| Похожие рефераты | Скачать .docx |
Курсовая работа: Автомобильные эксплуатационные материалы
1. Теоретическая часть
1.1 Дайте основные определения и понятия, используемые при определения качества эксплуатационных материалов:
- бензинов;
- дизельного топлива;
- моторных масел;
- трансмиссионных масел;
- пластичных смазок;
- технических жидкостей;
- красок;
- клеев;
- герметиков.
В соответствии с ГОСТ Р 51105-97 для определения качества бензинов применяются следующие понятия и определения:
Октановое число - показатель детонационной стойкости топлива, численно равный содержанию (в % по объему) изооктана в смеси с n-гептаном, которая по детонационной стойкости эквивалентна испытуемому топливу в стандартных условиях.
Концентрация свинца – в граммах на дециметр кубический.
Концентрация марганца – в миллиграммах на дециметр кубический.( Только для бензинов содержащий марганцевый антидетонатор МЦТМ)
Содержание фактических смол – в миллиграммах на сто сантиметров кубических - это степень осмоления бензинов продуктами реакций окисления, полимеризации конденсации.
Индукционный период бензина ( Индекс испаряемости) – в минутах – это способность бензина сохранять свой состав неизменным при соблюдений условий перевозки, хранения и использования.
Массовая доля серы – в процентах -
Объемная доля бензола – в процентах – ограничена из-за гигроскопичности и способности выкристаллизовываться при положительных температурах.
Испытание на медной пластине - Сущность метода – выдержка медной пластинки в испытуемом топливе при повышенной температуре и фиксация изменения ее цвета, характеризующего коррозионное воздействие топлива.
Внешний вид – чистый, прозрачный.
Плотность топлива – это масса вещества, отнесенная к единице его объема.
Для дизельных топлив дополнительно:
Вязкость - свойство частиц оказывать сопротивление взаимному перемещению под действием внешних сил:
Испаряемость топлива – его способность переходить из жидкого состояния в парообразное.
Фракционный состав – это содержание тех или иных фракций, выраженное в объемных или массовых процентах и определяемое для бензинов и дизельных топлив на стандартном аппарате для разгонки нефтепродуктов.
Цетановое число - показатель воспламеняемости топлива, численно равный содержанию (в % по объему) цетана в смеси с α-метилнафталином, которая по воспламеняемости эквивалентна испытуемому топливу в стандартных условиях.
Низкотемпературные свойства – характеризуются температурами, застывания, фильтруемости.
Содержание серы – показатель коррозионных свойств.
Содержание ароматических углеводородов.
Содержание воды.
Для масел дополнительно:
Вязкость
абсолютная – а) динамическая - коэффициент, характеризующий внутреннее трение жидкости;
б) кинематическая – удельный коэффициент внутреннего трения (отношение динамической вязкости к плотности);
относительная (условная) - число, показывающее, во сколько раз вязкость нефтепродукта превышает вязкость дистиллированной воды.
Индекс вязкости - относительная величина, показывающая степень изменения вязкости (масла) в зависимости от температуры по сравнению с эталонами:
1 эталон - пологая кривая, ИВ = 100, вязкость почти не меняется;
2 эталон - крутая кривая, ИВ = 0, вязкость меняется сильно.
Массовая доля механических примесей, воды – в процентах.
Щелочность – вызвана введением присадок обладающих запасом щелочности.
Температура вспышки – это наименьшая температура, при которой пары нагретого масла образуют с воздухом смесь, вспыхивающую при поднесении пламени.
Зольность – характеризует природу исходной нефти, степень очистки, а также загрязненность масла.
Массовая доля активных элементов – кальция, бария, цинка, фосфора.
Для трансмиссионных масел дополнительно:
Класс вязкости по SAE .
Температура, при которой возможно трогание АТС с места.
Уровень смазывающих свойств по классификации API .
Для пластичных смазок дополнительно:
Дисперсная среда – масляная основа.
Дисперсная фаза – твердый загуститель.
Число пенетрации - глубина погружения (в десятых долях
миллиметра) стандартного конуса массой 150 г в испытуемую смазку в течение 5 с при температуре 25 °С (показатель характеризующий густоту смазки).
Предел прочности смазки - величина предельной нагрузки, при которой смазка ведет себя, как жидкость.
Коллоидная стабильность смазки – это ее способность сопротивляться отделению дисперсионной среды –масла при хранении и в процессе применения.
Температура каплепадения – характеризует тип смазки.
Механическая стабильность – важный эксплуатационный показатель, характеризующий способность смазок противостоять разрушению.
Водостойкость.
Для специальных жидкостей:
Низкотемпературные свойства.
Температура кипения.
Взаимодействие с металлами.
Воздействие на резину .
Для красок:
Вязкость . Оптимальная величина вязкости зависит от сорта краски, а также должна соответствовать выбранному способу ее нанесения.
Розлив . Розливом называют способность красок давать ровную, гладкую поверхность, без штрихов от кисти и без рябин при нанесении пульверизатором.
Время высыхания . Время высыхания лакокрасочного материала при заданной температуре измеряется в минутах до момента образования тонкой пленки на поверхности (так называемое высыхание от пыли) или до полного испарения растворителя(полное высыхание).
Укрывистостъ . Укрывистостью называется свойство краски при нанесении ее тонким равномерным слоем делать невидимым цвет закрашиваемой поверхности. Укрывистость зависит от количества и качества пигментов, введенных в краску, и от свойств пленкообразователя. По показателю укрывистости судят о расходе краски: чем меньше показатель укрывистости, тем меньше расход краски.
Адгезия . Адгезией называют способность пленки краски прилипать к окрашиваемой поверхности.
Прочность при ударе . Прочностью при ударе называют способность пленки не разрушаться при действии ударной нагрузки.
Прочность при изгибе . Прочность при изгибе лакокрасочного покрытия характеризуется минимальным диаметром стержня (20, 15, 10, 5, 3 и 1 мм), изгибание покрытия на котором окрашенной металлической пленки не вызывает ее механическогоразрушения.
Прочность при растяжении . Прочность при растяжении измеряется в миллиметрах глубины прогиба металлической пластинки в момент разрушения нанесенной на нее пленки покрытия.
Твердость пленки . Твердость пленки выражается отношением времени затухания колебаний маятника, установленного на поверхности пленки, ко времени затухания колебаний того же маятника, установленного на стеклянной пластинке.
Бензо- и маслостойкость . Бензо- и маслостойкостью называется способность лакокрасочных покрытий находиться в бензине или масле в течение определенного времени при заданной температуре без видимых изменений состояния пленки: отслаивания, появления морщин и пузырей.
Дополнительно для клеев и герметиков:
Прочность клеевого шва.
Усадка – уменьшение объема шва после высыхания.
1.2 Опишите процессы, происходящие при воспламенении и сгорании в цилиндре двигателя с построением графиков в координатах p-φ :
- в цилиндре дизеля;
- в цилиндре двигателя с искровым зажиганием.
1.2.1 Процесс сгорания в дизеле
Процесс сгорания в дизеледелят на четыре периода:
1 - период задержки воспламенения;
2 - период быстрого (интенсивного) горения;
3 - период диффузионного (управляемого и основного) горения;
4 - период догорания.
На рис. 1 показана индикаторная диаграмма дизеля, работающего на номинальной частоте вращения, с номинальной цикловой подачей топлива, свойства которого соответствуют ГОСТ 305-82.
Точка А соответствует моменту начала впрыскивания топлива, определяется величиной установочного угла опережения впрыскивания топлива Θвпр , который, в свою очередь, устанавливается с учетом свойств топлива, давления и температуры в цилиндре.
Первая фаза (период задержки воспламенения). Промежуток времени от момента начала подачи топлива (т. А ) до момента отрыва линии нарастания давления на диаграмме сжатия-расширения (т. В ) составляет первый период процесса сгорания -период задержки воспламенения (ПЗВ). ПЗВ характеризуется тем, что первые порции топлива, поданные форсункой, воспламеняются не сразу, а после того, как претерпевают физико-химические изменения. В течение этого времени происходит распад струи на капли, перемещение капель по объему цилиндра.
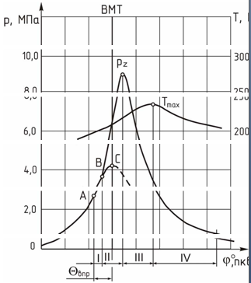
При этом топливо испаряется, нагревается, изменяется его молекулярная структура. Пары топлива смешиваются с воздухом. В ходе химико-физических изменений получают развитие предпламенные реакции, возникают очаги самовоспламенения. Очаги возникают там, где для этого создаются наиболее благоприятные условия. ПЗВ зависит, прежде всего, от времени, которое необходимо данному топливу для прохождения физико-химических превращений. Для этого в цилиндре должна быть обеспечена необходимая для воспламенения температура свежего воздушногозаряда и давление. Период задержки зависит также от количества топлива, накапливающегося в цилиндре к моменту воспламенения. Если его много, то сразу после воспламенения быстро увеличивается давление в цилиндре, возрастают нагрузки на цилин-дропоршневую группу. Такая работа дизеля называется жесткой. Количественно жесткость оценивается отношением изменения нагрузки (давления) к углу поворота коленчатого вала. Кроме этого, период задержки воспламенения определяет образование наиболее токсичных для организма человека компонентов - окислов азота.
Второй период (фаза быстрого горения). Отрезок времени от момента воспламенения топлива (т. В ) до момента достижения максимального давления в цилиндре (т. z ) называют периодом быстрого (интенсивного) горения. Продолжительность этого периода зависит от положения точек А и В (установочного угла, свойств топлива, давления и температуры в цилиндре), а также закона топливоподачи (профиля кулачка и величины номинальной подачи). Давление и температура резко повышаются вследствие сгорания значительной части заряда (смеси испарившегося в течение периода задержки воспламенения топлива с воздухом) и топлива, впрыскиваемого во второй фазе. Второй период характеризуют (dp/dφ )max - максимальной скоростью нарастания давления (жесткостью процесса сгорания) и степенью повышения давления.
На развитие второй фазы влияют: продолжительность первой фазы, количество топлива, поданного в цилиндр в течение периода задержки воспламенения, характер топливоподачи, качество распыливания топлива, скоростной и нагрузочный режимы работы дизеля.
Максимальное давление сгорания рz , (dp/dφ )max тем выше, чем большее количество топлива подается в течение первой фазы, а также, чем интенсивнее испарение и смешение впрыснутого топлива с воздухом. При этом достигается экономичная работа дизеля. Однако при большой длительности первой фазы возрастает количество топлива поданного к моменту воспламенения и увеличивается вероятность более жесткой работы дизеля, а следовательно возрастающей нагрузки. Следовательно, мягкая или жесткая работа дизеля определяется характером протекания фазы 2, а та в свою очередь зависит от фазы 1. После этого (условно до достижения максимальной температуры) наступает период диффузионного (управляемого и основного) горения.
Третья фаза горения (фаза быстрого диффузионного горения). Она условно измеряется отрезком времени от точки достижения максимального давления газов в цилиндре дизеля до точки достижения максимальной температуры цикла. В течение управляемого горения в цилиндре имеются избыток воздуха, высокая температура и пламя из очагов возгорания легко распространяется на всю камеру сгорания (КС). А во время основного горения коэффициент избытка воздуха уменьшается. Основное внимание в это время уделяется возможности подвода к несгоревшему топливу неизрасходованного кислорода. Чем интенсивней в этот период диффузия (отсюда название периода), тем меньше образование сажи. Заканчивается этот период за 15…25° после ВМТ. Следовательно, продолжительность этого периода (при оптимальном протекании первых двух периодов) зависит от параметров движения заряда в цилиндре, которые определяются скоростным режимом работы дизеля и его конструктивными особенностями (формой и размерами впускного тракта и КС).
Четвертая фаза (фаза догорания). Последним, до момента открытия выпускных клапанов, является период догорания топлива. Он характеризуется малым выделением тепла, вялым горением из-за уменьшения кислорода, ухудшает экономичность дизеля, поэтому его желательно сократить. Сгорание в этот период характеризуется постепенным замедлением скорости тепловыделения, поскольку скорость процесса догорания определяется скоростью диффузии и турбулентного смешения остатков топлива и продуктов неполного сгорания с воздухом. В целом, период догорания топлива характеризует техническое состояние дизеля и уровень его конструкции или исполнения.
