| Скачать .docx |
Реферат: Керамический кирпич пластического формования
Пример содержания и оформления курсовой работы
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО
ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
Ростовский государственный строительный университет
Институт строительных технологий и материалов
Кафедра технологи вяжущих веществ, бетонов и строительной керамики
курсовая работа по дисциплине: «Основы научных исследований»
на тему: «Керамический кирпич пластического формования»
Выполнил:
студент группы ПСМ-288
Веремчук В.А.
Проверил:
доцент кафедры ТВВБиСК
Мальцев Е.В.
Ростов-на-Дону
2009 г.
Ростовский государственный строительный университет
Кафедра технологии вяжущих веществ, бетонов и строительной керамики
задание №_______
на выполнение курсовой работы
по дисциплине «Основы научных исследований»
Студент группы ПСМ- 289 __________Иванов И.И. _______________
Задание: По результатам аналитического обзора и патентного поиска представить информацию о свойствах, производстве и областях применения
_____________________шлаковой пемзы ___________________________
Содержание курсовой работы:
Введение
1. Характеристика изделия
2. Технология производства
3. Контроль качества
4. Методы испытания
5. Результаты патентного поиска
Список использованных источников
Объем курсовой работы 20-25 страниц (формат А4)
Оформление курсовой работы должно соответствовать требованиям методических указаний
Дата выдачи КР «____»_____________20 г.
Дата сдачи КР «____»_____________20 г.
Руководитель КР___________________
подпись
Студент __________________________
1. ВВЕДЕНИЕ……………………………………………………………...…3
2. КЛАССИФИКАЦИЯ, РАЗМЕРЫ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ.....7
2.1. Технические требования…………………………………...…..8
2.2. Характеристики…………………………………….…………...9
2.3. Требования к сырью и материалам……………………......…12
3. Технология производства………………………………………13
3.1.1. Приемное отделение……………..…………………….…….13
3.1.2. Отделение глинопереработки…………….…...……………13
3.1.3.Отделение формовки кирпича……………………………....14
3.1.4. Сушильное отделение………….……………………….......15
3.1.5. Разгрузка сушил для обжига……………………………...16
3.1.6. Обжиговое отделение…………….………...………………16
3.2. Технологическая схема……………….………………………17
4. Контроль качества………………………….………………………18
5. МЕТОДЫ ИСПЫТАНИЙ………………….……………………………...20
6. Результаты патентного поиска……….………………………22
7. Список использованных источников…………….………...29
2. ВВЕДЕНИЕ
Цели и задачи Стратегии развития
Целями Стратегии являются формирование экономики строительной отрасли области, обладающей динамичным потенциалом, способным обеспечивать рост уровня благосостояния населения и стандартов проживания, эффективное воспроизводство и модернизацию производственного аппарата как на уровне комплекса, так и на уровне области в целом, укрепление конкурентоспособности и на этой основе рост качественных показателей и структурных характеристик комплекса, и в конечном итоге, укрепление внутренней и внешней безопасности Ростовской области. В социальной сфере Стратегия ориентирована на реализацию федеральных и обласных программ и инвестиций в области градостроительства и переустройства сельских населенных мест, удовлетворение спроса населения на жилье различной степени комфортности, повышение уровня обеспеченности современными объектами жилищно-коммунального хозяйства и гражданского назначения (здравоохранения, культуры и спорта, образования, бытовой принадлежности). В производственной сфере Стратегия направлена на:
- создание обновленного потенциала мощностей и материально-технической инфраструктуры строительного комплекса области на основе инновационных технологий, архитектурно-строительных систем, структур объемно-планировочных и конструктивных решений для нового строительства, реконструкции и технического перевооружения промышленных узлов, предприятий, зданий и сооружений, инженерных сетей;
- развитие производственных мощностей по выпуску строительных материалов, соответствующих нормативным требованиям, и формирование рынка добросовестной конкуренции;- обеспечение потребностей капитального строительства в качественных, экологически чистых, современных по дизайну видах продукции, отвечающих спросу различных по платежеспособности групп потребителей. Указанные цели предполагают решение следующих задач: В жилищном строительстве - ликвидация тенденции к старению и сокращению жилищного фонда и инженерных систем, переход к интенсивному восстановлению и воспроизводству на основе разработки и реализации эффективных социальных и научно-технических программ и проектов на федеральном, областном и муниципальном уровнях. Решение перечисленных задач требует:- увеличения объемов многоэтажного строительства в крупных городах и плотности застройки в связи с быстрым ростом стоимости земельных участков на городской территории; - развития малоэтажного строительства в двух перспективных направлениях - малоэтажной высокоплотной застройки и строительства развивающихся одноквартирных жилых домов. Кроме того, получат развитие жилые комплексы, включающие увеличенную внеквартирную инфраструктуру. Для коммерческого жилья будут применяться индивидуальные проекты жилых домов и жилых комплексов с повышенным комфортом проживания за счет насыщенности квартир инженерным оборудованием, увеличением состава подсобных помещений и объектов инфраструктуры. В рамках областной целевой программы "Жилище" на 2005-2010 годы в прогнозируемом периоде произойдут качественные изменения строящегося и реконструируемого жилья. Прежде всего, будет осуществлен переход к проектированию и строительству энергоэффективных домов из экологически чистых материалов и конструкций. В городах, в основном, будут строиться новые жилые дома повышенной комфортности. Для решения проблемы социального, в том числе бесплатного жилья, будет использоваться существующий жилищный фонд с обязательной его реконструкцией - повышением уровня комфортности квартир, энергоэффективности жилых домов, экологической безопасности жилой застройки и развитием в ней сети объектов социальной сферы услуг. В производственном строительстве - создание новых и реконструкция действующих и ранее законсервированных объектов, входящих в состав предприятий и промышленных узлов, с использованием гибких и универсальных объемно-планировочных и конструктивных решений, обеспечивающих быструю приспосабливаемость зданий и сооружений к изменению технологических процессов. Для решения этих задач необходимо обеспечить:- разработку рациональных унифицированных параметров зданий и сооружений, в том числе сборных модулей, планировочных и конструктивных схем, обеспечивающих при строительстве и эксплуатации объектов размещение и функционирование высокопроизводительного оборудования и гибких автоматизированных систем и роботокомплексов для различных производств промышленности и сельского хозяйства;- применение эффективных материалов, в том числе высокопрочных легких бетонов на пористых заполнителях, клееной древесины, высокопустотных керамических камней, легких металлических конструкций, полимерных изделий, негорючих деатемных утеплителей, а также материалов на базе рационального использования техногенных отходов промышленного производства;- для сейсм оопасных районов области использование наукоемких систем и методов предупреждения массовой деформации застройки, технических решений, технологий и оборудования усиления оснований и фундаментов, упрочнения слабых зон грунта; снижение приведенной массы зданий, сокращение сроков строительства зданий и сооружений производственного назначения. В производстве строительных материалов обеспечение строительного рынка Ростовской области и ЮФО высококачественными строительными материалами, изделиями и конструкциями, способными конкурировать с импортной продукцией, обеспечивать снижение стоимости строительства и эксплуатационных затрат на содержание объектов и одновременно повышать комфортность проживания в жилых домах необходимой надежности и долговечности. Для решения указанных задач необходимо:
провести обновление основных фондов предприятий промышленности строительных материалов с переходом на более высокий уровень их технического оснащения, обеспечить выпуск высококачественных конкурентоспособных материалов и изделий, добиться снижения ресурсоемкости, энергетических и трудовых затрат на изготовление продукции за счет максимальной механизации и автоматизации производственных процессов, создать на принципиально новой технологической основе производство листового стекла и сырьевую базу для стекольного производства, обеспечить рациональное использование минеральных природных ресурсов и вовлечение в производство техногенных отходов различных отраслей промышленности, привлечь необходимые инвестиции для модернизации действующих производств, ввода новых мощностей и их эффективной эксплуатации.
