| Скачать .docx |
Реферат: Управление качеством продукции на машиностроительном предприятии
МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
САНКТ-ПЕТЕРБУРГСКАЯ ГОСУДАРСТВЕННАЯ
ИНЖЕНЕРНО-ЭКОНОМИЧЕСКАЯ АКАДЕМИЯ
ИНСТИТУТ ЭКОНОМИКИ И МЕНЕДЖМЕНТА
Выпускная квалификационная работа на тему:
Управление качеством продукции на машиностроительном предприятии
Студент: |
| Руководитель-консультант выпускной работы: |
САНКТ-ПЕТЕРБУРГ
1999
Содержание
Введение_________________________________________________________________________ 3
1. Теоретические основы управления качеством_____________________________ 4
1.1. Условия управления качеством продукции_______________________________________ 4
1.2. Универсальная схема управления качеством продукции.___________________________ 7
1.3. Функции управления качеством________________________________________________ 10
1.3.1. Политика в области качества_________________________________________________ 10
1.3.2. Планирование качества______________________________________________________ 12
1.3.3. Организация работ по качеству________________________________________________ 13
1.3.4. Обучение и мотивация персонала_______________________________________________ 14
1.3.5. Обучение персонала вопросам качества_________________________________________ 14
1.3.6. Мотивация персонала________________________________________________________ 16
1.3.7. Контроль качества__________________________________________________________ 18
1.3.8 Статистические методы контроля качества_____________________________________ 21
1.3.9. Информация о качестве______________________________________________________ 25
1.3.10. Разработка мероприятий___________________________________________________ 27
1.3.11. Принятие решений руководством предприятия__________________________________ 28
1.3.12. Реализация мероприятий____________________________________________________ 28
1.3.13. Взаимодействие с внешней средой по вопросам качества__________________________ 29
Список литературы____________________________________________________________ 31
Введение
В настоящее время в экономике наблюдается тенденция, при которой такой показатель как качество играет одну из ведущих ролей в управлении производством продукции и ее последующего движения. В развитых странах управление качеством на предприятии притягивает особое внимание всех подразделений, которые влияют на качество выпускаемой продукции или предоставляемой услуги. Для лучшего взаимодействия и, следовательно, для более эффективного результата на предприятиях разрабатываются различные подходы к управлению качеством.
Качество продукции (включая новизну, технический уровень, отсутствие дефектов при исполнении, надежность в эксплуатации) является одним из важнейших средств конкурентной борьбы, завоевания и удержания позиций на рынке. Поэтому фирмы уделяют особое внимание обеспечению высокого качества продукции, устанавливая контроль на всех стадиях производственного процесса, начиная с контроля качества используемых сырья и материалов и заканчивая определением соответствия выпущенного продукта техническим характеристикам и параметрам не только в ходе его испытаний, но и в эксплуатации, а для сложных видов оборудования – с предоставлением определенного гарантийного срока после установки оборудования на предприятии заказчика. Поэтому управление качеством продукции стало основной частью производственного процесса и направлено не столько на выявление дефектов или брака в готовой продукции, сколько на проверку качества изделия в процессе его изготовления.
1. Теоретические основы управления качеством
1.1. Условия управления качеством продукции
Известно, что использование основных принципов теории управления возможно при некоторых исходных условиях. Такими основными условиями являются:
1. Наличие программ поведения управляемого объекта или заданный, запланированный уровень параметров его состояния;
2. Неустойчивость объекта по отношению к программе и заданным параметрам, то есть объект должен уклонятся от заданной программы или плановых значений параметра;
3. Наличие способов и средств для обнаружения и измерения отклонения объекта от заданной программы или значений параметров;
4. Наличие возможности влиять на управляемый объект с целью устранения возникающих отклонений.
Механизм управления, согласно общей теории управления, выглядит так, как он представлен на рисунке 1.
Рассматривая исходные условия возможного приложения основных принципов общей теории управления и схему механизма управления к организации работ по качеству, можно с большой ответственностью за объективность составить схему механизма управления качеством продукции. Но сначала несколько предварительных соображений о характере качества продукции как об объекте управления.
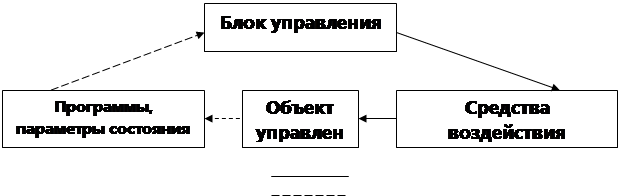
Условные обозначения: прямая связь
обратная связь
Рисунок 1. Механизм управления организацией работ по качеству.
Программы качества с установлением значений показателей могут входить составной частью во все возможные государственные планы и программы, планы проектно-конструкторских организаций, производственных объединений предприятий, договорные обязательства. Показатели качества оговариваются в сделках на товарных биржах и при других формах движения товаров.
Требования к качеству устанавливаются и фиксируются в нормативных и номативно-технических документах: государственных, отраслевых, фирменных стандартах, технических условиях на продукцию, в технических заданиях на проектирование или модернизацию изделий, в чертежах, технологических картах и теологических регламентах, в картах контроля качества и т. п. Перечень этот не трудно продолжить.
Из сказанного становится очевидным, что первое условие по теории управления в случае с качеством удовлетворяется.
Обратимся ко второму условию. Здесь рассмотрим несколько ситуаций. Прежде всего укажем на то, что отклонение качества продукции от заданных параметров происходит, как правило, в худшую сторону и имеет общие и частные проявления.
