное переходное время много действующих предприятий работает по старой традиционной технологии переработки сырья, предусматривающей полезное использование только сравнительно незначительной части сырья. Сейчас это особенно усилилось, так как, во-первых, сократились или полностью приостановлены все исследовательские работы по комплексному использованию сырьевых ресурсов и переработке всех отходов. Во-вторых, значительно снижены требования природоохранных организаций к выполнению ряда работ по разработке безотходных технологий. В-третьих, для полной реализации результатов исследовательских работ из большинства предприятий металлургического производства нет материальных средств, как и во всех других отраслях народного хозяйства. Предприятия металлургии находятся зачастую в лежачем положении или попросту не до безотходных технологий, лишь бы просуществовать. Несмотря на все сложности и разнооттеночность политической палитры Россия должна выбрать свой путь движения вперед, ту золотую середину, которая позволит решать постепенно все вопросы народного хозяйства в том числе и всевозрастающую необходимость переработки всех твердых промышленных и бытовых отходов и особенно в горно-обогатительной и в металлургической индустрии. Пока еще у человеческого рода есть шанс сохранить свой род и нашу зеленую планету. Но времени для раздумий и раскачки остается все меньше. Дальнейшее промедление решения многих экологических проблем, в т.ч. и переработки твердых отходов, недопустимо во имя живущих и будущих поколений.
2.ТПО стекольных и керамических производств и их переработка
Исходя из технологии получения стекла и стеклоизделий главными компонентами стекла являются диоксид кремния SiO2, содержание которого в стекле составляет от 40 до 80% (по массе), в кварцевых стеклах от 96 до 100% и ряд других неорганических оксидов.
Для правильного понимания свойств ТПО стекольных производств разберем химический состав различного вида стекла.
Таблица 3.1.
|
Вид стекла |
Химический состав (% по весу) |
|||||||||||
|
SiO2 |
Na2O |
K2O |
CaO |
BaO |
MgO |
ZnO |
PbO |
Al2O3 |
Fe2O3 |
B2O3 |
As2O3 |
|
| Обычное | 75,3 | 13,0 | - | 11,7 | - | - | - | - | - | - | - | - |
| Оконное | 71 | 16 | - | 8 | - | 3,3 | - | - | 1,5 | 0,2 | - | - |
| Бутылочное | 70 | 15 | 2,8 | 10 | - | - | - | - | 3,0 | 2,0 | - | - |
| Электроламповое | 71 | 14 | 3 | 5 | - | 3 | - | 3,5 | 0,3 | 0,2 | - | - |
| Лабораторное | 69,8 | 8,8 | 5,6 | 8,2 | - | - | - | - | 4,9 | - | 2,7 | - |
| Иенское | 65,3 | - | - | - | 12,0 | - | 4,2 | - | 3,5 | - | 15,0 | - |
| Пирекс | 80,5 | 4,4 | 0,2 | 0,4 | - | - | - | - | 2,1 | - | 11,9 | 0,5 |
ТПО стекольных производств включают разнообразные виды твердых отходов. Это отходы, образующиеся при производстве стекла и стеклоизделий, и ТПО от готовой продукции. Итак, твердые промышленные отходы, образующиеся в процессе производства стекла и стеклоизделий включают следующие основные виды:
Смесь солей Ca и Mg.
Эта смесь состоит из 30-50% CaSO4; 20-30% CaF2; ~10% CaO; 15-25% MgO. Влажность хранящейся смеси зависит от времени года и светопогоды и составляет от 20 до 40%%.
Брак производства, стеклобой.
Осадок из отстойников, шлам, соли Na, Ca, Si.
Древесные опилки, срезки и т.п. в качестве побочных сопутствующих вспомогательных отходов.
Кроме того в производстве кварцевого стекла образуются рад ТПО в виде соединений SiCl4, GeCl4, POCl3.
Рассмотрим первый вид ТПО. Смесь солей Ca и Mg, главным компонентом из которой является сульфат кальция, фторид кальция, оксид кальция и магния. Больше всего в этой смеси содержится сульфата кальция - CaSO4. Сульфат кальция в виде кристаллогидрата есть гипс - CaSO4·2H2O. Гипс - это вяжущий строительный материал. Итак выше +66°С в безводном состоянии (ангидрид) из раствора выделяется сульфат кальция. Если температура ниже +66°С, то из водного раствора осаждается гипс - CaSO4·2H2O, т.е. кристаллогидрат. Нагревание гипса до +150°С переводит его в более бедный водой кристаллогидрат - 2CaSO4·H2O. Если замешать этот порошок 2CaSO4·H2O с водой (70% от веса гипса), то происходит обратное присоединение воды, сопровождающееся отвердением всей массы вследствие ее перехода:
2CaSO4·H2O + 2H2O 2 [CaSO4·2H4O].
Таким образом образуется гипс. Это свойство перехода сульфата кальция из одного кристаллогидрата в другой можно использовать для получения самых разнообразных изделий от декоративной плитки до художественных горельефов для коттеджей, офисов и т.п. Так в частности и получаются различные виды изделий на ряде малых предприятий. Итак, к замешиваемой композиции на основе сульфата кальция CaSO4 добавляются ТПО первого вида, а именно смесь CaSO4; CaF2; CaO и MgO. При этом перед добавкой эти отходы высушиваются и дробятся. Сушка отходов первого вида производится при температуре t +170-180°С. Добавка этих видов ТПО в основную массу производится в количестве от 10 до 45% от общего веса. Перед введением воды необходимо достижение полной однородности композиции, что достигается интенсивным перемешиванием или в смесителе, или в ручную в зависимости от необходимости. Для приготовления декоративных изделий и художественных горельефов при ограниченном количестве форм следует применять ручное перемешивание. Здесь, по-видимому, необходимо принять во внимание быстрый переход одного кристаллогидрата в другую форму кристаллогидрата. При этом в процессе производства было отмечено, что если добавки CaSO4, CaF2, MgO и CaO вводятся в количестве 10% от общей массы, то свойства формуемых изделий практически не изменяются. Если добавки CaF2, MgO и CaO, CaSO4 составляют 20-45% от общей массы смеси, то у готовых изделий начинают снижаться физико-механические показатели и одновременно готовые изделия начинают белиться при контакте. Окраска декоративной плитки и художественных изделий снимает этот недостаток. Покрытие плиткой изделий, поверхностей, наклейку художественных изделий можно производить различными видами клеев органической и неорганической природы. Таким образом можно полностью использовать отходы первого вида - смесь CaSO4, CaF2, MgO и CaO. Применение указанной смеси для нужд сельского и лесного хозяйства нецелесообразно. Дело в том, что в состав смеси входит сульфат кальция, т.е. с химической точки зрения соль сильной кислоты - серной кислоты H2SO4 и слабого основания - гидроксида кальция - Ca(OH)2. Катион Ca2+ оказывает в общем благотворное влияние на почвенный слой. Однако анион SO42-, содержащий еще серу S и анион сильной кислоты может постепенно способствовать закислению почвы. А это нежелательный процесс. Он и без добавок происходит, почти повсеместно в центральных областях РФ. Поэтому вводить смесь CaSO4, CaF2, MgO и CaO в почву в качестве минерального удобрения нежелательно. Сами по себе оксиды MgO и CaO для большинства почв полезны, они снижают кислотность почв, введением их в почвенный слой достигается известкование почвы и в конечном итоге это способствует формированию комковатости почвенного слоя. Но поскольку сульфат кальция CaSO4 содержится в смеси в больших количествах, то общий эффект воздействия смеси на почву может оказаться отрицательным из-за наличия сульфат-иона.
