| Скачать .docx |
Курсовая работа: Изготовление передней панели пульта управления краном УК28СП
Московский государственный технический университет
имени Н.Э.Баумана
Калужский филиал
Кафедра ЭИУ1-КФ
Расчетно-пояснительная записка
по курсовому проекту «Технология производства РЭС»
на тему:
«Изготовление передней панели пульта управления краном УК28СП»
ОАО «Калугапутьмаш»
Калуга
Введение
Производство данной панели является единичным. Панель получаем методом холодной штамповки. Холодная штамповка является самой распространенной операцией для получения корпусов и несущих конструкций. Основное достоинство холодной штамповки заключается в высокой производительности и небольшой стоимости, что очень важно при единичном производстве. Основной технологической оснасткой при холодной штамповке является штамп, состоящий из 2-х основных частей: матрица – неподвижная часть штампа, обычно прикрепляемая к столу пресса и пуансон – подвижная часть пресса. Пуансон закрепляется к ползуну пресса и совершает вместе с ним возвратно – поступательные движения в вертикальном направлении.
В единичном производстве используется поэлементная штамповка, технологической оснасткой в которой являются стандартные матрицы и пуансоны, а пробивку отверстий необходимой величины осуществляют подбором матрицы и пуансона необходимых размеров. Пробивку отверстий в детали обычно осуществляется с использованием различных штампов.
Использование поэлементной штамповки позволяет значительно снизить затраты, как временные, так и материальные, на подготовку производства, позволяет повысить производительность труда, по сравнению с механической обработкой.
Расчет нормы расхода материала при вырубке детали
Норма расхода материала во многом определяет себестоимость получаемой детали, поэтому для уменьшения стоимости детали и увеличения технологичности стремятся выбрать минимально возможную норму расхода.
Первоначально рассчитывают ширину полосы металла необходимую для получения детали. Пусть необходимо с помощью вырубки получить прямоугольную деталь с размерами h и c. Для получения качественной детали необходимо, чтобы между краем детали и краем полосы был гарантированный зазор. Другим необходимым условием для получения качественной детали является получение заданного зазора между соседними деталями.
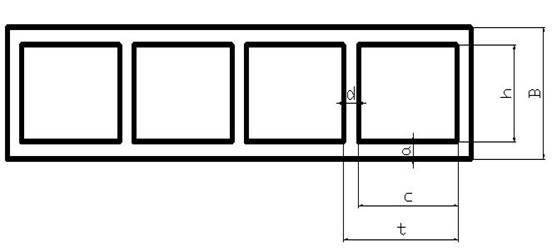
В общем случае d = a = 1,6 мм.
B – ширина полосы;
t – шаг вырубки t = c + d = 169,92 + 1,6 = 171,52 мм.
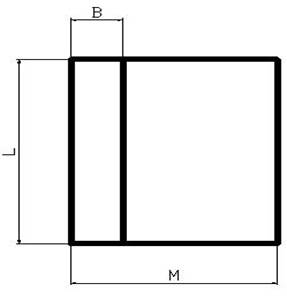
Из листа S×L×M вырезаем металлическую полосу шириной “B”.
Стандартный лист 2×1250×2500 мм.
Bmin = h + 2a – минимальная ширина металлической полосы.
Однако, на практике при расчете ширины металлической полосы необходимо также учитывать погрешность на изготовление полосы при вырезке. Помимо этого, необходимо учитывать возможное смещение металлической полосы относительно штампа, следовательно, ширина полосы с учетом всего вышеизложенного:
B = h + 2a + 2∆ + Z = 1038 + 3,2 + 2 + 2 = 1045,2 мм.
∆ = 1,0 мм – поле допуска на изготовление полосы.
Z = 1,0 мм – погрешность на поле допуска.
Затем с учетом шага вырубки рассчитываем количество деталей, которые можно получить из одной полосы:
n1 = L/t = 1250/171,52 = 8
после этого рассчитываем количество полос, которое можно вырезать из одного металлического листа:
n2 = M/B = 2500/1054,20 = 2
следовательно, количество деталей, получаемых из одного листа:
N = n1 ×n2 = 16
g = G/N = 48,75/16 = 3,05 кг.
G – удельный вес металлического листа;
G = V×γ = S×L×M×γ = 0,2×125×250×7,8 = 48,75 кг.
g – норма расхода материала.
γ = 7,8 г/см3 – удельный вес.