К числу общих относится моральный износ, физическое и моральное старение продукции, то есть потеря первоначальных свойств при эксплуатации и хранении.
Неустойчивость, изменчивость качества продукции проявляется не только в двух общих тенденциях физического и морального старения. Имеют место так называемые частные отклонения качества от установленных требований. Они чрезвычайно разнообразны и обусловлены уже не экономической и технической природой, а условиями внешнего характера: нарушениями правил и условий эксплуатации, ошибками разработчиков и изготовителей, нарушениями производственной дисциплины, дефектами оборудования с помощью которого изготовляется и используется продукция, и т. д.
Неустойчивость качества, обусловленная частными отклонениями заданных параметров, имеет случайный характер. Время их появления можно ожидать только с определенной степенью вероятности.
Есть еще один фактор, который влияет на неустойчивость оценок качества – это неустойчивость и изменчивость потребностей. Параметры продукции могут строго соответствовать нормативной и технической документации, но изменяются требования потребителей и качество при неизменных параметрах ухудшается или теряется вовсе.
Можно констатировать, что качество продукции находится в постоянном движении. Следовательно, качество определяет собой хронически неустойчивый объект. Это объективная реальность, с которой приходится иметь дело.
Таким образом, качество удовлетворяет и второму условию общей теории управления.
В практической деятельности люди отслеживают процесс потери свойств качества, измеряют и оценивают эти изменения. Для того чтобы замедлить процесс физического старения, устанавливаются благоприятные эксплуатационные режимы и условия хранения, используются различные профилактические меры по техническому обслуживанию и текущему ремонту. Если ухудшение качества переходит за пределы допустимых значений , проводится капитальный ремонт.
Следовательно, третьему и четвертому условиям общей теории управления качество также удовлетворяет.
При организации рациональной и эффективной работы по качеству, независимо от её масштабов, форм и методов осуществления, люди всегда действовали, действуют и будут действовать примерно по такой схеме:
1) Определение потребности и выработка требований к качеству продукции (план, программа качества);
2) Придание исходному материалу необходимых свойств (выполнение плана, программы качества);
3) Проверка соответствия полученного качества предъявленным требованиям (выявление отклонений) или констатация соответствий;
4) Воздействие для устранения отклонений полученного качества от заданного (обратная связь).
При таком взгляде на последовательность действий по качеству обнаруживается явление, имеющее чрезвычайно важное значение для всей философии работ по качеству. Это наличие единства и органического сочетания прямых и обратных связей во всех действиях людей , связанных с созданием и использованием (потреблением) продукции.
1.2. Универсальная схема управления качеством продукции.
Данная схема представляется состоящей из шести блоков. К числу факторов, влияющих на качество (прямоугольник в центральной части схемы) относятся:
станки, машины, другое производственное оборудование;
профессиональное мастерство, знания, навыки, психофизическое здоровье работников.
Обрамляющие прямоугольник факторов условия обеспечения качества более многочисленны. Сюда относятся:
характер производственного процесса, его интенсивность, ритмичность продолжительность;
климатическое состояние окружающей среды и производственных помещений;
интерьер и производственный дизайн;
характер материальных и моральных стимулов;
морально–психологический климат в производственном коллективе;
формы организации информационного обслуживания и уровень оснащенности рабочих мест;
состояние социально материальной среды работающих.
Схема управления качеством продукции представлена на рисунке 2.
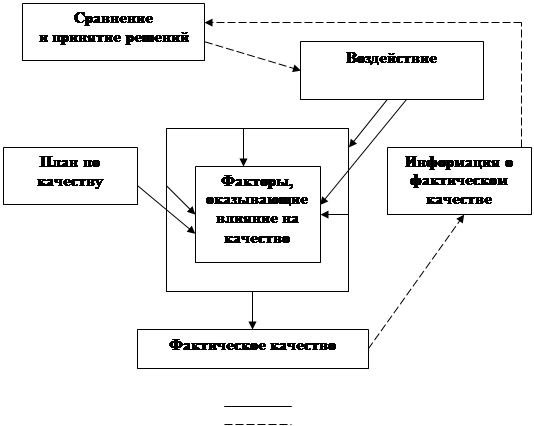 |
условия обеспечения
качества продукции
прямая связь
Условные обозначения: обратная связь
Рисунок 2. Схема управления качеством продукции
Почему необходимо деление на факторы и условия? Что оно нам дает? Реально изменяют свойства сырья и исходных материалов до заданного уровня качества средства производства и труд. На их возможностях сказываются условия, в которых они взаимодействуют. Практика показывает, что такое деление, такой подход позволяет не только более четко организовать работы по качеству, но и более целенаправленно и эффективно определять меры по обеспечению нужного качества.
При возникновении отклонения от заданных параметров качества, которые обнаруживаются в блоке сравнения и принятия решения, блок сил воздействия для устранения этих отклонений направляет усилия либо на факторы, либо на условия, либо одновременно на то и другое. Меры воздействия и их сочетания зависят от характера и величины отклонений качества и от эффективности тех или иных возможных вариантов устранения отклонений.
По универсальной схеме работают все, но наиболее часто рабочие, мастера, контролеры ОТК. Для них план по качеству заключен в чертежах, технологических операционных и контрольных картах. Они сами непосредственно производят сравнение фактических и заданных в технологической документации параметров качества сами, как правило, принимают решение о том, каким способом, приемом ликвидировать отклонение. Здесь механизм управления качеством находится в руках работника и деятельность его зависит от профессиональных навыков и знаний. Он как бы заложен в самом работнике и тех условиях, в которых ему приходится трудится.