Обеспечить организацию и сотрудничество с Ассоциациями производителей отраслевой продукции. Приоритетные направления развития отдельных видов продукции промышленности строительных материалов ориентированы на создание новых мощностей и модернизацию действующих предприятий, обеспечивающих на основе применения ресурсов и энергосберегающих технологий массовое производство следующих строительных материалов, изделий и конструкций: высокоэффективные теплоизоляционные материалы на основе стекловолокна, перлитов, базальтов, диатомитов, пеностекла, новые типы вяжущих и цементов, не требующих тепловой обработки при производстве бетонных конструкций изделий,
кровельные и гидроизоляционные материалы на основе атмосферостойких каучуков, полимерных мастичных составов, обеспечивающих повышение в 2 -3 раза их долговечности и морозостойкости, керамическая, цементно-песчаная и металлическая черепица улучшенного качества,
эффективный керамический кирпич, изделия из ячеистых бетонов, гипса, природного камня, пористой и другой строительной керамики, выполненной на базе переработки минерального сырья горнодобывающей промышленности, новые отделочные материалы - облегченные гипсоволокнистые и гипсокартонные листы, быстротвердеющие мастики, линолеум и ковролин на экологически чистых основах,
строительное стекло широкой номенклатуры, включая архитектурное, декоративное, закаленное стекло с откидными многослойными покрытиями, строительный триплекс. Особо важно, для перспективного развития промышленности строительных материалов области, осуществления стратегического планирования в области расширения номенклатуры видов и увеличения объемов производства продукции, организовать разработку областной программы минерально-сырьевой базы до 2010 года, включающей оценку наличия запасов полезных ископаемых, пригодных для применения в строительстве, определения их объемов добычи и переработки в сырье и полуфабрикаты, принципы технического перевооружения и реконструкции предприятий горнодобывающей промышленности.
2. КЛАССИФИКАЦИЯ, РАЗМЕРЫ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Изделия подразделяют на рядовые и лицевые.
Лицевые кирпич и камень по виду лицевой поверхности изготавливают:
- с гладкой и рельефной поверхностью;
- с поверхностью, офактуренной торкретированием, ангобированием, глазурованием, двухслойным формованием, нанесением полимерного покрытия или иным способом. Лицевые изделия могут быть естественного цвета или объемно окрашенными. Кирпич изготавливают полнотелым и пустотелым, камень - только пустотелым. Пустоты в изделиях могут располагаться перпендикулярно (вертикальные) или параллельно постели (горизонтальные).
По прочности изделия (кроме крупноформатного камня и кирпича и камня с горизонтальными пустотами) подразделяют на марки М100, М125, М150, М175, М200, М250, М300; крупноформатные камни - М35, М50, М75, М100, М125, М150, М175, М200, М250, М300; кирпич и камень с горизонтальными пустотами - М25, М35, М50, М75, М100.
По морозостойкости изделия подразделяют на марки F25, F35, F50, F75, F100.
По показателю средней плотности изделия подразделяют на классы: 0,8; 1,0; 1,2; 1,4; 2,0.
По теплотехническим характеристикам изделия в зависимости от класса средней плотности подразделяют на группы в соответствии таблице 1.
Таблица 1 - Группы изделий по теплотехническим характеристикам
| #G0Класс средней плотности изделия |
Группы изделий по теплотехническим характеристикам |
| 0,8 |
Высокой эффективности |
| 1,0 |
Повышенной эффективности |
| 1,2 |
Эффективные |
| 1,4 |
Условно-эффективные |
| 2,0 |
Малоэффективные (обыкновенные) |
2.1. Технические требования
Изделия должны изготавливаться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному предприятием-изготовителем. Внешний вид Лицевые изделия должны иметь не менее двух лицевых граней - ложковую и тычковую. Цвет и вид лицевой грани устанавливают по согласованию между изготовителем и потребителем и оговаривают в договоре на поставку. На лицевых изделиях не допускаются отколы, вызванные включениями, например известковыми. На рядовых изделиях допускаются отколы общей площадью не более 1,0 см![]() . На лицевых изделиях не допускаются высолы. Дефекты внешнего вида изделий, размеры и число которых превышают значения, указанные в таблице 3, не допускаются.
. На лицевых изделиях не допускаются высолы. Дефекты внешнего вида изделий, размеры и число которых превышают значения, указанные в таблице 3, не допускаются.
Таблица 3 - Дефекты внешнего вида изделий
| #G0Вид дефекта |
Значение |
|
| Лицевые изделия |
Рядовые изделия |
|
| Отбитости углов глубиной более 15 мм, шт. |
Не допускаются |
2 |
| Отбитости углов глубиной от 3 до 15 мм, шт. |
1 |
4 |
| Отбитости ребер глубиной более 3 мм и длиной более 15 мм, шт. |
Не допускаются |
2 |
| Отбитости ребер глубиной не более 3 мм и длиной от 3 до 15 мм, шт. |
1 |
4 |
| Отдельные посечки суммарной длиной, мм: |
Не регламентируются |
|
| - для кирпича |
40 |
|
| - для камня |
80 |
|
| Трещины, шт. |
Не допускаются |
2 |
| Примечания 1 Трещины в межпустотных перегородках не являются дефектом. 2 Отбитости углов глубиной менее 3 мм и отбитости ребер длиной и глубиной менее 3 мм не являются браковочными признаками. 3 Для лицевых изделий указаны дефекты лицевых граней. |
||
У рядовых и лицевых изделий допускаются черная сердцевина и контактные пятна на поверхности. В партии не допускается половняк более 5% объема партии.
2.2. Характеристики
Средняя плотность кирпича и камня в зависимости от класса средней плотности должны соответствовать значениям, приведенным в таблице 4.
Таблица 4 - Классы средней плотности изделий
| #G0Классы средней плотности изделий |
Средняя плотность, кг/м |
| 0,8 |
До 800 |
| 1,0 |
801-1000 |
| 1,2 |
1001-1200 |
| 1,4 |
1201-1400 |
| 2,0 |
Св. 1400 |
Теплотехнические характеристики изделий оценивают по коэффициенту теплопроводности кладки в сухом состоянии. Коэффициент теплопроводности кладки в сухом состоянии в зависимости от группы изделий по теплотехническим характеристикам приведен в таблице 5.
Таблица 5 - Группы изделий по теплотехническим характеристикам
| #G0Группы изделий по теплотехническим характеристикам |
Коэффициент теплопроводности кладки в сухом состоянии |
| Высокой эффективности |
До 0,20 |
| Повышенной эффективности |
Св. 0,20 до 0,24 |
| Эффективные |
Св. 0,24 до 0,36 |
| Условно-эффективные |
Св. 0,36 до 0,46 |
| Малоэффективные (обыкновенные) |
Св. 0,46 |
| Примечания 1 Значения коэффициента теплопроводности приведены для кладок с минимально достаточным количеством кладочного раствора. Значение коэффициента теплопроводности с учетом фактического расхода раствора устанавливают в проектной или ведомственной технической документации (строительные нормы и правила, территориальные строительные нормы и др.) на основании испытаний или расчетов. 2 Теплотехнические характеристики условных сплошных кладок приведены в приложении Г. |
|
Пределы прочности изделий при сжатии и изгибе должны быть не менее значений, указанных в таблице 6. Марку кирпича по прочности устанавливают по значениям пределов прочности при сжатии и изгибе, камня - по значению предела прочности при сжатии.