ТПО второго вида, а именно брак и стеклобой следует использовать на переплавку. Обычно стеклобой идет на переплавку в количестве от 40 до 100% от первичного сырья. Возможно применение стеклобоя в качестве наполнителя в дорожном строительстве. Для этого он предварительно тщательно дробиться, а уже потом идет на приготовление массы для дорожного покрытия. Стеклобой может использоваться также для получения строительной керамики, панелей и т.п. Практическую возможность использования измельченных отходов стекловолокна показал Полоцкий завод стекловолокна, который начал производство кирпича для строительных целей с добавкой таких отходов. Здесь в основную массу для приготовления кирпича вводятся отходы стеклянного волокна (в процентах от основной массы SiO2 - 53; Al2O3 - 15; Fe2O3 - 0,4; CaO - 17; MgO -4; K2O + Na2O * 0,5; B2O3 - 10,3. Получаемые кирпичи имеют более высокие физико-механические показатели и поэтому пользуются наибольшим спросом у покупателей. Для приготовления сырой массы кирпича можно использовать 2-х лопастный шнековый смеситель типа Вернер-Пфлейдерера периодического действия. Третий вид сырья, осадок из отстойников, соли Na, Ca, Si. По-видимому для переработки этого осадка нужно перевести водо-растворимые соли Na в раствор, а затем использовать этот раствор в зависимости от его химической природы. Соли кальция и кремния использовать по назначению также в зависимости от их химической природы.
В производстве кварцевого стекла образуются также ТПО особого вида, а именно GeCl4, SiCl4 и POCl3. Из трех соединений особое внимание заслуживает четыреххлористый германий GeCl4, так как германий принадлежит к рассеянным элементам . Кроме того нельзя забывать, что германий широко используемый полупроводник . Содержание германия в земной коре составляет 7 - 10-4% (весовой процент). Для разделения смеси GeCl4; SiCl4; POCl3 данные компоненты следует подвергнуть разгонке при обычных условиях. При этом следует собрать все компоненты раздельно. SiCl4 кипит и отгоняется при t=+57°С; GeCl4 кипит при t=+86°С; в остатке в кубе останется POCl3, который кипит при t=+107°С. Четыреххлористый германий GeCl4 при обычных условиях жидкость, которую можно подвергнуть гидролизу в водной среде. Последнее свойство германия можно использовать для получения элементарного германия по схеме 3:
GeCl4 + 4H+ + 4OH- Ge(OH)4 H4GeO4 = 2H+ + GeO32- + H2O;
(вода) в избытке Далее в водный раствор слабой германиевой кислоты H2GeO3 следует добавить водный раствор сильной щелочи, например NaOH. При этом образуется германат натрия, т.е. происходит обычная реакция нейтрализации:
2NaOH + H2GeO3 = Na2GeO3 + 2H2O
Соль германат натрия Na2GeO3 можно получить постепенным выпариванием ее водного раствора. Далее германат натрия можно подвергнуть медленному термическому разложению.
Второй способ получения германия (возможно более надежный) заключается в следующем. Для получения чистого GeCl4 применяют либо ректификацию в кварцевых колоннах с насадкой, либо экстракцию примесей из GeCl4 концентрированной соляной кислотой HCl, либо последовательно ту и другую операцию. Очищенный GeCl4 гидролизуют в трижды дистиллированной воде, получают GeO2, промывают ее спиртом (C2H5OH) и сушат. Содержание Cu, Ni, Fe, Mn в полученном соединении GeO2 не должно превышать ~10-6 - 10-7%; Si; Sb; As; P не более ~10-5%. Чистый Ge получают восстановлением из GeO2 водородом при t=+600-700°С. Ge в виде порошка в зоне повышенной температуры (+1050°С) подвергается рафинированию способом зонной плавки, описанной ниже.
Германат натрия может быть использован как сильный восстановитель. Такова общая картина получения германия по двум изложенным вариантам. Для получения германия, как дорогого товарного продукта высокой степени чистоты его подвергают зонной плавке. Этот способ очистки разработан в Германии Пфанком в 1952 году и связан с необходимостью получения германия особой чистоты для полупроводниковой техники. Способ основан на различной растворимости примесей в твердой и жидкой фазах - в твердой фазе она значительно меньше. Способ детально описан в прописи М.Х. Карапетьянца и С.И. Дракина . Очищаемый образец помещается в длинную узкую лодочку, которая размещается в вакуумной камере или в инертной атмосфере. Эта так называемая лодочка размещается внутри кольцевого электронагревателя и под действием которого плавится короткий участок образца. Нагреватель медленно со скоростью 1см/ч автоматически передвигается вдоль образца. Вместе с нагревателем смещается расплавленная зона. Поскольку растворимость примесей в жидкой фазе выше, то примеси собираются в расплавленной зоне и вместе с расплавленной зоной смещаются к концу образца. Проход зоны можно повторять несколько раз и добиваться все большей и большей очистки. Конец слитка германия, содержащий наибольшее количество примесей просто обрезают. Ну и наконец отходы вспомогательных материалов, а именно древесные отходы можно и нужно использовать после дробления для получения древесно-цементной массы (ДЦМ), из которой можно формовать древесно-цементные плиты и употреблять их в строительстве. Для получения ДЦМ раздробленная древесная масса смешивается со связующими веществами. Операцию смешения можно и нужно производить все в том же 2-х лопастном смесителе Вернера-Пфлейдерера. В качестве связующего компонента можно использовать магнезиальный цемент, в который можно добавить асбест для придания огнестойкости или другие компоненты например мелкораздробленный и просеянный шлак в качестве наполнителя. Смесь древесной ваты (продукт, вырабатываемый из хвои), костры крупных волокнистых растений с магнезиальным цементом дает материал фибролит. Однако, живую хвою использовать для стройиндустрии конечно варварство. На наш взгляд для этого подходит только мертвая хвоя.
