| Похожие рефераты | Скачать .docx |
Реферат: Технология производства макаронных изделий
Министерство образования Российской Федерации
Оренбургский государственный университет
Заочный факультет
Курсовая работа
по курсу : «Система технологий отраслей»
на тему «Технология производства макаронных изделий»
Выполнил: Шаповалов А.В.
Группа: 99 з/о ММ2
Проверил: Насыров А.Г.
Оренбург 2001
Содержание работы:
Введение………………………………………………………………..……..3
1. Сырье, используемое при производстве макаронных изделий……………………………………………………………………………..4
2. Ассортимент, классификация изделий………………………………….7
3. Основные стадии производства макаронных изделий………………..10
4. Основные технологические схемы производства макаронных изделий……………………………………………………………………………13
5. Основные агрегаты макаронного производства – прессующее устройство и матрица…………………………………………………………….19
6. Экологические показатели производства……………………………...24
Заключение …………………………………………………………………26
Список использованной литературы………………………………………27
Введение
Исторически доказано, что родиной макаронных изделий является Италия. В средние века прессующие устройства (устройству этих агрегатов посвящена отдельная глава) приводились в действие посредством лошадиной силы или на водяных мельницах, а при появлении первых машин появились паровые агрегаты.
Годом зарождения макаронной отрасли в России считается 1797, когда была открытия первая макаронная фабрика в Одессе.
Макаронные изделия представляют собой продукты, отформованные из пшеничного теста в виде трубочек, нитей ленточек и фигурок и высушенные до влажности 13%.Они характеризуются хорошей сохраняемостью, транспортабельностью, быстротой и простотой приготовления из них пищи , а также высокой питательной ценностью и хорошей усвояемостью.
Макаронные изделия имеют ряд преимуществ перед наиболее распространенными продуктами питания. При хранении макаронные изделия не черствеют, как хлеб, и менее гигроскопичны по сравнению с сухарями, хорошо транспортируются и сохраняются (до года и более) без ухудшения вкусовых и питательных свойств. Макаронные изделия по пищевой ценности превосходят пшеничный хлеб, так как изготовляют их из пшеничной муки с максимальным содержанием белковых веществ. В них содержится 9 - 13% белков, 75 -79 усвояемых углеводов, 0,9 жиров, 0,6 % минеральных веществ и витамины В1 , В2 , РР и др. Калорийность макаронных изделий составляет 360 ккал/100 г.Усвояемость их организмом человека выше усвояемости крупы. Белки макаронных изделий усваиваются на 85 %, углеводы - на 98 % и жиры на 95 %. Из них можно быстро приготовить блюдо, так как продолжительность их варки равна 5 - 15 мин.
1. Сырье, используемое при производстве макаронных изделий
Основным сырье, применяем в макаронном производстве, является мука. ГОСТ 875—69 предусматривает использование в качестве основного сырья макаронного производства пшеничной муки высшего или I сортов. При этом изделия лучшего качества, имеющие янтарно-желтый или соломенно-желтый цвет, получаются из специальной макаронной муки высшего сорта (крупки), полученной размолом зерна твердой пшеницы или мягкой стекловидной пшеницы. Из макаронной муки I сорта (полукрупка твердой или "мягкой стекловидной пшеницы) получаются изделия с коричневатым оттенком большей или меньшей интенсивности. Хлебопекарная мука высшего или I сортов, полученная размолом зерна мягкой пшеницы, применяется при отсутствии макаронной муки. Макаронные изделия, полученные из хлебопекарной муки высшего сорта, имеют обычно светло-кремовый цвет, а из муки I сорта—темно-кремовый с серым оттенком.
По внешнему виду макаронная крупка отличается от хлебопекарной муки крупнотой частичек (как у манной крупы) с желтоватым оттенком. Полукрупка состоит из более мелких частиц, чем крупка, и поэтому с более светлым оттенком (хотя и дает более темные макаронные изделия). Хлебопекарная же мука любого сорта состоит из порошкообразных частиц, причем чем ниже сорт муки, тем она имеет более темный оттенок.
Важнейшие показатели качества муки для макаронных изделий - цвет, крупность, количество и качество сырой клейковины. Из муки с низким содержанием клейковины получаются непрочные, крошащиеся изделия. Качество сырой клейковины должно быть не ниже второй группы. Выше ценится крупитчатая мука, так как она медленнее поглощает воду и образует пластичное тесто. Мука, используемая в макаронном производстве, не должна содержать в значительных количествах свободные аминокислоты, редуцирующие сахара и активную полифенолоксидазу (тирозиназу), вызывающую потемнение теста и ухудшение качества готовых изделий.
