| Похожие рефераты | Скачать .docx |
Дипломная работа: Повышение эксплуатационной и технической надежности автомобилей на ООО "ИГАТП"
ВВЕДЕНИЕ
Современные экономические условия объективно изменяют отношения между потребителями и поставщиками услуг. Автотранспортные предприятия, в условиях острой конкуренции и эскалации потребности в систематическом совершенствовании технологических процессов, неизбежно стремятся максимально рационализировать и повысить производительность службы технического обслуживания и ремонта автомобилей.
Рост числа автомобилей и повышение требований к безопасности движения и экологической безопасности порождают необходимость совершенствования системы управления техническим состоянием парка автомобилей.
От рациональности и научной организации технического обслуживания и ремонта зависит эксплуатационная надежность, безопасность и экологичность, эксплуатационные затраты, управляемость отдела по техническому обслуживанию и ремонту, уровень качества предоставляемых услуг.
Современные условия эксплуатации автомобилей предъявляют повышенные требования к его техническим и эксплуатационным свойствам. Требования по повышению экономии и улучшению экологичности при использовании горюче-смазочных материалов выходят сегодня на первое место. Оптимизация мероприятий по улучшению работы отдела по техническому обслуживанию и ремонту входит в число главных задач по развитию любого автотранспортного предприятия, поскольку на техническое обслуживание автомобиля затрачивается во много раз больше труда и средств, чем на его производство. Поэтому тема данного дипломного проекта является актуальной.
Цель работы - повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкуренто-способности.
Основные задачи исследования:
1. Разработать и исследовать систему мероприятий, направленных на достижение ощутимого экономического эффекта предприятия, посредствам поддержания высокой технической готовности автомобилей, обеспечения их работоспособности, безотказности и долговечности.
2. Оптимизировать структуру планово-предупредительной системы технического обслуживания и ремонта подвижного состава.
3. Разработать и обосновать проект конкретного инженерного решения, направленного на улучшение существующей системы технического обслуживания за счет автоматизации трудоемких операций по обслуживанию и ремонту подвижного состава.
4. По результатам исследований установить основные закономерности технического обслуживания и ремонта всех групп автомобильного парка предприятия.
5. Выявить направления совершенствования системы ТО и ремонта автомобилей.
1. АНАЛИЗ ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИХ ХАРАКТЕРИСТИК ПРЕДПРИЯТИЯ
1.1 Общая характеристика предприятия
ООО "ИГАТП" расположено в городе Ижевске по адресу: Ключевой поселок, дом 11, корпус А. Оно образовалось в 1956 году на основании приказа Министерства автомобильного транспорта РСФСР. В 1992-м году постановлением правительства РФ от 22.10.1992 №814 предприятие было передано в государственную собственность Удмуртской Республики.
Задачей предприятия является качественное и полное удовлетворение предприятий пищевой промышленности, торговли и общественного питания в автомобильных перевозках. А также организация текущего ремонта и технического обслуживания автомобилей.
ООО "ИГАТП" является юридическим лицом, действующим в соответствии с федеральными законами, нормами и правовыми актами Российской Федерации. Предприятие имеет фирменную символику, самостоятельный баланс, расчетный счет, гербовую печать со своим наименованием, бланки с угловыми и иными штампами, имеет право самостоятельно заключать договора.
В настоящее время предприятие предоставляет транспортные услуги всем ижевским хлебозаводам, ассоциации ОАО "Аксион-Холдинг", сотрудничает с другими предприятиями и физическим лицами. ООО "ИГАТП" имеет широкую клиентскую базу, полученную благодаря многолетней работе.
Для хранения подвижного состава имеются 2 отапливаемых помещения общей вместимостью 240 автомобилей. Для проведения технического обслуживания и ремонта подвижного состава имеется механическая мастерская общей площадью застройки 10600 м2 с необходимыми производственными участками, укомплектованными основным технологическим оборудованием. Имеется агрегатный цех по ремонту основных узлов и агрегатов. В механической мастерской работают 32 рабочих и 3 ИТР.
На 15 января 2009 года ООО "ИГАТП" имеет на балансе 221 автомобиль.
Основными видами деятельности предприятия являются:
- Перевозка грузов и пассажиров, транспортно-экспедиционное обслуживание организаций и населения;
- Ремонт и техническое обслуживание подвижного состава предприятия, а так же автомобилей сторонних организаций и физических лиц;
- Хранение автотранспортных средств;
- Контроль экологических параметров транспортных средств.
ООО “ИГАТП” располагает необходимым количеством производственных ресурсов, а также полным комплектом оборудования для организации вышеуказанных видов деятельности.
Работа на предприятии основана на бригадном методе. Рабочие разбиты на 6 бригад, из которых 2 бригады водителей и 4 бригады слесарей- ремонтников.
На рисунке 1 приведена организационная структура Ижевского грузового автотранспортного предприятия. Главой предприятия является директор - Губер Валерий Робертович (заслуженный работник транспорта РФ, по указу президента РФ от 14.12.1996). В его непосредственном подчинении находятся заместитель по эксплуатации, главный инженер и главный бухгалтер, а также отдел технического контроля и отдел кадров. Структура предприятия включает в себя цехи, отделы, подразделения, каждое из которых имеет свои органы управления. На предприятии существует линейное “вертикальное” управление, при котором имеет место прямое подчинение нижестоящих звеньев предприятия строго определенным вышестоящим звеньям.
Директор организует работу и обеспечивает взаимодействие всех структурных подразделений. С целью завоевать рынок, направляет деятельность всех отделов на повышение конкурентоспособности, улучшение качества услуг и увеличение прибыли. Отвечает за деятельность предприятия перед службами государственного контроля, представляет его интересы на различных мероприятиях.
Главный бухгалтер обеспечивает рациональную организацию бухгалтерского учета и отчетности на предприятии и в его подразделениях, занимается формированием и своевременным представлением полной и достоверной бухгалтерской информации о деятельности предприятия, его имущественном положении, доходах и расходах, а также осуществляет разработку мероприятий, направленных на укрепление финансовой дисциплины.
Заместитель директора по эксплуатации разрабатывает материалы для заключения договоров и соглашений на перевозки, контролирует мероприятия по улучшению перевозок. Разрабатывает график сменности водителей и подготавливает к утверждению маршрутные нормы расхода топлива для подвижного состава, работающего на постоянных маршрутах. Осуществляет контроль за расходом топлива и качеством перевозок.
Главный инженер отвечает за техническое состояние автопарка, осуществляет работы по развитию технической базы предприятия, участвует в разработке мероприятий по увеличению межремонтных пробегов подвижного состава и снижению сроков его простоя в техническом обслуживании и ремонте. Изучает и контролирует расход запасных частей и материалов по каждому производственному участку и каждому автомобилю.
Диспетчер производства организует работу по техническому обслуживанию и ремонту подвижного состава. Координирует деятельность мастеров участков. Участвует в тарификации работ и рабочих. Обеспечивает правильную расстановку рабочих кадров в подразделениях, контролирует соблюдение работниками правил и норм охраны труда и техники безопасности, производственной и трудовой дисциплины.
Каждый работник входит в состав первичного коллектива (бригады, отдела, цеха), где отношения его членов определяются должностным положением работников.

Рисунок 1 – Организационная структура ООО “ИГАТП”
1.2 Природно – климатические условия
Климат на территории г. Ижевска умеренно – континентальный с продолжительной холодной и многоснежной зимой. Континентальный арктический воздух нередко врывающийся на территорию Ижевска с севера приносит сильные морозы зимой, а также частые ночные заморозки весной. Лето теплое с хорошо выраженными переходными временами года – весной и осенью. Самый холодный месяц январь со средней месячной температурой -18,9 С°. Максимально холодное время в году – третья декада января -22,6 С°.
Самый теплый месяц в году – июль, средняя месячная температура +20С°. Среднегодовая температура воздуха 3,7 С° тепла. Период со среднесуточной температурой выше 0 С° составляет 200 дней.
Годовое количество осадков выпадает 319 мм, высота снежного покрова – 0,55 – 0,7 м. Преобладающее направление ветров в теплый и холодный периоды северо – западное со средней скоростью 4,3 м/с.
1.3 Специализация предприятия и основные производственные фонды
Одним из принципов рациональной организации производства на предприятиях является углубление специализации и рациональное сочетание отраслей.
Под специализацией предприятия понимается сосредоточение его деятельности на оказание определенного вида услуг или ограниченного их круга. На предприятиях она обычно связана с расширением одного или нескольких направлений при соответствующем сокращении других. Расширение одних направлений за счет сокращения других может осуществляться до тех пор, пока дальнейший их рост уже не приносит экономической выгоды.
Уровень специализации наиболее точно характеризуется удельным весом направлений в структуре оказываемых услуг. Он позволяет выявить те виды услуг, с которыми хозяйство выступает в общественном разделении труда. Структура оказываемых услуг приведена в таблице 1.1
ООО “ИГАТП” специализируется, главным образом, на оказании автоуслуг, что наглядно видно в приведенной ниже таблице.
Таблица 1.1 – Структура оказываемых услуг
| Показатель | 2006 г | 2007 г | 2008 г | |||
| Выручка | Уд. вес % |
Выручка | Уд. вес % |
Выручка | Уд. вес % |
|
| Автоуслуги | 52783 | 76,4 | 64149,3 | 76,1 | 77878,5 | 75,6 |
| Ремонтные работы | 2349 | 3,4 | 2613,2 | 3,1 | 3172,4 | 3,6 |
| Реализация ТМЦ | 49 | 0,07 | 84,3 | 0,1 | 102,3 | 0,06 |
| Реализация ТСМ | 352 | 0,51 | 564,8 | 0,67 | 685,7 | 0,42 |
| Сдача имущества в аренду | 13541 | 19,6 | 16859,2 | 20 | 20467,4 | 20,3 |
| Прочая реализация | 14 | 0,02 | 25,3 | 0,03 | 30,7 | 0,02 |
| Итого (без НДС) | 69088 | 100 | 84296 | 100 | 102337 | 100 |
| Коэффициент специализации | 0,638 | 0,635 | 0,632 | |||
Рассчитаем коэффициент специализации, Кс :
Кс
=![]() ,
(1.1)
,
(1.1)
где УВ – удельный вес услуг, %;
i – порядковый номер удельного веса услуг в ранжированном ряду.
Коэффициент специализации рассчитаем на примере 2006 года. Значение коэффициентов специализации за все три анализируемых года отображаем в табл. 1.1
Кс
=![]() =0,638
=0,638
Коэффициенты специализации равные 2006 – 0,638; 2007 – 0,635; 2008 – 0,632 показывают углубленный уровень специализации.
Из таблицы 1.1, анализируя данные, видим, что основным видом деятельности предприятия является оказание автоуслуг, также значительное место занимает сдача имущества в аренду.
Таблица 1.2 – Основные производственные фонды
| Показатель | 2006 г. | 2007 г. | 2008 г. | 2008г. к 2006г. в % |
| 1.Среднегодовая стоимость основных производственных фондов, тыс.руб. | 87801 | 99260 | 118171 | 134,6 |
| 2.Стоимость валовой продукции по себестоимости, тыс.руб. | 67227 | 77384 | 94537 | 140,6 |
| 3. Выручка от реализации услуг, тыс.руб. | 69088 | 84296 | 102337 | 148,1 |
| 4.Среднегодовое число работников, чел. | 221 | 215 | 215 | 97,3 |
| 5.Фондовооруженность, тыс.руб./чел. | 397,3 | 461,7 | 549,6 | 138,3 |
| 6.Фондоотдача | 0,77 | 0,78 | 0,80 | 103,9 |
| 7.Фондоемкость | 1,30 | 1,28 | 1,25 | 0,96 |
| 8.Произведено валовой продукции на 1 среднегодового работника, тыс.руб. | 304,2 | 359,9 | 439,7 | 144,5 |
Обобщающими показателями являются: фондоотдача по валовой продукции (ФД), фондоемкость (ФЕ), фондовооруженность (ФВ). Рассчитываем их по следующим формулам:
ФД=ВП/ОПФ, (1.2)
ФЕ=ОПФ/ВП, (1.3)
ФВ=ОПФ/ЧР, (1.4)
где ВП – стоимость валовой продукции, тыс.руб.;
ОПФ – стоимость основных производственных фондов, тыс.руб.;
ЧР – среднегодовая численность работников, чел.
Из приведенных в таблице данных видим, что идет рост производства, так как выручка от реализации услуг увеличилась на 48,1 %. Наблюдается незначительная текучесть кадров на 2,7%. Среднегодовая стоимость основных производственных фондов выросла на 32,9%, это сказалось на увеличении фондоотдачи и на снижении фондоемкости.
1.4 Экономическая характеристика предприятия
ООО «ИГАТП» осуществляет оказание автоуслуг, а также сдает имущество в аренду. Хранение, техническое обслуживание и ремонт подвижного состава производятся собственными силами на территории фирмы.
Основная цель экономической деятельности получение прибыли, и по этому показателю можно оценить результаты работы в целом. Для частной фирмы важна прибыльность, так как им не приходиться надеяться на государственные дотации, в случае убыточности их ждет банкротство.
Данные о результатах финансовой деятельности работы предприятия приведены в таблице 1.3
Таблица 1.3 – Финансовые результаты работы предприятия
| Показатель | 2006 г. | 2007 г. | 2008 г. | 2008г. к 2006г. в % |
| 1.Выручка от реализации услуг, тыс.руб. | 81523,8 | 100009,3 | 120757,7 | 148,1 |
| в т.ч. НДС, тыс.руб. | 12435,8 | 15713,3 | 18420,7 | 148,1 |
| 2.Выручка от реализации услуг (без НДС), тыс.руб. | 69088 | 84296 | 102337 | 148,1 |
| 3.Себестоимость реализованных услуг, тыс.руб. | 65979 | 75124 | 83077 | 125,9 |
| 4.Прибыль (убытки) от реализации услуг, тыс.руб. | 3109 | 9172 | 19260 | 619,5 |
Анализируя данные таблицы 1.3 прослеживается экономический подъем, по отношению с 2006 годом прибыль увеличилась более чем в 6 раз. Такие результаты достигнуты за счет увеличения выручки при минимальном удорожании себестоимости.
Динамика показателей производства предприятия сведена в таблице 1.4
Таблица 1.4 – Динамика показателей производства
| Показатель | 2006 г. | 2007 г. | 2008 г. | 2008г. к 2006г. в % | ||||
| 1.Среднегодовое число работников, чел. | 221 | 215 | 215 | 97,3 | ||||
| 2.Фонд заработной платы, тыс.руб. | 10363,3 | 10958,5 | 13303,8 | 128,4 | ||||
| 3.Себестоимость реализованных услуг, тыс.руб. | 65979 | 75124 | 83077 | 125,9 | ||||
| 4.Прибыль, тыс.руб. | 3109 | 9172 | 19260 | 619,5 | ||||
| 5.Рентабельность, % | 4,7 | 12,2 | 23,2 | 493,6 | ||||
Исходя из данных таблицы 1.4 можем сделать вывод, что динамика производства предприятия улучшилась. Увеличилась прибыль, соответственно на аналогичный процент вырос и фонд зарплаты. Экономическому росту сопутствует повышение уровня рентабельности с 4,7% 2006 году до 23,2% в 2008 году, учитывая динамику ООО «ИГАТП» можно отнести к быстроразвивающимся фирмам.
1.5 Анализ использования автопарка
1.5.1 Состав и структура автопарка
Списочный состав парка по маркам автомобилей и технологически совместимым группам на 15 января 2009 г. показан в таблице 1.5
Таблица 1.5 - Списочный состав парка по маркам автомобилей и технологически совместимым группам на 15 января 2009 г.
№ п/п |
Марка Автомобиля |
Кол-во единиц, шт | Класс автомобиля | Суммарный пробег по группе, тыс. км |
Среднесуточный пробег по группе, км |
| 1 | ГАЗ-3307 | 142 | Бортовой | 2390 | 87 |
| 3 | ГАЗ-3302 | 14 | Бортовой | 257,3 | 95 |
| 2 | ЗИЛ-130 | 20 | Бортовой | 262 | 69 |
| 4 | Иж2715 | 45 | Фургон | 844,4 | 97 |
| Всего: | 221 | - | 3753,7 | 87 | |
По данным таблицы 1.5 видно, что автопарк содержит 4 марки автомобилей, больше всего используются автомобили ГАЗ-3307.
Изменение состава автомобильного парка предприятия за 3 года показано в таблице 1.6.
Таблица 1.6 – Изменение состава автомобильного парка предприятия за 3 года
| Марка | Количество по годам | 2008 в % к 2006 | ||
| 2006 | 2007 | 2008 | ||
| ГАЗ-3307 | 141 | 140 | 142 | 100,7 |
| ГАЗ-3302 | 13 | 14 | 14 | 107,7 |
| ЗИЛ-130 | 23 | 20 | 20 | 87 |
| Иж-2715 | 49 | 47 | 45 | 91,8 |
| Всего: | 226 | 221 | 221 | 97,8 |
Согласно таблице 1.6 за отчетный период количество автомобилей парка уменьшилось, что связано со старением парка и списанием выработавших свой ресурс старых автомобилей.
1.5.2 Эффективность использования грузового автотранспорта
Эффективность использование автомобильного парка показано в таблице 1.7.
Таблица 1.7 – Использование автомобильного парка
| Показатели | 2006 | 2007 | 2008 | 2008 к 2006% |
| Среднегодовое число машин, шт. | 226 | 221 | 221 | 97,8 |
| Средняя грузоподъемность одной машины, т. | 3,33 | 3,3 | 3,35 | 100,6 |
| Коэффициент технической готовности | 0,94 | 0,95 | 0,95 | 101,1 |
| Коэффициент использования автопарка | 0,65 | 0,66 | 0,66 | 101,5 |
| Коэффициент использования пробега | 0,5 | 0,51 | 0,54 | 108 |
| Коэффициент выпуска | 0,52 | 0,53 | 0,53 | 101,9 |
| Отработано на 1 машину, дней | 183 | 180 | 184 | 100,6 |
| Общий пробег 1 машины за год, км | 17959 | 16987 | 16985 | 94,6 |
| Среднесуточный пробег 1 машины с грузом, км | 85 | 84 | 87 | 102,3 |
| Перевезено грузов на 1 машине, т | 2740,6 | 2673 | 2835,4 | 103,5 |
| Сделано ткм на 1 машине | 108890 | 105596 | 111998 | 102,9 |
| Средняя техническая скорость, км/ч | 33 | 32 | 32 | 96,7 |
| Средняя эксплуатационная скорость, км/ч | 22 | 21 | 21 | 95,5 |
| Среднее расстояние перевозки грузов, км | 19 | 18 | 19 | 100 |
| Затраты труда на 10 ткм, чел.-ч. | 843,1 | 893,6 | 914,8 | 108,4 |
В целом по данным таблицы видно, что подвижной состав использовался в 2008 г более интенсивно и эффективно. Это видно из следующих данных: общий коэффициент использования пробега увеличился на 8%, среднесуточный пробег на 2,3%, общий пробег снизился на 5,4%, коэффициент выпуска подвижного состава возрос на 1,9%.