Кроме того, раздробленная древесная масса из ТПО может идти на получение древесностружечных плит (ДСП). Получение ДСП производится горячим прессованием древесной стружки со связующим веществом, в качестве которого может выступать мочевично-формальдегидная смола. ДСП могут быть использованы для многих целей. Получение ДСП производится плоским прессованием или экструзией, т.е. выдавливанием композиции (древесная масса + смола) из специального экструдера (выдавливанием массы через экструзионную головку (фильеру). Кроме того можно на основе отходов древесины получать древесно-слоистые пластики. Этот материал получается горячим прессованием из древесного шпона, пропитанного синтетическими термореактивными смолами (например, фенолоформальдегидной смолой). Далее, из отходов древесины можно изготовлять древесноволокнистые плиты (ДВП). Для этого древесину измельчают до состояния тонкого волокна. Существуют два способа получения ДВП:
Мокрый способ без добавки связующего вещества.
Сухой способ с добавкой связующего вещества.
В качестве связующего используется (4-8% от массы) синтетическая смола. С целью повышения механической прочности и придания стойкости против влаги, огня, действия микроорганизмов в состав плит ДВП вводят синтетические и искусственные смолы, антисептики т.п. После перемешивания из массы отливаются плиты, которые затем высушиваются.
Если организация или предприятие не имеют возможности получать из отходов такие изделия, то такие отходы древесины после дробления можно перерабатывать в биомассу способом экологической биотехнологии, которая описывается подробно в следующих главах.
Производство керамических изделий исходя из специфики производства имеет также ряд ТПО, которые после дробления и исходя из конкретных условий нужно использовать в качестве наполнителя. Так для приготовления дорожного покрытия после смешения со связующим в 2-х лопастном смесителе такую массу, содержащую дробленый керамический материал можно использовать по прямому назначению. ТПО, представляющие собой куски и брак из обоженной глины - хороший наполнитель для приготовления строительных блоков с использованием также различных типов связующих.
3. ТПО при производстве полимерных материалов синтетической химии, в т.ч. отходов резины, их свойства и переработка
Здесь следует подчеркнуть, что вторичной переработке могут быть подвергнуты только ТПО из термопластичных синтетических материалов, т.е. материалов, которые под воздействием температуры приобретают свойство пластичности и могут формоваться в различные изделия. Термореактивные синтетические материалы и соответственно ТПО из них не могут повторно переходить в пластичное состояние в виду их химической природы. Тем не менее такие отходы из термореактивных материалов также могут подвергаться физической или химической переработке с получением полезных товарных продуктов. Детально это мы разберем в последующем материале.
Способность многих термопластичных материалов в виде ТПО многократно перерабатываться без значительного ухудшения их основных свойств является важным преимуществом этих материалов. По мере возрастания стоимости сырья, связанного с истощением природных ресурсов и в первую очередь запасов нефти проблема использования ТПО пластических масс приобретает наибольшую актуальность. Для правильной и четкой переработки ТПО пластмасс в первую очередь должны отвечать главному принципу - однотипность и чистота. Что же это такое? Однотипность - это то, чтобы в промышленные отходы из полиэтилентерефталата не смоги ни при каких обстоятельствах попасть отходы из полиэтилена или поливинилхлорида и т.п. Это вполне понятно, т.к. каждый тип полимерного отхода имеет определенную температуру размягчения и плавления, т.е. каждый тип термопласта может перерабатываться только при определенных параметрах. ТПО из полимерных материалов также как и другие виды ТПО должны собираться в закрытую тару так, чтобы туда не могли попасть металлические отходы, масляные тряпки, грязь, пыль и т.п. Особенно опасны металлические включения, т.к. они моментально выводят из строя все перерабатывающие агрегаты: смесители, триовальцы, экструдеры, литьевые машины. Ремонт всех агрегатов сейчас обходится очень дорого и зачастую просто оказывается невозможным. Поэтому для переработки ТПО из пластмасс перед дробилками ТПО должны устанавливаться магнитные ловушки, чтобы удалять металлические включения (из черных металлов) из отходов до их переработки.
При переработке ТПО из пластмасс подвергаются воздействию высоких температур, сдвиговым напряжениям и окислительным процессам. При высоких температурах переработки ТПО термопластов под воздействием термомеханических напряжений в какой-то мере все же подвергаются деструкции. При этом при воздействии механических полей и температуры начинают разрушаться длинные цепи полимера и молекулярная масса такого материала стремится к нижнему пределу. Решающее влияние на структуру полимера оказывают термические и термоокислительные процессы. При этом процесс автоокисления встречается наиболее часто . Он характерен в том числе и для переработки искусственных материалов, получаемых химическим путем из клетчатки и в частности для сложных эфиров целлюлозы (ацетатов целлюлозы) .
Для правильного выбора процесса переработки ТПО из термопластов должны приниматься во внимание данные о реологии материала, ориентировочный физико-химический состав термопласта в том числе наличие стабилизаторов молекулярной массы и цветостабилизаторов, данные о термостабильности, сыпучести, насыпной плотности, влажности и т.д. При подготовке ТПО из пластмасс к переработке для каждого определенного типа термопласта и с учетом всех его свойств необходимо вводить определенное количество стабилизаторов (стабилизаторов цвета и стабилизаторов молекулярной массы). Рассмотрим влияние многократной переработки на технологические свойства ряда термопластов, поскольку ТПО термопластов и есть объект для многократной переработки. Начнем с полиолефинов. Как отмечает Штарке , изменения структуры в полиэтилене, который является одним из представителей полиолефинов определяются в значительной мере его исходной химической и физической структурой. Большую роль для данного полимера играет число двойных связей, карбоксильных групп и степень разветвленности. Для высокомолекулярного полиэтилена преобладает деструкция. Для полипропилена характерна зависимость деструкции от температуры переработки. Свойства полистирола и его сополимеров также значительно зависят от деструктивных процессов. ТПО из термопласта на основе полиметилметаакрилата (ПММА) при термомеханической переработке деструктируются по характеру близкому к автокаталитическому процессу. Примерно также себя ведут при переработке ТПО из ацетатов целлюлозы . Полиамиды при многократной переработке также деструктируются. Для поликарбоната снижение вязкости расплава при переработке ТПО также является существенным. При переработке ТПО из поливинилхлорида снижение молекулярной массы происходит незначительно. Поэтому этот полимер заслуживает особого внимания для повторной и для многократной переработки его в виде ТПО, но с соблюдением особых мер предосторожности о которых мы сообщим в дальнейшем. После рассмотрения общих и частных закономерностей поведения различных видов ТПО термопластов при переработке остановимся на основах технологического процесса переработки этих материалов.