В данном случае универсальная схема управления качеством выступает в качестве первичной схемы, первичного звена всей сложной, многообразной работы по качеству.
Однако, чем выше уровень концентрации производства, его специализации и кооперирования, тем выше уровень системы качества, а следовательно сложнее механизм, обеспечивающий её функционирование.
1.3. Функции управления качеством
Как уже отмечалось, процесс управления представляет собой воздействие субъекта на объект управления путем реализации управленческих функций установленными методами. Система водитель-автомобиль - наиболее наглядная тому иллюстрация.
При рассмотрении принципа управления качеством был определен следующий состав функций: политика и планирование качества, обучение и мотивация персонала, организация работ по качеству, контроль качества, информация о качестве, разработка мероприятий, принятие решений руководством предприятия, внедрение мероприятий в производственный процесс, взаимодействие с внешней средой (поставщиками, потребителями и органами власти) по вопросам качества.
При этом по логике ИСО 8402 часть этих функций относится к общему руководству качеством (quality management), а часть - к оперативному управлению качеством (quality control). Но все эти функции связаны между собой в виде петли качества и в совокупности представляют собой процесс управления качеством в рамках всего предприятия.
Рассмотрим содержание каждой из названных здесь функций.
1.3.1. Политика в области качества
В стандарте ИСО 8402 дано следующее определение: Политика в области качества - это основные направления и цели организации в области качества, официально сформулированные высшим руководством. В примечании к этому определению отмечено, что политика в области качества является элементом общей политики и утверждается высшим руководством.
Иначе говоря, политика качества - это ориентир для общего направления деятельности предприятия в области качества.
Оформляется она в виде краткого заявления руководителя предприятия и, как правило, включается в «Руководство по качеству», которое служит описанием системы качества и представляется заказчикам при заключении контрактов.
Основными факторами, влияющими на формирование политики в области качества, являются: ситуация на рынках сбыта, научно-технический прогресс и достижения конкурентов, положение дел внутри предприятия, а также - общее состояние экономики и наличие инвестиций в развитие предприятия.
В условиях стабильного развития экономики основным направлением политики качества должно быть, очевидно, активное проведение исследовании, разработка перспективных проектов, внедрение передовых технологий с целью опережения конкурентов на рынках сбыта.
В кризисные периоды, при спаде производства и нехватке инвестиций, в политике качества в первую очередь нужно будет, по-видимому, предусмотреть сохранение достигнутого уровня качества, способного на какое-то время поддержать спрос на продукцию.
При этом ни в коем случае нельзя идти на поводу у тех, кто считает, что в такие трудные времена - «не до качества», лишь бы как-то выжить. По принципу: не до жиру, быть бы живу. И хотя в такие периоды основные усилия администрации действительно направлены на поиск заказов и инвестиций, в рыночных условиях эти усилия пропадут даром, если не будут подкреплены выпуском конкурентоспособной продукции. И тогда банкротство будет наиболее вероятным итогом деятельности предприятия.
Поэтому главным направлением в политике качества в кризисных ситуациях должно быть использование всех имеющихся внутренних резервов для поддержания качества и поиск таких решений, которые позволили бы без снижения качества сократить затраты.
Дополнительно к этому целесообразно предусмотреть более активное сотрудничество с заказчиками и поставщиками с целью совместного преодоления трудностей.
Известное выражение «нужда - мать изобретательности» как нельзя лучше подходит для такой ситуации.
В такие периоды необходимо также предусмотреть постоянный анализ экономической ситуации в стране с целью оперативного использования любых возможностей для улучшения качества, которые будут появляться по мере выхода экономики из кризиса.
Во всех случаях политика качества должна убеждать заказчика в том, что на предприятии верно определены направления работ и цели в области качества и выбраны реальные средства для их достижения, которые позволят предприятию поставлять продукцию требуемого качества.
1.3.2. Планирование качества
Планирование качества в стандарте ИСО 8402 определено как деятельность, которая устанавливает цели и требования к качеству и применение элементов системы качества. В примечании дополнительно отмечено, что планирование качества охватывает также оценку качества, подготовку системы качества и программы качества, выработку положений по улучшению качества.
Осуществляется планирование, как правило, на двух уровнях:
1-й уровень-стратегическое планирование, в котором намечаются основные направления работ в области качества на перспективу. Стратегическое планирование включает в себя также распределение ресурсов, адаптацию к изменениям внешней среды. Стратегия качества может быть изложена вместе с политикой качества.
2-й уровень -- текущее планирование качества, включающее, как правило, мероприятия, намечаемые на предстоящий год. Эти мероприятия обычно предусматривают:
- снятие с производства устаревших изделий;
- модернизацию выпускаемых изделий с повышением их качества;
- разработку и освоение новых изделий;
- проведение научно-исследовательских работ.
Функция планирования должна отвечать на три вопроса:
1) где мы находимся в настоящее время;
2) куда мы хотим двигаться;
3) как мы собираемся делать это.
Планирование качества осуществляется, исходя из требований заказчиков и рынков сбыта и направлено на их удовлетворение. Планы качества разрабатываются плановыми органами и службой качества на основе предложений исследовательских, конструкторских, технологических и производственных служб, отдела маркетинга и, при необходимости, - других подразделений. Перед утверждением планов все эти предложения необходимо увязать между собой и рассмотреть на научно-техническом совете, определив основные показатели: количество типов и «удельный вес» вновь разрабатываемых, осваиваемых и снимаемых с производства изделий.