Чтобы исключить необъективную оценку использования автопарка необходимо детально проанализировать один из качественных важнейших показателей работы автопарка – себестоимость одного тонно-километра перевезенного груза. В 2008 году себестоимость 1 ткм уменьшилась по отношению к 2006 году на 2,9% благодаря увеличению грузооборота. Улучшить использование грузового автотранспорта также можно за счет снижения числа холостых пробегов, своевременного проведения технического обслуживания и обновления автопарка.
1.5.3 Организация технического обслуживания, текущего ремонта и хранения техники
В период эксплуатации происходит приработка деталей в агрегатах автомобиля, поэтому при проведении технического обслуживания профилактические, крепежные, смазочно-очистительные и регулировочные работы должны своевременно выполняться, что обеспечить надежность и экономичность работы автомобиля, а также продлить срок его службы.
На предприятии действует планово-предупредительная система технического обслуживания, которая заключается в обеспечении поддержания работоспособного состояния подвижного состава в процессе эксплуатации, а также восстановление его работоспособности. Все операции технического обслуживания проводятся через определенную наработку в км пробега. Одновременно выполняются комплектование оборотного фонда агрегатов, подбор запасных частей и доставка их на рабочее место.
На ООО “ИГАТП” весь автопарк хранится в закрытых, отапливаемых помещениях. Хранение в отапливаемом помещении полностью защищает подвижной состав от любых воздействий (холода, снега, дождя, ветра, пыли).
В зоне хранения за каждым автомобилем закреплено постоянное место, и в ней могут находиться только исправные автомобили, готовые к выезду на линию. В зоне хранения поддерживается чистота, разлитые нефтепродукты убираются, а для сбора использованного обтирочного материала вне зоны хранения установлен металлический ящик.
Для пожарной безопасности зона хранения имеет несколько свободно открывающихся ворот и проезды.
Мойка автомобилей производится на участке уборочно-моечных работ предприятия, которая находится непосредственно при въезде на предприятие. Автомобили моют с помощью специальных моечных установок водой под большим напором.
Снятые узлы и агрегаты требующих особых условий хранения сдают на склад, где, в свою очередь, проводится опись и маркировка деталей. Отмечается техническое состояние деталей, время сдачи и фамилия.
Подвижной состав ООО “ ИГАТП ” подвергается следующим видам воздействия: ежедневное техническое обслуживание (ЕТО), номерные виды технического обслуживания (ТО-1, ТО-2), текущий ремонт (ТР) и капитальный ремонт (КР). Кроме того, ежегодно проводятся по два сезонных технических обслуживания (СТО).
ТО проводится в зоне ТО и в ремонтно-механической мастерской. На проведение запланированного ТО задействуются все посты и участки предприятия. Посты и участки предприятия не полностью укомплектованы и снабжены всем необходимым оборудованием и инструментами, необходимыми для проведения качественного технического обслуживания.
Своевременное проведение ТО необходимо, так как выходит на много дешевле предупредить ремонт, чем его проводить. Предприятие планирует вкладывать денежные средства на создание совершенной зоны технического обслуживания, которая является целью данного дипломного проекта с последующим его внедрением в производство.
Количество ТО ежемесячно планируется согласно пробегу автомобилей. Выполнение текущего ремонта проводится силами ремонтной мастерской, согласно заявок, на специализированных местах. Работа мастерской осуществляется в две смены.
Выполнение производственной программы в 2008 г. показано в таблице 1.8
Таблица 1.8 - Выполнение производственной программы в 2008 г.
| Выполнение | План | Факт | % |
ТО-1 ТО-2 |
1246 380 |
1246 380 |
100 100 |
В 2008 году на предприятии были усовершенствованы многие производственные участки, и внедрены новые современные технологии капитального ремонта.
Кроме того, в 2008 году капитально отремонтировано 6 автомобилей, в том числе переоборудовано 2 машины.
Капитально отремонтировано 15 двигателей разных марок.
При линейных отказах необходимы дополнительные затраты на организацию технической помощи и на транспортировку неработоспособного автомобиля в ремонт. Особое значение при ТО имеет контроль технического состояния агрегатов и систем, обеспечивающих безопасность движения автомобиля.
1.6 Организация работы нефтехозяйства
Бесперебойное обеспечение хозяйства нефтепродуктами с минимальными количественными и качественными потерями достигается решением комплекса вопросов, основными из которых являются:
- правильное планирование потребности в топливе и смазочных материалах;
- формирование и совершенствование материально-технической базы нефтехозяйств;
- выбор рациональных организационных форм снабжения хозяйств нефтепродуктами; рациональное их использование.
Типовая схема нефтеснабжения машинно-тракторного парка хозяйства предусматривает центральный нефтесклад с пунктом заправки.
Нефтепродукты в хозяйства завозят специализированным транспортом или в специально предназначенных для этого таре и емкостях на основе договора поставки между хозяйством и базой нефтепродуктов ОАО “Аспэк”. Завоз нефтепродуктов осуществляется в следующем порядке: заправщик делает заблаговременно заявку директору предприятия. Руководитель обеспечивает поставку топлива, через нефтебазу.
Заправка автомобилей производится перед выездом на линию, через заправочные колонки отдельно, как для дизельного топлива, так и для бензина.
Во избежание снижения качества нефтепродуктов при их транспортировке, хранении и выдаче необходимо предусмотреть отстой дизельного топлива в течение не менее 24 ч, налив топлива в резервуары закрытой струей под уровень, наличие дыхательных клапанов на резервуарах и их герметизацию, а также наличие современных фильтров на топливораздаточных колонках.
Расход топлива и масел контролируется инженерной и диспетчерской службой. Каждому выдаются талоны, в котором указаны литры дизельного топлива и масла в зависимости от предполагаемых объемов работ. К основным причинам перерасхода топлива относится неисправность топливной аппаратуры. Топливо хранится в закрытых, герметичных емкостях. Краны и люки запломбированы. Кроме кранов дополнительно установлены заглушки. Масла хранятся в здании заправочного пункта в 200 л бочках. Заправка масел осуществляется с помощью ручных насосов. Для отработанных масел имеется отдельная емкость.
В задачу нефтехозяйства предприятия входят получение, хранение и своевременный отпуск нефтепродуктов, борьба со всеми видами потерь при получении, хранении и отпуске топлива. Потери образуются на всем пути движения нефтепродуктов от нефтеналивной базы до нефтескладов хозяйства и пунктов заправки машинно-тракторных агрегатов, комбайнов, автомобилей и др. Основные виды потерь: испарение (естественная убыль при хранении), утечка, разлив, неполный слив, расход на непроизводственные цели (обогрев и т. д.), потери при эксплуатации машин.
При постоянно растущих ценах на нефтепродукты их безвозвратные потери увеличивают себестоимость автомобильных перевозок. Зная каналы потерь, намечают пути полного или частичного устранения их всеми доступными способами.
При плохой организации использования нефтепродуктов их потери от годового расхода нефтепродуктов составляют в среднем: дизельного топлива — 2,5 %, бензина —3,5, моторного масла — 6 %. По установленным нормам эти потери должны составлять не более 0,3%общего расхода нефтепродуктов.
Значительные потери и перерасход нефтепродуктов наблюдается при эксплуатации автопарка с большой изношенностью. Для экономичного расходования топлива, при использовании автомобилей, необходимы рациональная организация рабочих процессов, правильное комплектование автомобильных агрегатов, своевременная регулировка топливной аппаратуры, выбор наиболее экономичного режима работы, соблюдение рабочих скоростей при работе автомобилей на линии.
1.7 Обоснование темы проекта
Технический сервис – это комплекс работ и услуг по эффективному использованию техники, и поддержанию их в исправном состоянии в течение всего периода эксплуатации. Эксплуатация изделия включает в себя: использование по назначению, хранение, техническое обслуживание, ремонт. Целью технической эксплуатации машин является поддержание, сохранение и восстановление исправности, работоспособности и ресурса. Она включает выполнение работ по дозаправке машин топливом и смазочными материалами, очистке, регулированию, замене быстроизнашивающихся элементов машин, восстановлению их, проверке и диагностированию состояния машин и составных частей, определению остаточного ресурса, контролю воздействия на окружающую среду, восстановлению изношенных деталей, модернизация машин, находящихся в эксплуатации.
В условиях недостатка и ограниченного обновления машинно-тракторного парка на предприятиях существенно возрастает значение ремонтно-обслуживающего производства владельцев машин и всей ремонтно-обслуживающей базы. При ограниченном обновлении парка рациональное использование, бережное хранение, своевременные и качественные ремонтно-обслуживающие воздействия способны поддерживать численность и исправность машинно-тракторного парка.
Обеспечение высокой эффективности использования техники предопределяет необходимость своевременного применения комплекса воздействий, поддерживающих или восстанавливающих работоспособность машин. Эти воздействия достигают своей цели, если они осуществляется с применением современных технологий и прогрессивного ремонтно–технологического оборудования.
Целью данного проекта является повышение эксплуатационной и технической надежности автомобилей, за счет совершенствования организации и повышения уровня технического обслуживания и ремонта на ООО “ИГАТП”, для дальнейшего экономического развития предприятия и повышения его конкурентоспособности.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ СЛУЖБЫ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И ТЕКУЩЕГО РЕМОНТА
2.1 Расчет годового пробега парка
Расчет производим по технологическим группам автомобилей предприятия. Группы делятся по маркам автомобилей. Ниже приводится расчет для группы автомобилей ГАЗ-3307, данные по остальным маркам подвижного состава сводим в таблицы.
2.1.1 Корректирование межремонтного пробега
Цель корректирования – приведение нормативных величин к конкретным условиям работы автотранспортного предприятия.
Корректирование нормы межремонтного пробега выполняется по формуле:
Lкр = Lкрн · К , (2.1)
где: Lкр – скорректированный пробег до капитального ремонта;
Lкрн – нормативный пробег до капитального ремонта;
К – общий коэффициент корректирования.
Lкрн в км принимаем по [12], таблица 2.3.
Общий коэффициент корректирования рассчитывается по формуле:
К = К1 ∙ К2 ∙ К3 ,(2.2)
где: К1 – коэффициент корректирования нормативов в зависимости от категории условий эксплуатации;
К2 – коэффициент корректирования нормативов в зависимости от модификации подвижного состава и способа организации его работы;
К3 – коэффициент корректирования нормативов в зависимости от природно-климатических условий.
К = 0,8 ∙ 1 ∙ 0,9 = 0,72.
Lкр = 300 · 0,72 = 216 тыс. км.
результаты расчета заносятся в таблицу 2.1:
Таблица 2.1 - Корректирование пробега до капитально ремонта
Марка, модель п/состава |
Lкрн, тыс. км |
К1 | К2 | К3 | К | Lкр, тыс. км |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
150 300 250 300 |
0,8 0,8 0,8 0,8 |
1,0 1,0 1,0 1,0 |
0,9 0,9 0,9 0,9 |
0,72 0,72 0,72 0,72 |
108 216 180 216 |
2.1.2 Средний пробег до капитального ремонта
Поскольку все автомобили на АТП имеют различный пробег с начала эксплуатации, то рассчитываем средневзвешенную норму межремонтного пробега по формуле:
![]() ,(2.3)
,(2.3)
где: Lкрс – средний расчетный пробег до капитального ремонта, тыс. км.;
А′u – число автомобилей не прошедших капитальный ремонт;
А″u – число автомобилей, прошедших капитальный ремонт.
А′u и А″u принимаем по фактическому пробегу.
Lкрс = (89 ∙ 216 + 53 ∙ 216) / 89 + 53 = 199,9 тыс. км.
После приведения примера расчета для одной марки автомобилей, результаты по остальным сводим в таблицу 2.2:
Таблица 2.2 - Расчет среднего межремонтного пробега
Марка, модель п/состава |
Lкр, тыс. км |
A′u | А′′u | Lкрс тыс. км |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
108 216 180 216 |
28 9 12 89 |
17 11 2 53 |
99,8 192,2 174,9 199,9 |
2.1.3 Корректирование удельного простоя в техническом обслуживании и ремонте
Корректирование выполняем по формуле:
dтор = dторн ∙ К′4ср ,(2.4)
где: dтор – скорректированный удельный простой в ТО и ремонте;
dторн – нормативный удельный простой в ТО и ремонте, dторн =0,5;
К′4 c р – средний расчетный коэффициент корректирования.
dтор = 0,5∙ 1,2 = 0,6 дней/1000 км
Средний расчетный коэффициент корректирования рассчитываем по формуле:
К′4ср
= ![]() , (2.5)
, (2.5)
где: А1 , А2 , Аn – количество автомобилей в интервале пробега, для которого принимается значение коэффициента К4 ′, [12] таблица 2.11;
К′1 4 , К′n 4 – коэффициент корректирования, учитывающий пробег с начала эксплуатации.
К′4ср
= ![]() = 1,2.
= 1,2.
После приведения примера расчета для одной марки подвижного состава результаты расчета по остальным приводим в форме таблицы 2.3:
Таблица 2.3 - Корректирование удельного простоя в ТО и ремонте
Марка, модель п/состава |
dторн дн/1000 км |
А1 | А2 | А3 | А4 | К′4 ср | dтор дней /1000 км |
К′14 0,7 |
К′24 1,0 |
К′34 1,2 |
К′44 1,3 |
||||
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
0,5 0,5 0,5 0,5 |
6 - 4 4 |
3 - 4 10 |
19 9 4 75 |
17 11 2 53 |
1,16 1,26 1,0 1,2 |
0,58 0,63 0,5 0,6 |
2.1.4 Расчет коэффициента технической готовности
Значение коэффициента технической готовности по каждой марке (модели) подвижного состава предлагается рассчитать по пробегу за цикл эксплуатации.
Расчет коэффициента технической готовности выполняем по формуле:
αт = Дэ / (Дэ + Дтор + Дкр ) ,(2.6)
где: αт – расчетный коэффициент технической готовности;
Дэ – дни эксплуатации в цикле;
Дтор – дни простоя за цикл в ТО и ремонте;
Дкт – дни отсутствия авто на АТП по причине капитального ремонта.
Дни эксплуатации в цикле рассчитываем по формуле:
Дэ = Lкрс /1сс ,(2.7)
где: 1сс – среднесуточный пробег, км.
Дэ = Lкрс / 1сс = 199900 / 87 = 2298.
Дни простоя в ТО и ремонте рассчитываем по формуле:
Дтор = dтор ∙ Lкрс / 1000 .(2.8)
Дтор = 0,6∙ 199900 / 1000 = 120.
Дни отсутствия автомобилей на АТП по причине нахождения на капитальном ремонте:
Дкр = dкр + dтран , (2.9)
где: dкр – дни нахождения авто на капитальном ремонте на спец. АРЗ;
dтран – дни транспортировки автомобиля на капитальном ремонте.
dтран = (0,15…0,20) · dкр .(2.10)
dкр принимаем по [15], таблица 2.6.
dтран = 0,175 · 22 = 3,85.
Дкр = 22+ 3,85 = 25,85 ≈ 26.
Расчет коэффициента технической готовности
αт = 2298 / (2298 + 120 + 26) = 0,94.
Таблица 2.4 - Расчет коэффициента технической готовности парка
Марка, модель п/состава |
Lкрс, тыс.км |
1сс, км |
Дэ, дн. |
dтор | Дтор, км |
dкр, дн. |
dтран, дн. |
Дкр, дн. |
αт |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
99,8 192,2 174,9 199,9 |
97 69 95 87 |
1029 2786 1841 2298 |
0,58 0,63 0,5 0,6 |
58 121 88 120 |
21 22 21 22 |
4 4 4 4 |
25 26 25 26 |
0,93 0,95 0,94 0,94 |
2.1.5 Расчет коэффициента выпуска подвижного состава
Коэффициент выпуска автомобилей рассчитывается по формуле:
αи = Дрг · αт · Ки / 365 ,(2.11)
где: αи – коэффициент выпуска автомобилей;
Дрг – дни работы в году авто на линии;
Ки – коэффициент внеэксплуатационного простоя.
Коэффициент внеэксплуатационного простоя характеризует организацию работы подвижного состава и учитывает простой по причине отсутствия водителей, отсутствия работы, простоя без топлива, по причине бездорожья и так далее. Ки = 0,95.
αи = (215 · 0,94 · 0,95) / 365 = 0,53.
Таблица 2.5 - Расчет коэффициента выпуска подвижного состава
Марка, модель п/состава |
Дрг | αт | αи | Принятый Ки |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
217 213 216 215 |
0,93 0,95 0,94 0,94 |
0,53 0,53 0,53 0,53 |
0,95 0,95 0,95 0,95 |
2.1.6 Расчет годового пробега парка
Расчет годового пробега по марке подвижного состава производится по формуле:
Lг = 365 ∙ Аи · 1сс · αи ,(2.12)
где: Аи – списочное число подвижного состава.
Lг
= 365 ∙ 142 · 87 · 0.53 = 2390, тыс. км.
После приведения примера расчета для одного автомобиля результаты расчета по остальным рекомендуется оформить в таблицу 2.6:
Таблица 2.6 - Расчет годового пробега подвижного состава
Марка, модель п/состава |
Аи | 1сс км |
αи | Lг тыс. км |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
45 20 14 142 |
97 69 95 87 |
0,53 0,53 0,53 0,53 |
844,4 262 257,3 2390 |
2.2 Расчет производственной программы по техническому обслуживанию
Цель раздела – рассчитать производственную программу для объекта проектирования по техническому обслуживанию, диагностике и определить количество обслуживаний для расчета трудоемкости работ.
2.2.1 Расчет количества уборочно-моечных работ (УМР)
Количество ежедневных обслуживаний рассчитывается по автомобилям.
Nео = Lг / lсс ,(2.13)
где: Nео – годовое количество ежедневных обслуживаний.