Таким образом, для организации экономичной работы дизеля необходимо:
- начать подачу в соответствии со свойствами топлива и режимом работы дизеля;
- в период задержки воспламенения подавать в цилиндр минимальное количество топлива, достаточное только для его воспламенения на любых режимах работы;
- обеспечивать качественное перемешивание частиц топлива с воздухом;
- максимально сократить период догорания.
1.2.2 Процесс сгорания в двигателе с искровым зажиганием
Процесс сгорания в двигателе с воспламенением от искры делят на три периода (фазы):
- индукционный период;
- период быстрого горения;
- период догорания.
На рис. 2 показана индикаторная диаграмма искрового двигателя, работающего на номинальной частоте вращения, с номинальной подачей топлива, свойства которого соответствуют стандарту ГОСТ Р 51105-97.
Первая фаза (индукционный период). Промежуток времени от момента подачи искры между электродами свечи (т. А ) до момента отрыва линии нарастания давления на диаграмме расширения-сжатия (т. В ) составляет первый период процесса сгорания - индукционный период. В такте сжатия при повышении давления и температуры топливовоздушная гомогенная смесь подвергается предпламенному окислению. При окислении молекула кислорода присоединяется к углеводородному радикалу целиком, образуя перекисные соединения. Их количество растет по мере повышения давления и температуры. Реакции образования перекисей носят цепной характер, т.е. возникнув, они самопроизвольно развиваются и наряду с конечными продуктами создают новые активные центры, образующие новые перекиси и т.д. Индукционный период характеризуется тем, что небольшой очаг горения, возникающий в зоне высоких температур (до 10000…15000 К) между электродами свечи, постепенно превращается в развитый фронт турбулентного пламени. При этом ход реакций окисления ускоряется, что является следствием дальнейшего повышения давления и температуры в несгоревшей части заряда. Длительность индукционного периода зависит от величины напряжения между электродами свечи и длительности искрового разряда.

Рис 2. Индикаторная диаграмма искрового двигателя
Вторая фаза. Отрезок времени от точки В до момента достижения максимального давления в цилиндре (т. z ) называют периодом быстрого горения. В этот период горит большая часть заряда и давление и температура резко возрастает, что видно на рисунке, фронт пламени распространяется по большей части камеры сгорания, при этом резко ускоряется процесс окисления углеводородов в несгоревшей части заряда в наиболее удаленных частях камеры сгорания. Количество перекисных соединений увеличивается по гиперболической зависимости. В этих условиях скорость окисления может возрасти настолько, что процесс образования перекисей примет лавинный характер и концентрация их в несгоревшей части достигнет критических значений. Произойдет самовоспламенение части рабочей смеси в наиболее удаленной части камеры сгорания, до которой фронт пламени еще не дошел. Может возникнуть детонация (взрывное горение со скоростью распространения фронта пламени до 1000 м/с).
Основное влияние на длительность этого периода оказывает состав сгорающей смеси и интенсивность турбулизации (завихрения) заряда. Дело в том, что скорость пламени бывает нормальная (35…45 м/с) и турбулентная (до 100 м/с). Нормальная скорость пламени максимальна в обогащенных смесях при α = 0,85…0,9. Турбулизация заряда дополнительно увеличивает его скорость и сокращает время второго периода. Следует отметить, что значение максимального давления процесса сгорания pz max у искровых двигателей ниже, чем у двигателей с воспламенением от сжатия. Также существенно ниже жесткость (скорость нарастания давления по углу поворота коленчатого вала) процесса сгорания.
Третья фаза. Последним, до открытия выпускных клапанов, является период догорания топлива. Он характеризуется малым выделением тепла, вялым горением. Горение происходит, в основном, в пристеночных слоях. Увеличение периода догорания ухудшает экономичность работы искрового двигателя.
Для улучшения процесса сгорания искрового двигателя применяют:
- интенсификацию зажигания за счет транзисторных и микропроцессорных систем зажигания;
- турбулизацию (завихрение) смеси за счет установки патрубков с тангенциальным или спиральным направлением движения смеси;
- расслоение заряда, при котором около свечи концентрируется легко воспламеняющаяся и быстро горящая обогащенная смесь, за счет специальной формы впускного тракта и камере сгорания.
1.3 Дайте классификацию моторных масел по действующим в РФ стандартам, а также приведите их классификацию по SAE, API и ASEA. Укажите ассортимент моторных масел, выпускаемых в России
1.3.1 Классификации и системы обозначений моторных масел по ГОСТ 17479.1-85 российской системы обозначений моторных масел
Классификация моторных масел по вязкости
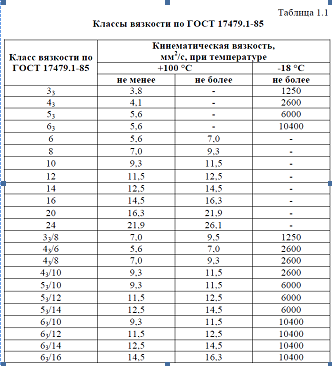
Вязкость - важнейшая характеристика моторного масла. Российский ГОСТ 17479.1-85 «Масла моторные. Классификация и обозначение» разделяет масла в зависимости от величины кинематической вязкости при различных температурах на следующие вязкостные классы:
- летние масла - 8, 10, 12, 14, 16, 20, 24;
- зимние масла - 33, 43, 53, 63, 6, 8;
- всесезонные масла - обозначаются дробным индексом (например, 53/12, 63/14 и т.д.). Масло класса 8 нередко используют как в летний, так и в
зимний период эксплуатации. Для всех сортов нормируются пределы кинематической вязкости при 100 °С, а для зимних и всесезонных сортов дополнительно нормируется величина кинематической вязкости при -18 °С (определяется до момента введения стандартов на нормирование динамической вязкости при отрицательных температурах). Классы вязкости в соответствии с ГОСТ 17479.1-85 представлены в табл. 1.1. Для всесезонных масел цифра в числителе характеризует зимний класс, а в знаменателе - летний; буква «з» указывает на то, что масло - загущенное, т.е. содержит загущающую (вязкостную) присадку. Так, всесезонное масло класса вязкости 5З/12 по кинематической вязкости при 100 °С соответствует летнему маслу класса 12, а при -18 °С - зимнему маслу класса 5З.
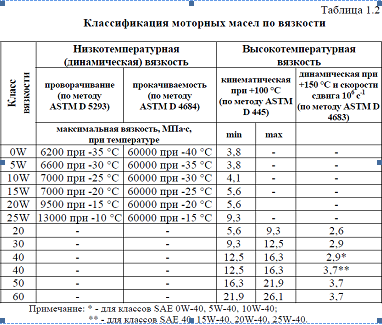
1.3.2 Международная классификация моторных масел по вязкости SAE J-300 DEC 99
В большинстве развитых стран мира общепринятой служит классификация моторных масел по вязкости, установленная SAE (Американским обществом автомобильных инженеров) в стандарте SAE J-300 DEC 99 и введенная в действие с августа 2001 г.
1.3.3 Международная классификация моторных масел по API
Наиболее известной международной классификацией моторных масел по областям применения и уровню эксплуатационных свойств является классификация API (Американского института нефти). В данной системе классификации моторные масла маркируются двухбуквенным индексом. Первая буква означает категорию: к категории «S» (Service) относятся масла для 4-тактных бензиновых двигателей, к категории «С» (Commercial) - масла, предназначенные для дизелей автомобильного транспорта, внедорожной строительной и сельскохозяйственной техники. Универсальными называют масла, которые могут применяться для смазывания бензиновых и дизельных двигателей. Второй буквой является показатель группы масла по уровню эксплуатационных свойств. Чем дальше от начала латинского алфавита расположена буква, тем выше уровень эксплуатационных свойств моторного масла. В настоящее время в категории «S» классификация API включает 10 классов масел в следующем порядке возрастания требований к их качеству (SA, SB, SC, SD, SE, SF, SG, SH, SJ, SL), а в категории «С» - 11 классов (СА, СВ, СС, CD, CD-2, CF, CF-1, CF-2, CF-4, CG-4 и СН-4). Цифры при обозначении классов CD-2, CF-4, CF-2 и CG-4 дают дополнительную информацию об использовании данного класса масел в 2-тактных или 4-тактных дизелях, соответственно. Для обозначения универсальных масел принята двойная маркировка, например SF/CC, SG/CD, CF-4/SH и т.п.
В настоящее время API выдает лицензии на выпуск масел только высших категорий качества (не ниже SH), предназначенных для бензиновых двигателей не позднее 1994 года выпуска. Для эксплуатации бензиновых двигателей, выпущенных после 1997 года, предназначены масла класса SJ. Наиболее совершенное масло категории SL на частично или полностью синтетической основе с высокоэффективным пакетом присадок надлежит эксплуатировать в самых совершенных бензиновых турбонаддувных, многоклапанных двигателях производства 2001 года позже, вынужденных работать в наиболее напряженных условиях. Для дизельных масел лицензии API выдаются на продукты категории качества не ниже CF. Высшей группой масел категории «С» является группа CI-4, предназначенная для эксплуатации высокооборотных 4-тактных дизелей, по токсичности выбросов удовлетворяющих нормам 2004 года. Данная категория масел предназначена к введению с октября 2002 года. Однако при поставке масел на экспорт и при их производстве в третьих странах могут вырабатываться масла и более низких классов по API.
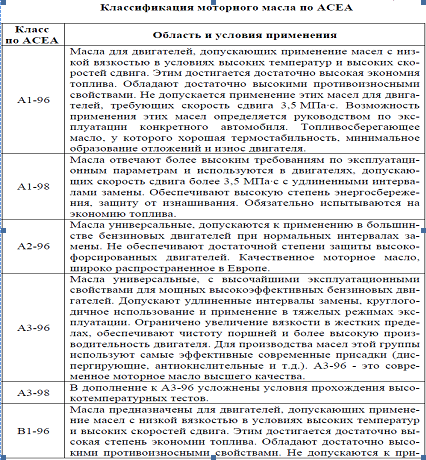
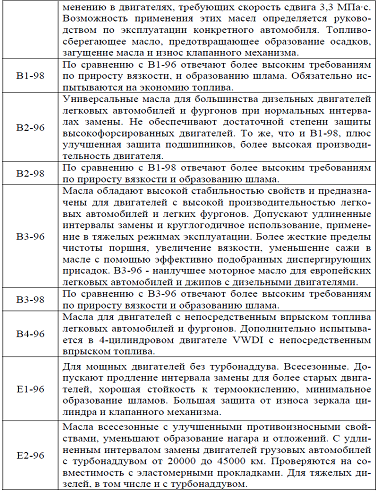
1.3.4 Международная классификация моторных масел по АСЕА
Европейская ассоциация автомобильных производителей (АСЕА), в которую входят ведущие гиганты автомобилестроения BMW, DAF, FordofEurope, GeneralMotorsEurope, MAN, Mercedes-Benz, Peugeot, Porsche, Renault, Rolls-Royce, Rover, Saab-Scania, Volkswagen, Volvo, FIAT и др., ввела с 1996 года новую классификацию моторных масел, которая базируется на европейских методах испытаний, а также использует некоторые общепризнанные американские моторные и физико-химические методы испытаний по API, SAE и ASTM. Данная классификация заменила существовавшую с середины 90-х годов классификацию ССМС (Комитет автопроизводителей стран общего рынка).
С 1 марта 1998 года требования к эксплуатационным свойствам моторных масел были ужесточены, что нашло отражение в новом европейском стандарте АСЕА-98. В 1998...1999 годах происходило уточнение и дополнение классификации АСЕА 98-99 путем исключения старых и введения новых классов, требования которых обязательны к выполнению с 1 сентября 2000 года. В 2002 году состоялся очередной пересмотр классификации моторных масел, оформленный в виде стандарта АСЕА 2002. Введение новых классов намечено с 1 февраля 2003 года (табл. 1.3). В отличие от американской классификации API, в которойдо сих пор не выделены в самостоятельный класс масла для дизелей легковых автомобилей, европейская АСЕА классифицирует моторные масла на три основные категории по назначению:
А - для бензиновых двигателей;
В - для дизельных двигателей легковых автомобилей;
Е - для дизельных двигателей грузовых автомобилей.

