| Похожие рефераты | Скачать .docx |
Реферат: Восьмиосная цистерна для перевозки нефтепродуктов
Московский институт инженеров транспорта
Реферат
По предмету “Испытания вагонов”
Тема : восьмиосная цистерна для перевозки нефтепродуктов
Преподаватель: Козлов И.В
2003
Содержание :
1. Общее устройство цистерны
2. Устройство ходовых частей
3. Автосцепное устройство
4. Устройство автотормозов
5. Методы экспериментальных исследований деформаций и напряжений
6. Закон Гука
В зависимости от вида перевозимых грузов вагоны-цистерны подразделяются на цистерны общего назначения и специальные. К цистернам общего назначения относятся цистерны для перевозки широкой номенклатуры жидких нефтепродуктов, не требующих подогрева при наливе и сливе в диапазоне климатических изменений температуры груза. Цистерны общего назначения составляют основную часть парка вагонов-цистерн.
Для каждого типа цистерны заводом-изготовителем в составе технической документации разрабатывается инструкция по эксплуатации, сливу и наливу перевозимого продукта, о конструктивные особенности конкретной модели.
Основным изготовителем цистерн является ПО «Азовмаш» (бывшее ПО «Ждановтяжмаш», город Мариуполь) Министерства тяжелого и транспортного машиностроения.
Котел представляет собой цилиндрическую емкость сварной конструкции, состоящую из обечаек и эллиптических днищ, подкрепленную шпангоутами для повышения несущей способности и жесткости цилиндрической оболочки.Цилиндрическая часть котла с внутренним диаметром 3000мм составлена из 2-х половин, сваренных встык. Преимуществом стыковых швов по сравнению с применявшимися ранее нахлесточными соединениями являются: отсутствие дополнительных напряжений в зоне швов, обусловленных местным изгибом оболочки; большая вибрационная и ударная прочность швов; лучшие условия контроля за качеством шва (просвечивание рентгеном, гамма-лучами и.т.п.); меньшая масса котла.
Повышение прочности и устойчивости оболочки котла при малой его массе достигается подкреплением кольцевыми шпангоутами 7 и 8, расположенными в средней и опорных частях котла (рис.1). Эти шпангоуты, имеющие Ω-образную форму поперечного сечения, приварены к стенкам котла, отличающимися от неподкрепленных конструкций меньшей толщиной. В подкрепленных таким образом цистернах существенно снижены напряжения в загруженных зонах, повышена устойчивость котла при вакууме , иногда возникающем при сливе и пропарке цистерн, а также увеличивается жесткость и частота собственных колебаний оболочки, что затрудняет возникновение резонанса колебаний.
Для обеспечения полного слива груза предусмотрены уклоны к сливным приборам. Эти уклоны создаются выштамповкой броневого листа на глубину 20-30мм. Котел оборудован двумя сливными приборами 6 и двумя колпаками с крышками 4,что позволяет ускорить операции налива и слива груза и обеспечить лучшие условия труда при очистке котла. Внутри горловин размещены по 2 сегментные планки: верхняя для контроля предельного уровня налива и нижняя для принятия мер к замедлению налива котла.
Колпаки цистерны имеют малые размеры. При наливе груза часть объема котла (2%) остается незаполненной для обеспечения температурного расширения груза.
 рис 1
рис 1
Горловины люков закрываются крышками, закрепляемыми 8-ю откидными болтами каждая. Крышки шарнирно крепятся к кронштейнам, относительно которых они поворачиваются при открывании. Вблизи горловины люка расположены 2 штуцера для крепления предохранительно – впускных клапанов 2 (рис.2). Котел оборудован наружной 3 и внутренней 5 лестницами и помостами с ограждениями у горловин люка.