Перед переработкой все ТПО пластмасс после сортировки каждого типа подвергаются дроблению. При этом все дробилки независимо от типа должны оснащаться магнитными сепараторами (ловушками) для улавливания металлических включений (из черного металла). Каждый тип ТПО термопласта после дробления перерабатывается отдельно. При этом он может перерабатываться самостоятельно или в качестве добавки к первичному виду сырья. Вариант переработки (отдельно или в качестве добавки) определяется зачастую видом формуемого изделия. Если изделие предназначено для ответственных целей, скажем, для изделий, где не должно быть существенного снижения физико-механических показателей, то такие ТПО следует перерабатывать только в качестве небольшой добавки к первичному сырью. Если изделие менее ответственно, то его следует формовать только из отходов. Для примера скажем при переработке ТПО из поливинилхлорида для получения популярных стиральных резинок раздробленные отходы поливинилхлорида, содержащие отходы металла следует расплавить при сравнительно низких температурах, профильтровать через среднюю металлическую сетку (из цветного металла, т.к. со временем возможна коррозия материала сетки), собрать в определенный сосуд. После охлаждения материал раздробить и загрузить во все тот же легендарный 2-х лопастный смеситель, загрузить туда соответствующих пластификаторов в композицию от 35 до 50% (по весу). После перемешивания такой композиции, приготовленной только из ТПО ПВХ ее следует сформовать в блоки - изделия размером 30 x 100 x 100 мм для последующей резки на стиральные резинки. Эти резинки пользуются большим спросом у учащейся молодежи, у чертежников и т.д. Они являются великолепным материалом, так как ввиду наличия пластификаторов, последний хорошо сорбирует черный графит или черную тушь и тем самым хорошо очищает чертеж или документ. Эффект оказывается потрясающим по сравнению с обычной резинкой. Есть только одно но. Во- первых, переработку ТПО из ПВХ необходимо производить при великолепно работающей вытяжной вентиляции во избежании попадания продуктов разложения полимера на работающего аппаратчика, мастера смены и т.д. Во-вторых, каждому работающему по переработке ТПО из ПВХ необходимо соблюдать все меры предосторожности: тщательно мыть руки после окончания работы, ни в коем случае не принимать пищу на рабочем месте.
Каждый тип отходов термопластов перерабатывается при строго определенных параметрах исходя из его химической и физической природы и свойств. Все оборудование для переработки подбирается конкретно исходя из объемов переработки ТПО и вида таких отходов.
Например, для смешения раздробленных ТП и БО из реактопластов (резиновой крошки и других отходов резинотехнических изделий), для переработки природных полимерных материалов авторы предлагают двухлопастные смесители следующих типов, выпускаемые отечественной промышленностью (Первомайский завод химического машиностроения, г. Тамбов, ориентировочная цена по данным на 1996 год - 600-800 млн. рублей из обычной стали и в 2-3 раза дороже из нержавеющей стали). Итак, типы смесителей.
ВШ - 1000 (Двухлопастной на 1000 л)
ВШ - 2000 (Двухлопастной на 2000 л)
ВШ - 630 (Двухлопастной на 630 л)
Все аппараты опрокидывающиеся. Возможно изготовление с накладками на днище для передачи материала в формовочный агрегат.
Некоторым особняком при переработке ТПО полимерных материалов синтетической химии лежит технология переработки ТПО производства резины и резинотехнических изделий. Итак, к ТПО резины следует отнести собственно отходы производства резины и отходы резино-технических изделий в процессе производства. Предварительно остановимся на видах резины. В зависимости от содержания серы в резине ее называют мягкой (2-8% S); полутвердой (12-20% S); твердой или эбонитом (25-30% S). При переработке резины бывают следующие виды твердых отходов. А) Резиновые невулканизированные отходы (РНВО). Они включают в себя смеси не пригодные для использования по прямому назначению, и кроме того остатки резиновых смесей. Разумеется самым ценным продуктом этих отходов является каучук, содержание которого достигает до 90%. По качественным показателям РНВО приближаются к исходному первичному сырью. Переработка РНВО заключается в следующем:
Сортировка и отчистка от посторонних включений на стрейнерах или рифайнервальцах.
Обработка очищенных отходов на смесительных вальцах. Цель операции - усреднение физико-механических показателей. Разогретая смесь срезается с вальцев и поступает на участок для производства готовой продукции. Б) Резиновые вулканизированные отходы (РВО) - это отходы производства резиновых смесей на стадии вулканизации и отделки готовых видов продукции, а также бракованные изделия. Содержание химически связанного каучука достигает 50%. РВО * ценный вид сырья, хотя по качеству отличается от первичного сырья. РВО применяется для получения товарной резиновой крошки; применяется также как добавка к первичному сырью.
В) Резинотканевые невулканизированные отходы (РТНВО) это остатки прорезиненных тканей, образующихся при изготовлении заготовок РТИ, а также брак. РТВНО также сортируются, измельчаются на обычных дробилках (ножевые, дисковые и т.п.).Подготовленные РТВНО используются как добавки к первичному сырью или непосредственно для производства передников, рукавов, бирок и т.п. Г) Резинотканевые вулканизированные отходы (РТВО) - это остатки от штамповки и отделки готовых изделий. Они образуются (РТВО) при производстве РТИ. РТВО перерабатывается обычным способом, а именно измельчаются и используются в качестве добавок при производства шифера, фартуков, надувных лодок и т.п. До сих пор мы рассматривали отходы в процессе производства резины и резинотехнических изделий. Сейчас разрешите остановиться на ТПО резинотехнических изделий после их эксплуатации. Для переработки резино-технических отходов после их эксплуатации, которыми являются главным образом пневматические шины используются следующие процессы, которые являются традиционными и обычными:
Подготовка сырья.
Механическая обработка, девулканизата.
Девулканизация резины.
Остающаяся после регенерации РТИ текстильные волокна применяются для получения технической ваты, т.к. в большинстве случаев для таких целей используется вискозное (гидратцеллюлозное, кордное) волокно. Такая вата, как и любой образец целлюлозы является высокогидрофильным (т.е. влагоемким) материалом. Кроме того такое волокно может быть использовано для получения нетканных материалов. На первых стадиях подготовки сырья на специальных борторезках отделяются проволочные кольца. Далее после отделения проволоки резиновые шины разрезаются механическими ножницами или специальным механическим приспособлением и далее рубятся на сегменты на шинорезках. После этого продукт измельчается на дисковых мельницах или молотковых дробилках. Далее раздробленную резиновую крошку отделяют от остатков волокна и частиц металла на вибрационных сеялках, на трепальных барабанах и с помощью магнитных и воздушных сепараторов. Далее резиновая крошка подвергается девулканизации, т.е. процессу при котором под действием термомеханических нагрузок и кислорода воздуха распадается трехмерная вулканизационная сетка резины (т.е. разрываются поперечные связи между макромолекулами S - S - связи). Одновременно с основным процессом девулканизации резины происходит побочные процессы (как в любом химико-технологическом процессе), а именно:
а) Частичный разрыв связи внутри макромолекулы, т.е. протекает макромолекулярная реакция - деструкция макромолекул каучука.