Таблица 6 - Пределы прочности изделий при сжатии и изгибе
| #G0Марка изделий |
Предел прочности, МПа |
|||||||||||
| при сжатии |
при изгибе |
|||||||||||
| одинарных, "евро" и утолщенных кирпичей; камней |
крупноформатных камней |
одинарных и "евро" полнотелых кирпичей |
одинарных и "евро" пустотелых кирпичей |
утолщенных пустотелых кирпичей |
||||||||
| Сред- ний для пяти образ- цов |
Наи- мень- ший для отдель- ного образца |
Средний для пяти образцов |
Наи- мень- ший для отдель- ного образца |
Сред- ний для пяти образ- цов |
Наи- мень- ший для отдель- ного образца |
Средний для пяти образцов |
Наи- мень- ший для отдель- ного образца |
Средний для пяти образцов |
Наи- мень- ший для отдель- ного образца |
|||
| М300 |
30,0 |
25,0 |
30,0 |
25,0 |
4,4 |
2,2 |
3,4 |
1,7 |
2,9 |
1,5 |
||
| М250 |
25,0 |
20,0 |
25,0 |
20,0 |
3,9 |
2,0 |
2,9 |
1,5 |
2,5 |
1,3 |
||
| М200 |
20,0 |
17,5 |
20,0 |
17,5 |
3,4 |
1,7 |
2,5 |
1,3 |
2,3 |
1,1 |
||
| М175 |
17,5 |
15,0 |
17,5 |
15,0 |
3,1 |
1,5 |
2,3 |
1,1 |
2,1 |
1,0 |
||
| М150 |
15,0 |
12,5 |
15,0 |
12,5 |
2,8 |
1,4 |
2,1 |
1,0 |
1,8 |
0,9 |
||
| М125 |
12,5 |
10,0 |
12,5 |
10,0 |
2,5 |
1,2 |
1,9 |
0,9 |
1,6 |
0,8 |
||
| М100 |
10,0 |
7,5 |
10,0 |
7,5 |
2,2 |
1,1 |
1,6 |
0,8 |
1,4 |
0,7 |
||
| М75 |
- |
- |
7,5 |
5,0 |
- |
- |
- |
- |
- |
- |
||
| М50 |
- |
- |
5,0 |
3,5 |
- |
- |
- |
- |
- |
- |
||
| М35 |
- |
- |
3,5 |
2,5 |
- |
- |
- |
- |
- |
- |
||
| Для кирпича и камней с горизонтальным расположением пустот |
||||||||||||
| М100 |
10,0 |
7,5 |
- |
- |
- |
- |
- |
- |
- |
- |
||
| М75 |
7,5 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
||
| М50 |
5,0 |
3,5 |
- |
- |
- |
- |
- |
- |
- |
- |
||
| М35 |
3,5 |
2,5 |
- |
- |
- |
- |
- |
- |
- |
- |
||
| М25 |
2,5 |
1,5 |
- |
- |
- |
- |
- |
- |
- |
- |
||
| Примечание - При определении предела прочности при сжатии и изгибе кирпича и предела прочности при сжатии камня площадь нагружаемой грани изделия вычисляют без вычета площади пустот. |
||||||||||||
Марка по прочности изделий должна быть не ниже: пустотелого кирпича и камня (кроме крупноформатного камня) - М100, крупноформатного камня - М35, полнотелого кирпича для несущих стен - М125, для самонесущих стен - М100. Марка по прочности кирпича, предназначенного для возведения дымовых труб, должна быть не ниже М200.Водопоглощение рядовых изделий должно быть не менее 6,0%, лицевых изделий - не менее 6,0% и не более 14,0%. Для изделий, изготовленных из трепелов и диатомитов, допускается водопоглощение не более 28%. Кирпич и камень должны быть морозостойкими и в зависимости от марки по морозостойкости в насыщенном водой состоянии должны выдерживать без каких-либо видимых признаков повреждений или разрушений (растрескивание, шелушение, выкрашивание, отколы) не менее 25; 35; 50; 75 и 100 циклов переменного замораживания и оттаивания. Виды повреждений изделий после испытания на морозостойкость приведены в приложении Б. Марка по морозостойкости лицевых изделий должна быть не ниже F50. Допускается по согласованию с потребителем поставлять лицевые изделия марки по морозостойкости F35. Марка по морозостойкости изделий, используемых для возведения дымовых труб, цоколей и стен подвалов, должна быть не ниже F50. Керамические кирпич и камень относятся к негорючим строительным материалам в соответствии с #M12291 9056051ГОСТ 30244#S.Удельная эффективная активность естественных радионуклидов ![]() в изделиях должна быть не более 370 Бк/кг.
в изделиях должна быть не более 370 Бк/кг.
2.3. Требования к сырью и материалам
Глинистое сырье, кремнеземистые породы (трепел, диатомит), лессы, промышленные отходы (углеотходы, золы и др.), минеральные и органические добавки, а также упаковочные материалы и средства транспортирования изделий (поддоны) должны соответствовать требованиям действующих нормативных и технических документов на них.
3. Технология производства
3.1.1. Приемное отделение
Приемное отделение рассчитано на работу с двухкомпонентной шихтой:
—глина–80-90%;
—опила–10-20%.
Дозировка компонентов производится двухотсечным ящичным питателем СМК-214. Глинистое сырье автосамосвалом напрямую подается в больший по объему отсек питателя, расположенного в передней его части. Ленточным конвейером древесные опила загружаются в задний (меньший) отсек питателя и при дозировке ложатся подстилающим слоем под глиной на пластинчатом конвейере, тем самым препятствуя её прилипанию к пластинам. Соотношение компонентов регулируется степенью открытия (поднятия) 2-х шиберов питателя – глины и опил. Отдозированные компоненты создают определенный регламентом состав шихты, и ленточным конвейером подаются на переработку в отделение глинопереработки.
3.1.2. Отделение глинопереработки
Грубое дробление и удаление крупных включений производится на камневыделительных вальцах СМ-1198Б. Два валка, один — гладкий, другой – ребристый, вращаясь с разной скоростью друг против друга, при попадании камней в межвалковое пространство отбрасываются ребрами быстроходного валка, попадают в наклонный лоток и по нему скатываются в бункер отходов. Аналогами вальцов СМ-1198Б являются вальцы СМК-517 и ВК-1. Возможно применение для вышеозначенных целей вальцов с винтовым и гладким валками СМК-194 и КБ-3012.02. Пройдя камневыделительные вальцы, глиномасса по ленточному конвейеру поступает в двухвальный смеситель СМК-126 , где шихта подвергается первичному смешению и, при необходимости, увлажнению. Далее конвейером масса подается на вальцы с гладкими валками, например, СМК-516 или аналоги. Гладкие валки вальцов, вращаясь друг против друга с разными угловыми скоростями с малым зазором между ними, перетирают глиномассу и содержащиеся в ней твердые включения. Зазор между валками выставляется практическим путем, исходя из проходимости конкретной глиномассы через вальцы, и составляет в среднем 3-4 мм. Прижимными скребками глиномасса срезается с валков и по течке поступает в глиномешалку пресса.