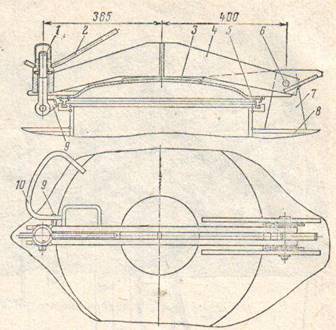
рис2
 Сложным и ответственным узлом безрамной цистерны является опора котла (рис 3), поскольку через нее передаются основные нагрузки на котел и от котла на тележку. Опора, одновременно являющаяся консольной частью рамы, имеет мощные хребтовую 1 и шкворневую 8, облегченные концевую 10 и боковые 9 балки. На хребтовой и концевой балках размещены части автосцепного устройства, а на шкворневой – опоры кузова (пятник 14 и скользуны 17). Шкворневая балка имеет верхний лист 12, нижний 11, вертикальные листы 13, ребра 18 и 19, концевые части 20; к одной из таких частей прикреплена табличка 5 завода – изготовителя. На пересечении хребтовой и шкворневой балок размещено надпятниковое усиление 15. К шкворневой и хребтовой балкам приварены подкрепленный ребрами 21 и 16 опорный лист 22 толщиной 12мм, являющийся непосредственной опорой котла, а также опорные накладки 4 и 6, расположенные с двух сторон от шкворневого узла. Хребтовая балка связана с опорными накладками лапами 3 и 7, которые перед сваркой узла могут перемещаться вдоль хребтовой балки в зависимости от конкретных зазоров между опорой и котлом. Такая конструкция обеспечивает существенное снижение технологических напряжений. Применение опорных упрощенных элементов вместо прежних опорных конструкций стало возможным в результате подкрепления котла кольцевыми шпангоутами 23. осуществленное в данной конструкции дополнительное соединение 2 концевых участков котла с хребтовой балкой повышает ее сопротивление большим продольным усилиям, возникающим при соударении вагонов. Основные части котла и опор изготовлены из низколегированной стали марки 09Г2С(ГОСТ 5520 – 79). Восьмиосной цистерне присвоен государственный знак качества.
Сложным и ответственным узлом безрамной цистерны является опора котла (рис 3), поскольку через нее передаются основные нагрузки на котел и от котла на тележку. Опора, одновременно являющаяся консольной частью рамы, имеет мощные хребтовую 1 и шкворневую 8, облегченные концевую 10 и боковые 9 балки. На хребтовой и концевой балках размещены части автосцепного устройства, а на шкворневой – опоры кузова (пятник 14 и скользуны 17). Шкворневая балка имеет верхний лист 12, нижний 11, вертикальные листы 13, ребра 18 и 19, концевые части 20; к одной из таких частей прикреплена табличка 5 завода – изготовителя. На пересечении хребтовой и шкворневой балок размещено надпятниковое усиление 15. К шкворневой и хребтовой балкам приварены подкрепленный ребрами 21 и 16 опорный лист 22 толщиной 12мм, являющийся непосредственной опорой котла, а также опорные накладки 4 и 6, расположенные с двух сторон от шкворневого узла. Хребтовая балка связана с опорными накладками лапами 3 и 7, которые перед сваркой узла могут перемещаться вдоль хребтовой балки в зависимости от конкретных зазоров между опорой и котлом. Такая конструкция обеспечивает существенное снижение технологических напряжений. Применение опорных упрощенных элементов вместо прежних опорных конструкций стало возможным в результате подкрепления котла кольцевыми шпангоутами 23. осуществленное в данной конструкции дополнительное соединение 2 концевых участков котла с хребтовой балкой повышает ее сопротивление большим продольным усилиям, возникающим при соударении вагонов. Основные части котла и опор изготовлены из низколегированной стали марки 09Г2С(ГОСТ 5520 – 79). Восьмиосной цистерне присвоен государственный знак качества.
Перевозка различных нефтепродуктов а цистернах общего назначения связана со значительными трудностями их выгрузки из котлов. Для облегчения слива таких грузов созданы цистерны с наружной подогревательной рубашкой (кожухом).
 Рубашка 1 (рис 4) расположена в нижней части котла. Она образуется стенками котлаи наружным листом, которые связаны между собой каркасом из углового проката. Для пологрева груза подается пар в рубашку через штуцер кожуха сливного прибора 2, а выход пара или конденсата происходит через два патрубка, расположенных по концам котла. Сливной прибор цистерны вместо резинового уплотнительного кольца клапана имеет медное кольцо, что обусловлено высокой температурой наливаемого в котел груза и большой его вязкостью.
Рубашка 1 (рис 4) расположена в нижней части котла. Она образуется стенками котлаи наружным листом, которые связаны между собой каркасом из углового проката. Для пологрева груза подается пар в рубашку через штуцер кожуха сливного прибора 2, а выход пара или конденсата происходит через два патрубка, расположенных по концам котла. Сливной прибор цистерны вместо резинового уплотнительного кольца клапана имеет медное кольцо, что обусловлено высокой температурой наливаемого в котел груза и большой его вязкостью.