б) Частичный распад химических поперечных связей сетки.
По множеству причин в состав регенерата входят так называемые гель-и зольфракции. Гель-фракции, содержащие не разрушенные поперечные связи набухают ограниченно в обычных растворителях. Золь-фракции, имеющие меньшую молекулярную массу влияют на некоторые физико-механические показатели изделий. Девулканизация проводится в присутствии активаторов и мягчителей. Активаторами являются алифатические и ароматические меркаптаны или их производные, т.е. те химические соединения, которые в силу своей химической специфичности (подобное растворяется в подобном) близки высокомолекулярной резине по своей химической природе. В качестве так называемых мягчителей используются древесные, сланцевые, кумароноинденовые смолы или мазут из нефти. Мягчители способствуют ускорению деструктивных процессов и снижают возможность термического структурирования.
Девулканизация производится следующими способами:
Паровой способ выполняется в горизонтальных котлах при t=170±100 в среде острого пара в течение 7±1 час. Т.е. этот процесс несколько напоминает по физическим параметрам варку древесной щепы или хлопкового линта для получения древесной или высокооблагороженной хлопковой целлюлозы, только варку там производят под большим давлением. Паровой способ девулканизации может сокращен до 2-3 часов или даже до 30 мин., а температура может быть до +200-300°С. Одним из существенных недостатков данного способа варки в неподвижном котле есть отсутствие перемешивания в массе. Следствием этого является неоднородность получаемого по свойствам продукта. Так называемый водо-нейтральный способ состоит в том, что в вертикальный аппарат с мешалкой заливают 2-3 кратный избыток воды по отношению к резине, загружают дробленую резиновую стружку и реагенты для регенерации. Нагрев аппарата производится острым паром до температуры +170-180°С и далее выдержка при данной температуре в течение 5-6 часов. Продукт получается более однородным и деструкция резины протекает в меньшей степени. Наконец девулканизация резины осуществляется непрерывным термомеханическим способом в червячном аппарате. Осевое усилие в работающем объеме аппарата составляет >1 Мн (100 тс), температура внутри аппарата достигает +200 и более °С. Продолжительность девулканизации в таких условиях 10-15 мин. В таких условиях присутствуют незначительные количества кислорода и поэтому деструктивные процессы протекают в еще меньшей степени. Способ девулканизации проводится в водной среде в двухшнековых смесителях непрерывного действия при почти комнатной температуре. При такой температуре резко снижаются все окислительные процессы, резко снижаются деструктивные процессы и одновременно уменьшается термическое структурирование резины. Это позволяет получать регенерированный продукт, приближающийся по свойствам к обычной резине. Достоинством данного способа является возможность применения теплового оборудования и возможность применения водной дисперсии в качестве товарного продукта, отчасти заменяющего латекс каучука. Далее после проведения важнейшей физико-химической и химико-технологической операции девулканизации полуфабрикат подвергается механической обработке для перевода его в товарный продукт. Механическая обработка определяется качеством полученного девулканизата. Засоренный полупродукт подвергается так называемому стрейнированию. Это заключается в гомогенизации продукта на регенеративно-смесительных вальцах (то есть в получении более однородного полуфабриката). Крупные частицы рафинируют на вальцах, где происходит их перетирание.
Регенерированный полуфабрикат резины в дальнейшем применяется в производстве резинотехнических изделий общего назначения (автомобильных шин, резиновой обуви, спортинвентаря и т.п.). В зависимости от качества получаемого полуфабриката регенерат может добавляться в первичное сырье в различных количествах. Более ответственные РТИ получают без добавления регенерата; менее ответственные могут быть получены без добавления первичного каучука, т.е. с использованием только отходов.
Однако, подводя итог изложению своих соображений и изложению уровня человеческих знаний по вопросу переработки ТПО всех полимерных синтетических материалов следует на наш взгляд еще раз обратиться на условия переработки ТП и БО галоидированных полиолефинов и в частности на переработку отходов хлорированных полиолефинов и в частности на возможность образования ДО и ДПВ при переработке таких синтетических полимеров. Так вместе с пластификаторами особенно при вторичной переработке таких материалов возможно выделение с аэрозолями воздуха ДО и ДПВ. Поэтому мы предлагаем при вторичной переработке (строго обязательно) ТП и БО галоидсодержащих синтетических термопластов, например поливинилхлорида, производить биотестирование воздуха вблизи места переработки и на месте переработки. Как это делается исходя из мирового опыта? В частности для обнаружения ПХДД и ПХДФ: в Германии используются свежесорванные иглы однолетней хвои (ели или сосны). Они сохраняются не более 1-2 часов после срыва в алюминиевой фольге при t=20°С. Иглы, однолетней хвои помещенные в воздушную среду, содержащую ДО и ДПВ почти в следах желтеют и вянут .
4. Переработка
ТПО и БО, которые
нельзя или
нецелесообразно
подвергать
сепарации по
группам способом
высокотемпературной
переработки
Как видно из изложенного в третьей главе материала значительная часть (по весу) ТБО может и должна перерабатываться способом экологической биотехнологии. Другая фракция ТБО, включая стекло, железо, пластмассы и другие виды ТБО также должны перерабатываться в товарные продукты так, как это было изложено в предыдущих главах, посвященных переработке ТПО для каждого вида сырья. Так в частности стеклобой следует направлять на переплавку. Железо и другие металлы также на переплавку. Пластические массы на повторную переработку. Способ переработки этого вида сырья уже излагался в предыдущих главах. Однако есть некоторые особенности при повторной переработке синтетических полимерных материалов. Особенно это касается переработки синтетических смол и пластических масс, содержащих ароматическое ядро и продуктов, которые при переработке при относительно высокой температуре +100-+800°С могли бы выделять галоиды: хлор и/ или бром. Суть этого заключается в том, что при переработке такого синтетического полимера, а также сложного эфира целлюлозы, полученного в среде мелиленхлорида могут в присутствии даже следов галоидов хлора и брома образовываться галоидированные ДО и ДПВ по упомянутой уже во второй главе схеме и повторенной сейчас, а именно.
Пиролиз и хлорирование (бромирование) природных предшественников:

В результате образуется типичный галоидированный ДО и ДПВ - полихлордибензодиоксин (полибромдибензодиоксин) и/ или полихлордибензофуран (полибромдибензофуран).