Склады муки бывают тарного хранения (в мешках) либо бестарного. Как при тарном, так и при бестарном способе возможны разнообразные варианты схем хранения, подготовки и подачи муки к прессам.
На рис. 1 показан возможный вариант схемы при тарном хранении муки, на рис. 2 —при бестарном. В зависимости от принятой схемы в складах муки макаронных предприятий используют то или иное оборудование. Оборудование складов муки предназначено для приемки, хранения и транспортирования ее внутри склада и к макаронным прессам, а также подготовки к производству (очистки и взвешивания).
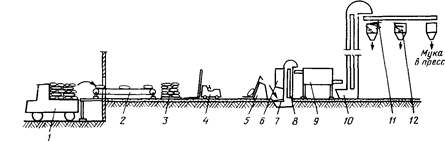
Рисунок 1 - Схема склада тарного хранения муки:
1—автомобиль, 2—ленточный транспортер. 3 — поддон с мешками; 4 — электропогрузчик 5 — мешкоопрокидыватель, 6 — пылесос, 7 — завальная яма; 8 — нория; 9 — просеиватель, 10—нория большая, 11— шнековый транспортер распределитель, 12 — бункер
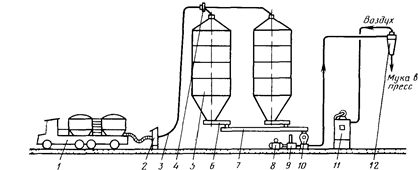
Рисунок 2 - Схема склад.бестарного хранения муки:
1 — автомуковоз. 2 — щиток приемный, 3 — мукопровод, 4 — переключатель 5—силос. 6 — дозатор шнековый, 7 — шнековый транспортер. 8 — электродвигатель; 9 — воздуходувка, 10—центробежное сито, 11—фильтр воздуха, 12 — бункер над прессом
Вода является составной частью макаронного теста. Она обусловливает биохимические и физико - химические свойства теста. Используют водопроводную питьевую воду, которая должна быть умеренно жесткой и отвечать требованиям ГОСТ-Р на питьевую воду.
Дополнительное сырьё, применяемое в макаронном производстве делится: на обогатительное, повышающее белковую ценность макаронных изделий; на вкусовые и ароматические добавки; улучшители; витаминные препараты.
Основным видом обогатительных добавок являются белковые обогатители, к которым относятся свежие яйца, яйцепродукты (меланж, яичный порошок), клейковина пшеничной муки, казеин, цельное и сухое молоко, молочная сыворотка и др.
Яйцепродукты добавляют из расчета 260 - 400 яиц или 10 - 15 кг меланжа на 100 кг. муки.
Пищевая ценность макаронных изделий с добавкой 10% сухого молока почти такая же, как изделий, обогащенных яичными продуктами.
При использовании пшеничной клейковины содержание белковых веществ в изделиях может увеличиваться на 30 - 40%. Клейковина является отходом при производстве пшеничного крахмала и использовании её в качестве обогатителя экономически целесообразно.
Применяются также белковые изоляты, получаемые из шротов сои, подсолнечника и других масличных культур. Они могут служить заменителями яичных продуктов.
В качестве вкусовых добавок при производстве макаронных изделий используют овощные и фруктовые соки натуральные, концентрированные или сухие. Чаще всего применяют томатную пасту и порошки из томатов.
Улучшителями служат поверхностно - активные вещества. Они способствуют повышению качества макаронных изделий, которые меньше слипаются при сушке и лучше сохраняют форму при варке.
С целью обогащения макаронных изделий можно использовать термоустойчивые водорастворимые витамины В1 , В2 , РР.
Качество макаронных изделий во многом зависит от проведения технологического процесса.
Современное макаронное производство представляет собой единую автоматическую поточную линию. Оно состоит из следующих основных операций: подготовки сырья, приготовления теста, формования макаронных изделий, сушки, упаковки.
2. Ассортимент вырабатываемых изделий
В зависимости от формы макаронные изделия подразделяют на следующие типы: трубчатые, нитеобразные, лентообразные и фигурные. В свою очередь каждый из указанных типов изделий подразделяют на виды.
Трубчатые изделия в зависимости от размеров поперечного сечения делятся на виды: соломку (диаметр до 4 мм); особые )диаметр от 4,1 до 5,5 мм), обыкновенные (диаметр от 5,6 до 7 мм), любительские (диаметр более 7 мм). Толщина стенок трубчатых изделий должна быть не более 1,5 мм (допускается до 2 мм в количестве не более 5 % от массы изделий в единице упаковки).