Ассортимент моторных масел для автомобильных двигателей, выпускаемых в России:
Ассортимент моторных масел для карбюраторных двигателей. В настоящее время нефтеперерабатывающая промышленность поставляет следующие масла для автомобильных карбюраторных двигателей: М-8А, М6Бг, М-8Г1, М6з/10Гх и М-12Г1 по ГОСТ 10541-78, а также М-8ГИ, М-10ГИ и М-12ГИ по ТУ 38-101-48-75.
Масло М-8А. Всесезонное, смесь дистиллятного и остаточного масла, в которую добавляются присадки ВНШИ НП-360 и АзНИИ-ЦИАТИМ-1.
Масло М-8Б1. Всесезонное, смесь дистиллятных и остаточных компонентов фенольной селективной очистки с присадками ИХП-101, КБ-3, ПМС-2ИИА и депрессатор АзНИИ.
Масло М-8В1. Всесезонное, является смесью дистиллятного базового масла требуемой вязкости с комплексом присадок, обеспечивающих срок замены после 10 тыс. км пробега автомобиля.
Масла М-8Г1 - зимнее, М-63/ЮГ1 -всесезонное, М-12Г} - зимнее. Готовят смешиванием дистиллятного и остаточного (не меньше 20%) высокоиндексных масел селективной очистки из сернистых нефтей и стабилизированного сочетания присадок ДФ-11, АСК, ПАСя (кальциевая) ВНИИ НП-360 и С-57, обеспечивающих маслу высокие эксплуатационные свойства.
Масло М-бА(АС-б). Дистиллятное с присадками ВНИИНП-360 и АзНИИ-ЦИАТИМ-1.
Масла М-8ГИ - зимнее, М-10ГИ - всесезонное, МГ-12ГИ - летнее. Получают так же, как и масла М-8Г1, М-63/ЮГ1 и М-12Г1 смешиванием дистиллятного и остаточного высокоиндексных масел селективной очистки из сернистых нефтей с добавлением импортных присадок.
Помимо вышепоименованных масел промышленность выпускает всесезонное северное масло АСЗп-10 по ТУ 38-101-267-72, представляющее собой маловязкие нефтяные фракции селективной очистки, загущенные вязкостной присадкой КП-20 и имеющие, кроме того, присадки СБ-3, ДФ-11, ПМАД, ПМС-200А.
Ассортимент моторных масел для дизельных двигателей. Масла для дизельных двигателей работают в условиях более высоких удельных нагрузок на детали узлов трения и тепловых режимах, чем в карбюраторных двигателях. В силу этого дизельные масла должны быть более вязкими и обладать более высокими противозадирными, противоокислительными, противокоррозионными и моющими свойствами, что достигается введением соответствующих присадок. Как правило, дизельные масла готовятся на базе смешивания дистиллятных и остаточных (авиационных) масел или являются остаточными маслами.
Нефтеперерабатывающая промышленность поставляет для автомобильных дизельных двигателей моторные масла следующих марок: М-8В2, М10В2> М-8Г2, М-10Г2, М8Г2К и М-10Г2к по ГОСТ 8581-78*. Масл а М-8В2 - зимнее, М-10В2 - летнее. Готовят на основе дистиллятного и остаточного компонентов из сернистых нефтей с композицией присадок ВНИИ НП-360, ПМС, АФК и ПМС-200А. Масла М-8Г2 - зимнее, М-ИГ2 - летнее. Готовят на базе масел селективной очистки из сернистых нефтей с композицией присадок ВНИИ НП-360, ПМС, ДФ-11, АзНШ-ЦИАТИМ-1 (или АФК) и ПМС-200А. Масла М-8Г2К - зимнее, М-10Г2К - летнее. Для двигателей автомобилей КамАЗ, на что указывает буква "к". Приготовлены на основе смешивания дистиллятного и остаточного компонентов селективной очистки с эффективной композицией присадок МАСК, ПМСя, ДФ-11. В масло М-8Г2к введена также вязкостная присадка ПМАД. Масло МТ-16 п. Остаточное сернокислотной и селективной очистки с присадками МНИ ИП-2к и ПМС-200А. Для понижения температуры застывания допускается добавление 1% АзНИИ-ЦИАТИМ-1. Масло предназначено для смазки транспортных дизельных двигателей типа В-2, Д-12 и других, а также зубчатых зацеплений агрегатов трансмиссий.
Универсальное масло. К универсальному маслу относится долгоработающее всесезонное масло М-бз/10В (ДВ АСЗ п-10) по ТУ 38-101-155-76, основные показатели которого приведены в табл. 9. Оно может применяться всесезонно как в карбюраторных, так и в дизельных двигателях без наддува и пригодно для пуска холодного двигателя при температуре от -20 до -70°С. В состав универсального (долгоработающего) масла введена композиция присадок: 9,5% полиизобутилена (КП-10), 1% полиметилкрилата; 3+0,5% ПМСя, 0,5% АСК, 2,2 ДФ-11, 1,5% СВ и 0,003% ПМС-2СЮА, общее количество которых может превышать 10%. Результаты испытаний универсального масла показали, что уровень его кинематической вязкости через 15 тыс. км пробега автомобиля при 100°С снижается примерно на 10%, сохраняется щелочность, кислотность возрастает до 2,5...3 мг КОН/г, загрязнение твердыми продуктами окисления и изнашивания (механические примеси) составляет 0,2...0,4%, а общее количество осадка в 5 раз меньше, чем в обычных маслах. Срок службы универсального масла составляет 15...20 тыс. км пробега.. Применение универсального масла в карбюраторных и дизельных двигателях, несмотря на его более высокую стоимость, позволяет получить экономию средств за счет сокращения времени на техническое обслуживание, уменьшения расхода масла и других факторов не менее чем на 25...30%.
Масла для обкатки - двигателей. Двигатели после их изготовления и ремонта подвергают обкатке с целью приработки трущихся поверхностей деталей. От качества проведенной обкатки зависит приработка поверхностей трения деталей, а следовательно надежность и долговечность работы двигателей в процессе эксплуатации. Исследованиями и практическим опытом установлено, что надлежащего качества обкатки получить не удается при применении стандартных масел, рекомендуемых заводами для соответствующих марок автомобильных двигателей. Поэтому промышленность выпускает специальное моторное масло для . обкатки двигателей марки ОМ-2, которое приготавливают на базе зимнего дизельного масла (ДС-8) с введением композиции присадок, состоящей из 3% дипоксида, 2% ЦИАТИМ-339 и 1% ПМС. Это масло обладает высокими приработочными, антизадирными, моющими и аитиокислительными свойствами.
1.4 Дайте классификацию трансмиссионных масел по действующим в РФ стандартам, а также приведите их классификацию по SAE и API. Укажите ассортимент трансмиссионных масел выпускаемых в России
Система классификации и обозначений трансмиссионных масел российского производства регламентирована ГОСТ 17479.2 «Масла трансмиссионные. Классификация и обозначение». Требования к значениям отдельных показателей для незагущенных трансмиссионных масел содержатся в ГОСТ 23652 «Масла трансмиссионные. Технические условия». Для загущенных масел они определены рядом технических условий предприятий и отраслевых стандартов.
Согласно ГОСТ 17479.2, обозначение трансмиссионного масла состоит из групп знаков, первая из которых «ТМ» определяет вид смазочного материала (трансмиссионное масло). Цифра, следующая за обозначением вида, характеризует группу эксплуатационных свойств (возможные направления использования масла). Последующая цифра указывает на принадлежность масла к определенному классу вязкости. Наряду с этим могут использоваться дополнительные знаки, характеризующие отличительные особенности нефтепродукта. Для этого применяются строчные буквы, например «рк» для рабоче-консервационных масел, «з» - для масел, содержащих вязкостную (загущающую) присадку.
Пример обозначения трансмиссионного масла:
ТМ-5-12 (рк), где ТМ - трансмиссионное масло, 5 – эксплуатационная группа (универсальное масло с противозадирными присадками высокой эффективности, в том числе для гипоидных передач), 12 - класс вязкости. Дополнительный знак «рк» свидетельствуют о том, что оно может использоваться в качестве рабоче-консервационного.
Для масел российского производства установлено 4 класса вязкости (табл. 2.1). Для каждого класса вязкости нормированы пределы кинематической вязкости при температуре 100 °С и, кроме того, для классов вязкости 9, 12 и 18 - значения отрицательных температур, при которых обеспечивается удовлетворительный режим смазывания деталей. В качестве такого критерия выбрано значение динамической вязкости, не превышающей 150 Па·с (150000 сП).
В зависимости от назначения и свойств (возможных областей применения) трансмиссионные масла разделены на 5 групп (табл. 2.2). Там же приведены основные сведения по составу масла каждой группы. Наибольшее распространение за рубежом получили классификация трансмиссионных масел SAE J306 (ред. июля 1998 г.) по вязкости (табл. 2.3), а также классификация трансмиссионных масел API (США) по уровню эксплуатационных свойств. Ориентировочное соответствие классов вязкости и групп эксплуатационных свойств, предусмотренных ГОСТ 17479.2, классификациями SAE J-306 и API:


Ассортимент трансмиссионных масел выпускаемых в России:
Трансмиссионные масла класса вязкости 9.
Моторно-трансмиссионное масло МТ-8п (ТУ 38.101277-85) - масло селективной очистки из восточных сернистых нефтей, содержит композицию противоизносных, антикоррозионных, антиокислительных и моющих присадок, депрессатор температуры застывания и антипенную добавку. Масло применяют как трансмиссионное в планетарных передачах гусеничных машин, а также в системе гидроуправления некоторых специальных машин.
Трансмиссионное Масло ТСзп-8 (ТУ 38.1011280-89) - маловязкое, низкозастывающее, загущенное стойкой против деструкции вязкостной присадкой, содержит также противозадирную, противоизносную, антиокислительную и антипенную присадки. Это трансмиссионное масло предназначено для смазывания агрегатов трансмиссий, имеющих планетарные редукторы коробок передач, и некоторых систем гидроуправления мобильных транспортных средств.
Трансмиссионное Масло ТСз-9гип (ТУ 38.1011238-89) - смесь высоковязкого и маловязкого низкозастывающего нефтяных масел, загущенная вязкостной полимерной присадкой, стойкой против деструкции. В состав этого трансмиссионного масла входят противозадирная, антиокислительная, антикоррозионная, депрессорная и антипенная присадки. Масло работоспособно в широком интервале температур от -50 до +120 °С в различных автомобильных трансмиссиях, включая и гипоидные передачи.
Трансмиссионное Масло ТСп-10 (ГОСТ 23652-79) вырабатывают из малосернистых нефтей, при этом используют высоковязкий остаточный деасфальтированный компонент и маловязкий дистиллятный компонент с низкой температурой застывания. Кроме противозадирной присадки, масло содержит депрессорную присадку. Это трансмиссионное масло применяют всесезонно в Северных районах и как зимнее в средних климатических зонах для смазывания прямозубых, спирально-конических и червячных передач, работающих при контактных напряжениях до 1500-2000 МПа и температурах масла в объеме до 100-110 °С.
Трансмиссионные масла класса вязкости 18
Эти вязкие трансмиссионные масла по объемам производства и потребления наиболее широко представлены в ассортименте трансмиссионных смазочных материалов. В основном, они представляют собой минеральные масла остаточного происхождения с композицией присадок.Область применения трансмиссионных масел класса вязкости 18 охватывает все грузовые и легковые автомобили, тракторы, дорожно-строительные машины и другие виды мобильной техники, а также некоторые виды тяжелых редукторов промышленного оборудования. Эти масла, в основном, объединены ГОСТ 23652-79.
Трансмиссионное Масло ТЭп-15 (ГОСТ 23652-79) вырабатывают на базе ароматизированных остаточных продуктов и дистиллятных масел. Функциональные свойства масла улучшены благодаря введению противоизносной и депрессорной присадок. Применяют в качестве всесезонного трансмиссионного масла для тракторов и других сельскохозяйственных машин в районах с умеренным климатом. Рабочий температурный диапазон масла -20...+100 °С.
Трансмиссионное Масло ТСп-15К (ГОСТ 23652-79) - трансмиссионное масло, единое для коробки передач и главной передачи (двухступенчатый редуктор с цилиндрическими и спирально-коническими зубчатыми колесами) автомобилей КАМАЗ и других грузовых автомобилей. Представляет собой остаточное масло с небольшой добавкой дистиллятного и композицией присадок, улучшающих противозадирные, противоизносные, низкотемпературные и антипенные свойства. Работоспособно длительно при температурах -20...+130 °С.