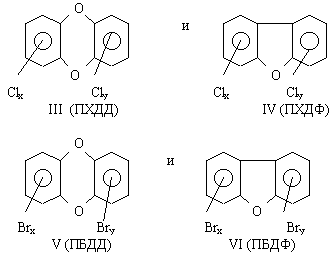
То есть по классификации Л.А. Федорова образуется III, IV, V и VI представитель галоидированных ДО и ДПВ. А это страшно и сверхопасно. Кроме того, следует заметить, что в небольших поселках, в небольших городах сепарацию ТБО по видам не целесообразно проводить по технико-экономическим соображениям. Как же поступать с такими видами ТБО, образующихся в сравнительно небольших количествах. Кроме того, как поступать с определенными видами ТПО ряда металлоперерабатывающих производств? Как обходиться, как использовать отработанные химические источники тока (ОХИТ). И, наконец, куда девать отходы хирургии, стоматологии и т.п.?
Итак, все эти перечисленные виды ТПО и ТБО, а также отходы лечебных учреждений в виду их высокой в первую очередь инфекционной опасности на наш взгляд подлежат высокотемпературной переработке при температуре +1200-+1600°С в течение не менее 4-7 часов производственного цикла для полной стерилизации биологических отходов и полной дегазации супертоксикантов ДО и ДПВ, которые могут существовать в этих видах отходов в качестве побочных продуктов или даже в следах. При таких температурах все компоненты переходят в состояние близкое к плазменному. Для переработки этой категории ТПО и ТБО следует применять технологический процесс "Пурвокс" или электротермический реактор, который, как будем надеяться, будет выпускаться в промышленных условиях с разным объемом загрузки и с разной производительностью. На наш взгляд электротермический реактор будет несомненно дешевле при серийном производстве, чем аппарат для проведения технологического процесса "Пурвокс".
4.1. Высокотемпературная переработка ТП и ТБО - гарантия уничтожения всех видов биологических, биохимических продуктов и канцерогенов-супертоксикантов
При загрузке отходов металлоперерабатывающих производств, синтетических полимерных материалов неизвестной химической природы (возможно содержащих в макромолекулярной цепи ароматические кольца, например, полиэтилентерефталата и галоидированных полиолефинов, например, поливинилхлорида), отработанных химических источников тока (ОХИТ), остатков смазочно-охлаждающей жидкости (сож) после металлообработки, хирургических, стоматологических и других биологических отходов лечебных и научно-исследовательских организаций и учреждений и не сепарированных ТБО постепенно в течение нескольких часов необратимо происходит разрушение галоидированных ДО и ДПВ по схеме:

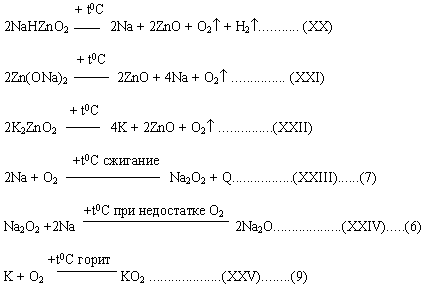
Наиболее опасные компоненты ОХИТ также разлагаются и протекает ряд процессов:
Zn+2NH4Cl+2MnO2=Zn(NH3)2Cl+H2O+Mn2O3.....(I)
Zn+2NH4Cl+1/2O2=Zn(NH3)2Cl2+H2O......(II)
Zn+NaOH+1/2O2=NaHZnO2......(III)
Zn+CuO+NaOH=Zn(ONa)2+Cu+H2O......(IV)
HgO+Zn+2KOH=Hg+K2ZnO2+H2O......(V)
PbO2+H2SO4+Zn=PbSO4+ZnSO4+2H2O.......(VI)
PbO2+2H2SO4+Cd=PbSO4+CdSO4+2H2O......(VII)
PbO2+4HClO4+Pb=2Pb(ClO4)2+2H2O......(VIII)
Ag2O+4KOH+Zn=2Ag+K2ZnO2+H2O......(IX)
Cu2Cl2+Mg=2Cu+МgCl2......(X)
2AgCl+Mg=2Mg+MgCl2.....(XI)
6Mg+8H2O+C6H4(NO2)2=C6H4(NH2)2+6Mg(OH)2.....(XII)
Mg+H2O+2MnO2=Mn2O3+Mg(OH)2......(XIII)
Итак, в начале процесса термообработки все эти компоненты, приведенные в уравнениях (I) - (XIII) постепенно переходят по мере нагревания массы в жидкое и далее в состояние, близкое к плазменному. В электротермическом генераторе (ЭТГ), где количественно преобладает углерод (С) в виде графита и чугун в виде элементарного Fe (при больших загрузках ТПО металлоперерабатывающих производств) до его окислов FeO, Fe2O, вода поступающая в реактор переходит в парообразное состояние. Протекают процессы:
H2O+CH![]()
2+CO.........(XIV)...........
То есть образуется водяной газ. При наличии паров воды, кроме того происходит процесс:

При этом
следует заметить,
что в верхней
части реактора,
где температура
ниже преобладает
процесс с![]()
образованием
CO2 и H2. В нижней
части реактора,
где преобладает
более высокая
температура
преобладают
процессы и
образуются
продукты СО+Н2О.
При этом СО
оксид углерода
образуется
при очень высоких
температурах,
когда диоксид
углерода СО2
неустойчив.
Процесс образования
водяного газа
эндотермичен,
поэтому углерод
охлаждается.
Однако, поскольку
в реакторе
температура
t>+1000°С происходит
процесс:
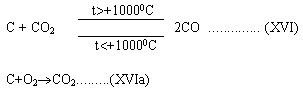
Процессы (XVI) и (XVIа) протекают при взаимодействии воздуха с раскаленным углеродом. В результате получается смесь СО+N2, т.е. образуется генераторный газ. В итоге в отходящих газах из реактора содержится водяной газ: СО+Н2 и генераторный газ СО+N2. Синтез аммиака из газообразных N2 и Н2 не происходит, т.к. этот процесс может происходить при низких температурах и при высоком давлении. При высоких температурах происходит разложение ОХИТ:
Q+NH4ClN![]()
H3+HCl...........(XVII)
Разложение Zn (NH3)2Cl2 происходит при его плавлении при нагревании по схеме:
![]()
Аналогично разрушается комплекс:
[Hg(NH3)2]Cl2..................
ZnCl2 в таких условиях выкипает . Однако по мере выхода из реактора ZnCl2 оседает (конденсируется) на сравнительно холодных поверхностях трубопроводов.