1.3.3. Организация работ по качеству
Организация работ по качеству включает в себя следующие этапы:
Во-первых, - это разработка системы качества, т.е. - определение структур, входящих в систему качества, их функции и методов работ. При этом для создания системы качества, отвечающей современному уровню, используются рекомендации международных стандартов ИСО 9000, в которых обобщен опыт создания таких систем, накопленный в развитых странах.
После разработки следует этап внедрения системы качества, в течение которого проводятся внутренние проверки системы и, как правило, - ее доработка по результатам проверок.
Завершающим этапом можно считать сертификацию системы качества на соответствие стандартам ИСО 9000. Получение такого сертификата от авторитетного независимого органа существенно укрепляет позиции предприятия на рынках сбыта, т.к. дает заказчикам дополнительную уверенность в возможности предприятия стабильно обеспечивать требуемый уровень качества.
После внедрения системы качества потребуется проведение плановых внутренних проверок системы для поддержания ее эффективного функционирования и совершенствования. После сертификации системы потребуется организация инспекторских проверок с целью подтверждения выданного сертификата.
При организации работ по качеству крайне важно обратить внимание на то, чтобы на всех этапах производственного процесса было предусмотрено все необходимое для обеспечения качества продукции: хорошие материалы, современное оборудование, инструмент и средства измерений, хорошо обученный дисциплинированный персонал и необходимая документация.
Создание и сертификация системы качества, обеспечение эффективного функционирования системы и ее дальнейшее совершенствование составляют основное содержание организации работ по управлению качеством.
1.3.4. Обучение и мотивация персонала
Обучение и мотивация персонала - это, несомненно, две разные функции. Объединяет их то, что они направлены на формирование активного и квалифицированного персонала, который, наряду с материальной базой и организацией работ, является одним из основных факторов качества. Ибо, как уже отмечалось, только квалифицированные и заинтересованные работники, располагающие необходимой материальной базой, способны при соответствующей организации работ обеспечить требуемое качество продукции.
1.3.5. Обучение персонала вопросам качества
Известно, что для обеспечения эффективной деятельности предприятия в условиях научно-технического прогресса требуется постоянное повышение квалификации и переподготовка персонала по всем необходимым направлениям, в том числе - по обеспечению качества.
При этом нужно обеспечить дифференцированный подход к обучению в зависимости от роли и функций работников на предприятии.
Руководству предприятия требуется четкое понимание принципов обеспечения качества и управления качеством, умение верно определять политику в области качества и осуществлять стратегическое планирование с учетом внешних и внутренних факторов.
Управленческому персоналу, кроме этого, нужно твердо знать функции своих подразделений в системе качества и методы их выполнения, имея общее представление о системе качества и понимая свою роль и место в этой системе.
Работники службы качества должны иметь достаточные теоретические знания в области качества и уметь практически организовать управление и контроль качества продукции, для чего они должны также знать технологию и организацию производства продукции своего предприятия.
При обучении производственного персонала необходимо иметь в виду, что качество формируется в производственном процессе и, значит, методы разработки и изготовления продукции сами по себе должны быть направлены на достижение необходмых характеристик (требуемого уровня качества). Поэтому здесь обучение качеству неотрывно от обучения профессии вообще. При этом может потребоваться ознакомление с некоторыми разделами из смежных областей, таких, как метрология, статистика и других.
Кроме того, поскольку такой работник, выполняя свою конкретную работу, участвует в общем производственном процессе, ему необходимо иметь общее представление о действующей системе качества, знать свою роль и место в этой системе, а также знать, как он взаимодействует по вопросам качества с другими работниками и администрацией. Например, какие последствия его ожидают при забраковании его изделия и, наоборот, какое моральное и материальное поощрение он может подучить, стабильно обеспечивая требуемое качество продукции. Комплекс этих и других вопросов, дополняющих чисто профессиональные знания, должен стать предметом специального обучения в области качества.
В программе такого обучения целесообразно предусмотреть изучение следующих вопросов:
- общая организация работ по качеству (система качества);
- методы контроля качества изготавливаемых изделий и статистические методы контроля качества;
- система бездефектного изготовления продукции;
- действия администрации и работников при выпуске бракованной продукции и санкции за брак;
- организация претензионно-исковой работы;
- организация рационализаторской работы и кружков качества.
Кроме этого, может потребоваться дополнительное обучение персонала каким-либо специфическим вопросам обеспечения качества применительно к выпуску конкретной продукции.
Работники всех уровней должны быть ознакомлены с основными положениями действующего законодательства в области качества, в первую очередь - с законами о защите прав потребителей, о сертификации, о единстве измерений, о стандартизации.
Для подготовки работников службы качества может быть использована прилагаемая примерная программа дисциплины «Управление качеством продукции» для вузов. Эта программа была разработана для преподавания управления качеством в Санкт-Петербургской государственной инженерно-экономической академии и в 1995г. была одобрена и утверждена учебно-методическим объединением по образованию в области производственного менеджмента.
Для обучения вопросам качества, кроме приглашения сторонних специалистов, полезно привлекать собственных работников, практически занимающихся изучаемыми вопросами и знающими специфику предприятия и местные условия.
По результатам обучения должна быть предусмотрена оценка знаний и умений работников предприятия для их официальной аттестации, а также для определения возможности их профессионального роста и продвижения по службе.