Трансмиссионное Масло ТАп-15В (ГОСТ 23652-79) - смесь высоковязкого ароматизированного продукта с дистиллятным маслом и композицией присадок, улучшающих противозадирные и низкотемпературные свойства. Применяют в трансмиссиях грузовых автомобилей и для смазывания прямозубых, спирально-конических и червячных передач, в которых контактные напряжения достигают 2000 МПа, а температура масла в объеме 130 °С. В средней климатической зоне используют всесезонно при температуре до -25 °С.
Трансмиссионное Масло ТСп-14гип (ГОСТ 23652-79) вырабатывают с композицией противозадирной, моющей и антипенной присадок. Предназначено для смазывания гипоидных передач грузовых автомобилей (в основном, семейства ГАЗ) и специальных машин в качестве всесезонного для умеренной климатической зоны. Диапазон рабочих температур масла -25...+130 °С.
Трансмиссионное Масло ТАД-17и ( ГОСТ 23652-79) - универсальное минеральное. Содержит многофункциональную серу-фосфорсодержащую, депрессорную и антипенную присадки. Работоспособно до -25 °С; верхний предел длительной работоспособности 130-140 °С. Предназначено для смазывания всех типов передач, в том числе гипоидных, автомобилей и другой мобильной техники.
Многие НПЗ и российские фирмы помимо масел, выпускаемых по ГОСТам и общеотраслевым техническим условиям, вырабатывают трансмиссионные масла под своей торговой маркой по собственным техническим условиям. Разработка ТУ предприятия-изготовителя связана с тем, что масло не по всем показателям отвечает требованиям ГОСТов на масла аналогичного назначения. Однако изготовление трансмиссионного масла по ТУ возможно лишь в том случае, если на него в установленном порядке оформлен допуск к производству и применению.
1.5 Дайте классификацию пластичных смазок по действующим в РФ стандартам, а также приведите их классификацию по SAE и API . Прведите ассортимент пластичных смазок выпускаемых в России
Смазки классифицируют по консистенции, составу и областям применения.
По консистенции смазки разделяют на полужидкие, пластичные и твердые. Пластичные и полужидкие смазки представляют собой коллоидные системы, состоящие из дисперсионной среды, дисперсной фазы, а также присадок и добавок. Твердые смазки и отвердения являются суспензиями, дисперсионной средой которых служит смола или другое связующее вещество и растворитель, а загустителем - дисульфид молибдена, графит, технический углерод и т.п. После отвердения (испарения растворителя) твердые смазки представляют собой золи, обладающие всеми свойствами твердых тел и характеризующиеся низким коэффициентом сухого трения.
По составу смазки разделяют на четыре группы.
1. Мыльные смазки , для получения которых в качестве загустителя применяют соли высших карбоновых кислот (мыла). В зависимости от катиона мыла их разделяют на литиевые, натриевые, калиевые, кальциевые, бариевые, алюминиевые, цинковые, свинцовые и др. В зависимости от аниона мыла смазки одного и того же катиона разделяют на обычные и комплексные. Комплексные смазки работоспособны в более широком интервале температур, чем обычные. Среди комплексных смазок наиболее распространены кальциевые, литиевые, бариевые, алюминиевые и натриевые. Кальциевые смазки, в свою очередь, разделяют на безводные, гидратированные и комплексные. В отдельную группу выделяют смазки на смешанных мылах, в которых в качестве загустителя используют смесь мыл (литиево-кальциевые, натриево-кальциевые и др. Первым указан катион мыла, доля которого в загустителе большая). Мыльные смазки в зависимости от применяемого для их получения жирового сырья называют условно синтетическими (анион мыла - радикал синтетических жирных кислот) или жировыми (анион мыла - радикал природных жирных кислот), например, синтетические или жировые соли.
2. Неорганические смазки , для получения которых в качестве загустителя используют термостабильные с хорошо развитой удельной поверхностью высокодисперсные неорганические вещества. К ним относят силикагелевые, бентонитовые, графитные, асбестовые и другие смазки.
3. Органические смазки , для получения которых используют термостабильные, высокодисперсные органические вещества. К ним относят полимерные, пигментные, полимочевинные, сажевые и другие смазки.
4. Углеводородные смазки , для получения которых в качестве загустителей используют высокоплавкие углеводороды (петролатум, церезин, парафин, озокерит, различные природные и синтетические воски). В зависимости от типа их дисперсионной среды различают смазки на нефтяных и синтетических маслах.
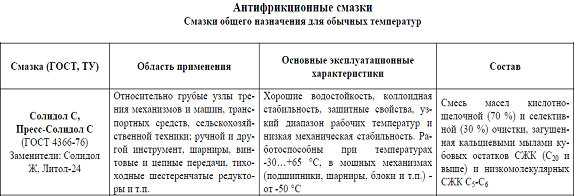
По области применения в соответствии с ГОСТ 23258-78 смазки разделяют на антифрикционные, консервационные, уплотнительные, канатные
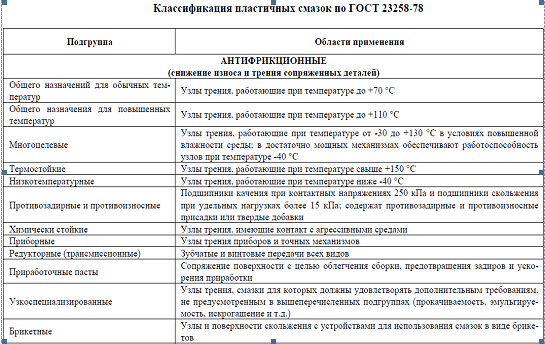
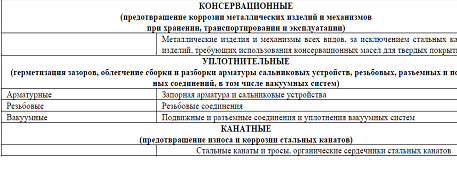
Небольшая часть ассортимента выпускаемых пластичных смазок в России:


1.6 Дайте классификацию, требования и ассортимент отечественных и зарубежных автомобильных красок и области их применения, технологии окраски автомобилей. Приведите ассортимент выпускаемых красок
1.6.1 Классификация обозначений лакокрасочных материалов
Лакокрасочные материалы делят на основные и вспомогательные (ГОСТ 9825-73). К основным относят грунты, шпатлевки, лаки и краски. К вспомогательным - жидкости для подготовки поверхности к окраске и для ухода за лакокрасочными покрытиями. Лакокрасочные материалы обозначаются пятью группами знаков. Первая группа знаков определяет вид лакокрасочного материала и обозначается полным словом, например, «грунтовка», «шпатлевка», «эмаль», «лак».
Вторая группа знаков определяет основную смолу, входящую в состав пленкообразующего вещества, и обозначается двумя буквами: ГФ - глифтали, ПФ - пентафтали, ФЛ - фенольные, МЛ - меламинные, ЭП - эпоксидные, ВЛ - поливинилацетатные, АС - сополимеры полиакриловых смол, НЦ - нитроцеллюлоза, МА - масла растительные и др.
Третья группа знаков определяет ту группу, к которой отнесен лакокрасочный материал по его преимущественному назначению: 0 - грунтовки и лаки полуфабрикатные, 00 - шпатлевки, 1- атмосферостойкий, 2 - стойкий внутри помещения, 5 - специальный (для кожи, резины и т.д.), 7 - стойкий к различным средам, 8 - термостойкий, 9 - электроизоляционный. Между второй и третьей группами знаков ставится тире.
Четвертая группа знаков определяет порядковый номер, присвоенный данному лакокрасочному материалу, и обозначается одной, двумя или тремя цифрами.
Пятая группа знаков относится в основном к эмалям и определяет их цвет. Обозначается полностью словами («белая», «голубая», а при наличии оттенков «голубая-1», «голубая-2» и т.д.).
Если цвету эмали присвоен номер, то в пятой группе знаков указывается сначала номер цвета, а затем пишется цвет полностью словами, при этом между четвертой и пятой группами знаков ставится тире. В соответствии с изложенным из обозначения «эмаль МЛ-12-38 голубая» вытекает, что у данной эмали основная пленкообразующая смола меламинная (МЛ); эмаль атмосферостойкая (1), ее порядковый номер второй (2), а цвет голубой (38). По обозначению «Лак ГФ-95» можно установить, что данный лак глифталевый (ГФ), электроизоляционный (9) и имеет пятый порядковый номер (5). Лакокрасочные покрытия классифицируют по материалу покрытия, внешнему виду поверхности покрытия (класс покрытия) и по условиям эксплуатации (группа покрытия) (ГОСТ 9.032-74). Материал покрытия обозначается в соответствии с указанными выше группами знаков. По внешнему виду поверхности лакокрасочные покрытия подразделяются на четыре класса. Первый класс характеризуется ровной однотонной поверхностью, без дефектов, видимых невооруженным глазом. По первому классу окрашивают кузова легковых автомобилей, и в этом случае лакокрасочное покрытие состоит из грунта, местной и общей шпатлевки и 3…6 слоев краски. Поверхность покрытия тщательно полируют.
Второй класс допускает на поверхности отдельные малозаметные дефекты: соринки, штрихи, след зачистки и т.п. По второму классу окрашивают кузова автобусов, кабины, оперение и капоты грузовых автомобилей, тракторов, строительных и дорожных машин. Покрытия второго класса обычно включают грунт, местную шпатлевку и 2…4 слоя краски.
Третий класс допускает неровности, связанные с состоянием окрашиваемой поверхности до ее окраски.
Четвертый класс допускает видимые дефекты, не влияющие на защитные свойства покрытия. По третьему и четвертому классу окрашивают рамы, оси, колеса, грузовые платформы, рабочие органы и другие части машин, нуждающиеся лишь в противокоррозионной защите. Покрытия третьего и четвертого класса обычно состоят из грунта и 1…2 слоев краски. В некоторых случаях покрытия четвертого класса состоят из одного слоя краски.
По условиям эксплуатации (устойчивости) лакокрасочные покрытия разделяются на восемь групп: устойчивые внутри помещения (П); атмосферостойкие (А), к которым относятся покрытия для автомобилей, тракторов, строительных и дорожных машин; химически стойкие (X, ХК, ХЩ); водостойкие в пресной(В) и морской воде (ВМ); термостойкие (Т); маслостойкие (М); бензостойкие (Б) и электроизоляционные (Э).
По степени блеска лакокрасочные покрытия подразделяются на глянцевые, полуглянцевые и матовые. Степень блеска характеризуется материалом покрытия.
1.6.2 Требования к лакокрасочным покрытиям
В соответствии с назначением лакокрасочные материалы и покрытия из них должны отвечать следующим основным требованиям:
- прочно удерживаться на поверхности;
- обладать необходимой механической прочностью, твердостью и эластичностью;
- обладать стойкостью против воздействия влаги, нефтепродуктов, отработавших газов и солнечных лучей;
- быть водо- и газонепроницаемыми;
- сохранять свои свойства при положительных температурах летом и отрицательных температурах зимой (обладать температурной стойкостью);
- быть нейтральными, не вызывать коррозии окрашенных поверхностей;
- быстро высыхать после нанесения на поверхность и не требовать для этого сложных сушильных устройств;
- обеспечивать необходимый цвет окрашиваемой поверхности при минимальных толщине и количестве наносимых слоев, т.е. обладать хорошей укрывистостью;
- поверхность лакокрасочного покрытия должна быть устойчивой к современным методам и средствам мойки и очистки;
- обладать устойчивостью к воздействию таких факторов как ультрафиолетовые лучи, выхлопные газы и другие агрессивные продукты;
- быть недорогостоящими, долговечными и позволять производить частичное или полное восстановление недорогими и доступными способами. Ни один из современных материалов полностью не отвечает указанным требованиям. По этой и ряду других причин в большинстве случаев покрытия делаются многослойными, в которых каждый из слоев или группа из них полностью отвечает только одному или нескольким требованиям. Для улучшения внешнего вида автомобиля в настоящее время все чаще используют лако-красочные покрытия с эффектами «металлика» и перламутра, сверкающие и блестящие покрытия, а также двухтоновые покрытия. Общее число и качество таких узкофункциональных слоев подбирается так, чтобы покрытие в целом отвечало в необходимой степени совокупности всех требований.