Синтез синильной кислоты HCN сильнейшего яда в данных условиях маловероятен, т.к. он происходит хотя и при нагревании до температуры t>+500-+600°С, но в присутствии особых катализаторов (диоксида церия СеО2 или в присутствии диоксида тория ThO2):

Ни того, ни другого катализатора у нас в системе нет. Кроме того, рабочая температура процесса значительно больше +500-+600°С.
Кроме того, возможно протекание следующих процессов:
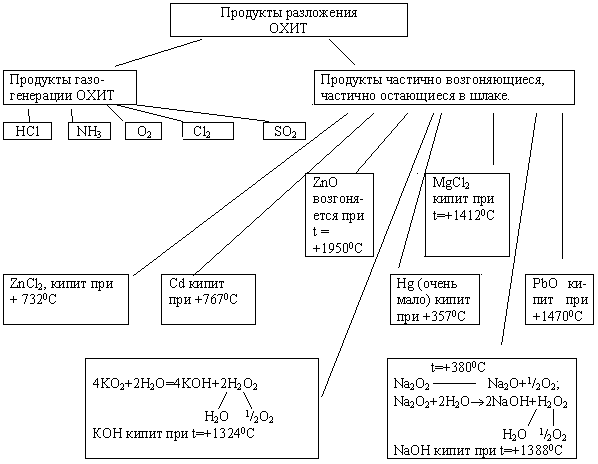
ZnO при +1950° возгоняется при более высокой температуре, разлагается до Zn и O2:
Хлористый магний MgCl2 сначала плавится при t=+718°С, затем при t=+1412°С кипит.
"Кальцинированная" сода, входящая в состав сож разлагается:
![]()
При высокотемпературной обработке ТБО образуются следующие вещества:
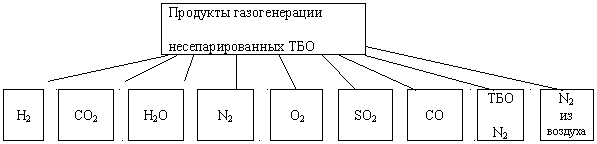
Вполне естественно из не сепарированных ТБО токсичных веществ не образуется, если не считать SO2, который может образоваться из ТБО (за счет термического разложения меркантанов). Из СОЖ продуктами газогенерации могут быть:
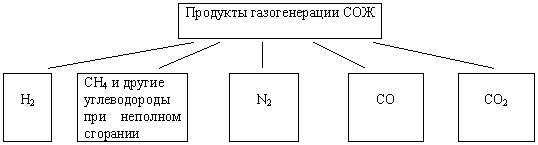
Таким образом при высокотемпературной переработке не сепарированных ТБО, остатков СОЖ продуктами газогенерации являются следующие компоненты:
Так называемый генераторный газ: CO+N2;
Так называемый водяной газ: СО+Н2.
В процессе электротермического воздействия на ОХИТ происходит также разложение фенилендиамина C6H4(NH2) до CO; CO2; N2 и H2. В кубовых остатках, в шлаке остается большой комплекс веществ, а именно:
Железо и небольшое количество окислов его. Эти вещества составляют (в зависимости от соотношения загружаемых компонентов) значительную часть, возможно до 70-90% от общей массы шлака. В шлаке также должно содержаться небольшое количество MgSiO3 и CaSiO3 из ТБО, CuO и Cu2O; PbO; очень немного ZnCl2; Cd (почти в следах); MgO; Mn3O4 (Mn3O4 синтезируется по реакции:
![]()
Кроме того в шлаке могут содержаться MgCl2 (частично выкипает при t=+1412°С) в следах NaOH; KOH; в следах Ag и AgCl (AgCl кипит при t=+1550°С) и Hg.
Продукты, которые образуются при разложении ОХИТ следующие:
Все возгоняющиеся продукты практически осаждаются на трубах в процессе охлаждения выделяющейся массы газагенератов и возгоняющихся веществ не доходят до барботеров-поглотителей. Таким образом, в тоже время при электротермической обработке всех ранее упомянутых отходов (отходов металло-перерабатывающих производств, несепарированных ТБО, ОХИТ, остатков СОЖ и биообъектов) между газообразными продуктами могут происходить следующие процессы:
SO2 + Cl2 = SO2Cl2..................(XXXIII).......
SO2Cl2 + 2H2O = H2SO4 + 2HCl..............(XXXIIIa)..........
нагрев
Cl2
+ H2O + Q = HCl + HClO...........(XXXIV).......
HCl + aq = HCl. aq + Q.................(XXXIVa)........
CO + Cl2 = COCl2.....................(XXXV)..............
Таким образом возможно образование оксохлорида углерода или фосгена. Под воздействием паров воды фосген медленно гидролизуется:
COCl2 + 2H2O ---- 2HCl + H2CO3.................(XXXVa)........
Самыми нежелательными процессами являются следующие:
Образование хлора;
Образование хлористого сульфурила;
Образование оксохлорида углерода (фосгена).
Как подавить эти процессы? Самое реальное в наших условиях обильное орошение синтез - газа водой или даже барботирование синтез - газа через слой воды в барботерах так, чтобы в максимальной степени протекали процессы поглощения вредных газообразных веществ водой, а именно процессы (XXXIIIa), (XXXIV), (XXXIVa), (XXXVa). Тем не менее, чтобы полностью обезопасить течение процесса и исключить выброс в отходящих газах Cl2; SO2Cl2; COCl2 следует предусмотреть вторую и третью степень барботирования синтез - газа водой для полного поглощения вредных газов и протекания вышеупомянутых процессов на 100%. Кроме того, предлагается при вышеупомянутой загрузке отходов производить минимальную загрузку ОХИТ, которые являются самыми экологически опасными компонентами - генераторами хлора со всеми вытекающими последствиями в том числе и с возможностью образования галоидированных ДО и ДПВ.
Для разделения разбавленных кислот предлагаются следующие приемы:
После проведения каждой технологической операции производить анализ жидкости из соответствующих емкостей на наличие:
а) серной
кислоты, H2SO4 на
первых порах
качественно
введением
водного раствора
BaCl2 и наблюдением
выпадения
белого творожистого
осадка BaSO4 по
реакции:
H2SO4+BaCl2=BaSO4+![]()
2HCl............(XXXVI)
и количественно по наличию сульфат - иона SO4--;
б) соляной кислоты HCl сначала качественно введением водного раствора AgNO3 и выпадением белого осадка AgCl по реакции:
HCl+AgNO3=AgCl+HNO3.................(XXXVII)
а затем количественно по наличию хлор иона;
в) угольной кислоты H2CO3 качественно введением BaCl2 или введением Ca(OH)2 и образованием осадков по реакциям:
BaCl2+H2CO3=BaCO3+![]()
2HCl..................(XXXVIII)
H2CO3+Ca(OH)2=CaCO3+![]()
H2O
и количественно по наличию карбоний0иона.