Рис4
Унифицированные узлы и элементы нефтебензиновых цистерн включают люк-лаз для загрузки продукта и технического обслуживания и доступа внутрь котла, сливной прибор для слива груза, предохранительный клапан для ограничения избыточного давления в котле при повышении температуры груза и предохранительно-выпускной клапан для защиты котла от вакуума при охлаждении груза и конденсации его паров. В настоящее время цистерны выпускаются с предохранительно-выпускным клапаном, в конструкции которого объединены предохранительный клапан избыточного давления и предохранительно-выпускной (вакуумный) клапан. Нижний лист котла цистерны имеет уклон к сливному прибору для обеспечения полного слива продукта. Восьмиосные цистерны имеют по два люка-лаза, сливных прибора и предохранительно-выпускных клапана.При нахождении цистерны в эксплуатации на путях МПС люк-лаз всегда должен быть опломбирован. Пломбирование крышки люка производится перед каждым выходом цистерны на пути МПС как в груженом, так и в порожнем состояниях.
Достоинствами таких цистерн являются: значительное сокращение времени слива; устранение обводнения груза, происходящего при разогреве подводимым к нему острым паром; уменьшение расхода пара. К недостаткам можно отнести увеличение тары (на 1т), вызванное устройством рубашки, которая используется только при сливе высоковязких грузов.
В конструкции цистерн используются типовые узлы автосцепного устройства,
автотормозного оборудования и ходовые части.
УСТРОЙСТВО ХОДОВЫХ ЧАСТЕЙ
В ходовых частях восьмиосных цистерн - четырехосные тележки 1(рис 5)
типа ЦНИИ-ХЗ-О, связанных соединительной балкой 2. Эта балка снизу по концам имеет пятники и скользуны, которымиона опирается на подпятники и скользуны надрессорных балокдвухосных тележек. Сверху в средней части соединительной балки расположены подпятник диаметром 450мм, на который опирается пятник рамы кузова, и скользуны, поддерживающие кузов при действии боковых сил.
Центральный подпятник четырехосной тележки имеет длинный шкворень, а крайние пятники центрируются короткими шкворнями с буртом в средней части, который препятствует выходу конца шкворня за пределы верхней плоскости соединительной балки.
Сложность формы соединительной балки тележки обусловлена необходимостью воспринятия больших вертикальных нагрузок и стесненными габаритами размещения. Нижнее очертание балки сделано таким, чтобы обеспечивались над осями внутренних колесных пар тележки зазоры 120мм, которые требуются на случай полного сжатия пружин рессорных комплектов , допустимой разности диаметров колес и неблагоприятного совпадения допусков на изготовление. Верхнее очертание балки обусловлено стремлением уменьшить эксцентриситет между продольными осями хребтовой балки и автосцепки, а также обеспечить зазоры, необходимые для безопасного прохода вагоном сортировочной горки.
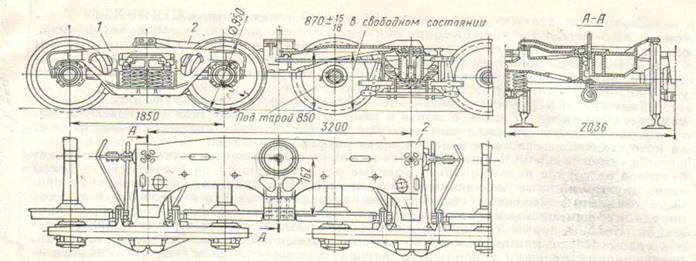 База тележки, равная расстоянию между центрами подпятников двухосных тележек, составляет 3.2 м и является оптимальной по условиям воздействия восьмиосных вагонов на железнодорожный путь при минимальной массе соединительной балки.
База тележки, равная расстоянию между центрами подпятников двухосных тележек, составляет 3.2 м и является оптимальной по условиям воздействия восьмиосных вагонов на железнодорожный путь при минимальной массе соединительной балки.
Рис5
УСТРОЙСТВО АВТОСЦЕПКИ
Восьмиосные цистерны оборудуются усиленной полужесткой автосцепкой СА-3 (рис 6) с ограничителем вертикальных перемещений и поглощающим аппаратом Ш-2-Т с ходом 105мм. Такая автосцепка подобна нежесткой, но отличается устройством центрирующих приборов и концевых шарниров, позволяющих корпусам свободно поворачиваться и в вертикальной плоскости, а также наличием деталей, ограничивающих возможность выхода из зацепления сцепленных автосцепок при их относительных смещениях в вертикальной плоскости. Корпус автосцепки СА – 3 предназначен для передачи ударнотяговых усилий упряжному устройству и для размещения механизма. Корпус представляет собой стальную полую отливку, которая состоит из головной части и хвостовика. Головная часть имеет большой 1 и малый 4 зубья, которые соединяясь образуют зев. Из зева выступают части деталей механизма – замка 3 и замкодержателя 2. Головная часть корпуса имеет упор 5 для передачи сжимающего усилия на раму кузова через розетку, укрепленную на концевой балке. В хвостовике корпуса есть отверстие 6 для клина, соединяющего корпус с тяговым хомутом упряжного устройства.Торец выполнен цилиндрическим для облегчения горизонтального перемещения корпуса.