Расчет матрицы и пуансона для вырубного штампа
Поскольку, линейные размеры деталей при вырубки определяются линейными размерами отверстия в матрице, то расчет вырубного штампа начинают с расчета матрицы. По мере работы вырубного штампа происходит постепенный износ, как матрицы, так и пуансона. В результате линейные размеры окна в матрице постепенно увеличиваются. Следовательно, для получения наибольшей долговечности штампа линейные размеры окна у матрицы проектируют по минимально возможному полю допуска детали.
1. ![]() ,
,
где ![]() - допуск при изготовлении отверстия в матрице.
- допуск при изготовлении отверстия в матрице.
![]() << ∆L
<< ∆L
2.Рассчитываем линейные размеры пуансона.
Для надежной работы штампа линейные размеры пуансона всегда должны быть меньше линейных размеров окна в матрице на некоторую гарантированную величину Z.
LП = (L - ∆L – Z)- δ п δп << ∆L
По справочнику определяем δ
п
= 0,02 мм и ![]() = 0,04 мм, Z = 0,14 мм для нашей толщины детали S = 2 мм.
= 0,04 мм, Z = 0,14 мм для нашей толщины детали S = 2 мм.
Lп = (1038 – 2,60 – 0,14)-0.02 = 1035,26-0,02 мм,
Lм = (1038 – 2,60)+0,04 = 1035,40+0,04 мм.
Расчет усилия вырубки детали
Потребное усилие пресса:
![]() , где
, где
L = 1038 + 958 + 2×169,92 = 2335,84 мм, S = 2 мм.
По таблице для стали Ст 3 кп: ![]() кг/мм2
.
кг/мм2
.
По таблице выбираем коэффициент ![]() .
.
Следовательно, ![]() = 2335,84×3×46× (1 + 0,07) = 229,94 т.
= 2335,84×3×46× (1 + 0,07) = 229,94 т.
Поэтому выбираем пресс с усилием в 300 тонн. Для данной операции подходит пробивной пресс с револьверной головкой модели КО 120.
Расчет линейных размеров матрицы и пуансона для пробивного штампа
При пробивки отверстия в детали, линейный размер отверстия определяется линейными размерами пуансона. Следовательно, для повышения наибольшей долговечности штампа, линейные размеры пуансона устанавливают по максимально возможному полю допуска на отверстия.
1. Рассчитываем линейные размеры пуансона, устанавливая его по максимальному полю допуска для отверстия.
LП = (L + ∆L)- δ п
По справочнику определяем δ
п
= 0,02 мм и ![]() = 0,04 мм, Z = 0,14 мм для нашей толщины детали S = 2 мм.
= 0,04 мм, Z = 0,14 мм для нашей толщины детали S = 2 мм.
LП1 = (30,5 + 0,62)-0,02 = 31,12-0,02 мм в количестве 10 отв.
LП2 = (14,5 + 0,43)-0,02 = 14,93-0,02 мм в количестве 15 отв.
LП3 = (8,5 + 0,36)-0,02 = 8,86-0,02 мм в количестве 2 отв.
LП4 = (22 + 0,52)-0,02 = 22,52-0,02 мм в количестве 2 отв.
LП5 = (12,5 + 0,43)-0,02 = 12,93-0,02 мм в количестве 8 отв.
LП6 = (4,5 + 0,30)-0,02 = 4,80-0,02 мм в количестве 17 отв.
LП7 = (11 + 0,43)-0,02 = 11,43-0,02 мм в количестве 2 отв.
По мере работы пробивного штампа будет наблюдаться постепенный износ пуансона, в результате чего линейные размеры пробиваемых отверстий будут уменьшаться.
2. Рассчитываем линейные размеры окна в матрице.
Линейные размеры окна должны быть больше размеров пуансона на величину зазора Z.
LМ = (L + ∆L + Z)+ δ М
LМ1 = (30,5 + 0,62 + 0,14)+0,04 = 31,26+0,04 мм в количестве 10 шт.
LМ2 = (14,5 + 0,43 + 0,14)+0,04 = 15,07+0,04 мм в количестве 15 шт.
LМ3 = (8,5 + 0,36 + 0,14)+0,04 = 9+0,04 мм в количестве 2 шт.
LМ4 = (22 + 0,52 + 0,14)+0,04 = 22,66+0,04 мм в количестве 2 шт.
LМ5 = (12,5 + 0,43 + 0,14)+0,04 = 13,07+0,04 мм в количестве 8 шт.
LМ6 = (4,5 + 0,30 + 0,14)+0,04 = 4,94+0,04 мм в количестве 17 шт.