В принципе возможны накладки всех процессов друг на друга. Это конечно может осложнить разделение кислот. Во всяком случае при введении BaCl2 могут происходить оба процесса (XXXVI) и (XXXVIII), т.е. могут осаждаться BaSO4 и BaCO3. Таким образом, применяя одни и те же реагенты можно жидкость из соответствующих емкостей (из поглотителей) подачей водного раствора BaCl2 перевести в технически слабый водный раствор соляной кислоты HCl.
5. КОНТРОЛЬ
ЗАДАННОЙ КРУПНОСТИ
НЕСОРТИРОВАННОЙ
ГОРНОЙ МАССЫ
Строительные сооружения проектируют в настоящее время как с учетом требований к гранулометрическому составу горной массы, так и без учета этих требований. В первое случае контроль за качеством строительства сооружений ограничивается соблюдением прочностных характеристик предельной прочности камня на сжато, морозостойкости и пр., а во втором, кроме того, добавляется требование соблюдения нужною размера камня б составе горной массы. При этом контроль за качеством горной массы выполняю, по специальной методике.
Под горной массой понижается смесь из несортированного карьерного камня с фракциями различной крупности Представление о содержании этих фракций дает график гранулометрического состава. Однако требовать в производственных условиях отсыпку горной массы в соответствии с таким графиком гранулометрического состава нелогично, поскольку этим дискредитируется сама идея строительства сооружений и: несортированной горной массы. Поэтому требования к нужному составу горной массы можно ограничить двумя контрольными величинами: приведенным к форме шара диаметром камня 50%-ной обеспеченности, соответствующим графику гранулометрического состава, полученному в процессе строительного моделирования сооружения в волновых лотках и бассейнах или расчетом, и долен мелких фракции, опрeделяемой из графика допустимого зернового состава несортированной горной массы, приведенного в СНиПе П-57—75 п. 2. 18.
Контроль за требуемыми величинами осуществляют в контрольно-измерительных пунктах, организованных при каждом каменном карьере, поставляющем горную массу. Такой пункт должен 6ыть оснащен камнеразделительной установкой, бульдозером и автопогрузчиком. Камнеразделительная установка имеет две решетчатые платформы, расположенные одна под другой на расстоянии 0,75— 1,0 м и соединенные н пакет. Колебания пакету передаются от электровибратора.
Решетчатые платформы монтируют из рельсов, тавров, труб, уложенных с просветами 1,3 d50% (верхняя решетка) и 0,7 d50% , (нижняя решетка), где d50%, - требуемый диаметр камня.
Предполагается, что горная масса имеет зерновой состав, распределенный по нормальному закону в диапазоне диаметров камня 0 2 d50% . Тогда применение двух решеток с просветами 1,3 d50% и 0,7 d50% позволяет определить диаметр камня d50% c относительной погрешностью 6 % Увеличение числа решеток усложняет работу, контрольно-измерительного пункта и не приводит к существенному уменьшению погрешности. Применение одной решетки pезко увеличивает погрешность определения диаметра камня d50% (до 75 %).
Горная масса, высыпаемая из самосвала на камнеразделительную установку, просеивается через обе решетки и образуют три кучи, объемы которых определяют ковшом автопогрузчика. В результате получают: V0,7, V0,7-1,3 и V1,3 - объемы куч с диаметрами камня соответственно меньше 0,7 d50%, 0,7—1,3 d50% и больше 1,3 d50% . При линейной аппроксимации кривой зернового состава в каждой куче оценка диаметра d50%, (d50% ) может быть приближенно получена по формуле
![]()
![]()
 (1)
(1)
где Q — масса привезенного автомашиной камня;
m—удельная масса материала.
При принятых предположениях ошибка определяется d50%, вызванная применением двух решеток, может быть оценена как ошибка линейной интерполяции гауссовской кривой распределения зернового состава при четырех узлах интерполяции 0; 0,7 d50% l,3 d50%, 2 d50% . Такой подход позволив определить приведенные количественные значения oшибок при разных вариантах числа решеток в камнеразделительной установке и величин проемов. Итак, предлагаемый вариант является с этой точки зрения оптимальным.
Долю мелких фракций в горной массе определяют по формуле:
 (2)
(2)
Методика контроля зернового состава горной масы в карьере аналогична статистическим методам контроля качества протекции, принятым на промышленных предприятиях.
В каждом карьере в процессе экскавации объема взрыхленной взрывом породы производят случайную проверку ее в потоке автомашин. Проверке подлежит, каждый участок взорванной породы со сравнительно однообразным зерновым составом горной массы. Протяженность такого участка при объеме взрыва 25000 м3 не должна быть больше 50 м. Порядок отбора проб участков во времени соответствует пяти интервалам отгрузки взорванной породы: началу отгрузки, после отгрузки 25, 50, 75 % взорванной породы и перед завершением погрузки. Всего подвергают контролю пять проб (участков) на каждые 50 м взорванной породы. Так, при объеме взрыва 25000 м3 и протяженности взорванной массы 200 м получается 20 участков по 1250 м3, подлежащих проверке.
Следует проверить не менее двух-трех первых автомашин для каждого участка со сравнительно однообразным зерновым составом горной массы, что обеспечивает 95%-ный доверительный интервал для оценки d50% . Для каждой автомашины определяют значения d50% и наносят на диаграмму контроля зачеркнутыми кружками (см. рисунок). На диаграмме h = 0,3 d50% (разность d50% - 0,7 d50% ), а значение =50% соответствует требованиям СНиП II-57—75 к зерновому составу горной массы.
После проверки двух-трех автомашин определяют осреднением оценок d50% для контролируемого учacткa. Полученная величина отмечается на диаграмме контроля в столбце, соответствующем машине №2, незачеркнутым кружком (см. рисунок).
| Название карьера | № взрыва |
dср dср-h |
| ||||||||||||||||
| | | ||||||||||||||||
| | |||||||||||||||||
|
75% m 50% 25% |
|||||||||||||||||
| | |
|
|||||||||||||||
|
№ машин |
1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 |
Участок считается годным для сыпки в строительное сооружение, если полученая величина больше d50% - h и для всех контрольных автомашин величины меньше 50 %. Если эти условия не соблюдаются, то горную массу направляют для отсыпки в конструктивные элемнеты сооружения, которые не требуют определеного зерного сотава.
По это методике для контроля взрыва объемом 25 000 м3 протяженностью взорванной массы 200 м потребуется проверить от 40 до 60 машин . Если объем порды в одной машине 10 м3, то контролировать следует 1,6 2,5 % общего числа машинорейсов. Целесообразно вести постоянный визуальный контроль зернового состава отгружаемой горной массы в карьере и при возникновении подозрений об изменении состава производить по той же методике внеочередной контроль.