1.6.3 Ассортимент автомобильных красок и область применения
Лакокрасочные материалы служат для создания на окрашиваемой поверхности прочного слоя из лаков и красок, предотвращая образование коррозии на кузовах автомобилей (изготавливаемых чаще всего из листовой стали) и деталях кузова, подвергающихся сильному воздействию окружающей среды, таким, например, как погодные условия, дорожная грязь, вода, загрязненный воздух, механическое истирание и др., а также для декоративной отделки.
Окраска является одним из показателей, характеризующих легковой автомобиль. Она создает не только общее впечатление: качественная окраска и последующий систематический и тщательный уход за ней - это еще и надежная защита от коррозии, продление срока службы автомобиля.
В процессе эксплуатации автомобилей лакокрасочные покрытия теряют свои качества. Верхний слой покрытия тускнеет, теряет свой первоначальный цвет. Появляются царапины, трещины и другие дефекты, требующие восстановления покрытия. Для поддержания хорошего внешнего вида автомобиля необходим постоянный уход за лакокрасочным покрытием, а также частичная или полная его замена.
Ассортимент выпускаемых автомобильных красок очень широк и включает в себя тысячи наименований. Перечислим наиболее известных производителей:
1. Мобихел MOBIHEL Helios Словения.
2. Коломикс COLOMIX Helios Словения.
3. Duxone
4. Dynacoat
5. QUICKLINE Англия
6. SADOLIN Россия
7. MegaMix - синтал ( Ярославль )
8. Вика ( Ярославль )
9. AVE ( Ярославль )
10. QRS Китай
11. Mipa Германия
12. NOVOL Польша
13. BODY Греция
14. FITTER Германия
15. Solid Германия
16. Brulex Германия
17. Normex Германия
18. TROTON Польша
19. Carsystem
20. EN Греция
21. Sprint Италия
22. Westchem Германия
23. (Тинейсик, Кордон) Россия
24. REOFLEX Россия
25. Экопол Россия
Они производят эмали, нитроэмали, акриловые эмали, краски с призматическим эффектом, перламутровые краски, краски с эффектом металлик, специальные краски для аэрографов, краски хамелеон, термокраски и многое другое.
1.6.4 Технологии окраски автомобилей
Основными элементами строения многослойного лакокрасочного покрытия (рис.) являются: слой грунта, слой шпатлевки и несколько слоев краски. Эти слои наносят в определенной технологической последовательности. Лакокрасочные покрытия наносят только на предварительно подготовленные поверхности, с которых удалены пыль, грязь, ржавчина, окалина, остатки сварочных флюсов, пленки нефтепродуктов, жировые пятна, пришедшие в негодность старые покрытия и т.д.

Рис. Строение многослойного лакокрасочного покрытия: 1 - окрашиваемая поверхность; 2 -слой грунта; 3 - слой местной шпатлевки; 4 - слой общей шпатлевки; 5 - слой краски
На подготовленную поверхность наносится первый слой покрытия - грунт. Основное его назначение - обеспечить высокую адгезию между металлов и последующими слоями покрытия. Высушенный грунт имеет небольшую (порядка 15…30 мкм) толщину, поэтому вмятины, царапины и другие дефекты полностью сохраняются на загрунтованном изделии. Исходя из этого, от грунтов требуется:
- высокая прилипаемость (адгезия) к металлам, древесине и другим конструкционным материалам;
- способность удерживать на себе последующие слои покрытия за счет взаимопроникновения материалов;
- хорошие противокоррозионные свойства;
- по возможности быстрое высыхание.
Грунтование, заполнение и уплотнение окрашиваемой поверхности производится выпускаемым рядом грунтовок. Выбор определенного вида грунтовки зависит от обработки определенного вида поверхности. Выпускаются следующие грунтовки:
- грунтовка для чистого металла;
- грунтовка-порозаполнитель;
- грунтовка для защиты от ударов камней;
- грунтовка и порозаполнитель для пластмасс;
- средства, повышающие адгезию и др.



Шпатлевание-порозаполнение служит для выравнивания окрашиваемой поверхности заполнением имеющихся на ней углублений. Различают местный и общий шпатлевочные слои. Первый имеет целью выравнивание крупных дефектов, второй - получение гладкого покрытия по всей окрашиваемой площади. От шпатлевочных материалов требуется:
- хорошая прилипаемость к грунтам;
- достаточная механическая прочность, особенно ударо- и виброустойчивость;
- сравнительно хорошая высыхаемость;
- способность шлифоваться.
Обработанная шпатлевка, а при ее отсутствии загрунтованная поверхность, покрывается несколькими слоями краски, число и отделка которых зависят от требований, предъявляемых к внешнему виду покрытия, от условий его эксплуатации и т.д. При любом способе окраски каждый слой проходит этап сушки, а наружные слои можно дополнительно шлифовать, полировать.
От красок требуется:
- достаточная адгезия к грунтам и шпатлевкам;
- способность образовывать сплошную защитную пленку;
- высокая атмосферостойкость;
- устойчивость к воздействию технических жидкостей и других веществ, с которыми покрытие контактирует при эксплуатации машин;
- способность хорошо закрывать цвет нижележащих слоев покрытия;
- достаточная стойкость к механическим воздействиям: ударам, вибрации, изгибу и т.п.;
- способность полироваться.
Необходимо отметить, что технологические процессы нанесения лакокрасочных покрытий на заводе-изготовителе автомобилей и при ремонте автомобилей существенно отличаются друг от друга. В качестве примера на рис. и табл. представлены технологические схемы покрытия лакокрасочными материалами кузова в заводских условиях (примеры технологий и рисунки представлены из руководства по ремонту и окрашиванию автомобилей - Германия, ГМбх, 1994 г.). Технология окрашивания автомобилей при ремонте представлена в табл., рис.
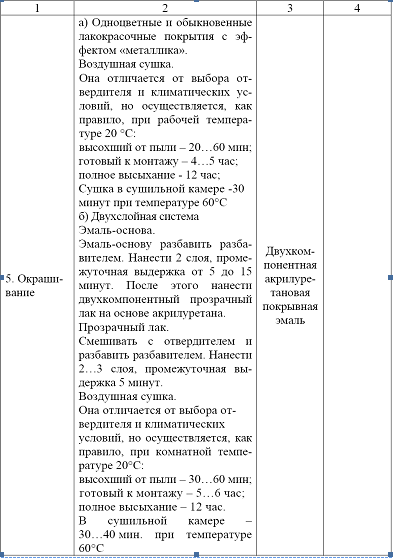
При общей высококачественной ремонтной системе рекомендуются следующие материалы:
- cостав для удаления силикона;
- двухкомпонентная грунтовка на основе уретана;
- двухкомпонентная полиэфирная грунтовка;
- двухкомпонентный грунт-порозаполнитель на основе уретана;
- двухкомпонентный грунт-порозаполнитель для нанесения толстым слоем;
- двухкомпонентная покрывная эмаль на основе акрилуретана;
- эмаль-основа в двухслойной системе;
- двухкомпонентный прозрачный лак на основе акрилуретана.
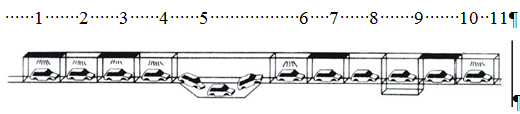
Рис. Пример технологии окраски кузова автомобиля в заводских условиях: 1 – обезжиривание; 2 – промывка; 3 – фосфатирование; 4 –промывка; 5 – электрофоретическая грунтовка; 6 – промывка; 7 – горячая сушка электрофоретической грунтовки; 8 – заполнение швов; 9 – нанесение защитного покрытия на днище автомобиля; 10 – нанесения порозаполнителя; 11 – горячая сушка порозаполнителя
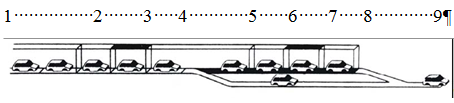
Рис. Лакокрасочные материалы, применяемые для ремонтного окрашивания: 1 – шлифовка; 2 – очистка; 3 – нанесение водоразбавляемой эмали-основы; 4 – промежуточная сушка эмали основы инфракрасная или теплым воздухом; 5 – контроль качества; 6 – нанесение прозрачного лака; 7 – горячая сушка прозрачного лака; 8 - контроль качества; 9 – к сборочному конвейеру
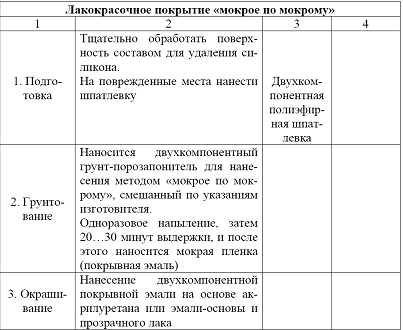
При применении лакокрасочной системы «мокрое по мокрому» рекомендуется использовать следующие материалы:
- состав для удаления силикона;
- двухкомпонентная полиэфирная шпатлевка;
- двухкомпонентный грунт-порозаполнитель;
- двухкомпонентная покрывная эмаль на основе акрилуретана;
- эмаль-основа в двухслойной системе;
- двухкомпонентный прозрачный лак на основе акрилуретана.
1.7 Опишите средства защиты от коррозии и моющие средства применяемые для мойки автомобилей; средства для ухода за лакокрасочными покрытиями. Дайте эксплуатационные требования к ним и характеристики, области и технологии их применения. Ассортимент
К факторам разрушения лакокрасочных покрытий относятся: воздействие тепла, света, кислорода воздуха, влаги и других химических агентов. В атмосферных условиях покрытие испытывает комплексное воздействие многих факторов. Покрытия также портятся от вибрации, ударов и других механических повреждений.
Существует несколько видов защиты кузова автомобиля:
- пассивная, состоящая в изоляции поверхности от атмосферного воздействия;
- активная, при которой защитное средство образует на поверхности металла устойчивый слой против коррозии;
- преобразующая, состоящая в переводе уже окислившегося металла в пленку, устойчивую против воздействия кислорода, влаги и растворимых солей.
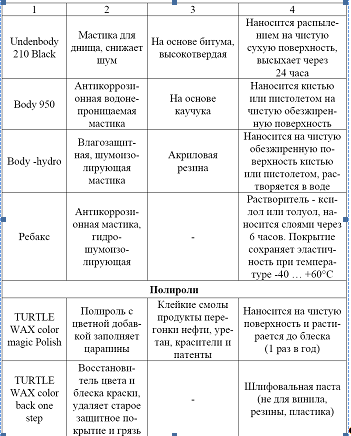
К пассивным средствам защиты относятся мастики для защиты днища кузова. От краски мастика отличается тем, что она готовится на битумной, каучуковой, смоляной основе, в ее состав могут входить графит, волокнистые вещества, масла. Мастику наносят на очищенную сухую поверхность густым слоем. Это обеспечивает устойчивость покрытия к механическим воздействиям летящих из-под колес песка и гравия; снижение шума вследствие амортизирующего воздействия. Мастика защищает только открытые поверхности днища, в щели она не попадает.
Пассивная защита бесполезна, если предварительно поверхность не была очищена от грязи и воды, в этом случае возникает электрохимическая коррозия. Из активных препаратов защиты от коррозии следует назвать «Мовиль», который разработан на основе американского препарата «Tectile 309AW» фирмы «Valvoline». «Мовиль» не только физически изолирует поверхность металла от воздуха и влаги, но благодаря содержащемуся в нем ингибитору коррозии ведет активную борьбу с начавшимся ржавлением. Более того, он обладает большим поверхностным натяжением, благодаря чему попадает в узкие щели и даже способен вытеснять воду с поверхности.
Образцы препаратов для защиты кузова от коррозии (днища и внутренние полости) представлены в таблице. Составы, преобразующие ржавчину в грунт, готовят на основе ортофосфорной кислоты. Эти препараты представляют собой эффективное средство борьбы с уже начавшейся коррозией. Поверхность, покрытую ржавчиной, обработанную таким препаратом, можно окрашивать без дополнительной обработки.