Nео = 2390 / 87 = 27471.
Годовое количество уборочно-моечных работ не совпадет с годовым количеством ежедневных обслуживаний.
Количество УМР за год следует рассчитать по формуле:
Nумр = (0,75…0,8) · Nео ,(2.14)
где: Nумр – годовое количество уборочно-моечных работ.
Nумр = 0,775 · 27471 = 21290.
Сменная программа уборочно-моечных работ.
Для ее расчета рекомендуется воспользоваться формулой:
Nумс = Nумр / (Дргу · Ссм ) ,(2.15)
где: Nумс – сменная программа уборочно-моечных работ.
Дргу – количество дней работы в году зоны УМР. (Необходимо задаться с учетом дней работы в году авто на линии).
Ссм – число смен работы за сутки зоны уборочно-моечных работ.
Nумс = 21290/ (250· 1) = 85.
Числом смен также необходимо задаться с учетом обеспечения выполнения уборочно-моечных работ в межсменное время.
На основании сменной программы уборочно-моечные работы необходимо выполнять на универсальных постах. В состав уборочно-моечных работ входят уборочные, моечные, сушильно-обтирочные работы.
Результаты расчета сводим в таблицу 2.7
Таблица 2.7 - Расчет программы уборочно-моечных работ
Марка, модель п/состава |
Lг тыс. км |
1сс км |
Nео | Nумр | Nумс |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
844,4 262 257,3 2390 |
97 69 95 87 |
8705 3797 2708 27471 |
6746 2943 2099 21290 |
27 12 8 85 |
2.2.2 Корректирование периодичности технического обслуживания
(ТО-1, ТО-2, Д-1, Д-2, ТР)
Корректирование периодичности ТО-1.
Корректирование выполняем по формуле:
L1 = L1н · К1 · К3 , (2.16)
где: L1 – скорректированная периодичность ТО-1, км.
L1н – нормативная периодичность ТО-1 [12], табл. 2.1.
К1 – коэффициент, учитывающий категорию условий эксплуатации [12], табл. 2.8.
К3 – коэффициент, учитывающий климатические условия [12], табл. 2.10.
L1 = 4000 · 0.8 · 0,9 = 2880 км.
Корректирование периодичности ТО-1 по кратности к среднесуточному пробегу.
n1 = L1 / lcc ,(2.17)
где: n1 – коэффициент кратности периодичности ТО-1 к среднесуточному пробегу.
Коэффициент кратности рассчитывается с точностью до сотых, с последующим округлением до целого значения.
n1 = 2880/ 87 = 33,1 ≈ 33.
Расчетная периодичность ТО-1
L1 p = 1cc · n1 , (2.18)
где: L1 p – расчетная периодичность ТО-1.
Расчетная периодичность ТО-1 округляется до целых сотен километров.
L1 p = 87 · 33= 2900 км.
Результаты расчета сводим в таблицу 2.8:
Таблица 2.8 - Корректирование периодичности ТО-1
Марка, модель п/состава |
L1, км |
K1 | K3 | lcc, км |
n1 | L1p, Км |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
1584 2160 2160 2880 |
0,8 0,8 0,8 0,8 |
0,9 0,9 0,9 0,9 |
97 69 95 87 |
16 31 23 33 |
1600 2200 2200 2900 |
Корректирование периодичности ТО-2.
Корректирование выполняется по формуле:
L2 = L2н · K1 · K3 , (2.19)
где: L2 – скорректированная периодичность ТО-2;
L2н – нормативная периодичность ТО-2 [12], таблица 2.1.
L2 = 16000 · 0,8 · 0,9 = 11520 км.
Корректирование периодичности ТО-2 по кратности к периодичности ТО-1.
n2 = L2 / L1р , (2.20)
где: n2 – коэффициент кратности периодичности ТО-2 к периодичности ТО-1.
n2 = 11520/ 2900 = 3,97 ≈ 4.
Расчетная периодичность ТО-2.
L2р = L1р · n2 , (2.21)
где: L2р – расчетная периодичность ТО-2.
L2р = 2900 · 4 = 11600 км
Результаты расчета оформим в таблицу 2.9:
Таблица 2.9 - Корректирование периодичности ТО-2
Марка, модель п/состава |
L2н км |
K1 | K3 | L1р Км |
n2 | L2р км |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
11000 12000 12000 16000 |
0,8 0,8 0,8 0,8 |
0,9 0,9 0,9 0,9 |
1600 2200 2200 2900 |
5 4 4 4 |
8000 8800 8800 11600 |
2.2.3 Расчет производственной программы по техническому обслуживанию (ТО-1, ТО-2, Д-1, Д-2, ТР)
Годовое количество ТО-2 рассчитывается по формуле:
N2 = Lг / L2р ,(2.22)
где: N2 – годовое количество ТО-2.
N2 = 2390000/ 11600 = 206.
Годовое количество ТО-1 рассчитываем по формуле:
N1 = Lг / L1р – N2 ,(2.23)
где: N1 – годовое количество ТО-1.
N1 = 2390000/ 2900 – 206 = 618.
Рассчитываем сменную программу.
Техническое обслуживание №1
N1с
= N1
/ (Дрт
· Сст
) ,(2.24)
где: N1с – сменная программа по ТО-1.
При Дрт = 250 дней и Сст = 1:
N1с = 618/ (250· 1) = 2,47.
Техническое обслуживание № 2
N2с = N2 / (Дрт · Сст ) ,(2.25)
где: N2с – сменная программа по ТО-2.
N2с = 206/ (250 · 1) = 0,82.
На основании сменной программы по ТО, необходимо организовать работу на универсальных постах.
Результаты расчета сводим в таблицы 2.10, 2.11:
Таблица 2.10 - Расчет производственной программы по ТО-2
Модель, марка п/состава |
Lг тыс.км | L2р км |
N2 | Дрт, дн | Сст | N2с | Примечание |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
844,4 262 257,3 2390 |
8000 8800 8800 11600 |
106 30 30 206 |
250 250 250 250 |
1 1 1 1 |
0,42 0,12 0,12 0,82 |
Универ-сальные посты |
Таблица 2.11 - Расчет производственной программы по ТО-1
Модель, марка п/состава |
Lг тыс.км | L1р км |
N2 | N1 | Дрт, дн | Сст | N1с | Прим. |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
844,4 262 257,3 2390 |
1600 2200 2200 2900 |
106 30 30 206 |
422 89 87 618 |
250 250 250 250 |
1 1 1 1 |
1,69 0,36 0,35 2,47 |
Универ-сальные посты |
Расчет годового количества сезонных обслуживаний выполняем по формуле:
Nсо
= 2 · Аи
,(2.26)
где: Nсо – годовое количество сезонных обслуживаний.
Для ГАЗ-3307 Nсо = 2 · 142 = 284.
Для ГАЗ-3302 Nсо = 2 · 14 = 28.
Для ЗИЛ-130 Nсо = 2 · 20 = 40.
Для Иж-2715 Nсо = 2 · 45 = 90.
Расчет программы работ на постах поэлементной диагностики.
Nд2 = 1,2 · N2 ,(2.27)
где: Nд2 – годовая программа по Д-2.
Nд2 = 1,2 · 206= 247.
Сменная программа на постах Д-2
Nд2с = Nд2 / (Дрд · Ссд ) ,(2.28)
где: Nд2с – сменная программа работ по Д-2.
Дрд – число дней работы в году постов Д-2.
Ссд – число смен работы в сутки постов Д-2.
Nд2с = 247/ (250 ·1) = 0,99.
Расчетные данные сводим в таблицу 2.12:
Таблица 2.12 - Расчет производственной программы на постах Д-2
Марка, модель п/состава |
N2 | Nд2 | Дрд | Ссд | Nд2с |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
106 30 30 206 |
127 36 36 247 |
250 250 250 250 |
1 1 1 1 |
0,51 0,14 0,14 0,99 |
Расчет программы работ на постах общей диагностики
Годовое количество обслуживаний на постах Д-1
Nд1 = 1.1 · N1 + N2 ,(2.29)
где: Nд1 – годовая программа по Д-1.
Nд1 = 1.1 · 618+ 206 = 886.
Сменная программа на постах Д-1
Nд1с = Nд1 / (Дрд · Ссд ) ,(2.30)
где: Nд1с – сменная программа работ по Д-1
Дрд – число дней работы в году постов Д-1.
Ссд – число смен работы в сутки постов Д-1.
Nд1с = 886/ (250 · 1) = 4.
Таблица 2.13 - Расчет производственной программы на постах Д -1
Марка, модель п/состава |
N2 | N1 | Nд1 | Дрд | Ссд | Nд1с |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
106 30 30 206 |
422 89 87 618 |
570 128 126 886 |
250 250 250 250 |
1 1 1 1 |
2,28 0,51 0,5 3,54 |
2.3 Корректирование трудоемкости технического обслуживания
(УМР, ТО-1, ТО-2, Д-1, Д-2, ТР)
Корректирование трудоемкости ежедневного обслуживания (УМР)
tео = tеон · К2 · К5 , (2.31)
где: tео – скорректированная трудоемкость ЕО.
tеон – нормативная трудоемкость ЕО [12], таблица 2.2.
К2 – коэффициент учитывающий модификацию подвижного состава и организацию его работы [12], таблица 2.9.
К5 – коэффициент учитывающий размеры АТП и число технологически совместимых групп Подвижного состава [12], таблица 2.12.
tео = 0,5· 1· 1,15 = 0,58 чел.-ч.
Таблица 2.14 - Корректирование трудоемкости ежедневного обслуживания
Марка, модель п/состава |
tеон, чел.-ч |
К2 | К5 | tео, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
0,2 0,45 0,3 0,5 |
1,0 1,0 1,0 1,0 |
1,25 1,25 1,25 1,15 |
0,25 0,56 0,38 0,58 |
Расчет трудоемкости уборочно-моечных работ
Трудоемкость работ ежедневного обслуживания включает в себя уборочные, моечные и обтирочные работы, выполняемые вручную (моечные – с помощью ручной шланговой мойки).
При применении механизации хотя бы одного из видов работ, трудоемкость рассчитывается по работам выполняемым вручную.
Трудоемкость работ при использовании механизации рассчитывается по формуле:
tумр = tео · Пр ,(2.32)
где: tумр – трудоемкость уборочно-моечных работ.
Пр – процент работ выполняемых вручную (Пр = 0,3 согласно рекомендации).
tумр = 0,58 · 0,3 = 0,17 чел.-ч.
Результаты сводим в таблицу 2.15.
Таблица 2.15 - Расчет трудоемкости уборочно-моечных работ
Марка, модель п/состава |
Процент ручных работ в т.ч. | tео чел.ч |
tумр чел.ч |
|||
| Убор. | Моеч. | Обтир. | Всего | |||
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
23 23 23 23 |
65 65 65 65 |
12 12 12 12 |
100 100 100 100 |
0,25 0,56 0,38 0,58 |
0,08 0,17 0,11 0,17 |
Корректирование трудоемкости технического обслуживания №1(ТО-1, ТР)
Корректирование выполняем по формуле:
t1 = t1н · К2 · К5 ,(2.33)
где: t1 – скорректированная трудоемкость ТО-1.
t1н – нормативная трудоемкость ТО-1 [12], таблица 2.2.
К2 – коэффициент учитывающий модификацию подвижного состава и организацию его работы [12], таблица 2.9.
К5 – коэффициент, учитывающий размеры АТП и количества технологически совместимых групп п/состава [12], таблица 2.12.
t1 = 1,9 · 1 · 1,15 = 2,19 чел.-ч.
Таблица 2.16 - Корректирование трудоемкости ТО №1
Марка, модель п/состава |
t1н чел.ч |
К2 | К5 | t1 чел.ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
2,2 2,5 1,5 1,9 |
1,0 1,0 1,0 1,0 |
1,25 1,25 1,25 1,15 |
2,75 3,13 1,88 2,19 |
Корректирование трудоемкости технического обслуживания №2 (ТО-2, ТР)
Корректирование выполняем по формуле:
t2 = t2н · К2 · К5 ,(2.34)
где: t2 – скорректированная трудоемкость ТО-2.
t2н – нормативная трудоемкость ТО-2 [12], табл. 2.2.
К2 – коэффициент учитывающий модификацию подвижного состава и организацию его работы [12], таблица 2.9.
К5 – коэффициент, учитывающий размеры АТП и число технологически совместимых групп п/состава [12], таблица 2.12.
t2 = 11,2 · 1· 1,15 = 12,88 чел.-ч.
Таблица 2.17 - Корректирование трудоемкости ТО №2
Марка, модель п/состава |
t2н чел.ч |
К2 | К5 | t2 чел.ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
7,2 10,6 7,7 11,2 |
1,0 1,0 1,0 1,0 |
1,25 1,25 1,25 1,15 |
9 13,25 9,63 12,88 |
Трудоемкость дополнительных работ сезонного обслуживания
Трудоемкость дополнительных работ сезонного обслуживания рассчитываем по формуле:
tco = Cco · t2 , (2.35)
где: tсо - трудоемкость дополнительных работ сезонного обслуживания;
Ссо – процент дополнительных работ по сезонному обслуживанию от трудоемкости ТО-2, [12], п. 2.11.2.
Для ГАЗ-3307 tco = 0,2 · 12,88 = 2,58 чел.ч.
Для ГАЗ-3302 tco = 0,2 · 9,63 = 1,93 чел.ч.
Для ЗИЛ-130 tco = 0,2 · 13,25 = 2,65 чел.ч.
Для Иж-2715 tco = 0,2 · 9 = 1,8 чел.ч.
Нормативы трудоемкости сезонного обслуживания составляют 20% от трудоемкости ТО-2: 50 % для умеренно – холодных районов. [12], п. 2.11.2.
Корректирование трудоемкости общей диагностики (Д-1, ТО-1)
Корректирование выполняем по формуле:
tд1 = tд1н · К2 · К5 ,(2.36)
где: tд1 – скорректированная трудоемкость Д-1;
tд1н – нормативная трудоемкость Д-1. [12], приложение 3;
К2 – коэффициент учитывающий модификацию подвижного состава и организацию его работы. [12], таблица 2.9;
К5 – коэффициент учитывающий размеры АТП и число технологически совместимых групп подвижного состава. [12], таблица 2.12.
tд1 = 0,35 · 1 · 1,15 = 0,4 чел.-ч.
Таблица 2.18 - Корректирование трудоемкости общей диагностики
Марка, модель п/состава |
tд1н, чел.-ч |
К2 | К5 | tд1, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
0,18 0,34 0,35 0,35 |
1,0 1,0 1,0 1,0 |
1,25 1,25 1,25 1,15 |
0,23 0,43 0,44 0,4 |
Корректирование трудоемкости поэлементной диагностики (Д-2, ТО-2)
tд2 = tд2н · К2 · К5 ,(2.37)
где: tд2 – скорректированная трудоемкость Д-2;
tд2н – нормативная трудоемкость Д-2. [12], приложение 4;
К2 – коэффициент учитывающий модификацию подвижного состава и организацию его работы. [12], таблица 2.9;
К5 – коэффициент учитывающий размеры АТП и число технологически совместимых групп п/состава. [12], таблица 2.12.
tд2 = 1,67 · 1 · 1,15 = 1,92 чел.-ч.
Результаты расчета сводим в таблицу 2.19:
Таблица 2.19 - Корректирование трудоемкости поэлементной диагностики
Марка, модель п/состава |
tд2н, чел.-ч |
К2 | К5 | tд2, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
1,23 1,7 1,67 1,67 |
1,0 1,0 1,0 1,0 |
1,25 1,25 1,25 1,15 |
1,54 2,13 2,09 1,92 |
2.4 Расчет годовой трудоемкости работ
Ежедневное обслуживание(УМР)
Годовую трудоемкость уборочно-моечных работ рассчитываем по формуле:
Тумр = tумр · Nумр ,(2.38)
где: Тумр – годовая трудоемкость уборочно-моечных работ.
Тумр = 0,17 · 21290 = 3619,3 чел.-ч.
Результаты расчета сводим в таблицу 2.20.
Таблица 2.20 - Расчет годовой трудоемкости уборочно-моечных работ
Марка, модель п/состава |
tумр, чел.-ч |
Nумр | Тумр, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
0,08 0,17 0,11 0,17 |
6746 2943 2099 21290 |
539,7 500,3 230,9 3619,3 |
| Всего по парку: | 0,53 | 33078 | 4890,2 |
Общая диагностика (Д-1, ТО-1).
Годовую трудоемкость общей диагностики рассчитываем по формуле:
Тд1 = tд1 · Nд1 , (2.39)
где: Тд1 – годовая трудоемкость общей диагностики;
Тд1 = 0,4· 886 = 354,4 чел.-ч.
Таблица 2.21 - Расчет годовой трудоемкости общей диагностики
Марка, модель п/состава |
tд1, чел.-ч |
Nд1 | Тд1, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
0,23 0,43 0,44 0,4 |
570 128 126 886 |
131,1 55 55,4 354,4 |
| Всего по парку | 1,5 | 1710 | 595,9 |
Поэлементная диагностика(Д-2, ТО-2)
Годовую трудоемкость поэлементной диагностики рассчитываем по формуле:
Тд2 = tд2 · Nд2 ,(2.40)
где: Тд2 – годовая трудоемкость поэлементной диагностики.
Тд2 = 1,92 · 247 = 474,2 чел.-ч.
Таблица 2.22 - Расчет годовой трудоемкости поэлементной диагностики
Марка, модель п/состава |
tд2, чел.-ч |
Nд2 | Тд2, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
1,54 2,13 2,09 1,92 |
127 36 36 247 |
195,6 76,7 75,2 474,2 |
| Всего по парку | 7,68 | 446 | 821,7 |
Годовая трудоемкость ТО-1 (ТО-1, ТР’ )
Годовую трудоемкость ТО-1 рассчитываем по формуле:
Т1 = t1 · N1 ,(2.41)
где: Т1 – годовая трудоемкость ТО-1.
Т1 = 2,19 · 618 = 1353,4 чел.-ч.
Таблица 2.23 - Расчет годовой трудоемкости ТО №1
Марка, модель п/состава |
t1, чел.-ч |
N1 | Т1, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
2,75 3,13 1,88 2,19 |
422 89 87 618 |
1160,5 278,6 163,6 1353,4 |
| Всего по парку | 9,95 | 1216 | 2956,1 |
Годовая трудоемкость ТО-2 и сезонного обслуживания(ТО-2, ТР)
Годовую трудоемкость ТО-2 рассчитываем по формуле:
Т2 = t2 · N2 ,(2.42)
где: Т2 – годовая трудоемкость ТО-2.