LМ7 = (11 + 0,43 + 0,14)+0,04 = 11,57+0,04 мм в количестве 2 шт.
Расчет усилия пробивки отверстий
Потребное усилие пресса:
![]() ,
,
для круглого отверстия:
L=π×D,
где D – диаметр отверстия.
S=2 мм.
По справочнику для стали Ст 3 кп: ![]() кг/мм2
.
кг/мм2
.
По справочнику выбираем коэффициент ![]() .
.
Следовательно:
D1
= 30,5 мм: ![]() =95,77×2×46× (1+0,07) = 9,43 т.
=95,77×2×46× (1+0,07) = 9,43 т.
D2
= 14,5 мм: ![]() =45,53×2×46× (1+0,07) = 4,48 т.
=45,53×2×46× (1+0,07) = 4,48 т.
D3
= 8,5 мм: ![]() =26,69×2×46× (1+0,07) = 2,63 т.
=26,69×2×46× (1+0,07) = 2,63 т.
D4
= 22 мм: ![]() =69,08×2×46× (1+0,07) = 6,80т.
=69,08×2×46× (1+0,07) = 6,80т.
D5
= 12,5 мм: ![]() =39,25×2×46× (1+0,07) = 3,86 т.
=39,25×2×46× (1+0,07) = 3,86 т.
D6
= 4,5 мм: ![]() =14,13×2×46× (1+0,07) = 1,39 т.
=14,13×2×46× (1+0,07) = 1,39 т.
D7
= 11 мм: ![]() =34,54×2×46× (1+0,07) = 3,40 т.
=34,54×2×46× (1+0,07) = 3,40 т.
Выбираем пресс с усилием в 15 тонн. Для этой операции также подходит пресс с револьверной головкой модели КО 128.
Расчет процесса сверления
На скорость резания при сверлении наибольшее влияние оказывают следующие факторы:
1. Стойкость сверла.
Стойкость режущего инструмента - время резания этим инструментом от переточки до переточки. При этом, чем выше скорость резания, тем больше работа в единицу времени, тем сильнее нагревается инструмент, быстрее изнашивается, и тем меньше его стойкость. Поэтому если нужно иметь большую стойкость, то скорость резания нужно уменьшать.
Эксперименты показывают, что между скоростью резания ![]() , обычно применяемой при сверлении, и стойкостью инструмента
, обычно применяемой при сверлении, и стойкостью инструмента ![]() чаще всего существует зависимость:
чаще всего существует зависимость:
![]() или
или ![]() ,
,
где ![]() и
и ![]() - некоторые постоянные величины для данных условий обработки величины.
- некоторые постоянные величины для данных условий обработки величины.
![]() - показатель степени, при сверлении чаще всего равный 0,125 - 0,4.
- показатель степени, при сверлении чаще всего равный 0,125 - 0,4.
Формула показывает, что скорость резания оказывает очень сильное влияние на стойкость сверла. Если, например, при некоторых условиях обработки стойкость ![]() мин., то, увеличив скорость резания в два раза при
мин., то, увеличив скорость резания в два раза при ![]() , стойкость снизится в
, стойкость снизится в ![]() раза и составит 0,12 минуты, то есть сверло износится практически мгновенно. Ввиду столь сильного влияния скорости резания на стойкость, если станок имеет ступенчатое регулирование чисел оборотов сверла (шпинделя), то рассчитав оптимальную скорость резания и определив соответствующее этой скорости число оборотов шпинделя, следует выбирать из имеющихся на станке ближайшее меньшее, но не большее ближайшее число оборотов.
раза и составит 0,12 минуты, то есть сверло износится практически мгновенно. Ввиду столь сильного влияния скорости резания на стойкость, если станок имеет ступенчатое регулирование чисел оборотов сверла (шпинделя), то рассчитав оптимальную скорость резания и определив соответствующее этой скорости число оборотов шпинделя, следует выбирать из имеющихся на станке ближайшее меньшее, но не большее ближайшее число оборотов.
2. Подача.
Чем больше подача, тем толще стружка, больше работа резания и тепловыделение, но одновременно тем дальше центр давления стружки от режущей кромки и лучше условия теплоотвода. Кроме того, толстая стружка в среднем меньше деформируется, чем тонкая. Поэтому подача ![]() оказывает не очень сильное влияние на скорость резания, а зависимость между ними при неизменной стойкости может быть выражена формулой:
оказывает не очень сильное влияние на скорость резания, а зависимость между ними при неизменной стойкости может быть выражена формулой:
![]() ,
,
где ![]() - показатель степени, при сверлении чаще всего близкий к 0,7.