3.1.3. Отделение формовки кирпича
Формовка кирпича производится на вакуумном шнековом прессе СМК-217 или его аналогах. Пресс комплектуется вакуум-насосом ВВН-12, оборудуется ресивером и баком для рециркуляции воды в вакуум-насосе. В глиномешалке пресса производится доведение влажности глиномассы до оптимальной формовочной. Пресс также комплектуется мундштуками для формовки полнотелого и пустотелого кирпича. Брус из мундштука пресса непрерывной лентой поступает на автомат многострунной резки (АМВР) КБ045 , где производится резка кирпича в две стадии. Сначала отрезается мерный брус длиной равной толщине 10 шт. кирпича (первый узел АМВР). Затем мерный брус поступает на второй узел многострунной резки АМВР, где разрезается на 10 шт. одинарного или на 8 шт. утолщенного пустотелого кирпича. На третьем узле АМВР – разгрузочном ленточном (или цепном) конвейере производится раздвижка кирпича с зазором в 20-30 мм. Этим же конвейером кирпич-сырец доставляется в зону укладки его на сушильную оснастку – посты укладки оборудуются с 2-х сторон конвейера. Сушильная оснастка – паллета. Укладка кирпича на сушильную оснастку. Формирование транспортабельных пакетов. Загрузка сушил. Так как технологией производства предусматривается искусственная сушка кирпича с работой в круглогодовом режиме, обязательным является использование сушильной оснастки для укладки свежесформованного кирпича на нее перед подачей в сушила. Настоящим проектом для максимальной механизации транспортных и погрузо-разгрузочных операций с кирпичом в качестве сушильной оснастки принимается паллета – металлический решетчатый поддон. Конструкция паллет позволяет производить формирование вертикальных пакетов различной высоты накладыванием их друг на друга. Размеры паллеты в плане – 1220×1220 мм. Вертикальный шаг в паллет в пакете – 220 (250) мм. Пакеты пустых паллет из 5 шт. поочередно подаются на 2 поста укладки, расположенные по обе стороны от разгрузочного конвейера АМВР. Очередная пустая паллета устанавливается на специально оборудованную площадку для удобства работы укладчиков. Количество кирпича в пакете: 5 рядов х 40 шт. = 200 шт. Погрузчик перевозит пакет и устанавливает его в камере сушил. Транспортировка производится по гладкому полу. Следующий пакет устанавливается рядом с первым в первом ярусе. Третий пакет устанавливается над первым на второй ярус с образованием пакета десяти полочной конструкции с количеством кирпича: 2 пакета х 200 шт. = 400 шт. Далее 4-й пакет устанавливается на 2-й ярус над вторым и т.д., загрузка продолжается. Таким образом каждая сушильная камера заполняется 2-мя рядами пакетов в 2 яруса и в глубину 5 рядов с количеством кирпича: 2 ряда х 400 шт. х 5 рядов = 4'000 шт.
3.1.4. Сушильное отделение
Сушка кирпича производится в блоке сушил камерного типа, оборудованного вентиляторами внутренней рециркуляции сушильного агента. Технические характеристики блока приведены ниже. Блок камерных сушил состоит из восьми камер, смесительной камеры, вентилятора нагнетающего, центрального нагнетающего канала и воздуховодов покамерной раздачи теплоносителя к рециркуляционным реверсивным осевым вентиляторам, шиберов и механизмов упраления ими, теплоизолированных шахт выброса отработанного теплоносителя. Осевые вентиляторы расположены в ложном своде и обеспечивают многократную рециркуляцию теплоносителя внутри сушил в целях равномерного обдува кирпичей сушильным агентом и создания одинаковых условий сушки по температуре и влажности по ширине и высоте отдельной камеры. Процесс сушки – периодический. После загрузки сырцом сушка кирпича в каждой из восьми камер производится индивидуально. Контроль и регулирование процесса сушки производится системой автоматизированного управления камерными сушилами (САУ КС) . Для регулирования процесса сушки предусмотрены заслонки (шиберы) с дистанционным управлением на подаче и отсосе теплоносителя в каждой камере. В смесительной камере сушил производится предварительная подготовка параметров теплоносителя перед подачей в центральный нагнетающий канал – здесь смешиваются в необходимых пропорциях горячие газы из остывающих печей и атмосферный воздух для разбавления. Объективный контроль за динамикой параметров сушки в течение каждого цикла в камере производится «сухими» и «мокрыми» термометрами САУ КС. Технические характеристики блока сушил.Габариты камерных сушил,м:—длина по фронту сушил –28,4 — ширина (глубина камеры) –8,3 — высота до верха центрального воздуховода –4,8 Количество камер в блоке, шт. –8 Емкость камеры по кирпичу, шт. –4'000 Расчетный срок сушки, ч – 72 Производительность блока сушил по кирпичу, шт.в год: 32'000 шт. х 365 дней х 24 часа где 0,97 – коэффициент, учитывающий брак в сушке. Вентиляторы блока сушил
| № |
Наименование технологического оборудования |
Кол-во, шт. |
Установленная мощность, кВт |
Масса ед., кг |
| 1. |
Вентилятор радиальный (нагнетающий) ВР 80-70 № 12,5 |
1 |
18,5 |
840 |
| 2. |
Вентилятор осевой (рециркуляционный) ВО 13-284 № 8 |
16 |
3 |
60 |
3.1.5. Разгрузка сушил и формирование пакетов садки для обжига
Разгрузка высушенного кирпича из сушил производится вильчатым погрузчиком в последовательности, аналогичной загрузке, но в обратном порядке. 5-рядный пакет с паллетами высушенного кирпича доставляется на площадку к очередной камерной печи обжига, освобожденной для следующего цикла обжига кирпича. Садчики поочередно выбирают сухой сырец из паллет и производят садку кирпича с формированием полупакетов садки на небольшой плоской платформе. Освободившиеся паллеты обратно складываются в пакет и доставляются погрузчиком к укладчикам кирпича для следующей загрузки свежесформованным кирпичом. Полупакеты садки формируются согласно схеме садки с образованием технологических зазоров между кирпичами для обеспечения полноты обжига. Размеры полупакетов: 1'000 х 1'000 х 840 мм. Количество кирпича – 328 шт.
3.1.6. Обжиговое отделение
Обжиг кирпича производится пакетным способом в камерных печах периодического действия, работающих на природном газе. Обжиговые мощности балансируются вводом в действие печей с нижеуказанными параметрами. Каждая печь работает в автономном режиме, однако по технологическим соображениям и в целях экономии топлива, цикл обжига сдвинут по времени, и в работу они запускаются поочередно в соответствии со сроками обжига. Конструктивно печь представляет собой следующее. При внешних габаритах в плане 4'250 х 3'650 мм стены выполняются двухслойными с использованием в наружном слое керамического кирпича и во внутреннем – теплоизоляционного огнеупорного материала. Общая толщина стены – 500 мм. Под печи выше фундамента выкладывается из шамотного кирпича. Печь перекрывается цельной (одной) съемной теплоизолированной крышкой. Высота печи с крышкой при формировании внутри печи пакетов, состоящих из двух установленных друг на друга стандартных полупакетов, не более 2'300 мм. Загрузка печи производится подъемом и установкой внутрь печи полупакетов садки механизированным захватом, навешанным на крюк опорной или подвесной кран-балки г/п 3,2 тн. Полупакеты устанавливаются друг на друга в 2 яруса и образуют пакет с количеством кирпича: 2 х 328 шт. = 656 шт. Всего в печь загружается 4 таких пакета, соответственно емкость печи по кирпичу = 2'624 шт. После загрузки крышка печи закрывается (с помощью той же кран-балки) , и начинается процесс обжига. Обжиг кирпича в каждой печи производится 6-ю боковыми горелками (по 3 шт. с противоположных сторон печи) среднего давления с принудительной подачей воздуха на горение. Факелы горелок во избежание подвара кирпича подаются в предусмотренные для этого межпакетные зазоры в 400 мм. Внутреннее газоснабжение печей производится от газораспределительного пункта шкафного типа. Давление газа в коллекторе перед печами – 40 кПа. В целях безопасности ведения обжига системой автоматизированного управления (САУ) каждой печи предусмотрены автоматическая отсечка газа при погасании факела горелок, при падении разрежения ниже нормы, при изменениях давления газа выше или ниже нормы, появлении в рабочей зоне загазованности в виде метана или окиси углерода, при отключении электроэнергии и термозапорный клапан при повышении температуры в районе газопровода. САУ также обеспечивает управление, контроль и архивацию технологических параметров обжига. Расчет производительности обжигового отделения.
1.Емкость одной камерной печи по кирпичу, шт. – 2'624
2. Емкость четырех печей, шт. – 10'496
3. Время обжига, час – 24
4. Годовой фонд времени, час – 8'760
5. Нормативный коэффициент брака при обжиге – 0,98
Выгрузка кирпича из печей производится также полупакетами механизированным захватом. Полупакеты устанавливаются непосредственно на транспортные поддоны и, после перевязки или упаковки их в термоусадочную пленку, готовы к отгрузке. Транспортировка их на склад готовой продукции производится тем же погрузчиком. Имеется возможность погрузки кирпича из печей непосредственно на автотранспорт, для чего в производственном корпусе предусмотрены ворота.