Т2 = 12,88 · 206= 2653,3 чел.-ч.
Годовую трудоемкость сезонного обслуживания рассчитываем по формуле:
Тсо = tco · Nco ,(2.43)
где: Тсо – годовая трудоемкость дополнительных работ по сезонному обслуживанию.
Тсо = 2,58 · 284 = 732,7 чел.-ч.
Результаты расчетов приведены в таблице 2.24.
Таблица 2.24 - Расчет годовой трудоемкости ТО №2 и СО
Марка, модель п/состава |
t2, чел.-ч |
N2 | T2, чел.-ч |
tсо, чел.-ч |
Nсо | Tсо, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
9 13,25 9,63 12,88 |
106 30 30 206 |
954 397,5 288,9 2653,3 |
1,8 2,65 1,93 2,58 |
90 40 28 284 |
162 106 54 732,7 |
| Всего по парку | 44,76 | 372 | 4293,7 | 8,96 | 442 | 1054,7 |
2.5 Расчет годовой трудоемкости работ зон ТО-1 и ТО-2
Зона технического обслуживания №1 (ТО-1, ТР – сопутствующий ремонт в зоне ТО-1)
Трудоемкость работ в зоне ТО-1 рассчитываем по формуле:
Т’ 1 = с · Т1 – Тд1 + Тco п1 ,(2.44)
где: Т1 – годовая трудоемкость работ в зоне ТО-1;
с – коэффициент, учитывающий способ организации выполнения работ в зоне ТО-1;
Тсоп1 – трудоемкость сопутствующего текущего ремонта, выполняемого в зоне ТО-1;
с = 1 при организации производства ТО-1 без применения поточной линии.
Т' 1 = 1 · 1353,4 – 354,4 + 270,7 = 1269,7 чел.-ч
Тсоп1 = 0,20 · Т1 , (2.45)
Тсоп1 = 0,20 · 1353,4 = 270,7 чел.-ч.
Результаты сведем в таблицу 2.25.
Таблица 2.25 - Расчет трудоемкости работ в зоне ТО-1
Модель, марка п/состава |
Т1, чел.-ч |
С | Тд1, чел.-ч |
Тсоп1, чел.-ч |
Т'1, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
1160,5 278,6 163,6 1353,4 |
1,0 1,0 1,0 1,0 |
131,1 55 55,4 354,4 |
232,1 55,7 32,7 270,7 |
1261,5 279,3 140,9 1269,7 |
| Всего по парку | 2956,1 | 1,0 | 595,9 | 591,2 | 2951,4 |
Зона технического обслуживания №2 (ТО-2, ТР – сопутствующий ТР в зоне ТО-2)
Трудоемкость работ в зоне ТО-2 рассчитывается по формуле:
Т' 2 = с · (Т2 + Тсо ) – Тд2 + Тсоп2 ,(2.46)
где: Т2 – годовая трудоемкость работ в зоне ТО-2.
с – коэффициент, учитывающий способ организации выполнения работ в зоне ТО-2, с = 1 при организации производства ТО-2 без применения поточной линии.
Тсоп2 – трудоемкость сопутствующего текущего ремонта, выполняемого в зоне ТО-2.
Т' 2 = 1 · (2653,3 + 732,7) – 474,2 + 677,2 = 3589 чел.-ч.
Тсоп2 = 0,20 · (Т2 + Тсо ) ,(2.47)
Тсоп2 = 0,20 · (2653,3 + 732,7) = 677,2 чел.-ч.
Результаты по остальным группам автопарка сведены в таблицу 2.26.
Таблица 2.26 - Расчет трудоемкости работ в зоне ТО-2
Модель, марка п/состава |
Т2, чел.-ч |
Тсо, чел.-ч |
С | Тд2, чел.-ч |
Тсоп2, чел.-ч |
Т'2, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 |
954 397,5 288,9 2653,3 |
162 106 54 732,7 |
1,0 1,0 1,0 1,0 |
195,6 76,7 75,2 474,2 |
223,2 100,7 68,6 677,2 |
1143,6 527,5 336,3 3589 |
| Всего по парку | 4293,7 | 1054,7 | 1,0 | 821,7 | 1069,7 | 5596,4 |
2.6 Расчет годовой трудоемкости текущего ремонта
2.6.1 Корректирование удельной трудоемкости текущего ремонта (ТР)
Корректирование выполняем по формуле:
tтр = tтрн · К1 · К2 · К3 · К4ср · К5 , (2.48)
где: tтр – скорректированная удельная трудоемкость ТР;
tтрн – нормативная удельная трудоемкость ТР;
К1-5 – коэффициенты корректирования.
Рекомендуется принять значения нормативных величин по:
tтрн [12], таблица 2.2.
К1 , К2 , К3 , К5 соответственно в [12], таблицы 2.8, 2.9, 2.10, 2.12.
К4ср рассчитывается аналогично К′4ср при условии принятия К4ср .
Расчетная формула К4ср
К4ср
= ![]() , (2.49)
, (2.49)
где: А1 , А2 , Аn – количество автомобилей в интервале пробега, для которого принимается значение коэффициента К4 .
К4ср
= ![]() = 1,2.
= 1,2.
tтр = 3,2 · 1,2 · 1· 1,1 · 1,2 · 1,15 = 5,83 чел.-ч./1000 км.
Результаты корректирования сводим в таблицу 2.27:
Таблица 2.27 - Корректирование удельной трудоемкости ТР
Марка, модель п/состава |
tтрн, чел.-ч /1000 км | К1 | К2 | К3 | К4ср | К5 | tтр, чел.-ч /1000 км |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 Всего по парку |
2,8 4,0 3,6 3,2 13,6 |
1,2 1,2 1,2 1,2 1,2 |
1,0 1,0 1,0 1,0 1,0 |
1,1 1,1 1,1 1,1 1,1 |
1,16 1,26 1,0 1,2 1,16 |
1,25 1,25 1,25 1,15 1,23 |
5,34 8,32 5,94 5,83 25,43 |
2.6.2 Годовая трудоемкость работ текущего ремонта (ТР' )
Годовую трудоемкость работ по текущему ремонту рассчитываем по формуле:
Ттр = tтр · Lг / 1000 ,(2.50)
где: Ттр – годовая трудоемкость работ текущего ремонта.
Ттр = 5,83 · 2390000 / 1000 = 13933,7 чел.-ч.
Таблица 2.28 - Годовая трудоемкость работ по текущему ремонту
Марка, модель п/состава |
tтр, чел.-ч/1000 км |
Lг, тыс. км |
Tтр, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 Всего по парку |
5,34 8,32 5,94 5,83 25,43 |
844,4 262 257,3 2390 3753,7 |
4509,1 2179,8 1528,4 13933,7 22151 |
2.6.3 Годовая трудоемкость работ в зоне текущего ремонта (ТР′)
Годовую трудоемкость работ в зоне ТР рассчитываем по формуле:
Т′тр = Сз · Ттр – Тсоп1 – Тсоп2 ,(2.51)
где: Ттр – годовая трудоемкость работ в зоне ТР;
Сз – процент работ ТР, выполняемых в зоне ТР.
Все работы сопутствующие и относящиеся к текущему ремонту, выполняются в зоне ТР (контрольно-диагностические, крепежные, регулировочные и работы по снятию и установке деталей, узлов и агрегатов). Принимаем коэффициент Сз = 1.
Т′тр = 1 · 13933,7 – 270,7– 677,2 = 12985,8 чел.-ч.
Таблица 2.29 - Годовая трудоемкость работ в зоне текущего ремонта
Марка, модель п/состава |
Ттр, чел.-ч |
Сз | Тсоп1, чел.-ч |
Тсоп2, чел.-ч |
Т′тр, чел.-ч |
Иж-2715 ЗИЛ-130 ГАЗ-3302 ГАЗ-3307 Всего по парку |
4509,1 2179,8 1528,4 13933,7 22151 |
1,0 1,0 1,0 1,0 1,0 |
232,1 55,7 32,7 270,7 591,2 |
223,2 100,7 68,6 677,2 1069,7 |
4053,8 2023,4 1427,1 12985,8 20490,1 |
2.7 Расчет численности производственных рабочих
При расчете численности производственного персонала различают явочное или технологически необходимое – Рт и Рш число исполнителей.
2.7.1 Явочное число рабочих (число рабочих мест)
Рт = Тi / Фрм ,(2.52)
где: Рт – число рабочих мест;
Тi – годовой объем работ (трудоемкость);
Фрм – годовой фонд времени рабочего места.
Годовой производственный фонд рабочего места при пятидневной рабочей неделе:
Фрм = Тсм · (Дкг – Дв – Дп ) ,(2.53)
где: Тсм – продолжительность рабочей смены (Тсм = 8 ч);
Дкг – число календарных дней в году;
Дв – число выходных дней в году;
Дп – число праздничных дней в году.
Фрм = 8 · (365 – 112 – 9) = 1952 ч.
Явочное число рабочих для зон ТО-1, ТО-2 и ТР соответственно:
Рт то-1 = 2951,4 / 1952 = 1,51 чел.
Рт то-2 = 5596,4 / 1952 = 2,87 чел.
Рт тр = 20490,1 / 1952 = 11,35 чел.
Принимаем Рт то-1 = 2 чел., Рт то-2 = 3 чел., Рт тр = 12 чел.
2.7.2 Штатное число исполнителей
Рш = Тi /Фэр ,(2.54)
где: Рш – численность штатных рабочих;
Тi – годовой объем работ (трудоемкость);
Фэр – эффективный годовой фонд времени штатного рабочего.
Эффективный фонд времени штатного рабочего можно рассчитать по формуле:
Фэр = Фрм – tотп – tуп ,(2.55)
где: tотп – продолжительность отпуска, час;
tуп – потери рабочего времени по уважительным причинам, ч.
Продолжительность отпуска:
to тп = Дотп · Тсм , (2.56)
где: Дотп – продолжительность отпуска, дней;
Тсм = 8 ч.
to тп = 28 · 8 = 224 ч.
tуп = 0,04 · (Фрм – tотп ) ,(2.57)
tуп = 0,04 · (1952 – 224) = 69,12 ч.
Фэр = 1952 – 28∙8 – 69,12 = 1658,88 ч.
Штатное число исполнителей для зон ТО-1, ТО-2 и ТР соответственно:
Рш то-1 = 2951,4 / 1658,88 = 1,78 чел.
Рш то-2 = 5596,4 / 1658,88 = 3,37 чел.
Рш тр = 20490,1 / 1658,88 = 13,35 чел.
Принимаем Рш то-1 = 2 чел., Рш то-2 = 4 чел., Рш тр = 14 чел.
2.8 Расчет числа постов и линий для зон ТО и ТР
2.8.1 Расчет числа постов зоны технического обслуживания
Расчет выполняется для зон ТО-1 и ТО-2 при организации выполнения работ на универсальных постах.
Расчет основного числа постов выполняем по формуле:
Nто
= τп
/ R ,(2.58)
где: Nто – расчетное число основных постов зоны ТО;
τп – такт поста;
R – ритм производства.
Такт поста, т.е. время обслуживания авто на посту, рассчитывается по формуле:
τп
= ![]() ,(2.59)
,(2.59)
где: Тi – годовой объем работ (трудоемкость работ) в зоне ТО;
Ni – годовая программа работ в зоне ТО (количество обслуживаний в зоне ТО-1 или ТО-2);
Рп – среднее число исполнителей одновременно работающих на посту;
tп – время установки и снятия автомобиля на пост.
Среднее число исполнителей на посту рекомендуется принять для зон ТО Рп = 2…3 исполнителя.
Время на установку и перемещение авто по постам принимается tп = 1…3 мин.
τп ТО-1 = [2951,4 ∙ 60 / (618 ∙ 2)] + 3 = 146,27 мин.
τп ТО-2 = [5596,4∙ 60 / (206 ∙ 2)] + 3 = 818 мин.
Ритм производства, т.е. время полного обслуживания автомобилей, рассчитывается по формуле:
R = ![]() , (2.60)
, (2.60)
где: Тсм – продолжительность работы зоны ТО в смену, час;
Ссм – число смен работы зоны ТО в смену;
Ni с – сменная программа по соответствующему виду обслуживания.
RТО-1 = 8∙ 1∙ 60 / 4,87 = 98,56 мин.
RТО-2 = 8∙ 1∙ 60 / 1,48 = 324,32 мин.
Nто-1 = 146,27 / 98,56 = 1,48.
Nто-2 = 818 / 324,32 = 2,52.
Принимаем число постов для технического обслуживания Nто =5.
Число постов подпора для зон технического обслуживания следует принять: 10…15 % сменной программы ТО-1; 30…40 % сменной программы ТО-2. Общее число постов зоны ТО определяем суммированием основного числа постов и постов подпора. Окончательно принимаем общее число постов для ТО Nто = 7.
2.8.2 Расчет количества постов в зоне текущего ремонта
Основное количество постов зоне текущего ремонта рассчитывается по формуле:
Nтр
= ![]() ,(2.61)
,(2.61)
где: Ттрз – трудоемкость работы в зоне ТР;
Дрг – число дней в году работы зоны ТР;
Ссм – число смен в сутки работы зоны ТР;
Тсм – продолжительность работы зоны в смену;
Рп – число исполнителей одновременно работающих на посту;
![]() - коэффициент использования рабочего времени поста,
- коэффициент использования рабочего времени поста,![]() = 0,90;
= 0,90;
![]() - коэффициент неравномерности поступления а/м на посты ТР,
- коэффициент неравномерности поступления а/м на посты ТР,
![]() = 1,2...1,5.
= 1,2...1,5.
Nтр = 20490,1 ∙ 1,2 / (253 ∙ 1 ∙ 8 ∙ 2 ∙ 0,9) = 7,29.
Принимаем общее число постов зоны ТР Nтр = 7.
В зоне ТР предусматривается специализация постов по видам работ (таблица 2.30)
Таблица 2.30 - Примерное распределение постов ТР по их назначению
| Назначение постов | Соотношение в % |
Ремонт двигателя и его систем Ремонт трансмиссии, тормозов, рулевого управления и ходовой части Контроль и регулировка тормозов Контроль и регулировка углов установки колес Универсальные |
20-30 40-50 5-10 5-10 10-20 |
| Итого | 100 |
2.9 Схема технологического процесса ТО и ТР
Схема технологического процесса технического обслуживания и текущего ремонта представлена на рис. 2.1.
![]()
Рис.2.1 Схема технологического процесса ТО и ТР на предприятии
Порядок прохождения технических обслуживаний №1 и №2, а также текущего ремонта приводится далее.
При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где проводится визуальный осмотр автомобиля и, при необходимости, делается в установленной форме заявка на ТР. Затем автомобиль подвергается ежедневному обслуживанию (ЕО) и, в зависимости от плана-графика профилактических работ, поступает на посты общей или поэлементной диагностики (Д-1 или Д-2), через зону ожидания технического обслуживания и текущего ремонта или в зону хранения.
После Д-1 автомобиль поступает в зону ТО-1, затем в зону хранения. Туда же направляются автомобили после Д-2. Если при Д-1 не удается обнаружить неисправность, то автомобиль направляется на Д-2 через зону ожидания. После устранения обнаруженной неисправности автомобиль поступает в зону ТО-1, а затем оттуда в зону хранения.
После оформления заявки на ТР автомобиль подвергается ЕО и направляется на диагностирование Д-2 для устранения объема предстоящего ТР, после чего направляется в зону ТР и затем в зону хранения.
2.10 Подбор технологического оборудования
Технологическое оборудование и оснастку, необходимую для выполнения работ на постах ТО и ТР, во вспомогательных отделениях, выбираем без расчетов, по технологической необходимости, так как они используются периодически.
Технологическое оборудование, необходимое для выполнения работ в зонах технического обслуживания и текущего ремонта, соответствует основным требованиям:
- обеспечение выполнения работ по техническому обслуживанию и текущему ремонту в полном объеме;
- обеспечение всех исполнителей рабочими местами и соответствующим объемом работ.
Число единиц, подъемно-транспортного оборудования определяется числом постов ТО и ТР, их специализацией по видам работ, а также предусмотренным уровнем механизации производственных процессов.
Количество производственного инвентаря (верстаков, стеллажей и т.п.), который используется в течение всей рабочей смены, определяем по числу работающих в наиболее загруженной смене.
Технологическое оборудование и оснастка на участках ТО и ТР представлена в таблице 2.31.
Таблица 2.31 - Технологическое оборудование и оснастка на участках ТО и ТР
| Наименование | Тип или модель | Количество | Размеры в плане, мм | S,м |
| 1 | 2 | 3 | 4 | 5 |
| Участок ТО-1 и ТО-2 | ||||
| Подъемник ножничный | - | 1 | 7660х2400х2000 | 18,4 |
| Ларь для обтирочных материалов | ОРГ-1468-07-100 | 1 | 1000х500х500 | 0,5 |
| Верстак слесарный | ОРГ-1468-01-070А | 1 | 2400х800х805 | 3,84 |
| Тележка для транспортировки АКБ | ПТ-034 | 1 | 1150х500х720 | 0,58 |
| Стеллаж вертушка для крепежных деталей | ОРГ-1468-05-340А | 2 | Высота 1100 Æ 1700 |
2,27 |
| Пост электрика-карбюраторщика | - | 1 | 2000х1000х1000 | 2 |
| Тележка для снятия и установки колес | 1115 ГАРО | 1 | 930х1260х1000 | 1,17 |
| Пост слесаря-авторемонтника | - | 1 | 2000х1000х1000 | 2 |
| Ящик для инструмента и крепежных деталей | 5147 ГОСНИТИ | 2 | 665х550х1100 | 0,73 |
| Подставка при работе на осмотровой канаве | 5160 ГОСНИТИ | 1 | 440х395х800 | 0,35 |
| Маслораздаточный бак | 133-1 ГАРО | 1 | 285х420х645 | 0,12 |
| Воздухораздаточная колонка | - | 1 | Высота 1000 Æ 600 |
0,28 |
| Установка для отсоса отработавших газов | - | 1 | - | - |
| Бак для тормозной жидкости | 326 ГАРО | 1 | 294х270х380 | 0,08 |
| Электрогайковерт для колес | И 303М | 1 | - | - |
| Электрогайковерт для гаек стремянок рессор (канавный) | ОР-7399 ГОСНИТИ | 1 | 2128х504х930 | 1,07 |
| Участок ТР | ||||
| Контейнер для ветоши | ОРГ-1598 | 1 | 965x865 | 0,83 |
| Вертикально-сверлильный станок | 2А135 | 1 |
1240x810 |
1,00 |
| Тиски столовые №3 | ГОСТ 7225-54 | 2 | 480x340 | 0,33 |
| Верстак для двух рабочих | ОРГ-1468-01-070А | 1 | 2400x800 | 1,92 |
| Тиски столовые №3 | ГОСТ 7225-54 | 1 | 480x340 | 0,16 |
| Верстак на одно рабочее место | ОРГ-1468-01-060А | 2 | 1200x800 | 1,92 |
| Стол для дефектовки деталей | ОРГ-1468-01-090 | 1 | 2400x800 | 1,92 |
| Кузнечная двурогая наковальня | 100 кг | 1 | 505x120 | 0,06 |
| Шкаф для материалов и измерительного инструмента | ОРГ-1468-07-040 | 3 | 860x360 | 0,62 |
| Верстак на одно рабочее место | ОРГ-1468-01-060А | 1 | 1200x800 | 0,96 |
| Стеллаж для деталей | ОРГ-1468-05-320 | 2 | 1400x500 | 1,4 |
| Гидравлический пресс двухстоечный с индивидуальным приводом | ОКС-1671А | 1 | 2120x152 | 0,32 |
| Суммарная площадь: | 44,83 | |||
2.11 Расчет производственных площадей
Предварительная площадь производственных помещений зон ТО и ремонта рассчитывается по площади в плане наибольшего автомобиля.