К трубчатым изделиям относят (рис. 3): макароны — трубка с прямым срезом длиной не менее 15 см; рожки—изогнутая или прямая трубка с прямым срезом длиной от 1,5 до 10 см; перья—трубка с косым срезом длиной от 3 до 10 см.
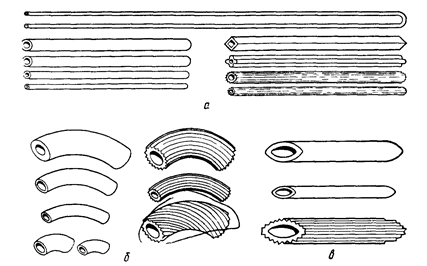
Рисунок 3 – а – макароны, б – рожки, в - перья
Нитеобразные изделия (вермишель) по размерам в сечении делятся на виды (рис. 4); паутинку (диаметр не более 0,8 мм); тонкую (диаметр не более 1,2 мм); обыкновенную (диаметр не более 1,5 мм); любительскую (диаметр не более 3 мм).
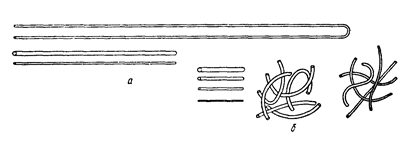
Рисунок 4 – Нитеобразные изделия. а – длинные, б – короткорезаные
Лентообразные изделия (лапша) выпускают различных наименований (рис. 5): гладкая или рифленая, с прямыми, волнообразными или пилообразными краями и т. д. Ширина лапши допускается любая, но не менее 3 мм, толщина ее должна быть не более 2 мм.
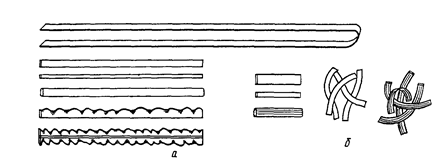
Рисунок 5 – Лентообразные изделия. а – длинные, б – короткорезанные.
Фигурные изделия (рис. 6) могут выпускаться любой формы и размеров, но максимальная толщина какой-либо части в изломе не должна превышать: для прессованных изделий 3 мм, для штампованных— 1,5 мм.
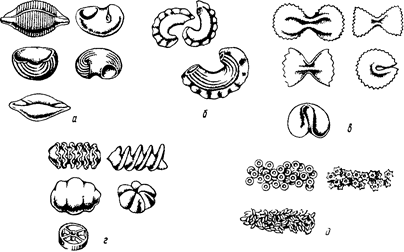
Рисунок 6 - Фигурные изделия- а — ракушки, б — гребешки; в — штампованные, г — завитки, д — суповые засыпки
В зависимости от длины макаронные изделия делят на длинные (от 15 до 50 см) и короткие (от 1,5 до 15 см). Макароны изготавливают только длинными; вермишель и лапшу—как длинными, так и короткими; рожки, перья, фигурные изделия— только короткими.
Наконец, по способу формования короткие изделия делятся на короткорезаные и штампованные.
3. Основные стадии производства макаронных изделий
Процесс производства макаронных изделий состоит из следующих основных операций: подготовка сырья, приготовление макаронного теста, прессование теста, разделка сырых изделий, сушка, охлаждение высушенных изделий, отбраковка и упаковка готовых изделий.
Подготовка сырья. Заключается в просеивании муки, отделении от нее металломагнитной примеси, подогреве (температура муки должна быть не ниже 10 °С), смешивании разных партий муки в соответствии с указаниями лаборатории фабрики.
Вода, предназначенная для замеса теста, подогревается в теплообменных аппаратах, а затем смешивается с холодной водопроводной водой до температуры, указанной в рецептуре.
Подготовка добавок заключается в размешивании их в воде, предназначенной для замеса теста. При использовании куриных яиц их предварительно моют, а если применяют меланж, то его предварительно размораживают.
Приготовление макаронного теста. Складывается из дозирования ингредиентов (муки, воды и добавок) и замеса теста.
Дозирование осуществляется при помощи дозаторов, которые подают муку и воду с растворенными в ней добавками непрерывным потоком в месильное корыто в соотношении примерно 1 :3.
В месильном корыте идет интенсивное перемешивание муки и воды, увлажнение и набухание частиц муки—происходит замес теста. Однако в отличие от хлебного или бисквитного теста макаронное тесто к концу замеса представляет собой не сплошную связанную массу, а множество увлажненных разрозненных комков и крошек.