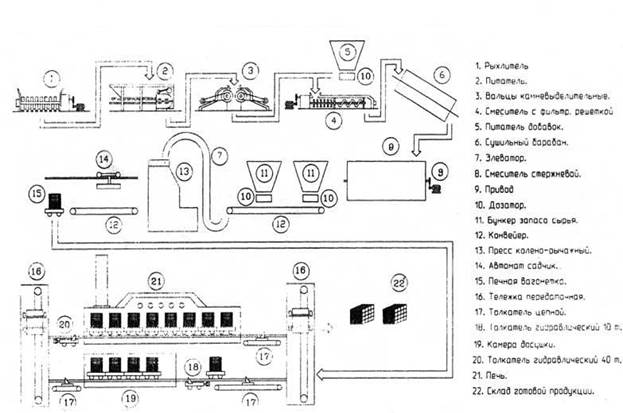
3.2. Технологическая схема
4. Контроль качества
Изделия должны быть приняты техническим контролем предприятия-изготовителя. Изделия принимают партиями. Объем партии устанавливают в количестве не более суточной выработки одной печи. При приемке изделий потребителем партией считают изделия, отгружаемые по конкретному договору (заказу) или изделия в объеме одного транспортного средства, оформленном одним документом о качестве. Партия должна состоять из изделий одного условного обозначения. Качество изделий обеспечивают:
- входным контролем сырья и материалов;
- операционным производственным (технологическим) контролем.
Качество изделий подтверждают приемочным контролем готовых изделий. Приемочный контроль включает в себя приемосдаточные и периодические испытания. Для проведения испытаний методом случайного отбора из разных мест партии отбирают число изделий (образцов) в соответствии с таблицей 7.
Таблица 7 - Число отбираемых изделий (образцов) для проведения испытаний
| #G0Наименование показателя |
Число отбираемых изделий (образцов), шт. |
Вид испытаний |
Периодичность контроля |
Метод испытания |
|
| Приемо- сдаточные |
Перио- дические |
||||
| Внешний вид, размеры |
Камень - 25, кирпич - 35 |
+ |
- |
Каждая партия |
По 7.3 |
| Отклонения от номинальных размеров и формы |
+ |
- |
Каждая партия |
По 7.3-7.5 |
|
| Наличие известковых включений |
5 |
- |
+ |
Один раз в две недели |
По 7.6 |
| Наличие высолов |
5 |
- |
+ |
Один раз в месяц |
По 7.7 |
| Средняя плотность |
5 |
+ |
- |
Каждая партия |
По #M12291 901700526ГОСТ 7025#S |
| Водопоглощение |
- |
+ |
Один раз в месяц |
По #M12291 901700526ГОСТ 7025#S |
|
| Предел прочности при сжатии кирпича |
10 (или 10 парных половинок) |
+ |
- |
Каждая партия |
По #M12291 901700489ГОСТ 8462#S |
| Предел прочности при сжатии камня |
5 |
+ |
- |
Каждая партия |
По #M12291 901700489ГОСТ 8462#S |
| Предел прочности при сжатии крупноформатного камня |
5 |
+ |
- |
Каждая партия |
По 7.8 |
| Предел прочности при изгибе кирпича |
5 |
+ |
- |
Каждая партия |
По #M12291 901700489ГОСТ 8462#S |
| Морозостойкость |
5 |
- |
+ |
Один раз в квартал |
По #M12291 901700526ГОСТ 7025#S |
Отобранные изделия проверяют на соответствие требованиям настоящего стандарта по размерам, внешнему виду и правильности формы, а затем испытывают. Периодические испытания по показателям водопоглощения, наличию высолов и морозостойкости изделий проводят также при изменении сырья и технологии; по наличию известковых включений - при изменении содержания включений в глинистом сырье. Результаты периодических испытаний распространяют на все поставляемые партии изделий до проведения следующих периодических испытаний. Удельную эффективную активность естественных радионуклидов ![]() контролируют при входном контроле по данным документов о качестве предприятия - поставщика сырьевых материалов. В случае отсутствия данных предприятия-поставщика об удельной эффективной активности естественных радионуклидов испытания изделий по этому показателю следует проводить не реже одного раза в год в аккредитованных испытательных лабораториях, а также при смене поставщика сырьевых материалов. Теплотехнические характеристики сплошной кладки определяют при постановке продукции на производство, при изменении технологии, сырья, материалов и предоставляют по требованию потребителя. Партию принимают, если при проверке размеров и правильности формы отобранных от партии изделий только одно изделие не соответствует требованиям настоящего стандарта. Партия приемке не подлежит, если два из отобранных от партии изделий не соответствуют требованиям настоящего стандарта. Если при испытаниях изделий по показателям, приведенным в таблице 7 (кроме показателей внешнего вида, размеров, правильности формы и морозостойкости), получены неудовлетворительные результаты, проводят повторные испытания изделий по этому показателю на удвоенном числе образцов, отобранных от этой партии. Партию принимают, если результаты повторных испытаний соответствуют всем требованиям настоящего стандарта; если не соответствуют - партию не принимают. При проведении испытаний изделий потребителем, инспекционном контроле и сертификационных испытаниях отбор выборки и оценку результатов контроля проводят в соответствии с требованиями настоящего раздела, применяя методы контроля. В спорных случаях контрольную проверку проводят в присутствии представителя предприятия-изготовителя. Перечень контролируемых параметров устанавливают по согласованию между участниками проверки. Каждая партия поставляемых изделий должна сопровождаться документом о качестве, в котором указывают:
контролируют при входном контроле по данным документов о качестве предприятия - поставщика сырьевых материалов. В случае отсутствия данных предприятия-поставщика об удельной эффективной активности естественных радионуклидов испытания изделий по этому показателю следует проводить не реже одного раза в год в аккредитованных испытательных лабораториях, а также при смене поставщика сырьевых материалов. Теплотехнические характеристики сплошной кладки определяют при постановке продукции на производство, при изменении технологии, сырья, материалов и предоставляют по требованию потребителя. Партию принимают, если при проверке размеров и правильности формы отобранных от партии изделий только одно изделие не соответствует требованиям настоящего стандарта. Партия приемке не подлежит, если два из отобранных от партии изделий не соответствуют требованиям настоящего стандарта. Если при испытаниях изделий по показателям, приведенным в таблице 7 (кроме показателей внешнего вида, размеров, правильности формы и морозостойкости), получены неудовлетворительные результаты, проводят повторные испытания изделий по этому показателю на удвоенном числе образцов, отобранных от этой партии. Партию принимают, если результаты повторных испытаний соответствуют всем требованиям настоящего стандарта; если не соответствуют - партию не принимают. При проведении испытаний изделий потребителем, инспекционном контроле и сертификационных испытаниях отбор выборки и оценку результатов контроля проводят в соответствии с требованиями настоящего раздела, применяя методы контроля. В спорных случаях контрольную проверку проводят в присутствии представителя предприятия-изготовителя. Перечень контролируемых параметров устанавливают по согласованию между участниками проверки. Каждая партия поставляемых изделий должна сопровождаться документом о качестве, в котором указывают:
- наименование предприятия-изготовителя и (или) его товарный знак;
- наименование и условное обозначение изделия;
- номер и дату выдачи документа;
- номер партии;
- число (массу) изделий в партии, шт. (кг);
- марку по прочности, класс средней плотности, марку по морозостойкости;
- водопоглощение;
- группу по теплотехнической эффективности;
- удельную эффективную активность естественных радионуклидов ![]() ;
;
- способ изготовления изделий.