Рис6
УСТРОЙСТВО АВТОТОРМОЗОВ
Тормозное оборудование грузовых вагонов обеспечивает накопление и пропуск
сжатого воздуха, подаваемого от локомотива, а также восприятие, реализацию и
передачу (трансляцию) сигналов управления процессами торможения и отпуска,
поступающих по тормозной магистрали (ТМ).
Тормозное оборудование состоит из магистрального воздухопровода, сообщенного через тройник и разобщительный кран подводящей трубой диаметром , или соединительным рукавом с двухкамерным резервуаром. Последний связан трубами диаметром с запасным резервуаром, установленным на одной из тележек вагона и сообщенным с тормозным цилиндром. На двухкамерный резервуар устанавливаются главная и магистральная части.Накопленный опыт по проектированию восьмиосных цистерн для перспективных условий эксплуатации позволил сформулировать следующие технические требования для тормозной системы восьмиосных вагонов:
1) тормозная система должна удовлетворять действующим нормативам МПС;
2) механическая часть тормозной системы может иметь несколько отдельных рычажных передач, кинетически не связанных между собой, а КПД отдельной рычажной передачи должен быть не менее 0,9;
3) рычажная передача тормоза должна размещаться на различных типах магистральных вагонов, то есть быть унифицированной;
4) структура рычажной передачи механизма тормоза должна соответствовать требуемой подвижности звеньев и исключать избыточные связи и излишнюю многозвенность;
5) отвод тормозных колодок от колеса в отпущенном состоянии тормоза должен быть полным, а при наличии специального механизма отвода колодок, последний не должен ухудшать кинематику и изменять силовые характеристики рычажной передачи;
6) между элементами рычажной передачи и осями колесных пар должен быть обеспечен гарантированный зазор, исключающий их взаимодействие.
МЕТОДЫ ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЯ. ЗАКОН ГУКА.
В целях определения напряжений в деталях вагона используется несколько
методов, но чаще всего – тензометрический метод, состоящий в замере малых деформаций в отдельных точках изделия и последующем переходе от них к напряжениям с использованием закона Гука : Напряжение, возникающее вметалле, прямопропорционально деформации (в пределах упругой деформации металла, т.е до пластической деформации)
σ=Еε
[σ]- напряжение в металле
[Е]- модуль упругости данного металла
[ε]- деформация
Тензометрический метод : для замера относительного удлинения на поверхности телса намечают отрезок, куда наклеивается тензодатчик, который деформируется вместе с металлом при приложении какой-либо нагрузки.
Метод лаковых покрытий : перед испытанием изучаемая поверхность детали покрывается слоем специального хрупкого лака (например канифольно елулоидного). Лак наносится плоской кистью или погружением детали в сосуд с лаком. После просушки деталь подвергается испытанию. Основным результатом является картина трещин в лаковом покрытии, деформирующемся вместе с деталью. Важна также последовательность их появления с ростом нагрузки. Применяют 2 метода получения трещин: при нагружении детали и при разгрузке.
Метод поляризационно – оптический : основан на том, что некоторые прозрачныематериалы при деформации становятся анизотропными, в деформационном состоянии они приобретают свойство лучепреломления. Такие материалы называют оптически-активными. Модель помещают в оптическую установку, где она просвечивается пучком света. При нагружении модели на экране появляется ее изображение, покрытое системой полос, анализ которых дает возможность изучить распределение напряжений в модели.
Похожие рефераты:
Проектирование восьмиосной цистерны модели 15-1500
Организация погрузочно-разгрузочных работ в порту
Договор перевозки пассажиров и грузов железнодорожным транспортом
Организация перевозки грузов железнодорожным транспортом
Тормозные механизмы автомобиля КамАЗ: ремонт и техническое обслуживание
Ремонт тормозных систем с гидравлическим приводом
Ремонт и техническое обслуживание тормозных систем легкового автомобиля
Организация перевозок скоропортящихся грузов на направлении Унгены-Москва
Организация работы железной дороги
Внедрение АРМ маневрового диспетчера
Информационная технология для работы маневрового диспетчера наливной станции
Железнодорожный транспорт Украины