Прессование теста. Цель — уплотнить замешенное тесто, превратить его в однородную связанную пластичную тестовую массу. а затем придать ей определенную форму, отформовать ее. Формование осуществляется продавливанием теста через отверстия, проделанные в металлической матрице. Форма отверстий матрицы определяет форму выпрессовываемых сырых изделий (полуфабриката). Например, отверстия круглого сечения будут давать вермишель, прямоугольного — лапшу и т. д.
Разделка сырых изделий. Состоит в разрезании выпрессовываемых из матрицы сырых изделий на отрезки нужной длины и в подготовке их к сушке. Эта подготовка в зависимости от вида изготавливаемых изделий и применяемого сушильного оборудования заключается либо в раскладке сырых изделий на сетчатые транспортеры, рамки или в лотковые кассеты, либо в развесе длинных прядей сырых изделий на специальные сушильные жерди — бастуны.
Выпрессовываемые изделия перед резкой иди во время резки интенсивно обдувают воздухом для получения на их поверхности подсушенной корочки. Это предотвращает прилипание сырых изделий к сушильным поверхностям и слипание изделий между собой во время сушки.
Сушка изделий. Цель — закрепить их форму и предотвратить возможность развития в них микроорганизмов. Это наиболее длительная и ответственная стадия технологического процесса, от правильности проведения которой зависит в первую очередь прочность изделий. Очень интенсивная сушка приводит к появлению в сухих изделиях трещин, а очень медленная сушка может привести к закисанию изделий.
На макаронных предприятиях используют конвективную сушку макаронных изделий—обдувание высушиваемого продукта нагретым воздухом.
Охлаждение высушенных изделий. Этот процесс необходим для того, чтобы выравнять высокую температуру изделий с температурой воздуха упаковочного отделения. Если макаронные изделия упаковывать без охлаждения, то испарение влаги будет продолжаться уже в упаковке, что приведет к уменьшению массы упакованных изделий.
Наиболее предпочтительно медленное охлаждение высушенных изделий в специальных бункерах и камерах, называемых стабилизаторами-накопителями.
Охлажденные изделия подвергают отбраковке, во время которой удаляют изделия, не отвечающие требованиям к их качеству, после чего изделия упаковывают.
Упаковка. Производится либо в мелкую тару (коробочки, пакеты) вручную или фасовочными машинами, либо насыпью" в крупную тару (короба, ящики, бумажные мешки)
4. Основные технологические схемы производства макаронных изделий
Производство любого вида макаронной продукции всегда состоит из перечисленных выше стадий, однако вид вырабатываемых изделий, а также наличие на фабрике того или иного оборудования определяют технологическую схему производства этих изделий на какой-либо конкретной фабрике. Макаронные фабрики в настоящее время изготавливают длинные изделия по трем схемам, а короткие — по двум. Каковы же отличительные особенности каждой из этих пяти схем?
Схема производства макарон с сушкой в лотковых кассетах. По этой схеме (рис. 7) вырабатывают макароны любого диаметра длиной 20—25 см.
Выходящую из матрицы пресса 1 прядь сырых макарон с помощью катающегося стола 2 укладывают в лотковые кассеты и разрезают. На многих предприятиях эта операция механизирована, ее выполняют раскладочно-резательные машины.
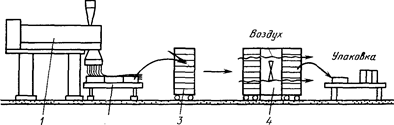
Рисунок 7 - Схема производства макарон с сушкой в лотковых кассетах
Заполненные сырыми изделиями кассеты перекладывают на вагонетки 5 или тележки и перевозят в сушильное отделение. Здесь установлены бескалориферные сушильные шкафы 4, к которым плотно подставляют вагонетки с заполненными кассетами, либо вручную перекладывают кассеты из тележки в сушильный шкаф. Сушка заключается в том, что поток воздуха из вентилятора сушильного аппарата проходит через макароны, уложенные в кассеты. По окончании сушки готовые изделия в вагонетках или на тележках поступают в упаковочное отделение, где изделия после остывания и отбраковки фасуют вручную или укладывают в крупную тару насыпью. Пустые кассеты в вагонетках или на тележках подают к прессу, где процесс повторяется снова.
Основные недостатки кассетного способа производства макарон состоят в том, что затрачивается много ручного труда и макароны всегда получаются искривленными. Однако до сих пор по такой схеме в нашей стране вырабатывают основную массу макарон. Объясняется это тем, что кассетный способ не требует сложного и дорогого оборудования (сушильные шкафы, вагонетки и тележки изготавливают в мастерских макаронных предприятий) и больших площадей.