Организацией обучения должен заниматься отдел подготовки кадров, но программы обучения по вопросам качества должны разрабатываться службой качества с привлечением, при необходимости, своих или сторонних специалистов.
1.3.6. Мотивация персонала
Важное значение мотивации персонала для эффективной деятельности организации подчеркивали еще основоположники науки управления, когда Ф.Тейлор говорил о дружественном сотрудничестве с администрацией, А.Файоль и Г.Эмерсон-о справедливом вознаграждении, а Г. Форд ввел 8-часовой рабочий день и минимальный уровень заработной платы.
Но в полной мере значение мотивации персонала нашло отражение в доктрине «человеческих отношений», доказавшей важность человеческого отношения к работникам для повышения производительности труда и качества продукции.
В управлении качеством мотивация персонала - это побуждение работников к активной деятельности по обеспечению требуемого качества продукции.
В основе мотивации лежит принцип предоставления работникам возможностей для реализации личных целей за счет добросовестного отношения к труду. Без этого нельзя говорить о сколько-нибудь серьезной заинтересованности персонала в высоком качестве выпускаемой продукции. А без заинтересованности любые планы повышения качества вероятнее всего останутся лишь на бумаге.
Разнообразие личных целей и стремлений работников, уровень их образования и культуры требуют применения различных способов мотивации. В самом деле, подходы к мотивации в научно - исследовательском институте и исправительно-трудовой колонии должны быть, очевидно, разными. Поэтому для достижения желаемого эффекта необходимо не только представлять себе общую характеристику персонала, а хорошо знать личные цели и стремления каждого работника.
Основой мотивации, без сомнения, является уровень заработной платы, но большое значение имеет также премирование за высокое качество, штрафные санкции за брак, социальные и моральные меры поощрения.
Дополнительно к этому могут применяться и другие способы мотивации. Наиболее известные среди них - предоставление возможности получения образования или занятия научной деятельностью, создание благоприятных условии для работы, стимулирование кружков качества, присвоение почетных званий, плановое продвижение по службе, распространение акций предприятия среди работников и т.д.
В зависимости от контингента работников для их мотивации используется то или иное соотношение «кнута и пряника», демократический или авторитарный стиль управления, реализуется так называемый партисипативный метод управления (привлечение работников к участию в управлении предприятием).
Особенностью работ по мотивации персонала на предприятиях является необходимость тесного взаимодействия с профсоюзами и юридической службой.
Учитывая важное значение качества для экономики в целом, в ряде стран выпуск продукции высокого качества стимулируется еще и на государственном уровне. Примером такого стимулирования служит премия Болдриджа в США, учрежденная по инициативе бывшего министра торговли в 1987 году. Эта премия присуждается за достижения в области качества трем категориям предприятий: промышленным, в области услуг и мелкому бизнесу. В Японии в 1951 году была учреждена премия Деминга. Эта премия присуждается не только предприятиям, но и отдельным лицам.
Национальные премии по качеству учреждены также в Великобритании, Швеции, Франции, Финляндии, Дании, Норвегии и ряде других стран. В 1991 году была учреждена Европейская премия по качеству, которая присуждается по результатам оценки предприятий по девяти критериям: роль руководства, управление персоналом, политика и стратегия, ресурсы, процессы, удовлетворение персонала, удовлетворение потребителей, воздействие на общество, результаты бизнеса.
И, наконец, в 1996 году в России была учреждена ежегодная правительственная премия в области качества [Стандарты и качество. 1996. № 5]. Премия будет присуждаться организациям за достижение «...значительных результатов в области качества продукции или услуг, обеспечение их безопасности, а также за внедрение организациями высокоэффективных методов управления качеством». Ежегодно будет присуждаться не более 12 премий.
Роль подобных премий заключается не только в том, чтобы отметить достижения лучших предприятий. В последнее время они стали играть не меньшее значение в подтягивании средних предприятий до уровня лучших путем проведения ими самооценки по критериям премий и принятия необходимых мер для улучшения работ в области качества.
В настоящее время в правительстве ведутся разработки возвращения «знака качества» на достойные отечественные товары.
1.3.7. Контроль качества
Контроль качества - это одна из основных функций в процессе управления качеством. Это также наиболее объемная функция по применяемым методам, которым посвящено большое количество работ в разных областях знания.
Что же такое контроль? В ряде источников встречаются разные определения контроля. В стандарте ИСО 8402 говорится, что контроль - это деятельность, включающая проведение измерений, экспертизы, испытаний или оценки одной или нескольких характеристик объекта и сравнение полученных результатов с установленными требованиями для определения, достигнуто ли соответствие по каждой из этих характеристик.
В других источниках встречается более широкая трактовка контроля, когда в него включается три этапа: определение нормативов, сопоставление запланированных и полученных результатов и принятие корректирующих мер.
Однако такое понимание контроля больше соответствует термину управление. В самом деле, при расширенном толковании контроля происходит дублирование функции «планирование качества», которая включает в себя определение нормативов, а также функции «разработка и внедрение корректирующих мероприятий», которые уже были выделены в виде самостоятельных управленческих функций.
Поэтому представляется более обоснованным определение, данное в стандарте ИСО 8402, где под контролем понимается измерение полученных характеристик и их сравнение с заданными. Это, кстати, соответствует позиции одного из основоположников менеджмента -А.Файоля, который предостерегал от включения в контроль распорядительных и исполнительных функций.