Одно из прогрессивных направлений развития автомобильной химии является так называемая автокосметика. К препаратам автокосметики относят: полироли, автошампуни, средства для удаления различных пятен, для очистки стекол и покрытий и др. С каждым годом растет количество и качество разнообразных препаратов автокосметики. Покрытие, потерявшее свой первоначальный вид, для восстановления блеска рекомендуется периодически полировать. Этот процесс способствует очищению поверхности, удалению мельчайших невидимых глазом трещин, придает покрытию ровный и блестящий вид. Все это предохраняет его от дальнейшего разрушения.
Для полирования лакокрасочных покрытий применяют: полировочную воду (суспензия мягких абразивов со связующими материалами); восковые полировочные пасты (например, смесь воска, парафина, керосина или скипидара, уайт-спирита); жидкие полировочные составы (например, смесь белой сажи – окиси алюминия и восокосодержащей эмульсии); полировочные пасты (смесь тонких абразивов, масел, хозяйственного мыла и растворителя).
Для удаления глубоких трещин покрытие вначале обрабатывают шлифовочной пастой, состоящей из твердого абразива (например, алундового порошка), парафина и масла (например, вазелинового), а затем уже полируют. Дефекты покрытий из мела-миноалкидных эмалей устраняют шлифовочной пастой, представляющей собой суспензию глинозема в смеси масел, растворителей и воды. Шлифовочная паста позволяет снять слой покрытий, имеющих трещины, толщиной 15…20 мкм.
Автополироли образуют на поверхности лакокрасочного покрытия прочную, блестящую, защитную пленку. Они различаются в основном стойкостью и способом нанесения на поверхность. Автополироли в аэрозольной упаковке легче наносить и растирать, чем обычные, расходуются они более экономно, но ими надо обрабатывать автомобили в 4…5 раз чаще. Они сохраняются на поверхности кузова 2…3 недели или до первой его мойки с шампунем. Консервирующий полироль сохраняет защитную пленку в течение 2…12 месяцев.


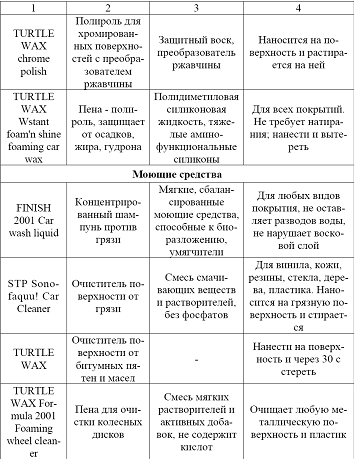
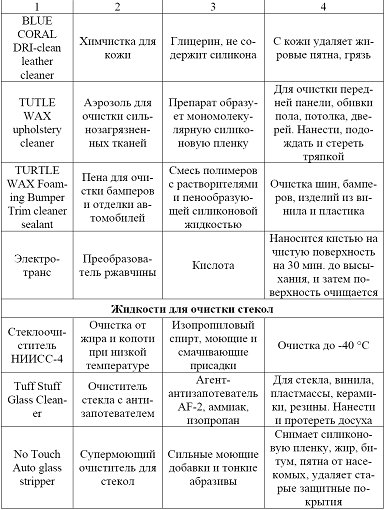
К автокосметическим средствам относятся также автошампуни. Автошампуни состоят из концентрированного раствора или гранул из смеси растворяющих и моющих веществ, подверженных биоразложению (экологически более чистые). В настоящее время выпускаются препараты, в которых соединены свойства шампуня и полироля. Так как в автомобиле находится большое количество декоративно-отделочных материалов, то для ухода за ними выпускаются разнообразные чистящие средства.
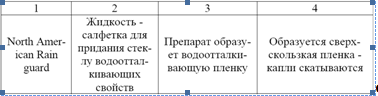
Выпускаются средства для очистки и мойки лобового стекла и оптики автомобиля. Препараты для стекол автомобиля делятся на жидкости, используемые в бачке смывателя (низкозамерзающие) и используемые в качестве защитных (водоотталкивающих) покрытий. Для предотвращения запотевания и обледенения стекол автомобиля выпускают препараты в аэрозольной упаковке и в виде салфеток.
В табл. представлены некоторые препараты автокосметики, выпускаемой отечественными и зарубежными фирмами. Уход и бережное отношение к автомобилю могут значительно продлить его жизнь.
1.8 Опишите термопластичные и термореактивные пластмассы, клеи и герметики, технологии их использования, основные свойства и особенности применения, а также зарубежные клеи и герметики. Укажите ассортимент пластмасс, клеев и герметиков, выпускаемых в России
1.8.1 Термопластические пластмассы
Термопластические полимерные соединения при нагревании приобретают пластичность, при охлаждении возвращаются в твердое состояние, повторно и неоднократно плавятся без изменения свойств материала. К ним относятся все пластмассы класса«А» и частично класса «Б» (полистирол, полиэтилен, винилпласт и др.).
Термопластические пластмассы (термопласты) получают полимеризацией низкомолекулярных органических веществ. Термопласты выпускаются с наполнителем и без наполнителя.
Для улучшения антифрикционных свойств, повышения теплопроводности, износоустойчивости в полиамиды и фторопласты вводят наполнители: графит, молотый кокс, свинец, бронзу, дисульфид молибдена, стекловолокно и др.
Ненаполненные товарные термопласты бывают пластифицированные и непластифицированные. Различные синтетические органические и неорганические вещества применяются как стабилизаторы и противостарители. Причем каждый полимер стабилизируется определенными веществами. Большинство термопластов обладает высокой ударной вязкостью, водостойкостью и хорошими диэлектрическими свойствами и в то же время низкой теплостойкостью и значительной хладотекучестью. Поэтому многие из термопластичных пластмасс могут быть использованы при температуре не выше 60…80°С. Для некоторых из этих пластмасс она может доходить до 150…160 и даже 250°С (например, для фторопласта). Термопластичные пластмассы (особенно фторопласты) подвержены значительному изменению линейных размеров и объема с изменением температуры.
Среди пластмасс на основе термопластичных смол наиболее широкое применение в автомобилестроении получили: полиамиды, акрилопласты (полиметилметакрилат), поливинилхлорид (винилпласты), фторопласты, полиэтилен, полистирол, этролы (термопластические эфиры целлюлозы).
Из полиамидов, и в том числе капрона (поликапролактам), может изготовляться большое количество разнообразных автомобильных деталей: втулки (педалей, дверных петель, рессор и др.), подшипники (дверей автобусов, педалей сцепления и др.), вкладыши, корпуса сальников, шестерни (привода спидометра и др.), манжеты, стеклодержатели, патроны ламп, выключатели, корпуса и крышки карбюратора и др.
Из полиэтилена ВД изготовляют крышки, кнопки, осветительные плафоны, трубки, прокладки и другие детали, а также пленку, на основе которой получают драпировочные и обивочные ткани для сидений и спинок.
Поливинилхлорид (винилпласт) применяют для изготовления банок аккумуляторных батарей, прокладок, уплотнителей, внутренней обшивки кузова. Пластифицированный поливинилхлорид используется для получения обивочных материалов путем нанесения пленки на хлопчатобумажную ткань, изготовления трубок масло- и топливопроводов и других деталей.
Фторопласты используют для деталей, работающих в химических средах и при повышенной температуре.
Из акрилопластов изготовляют пылезащитные линзы, внутренние плафоны, стекла габаритных фонарей, оконные стекла и другие детали.
Из этола методом литья под давлением изготовляют: щиток панели для приборов, облицовку рулевого колеса и другие профильные детали.
1.8.2 Термореактивные пластмассы
Термореактивные пластмассы (реактопласты) при повторном нагревании вследствие протекания необратимых химических реакций превращаются в твердые труднорастворимые и неразмягчающиеся (неплавкие) вещества. Поэтому формирование деталей из термореактивных пластмасс должно опережать процесс образования самой пластмассы, так как в противном случае оно будет затруднено или невозможно. Термореактивные пластмассы получают поликонденсацией низкотемпературных веществ при повышенной температуре, сопровождающейся отщеплением побочных продуктов (воды, спирта и др.).
Термореактивная смола переходит в термостабильное состояние при температуре 160…200 °С. Из числа термореактивных смол наиболее u1095 часто применяют в качестве связующих фенольно-формальдегидные, полиэфирные, эпоксидные, кремний-органические (полисилоксановые), меламино-формальдегидные и др.
В отверждением состоянии большинство термореактивных смол, по сравнению с термопластичными меньше изменяют физические и механические свойства при нагреве, обладают малой хладотекучестью, т.е. ползучестью под влиянием постоянно действующей нагрузки.
К термореактивным пластмассам относят фенопласты, аминопласты, пресс-композиции на основе кремнийорганических и полиэфирных смол.
Фенопласты - давно известный и широко распространенный вид пластических масс. В чистом виде фенолоальдегидные пластики (литой резит) используют очень редко из-за повышенной хрупкости; их усиливают наполнителями, а также модифицируют совмещением с синтетическим каучуком и некоторыми термопластами. Классифицируют фенопласты по наполнителю. При изготовлении автомобильных деталей из фенопластов наиболее часто применяют так называемые слоистые пластики: асботекстолит, текстолит, карболит.
Накладки дисков сцепления и тормозов могут быть изготовлены из асботекстолита с добавкой каолина.
Из специального текстолита изготовляют шестерни распределительного вала двигателей, опорные шайбы крыльчатки водяных насосов двигателей, опорные шайбы распределительных валов и другие детали.
Из карболита изготовляют крышку и ротор прерывателяраспределителя, изоляторы катушки зажигания и другие детали. В автомобилестроении из стеклопластиков изготовляют кузова и другие крупногабаритные и высоконагруженные детали.
На основе термопластичных и термореактивных смол изготовляют пенопласты и поропласты, обладающие высокой эластичностью. Пенопласты, например, пенополиуретан ПУ-101, используются для изготовления автомобильных подушек и спинок. Пластические массы используют при ремонте автомобилей.
Для выравнивания поверхности кузовов применяют пластмассы в виде паст и порошков.
Эпоксидные пасты применяют для выравнивания поверхности кузовов. Они обладают высокой адгезией к металлам, значительной механической прочностью, эластичностью, малой усадкой, химической стойкостью к нефтепродуктам, воде, растворам солей, щелочам, кислотам, некоторым растворителям.
Эпоксидные смолы используют также как конструкционный, электроизоляционный материал и как связующее при изготовлении стеклопластиков и пресс-композиций. Они применяются в качестве клеев холодного и горячего отверждения, а также используются для противокоррозионных и водостойких покрытий, обладающих хорошей атмосферо- и светостойкостью, взамен сварки при ремонте кузовов, трещин на рубашке охлаждения и в клапанной коробке блока цилиндров, пробоин (до 25 мм) стенок рубашки охлаждения блока цилиндров, трещин головки цилиндров, обломов в головке цилиндров в месте крепления датчика и указателя температуры воды, пробоин до 70 мм в поддоне картера двигателя и др. Отремонтированные детали надежно работают при температуре, не превышающей 100...120 °С.
Пластмассовые порошки (ПФН-12 и ТПФ-37) применяются для выравнивания поверхности кузовов и кабин путем газопламенного напыления при температуре 210…220 °С. Покрытия из порошков ПФН-12 и ТПФ-37 стойки к действию органических кислот, масел, имеют высокий предел прочности на разрыв.
Полиамидные (капроновые) порошки используют для получения антифрикционных слоев подшипников скольжения. Капрон, особенно в сочетании с закаленной сталью, обладает исключительной износостойкостью и практически исключает износ сопряженной детали, он имеет незначительный коэффициент трения и поэтому частично допускает работу без смазки. Капроновое покрытие защищает металл от коррозии и действия щелочей, слабых кислот, бензина, ацетона. Обладает низкой температурной стойкостью (температура в узле трения с капроном должна быть от -30° до +80°С). Более жестко ограничиваются и удельное давление, и скорость скольжения.
Полиамидную массу - капрон - используют при ремонте автомобилей для изготовления методом литья под давлением декоративных и конструкционных деталей. Номенклатура изготовляемых деталей широка, назовем втулки рессор, крестовин карданного шарнира и шкворня поворотной цапфы; шестерню привода спидометра; масленки подшипника выключения сцепления; сливные краники; кнопки сигнала; рукоятки рычага переключения передач и др.
1.8.3 Клеи и герметики
Клеями называют жидкие или пастообразные многокомпонентные системы, основой (связующим) которых являются высокомолекулярные вещества, обладающие высокой адгезией к твердым поверхностям.