В последние годы с целью доведения ручного труда до минимума при кассетном способе производства макарон на ряде предприятий созданы механизированные поточные линии. На рис. 8 приведена схема одной из таких линий. Выпрессовываемая шнековым прессом 1 прядь макарон поступает в раскладочно-резательную машину 2, где происходят механическая укладка и резка макарон в лотковые кассеты 3. Заполненные кассеты укладывают вручную стопками на два цепных транспортера 5, проходящих по обеим сторонам сушилки. Сушилка представляет собой несколько шкафных сушильных аппаратов, установленных в ряд. При медленном перемещении стопок
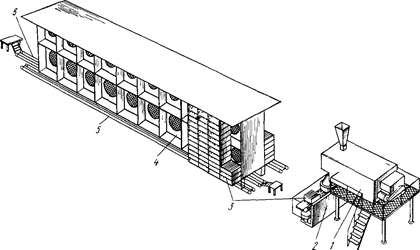
Рисунок 10. Механизированная поточная линия для производства макарон с сушкой в лотковых кассетах
кассет транспортерами происходит высушивание макарон. Сухие макароны вынимают из кассет на упаковочном столе 6, а пустые кассеты подают к раекладочно-резательной машине для очередного заполнения сырыми изделиями.
Схема производства длинных макаронных изделий на автоматизированных поточных линиях с сушкой подвесным способом. По этой схеме в нашей стране пока изготавливают сравнительно небольшое количество макаронных изделий. Однако благодаря высокой степени механизации и автоматизации всех технологических процессов, осуществляемых непрерывнодействующими машинами и агрегатами, входящими в состав линий, этот способ производства высококачественных макаронных изделий (макарон особых и соломка, вермишели и лапши) получает все большее распространение у нас в стране. В настоящее время по этой схеме в макаронной промышленности работают линии итальянской фирмы «Брайбанти» и подобные им отечественные линии Б6-ЛМГ, Б6-ЛМВ и ЛМБ.
На рис. 9 изображена схема линии Б6-ЛМВ. Непрерывно-действующий пресс 2 выпрессовывает через прямоугольную матрицу пряди, которые специальным автоматом (саморазвесом) 1 развешиваются на бастуны. В таком состоянии они поступают на сушку. Сначала пряди макарон проходят сушку в предварительной сушилке 5, где интенсивно удаляется влага из полуфабриката, а затем в окончательной сушилке 4, в которой влага медленно удаляется из изделий. В сушилках бастуны с изделиями перемещаются транспортерами, расположенными в несколько ярусов. Высушенные изделия на бастунах поступают в стабилизатор-накопитель 5, а затем машиной б снимаются с бастунов и поступают на упаковку. Порожние бастуны цепным транспортером подаются к саморазвесу. Обычно линии укомплектовывают фасовочными машинами для упаковки продукции в коробочки.
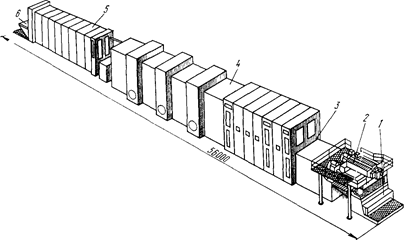
Рисунок 11. Автоматизированная поточная линия Б6-ЛМВ для производства длинных макаронных изделий
Схема производства длинных изделий на автоматизированных поточных линиях с предварительной сушкой на рамках и окончательной сушкой в цилиндрических кассетах. По этой схеме изготавливают длинные макаронные изделия на автоматизированных поточных линиях французской фирмы «Бассано». В нашей стране работают две такие линии. Линия включает в себя макаронный пресс, расстилочную машину, предварительную и окончательную сушилки, стабилизатор-накопитель и группу упаковочных машин. Основные преимущества этой схемы—отсутствие сухих отходов и получение абсолютно прямых изделий одинаковой длины. Достигается это тем, что разрезанные на отрезки одинаковой длины макаронные изделия после предварительной сушки на рамках проходят окончательную сушку внутри вращающихся цилиндрических кассет. Таким образом, изделия высушиваются в процессе непрерывного перекатывания по внутренней поверхности цилиндрических кассет, что делает их абсолютно прямыми.
Схема производства короткореэаных изделий на комплекс но-механиэированных поточных линиях. Линия (рис. 10) состоиг из двух основных элементов: шнекового макаронного пресса 1 и сушилки непрерывного действия 2.