На машиностроительных предприятиях применяются следующие виды контроля качества :
В зависимости от места контроля и этапов работ:
- контроль проектирования,
- входной контроль материалов и комплектующих изделий,
- контроль за состоянием технологического оборудования,
- операционный контроль при изготовлении,
- авторский надзор за изготовлением,
- активный контроль приборами, встроенными в технологическое оборудование,
- приемочный контроль готовой продуции,
- контроль монтажа и надзор за эксплуатацией на объектах. В зависимости от охвата контролируемой продукции:
- выборочный контроль,
- сплошной контроль.
Перечисленные виды контроля качества продукции осуществляются путем использования различных физических, химических и других методов, которые можно разделить на две группы: разрушающие и неразрушающие.
Среди разрушающих методов:
- испытания на растяжение и сжатие;
- испытания на удар;
- испытания при повторно-переменных нагрузках;
- испытания твердости.
В числе неразрушающих методов:
- магнитные (например, магнитографические методы);
- акустические (ультразвуковая дефектоскопия);
- радиационные (дефектоскопия с помощью рентгеновских и гамма-лучей);
- органолептические (визуальные, слуховые и т.п.).
Рассматривая функцию «контроль», нельзя не сказать о метрологическом обеспечении производства, без которого вообще было бы невозможно проведение какого-либо контроля. В связи с этим метрологическая деятельность традиционно рассматривается как одна из составных частей в управлении качеством. При этом, кроме обеспечения производства необходимым парком средств измерений, метрологическая служба должна путем проведения их периодической поверки обеспечить требуемую точность измерений.
Из нормативных документов, регламентирующих метрологическую деятельность, в первую очередь следует упомянуть закон РФ оединстве измерений и международный стандарт ИСО 10012-1:1992 о подтверждении метрологической пригодности измерительного оборудования .
Особым видом контроля являются испытания готовой продукции. В словаре терминов Европейской организации по качеству дается следующее определение: испытание - это определение или исследование одной или нескольких характеристик изделия под воздействием совокупности физических, химических, природных или эксплуатационных факторов и условий.
Испытания проводятся по соответствующим программам. В зависимости от целей существуют следующие основные виды испытаний:
- предварительные испытания - это испытания опытных (головных) образцов для определения возможности приемочных испытаний;
- приемочные испытания - это испытания опытных (головных) образцов для определения возможности их постановки на производство;
- приемо-сдаточные испытания - это испытания каждого изделия для определения возможности его поставки заказчику;
- периодические испытания - это испытания, которые проводятся один раз в 3-5 лет для проверки стабильности производства;
- типовые испытания - это испытания серийных изделий после внесения существенных изменений в конструкцию или технологию.
1.3.8 Статистические методы контроля качества
Для анализа результатов контроля качества широкое распространение получили методы статистического контроля качества (Statistical Quality Control - SQC). Наиболее известными среди них стали «семь инструментов контроля качества», которые сначала широко применялись в кружках качества в Японии, а затем и в других странах, благодаря своей эффективности и доступности для рядовых работников предприятий. В состав этих «семи инструментов» входят: метод расслоения, графики, диаграмма разброса, диаграмма Парето, причинно-следственная диаграмма, контрольные карты, гистограммы.
Краткое содержание этих методов применительно к управлению качеством заключается в следующем:
Диаграмма Парето
Диаграмма Парето (Pareto diagram), названная так по имени ее автора, итальянского ученого-экономиста Парето (1845-1923), позволяет наглядно представить величину потерь в зависимости от различных дефектов. Благодаря этому можно сначала сосредоточить внимание на устранении тех дефектов, которые приводят к наибольшим потерям. Для выяснения причин этих дефектов целесообразно дополнительно использовать причинно - следственную диаграмму.
После выяснения причин и устранения дефектов вновь строится диаграмма Парето с целью проверки эффективности принятых мер.
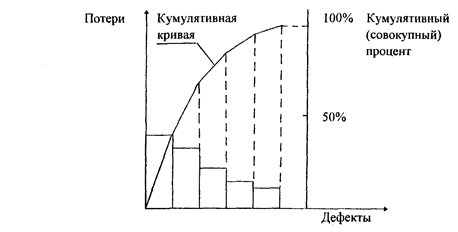
Рис 3. . Диаграмма Парето
Причинно-следственная диаграмма
Причинно-следственная диаграмма (Cause and effect diagram) применяется, как правило, при анализе дефектов, приводящих к наибольшим потерям. Она позволяет выявить причины таких дефектов и сосредоточиться на устранении этих причин. При этом анализируются четыре основных причинных фактора: человек, машина (оборудование), материал и метод работ. При анализе этих факторов выявляются вторичные, а, может быть, и третичные причины, приводящие к дефектам и подлежащие устранению. Поэтому для анализа дефектов и построения диаграммы необходимо определить максимальное число причин, которые могут иметь отношение к допущенным дефектам. Такую диаграмму в виде рыбьего скелета предложил японский ученый К.Исикава. Ее называют также «ветвистой схемой характерных факторов». Иногда ее еще называют диаграммой «четыре М» - по составу четырех основных факторов: Man, Method, Material, Machine.

Рис 4. . Причинно-следственная диаграмма
Гистограмма
Гистограмма (Histogram) представляет собой столбчатый график и применяется для наглядного изображения распределения конкретных значений параметра по частоте повторения за определенный период времени (неделя, месяц, год). При нанесении на график допустимых значений параметра можно определить, как часто этот параметр попадает в допустимый диапазон или выходит за его пределы.