При экспортно-импортных операциях содержание сопроводительного документа о качестве уточняется в конкретном договоре на поставку изделий.
5. МЕТОДЫ ИСПЫТАНИЙ
Методы испытаний при входном контроле качества сырья и материалов указывают в технологической документации на изготовление изделий с учетом требований нормативных документов на это сырье и материалы. Методы испытаний при проведении производственного операционного контроля устанавливают в технологической документации на изготовление изделий. Размеры изделий, толщину наружных стенок, диаметр цилиндрических пустот, размеры квадратных и ширину щелевидных пустот, длину посечек, площадь отколов и длину отбитостей ребер изделий измеряют металлической линейкой по #M12291 1200004030ГОСТ 427#S или штангенглубиномером по #M12291 1200004027ГОСТ 162#S. Погрешность измерения - ±1 мм. Длину и ширину каждого изделия измеряют в трех местах изделия: на двух ребрах и середине постели, толщину - на двух ребрах и середине тычка. За результат измерений принимают среднеарифметическое значение результатов единичных измерений. Ширину раскрытия трещин измеряют при помощи измерительной лупы по #M12291 1200023814ГОСТ 25706#S, после чего изделие проверяют на соответствие требованиям. Погрешность измерения - ±0,1 мм. Глубину отбитости углов и ребер измеряют при помощи штангенглубиномера по #M12291 1200004027ГОСТ 162#S или угольника по #M12291 1200004024ГОСТ 3749#S и линейки по #M12291 1200004030ГОСТ 427#S по перпендикуляру от вершины угла или ребра, образованного угольником, до поврежденной поверхности. Погрешность измерения - ±1 мм. Отклонение от перпендикулярности граней определяют, прикладывая угольник к смежным граням изделия и измеряя металлической линейкой наибольший зазор между угольником и гранью. Погрешность измерения - ±1 мм. За результат измерений принимают наибольший из всех полученных результатов. Отклонение от плоскостности изделия определяют, прикладывая одну сторону металлического угольника к ребру изделия, а другую - вдоль каждой диагонали грани и измеряя щупом по действующему нормативному документу или линейкой по #M12291 1200004030ГОСТ 427#S наибольший зазор между поверхностью и ребром угольника. Погрешность измерения - ± 1 мм. За результат измерения принимают наибольший из всех полученных результатов. Наличие известковых включений определяют после пропаривания изделий в сосуде. Образцы, не подвергавшиеся ранее воздействию влаги, укладывают на решетку, помещенную в сосуд с крышкой. Налитую под решетку воду нагревают до кипения. Кипячение продолжают в течение 1 ч. Затем образцы охлаждают в закрытом сосуде в течение 4 ч, после чего их проверяют на соответствие требованиям. Для определения наличия высолов половинку изделия погружают отбитым торцом в сосуд, заполненный дистиллированной водой, на глубину 1-2 см и выдерживают в течение 7 сут (уровень воды в сосуде должен оставаться постоянным). По истечении 7 сут образцы высушивают в сушильном шкафу при температуре 100 °С до постоянной массы, а затем сравнивают со второй половинкой образца, не подвергавшейся испытанию, проверяя на соответствие. Предел прочности при сжатии кирпича и камня и кирпича при изгибе определяют в соответствии с #M12291 901700489ГОСТ 8462#S. Предел прочности при сжатии крупноформатного камня определяют на целом изделии. Выравнивание опорных поверхностей камня производят шлифованием и применением пластины из технического войлока или из конвейерных резинотканевых лент. Образец крупноформатного камня устанавливают в центре испытательной машины и прижимают верхней плитой машины. При испытаниях нагрузка на образец должна возрастать непрерывно и равномерно со скоростью 5-10 кН/с. Предел прочности при сжатии ![]() , МПа (кгс/см
, МПа (кгс/см![]() ), вычисляют по формуле
), вычисляют по формуле
![]() , (1)
, (1)
где ![]() - максимальная нагрузка, при которой разрушается образец, МН (кгс);
- максимальная нагрузка, при которой разрушается образец, МН (кгс);
![]() - среднеарифметическое значение площадей верхней и нижней граней образца, м
- среднеарифметическое значение площадей верхней и нижней граней образца, м![]() (см
(см![]() ).
).
Предел прочности при сжатии образцов вычисляют с точностью до 0,1 МПа (1 кгс/см![]() ) результатов испытания всех образцов. Среднюю плотность, водопоглощение и морозостойкость (метод объемного замораживания) изделий определяют в соответствии с #M12291 901700526ГОСТ 7025#S. Отклонение каждого значения средней плотности допускается не более:
) результатов испытания всех образцов. Среднюю плотность, водопоглощение и морозостойкость (метод объемного замораживания) изделий определяют в соответствии с #M12291 901700526ГОСТ 7025#S. Отклонение каждого значения средней плотности допускается не более:
- для классов 0,8 и 1,0 - +50 кг/м![]() ;
;
- для остальных классов - +100 кг/м![]() .
.
Водопоглощение определяют при насыщении образцов водой температурой (20±5) °С при атмосферном давлении. Морозостойкость определяют методом объемного замораживания. Удельную эффективную активность естественных радионуклидов ![]() определяют по #M12291 871001235ГОСТ 30108#S.
определяют по #M12291 871001235ГОСТ 30108#S.
Коэффициент теплопроводности кладок определяют по #M12291 901708146ГОСТ 26254#S со следующими дополнениями.
6. Результаты патентного поиска
Патент 1
Номер патента: 2156849
Класс(ы) патента: E04C1/00, E04B2/02
Номер заявки: 98123691/03
Дата подачи заявки: 30.12.1998
Дата публикации: 27.09.2000
Заявитель(и): Кубанский государственный университет Автор(ы): Житушкин В.Г. Патентообладатель(и): Кубанский государственный университет
Описание изобретения:
Изобретение относится к строительству и может быть использовано при строительстве зданий и сооружений в районах с повышенной сейсмической активностью. Известен кирпич специальной формы, предназначенный для строительства сейсмостойких зданий для кладки с продольной арматурой (Корчинский И.Л., Поляков С.В. Быховский В.А., Дузинкевич С.Ю., Павлык B.С. Основы проектирования зданий в сейсмических районах. Пособие для проектировщиков /М.: Госстройиздат, 1961, с.323). Недостатком такого кирпича является металлоемкость и трудоемкость при его кладке, так как для обеспечения требуемой величины нормального cцепления применяется несколько видов форм кирпича с вертикальным армированием на очень жидком растворе.
Известен строительный камень, имеющий тычковые, ложковые и выполненные в виде прямоугольников параллельные постельные стороны. Одна тычковая и одна ложковая стороны его выполнены в виде шевронных выступов, а противоположные им стороны - в виде шевронных впадин о одинаковыми двугранными углами на вcю длину соответствующих сторон, имеющих в поперечном сечении V-образную форму, ребра двугранных углов лежат в одной плоскости, параллельной постельным сторонам, причем сечение камня, образованное этой плоскостью, равно последним (а.с. СССР A1735525, М., кл. (5) E 04 C 1/00).Данный строительный камень при его использовании в строительстве обеспечивает хорошее восприятие срезающих усилий по неперевязанному шву, но не повышает восприятие нормальных усилий, Известен стеновой камень, содержащий на верхней постельной поверхности выступы в форме квадратной усеченной пирамиды, размещенной большим основанием на камне, и на нижней - соответствующие им впадины, а в центре каждого выступа сквозные вертикальные полости, и выполненный по боковым и торцевым граням с уступчатой поверхностью, образующей на торцевых гранях взаимосопрягаемые выступы и выемку. Верхняя постельная поверхность выполнена с двумя симметрично расположенными относительно продольной и поперечной осей выступами, к граням которых с понижением по высоте примыкают уступы, имеющие в зоне примыкания трапецеидальное сечение, сужающиеся от размера, равного стороне квадрата верхнего основания выступа, а уступы на боковых поверхностях, соосные с выступами на постельной поверхности и расположенные между ними, а также сопрягаемые выступы и выемки по торцевым поверхностям имеют ширину, равную стороне квадрата верхнего основания выступа, со стороны камня, имеющего выступы на торцевой поверхности, уступы на боковой поверхности образуют выступы, а со стороны камня, имеющего выемку на торцевой поверхности, образуют ответные выемки, при этом сквозные вертикальные полости выполнены в форме квадратной усеченной пирамиды и выходят большими основаниями на нижнюю постельную поверхность (патент СССР N 1836531, М. кл. (5) E 04 G 1/00). При использовании камня в строительстве повышается устойчивость кладки, но не увеличивается прочность на осевое растяжение по неперевязанным швам.