Предварительная площадь помещений зон ТО и ТР:
FТОиТР = (Fa · N + Fоб ) · Kп , (2.62)
где: Fa – площадь наибольшего авто в плане, м2 ;
N – количество постов в зоне;
Fоб – суммарная площадь оборудования в плане расположенного вне площади занятой автомобилем, м2 ;
Кп – коэффициент плотности расстановки постов.
При одностороннем расположении постов Кп = 6…7.
Меньшие значения принимаются для крупногабаритного подвижного состава и при числе постов не более 10.
FТО = (16,76 ∙ 7 + 37,63) ∙ 6 = 929,7 м2 ;
FТР = (16,76 ∙ 7 + 7,2) ∙ 6 = 847,68 м2 .
Окончательные размеры ширины и длины зоны должны быть уточнены по шагу колонн и пролетам помещения.
Производственные здания выполняются с сеткой колонн, имеющий одинаковый шаг для всего здания, равной 6 или 12 м, одинаковый размер пролетов с модулем 6, т.е. 12, 18, 24 м и более.
Принимаем окончательные размеры ширины и длины зоны ТО и ТР соответственно В = 36 м; L = 48 м.
Общая площадь зоны ТО и ТР Fобщ = 1728 м2 .
2.12 Технологическая планировка оборудования
Расстановку оборудования проводим также согласно технологическому процессу ежедневного обслуживания. На технологических планировках показываем строительные элементы здания, оказывающие влияние на расстановку оборудования, технологическое оборудование в масштабе, местонахождение рабочих и дополнительный инвентарь схематически или в виде условных обозначений.
Планировка оборудования пункта ежедневного обслуживания показана в графической части проекта (формат А-1).
3. КОНСТРУКТОРСКАЯ РАЗРАБОТКА
3.1 Анализ существующих конструкций
Существует множество различных устройств для слива отработанных масел из узлов и агрегатов автомобилей, но для этого необходимы специально оборудованные площадки: смотровые канавы, эстакады, или устройства для подъема автомобиля. Наиболее рациональный и безопасный способ - проведение смазочно-заправочных работ на смотровой канаве с использованием специальных канавных устройств для слива масла. Ниже приведены некоторые предлагаемые варианты маслоприемных воронок и их удерживающих устройств (рисунки 3.1; 3.2;3.3).
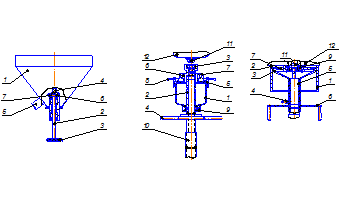
а бв
Рисунок 3.1 – Схемы маслоприемных воронок
Устройство (рисунок 3.1 а) содержит приемный конус 1, в который смонтирован с возможностью возвратно-поступательного движения вал 2, на нижнем конце которого укреплен маховик 3, а на верхнем – сменная гаечная головка 4. На поверхности конуса имеется сливной патрубок.
Устройство (рисунок 3.1 б) состоит из воронки 1, смонтированного на ней полого стержня 2, на одном конце которого укреплена сменная головка 3, а на другом – маховик 4, крышка 5 с укрепленным на ней шестигранником 6 из немагнитного материала, на каждой грани которого укреплены магниты, и скобами 8 из легированного материала с повышенным содержанием никеля. На поверхности стержня 2 имеются отверстия для слива масла и кольцевые канавки для фиксации его относительно воронки с помощью фиксатора 9.
Устройство (рисунок 3.1 в) состоит из корпуса 1 с магнитом 2 для крепления устройства к картеру, воронки 3 с фиксатором и полым стержнем 5, на одном конце которого укреплен маховик 6, на другом - головка для отворачивания сливных пробок в виде кареток 7 на общих направляющих 8. При этом каждая каретка снабжена соединительной осью 9 и подпружиненными между собой кулачками 10, образующими захват. На внутренней стороне воронки образован копир.
Данные виды воронок имеют ряд недостатков:
-подвод воронок к агрегатам транспортного средства производится за счет физической силы человека;
-в процессе слива масла их необходимо поддерживать рукой;
-последние две конструкции сложны в изготовлении.
Известно стационарное устройство для слива масла с применением сливной воронки, рисунок 3.2. Устройство состоит из приемной воронки 1, подвижных осевых шарниров 2, несущей рамы 3, резинового шланга 4 и накопительного бака 5.
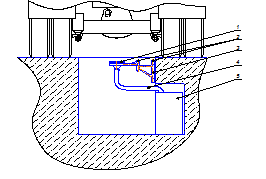
Рисунок 3.2 – Схема стационарного устройства для слива масла с применением сливной воронки
Устройство работает следующим образом: к агрегату автомобиля установленному на смотровую канаву в радиусе поворота устройства, подводится приемная воронка 1, непосредственно под сливную пробку, слесарь отвинчивает пробку с помощью обхватывающего ключа, масло через сливное отверстие попадает на сливную воронку 1, затем по резиновому шлангу 4 поступает в накопительную ёмкость 5.
Вышеуказанное стационарное устройство для слива масла с применением сливной воронки не даёт возможности подвода воронки к обслуживаемому агрегату, что является причиной разбрызгивания масла и повышенному травматизму при выполнении смазочно-заправочных работ, не обеспечивает возможности подвода воронки к труднодоступным агрегатам силовой передачи автомобиля
Основным недостатком вышеуказанного устройства является необходимость перемещения автомобиля для слива масла с каждого последующего агрегата.
В данном дипломном проекте предлагается конструкторская разработка мобильного устройства для слива масла из агрегатов силовой передачи транспортных средств. Данное устройство обеспечивает слив масла из силовых агрегатов автомобиля на смотровой канаве без перемещения автомобиля, что сокращает трудоёмкость проведения технического обслуживания и повышает производительность труда при выполнении смазочно-заправочных работ.
3.2 Краткое описание устройства и принцип его работы
Предлагаемое устройство для слива масла из силовых агрегатов транспортных средств приведено на рисунке 3.3. Устройство применяется при выполнении смазочно-заправочных операций первого и второго технического обслуживания, сезонного технического обслуживания, а так же при текущем и капитальном ремонте силовых агрегатов транспортных средств.
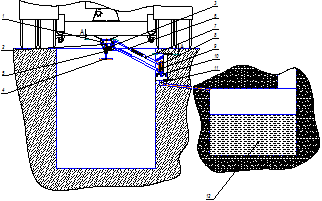
Рисунок 3.3 – Схема мобильного устройства для слива масла из узлов и агрегатов.
Устройство состоит из сливной воронки 1, поворотной трапеции, подвижной тележки 10, направляющего желоба 11 и накопительного бака 12.
Устройство содержит сливную воронку 1, с которой соединен сливной гибкий шланг 5. Воронка состоит из флянца соосно приваренного к трубе, внутри которого установлен вороток 4. Вороток имеет на торце квадратный профиль, на который устанавливается насадка 2, под размер соответствующей сливной пробки агрегата. Звено 3 при помощи шарниров соединено с наружными концами подвижных штоков 6 направляющего механизма, установленных с возможностью продольного перемещения в наружных обоймах 7. Внутренние концы обойм при помощи шарниров соединены с втулкой 8 опоры, установленной с возможностью поворота в горизонтальной плоскости на пальце 9, закрепленном на подвижной тележке 10. Тележка 10 передвигается вдоль направляющего желоба 4 на роликах. Желоб состоит из швеллера и приваренных к нему уголков, монтируется в стенку ямы под наклоном в сторону накопительного бака и заливается бетоном. Желоб с помощью трубопровода сообщается с накопительным баком 12. Накопительный бак, углубленный в землю, устанавливается на улице. Одна из обойм соединена с поворотной втулкой при помощи прижимного механизма, который выполнен в виде пружины.
Технические характеристики устройства
1. Максимальная высота подъема воронки - 600 мм.
2. Максимальный вылет устройства - 1150 мм.
3. Угол поворота трапеции - 180 град.
4. Угол наклона воронки во фронтальной плоскости ± 30 град.
5. Минимальный диаметр проходного сечения маслопровода - 26 мм.
6. Емкость накопительного бака - 1000 л.
Данное устройство может использоваться как для слива отработанного масла, так и для промывки агрегатов транспортных средств и гидросистемы.
Принцип работы мобильного устройства для слива масла (см. ЭМ ДП.03.017.000.Д6).
При необходимости слива масла из агрегата транспортного средства автомобиль устанавливается на смотровую канаву. Выполнив все подготовительные работы, слесарь подбирает насадку под сливную пробку обслуживаемого агрегата, извлекает устройство из ниши направляющего желоба, перекатывает тележку к обслуживаемому агрегату, ставит насадку на вороток, незначительно ослабляет затяжку фиксирующих устройств и подводит воронку к сливной пробке, соединив насадку со сливной пробкой, фиксирует положение трапеции, одновременно удерживая воронку в исходном положении, дотягивает гайки фиксирующего устройства, отвинчивает воротком сливную пробку, опускает вороток до упора стопорного кольца воротка. Масло через сливное отверстие агрегата поступает в воронку под действием силы тяжести, далее по гибкому шлангу через поворотную стойку попадает в направляющий желоб, далее по желобу масло поступает в накопительный бак. После прекращения поступления масла в сливную воронку, слесарь с помощью воротка завинчивает сливную пробку, ослабляет фиксирующее устройство и убирает поворотную трапецию в нишу желоба, если отсутствует необходимость слива масла из других агрегатов автомобиля.
Преимуществом данного устройства является то, что обеспечивается возможность передвижения сливного устройства вдоль смотровой канавы с помощью подвижной тележки. За счет шарового шарнира в соединении воронки и поворотной трапеции имеется возможность отвинчивания сливных пробок оси, которых находятся под углом к горизонтальной и вертикальной плоскости, устройство занимает мало места, достаточно простое в эксплуатации и обслуживании.
3.4 Расчет конструкторской разработки
Рассчитываем на прочность наиболее нагруженные части и соединения, для определения надежности и работоспособности конструкции в целом. Принимаем, что трапеция находится в горизонтальном положении, и на неё действует сила Q = 100 H, с учетом неравномерно распределенной массы поворотного устройства 6,1 кг. В таком случае её можно заменить неподвижной балкой. Расчет ведем в наихудшем положении устройства, которое показано на рисунке 3.4
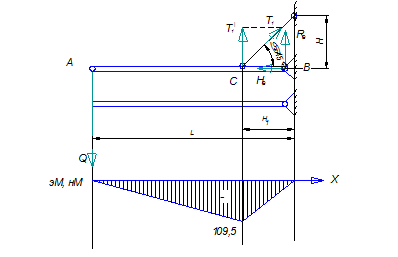
Рисунок 3.4 – Схема действия сил на устройство, эпюры моментов
Т1 ` = Т1 sin α, (3.1)
тогда
Т1 = Т1 `/ sin α. (3.2)
Для нахождения составляющей Т1 ` составляем уравнение моментов относительно точки В.
Σ МВ = 0 (3.3)
Q L– T1 `H1 = 0, (3.4)
где: Q – наибольший вес маслоуловителя, Q = 100 H;
Н1 – расстояние от ушка до оси крепления обоймы, Н1 = 0,15 м;
T1 ` – вертикальная составляющая реакции Т1 ;
T1 – реакция в пружине, Н;
L – максимальный вылет трапеции с маслоуловителем, L = 1,15 м.
T1 ` = Q l/ H1 (3.5)
T1 ` = 100×1,15 /0,15 = 766,7 Н.
Т1 = 766,7 / sin 45 = 1084,4 Н.
Для нахождения реакции RB в оси обоймысоставляем уравнение моментов относительно точки C.
Σ МС = 0 (3.6)
Q(l – H1 ) + RB H1 = 0 (3.7)
RB = - Q(l – H1 ) / H1 (3.8)
RB = - 100×(1,15 – 0,15) / 0,15 = -666,7 Н.
3.4.1 Расчет обоймы на прочность
Необходимо выполнение условия прочности:
 , (3.9)
, (3.9)
где [σ] – допускаемое напряжение, МПа, [σ] = 120 МПа;
WZ – полярный момент сопротивления, м3 ;
![]() – максимальный изгибающий момент, Нм.
– максимальный изгибающий момент, Нм.
Максимальный изгибающий момент:
![]() (3.10)
(3.10)
![]() Нм
Нм
Полярный момент сопротивления
 (3.11)
(3.11)
где d – наружный диаметр обоймы, d = 32,5 мм;
d1 – внутренний диаметр обоймы, d1 = 17,5 мм.
![]() .
.
Тогда

2,02 МПа ≤ 120 МПа
Условие прочности выполняется.
3.4.2 Расчет пружины
Пружина работает в условиях кручения и сдвига. Схема действия сил и крутящих моментов на проволоку пружины показана на рисунке 3.5.
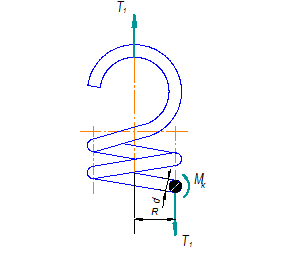
Рисунок 3.5 – Схема действия сил и крутящих моментов на проволоку пружины
Должно выполняться условие прочности:
![]() (3.12)
(3.12)
где ![]() – напряжение на сдвиг, МПа;
– напряжение на сдвиг, МПа;
![]() – напряжение на кручение, МПа;
– напряжение на кручение, МПа;
![]() – максимально допустимое напряжение, МПа.
– максимально допустимое напряжение, МПа.
Напряжение на сдвиг определим по формуле:
![]() (3.13)
(3.13)
где F – площадь поперечного сечения проволоки пружины, м2 .
![]() (3.14)
(3.14)
где d – диаметр проволоки пружины, м2 .
![]()
![]()
Напряжение на кручение определим по формуле:
![]() (3.15)
(3.15)
где Мк – крутящий момент, Нм;
Wр – полярный момент сопротивления, м3 .
Крутящий момент равен
![]() (3.16)
(3.16)
где R – радиус пружины, м, R = 0,013 м.
![]()
Полярный момент найдем по формуле:
![]() (3.17)
(3.17)
![]()
Напряжение на кручение
![]()
![]() (3.18)
(3.18)
где ![]() – предел текучести стали, для пружинной стали
– предел текучести стали, для пружинной стали ![]()
![]()
Тогда
![]()
![]() .
.
Условие прочности выполняется.
3.4.3 Расчет осей роликов на срез
Чтобы рассчитать диаметр осей роликов, необходимо задаться максимально возможной действующей на них в процессе работы нагрузкой.
Максимальная сила будет действовать на оси в крайнем, (горизонтальном) положении поворотной трапеции и действующей на неё силой.
На рисунке 3.6 изображена схема сил действующих на балку в крайнем положении.
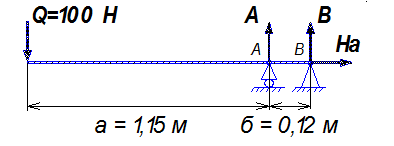
Рисунок 3.6 – Схема сил, действующих на балку в крайнем положении.
Необходимо определить реакцию А действующую на ось в опасном сечении, так называемую перерезывающую силу.
Чтобы определить реакцию А необходимо составить уравнение моментов относительно точки В.
SМ (В) Q · ( а + б ) - А · б = 0(3.19)
А= Р · ( а + б ) / б.
А = (100 · (1,15 + 0,12))/0,12 = 1058,3 Н.
Определим напряжение среза оси ролика.
Напряжение среза определяется по формуле:
τср = Q / F,(3.20)
где Q – действующая внешняя нагрузка, Н;
F – площадь сечения среза, м².
F = π ∙ d2 / 4 ,(3.21)
где d – диаметр среза.
По конструктивным соображениям принимаем ось диаметром 12 мм.
F = 3,14 · 0,012² / 4 =113 · 10-6 м2 .
В конструкции необходимо 4 оси, поэтому полученное значение необходимо увеличить в 4 раза.
F = 113 · 10-6 ·4 = 452 ·10-6 м2 .
τср = 1058,3 / 452 ·10-6 = 2,34 МПа.
Условие прочности на срез [4];
τср = А / F ≤ [τср ],(3.22)
где [τср ] - максимальное допускаемое напряжение на срез, МПа
[τср ] = (0,2…0,3) [σт ],(3.23)
где [σт ] – предел текучести стали.
Для изготовления оси выбираем сталь 25, [σт ] = 290 МПа
тогда, [τср ] = 0,2 · 290 = 58 МПа
2,34 МПа < 58 МПа.
Условие прочности на срез выполняется.
3.4.4 Расчет ушка на отрыв и сдвиг
Ушко находится в точке С (рисунок 3.4). Сначала рассчитаем ушко на отрыв. Необходимо выполнение условия:
![]() (3.24)
(3.24)
где [σ] – допускаемое напряжение, МПа, [σ] = 120 МПа;
F – площадь поперечного сечения ушка, м2 .