Выпрессовываемые изделия непрерывно нарезаются каким-либо механизмом для резки коротких изделий и подаются на верхнюю ленту паровой конвейерной сушилки. Постепенно пересыпаясь с верхней ленты на нижележащую, изделия обдуваются нагретым сушильным воздухом.
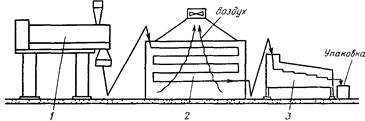
Рис. 12. Схема комплексно-механизированной поточной линии для производства короткорезаных изделий
Высушенные изделия охлаждаются чаще всего в виброохладителях 5 или просто на ленточных транспортерах достаточной длины, подающих их в упаковочное отделение.
Высокая степень механизации, гибкость схемы, большая производительность дали ей широкое распространение в нашей стране в послевоенные годы.
Схема производства коротких изделий на автоматизированных поточных линиях. Выработка макаронных изделий по этой схеме отличается от производства по предыдущей более высокой степенью механизации и автоматизации процессов, более высоким качеством получаемых изделий в связи с использованием более продолжительной сушки, осуществляемой в три этапа—предварительная подсушка, предварительная и окончательная сушка.
Помимо матриц и режущих механизмов для получения короткорезаных изделий линии обычно укомплектовывают щелевидными матрицами для получения ленты теста и штампмашинами, что позволяет вырабатывать на них также штампованные изделия.
Линия (рис. 11) состоит из шнекового макаронного пресса 1, установки для предварительной подсушки 2, предварительной 5 и окончательной б сушилок, стабилизатора-накопителя 11, а также вспомогательных и транспортирующих устройств: ковшовых элеваторов 3, б и 9, раскладчиков изделий 4 и 7 и ленточных транспортеров 10 и 12.
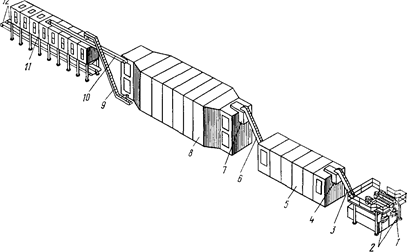
Рисунок 13 Автоматизированная поточная линия фирмы «Брайбанти» для производства коротких изделий
5. Основные агрегаты макаронного производства – прессующее устройство и матрицы
Шнековые прессы классифицируют по числу корыт тестосмесителя (одно-, двух-, трех- и четырехкорытные), по числу прессующих устройств или прессующих шнеков (одно-, двух- и четырехшнековые), по наличию и месту вакуумирования теста (в тестосмесителе или в шнековой камере), по форме матрицы и по конструкции тубуса.
В настоящее время на наших макаронных предприятиях эксплуатируются отечественные макаронные прессы ЛПЛ-1М, ЛПЛ-2М и ЛМБ. Последние установлены в автоматизированных поточных линиях ЛМБ, а также автоматизированные поточные линии итальянской фирмы «Брайбанти», а французской фирмы «Бассано»—пресс ВВК 140/4.
Ростовский-на-Дону машиностроительный завод приступил к выпуску прессов серии Б6-ЛПШ производительностью 500,. 750 и 1000 кг/ч готовых изделий.
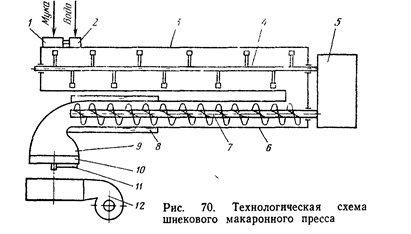
Для того чтобы понять принцип работы пресса и назначение отдельных его узлов рассмотрим технологическую схему одно-корытного одношнекового макаронного пресса с круглой матрицей, представленного на рис. 14
Технологическими узлами пресса являются дозаторы муки 1 и воды 2, тестосмеситель, состоящий из корыта 3 и вала 4 с лопатками, прессующее устройство, включающее шнековый цилиндр с водяной рубашкой 6 и шнек 7, прессовая головка, сменная матрица 10, режущий механизм 11 и обдувочное устройство 12. Вращение валов тестосмесителя и шнека обычно осуществляется от единого привода 5.
МАТРИЦЫ Замес теста, уплотнение полученной крошковатой массы и формование сырых изделий осуществляются в настоящее время в едином агрегате—в шнековом макаронном прессе непрерывного действия, основным рабочим органом которого является матрица. Форма отверстий матрицы определяет вид выпрессовываемых изделий. Меняя матрицы, можно на одном и том же прессе получать практически любой вид макаронных изделий. Таким образом, прессы и матрицы являются основным оборудованием для замеса и прессования макаронного теста.