Наиболее близким из аналогов является строительный кирпич в виде прямоугольного параллелепипеда, на постельных поверхностях которого выполнены пазы, сужающиеся к внешней постельной поверхности кирпича /патент GB 1083230 A,E4C1/00).
Однако, как и перечисленные аналоги, наиболее близкий из них, обеспечивая повышенное восприятие срезающих усилий по неперевязанному шву, не обеспечивает прочности кладки осевому растяжению по неперевязанным швам. Для решения технической задачи на постельных поверхностях строительного кирпича, выполненного в виде прямоугольного параллелепипеда, выполнены пазы, сужающиеся к внешней постельной поверхности кирпича. При этом отношение между меньшим и большим размерами паза должно удовлетворять соотношению от 0,5 до 0,7. Глубина паза удовлетворяет соотношению. Расстояние между пазами должно быть не менее большего размера паза. Размеры пазов определяются из условий равнопрочности раствора, заполняющего пазы, на разрыв в суженной части и местного сжатия по наклонным плоскостям. Экспериментально установлено, что для выполнения указанных условий отношение меньшего размера паза к большему размеру должно быть в интервале 0,5-0,7, а глубина паза должна быть в пределах. Количество пазов на постельных поверхностях кирпича определяется из условия равнопрочности на разрыв раствора, заполняющего пазы, и самого кирпича на отрыв между пазами. Исследования показали, что расстояние между пазами должно быть не менее большего размера паза.
Одним из способов изготовления такого строительного кирпича является выдавливание глиняной массы в виде ленты через прессовую головку с мундштуком. Мундштук имеет прямоугольное сечение с пазообразователями необходимой формы по сторонам постельных поверхностей.
Производство такого строительного кирпича аналогично существующим способам и не требует затрат на оснащение и его выпуск.
Методом пластического формования изготовлен керамический кирпич длиной 250 мм, шириной 120 мм и толщиной 65 мм. В постельных поверхностях выполнены пазы трапециевидного сечения: 4 мм,6 мм, 4 мм. Количество пазов-10. Изготовлен и керамических кирпич с пазами сегментного сечения длиною 250 мм, шириной 120 мм и толщиной 65 мм. В постельных поверхностях выполнены пазы сегментнообразного сечения: 4 мм; 6 мм; 5 мм; 6 мм. Количество пазов в постельной плоскости. Аналогично может быть изготовлен строительный кирпич с пазами эллипсообразными в сечении. Исследования показывают, что кирпич с суживающимися пазами в постельных плоскостях, удовлетворяющими указанным соотношениям, позволяет повысить величину нормального сцепления в кладке по неперевязанным швам до двух раз и тем самым снизить стоимость строительства за счет отказа от специальных мероприятий (пластифицирующие добавки в кладочные растворы), что особо важно в районах с повышенной сейсмичностью (7 и более баллов).
Патент 2
Номер патента: 2008596
Класс(ы) патента: F27B9/16
Номер заявки: 5021598/33
Дата подачи заявки: 24.12.1991
Дата публикации: 28.02.1994 Заявитель(и): Беляков Алексей Васильевич; Корнеев Игорь Васильевич Автор(ы): Беляков Алексей Васильевич; Корнеев Игорь Васильевич Патентообладатель(и): Беляков Алексей Васильевич; Корнеев Игорь Васильевич
Описание изобретения:
Изобретение относится к кольцевым печам с перемещением обжигаемого материала по окружности, преимущественно для обжига керамических изделий: кирпичей, черепицы и керамических камней строительного назначения. Наиболее близкой по конструкции и получаемым результатам является кольцевая печь с вращающимся подом для обжига керамических изделий в противотоке. Печь содержит футерованную камеру со сводом и стенками, нагревающие устройства, механизм перемещения пода. Вращающийся под опирается на рельс, Во вращающемся поду газовой печи имеются горизонтальные каналы волнообразной формы причем для выравнивания гидравлического сопротивления потоку газа сечение каналов уменьшается по мере удаления от стенок. При этом газовые потоки более равномерно прогревают под и лежащие на нем изделия. Однако внутри канала самой печи управление траекторией газового потока носит пассивный характер. Траектория зависит от сочетания многих факторов: скорости газового потока, формы канала печи и каналов в стенках и поду, способа размещения изделий в канале печи. Размещение определяется расстоянием между изделиями, стенками и сводом печи и значительно зависит от формы изделий. В то же время конвективный теплообмен играет определенную роль до 1000-1100о
С, т. е. температур, при которых обычно обжигают керамические камни, кирпичи и черепицу.
Целью изобретения является интенсификация обжига в кольцевой печи с вращающимся подом за счет активного управления газовыми потоками в канале печи. Представлена печь, кольцевой канал печи, устройство загрузки и выгрузки. Печь вращается по часовой стрелке. В боковой футеровке печи равномерно по ее периметру размещены поршни 3 из огнеупорного материала для обеспечения поперечного газового потока, при этом штоки поршней направлены под углом 60-120о
к центральной оси печи. Привод перемещения поршней размещен в колонне. При необходимости печь может быть снабжена размещенным перед зоной охлаждения встроенным в камеру печи прессом для горячего прессования.
Футерованная камера с неподвижным сводом и стенками. В них размещают нагревающие элементы - газовые горелки или электрические нагреватели. Кольцевой вращающийся под опирается на подвижную опору. Под печи перемещается с помощью механизма перемещения, например мальтийского или храпового. Поршни размещены в наружной и внутренней стенках канала печи. Привод перемещения поршней состоит из помещенной внутри колонны профилированной направляющей кулачков, связанных через штоки со штоками поршней. Устройство работает следующим образом.
Заготовки помещают в печь через устройство загрузки во время пауз работы шагового механизма перемещения вращающегося пода. Вращающийся под перемещает заготовку через зоны нагрева, обжига и охлаждения печи. Поршни обеспечивают при своей работе поперечные газовые потоки, интенсифицирующие конвективный теплообмен. Это особенно эффективно при использовании электрических нагревающих элементов, поскольку обычно в таких печах нет интенсивных газовых потоков, что снижает эффективность конвективного теплообмена, Штоки поршней направлены под углом 60-120о
к центральной оси печи. Изменяя этот угол в указанном интервале, можно менять траекторию газового потока. Перемещение поршней задается профилированной направляющей. С помощью профилированной направляющей и скорости ее вращения в канале печи может быть организована стоячая или бегущая волна с желаемым периодом и амплитудой. Применяя несколько профилированных направляющих, можно обеспечить необходимый режим работы для каждой зоны печи. Перемещать можно или одновременно оба поршня, или один из них, если отсоединить шток. Чтобы избежать подсосов или утечек газа при работе поршней и связанных с этим теплопотерь, используют уплотнения, а для вращающегося пода - подвижный песочный затвор, В качестве уплотнений применяют проточки, заполненные керамическим волокном, например коалиновым или муллитокремнеземистым. Противоток создают с помощью дымовой трубы, дымососа или вентилятора. Выгрузку изделий, так же как и загрузку, производят во время пауз работы шагового механизма перемещения вращающегося пода печи. Для снижения температуры обжига и повышения плотности изделий предусмотрено использование пресса горячего прессования, расположенного перед зоной охлаждения печи. Во время пауз работы шагового механизма перемещения пода печи заготовку помещают в пpесс-форму пресса, проводят само горячее прессование и возвращают обратно на под печи. Для увеличения производительности можно установить вдоль канала печи несколько прессов горячего прессования и во время пауз прессовать несколько изделий одновременно, Далее отпрессованные изделия перемещаются на вращающемся поду в зону охлаждения.