Площадь поперечного сечения ушка найдем по формуле:
![]() (3.25)
(3.25)
где d – диаметр ушка, м2 .
![]()
![]()
Условие на прочность выполняется.
Рассчитываем ушко на сдвиг. Необходимо выполнение условия:
![]() (3.26)
(3.26)
где![]() – допускаемое напряжение, МПа,
– допускаемое напряжение, МПа, ![]() = 60 МПа;
= 60 МПа;
F – площадь поперечного сечения ушка, м2 .
Площадь поперечного сечения ушка найдем по формуле:
![]() (3.27)
(3.27)
где d – диаметр ушка, м2 .
![]()
![]()
Условие на сдвиг выполняется.
3.4.5 Расчет оси обоймы на срез и смятие
Рассчитаем на срез оси обойм поворотной трапеции.
Расчет производим аналогично произведённому ранее расчету осей тележки.
На рисунке 3.7 представлена схема расположения сил, действующих на оси.
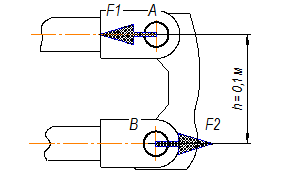
Рисунок 3.7 - Схема сил, действующих на оси.
На оси действуют разнонаправленные перерезывающие силы F1 и F2, причем F1 = - F2.
Сила, действующая на верхнюю ось
F1 = ((Q / 2) · L1) / h,(3.28)
где, Q - приложенная к воронке сила, Н;
L1 – расстояние от точки приложения силы до центра оси, м;
h – расстояние между осями, м.
F1 = (( 100 / 2) · 0,986 ) / 0,1 = 493 Н
Напряжение среза определим по формуле
τср = F1 / F,
где, F – площадь опасного сечения, м
Так как ось имеет два опасных сечения, в знаменателе ставим две площади оси.
τср = 493 / 2 · 113 · 10-6 = 2,18 МПа
2,18 МПа < 60 МПа
Условие прочности на срез выполняется.
3.4.6 Расчет наиболее нагруженного сварного соединения пластина – втулка рисунок 3.8.
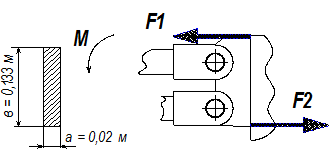
Рисунок 3.8 - Схема сил действующих в сварном соединении пластина – оси.
На данное стыковое соединение действует изгибающий момент М и силы F1и F2.
Так как шов стыковой условие прочности
![]() М / W+ F1/ F ≤
М / W+ F1/ F ≤![]() (3.29)
(3.29)
где М - изгибающий момент, Н м;
W – момент сопротивления шва, м3 ;
F1- продольная сила, Н;
F – площадь сечения свариваемого участка, м2 ;
![]() - максимально допустимое напряжение растяжения, МПа.
- максимально допустимое напряжение растяжения, МПа.
Момент сопротивления шва;
W = а · б3 / 16,(3.30)
где, а и б – соответственно толщина и ширина привариваемой пластины, м.
W = 0,02 · 0,1333 / 16 = 2,94 · 10-6 м3
Изгибающий момент М
М = 1,15 · 100 = 115 Н м
Продольная сила
F1 = М / в ,
F1 = 115 / 0,133 =865 Н
Площадь сечения свариваемого участка
F = 0,133 · 0,02 = 2660 · 10-6 м2
![]() 39,1 + 0,33 = 39,43 МПа
39,1 + 0,33 = 39,43 МПа
39,43 МПа ≤ 120 МПа
Условие прочности выполняется.
3.5 Технико - экономическая оценка конструкторской разработки
3.5.1 Расчет стоимости конструкции
Затраты на изготовление устройства для слива масла:
Ст = Сд + Сп + Сзп +Сн +Ср , (3.31)
где Сд – затраты на изготовление деталей на металлорежущих станках, руб.;
Сп – стоимость покупных материалов, руб.;
Сзп – затраты на заработную плату рабочим, занятым на сборке конструкции, руб.;
Сн – накладные расходы, руб.;
Ср – затраты на установку желоба и бака, руб.
Стоимость материалов необходимых на изготовление конструкции:
Ср = ∑ Qi Cкгi (3.32)
где Qi – масса какого-либо материала, требуемого для изготовления устройства, кг;
Скг – стоимость i-го материала за 1 кг, руб./ кг.
Ниже приведена таблица 3.1 стоимости материала необходимого для изготовления конструкции.
Таблица 3.1 - Стоимость материалов необходимых для изготовления устройства.
| Наименование материала | Стоимость материала за 1 кг, руб/кг. | Масса необходимого для изготовления материала, кг. | Цена приобретаемого материала, руб. |
| 1 | 2 | 3 | 4 |
| Круг 20 ГОСТ 7417-75 | 12,2 | 3,14 | 38,3 |
| Круг 70 ГОСТ 7417-75 | 12,4 | 0,5 | 6,2 |
| Круг 35 ГОСТ 7417-75 | 12,4 | 1,1 | 13,6 |
| Круг 45 ГОСТ 7417-75 | 12,4 | 3,2 | 39,7 |
| Круг 50 ГОСТ 7417-75 | 12,4 | 4,5 | 55,8 |
| Круг 25 ГОСТ 7417-75 | 12,2 | 0,8 | 9,8 |
| Труба 35×3,2 ГОСТ 2590-88 | 22,1 | 1,6 | 32,8 |
| Труба 30×3,2 ГОСТ 2590-88 | 22,1 | 4 | 88,4 |
| Полоса 7×20 ГОСТ 103- 76 | 24,2 | 1,1 | 26,6 |
| Лист 100×200 ГОСТ 3864-68 | 21,5 | 10,4 | 223,6 |
| Швеллер 6,5 П ГОСТ 8240-97 | 23,1 | 4,3 | 99,3 |
| Швеллер 36 ГОСТ 8561-89 | 24,5 | 116 | 2842 |
| Уголок 70×40 ГОСТ 535-88 | 14,2 | 22,1 | 622,0 |
| Уголок 25×25 ГОСТ 8509-93 | 12,1 | 12,6 | 275,1 |
| Уголок 25×16 ГОСТ 8510-86 | 14,5 | 8,9 | 203,7 |
| Электроды Э - 42 | 58,1 | 6,4 | 378,8 |
Ср =38,3+6,2+13,6+39,7+55,8+9,8+32,8+88,4+26,2+223,6+99,3+2842+622+ +275,1+203,7+378,8=4955,3 руб.
Затраты на изготовление деталей на металлорежущих станках:
Сд = Спол + Смз, (3.33)
где Спол – полная зарплата рабочих, занятых изготовлением деталей на станках, руб.;
Смз – стоимость материалов заготовок, руб.
Полная заработная плата состоит из основной, дополнительной заработной платы и заработной платы, начисленной по социальной строке.
Спол
= Сосн
+ Сдоп
+ Ссоц
, (3.34)
где Сосн – основная зарплата рабочих, руб.;
Сдоп – дополнительная зарплата рабочих, руб.;
Ссоц – начисление по соцстроке, руб.
Основная зарплата,
Сосн = П ∙ Тш.к . ∙ С4 ∙ Кд , (3.35)
где Тш.к. – штучно - калькуляционное время, ч;
С4 – часовая тарифная ставка по среднему разряду, руб./ ч.
Кд – коэффициент, учитывающий доплаты к основной зарплате, (Кд = 1,025).
П – число деталей в партии
Значение Тш.к. находят по формуле:
Тш. к. = Тп/з + Тшт , (3.36)
где Тпз – подготовительно-заключительное время, ч;
Тшт – штучное время, ч;
Тш. к = 4,36 + 18,4 = 22,76 ч
Тогда основная зарплата, руб.
Сосн = 1∙ 22,76∙ 29,7 ∙ 1,025 = 692,8 руб.
Дополнительная зарплата, руб.
Сдоп. = 0,2 ∙ Сосн , (3.37)
где Сосн – основная зарплата, руб.
Сдоп = 0,2 ∙ 692,8 = 138,5 руб.
Полная заработная плата:
Спол = 692,8 + 138,5 + 72,2 = 903,6 руб.
Стоимость материалов заготовок
См.з. = m ∙ Ц, (3.38)
где Ц - средняя цена 1 кг заготовок, руб.;
m - общая масса заготовок, кг.
См.з. = 12,47 · 34,58 = 431,2 руб.
Тогда затраты на изготовление деталей на станках:
Сд = 903,6+ 431,2 = 1334,8руб.
Стоимость покупных изделий:
Сп = Сшл +Сх + Сг +Сш +Сб + Со + Ск + С отв + Стр + Сшп + Сподш , (3.39)
где Сшл – стоимость шлангов, руб.;
Сх – стоимость хомутов, руб.;
Сг – стоимость гаек, руб.;
Сш – стоимость шайб, руб.;
Сб – стоимость болтов, руб.;
Со –стоимость осей, руб.;
Ск – стоимость колец, руб.;
Сотв – стоимость отводов, руб.;
Стр - стоимость тройника, руб.;
Сшп –стоимость шплинтов, руб.;
Сподш – стоимость подшипников, руб.
Сп = 115+60 +130+15+18+21+6+ 45+ 22 + 5 + 412 = 849 руб.
Заработная плата рабочим, занятым на сборке конструкции:
Сзп = Сосн + Сдоп + Ссоц . (3.40)
Основную зарплату рассчитаем по формуле:
Сосн = (Тсб / Рч ) / Сч · К, (3.41)
где Тсб – трудоемкость сборки, чел.-ч;
Сч – часовая тарифная ставка, руб./ч.;
К – коэффициент учитывающий доплаты;
Рч – количество человек занятых на сборке и установке конструкции, чел.
Сосн = (40 / 2) · 62,2 · 1,025 = 1271 руб.
Дополнительная заработная плата по формуле (3.37):
Сдоп = 0,2 ∙ 1271 = 254,2 руб.
Полная заработная плата (3.34):
Сзп = 1271 + 254,2 + 372,1 = 1897,3 руб.
Накладные расходы
Сн = (Сзп +Спол ) R/ 100, (3.42)
где R – общепроизводственные накладные расходы, R= 17%.
Сн = ( 1897,3 + 993,2)∙17/100 = 491,4 руб.
Окончательно затраты на изготовление и установку устройства для слива масла:
Ст = 1334,8 + 849 + 1897,3+ 491,4 + 4955,3 = 9527,8 руб.
3.5.2 Расчет технико-экономических показателей
эффективности конструкции
За исходный вариант принята установка для слива масла с использованием сливной воронки, балансовая стоимость 12173,6 руб.
Определяем часовую производительность полного обслуживания при выполнении смазочно - заправочных операций по формуле:
WЧ = 60 · t / Tц , (3.43)
где t – коэффициент использования рабочего времени смены. t = 0,6...0,95;
Тц – время одного рабочего цикла, мин.
Для базового варианта:
WЧ0 = (60 · 0,7) / 106.7 = 0,39 ед./ч.
Для нового варианта:
WЧ1 = (60 · 0,7) / 74.7 = 0,56 ед./ч.
Рассчитаем металлоемкость процесса по формуле:
Ме = G / (WЧ · Тгод · Тсл ), (3.44) где G – масса конструкции с учетом рельс, кг;
Тгод – годовая загрузка конструкции, ч;
Тсл – срок службы, лет.
Для базового варианта:
Ме0 = 80,2/ (0,39 · 386 · 7) = 0,076 кг/ед.
Для нового варианта:
Ме1 = 201,3/ (0,56 · 386 · 7) =00,133 кг/ед.
Фондоемкость процесса вычислим по формуле:
Fe = СБ / (WЧ · Тгод ) , (3.45)
где СБ – балансовая стоимость механизма, руб.
Для базового варианта:
Fе0 = 12173,6/ (0,39 · 386) = 80,8 руб./ед.
Для нового варианта:
Fе1 = 9527,8 / (0,56 · 386) = 44,1 руб./ед.
Вычислим трудоемкость процесса:
Tе = Nобс / WЧ (3.46)
где Nобс – количество обслуживающего персонала, чел.
Те0 = 1 / 0,39 = 2,56 чел.-ч/ед.
Те1 = 1 / 0,56 = 1,78 чел.-ч/ед.
Себестоимость работы находим из выражения:
S = Сзп + Срто + А + Пр , (3.47)
где Сзп – затраты на оплату труда с единым социальным налогом, руб./ед.;
Срто – затраты на ремонт и техническое обслуживание устройства, руб./ед. ;
А – амортизационные отчисления, руб./ед.;
Пр – прочие затраты (5...10% от суммы предыдущих элементов).
Затраты на оплату труда находим по формуле:
Сзп = z · Тe · Ксоц , (3.48)
где : z – часовая тарифная ставка рабочих, руб./ед.;
Ксоц – коэффициент, учитывающий единый социальный налог, Ксоц = 1,26.
Сзп0 = 30,2 · 2,56 · 1,26 = 97,4 руб./ед.
Сзп1 = 30,2 · 1,78 · 1,26 = 67,7 руб./ед.
Затраты на ремонт и техническое обслуживание устройства для слива масла вычисляются по формуле:
Срто = (СБ · Нрто ) / ( 100 · WЧ · Тгод ) , (3.49)
где Нрто – норма затрат на ремонт и техническое обслуживание, %.
Срто0 = (12173,6 · 8) / (100 · 0,39 · 386) = 6,47 руб./ед.
Срто1 = (9527,8 · 12) / (100 · 0,56 · 386) = 5,29 руб./ед.
Амортизационные отчисления находим по формуле:
А = (СБ
· а) / (100 · WЧ
· Тгод
) , (3.50)
где а – норма амортизации, %;
А0 = (12173,6 · 14,2) / (100 · 0,39 · 386) = 11,48 руб./ед.
А1 = (9527,8 · 14,2) / (100· 0,56 · 386) = 6,26 руб./ед.
Подставим все вычисленные данные в формулу (3.47) и получим:
Для базового варианта:
S0 = (97,4 + 6,47 + 11,48) · 1,05 = 121,1 руб./ед.
Для нового варианта:
S1 = (67,7 + 5,29 + 6,26) · 1,05 = 83,2 руб./ед.
Уровень приведенных затрат на работу конструкции определяется по формуле:
Спр = S + Ен · Fe , (3.51)
где Ен – нормативный коэффициент эффективности капитальных вложений, Ен = 0,25.
Спр0 = 121,1 + (0,25 · 80,8) = 141,3 руб./ед.
Спр1 = 83,2 + (0,25 · 44,1) = 94,2 руб./ед.
Годовая экономия в рублях:
Эгод = (S0 – S1 ) · WЧ · Тгод , (3.52)
Эгод = (121,1 – 83,2) · 0,39 · 386 = 5705 руб.
Рассчитаем годовой экономический эффект по формуле:
Егод = Эгод – Ен · СБ1 , (3.53)
Егод = 5705 – 0,25 ∙ 9527,8 = 3323 руб.
Срок окупаемости дополнительных капитальных вложений:
Ток = СБ1 / Эгод , (3.54)
Ток = 9527,8/ 5705 = 1,67 года.
Вычислим коэффициент эффективности дополнительных капитальных вложений:
Еэф = 1 / Ток , (3.55)
Еэф = 1 / 1,67 = 0,60.
Все вышеприведенные числовые данные сведены в таблицу 3.2.
Таблица 3.2 - Технико-экономические показатели эффективности устройства
| Наименование показателя | Базовый вариант | Проектируемый вариант | Проектируемый к исходному, % |
| 1 Часовая производительность, авто/ч | 0,39 | 0,56 | 143,6 |
| 2 Фондоемкость процесса, руб./авто | 80,8 | 44,1 | 54,6 |
3 Трудоёмкость процесса, чел.-ч /авто |
2,56 | 1,78 | 69,5 |
4 Уровень эксплуатационных затрат, руб./авто |
121,1 | 83,2 | 68,7 |
5 Уровень приведённых затрат, руб./авто |
141,3 | 94,2 | 66,7 |
| 6 Годовая экономия, руб. | - | 5705 | - |
| 7 Годовой экономический эффект, руб. | - | 3323 | - |
| 8 Срок окупаемости, лет | - | 1,67 | - |
9 Коэффициент эффективности капитальных вложений |
- | 0,60 | - |
В результате проведенной оценки видно, что часовая производительность проектируемого варианта на 43,6% выше, чем у базового варианта. Годовая экономия составит 3323 руб. и конструкция окупится за 1,67 года.
4. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ НА ПРОИЗВОДСТВЕ
4.1 Организация работы по созданию здоровых и безопасных условий труда
Общее руководство и ответственность за организацию и проведение работ по охране труда и пожарной безопасности возложена на руководителя предприятия. В целях организации технического контроля и безопасной эксплуатации машин и технологического оборудования, директором предприятия в начале каждого года издается приказ о назначении лиц, ответственных за состояние охраны труда в каждом подразделении, на каждом производственном участке. В приказе утверждается комиссия по приемке технических минимумов рабочих, а также эта комиссия проверяет правильность оформления нормативных документов.
Для безопасной работы на предприятии ООО "ИГАТП" проводятся все виды инструктажей, в соответствии с действующим законодательством.
Один раз в пять лет все рабочие места аттестуются по условиям труда. То есть определяется травмобезопасность рабочих мест и наличие вредных факторов, их количество. Для этого проводят инструментальные замеры и сравнивают их с необходимыми требованиями. При несоответствии требованиям безопасности условия труда доводят до норм.
Хорошо организована пропаганда безопасных приемов труда: на рабочих местах имеются плакаты с указанием правильных приемов труда, предупреждающие надписи. Кабинет по технике безопасности оборудован необходимыми машинами, позволяющими водителям периодически повторять ПДД, в наличии необходимая литература, пособия по охране труда. При несчастном случае на производстве производится расследование с составлением акта по форме Н-1 в двух экземплярах. Ежегодно составляется отчетность по форме 7-Т и отправляется в отдел охраны труда предприятия.
На предприятии проводится трехступенчатый контроль. Составляется соглашение по охране труда между профсоюзом коллектива и администрацией предприятия. Ежегодно составляется план работ по охране труда с обязательной отчетностью при подведении итогов работы коллектива.
Женщины и молодежь работают в соответствии с требованиями трудового законодательства.
Все работающие обеспечиваются своевременно спецодеждой, спецобувью, спецпитанием, моющими средствами. При поступлении на работу проводятся обязательный медицинский осмотр. Затем не реже одного раза в год проводятся медицинские осмотры. Водители перед выездом в рейс и по возвращении из рейса проходят обязательный медицинский осмотр.