Клеевые и клеесварные соединения деталей, как известно, давно уже стали важной составной частью технологии изготовления автомобильной техники и ее ремонта. В частности, используют для приклеивания ветровых стекол, некоторых панелей и т.п.
Клеевые соединения не только весьма технологичны, но и обеспечивают высокие потребительские качества автомобильной техники.
Клеевые соединения не лишены и недостатков. Многие из них имеют низкую теплостойкость, а некоторые u1089 со временем ухудшают свойства вследствие старения клеевой прослойки.
Процесс склеивания сводится в общем виде к следующим операциям: подготовке склеиваемых поверхностей, нанесению на них клея, спрессовыванию и отверждению клеевого слоя.
Основным показателем качества клея является механическая прочность клеевого шва. Клеевой шов испытывают на разрыв и скалывание и определяют удельную нагрузку, при которой шов разрушается. Прочность клеевого соединения зависит от сил адгезии и когезии. Кроме того, клей в жидком состоянии должен хорошо растекаться и смачивать склеиваемые поверхности, а при отверждении давать минимальную усадку. Прочность отвержденного клея должна быть по возможности не менее прочности материала склеиваемых поверхностей и не уменьшаться с течением времени и при изменении температуры. Клеевой слой не должен оказывать коррозионного воздействия на склеиваемые поверхности, взаимодействовать с продуктами, с которыми склеиваемое изделие соприкасается при эксплуатации, и разрушаться под их действием.
По назначению клеи подразделяют на универсальные и специальные. Универсальные клеи предназначены для склеивания разнородных твердых и эластических материалов в различных сочетаниях: металл-металл, металл-дерево, металл-резина, пластмасса-стекло и т.п. Специальные клеи служат для склеивания определенных материалов.
Классификационным признаком клеев является вид связующего, в соответствии с чем различают клеи карбинольные, фенольные, эпоксидные, полиамидные. Кроме того, каждый тип клея, в свою очередь, подразделяется на ряд марок. В связи с этим современный ассортимент синтетических клеев чрезвычайно обширен.
Основным видом универсальных клеев являются синтетические клеи, используемые во всех отраслях техники. При помощи синтетических клеев можно создать высокопрочные, эластичные, водо-, масло- и топливостойкие соединения, выдерживающие вибрацию и динамические нагрузки. Синтетический клей в наиболее общем виде представляет собой композицию, в которую входят: связующее (или их сочетание), растворитель, наполнитель, отвердитель и ускоритель отверждения.
В качестве связующего используются термопластичные и термореактивные полимеры (смолы). Из термопластичных наибольшее распространение получили производные акриловой и метакриловой кислот, поливинилацетата, полиизобутилена, каучука и резины, а из термореактивных - фенолоформальдегидные, эпоксидные и кремнийорганические соединения. Клеи на базе термопластичных полимеров образуют обратимую пленку, размягчающуюся при нагревании. Для придания определенной вязкости в клей вводят ацетон, спирт, смеси бензина с этилацетатом, бутилацетат с ацетоном или бензином, а также другие растворители в зависимости от марки клея.
Для уменьшения усадки клея при отверждении и предотвращения появления трещин и разрушения клеевой пленки в клей добавляют порошкообразные наполнители (металлы, стекло, фарфор, цемент, камень и др.).
Отвердитель и ускоритель отверждения добавляют к клеям, содержащим термореактивные полимеры, для протекания процессов, связанных с образованием клеевой пленки.
Широкое применение получили клеи на основе эпоксидных смол. Эти клеи отверждаются как при обычных, так и при повышенных температурах, обладают хорошими физико-механическими характеристиками и высокой адгезией к металлам и многим неметаллическим материалам. Для них характерна орошая водо-, масло-, бензостойкость. При ремонте используют леи ЭПО (ТУ 38-10972-82), ЭДП (ТУ 6-15-1070-82), эпоксидную патлевку (ТУ 6-15-662-85) и др.
При производстве автомобилей применяют эпоксидный лей горячего отверждения УП-5-207 (ТУ 6-05-241-221-83). Клей бладает очень хорошим свойством склеивать замасленные поверхности. Он применяется для соединения внутренней и наружной панелей двери и проклейки зафланцовок капота и багажника.
Неотвержденный клей не вымывается моющими растворами при одготовке кузова под окраску. Отверждение клея происходит в красочных камерах. Кроме того, широко применяют клеи бутвароформальдегидный (БФ) и карбонильный.
Широкое применение нашли клеи БФ-2, БФ-4 и БФ-6 (бутварофенолоальдегидные) - спиртовые растворы термореактивно оформальдегидной смолы, модифицированной (для повышения эластичности швов) бутваром. Первые два служат для соединения твердых материалов, а третий (БФ-6) - для склеивания каней между собой и для прикрепления их к металлам, пластмассам и т.д. Все клеи серии БФ поставляются потребителям в отовом виде. Клеевое соединение из них сушат при температуре 0…100°С в течение 1…3 ч.
При ремонте автомобилей клей нашел применение для соединения фрикционных накладок с тормозными колодками и непригоден для склеивания эластичных и гибких материалов, таких ак резины, ткани и т.д.
Клей применяется также при ремонте пластмассовых деталей. Детали из термореактивных пластмасс склеиваются смоляными клеями (ВИАМ-Б-3, БФ-2, БФ-4, К-17 и др.) на основе фенолоформальдегидных, эпоксидных и других смол. Для склеивания органического стекла применяется дихлорэтан или клей, редставляющий собой раствор опилок органического стекла в уравьиной кислоте или в дихлорэтане.
Необходимо отметить, что несмотря на хорошо известные дстоинства клеевых соединений, широкого применения в автомобилестроении они не получили, особенно при изготовлении узовов автомобилей. Основная причина - длительность процесса тверждения клеевых швов, который не укладывается в ритм онвейерной сборки. Автомобили с конвейера сходят через минуты, а большинство самых совершенных клеев твердеют в течение нескольких часов, а некоторые - в течение суток. Однако положение уже начало меняться: появились клеи нового околения, способные полимеризоваться за 3…30 с. В настоящее время клеи ультрафиолетового отверждения применяют чаще всего для крепления автомобильного остекления (силикатное стекло прозрачно в диапазоне 365…420 нм) и прозрачных в диапазоне 420 нм пластмассовых изделий. Используемые при этом клеи - акриловые.
Кроме акриловых клеев и герметиков со вспомогательными системами полимеризации все шире применяются такие же анаэробные материалы (твердеющие при отсутствии контакта с кислородом воздуха). Их применяют для фиксации, стопорения и герметизации резьбовых и нерезьбовых соединений.
Для автомобилестроения, как уже отмечалось, очень важной является освоение клеевой технологии. Не случайно ею, в частности, клеями (и вообще адгезивами) с ультрафиолетовым отверждением, занимаются очень многие фирмы.
Наиболее известная из них - австрийская «Локтайт». Она выпускает более сотни марок клеев и герметиков различной химической природы, назначения (сборка двигателя, трансмиссии, подвески, рулевого управления, тормозов и кузовов легковых автомобилей) и систем полимеризации. В качестве примера некоторые клеи фирмы «Локтайт» представлены в табл.
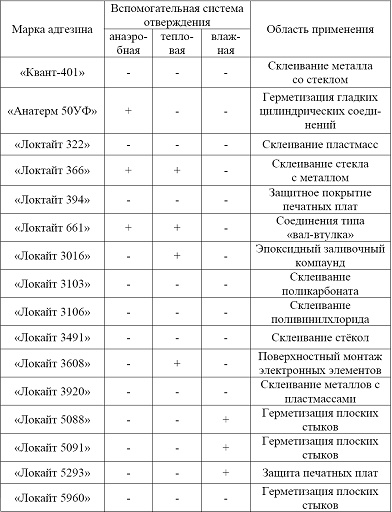
Клеи «Локтайт» обладают рядом уникальных свойств. Вчастности, они обеспечивают клеевому шву 99 %-ю оптическую прозрачность и регулируемое (1,4…1,55) значение показателя преломления, что позволяет использовать их для склеивания прозрачных материалов и получать невидимый клеевой шов. Некоторые (например, анаэробный «Локтайт 661») могут работать в интервале рабочих температур от -55 до +230°С, с пределом прочности при сдвиге 35 МПа (350 кгс/см2), при отрыве 37…42 МПа (370…420 кгс/см2), временем схватывания 3 с. Поэтому данный клей применяют при установке подшипников в корпуса и на валы, для фиксации роторов, шестерен, звездочек и шкивов на валах, для крепления втулок, гильз, стаканов в корпуса, герметизации заглушек на блоках двигателей и корпусах редукторов. Применение такого клея позволяет упростить конструкцию (за счет ликвидации шпоночных канавок и штифтов) и, благодаря мгновенному его частичному отверждению, во много раз ускорить процесс сборки узлов и агрегатов. Кроме того, при монтаже подшипников слой адгезива, например, компенсирует неточности центрирования деталей узла. Валы же и подшипники, смонтированные без нарушения центрирования, но с натягом, служат дольше, их можно многократно использовать после демонтажа и очистки.
Для полимеризации клеев фирмы «Локтайт» (для их полимеризации) можно использовать лампы ультрафиолетового излучения типа ДРТ-400 и специально разработанную установку, которая обеспечивает не только регулирование интенсивности излучения ламп, но и защиту оператора от ультрафиолета.
Необходимо отметить, что производственники часто ориентируются на зарубежные клеевые материалы, в то время как есть отечественные, которые по своим показателям нередко превосходят их и обходятся значительно дешевле. Так, одно из основных предприятий - ОАО «Снежинка» (бывший НИТХИБ) - производит множество клеев различного назначения. Некоторые из них представлены ниже.
Клей 88КР (ТУ 201-951-10-96). Это модификация в серии хлоропреновых клеев, отличающаяся от своих предшественников (88НП, 88СА) повышенными прочностью, термостойкостью, скоростью схватывания, водостойкостью и стабильностью параметров при длительной эксплуатации клеевых швов. Основа клея- полихлоропрен. Растворяется он в таких малотоксичных растворителях как бензин, этилацетат, гексан. Применяется для склеивания резины, резины и металлов (алюминиевых сплавов и сплавов на основе железа), металлов между собой, синтетических пленок, полиуретана, поливинилхлорида, кожезаменителей, кожи, АБС-пластиков, слоистых пластиков, ДСП, дерева, обивочных тканей и т.д. То есть он универсален. Он вибростоек, полностью сохраняет свою работоспособность в диапазоне температур от -30 до +90 °С. Технология его применения простейшая: швы выполняют при комнатной температуре и небольшом контактном давлении. Наиболее рациональная область применения данного клея - соединение и ремонт деталей внутренней отделки кабин грузовых автомобилей, салонов легковых автомобилей и автобусов.
Клей «УР-Моно» (ТУ 201-951-1-96) - универсальный полиуретановый клей, предназначенный для соединения кожи, резины, полиуретана, ПВХ, жестких пластиков типа АБС, металлов, ДСП. Он бесцветный, прозрачный, одноупаковочный, водо-, вибро-, морозо- и термостойкий, малотоксичный. Прочность при расслаивании ПВХ-кожи превышает 50 Н/см (5 кгс/см). Работает без введения изоцианитных отвердителей, что значительно упрощает технологию его применения.
Клей 75М (ТУ 201-28-72-96). Изготовляется на основе термо-эластопластов (срок хранения - один-полтора года). Наряду с такими подложками как кожа, резина, полиуретан, дерево и металл, способен склеивать полиэтилен (жесткий и пленочный), полиамид, ТЭП и другие полимерные материалы без предварительной химической обработки. Прочностные характеристики шва в 1,5…2 раза превышают нормативные показатели. Например, прочность при расслаивании соединений типа ТЭП-кожа, кожа-уретан превышает 50 Н/см2 (5 кгс/см2). Способен к быстрому (10…15 мин.) склеиванию, водо- и теплостоек, малотоксичен.
Используется при отделочных и ремонтных работах. В последнее время его начали применять в качестве клеящей основы при нанесении так называемого флока на текстиль, пластики, металл, что позволяет быстро получать бархатистую поверхность на этих материалах.
Клей «Ропид-5» (ТУ 201-196-90). Предназначен для склеивания изделий из кожи, мягких подложек из текстильных материалов, резины, пласткожи. Состоит из импортного мерканторегулируемого хлоропренового каучука «Скайпрен», реакционноспособных смол и оксидов металлов. Представляет собой вязкую (60-200 с по ВЗ-246) жидкость бело-желтого цвета.