Кроме этого оборудования в тестоформовочных отделениях макаронных фабрик используются различные машины и механизмы для резки сырых изделий (на них мы остановимся в следующей главе), а также ряд вспомогательных машин, которые мы рассмотрим в этой главе.
Матрица наряду с прессующим устройством является основным рабочим органом макаронного пресса. Она обусловливает производительность пресса, вид изделий (форму и размеры поперечного сечения), в значительной мере влияет на качество продукта (степень шероховатости поверхности, прочность склеивания макаронных трубок и т. д.). Матрицы изготавливают из металлов, не поддающихся коррозии, обладающих достаточной прочностью и износостойкостью, с малой адгезионной способностью. Такими металлами являются бронза, латунь, нержавеющая сталь.
Матрицы бывают двух типов — круглые (дисковые) и прямоугольные. При помощи круглых матриц формуют все виды длинных и короткорезаных изделий, а также тестовые ленты для изготовления из них штампованных изделий. Прямоугольные матрицы используют для формования длинных макаронных изделий (макароны, вермишель, лапша разных видов), вырабатываемых на автоматизированных поточных линиях.
Круглые матрицы. Матрицы в зависимости от толщины используют без опорных устройств или с опорными устройствами—колосниками. В матрицах с подкладными колосниками оставляют полосы, которые находятся над ребрами колосников, а в матрицах с накладными (подвесными) колосниками центральную часть занимает болт, с помощью которого крепится ребро колосника. В связи с этим на колосниковых матрицах меньше отверстий, чем на бесколосниковых.
Диаметр матрицы зависит от производительности пресса. В прессах ЛПЛ производительностью около 400 кг/ч используются матрицы диаметром 298 мм. В прессах ЛПШ устанавливают матрицы диаметром 350 мм.
Толщина матрицы должна отвечать условиям прочности. В шнековых макаронных прессах на каждый сантиметр площади поверхности матрицы тесто давит с силой до 100 кг и более. Матрицы диаметром 298 мм, имеющие толщину менее 60 мм, используются с опорными колосниками.
Подкладной колосник и состоит из обечайки 1 из полосовой стали с приваренными к ней стальными ребрами 2. Такие колосники чаще всего бывают двух- и четырехреберными. Наружный диаметр обечайки равен диаметру матрицы. Колосник устанавливают на кольцевую опору матрицедержателя, на который укладывают матрицу.
Матрицы с подкладными колосниками позволяют формовать изделия, которые режутся в подвесном состоянии—макароны, перья, вермишель, лапшу.
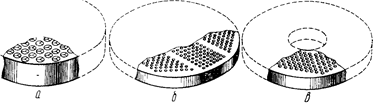
Рисунок 15 - Круглые матрицы: а — бесколосниковая; б, в — колосниковые
Накладной (подвесной) колосник состоит из стального ребра 1, вставленного в прорезь болта 2. Болт вставляют в отверстие матрицы 4 и прикрепляют к ней снизу гайкой 5. В этом случае матрицу устанавливают на кольцевую опору матрицедержателя пресса (как и бесколосниковую).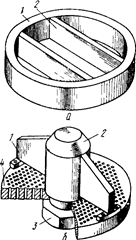
Матрицы с накладными колосниками позволяют формовать все виды как короткорезаных, так и длинных изделий.
Прямоугольные матрицы. Бывают однополосными и двухполосными. Однополосные матрицы используются в прессах автоматизированных поточных линий фирмы «Бассано», в которых выпрессовываемые изделия образуют одну прядь. Двухполосные матрицы применяются в прессах автоматизированных поточных линий с подвесной сушкой для получения двух прядей, развешиваемых одновременно на два бастуна.
В каждой полосе формующие отверстия размещены в несколько рядов с таким расчетом, чтобы на бастунах или на рольганговом столе они располагались в один слой (рис. 17). Число рядов в матрице зависит от размера поперечного сечения изделий: в матрицах для макарон особых и лапши широкой в каждой полосе отверстия размещены в два ряда, для макарон соломка—в три, для вермишели тонкой— в семь рядов.
Прямоугольные матрицы для автоматизированных поточных линий выпускают длиной 995 и шириной 100 мм. Толщина матрицы может быть от 31 до 50 мм.
