| Скачать .docx |
Реферат: Лабораторная работа: Калибровка инструмента непрерывного стана
Лабораторная работа на тему:
Калибровка инструмента непрерывного стана
1 Калибровка инструмента непрерывного стана
Для расчёта калибровки 8-клетьевого непрерывного стана использована методика расчёта калибровки 9-клетьевого стана.
Обжатие по стенке в клетях,[2]
где ![]() номер клети,
номер клети,
![]() суммарное обжатие по стенке в непрерывном стане,
суммарное обжатие по стенке в непрерывном стане,
![]()
Расчёт ведется, начиная со второй клети
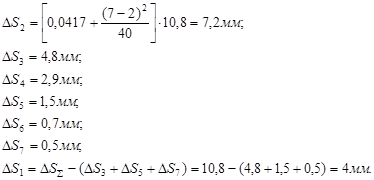
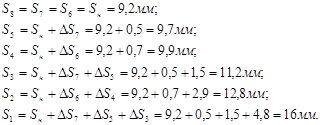
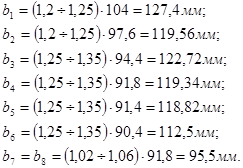
Толщина стенки трубы по вершине калибра
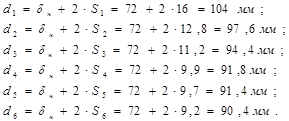
Высота калибров для 6-и клетей
Высота калибров в чистовых 7 и 8 клетях
![]()
![]()
где К1=0,2 – коэффициент уширения контура;
С1=0,5 – коэффициент неравномерности величины зазора по разъёму и высоте калибра;
![]() - зазор между трубой и оправкой,
- зазор между трубой и оправкой,
![]() , тогда
, тогда
![]()
Ширина калибров
![]()
Коэффициент овализации для первых двух клетей выбирается ![]() ,
,
с третьей по пятую клеть ![]() , для шестой клети
, для шестой клети ![]() , для последних двух клетей
, для последних двух клетей ![]() ,[2].
,[2].
Угол выпуска выбирается на основе практических данных для клетей с первой по третью ![]() , с четвёртой по шестую
, с четвёртой по шестую ![]() .
.
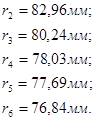
Радиус выпуска каждого калибра рассчитывается по приближённой формуле,[2].
![]()
![]() ;
;
Для первых клетей форма калибра круглая с прямыми выпусками, для последних клетей форма калибра овальная.
Для нахождения коэффициента вытяжки в каждой клети необходимо найти площади поперечного сечения трубы на выходе из каждой клети,[4]:
![]()
где i-номер клети;
δн - диаметр оправки непрерывного стана; ![]()
![]() - угол выпуска калибра;
- угол выпуска калибра;
di - высота калибра;
![]()
![]() мм;
мм;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() .
.

F2 =3747,2![]()
F3 =3118,3![]()
F4=2741,9![]()
F5=2577,9![]()
F6=2459,54![]()
F7,8=![]()
где![]() ,
,
![]() , тогда
, тогда
![]()
Коэффициент вытяжки:
![]()
![]()
Где
![]() ,
,
![]() , тогда
, тогда![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]()
![]()
![]() ,
,
![]() .
.
Диаметр бочки валка,[1]
![]()
где ![]() - максимальный диаметр гильзы, тогда
- максимальный диаметр гильзы, тогда
![]()
Длина бочки валка,[1]
![]()
где ![]() ширина реборды
ширина реборды
![]() ,
,
![]() ширина калибра первой пары валков,
ширина калибра первой пары валков,
![]() тогда
тогда
![]() .
.
Прокатка на оправке в данной установке происходит при постоянном диаметре бочек валков.
Наиболее желательной является прокатка в непрерывном оправочном стане при отсутствии натяжения или подпора, однако, для предотвращения аварийных ситуаций в стане возникает необходимость задавать незначительное натяжение между клетями стана.
Рекомендуемые коэффициенты кинематического натяжения для непрерывного оправочного стана с индивидуальным приводом валков,[1]
![]()
С первой по третью клеть ![]() натяжение; с четвёртой по шестую клеть
натяжение; с четвёртой по шестую клеть ![]() -натяжение; в седьмой и восьмой клетях
-натяжение; в седьмой и восьмой клетях ![]() - подпор.
- подпор.
Между седьмой и восьмой клетями создаётся подпор, необходимый для осуществления подъёма металла трубы над оправкой до образования зазора, необходимого для свободного извлечения оправки из трубы.
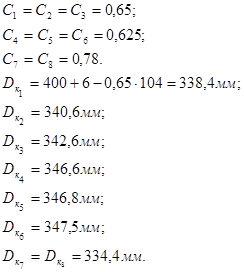
Катающие диаметры,[3]
![]()
где ![]() - зазор между валками,
- зазор между валками,![]() ,
,
![]() для 1,7,и8 клетей;
для 1,7,и8 клетей;
![]() для остальных клетей;
для остальных клетей;
Сi – коэффициент, зависящий от формы калибра, определяется по графикам [3]:
2 Расчёт скоростного режима прокатки
Расчёт скоростного режима ведётся с последней клети, в которой формируется стенка. Такая клеть-шестая, скорость металла на выходе из которой определяется максимальной производительностью агрегата.
Для ТПА-8![]()
![]() [1].
[1].