Клей «Крол» (ТУ 201-28-78-83) - модифицированный полистирольный клей для производства и ремонта изделий из ударопрочного и блочного полистирола. Обеспечивает быстрое, в течение 15…20 мин., склеивание этих материалов при комнатной температуре и контактном давлении, большую долговечность швов. Гарантирует отсутствие микротрещин, которые, как известно, неизбежны при склеивании полистирола активными растворителями. Вибро- и водостоек, прочен (адгезионная прочность к полистирольным подложкам до 14,8 МПа, или 148 кгс/см2), малотоксичен. Рекомендуется применять при креплении и ремонте деталей из полистирола (корпусов магнитол, приемников, деталей панели приборов и др.), а также внутренних (облицовочных) деталей кузовов-рефрижераторов.
Клеящий карандаш ЭРК-1 (ТУ 201-28-18-96) представляет собой сложную эпоксидную клеящую композицию, оформленную в виде твердого прутка, предназначенную для экспресс-ремонта (заделки) микротрещин и вырывов металла на трубопроводах и корпусах из различных металлов и сплавов (алюминия, меди, стали, чугуна). Масло-, бензо-, вибро- и термостоек.
Клеи для резины . Клеи для приклеивания резины подразделяют на клеи для приклеивания с вулканизацией и для приклеивания «на холоду». Промышленность производит клеи резиновые (для соединения резиновых деталей друг с другом) и специальные (для приклеивания резины к металлам, стеклу, пластмассам и другим твердым материалам).
Из специальных клеев можно назвать два образца: № 61 и 88Н. Первый готовится растворением резиновой смеси № 61 в бензине «Калоша». Клей № 88Н представляет собой раствор в смеси этилацетата с бензином сырой резины № 31-Н, к которой добавлена бутилфенолоформальдегидная смола.
эксплуатационный материал двигатель масло моторный
Для приклеивания резиновых деталей к металлическим применяют клей № 88, 88Н, 61 или термопреновый. Приклеивание резиновых деталей к деревянным производят с помощью резинового клея НК.
Клей № 200 (раствор резиновой смеси в бензине) применяют для приклеивания к металлу обивки, резины, картона и кожи. Из-за токсичности составляющих с ними следует обращаться осторожно.
Модифицированный резиновый клей ТУ 2385-004-05281725-97 (ОАО «Снежинка»), у которого прочность шва в 2 раза превышает прочность, обеспечиваемую традиционными резиновыми клеями, пригоден для склеивания не только резины, но и кожи, текстильных материалов.
1.9 Опишите резины, обивочные, уплотнительные и изоляционные материалы. Ассортимент
Резина представляет собой дорогой и к тому же дефицитный материал, широко применяющийся в автомобилях. Это пневматические и массивные шины, гибкие шланги, амортизаторы, приводные ремни, угоютнительные прокладки, сальниковые устройства, муфты, транспортерные ленты и др. Широко используется резина и в качестве электрической изоляции при изготовлении кабелей, проводов, электрических машин и приборов.
При ремонте автомобилей применяют специальные сорта сырой резины, из которых важнейшими являются прослоечная, протекторная и камерная. Все они предназначены для ремонта пневматических шин методом горячей вулканизации.
Современный грузовой автомобиль включает от 200 и до 500 резиновых деталей, на изготовление которых расходуется 250…400 кг каучука, что составляет в переводе на резину порядка 500…800 кг. Стоимость резиновых изделий составляет от 10 до 40% общей стоимости автомобиля.
Натуральный каучук. Резина представляет собой сложный по составу материал, включающий несколько компонентов, основным из которых является каучук, от типа и особенностей которого зависят в основном свойства резины.
Натуральный каучук (НК) получают из так называемых каучуконосов - растений, преимущественно культивируемых в странах тропического пояса. Причем в основном его добывают из млечного сока (латекса) каучуконосного дерева - бразильской гевеи. Он не способен растворяться в воде, но растворим в нефтепродуктах. На этом основано приготовление резиновых клеев. В химическом отношении натуральный каучук - полимер непредельного углеводорода изопрена:
СН2 С
СН3
СН СН2
Большая степень ненасыщенности молекулы НК обусловливает довольно высокую способность его к химическим превращениям. В частности, по месту разрыва валентной связи между третичным и четвертичным атомами углерода может присоединяться сера (процесс вулканизации), кислород (старение резины) и т.д.
Синтетические каучуки. В 1932 г. впервые в нашей стране был синтезирован синтетический каучук, который стал основным сырьем для отечественной резиновой промышленности. Сейчас выпускаются десятки разновидностей синтетических каучуков (СК).
При изготовлении автомобильных резиновых деталей широко применяются продукты совместной полимеризации различных мономеров. Важнейшему представителю из них - сополимеру бутадиена со стиролом - присвоено обозначение СКС (стирольный). Он принадлежит к самым распространенным СК (доля его в мировом производстве всех СК и НК, взятых вместе, достигает 30 %). Наиболее массовый сорт СКС, содержащий 30% стирола, имеет марку СКС-30. Резины на его базе хотя и уступают по эластичности, тепло- и морозостойкости резинам из НК, но зато превосходят их по износостойкости.
Кроме того, применяют стирольные каучуки СКМС (бутадиен-метилстирольный). Стирольные каучуки превосходят натуральные по износостойкости, но уступают по эластичности, тепло- и морозостойкости. При изготовлении автомобильных шин используют изопреновый (СКИ-3), который по своим свойствам близок к натуральному каучуку, и бутадиеновый (СКВ), отличающийся высокой износостойкостью. Высокой маслобензостойкостью отличаются хлорпреновый (наприт) и нитрильный (СКН) каучуки. Из этих каучуков изготавливают детали, контактирующие с нефтепродуктами. Бутилкаучук (сополимер изобутилена с изопреном) используют для изготовления камер и герметизирующего слоя бескамерных шин.
Вулканизирующие вещества. В чистом виде натуральный и синтетический каучуки находят ограниченное применение (изготовление клеев, изолировочной ленты, медицинского пластыря, уплотнительных прокладок). С целью увеличения прочности каучуков применяют процесс вулканизации - химическое связывание молекул каучука с атомами серы.
В результате вулканизации, например, НК, которая идет наиболее эффективно при температуре 140...150°С, получается вулканизированный каучук (вулканизат) с прочностью на разрыв около 25 МПа.
В состав резины вводят определенное количество серы, чтобы получить изделие с возможно большей прочностью и требуемой эластичностью. Например, в резинах, идущих для изготовления автомобильных камер и покрышек, ее содержится 1…3 % от доли имеющихся в них каучуков. С увеличением содержания серы прочность резины увеличивается, но одновременно уменьшается ее эластичность.
Ускорители и наполнители. Для ускорения процесса вулканизации в состав любой смеси каучука с вулканизующим веществом добавляются ускорители (тиурам, каптакс и др.), а для повышения прочности вулканизаторов активные наполнители (усилители). Самым массовым усилителем является сажа - порошкообразный углерод с размерами частиц от 0,003 до 0,25 мкм. Сажа, как и другие усилители, вводится в современные резиновые материалы в значительных дозах - от 20 до 70 % по отношению к содержащемуся в них каучуку, повышая прочность резины более чем на порядок.
Кроме названных добавок, в состав резины в небольших количествах можно вводить красители (для придания окраски), пластификаторы (для облегчения формования), антиокислители (для замедления процессов старения), порообразователи (при изготовлении пористых или губчатых резин) и т.д.
Армирование резиновых изделий. Для увеличения прочности деталей из резины ее совмещают с арматурой (проволочными каркасами, металлической оплеткой и т.д.). Прочность резинотканевых изделий в основном определяется прочностью вводимой в них арматуры. Эластичность таких изделий при растяжении по сравнению с чисто резиновыми значительно уменьшается, но она сохраняется при изгибе и сжатии вполне достаточной для того, чтобы не происходило разрушения деталей. К важнейшим армированным резиновым изделиям, применяющимся для автомобилей, относятся: резинотканевые шланги, приводные ремни и т.д.
Особенно ответственными и дорогими армированными изделиями являются автомобильные u1087 покрышки, для изготовления которых используются специальные ткани - корд, чефер и др.
Одним из основных этапов технологического процесса при приготовлении резины является полное и равномерное смешение всех ингредиентов в каучуке, число которых может доходить до 15. Этот процесс выполняется в резиносмесителях в две стадии.
Первая стадия - изготавливается вспомогательная смесь без серы и ускорителей; вторая стадия - введение серы и ускорителей. Получаемые резиновые смеси используют для изготовления резиновых деталей и для обрезинивания корда шин, которые для усиления связи между кордом и резиной пропитываются латексами и смолами. Последней операцией после смешения всех ингредиентов является вулканизация, после чего резинотехническое изделие пригодно для применения. Сырая резина (прослоечная, протекторная, камерная) применяется при ремонте автомобильных шин и камер методом горячей вулканизации под определенным давлением, создаваемым различными приспособлениями.
Широкое применение резины вызвано тем, что она обладает:
- способностью к исключительно большим обратимым деформациям, которые являются одним из проявлений высокоэластических свойств материала (относительное удлинение при растяжении для высококачественных резин может достигать 100 %);
- небольшой по сравнению с металлами и деревом жесткостью, т.е. способностью сильно деформироваться под действием очень малых сил, которые в тысячи и десятки тысяч раз меньше сил, вызывающих такие же деформации у металлов;
- достаточно высокой прочностью (у лучших сортов резины прочность при разрыве достигает 40 МПа);
- слабой газопроницаемостью и полной водонепроницаемостью;
- высокими диэлектрическими свойствами.
Прочностные свойства резинового материала характеризуются пределом прочности, представляющим собой напряжение, возникающее в момент разрыва. Для оценки предела прочности определяют на специальной машине нагрузку, при которой происходит разрыв образца резинотехнического материала строго определенного размера. Предел прочности - это число, получаемое при делении нагрузки, при которой произошел разрыв образца, на первоначальную (до испытаний) площадь сечения, выражаемый в МПа.
Механические свойства вулканизованной резины характеризуются рядом показателей, важнейшие из которых получают при испытании на растяжение и на сжатие. Совокупность относительного и остаточного удлинений характеризует эластичность резинового материала. Чем больше разность между первым и вторым, тем лучше эластические свойства материала. Величина эластичности устанавливается соответственно назначению детали и оценивается величинами относительного и остаточного удлинения при разрыве и относительного сжатия при предельной нагрузке, выражаемых в процентах к начальной длине образца.
Мягкая резина характеризуется пределом прочности 15…20 МПа при относительном удлинении при разрыве 500…1000 %. Так, например, резина, используемая для изготовления камер автомобильных шин, имеет предел прочности 9…14 МПа, относительное удлинение 550…600 %.
С повышением содержания серы в резинах прочность резины на разрыв увеличивается, а эластичность снижается.
Список литературы
1. В.А. Лиханов, О.П. Лопатин «Конструкционно-ремонтные материалы». Киров 2005
2. В.А. Лиханов, Р.Р. Деветьяров, А.В. Россохин «Методическое пособие для выполнения курсовой работы по эксплуатационным материалам». ВГСХА Киров 2008
3. Л.С. Васильева «Автомобильные эксплуатационные материалы» 2003
4. http://sofia-color.ru/prays-list.html
5. http://www.aga-automag.ru/
6. http://www.toplivka.ru/
7. http://www.tnk-oil.ru/about
8. http://www.promexport-nn.ru/
Похожие рефераты:
Испытательная станция турбовинтовых двигателей ТВ3–117 ВМА–СБМ1 серийного производства
Нанесение и получение металлических покрытий химическим способом
Модернизация двигателя мощностью 440 квт с целью повышения их технико-экономических показателей
Исследование особенностей технической эксплуатации ходовой части автомобилей "Toyota"
Устройство и принцип работы автомобиля ЗиЛ-130
Анализ эффективности работы двигателя внутреннего сгорания
Развитие сервисного обслуживания автомобилей
Поиск оптимального содержания пигмента в покрытиях на основе алкидного лака ПФ-060
Разработка ресурсосберегающих технологий и режимов на городском электрическом транспорте
Проект реконструкции цеха первичной переработки нефти и получения битума на ОАО «Сургутнефтегаз»