Профили формующих отверстий. Формующие отверстия матриц бывают трех видов: с вкладышами для формования трубчатых и некоторых видов фигурных изделий; без вкладышей для формования всех видов изделий, кроме трубчатых и штампованных, и щелевидные для формования тестовой ленты,
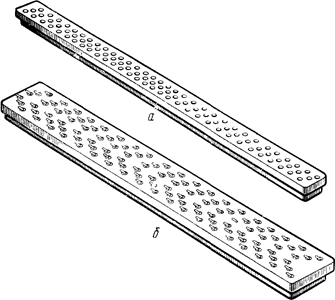
Рисунок 17 - Прямоугольные матрицы: а — однополосная; б — двухполосная
предназначенной для изготовления из нее штампованных изделий.
Отверстия с вкладышами являются наиболее сложными по конструкции и состоят из двух основных элементов: формующего канала, просверленного в теле матрицы, и закрепленного в нем вкладыша.
6. Экологические показатели производства
Основными вредными факторами для предприятий пищевой промышленности, и в частности - макаронной фабрики, являются шум, пыль и сточные воды.
Мероприятия, необходимые для охраны окружающей среды, принято делить на три группы:
а) технологические мероприятия, связанные с изменением технологических процессов и конструкции машин в интересах охраны окружающей среды;
б) планировочные мероприятия, включающие комплекс технических решений на размещение машин и аппаратов в отделениях, цехах, а также в целом предприятия на территории, прилегающей к жилой зоне
в) санитарно-технические мероприятия, включающие расчеты коэффициентов необходимой эффективности очистных сооружений и подбор необходимых типов аппаратов по очистке сточных вод и выбросов в атмосферу, защите от шума.
Вредными факторами, воздействующими на окружающую среду со стороны макаронной фабрики, являются:
- мучная пыль; перемещение муки по материалопроводам (трубы, по которым поступает мука посредством аспирации (метода выдувания) сопровождается выделением муки в воздух, который забирается в воздуховод аспирационной сети и направляется в циклон. Однако иногда воздуха в циклоне не достаточно и ее выбросы в окружающую среду превышает ПДВ (предельно допустимые выбросы), (согласно СН-1042-7З) равно 0,5 г/сек;
- шум: действующее оборудование является источником постоянного шума, допустимые санитарные нормы ПДВ шума: 35 дБА днем, 25 дБА ночью;
- сточные воды не должны превышать санитарные нормы по загрязненности органическими загрязнителями, количество которых не должно превышать допустимые 3 мг/л.
Заключение
Итак, в своей работе я попытался рассказать о особенностях технологии производства макаронных изделий.
Учеными-физиологами доказано, что человеческий рацион должен состоять на 37 % из изделий из муки, т.е. хлеба, хлебобулочных изделий, а также макарон. Потребление 100 г макарон в день покрывает полностью человеческие потребности в белках, на 50 % в крахмале, также было указано, что белки, жиры и углеводы, содержащиеся в макаронах, обладают высокой усвояемостью.
К сожалению, в нашем городе работает всего лишь одна макаронная фабрика, расположенная на ул. 9 января. Ассортимент изделий нашей фабрики не достаточно высок, зато изделия отличаются высоким качеством, а главное – низкой ценой. На российском рынке безусловным лидером является продукция Челябинской макаронной фабрики «Макфа».
Итак, в заключении хотелось бы сказать, что продукция макаронного производства занимает немаловажное и не последнее место как в пищевом рационе человека, так и в корзине рядового потребителя.
Список использованной литературы
1. Медведев Г.М. Технология и оборудование макаронного производства. – М.: 1984. – 280 с.
2. Чернов М.Е. Оборудование предприятий макаронной промышленности. – М.: 1987. – 232 с.
3. Смирнова Н. А. , Надеждина Л. А. “ Товароведение зерномучных и кондитерских товаров.” М.: 1990 г. – 241 с.
3. В. И. Теплов, В. Е. Боряев “Товароведение продовольственных товаров.” М.: - 1989 г.
Похожие рефераты:
Экспертиза качества и оценка конкурентоспособности макаронных изделий
Проект машины для производства макарон
Товарная характеристика макаронных изделий
Модернизация макаронного пресса
Анализ ассортимента и экспертиза качества макаронных изделий
Технология приготовления хлеба
Макароны из нетрадиционного сырья
Товароведная характеристика муки пшеничной и ржаной
Ассортимент и качество макаронных изделий, вырабатываемых на ОАО "Макаронная фабрика "Спагетто""
Ассортимент, качество, экспертиза макаронных изделий и трикотажных товаров
Интенсификация процесса сушки макаронных изделий
Технология кондитерского производства
Производство хлеба белого из муки высшего сорта на большой густой опаре
Макаронные изделия, производство, ассортимент, условия хранения
Тритикале - первая зерновая культура
Технология разработки гороховой муки