Организацию пожарной безопасности на предприятии осуществляют администрация предприятия, непосредственные руководители на местах. Производственные участки, автомобили, подсобные помещения полностью обеспечены средствами пожаротушения.
Ответственность и своевременность проведения освидетельствования и испытания сосудов, работающих под давлением, грузоподъемных устройств закреплена приказом по предприятию за определенными лицами. Освидетельствование и испытание сосудов, работающих под давлением, грузоподъемных машин проводится качественно и в срок.
Санитарно-бытовые помещения находятся непосредственно в производственных помещениях, имеются умывальники, душевые, туалеты.
4.2 Анализ условий труда и производственного травматизма
Для предотвращения травматизма и заболевания в производственных предприятиях необходимы разносторонние знания по охране труда, умение выявлять и устранять потенциальные опасности и вредности, учитывая влияние меняющихся внешних условий на безопасность труда. Огромное значение в эффективности мероприятий по предупреждению травматизма играет анализ условий труда и производственного травматизма. Рассматривая же условия труда в ООО «ИГАТП» можно отметить, что они на большинстве рабочих мест не соответствует санитарным требованиям.
Подавляющее большинство рабочих мест не оборудованы шумоизолирующими и виброгасящими устройствами. Запыленность и загазованность превышает установленные нормы. Вентиляционные системы в производственных помещениях давно не чистились, а в бытовых помещениях их и вовсе нет, поэтому эффективность их работы не соответствует требованиям.
На многих опасных объектах и зонах отсутствуют или находятся в не пригодном для использования состоянии предупреждающие и сигнальные устройства. Санитарно-бытовые помещения в большинстве своем находятся в неудовлетворительном состоянии. Душевых нет вместо них умывальники с теплой водой.
Обобщение и выводы о состоянии травматизма в хозяйстве можно сделать на основании годовых отчетов и актов, которые дают возможность получить показатели, характеризующие уровень травматизма.
Динамика производственного травматизма приведена в таблице 4.1
Таблица 4.1 – Динамика производственного травматизма
| Наименование показателей | Год | ||
| 2006 г. | 2007 г. | 2008 г. | |
| 1 Среднесписочная численность работников, чел | 221 | 215 | 215 |
| 2 Число пострадавших с утратой трудоспособности на 1 рабочий день и более | 1 | 5 | 2 |
| 3 Число чел.-дней нетрудоспособности у пострадавших | 11 | 110 | 16 |
| 4 Коэффициент частоты, Кч | 4,5 | 23,3 | 9,3 |
| 5 Коэффициент тяжести, Кт | 11 | 22 | 8 |
| 6 Коэффициент потерь, Кп | 49,8 | 511,6 | 74,4 |
| 7 Израсходовано средств, тыс. руб. | 175,8 | 265,3 | 652,5 |
| 8 Израсходовано средств на одного работающего, руб./чел | 795,5 | 1234 | 3035 |
Производственный травматизм – сложное явление современной жизни. Причины его чрезвычайно многообразны, а точная оценка затруднена. Существует несколько показателей, характеризующих состояние травматизма на производстве. Определим эти показатели и сведем в таблицу 4.1.
Анализируя табличные данные можно сделать вывод, что в ООО «ИГАТП» довольно высокие показатели травматизма, особенно в 2007 году, где травматизм имеет массовый характер.
В 2008 г. по отношению к 2007 г. произошли существенные изменения в плане безопасности труда. Коэффициент частоты уменьшился в 2,5 раза, но это говорит лишь о том, что 2007 г. был очень травмоносным, необходимо стремится уменьшить показатель до значения 2006 г., а в лучшем случае свести к нулевому значению. Рассматривая коэффициент тяжести, видим, что в 2008 г. было два случая, но по тяжести они легче, чем единичный случай в 2006 г. и имеет наименьшее значение за анализируемый период. Потеря рабочего времени в 2008 г. лишь на немного больше базового 2006 г. и связано это с более легким травматизмом. Средств на мероприятия по охране труда выделяется достаточно. В 2008 г. на обеспечение рабочих спецодеждой было потрачено на 25% больше, чем запланировано. В целом по предприятию наметилась благоприятная тенденция на снижение травматизма.
Для снижения и предупреждения травматизма в хозяйстве необходимо предусмотреть следующие организационно-технические мероприятия:
- повысить требования к проверке уровня знаний правил и инструкций по охране труда;
- усилить надзор со стороны руководителей работ за их проведением в течение рабочего дня, не допускать к работе лиц в состоянии алкогольного опьянения и отстранять таких лиц от работы в течение рабочего дня с применением мер дисциплинарного и административного наказания;
- улучшить контроль за техническим состоянием инструмента, машин и оборудования, надежности средств индивидуальной защиты;
- привести в порядок в соответствии с санитарными требованиями, содержание территорий и рабочих мест;
- поощрять дисциплинированных рабочих материально;
- улучшить по возможности параметры микроклимата, освещенности, зашумленности, загазованности рабочих зон в соответствии с нормами производственной санитарии;
- привлекать к дисциплинарной ответственности лиц, нарушающих технику безопасности
4.3 Инструкция по охране труда для смазчика при сливе масла из агрегатов автомобиля
Настоящая инструкция регламентирует основные требования безопасности при выполнении смазочно-заправочных работ.
Смазчик должен соблюдать требования инструкции, разработанной на основе данной, и инструкций, разработанных с учетом требований, изложенных в типовых инструкциях по охране труда:
-для слесаря по ремонту автомобилей;
-при передвижении по территории и производственным помещениям автотранспортного предприятия;
-по предупреждению пожаров и предотвращению ожогов.
Заметив нарушение требований безопасности другими работниками, смазчик должен предупредить их о необходимости их соблюдения.
Смазчик должен также выполнять указания представителя совместного комитета (комиссии) по охране труда или уполномоченного (доверенного) лица по охране труда профсоюзного комитета.
Смазчик должен знать и уметь оказывать доврачебную помощь пострадавшему при несчастных случаях.
Смазчик не должен приступать к выполнению разовых работ, не связанных с его прямыми обязанностями по специальности, без получения целевого инструктажа.
1.1 К самостоятельной работе смазчиком допускаются лица, имеющие соответствующую квалификацию, получившие вводный инструктаж и первичный инструктаж на рабочем месте по охране труда.
1.2 Смазчик, не прошедший своевременно повторный инструктаж по охране труда (не реже одного раза в 3 месяца) не должен приступать к работе.
1.3 При поступлении на работу смазчик должен проходить предварительный медосмотр, а в дальнейшем - периодические медосмотры в сроки, установленные Минздравмедпромом России.
1.4 Смазчик обязан соблюдать правила внутреннего трудового распорядка, утвержденные на предприятии.
1.5 Продолжительность рабочего времени смазчика не должна превышать 40 ч в неделю.
Продолжительность ежедневной работы (смены) определяется правилами внутреннего трудового распорядка или графиком сменности, утверждаемыми администрацией по согласованию с профсоюзным комитетом.
1.6 Смазчик должен знать, что наиболее опасными и вредными производственными факторами, действующими на смазчиков при выполнении смазочно-заправочных работ, являются:
смазочно-заправочное оборудование;
автомобиль, его узлы и детали;
смазочные материалы;
электрический ток;
вибрация и шум.
1.6.1 Смазочно-заправочное оборудование - применение неисправного оборудования приводит к травмированию.
1.6.2 Автомобиль - в процессе работы возможно падение кузова самосвала, других узлов и деталей автомобилей.
1.6.3 Смазочные материалы - длительное соприкосновение со смазочными материалами незащищенной кожи рук и тела может привести к кожным заболеваниям.
1.7 Запрещается пользоваться инструментом, приспособлениями и оборудованием, обращению с которыми смазчик не обучен и не проинструктирован.
1.8 Смазчик должен работать в специальной одежде и в случае необходимости использовать другие средства индивидуальной защиты.
1.9 В соответствии с Типовыми отраслевыми нормами бесплатной выдачи рабочим и служащим специальной одежды, специальной обуви и других средств индивидуальной защиты смазчику выдаются:
комбинезон хлопчатобумажный;
ботинки кожаные;
фартук прорезиненный;
рукавицы комбинированные.
1.10 Смазчик должен соблюдать правила пожарной безопасности, уметь пользоваться средствами пожаротушения.
Курить разрешается только в специально отведенных местах.
1.11 Смазчик во время работы должен быть внимательным, не отвлекаться на посторонние дела и разговоры.
1.12 О замеченных нарушениях требований безопасности на своем рабочем месте, а также о неисправностях оборудования, приспособлений, инструмента и средств индивидуальной защиты смазчик должен сообщить своему непосредственному руководителю и не приступать к работе до устранения этих нарушений и неисправностей.
1.13 Смазчик должен соблюдать правила личной гигиены. По окончании работы, перед приемом пищи или курением необходимо мыть руки с мылом.
Для питья пользоваться водой из специальных устройств (сатураторы, питьевые баки, фонтанчики и т.п.).
1.14 За невыполнение требований инструкции, разработанной на основе данной и указанных в п.1.2, смазчик несет ответственность согласно действующему законодательству.
2.1 Перед началом работы смазчик должен:
2.1.1 Подготовить и надеть необходимые для работы средства индивидуальной защиты. Застегнуть манжеты рукавов специальной одежды.
2.1.2 Осмотреть и подготовить рабочее место, убрать все лишние предметы, не загромождая при этом проходы.
2.1.3 Проверить состояние пола на рабочем месте. Если пол скользкий или влажный, потребовать, чтобы его вытерли или посыпали опилками, или сделать это самому.
2.1.4 Проверить наличие и исправность инструмента, приспособлений и оборудования, а также средств пожаротушения.
3.1 Во время работы смазчик должен:
3.1.1 Выполнять смазочно-заправочные работы только на специальных постах, предназначенных для этой цели.
3.1.2 При снятии и установке деталей системы смазки правильно накладывать ключ на гайку, не поджимать гайку рывком.
3.1.3 При проверке уровня масла или жидкости в агрегатах пользоваться только переносным светильником напряжением не выше 42 В и оборудованным защитной сеткой. Пользоваться для этой цели открытым огнем запрещается.
3.1.4 При смене или доливке масел или жидкостей в агрегаты сливные и заливные пробки отворачивать только предназначенными для этой цели ключами.
3.1.5 Отработанные масла, жидкости сливать в специальную тару.
3.1.7 Неисправные пресс-масленки заменить новыми, но той же конфигурации.
3.1.9 Для работы спереди и сзади автомобиля и для перехода через осмотровую канаву пользоваться переходными мостиками, а для спуска в осмотровую канаву и подъема из нее - специально установленными там лестницами.
3.1.10 При необходимости пуска двигателя обратиться к своему непосредственному руководителю. Перед пуском двигателя подсоединить (включить) местный отсос отработавших газов автомобиля (шланговый или бесшланговый).
3.1.11 Пролитое на пол масло или бензин немедленно удалять с помощью опилок, ветоши и т.п.
3.1.13 Следить за тем, чтобы шланги смазочно-заправочного оборудования не переплетались и не мешались под ногами.
4.2 Запрещается:
-применять пресс-масленки неисправные или другой конфигурации;
-проворачивать карданный вал при помощи лома или монтажной лопатки;
-осуществлять пуск двигателя самому, если на это нет письменного разрешения.
4.1 О каждом несчастном случае, очевидцем которого он был, смазчик должен немедленно сообщить работодателю, а пострадавшему оказать первую доврачебную помощь, вызвать врача или помочь доставить пострадавшего в здравпункт или ближайшее медицинское учреждение.
Если несчастный случай произошел с самим смазчиком, он должен по возможности обратиться в здравпункт, сообщить о случившемся работодателю или попросить сделать это кого-либо из окружающих.
5.1 По окончании работы смазчик обязан:
5.1.1 Отключить электрооборудование.
5.1.2 Привести в порядок рабочее место. Инструмент, приспособления и оборудование очистить от смазки и грязи и убрать в отведенное для них место.
5.1.3 Снять средства индивидуальной защиты и убрать их в предназначенное для них место. Своевременно сдавать специальную одежду и другие средства индивидуальной защиты в химчистку (стирку) и ремонт.
5.1.4 Вымыть руки с мылом.
5.1.5 Обо всех недостатках, обнаруженных во время работы, известить своего непосредственного руководителя.
4.4 Пожарная безопасность
На предприятии пожарной безопасности уделяется достаточное внимание. Весь инженерно-технический персонал ежегодно обучается по программе пожарно-технического минимума. С рабочими предприятия ежеквартально проводится инструктаж о мерах пожарной безопасности, в которых отражены все вопросы действующих правил пожарной безопасности.
Все помещения, цеха, участки оборудованы первичными средствами пожаротушения, установлены оборудованные пожарные щиты. Разработан и утвержден всеми инстанциями план эвакуации в случае аварии и пожара. На путях эвакуации установлены световые табло.
Допускается использовать только исправное оборудование, не допускается подтекание масла и горючих жидкостей. По окончании работы тщательно убирать рабочие места, промасленную ветошь убирать только в специальные металлические ящики.
Все электрические приборы использовать только согласно ПУЭ, не допускать перегрузок электрических сетей. Не использовать самодельные электронагревательные приборы. Проводить своевременную ревизию всего электрооборудования.
Допускается хранить машины на открытых площадках группами не более 200 машин в группе с разрывом между группами не менее 20 м. Расставляют машины так, чтобы была возможность эвакуировать их в случае пожара. Площадки для открытого хранения техники располагают на расстоянии 15…20 м от зданий в зависимости от степени их огнестойкости.
Средства пожаротушения размещают в доступных местах.
На территории предприятия предусмотрен противопожарный водоем вместимостью не менее 50 м3 .
Потребное число огнетушителей для производственных помещений определим из соотношения: 1 огнетушитель на 100 м2 площади.
Потребное число огнетушителей для зоны ТО-2 определим по формуле:
![]() (4.1)
(4.1)
где m0 – нормированное число огнетушителей на 1 м2 , (m0 = 0,01);
S – площадь производственного участка, м2 .
![]()
Принимаем 4 огнетушителя марки ОП-8.
Участок ТО относят к категории В и 1 классу по степени пожаро- и взрывоопасности.
Расчетный расход воды на наружное пожаротушение здания принимаем 10 л/с.
Расход воды (м /ч) на наружное и внутреннее пожаротушение рассчитаем по формуле:
![]() (4.2)
(4.2)
где Д – удельный расход воды на внутренне и наружное пожаротушение, л/с;
ТП – время пожара, (ТП = 3ч);
ПП – число одновременных пожаров, (ПП = 1... 3).
![]()
На каждый производственный участок должен устанавливаться металлический ящик с крышкой, в который складывается, используемая в процессе работы, ветошь.
Участок технического обслуживания №2 площадью 325 м2 имеет пожарный щит с четырьмя огнетушителями.
Приказом по предприятию назначаются ответственные за пожарную безопасность.
5. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
В последнее время в России стало уделяться больше внимания окружающей среде. Это связано с последствиями халатного отношения к природе. В районах с большой концентрацией предприятий наблюдается повышенная токсичность воздуха, уровень радиации превышает допустимые концентрации. В связи с этим увеличился рост заболеваемости, в том числе онкологических. Очень сильно беспокоит людей утилизация и хранение отходов производства и жизнедеятельности.
В ООО «ИГАТП» назначен ответственный за охрану окружающей среды. В его обязанности входит осуществление периодического контроля, совместно с СЭС берутся пробы воздуха, воды, почвы. Вредные участки на предприятии (сварочный участок, кузница) снабжены вентиляцией с фильтрами, отработанные материалы утилизируют. Отработанные масла и прочие технические жидкости отправляют на утилизацию в специализированное предприятие.
На предприятии большой проблемой в плане экологии является мойка, от которой не организован сток грязной воды в отстойники, наиболее эффективным решением данной проблемы была бы организация рециркуляционной системы водоснабжения.
Территория за пределами предприятия достаточно озеленена, на самом предприятии Ко=0,01, на территории не предусмотрено достаточно места для озеленения.
Водонапорные башни ограждены.
В целом можно сделать вывод, что руководство старается заботится об охране природы, при наличии свободных денежных средств не отказывает в их использовании на охрану природы.
6. ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ОЦЕНКА ПРОЕКТА
6.1 Фонд оплаты труда
Расчет ведем до и после внедрения инженерных решений данного проекта.
Расчет оплаты труда по тарифным ставкам производится по формулам:
- до внедрения:
ЗП′тар = Счас ∙ Р′ш ∙ Фш , (6.1)
где Счас - часовая тарифная ставка, руб.
ЗП′тар = 46 ∙ 32 ∙ 1659 = 2442048 руб.
- после внедрения:
ЗПтар = Счас ∙ Рш ∙ Фш , (6.2)
ЗПтар = 46 ∙ 20 ∙ 1659 = 1526280 руб.
Сумма премии определяется в процентах к фонду заработной платы:
- до внедрения:
![]() , (6.3)
, (6.3)
ЗП′прем = 2442048 ∙ 0,2 = 488409,6 руб.
- после внедрения:
ЗПпрем
= ![]() , (6.4)
, (6.4)
ЗПпрем = 1526280 ∙ 0,2 = 305256 руб.
Надбавка за профессиональное мастерство определяется по формуле:
Нмас
= ![]() , (6.5)
, (6.5)
где: ![]() - часовая тарифная ставка рабочего 3-го разряда, руб.;
- часовая тарифная ставка рабочего 3-го разряда, руб.;
![]() - часовая тарифная ставка рабочего 4-го разряда, руб.;
- часовая тарифная ставка рабочего 4-го разряда, руб.;
![]() - количество рабочих 3-го разряда;
- количество рабочих 3-го разряда;
![]() - количество рабочих 4-го разряда;
- количество рабочих 4-го разряда;
![]() - процент надбавки за профессиональное мастерство для 3-го разряда;
- процент надбавки за профессиональное мастерство для 3-го разряда;
![]() =12%;
=12%;
![]() - процент надбавки за профессиональное мастерство для 4-го разряда;
- процент надбавки за профессиональное мастерство для 4-го разряда;
![]() =16%.
=16%.
Нмас
= ![]() = 2483,2 руб.
= 2483,2 руб.
Надбавка за непрерывный стаж работы определяется по формуле:
Нстаж
= ![]() , (6.6)
, (6.6)
где ![]() - процент надбавки за непрерывный стаж работы, %.