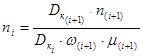
Для остальных клетей частота вращения валков определяется
Энергосиловые параметры непрерывного стана
Произведём расчёт энергосиловых параметров в каждой клети непрерывного стана.
Схема обжатия в первой клети
![]()
Исходные данные:
![]() диаметр валка по реборде,
диаметр валка по реборде, ![]()
![]() число оборотов валка в первой клети,
число оборотов валка в первой клети,![]()
![]()
Т – температура, Т=1200˚С;
![]() коэффициент овализации калибра,
коэффициент овализации калибра,
![]()
Полное усилие металла на валок
![]()
где ![]() давление металла на валок и площадь контакта в зоне редуцирования;
давление металла на валок и площадь контакта в зоне редуцирования;
![]() то же в зоне обжатия стенки.
то же в зоне обжатия стенки.
3 Расчёт характеристик очага деформации
Длина очага деформации
![]()
где ![]() - обжатие по диаметру,
- обжатие по диаметру,
![]() ;
;
![]() диаметр валка по вершине калибра,
диаметр валка по вершине калибра,
![]()
где ![]() зазор между ребордами валков, для первой клети
зазор между ребордами валков, для первой клети ![]()
Длина зоны обжатия
![]()
Длина зоны редуцирования
![]()
Вычисление площадей контактных поверхностей
Полная площадь контакта
![]()
где ![]() ширина калибра для первой клети,
ширина калибра для первой клети,
![]() ;
;
![]() коэффициент формы контактной поверхности, равный 0,8÷0,9;
коэффициент формы контактной поверхности, равный 0,8÷0,9; ![]()
![]()
Площадь контактной поверхности в зоне обжатия стенки
![]()
где ![]() диаметр оправки,
диаметр оправки, ![]() , тогда
, тогда
![]()
Площадь контактной поверхности в зоне редуцирования
![]()
Диаметр трубы в конце зоны редуцирования

4 Расчёт сопротивления деформации в зоне редуцирования
Схема обжатия
![]()
Сопротивление деформации
![]() .
.
Относительное обжатие

Интенсивность скоростей деформации сдвига
![]() ,
,
где
где ![]() - эмпирические коэффициенты, зависящие от марки стали,
- эмпирические коэффициенты, зависящие от марки стали, ![]() ,
,
для стали 10:
![]() МПа,
МПа,
температура прокатки принята Т=1200˚С.
5 Усилие металла на валок в зоне редуцирования
Среднее давление металла на валок находится по формуле, ![]()
![]()
где

![]() МПа.
МПа.
![]() кН
кН
Сопротивление деформации в зоне обжатия стенки
Схема обжатия
![]()
Расчёт ведётся аналогично расчёту
Сопротивление деформации
![]() МПа.
МПа.
6 Усилие металла на валок в зоне обжатия стенки
Среднее нормальное давление в зоне обжатия стенки ![]() можно определить по кривым, рассчитанным Целиковым А.И.
можно определить по кривым, рассчитанным Целиковым А.И. ![]() .
.
Параметры, от которых зависит ![]() , определяются по формулам:
, определяются по формулам:
где ![]()
![]() коэффициент трения.
коэффициент трения.
![]()
![]()
![]() МПа
МПа
По номограмме находится отношение ![]() =1,65. Отсюда
=1,65. Отсюда ![]()
![]() МПа
МПа
Усилие металла на валок
![]() кН.
кН.
Полное усилие металла на валок
![]() кН
кН
Полученное усилие металла на валок не превышает предельно допустимого усилия.
Момент прокатки на длинной оправке
![]()
![]()
![]() кН·м.
кН·м.
Схема обжатия во второй клети то же для третьей клети
![]()
![]()
Длина очага деформации
![]() . 66мм
. 66мм
Длина зоны обжатия
![]() . 54,76мм
. 54,76мм
Длина зоны редуцирования
![]() 11,2мм
11,2мм
Полная площадь контакта
![]() 6513,4мм2
6513,4мм2
Площадь контактной поверхности в зоне обжатия
![]() 6133,12мм2
6133,12мм2
Площадь контактной поверхности в зоне редуцирования
![]() 380,3мм2
380,3мм2
Диаметр трубы в конце зоны редуцирования
![]() 114,4мм
114,4мм
Сопротивление деформации в зоне редуцирования
![]() . 47МПа
. 47МПа
Усилие металла на валок в зоне редуцирования
![]() 19,07кН
19,07кН
Сопротивление деформации в зоне обжатия
![]() 66,8МПа
66,8МПа
Усилие металла на валок в зоне обжатия
![]() . 800кН
. 800кН
Полное усилие металла на валок
![]() 819,07кН
819,07кН
Момент прокатки
![]() 29,66кН м
29,66кН м
Скорость валка
![]() мм/с 3370мм/с
мм/с 3370мм/с![]()
![]()