Интенсификация конвективного теплообмена позволяет повысить производительность печи и коэффициент ее полезного действия. Предлагаемое изобретение применимо не только к газовым печам, где всегда имеются газовые потоки, но и к электрическим печам, где такие потоки обычно отсутствуют. Особенно эффективно применение таких печей при обжиге теплоизоляционных высокогазопроницаемых изделий строительного назначения, которые можно обжигать, проталкивая поршнями горячие газы сквозь заготовку. Печи предполагается использовать в мобильных микрозаводах по производству строительной керамики. Для перевозки и быстрого монтажа печь можно разделить на несколько быстро соединяемых секторов, включающих вращающийся под и находящийся над ним канал с теплоизоляцией. Места соединений секторов вращающегося пода и неподвижно теплоизолированного канала служат термическими компенсаторами. Они не только герметизируют канал печи, но и компенсируют тепловые деформации, возникающие в элементах конструкции печи при ее нагревании в процессе работы. (56) Авторское свидетельство СССР N 802756, кл. F 27 B 9/16, 1974.
Патент 3
Номер патента: 2052419
Класс(ы) патента: C04B33/02
Номер заявки: 94029297/33
Дата подачи заявки: 19.08.1994
Дата публикации: 20.01.1996
Заявитель(и): Баранов А.Е.; Воронин Н.Н.; Селиванов В.Н. Автор(ы): Баранов А.Е.; Воронин Н.Н.; Селиванов В.Н. Патентообладатель(и): Воронин Николай Николаевич; Селиванов Вадим Николаевич
Описание изобретения:
Изобретение относится к строительству, производству строительных материалов и предназначено для изготовления глиняного кирпича и керамических камней. Известны способы изготовления кирпича и керамических камней, предусматривающие использование в шихте отходов флотационного обогащения углей совместно с суглинком или глиной, последующие операции формования или полусухого прессования кирпича, сушку и обжиг. Наиболее близким к предлагаемому техническому решению является способ изготовления кирпича и керамических камней, включающий приготовление шихты путем подачи в глинистый компонент отходов флотационного обогащения каменного угля в количестве 5-20% смешивание, прессование заготовок, сушку и обжиг. При обжиге в качестве топлива в горелках печи используют угольную пыль совместно с отходами коксования угля каменноугольной смолы, последние вводят в виде эмульсии типа масло вода воздух. Недостатком указанных способов является сложность технологического процесса и невозможность равномерного распределения отходов флотационного обогащения углей в глине и/или суглинке, что приводит к ухудшению качества кирпича. Задача, решаемая изобретением, состоит в упрощении технологии изготовления кирпича и керамических камней и улучшении их качества. Технический результат достигается за счет того, что в способе изготовления кирпича и керамических камней, включающем подачу суглинка и/или глины и отходов флотационного обогащения углей ленточными транспортерами к смесителю, смешивание, полусухое прессование, сушку и обжиг, отходы флотационного обогащения углей разделяют на две части: 10-20% от общего количества подают ленточным транспортером в смеситель, а перед подачей суглинка и/или глины на ленточный транспортер на него предварительно последовательно засыпают слой шлака металлургического производства и слой оставшейся части отходов флотационного обогащения углей и при этом соотношение компонентов в шихте следующее, об. Отходы флотацион-ного обогащения углей Шлак металлурги ческого производства Суглинок и/или глина Остальное. При изготовлении кирпича, керамических камней могут быть использованы шлаки металлургического производства различного химического состава, в том числе, например, ваграночные или доменные, содержащие оксиды, мас. SiO2
35,85; Fe2
O3
15,6; Al2
O3
3,2; СаО 40; MgO 1,75; Р2
О5
0,6; MnO 3,0. В качестве глинистого сырья возможно использование запесоченных глин или суглинка. В технологическом производстве опробованы, например, суглинки Боголюбовского месторждения (ГОСТ 9169-75) следующего химического состава, мас. SiO2
66,3-71; Al2
O3
8,7-13,75; Fe2
O3
5,32-6,9; CaO 0,69-4,7; MgO 0,74-2,0; K2
O 1,92-2,2; Na2
O 0,21-0,96; п.п.п. 4,2. Способ осуществляют следующим образом.
Глину или суглинок дробят и при необходимости подсушивают. Отходы флотационного обогащения угля предварительно делят на две части, одну из которых в количестве 10-20% от общего количества отходов непосредственно подают ленточным транспортером в смеситель, а другую часть засыпают на ленточный транспортер перед подачей глины на него. Причем на этот транспортер предварительно насыпают слой шлака металлургического производства. Затем осуществляют смешивание шихты, в смесителе, просеивание на сите до получения пресс-порошка следующего гранулометрического состава: с размером частиц до 0,5 мм 25% с размером частиц от 0,5 до 1 мм 30% с размером частиц от 1 до 3 мм 17% и с размером частиц более 3 мм не более 28%. После этого прессуют заготовки, причем прессование может быть двухсторонним, двухступенчатым при давлении 15--31 МПа в зависимости от влажности пресс-порошка. В дальнейшем заготовки сушат и обжигают при температуре 980-1020о
С. Причем сушку кирпича-сырца осуществляют на печных вагонетках без последующей перегрузки заготовок в процессе обжига. Кирпич, керамический камень может быть отпрессован как в виде сплошного тела, так и с выемками и/или отверстиями. Причем выемки могут быть различной конфигурации: в виде фрагмента сферы и/или сфероида, и/или эллипсоида, и/или параболоида, и/или составными с участками поверхности 4-2 порядка кривизны и/или плоскими фрагментами. Кроме того, в процессе прессования возможно получение как сквозных отверстий, так и закрытых по крайней мере с одного торца.
По предлагаемому способу форма кирпича, керамического камня при прессовании может быть получена различной: неравносторонний многогранник, прямоугольный параллелепипед, призма, сложный цилиндр или по крайней мере выполнена с одним из поперечных сечений в виде плоской фигуры, содержащей не менее одного прямолинейного и не менее одного криволинейного участка. В случае, если кирпич прессуют в виде неравностороннего многогранника, часть отверстий можно ориентировать осями от одной большей стороны многогранника к другой большей стороне, или оси отверстий или выемок можно ориентировать нормально к большим сторонам многогранника, или оси по крайней мере части отверстий ориентируют в направлении от одной меньшей или промежуточной по площади стороны к ответной соответственно меньшей или промежуточной по площади стороне. Отверстия при прессовании могут выполнять также различной формы: цилиндрическими, по крайней мере на большей части длины отверстий, и/или с поперечным сечением в виде эллипса или многогранника, и/или овала или комбинированных форм с участками переменной кривизны, и/или с плоскими вставками, и/или в виде их сочетаний.
Реализация изобретения обеспечивает упрощение технологического процесса, начиная с процессов подачи компонентов шихты в смеситель, снижение затрат на технологическую очистку оборудования и последующие технологические переделы в процессе изготовления кирпича, керамического камня, при одновременном достижении высоких эксплуатационных качеств изделий.
7. Список использованных источников
1.Роговой М.И. Технология искусственных пористых заполнителей и керамики. Учебник для вузов. М., Стройиздат, 1974. с.
2. Буров Ю.С. Технология строительных материалов и изделий. Учебник для втузов. М., «Высш. школа», 1972 г.
3. http://www.insulations.ru
4. ГОСТ 530-07.
5. http://www.ru-patent.ru