- процент надбавки за непрерывный стаж работы, %.
Нстаж
= ![]() = 335781,6 руб.
= 335781,6 руб.
Доплата за работу в неблагоприятных условиях труда находится по формулам 6.7, 6.8:
- до внедрения:
![]() , (6.7)
, (6.7)
где ![]() - месячная тарифная ставка ремонтного рабочего 1-го разряда, руб;
- месячная тарифная ставка ремонтного рабочего 1-го разряда, руб;
![]() - процент доплат за работу в неблагоприятных условиях труда до реконструкции, %.
- процент доплат за работу в неблагоприятных условиях труда до реконструкции, %.
![]() - количество рабочих, работающих в неблагоприятных условиях труда до внедрения.
- количество рабочих, работающих в неблагоприятных условиях труда до внедрения.
![]() = 72000 руб.
= 72000 руб.
- после внедрения:
![]() , (6.8)
, (6.8)
где: ![]() - процент доплат за работу в неблагоприятных условиях труда после реконструкции, %;
- процент доплат за работу в неблагоприятных условиях труда после реконструкции, %;
![]() - количество рабочих, работающих в неблагоприятных условиях труда после реконструкции.
- количество рабочих, работающих в неблагоприятных условиях труда после реконструкции.
![]() = 48000 руб.
= 48000 руб.
Общая сумма основной заработной платы составляет:
- до внедрения:
ЗП′осн = ЗП′тар + ЗП′прем + Н′мас + Н′стаж + Д′нут , (6.9)
ЗП′осн = 2442048 + 488409,6 + 4057,6 + 537250,6 + 72000 = 3543765,8 руб.
- после внедрения:
ЗПосн = ЗПтар + ЗПпрем + Нмас + Нстаж + Днут , (6.10)
ЗПосн = 1526280 + 305256 + 2483 + 335781,6 + 48000 = 2217800,6 руб.
Дополнительная заработная плата определяется в процентах к основной заработной плате. Сумма дополнительной заработной платы составляет:
- до внедрения:
ЗП′доп
= ![]() ,(6.11)
,(6.11)
где ![]() - процент дополнительной заработной платы, %.
- процент дополнительной заработной платы, %.
ЗП′доп
= ![]() = 708753,16 руб.
= 708753,16 руб.
- после внедрения:
ЗПдоп
=![]() , (6.12)
, (6.12)
ЗПдоп
= ![]() = 443569,12 руб.
= 443569,12 руб.
Фонд оплаты труда производственных рабочих составляет:
- до внедрения:
ФОТ′р = ЗП′осн + ЗП′доп , (6.13)
ФОТ′р = 3543765,8 + 708753,16 = 4252518,96 руб.
- после внедрения:
ФОТр = ЗПосн + ЗПдоп , (6.14)
ФОТр = 2217800,6 + 443569,12 = 2661360,72 руб.
Среднемесячная заработная плата рабочих составит:
- до внедрения:
С′ср.мес.
= ![]() , (6.15)
, (6.15)
С′ср.мес.
= ![]() = 11074,27 руб.
= 11074,27 руб.
- после внедрения:
Сср.мес.
= ![]() , (6.16)
, (6.16)
Сср.мес.
= ![]() = 11089 руб.
= 11089 руб.
6.2 Составление сметы затрат
6.2.1 Определение затрат по статье “Отчисления в бюджетные и внебюджетные фонды от средств на оплату труда”
Затраты по статье составляются из трех статей:
1) Обязательные страховые взносы в фонд социальной защиты населения от средств на оплату труда ремонтных рабочих (35%):
- до внедрения:
С′соц.защ
= ![]() , (6.17)
, (6.17)
С′соц.защ
= ![]() = 1488381,64 руб.
= 1488381,64 руб.
- после внедрения:
Ссоц.защ
= ![]() , (6.18)
, (6.18)
Ссоц.защ
= ![]() = 931476,25 руб.
= 931476,25 руб.
2) Обязательные отчисления в государственный фонд содействия занятости единым платежом (4%):
- до внедрения:
С′знач.чр
= ![]() , (6.19)
, (6.19)
С′знач.чр
= ![]() = 170100,76 руб.
= 170100,76 руб.
- после внедрения:
Сзнач.чр
= ![]() , (6.20)
, (6.20)
Сзнач.чр
= ![]() = 106454,43 руб.
= 106454,43 руб.
3) Отчисления по обязательному страхованию от несчастных случаев на производстве и профессиональных заболеваний (0,8%):
- до внедрения:
С′об.стр
= ![]() , (6.21)
, (6.21)
С′об.стр
= ![]() = 34020,15 руб.
= 34020,15 руб.
- после внедрения:
Соб.стр
= ![]() , (6.22)
, (6.22)
Соб.стр
= ![]() = 21290,89 руб.
= 21290,89 руб.
Общая сумма отчислений составит:
- до внедрения:
С′ = С′соц.зац + С′зан.,чр. + С′об.стр. , (6.23)
С′ = 1488381,64 + 170100,76 + 34020,15 = 1692502,55 руб.
- после внедрения:
С = Ссоц.зац + Сзан.,чр. + Соб.стр. , (6.24)
С = 931476,25 + 106454,43 + 21290,89 = 1059221,57руб.
6.2.2 Определение материальных затрат
Материальные затраты – это затраты на запчасти, узлы, агрегаты, эксплуатационные материалы.
Материальные затраты рассчитываются по формуле (6.25):
Змз
= Нмз
∙ ![]() ∙
∙ ![]() ∙ Кт
∙
∙ Кт
∙ ![]() , (6.25)
, (6.25)
где: Нмз - укрупненные нормы затрат в зависимости от пробега с начала эксплуатации, руб/1000 км;
Иц - индекс цен производителей промышленной продукции производственно-технического назначения Иц = 116%;
Кт - корректирующий коэффициент к укрупненным нормам затрат на ТО и ТР в зависимости от типа автотранспортных средств;
Для автобусов, легковых и грузовых бортовых автомобилей принимается равным 1.
![]() - процент объема работ по ТО и ТР, выполняемых на предприятии.
- процент объема работ по ТО и ТР, выполняемых на предприятии.
- до внедрения:
Змз
= 20150,3∙ 1 ∙ ![]() ∙ 1∙
∙ 1∙ ![]() = 7412541,75 руб.
= 7412541,75 руб.
- после внедрения:
Змз
= 20150,3∙ ![]() ∙
∙ ![]() ∙ 1∙
∙ 1∙ ![]() = 8598548,43 руб.
= 8598548,43 руб.
Укрупненные формы затрат:
Нмз = (Нмз1 ∙ А1 + Нмз2 ∙ А2 +Нмз3 ∙ А3 + Нмз4 ∙ А4 ) / ∑Аи , (6.26)
где: Нмз1 , Нмз2 , Нмз3 , Нмз4 - норма материальных затрат в зависимости от пробега с начала эксплуатации, руб.;
А1, А2 , А3 , А4 - число автомобилей, имеющих определенный пробег с начала эксплуатации;
∑Аи - списочное число автомобилей.
Для ГАЗ-3307:
Н1 мз =(10874∙4+20514∙10+26524∙75+265243∙53)/142=25660 руб.
Для ГАЗ-3302: Н2 мз = (9015∙4+17648∙4+17648∙4+23050∙2)/14 = 15953 руб.
Для ЗИЛ-130: Н3 мз = (30345∙ 9 + 33396 ∙ 11) / 20 = 32023 руб.
Для ИЖ-2715: Н4 мз = (2658∙6+2658∙3+8042∙19+8042∙17)/45 = 6965 руб.
В среднем по всем маркам: Нмз = (25660+15953+32023+6965)/4 = 20150,3 руб.
6.2.3 Определение общехозяйственных расходов
Расчет производится по формуле:
- до внедрения:
С′общехоз
= ![]() , (6.27)
, (6.27)
где: ![]() - процент общехозяйственных расходов до реконструкции.
- процент общехозяйственных расходов до реконструкции.
С′общехоз
= ![]() = 2062826 руб.
= 2062826 руб.
- после внедрения:
Собщехоз
= ![]() , (6.28)
, (6.28)
где: ![]() - % общехозяйственных расходов после реконструкции.
- % общехозяйственных расходов после реконструкции.
Собщехоз
= ![]() = 129110,13 руб.
= 129110,13 руб.
Данные расчетов сводятся в таблицу 6.1 для определения затрат на производство ТО и ремонта.
Таблица 6.1 – Смета затрат
| Статьи затрат | Затраты, руб | Отклонение, руб. | |
до реконструкции С′общ |
после реконструкции Собщ |
||
| Фонд оплаты труда производственных рабочих | 4252518,96 | 2661360,72 | 1591158,24 |
| Отчисления в бюджетные и внебюджетные фонды от средств на оплату труда | 1692502,55 | 1059221,57 | 633280,98 |
| Затраты на ремонтные материалы и запасные части | 7412541,75 | 8598548,43 | 1186006,68 |
| Общехозяйственные расходы | 2062826 | 129110,13 | 1933715,87 |
| Всего эксплуатационных затрат | 15420389,26 | 12448240,13 | 2972149,13 |
6.3 Определение капитальных вложений
Для определения объема капитальных вложений по реконструкции отделения определяются затраты на приобретение оборудования, затраты на транспортировку оборудования, затраты на его монтаж.
Стоимость приобретенного оборудования ![]() = 6∙ 111000 = 666000 руб.
= 6∙ 111000 = 666000 руб.
Затраты на монтаж и демонтаж оборудования принимаются в размере 15% от его стоимости (6.29):
КМ
= ![]() , (6.29)
, (6.29)
где: ![]() - затраты на приобретение оборудования;
- затраты на приобретение оборудования;
![]() - процент затрат на монтаж и демонтаж оборудования.
- процент затрат на монтаж и демонтаж оборудования.
КМ
= ![]() = 99900 руб.
= 99900 руб.
Затраты на транспортировку оборудования принимаются в размере 6% от его стоимости:
КТР
= ![]() , (6.30)
, (6.30)
где: ![]() - процент затрат на транспортировку оборудования.
- процент затрат на транспортировку оборудования.
КТР
= ![]() = 39960 руб.
= 39960 руб.
Общий объем капиталовложений составит:
Кобщ = Коб + КМ + КТР , (6.31)
Кобщ = 666000 + 99900 + 39960 = 805860 руб.
6.4 Показатели экономической эффективности проектирования
Для определения экономической эффективности предложений проекта реконструкции рассчитывается ряд показателей.
Уровень производительности труда определяется по формуле:
- после внедрения:
ПТ = ![]() , (6.32)
, (6.32)
где: Тотд – общая трудоемкость ТО и Р на предприятии, чел-ч.
ПТ = ![]() = 1535 ч.
= 1535 ч.
- до внедрения: ПТ = ![]() = 960 ч.
= 960 ч.
Рост производительности труда определяется по формуле:
ΔПТ= ![]() , (6.33)
, (6.33)
ΔПТ= ![]() = 59,9 %.
= 59,9 %.
Себестоимость работ рассчитывается на 1 чел-ч. трудоемкости:
- до внедрения:
S′ = ![]() , (6.34)
, (6.34)
где: Lг – годовой пробег автопарка, км.
S′ = ![]() = 502,31 руб./чел-ч.
= 502,31 руб./чел-ч.
- после внедрения:
S = ![]() , (6.35)
, (6.35)
S = ![]() = 405,5 руб./чел-ч.
= 405,5 руб./чел-ч.
Процент снижения себестоимости:
ΔПs
= ![]() , (6.36)
, (6.36)
ΔПs
= ![]() = 19,27 %.
= 19,27 %.
Экономия эксплуатационных расходов:
Ээк = С′общ – Собщ , (6.37)
Ээк = 15420389,26 - 12448240,13 = 2972149,13 руб.
Годовой экономический эффект:
Э = С′общ – (Собщ + Кобщ ∙ 1,15) , (6.38)
Э = 15420389,26 – (12448240,13 + 805860 ∙ 1,15) = 2045410,26 руб.
Окупаемость капиталовложений:
Т = ![]() , (6.39)
, (6.39)
Т = ![]() = 0,4 .
= 0,4 .
Коэффициент эффективности капиталовложений:
Е = ![]() , (6.40)
, (6.40)
Е = ![]() = 2,54.
= 2,54.
Фондоемкость участка ТО и ремонта:
Фем i = (СБм + СБоб i ) / NТОиР , (6.41)
где: NТОиР – годовая программа, NТОиР = 4811;
СБм – балансовая стоимость мастерских, Сбм = 3110216 руб.;
СБоб i - балансовая стоимость оборудования, руб.
Базовый вариант: Фемб = (3110216 + 1212500) / 4811 = 898,5 руб./ед.РТО;
Проектируемый – Фемб = (3110216 + 2007500) / 4811 = 1063,75 руб./ед.РТО.
Приведенные затраты по вариантам:
Sп i = Si ∙ ТТОиР / NТОиР , (6.42)
S'п = 502,31 ∙ (2951,4+5596,4+20490,1) / 4811 = 3205,22 руб./ед. РТО.
Sп = 495,5 ∙ (2951,4+5596,4+20490,1) / 4811 = 3161,77 руб./ед. РТО.
Основные данные по экономической эффективности проекта сведем в таблицу 6.2:
Таблица 6.2 – Показатели экономической эффективности проекта
| Показатели | Условные обозначения | Числовое значение |
Снижение численности производственных рабочих, % Увеличение зарплаты рабочего, % Увеличение производительности труда, % |
ΔРш Δ Сср.мес ΔПТ |
37,5 0,2 59,9 |
| Снижение себестоимости работ, % | ΔПs | 19,27 |
| Годовой экономический эффект, тыс. руб. | Э | 2045,41 |
| Окупаемость капиталовложений, лет | Т | 0,4 |
| Коэффициент эффективности капиталовложений | Е | 2,54 |
ЗАКЛЮЧЕНИЕ
1. Проведен анализ хозяйственной деятельности предприятия ООО “ИГАТП” г. Ижевска Удмуртской Республики. Определена специализация предприятия - автомобильные перевозки. Выполнен анализ существующей организации технического обслуживания и ремонта автомобилей.
2. В технологической части произведено обоснование мощности пункта технического обслуживания и ремонта автомобилей, проведен расчет годового объема работ Тгод.общ. = 30700 чел-ч., рассчитано количество производственных рабочих n = 20 человек.
3. Выполнена конструкторская разработка устройство для слива масла из силовых агрегатов транспортных средств, которая позволит увеличить производительность работ по ТО и ремонту на 43,6% и снизить годовые эксплуатационные затраты на 32,3%. Совершен подбор компонентов и выполнены расчеты на прочность напряженных элементов конструкции. Окупаемость конструкторской разработки составила 1,67 года.
4. Предложены мероприятия по безопасности жизнедеятельности и охране труда на производстве, составлена инструкция по охране труда для смазчика при сливе масла из агрегатов автомобиля.
5. Рассчитана технико–экономическая эффективность дипломного проекта, совершен расчет срока окупаемости капитальных вложений. Капитальные вложения окупятся через 0,4 года. Годовой экономический эффект проекта составил 2,045 млн. рублей.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Анурьев В.И. Справочник конструктора-машиностроителя. В 3-х т. Т. 2. -5-е изд., перераб. и доп. - М.: Машиностроение, 2001.
2. Белкин И.М. Допуски и посадки. - М.: Машиностроение, 1992.
3. Всемирная Сеть Интернет.
4. Годик Е.И. Справочное руководство по черчению. - М.: Машиностроение, 1974.
5. Годовые отчеты ООО “ИГАТП”, 2006, 2007, 2008г.
6. Горячев А.Д. Совершенствование технологии авторемонтных работ. - М.: Агропромиздат, 1998.
7. Ерохин М.Н. Детали машин и основы конструирования. - М.: Колос, 2004.
8. Зотов Б.И., Курдюмов В.И. Безопасность жизнедеятельности на производстве. - М.: Колос, 2004.
9. Методические указания по экономическому обоснованию дипломных проектов для студентов факультетов механизации, электрификации и автоматизации сельского хозяйства. – Ижевск. ИжГСХА, 2002.
10. Миротин Л.Б. Совершенствование эксплуатационной работы автомобильного транспорта- М.: 2000.
11. Неляев Н.М. Сопротивление материалов.- М.: Наука, 1976.
12. Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта. М.: Транспорт, 1986.
13. Понов В.Д. Оборудование и оснастка для ремонта и обслуживания автомобилей. –Л.: 1990 г.
14. Ракеев А.А. Металлические конструкции. – М.: Стройиздат 1993.
15. Румянцев С.И. Ремонт автомобилей. – М.: Транспорт, 1988.
16. Серый И.С. Взаимозаменяемость, стандартизация и технические измерения. М.: ВО Агропромиздат 1993.
17. Справочник автослесаря по техническому обслуживанию и ремонту автомобилей. А.М. Третьяков, А.Д. Петров.- М.: Высшая школа, 1980.
18. Техническое обслуживание и ремонт машин Ульман И.Е.- М.: Агропромиздат, 1990.
19. Техническая эксплуатация АТС: Метод. указ./Сост. Ю.Г. Корепанов. Ижевск: ИжГСХА, 2003.
20. Типовые проекты рабочих мест на автотранспортном предприятие. Изд. 2-е перераб. и доп. - М.: Транспорт, 1977.
21. Филатов Л.С. Безопасность труда в сельскохозяйственном производстве. – М.: Росагропромиздат, 1988.
22. Цирин А.А. Повышение качества ремонта техники в мастерских хозяйств. - Л.: Лениздат, 1990.
23. Чарнецкий С.А. Экономика автомобильного транспорта. – М.: Высшая школа, 2005.
24. Юдин М.И. Технический сервис машин и основы проектирования предприятий. - Краснодар: 2007.
Похожие рефераты:
Техническая эксплуатация автотранспортных средств в сельском хозяйстве
Совершенствование организации ТО подвижного состава транспортного цеха
Использование автомобильного подвижного состава в ОАО "Увадрев-Холдинг"
Организация технического обслуживания и текущего ремонта в автотранспортном предприятии
Анализ организационно-экономических условий ОАО "Ижтрансавто"
Оборудование летательных аппаратов
Техническое перевооружение аккумуляторного участка
Проектирование пожарного депо с детальной проработкой постов технического обслуживания
Проектирование автопредприятия с детальной разработкой агрегатного участка
Разработка технологии и процесса ремонта двигателей автомобиля КамАЗ 5320 на АТП