Полученные данные анализируют, применяя другие методы:
- долю дефектных изделий и потерь от брака исследуют с помощью диаграммы Парето;
- причины дефектов определяют с помощью причинно-следственной диаграммы, метода расслоения и диаграммы разброса;
- изменение характеристик во времени определяют по контрольным картам.
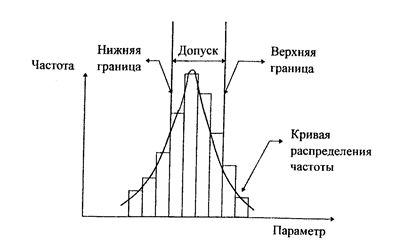
Рис 5. . Гистограмма
Диаграмма разброса
Диаграмма разброса (Scatter diagram-корреляционная диаграмма) строится как график зависимости между двумя параметрами. Это позволяет определить, есть ли взаимосвязь между этими параметрами. И если такая взаимосвязь существует, можно устранить отклонение одного параметра, воздействуя на другой. При этом возможна положительная или отрицательная взаимосвязь, но возможно и отсутствие какой-либо взаимосвязи.
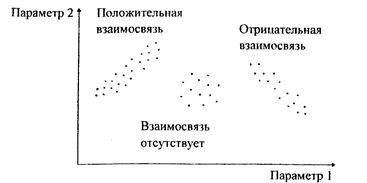
Рис 6. Диаграмма разброса
Контрольная карта
Контрольнная карта (Control chart)-это разновидность графика, который отличается наличием контрольных границ, обозначающих допустимый диапазон разброса характеристик в обычных условиях течения процесса. Выход характеристик за пределы контрольных границ означает нарушение стабильности процесса и требует проведения анализа причин и принятия соответствующих мер.

Рис 7. Контрольная карта
НКП - нижний контрольный предел
СЛ - средняя линия
ВКП - верхний контрольный предел
Метод расслоения
Метод расслоения (послойный анализ-Stratification) применяют для выяснения причин разброса характеристик изделий. Существо метода заключается в разделении (расслоении) полученных характеристик в зависимости от различных факторов: квалификации работников, качества исходных материалов, методов работ, характеристик оборудования и т.д. При этом определяется влияние того или иного фактора на характеристики изделия, что позволяет принять необходимые меры для устранения их недопустимого разброса.
Графики
Графики используются для наглядности и облегчения понимания взаимозависимости количественных величин или их изменений во времени. Чаще всего применяются линейные, круговые, столбчатые и ленточные графики.
Перечисленные «семь инструментов» помогают решать подавляющее большинство возникающих проблем качества. Для решения более сложных проблем дополнительно могут применяться методы Тагу-ти и «семь новых инструментов контроля качества», среди которых:
- Схема отношений (Relation diagram);
- Древовидная схема (Tree diagram);
- Матричная схема (Matrix diagram);
- Стрелочная схема (Arrow diagram) и другие.
Для обеспечения эффективности контроля, кроме применения конкретных методов, необходимо также иметь в виду два общих правила.
Во-первых, нужно, чтобы контроль охватывал все этапы работ:
от исследований и проектирования до проведения испытаний готовых изделий и надзора за их эксплуатацией.
Во-вторых, важно, чтобы основной объем контроля осуществлялся в виде самоконтроля, когда исполнители работ заинтересованы контролировать себя сами и сами же могут устранить обнаруженные дефекты. При этом должен сохраняться также и независимый контроль для проведения инспекторских проверок, испытаний и приемки готовой продукции. В каждом конкретном случае нужно постараться найти оптимальное сочетание между этими двумя видами контроля.
1.3.9. Информация о качестве
Эту функцию иногда называют коммуникацией или связующим процессом. Содержание этой функции - получение, систематизация и выдача информации о качестве соответствующим подразделениям для анализа и разработки необходимых мероприятий.
При рассмотрении этой функции необходимо иметь в виду четыре базовых элемента:
1. Отправитель информации.
2. Сообщение, т.е. собственно информация.
3. Канал, средство передачи информации и помехи (шум).
4. Получатель информации и обратная связь.
Информация о качестве складывается из внутренней и внешней. Внутренняя получается по результатам контроля производства и показывает, какое качество продукции достигается при ее создании на предприятии. Внешняя получается в виде требований заказчиков и рынков сбыта, данных о научно-техническом прогрессе (стандарты, патенты, ноу-хау), сведений с объектов эксплуатации.
Сравнение внутренней и внешней информации дает объективную оценку положения дел с качеством продукции, что позволяет принимать необходимые меры для эффективной работы в области качества.
Поиском внешней информации на предприятиях занимаются службы маркетинга, стандартизации, информации, патентов. Активную работу в этом направлении ведут также конструкторские, исследовательские и технологические отделы. Информацию с объектов эксплуатации получает служба надежности и претензионная служба. Последняя обычно входит в состав отдела технического контроля и организует работу по устранению предъявленных претензий. Служба входного контроля обменивается информацией с поставщиками о качестве материалов и комплектующих изделий.
Основными отправителями и получателями внутренней информации о качестве являются исследовательские, конструкторские и технологические отделы, цехи-изготовители продукции, отдел технического контроля, представители заказчиков на предприятии, а также отдел управления качеством.
Основными носителями информации о качестве являются:
предъявительские записки, акты о браке, протоколы испытаний, акты инспекционного контроля, претензии и сообщения с мест эксплуатации, материалы отделов маркетинга, информации и патентов.
Каналами и средствами передачи информации служат существующие средства внешней связи и внутренняя почта предприятия. При организации информационных потоков очень важно установить обратную связь, исключить возможные искажения.
В условиях жесткой конкуренции и наличия у крупных фирм филиалов в разных странах оперативное получение и передача информации о новейших достижениях в области техники и технологии приобретает первостепенное значение. Цена информации чрезвычайно высока, и для ее получения используются все дозволенные, а зачастую и недозволенные методы, в том числе - промышленный шпионаж.
1.3.10. Разработка мероприятий
Разработка мероприятии производится на основе анализа информации и должна предусматривать:
- корректирующие мероприятия, направленные на устранение выявленных дефектов и несоответствий;
- предупредительные мероприятия - для устранения причин выявленных дефектов и несоответствий, чтобы не допустить их повторения;
- профилактические мероприятия, предназначенные для устранения причин потенциальных дефектов, чтобы предотвратить их появление.
В соответствии с принципами обеспечения качества эти мероприятия могут быть направлены на улучшение материальной базы, на активизацию человеческого фактора или на совершенствование управления.
Стабильность обеспечения качества может быть достигнута только в том случае, если в системе качества предусмотрена возможность принятия полного комплекса указанных мер, хотя в каждом конкретном случае может потребоваться только какая-то часть этих мероприятий.
Разработка мероприятий начинается с доведения информации по качеству до соответствующих подразделений, которые анализируют ее, разрабатывают необходимые меры, согласовывают их с другими подразделениями и представляют на утверждение руководству предприятия.
Оформление мероприятий производится в виде приказов, распоряжений, планов или графиков работ. Важно, чтобы все планируемые меры были обеспечены необходимыми ресурсами и предусматривался контроль их исполнения.
1.3.11. Принятие решений руководством предприятия
В курсах менеджмента функции «принятие решений» уделяется особое внимание, ибо без принятия решений нет управления.
При этом, как правило, рассматриваются различные виды, модели и методы принятия решений, а само решение понимается как выбор альтернативы. Однако, решение - это, по-видимому, не только выбор альтернативы, но и принятие оптимального варианта между альтернативами.
Технология принятия решений в области качества базируется на общих подходах и методах, принятых в менеджменте: интуитивные решения, решения, основанные на суждениях, рациональные решения с учетом прошлого опыта.
Не отрицая полезности различных способов принятия решений, наиболее основательными представляются рациональные решения. Эти решения предусматривают определенную последовательность их принятия и включают несколько этапов:
1. Диагностика проблемы.
2. Формулировка ограничений и критериев.
3. Определение и оценка альтернатив.
4. Выбор альтернативы или, добавим, оптимального решения. Так же, как и разработка мероприятий, принятие решений требует учета всех факторов качества, чтобы решение было результативным. Иначе говоря, нужно учитывать не только технические, но и организационные и, в особенности, человеческие факторы.
Решения обычно -принимаются при утверждении мероприятий, подготовленных в виде различных документов, в которых обязательно должны быть предусмотрены необходимые ресурсы и контроль за выполнением мероприятий.
1.3.12. Реализация мероприятий
В соответствии со стандартом ИСО 8402 реализация мероприятий может осуществляться применением корректирующих действий для оперативного устранения выявленных несоответствий а также -предупреждающих или профилактических мер - в зависимости от характера разработанных мероприятий.
Реализация мероприятий - заключительная функция цикла управления качеством. Осуществляется она после принятия решений, которые в виде приказов, планов мероприятий или графиков работ направляются всем исполнителям, а также - в службу качества для контроля и учета их выполнения.
В процессе реализации мероприятий в них могут вноситься коррективы, от некоторых мероприятий иногда приходится отказываться или переносить сроки их выполнения. Служба качества в таких случаях оформляет необходимые изменения.
По результатам работ могут составляться акты, протоколы, которые утверждаются руководством предприятия.
После реализации мероприятий цикл управления качеством повторяется: вновь осуществляется контроль качества (но уже с учетом принятых мер), анализируется полученная информация, при необходимости вновь разрабатываются мероприятия и так далее, продвигаясь по петле качества.
И если по результатам контроля и анализа информации были подготовлены и успешно внедрены в производство все необходимые мероприятия, то следующий цикл управления повторяется уже на более высоком уровне качества.
1.3.13. Взаимодействие с внешней средой по вопросам качества
Эта функция предусматривает выполнение следующих основных работ:
- изучение рынка и активное взаимодействие с потребителями и заказчиками для определения требований к качеству продукции;
- установление тесного взаимодействия с поставщиками трудовых ресурсов, капитала, услуг и энергии;
- выбор квалифицированных поставщиков с целью получения качественных материалов и покупных изделий;
- выполнение существующего законодательства в области качества;
- рекламная деятельность;
- сбор и анализ информации о научно-техническом прогрессе и достижениях конкурентов, патентно-лицензионная работа.
Здесь мы не будем рассматривать содержание и методы выполнения этих работ. Отметим только, что одно их перечисление говорит о том, насколько важны указанные направления работ не только с точки зрения качества, но и вообще для успешной деятельности предприятия.
Список литературы
1. Гличев А. В. «Новвоведения, маркетинг и управление качеством»
ж. «Стандарты и качество»// №10, 1995г.
2. Гличев А. В. «Новвоведения, маркетинг и управление качеством» ж. «Стандарты и качество»// №10, 1995г.
3. Полховская Т. М., Карпов Ю. А., Соловьев В. П. «Основы управления качеством продукции»// М. 1992г.
4. Огвоздин В. Ю., «Управление качеством» уч. пособие СПБГИЭА 1998г.