- показатель степени, при сверлении чаще всего близкий к 0,7.
Так как ![]() меньше единицы, то при увеличении подачи скорость резания при постоянной стойкости уменьшится меньше, чем увеличится подача. Если, например, увеличить подачу в два раза, то при
меньше единицы, то при увеличении подачи скорость резания при постоянной стойкости уменьшится меньше, чем увеличится подача. Если, например, увеличить подачу в два раза, то при ![]() для сохранения постоянной стойкости скорость резания нужно уменьшить в
для сохранения постоянной стойкости скорость резания нужно уменьшить в ![]() раза. Так как при сверлении объем металла, снимаемый в единицу времени, пропорционален произведению
раза. Так как при сверлении объем металла, снимаемый в единицу времени, пропорционален произведению ![]() , то производительность повысится в
, то производительность повысится в ![]() раза. Поэтому при назначении режимов резания необходимо назначить наибольшую возможную подачу. Ограничивается подача при сверлении обычно либо прочностью сверла, либо заданной чистотой обработки (чем больше подача, тем больше сила резания и хуже чистота обработки).
раза. Поэтому при назначении режимов резания необходимо назначить наибольшую возможную подачу. Ограничивается подача при сверлении обычно либо прочностью сверла, либо заданной чистотой обработки (чем больше подача, тем больше сила резания и хуже чистота обработки).
3. Глубина резания и диаметр сверла.
Чем больше глубина резания, тем больше работа резания и тепловыделение, но одновременно пропорционально больше сечение инструмента, отводящее тепло. Поэтому само по себе увеличение глубины резания слабо повышает нагрев инструмента и мало снижает его стойкость, а при неизменной стойкости - оптимальную скорость резания. При сверлении глубина резания равна половине диаметра сверла, и при увеличении диаметра скорость резания, казалось бы, должна снижаться. Однако при увеличении диаметра сверла повышается его жесткость, улучшаются условия теплоотвода из зоны резания в тело сверла и условия размещения стружки в стружечной канавке. Все это с избытком компенсирует снижение стойкости за счет увеличения глубины резания, вследствие чего при увеличении диаметра сверла оптимальная скорость резания повышается, и зависимость между скоростью резания и диаметром сверла имеет вид:
![]() ,
,
где ![]() - показатель степени, величина которого близка к 0,4.
- показатель степени, величина которого близка к 0,4.
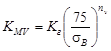
4. Параметры обрабатываемого материала.
Чем больше прочность обрабатываемого материала, тем больше работа резания, тепловыделение и нагрев инструмента, и тем меньше оптимальная скорость резания. Прочность материала ![]() при расчетах режимов резания при сверлении учитывают коэффициентом
при расчетах режимов резания при сверлении учитывают коэффициентом  , то есть путем сравнения прочности обрабатываемого материала с прочностью материала, имеющего
, то есть путем сравнения прочности обрабатываемого материала с прочностью материала, имеющего ![]() кг/мм.
кг/мм.
Различные материалы при одной и той же прочности могут иметь различную обрабатываемость. Например, при сверлении крупнозернистых ферритных сталей стойкость инструмента выше, чем при сверлении мелкозернистых. Обрабатываемость различных материалов при сверлении учитывают поправочным коэффициентом ![]() .
.
5. Глубина сверления.
При возрастании отношения глубины сверления к диаметру, условия резания ухудшаются вследствие увеличения трения между сверлом и стенками отверстия, затруднения вывода стружки и попадания смазочно-охлаждающих жидкостей в зону резания. Поэтому чем больше относительная глубина сверления ![]() , тем скорость резания должна быть меньше, что учитывается при расчетах режимов резания поправочным коэффициентом
, тем скорость резания должна быть меньше, что учитывается при расчетах режимов резания поправочным коэффициентом ![]() .
.
6. Качество инструментального материала.
Качество инструментального материала при расчетах режимов резания учитывается поправочным коэффициентом ![]() .
.
В итоге зависимость скорости резания при сверлении от различных влияющих факторов определяется формулой:
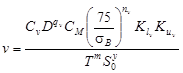 .
.
Эксперименты показали, что при сверлении осевая сила ![]() и крутящий момент определяется в основном диаметром сверла
и крутящий момент определяется в основном диаметром сверла ![]() , величиной подачи
, величиной подачи ![]() и прочностью обрабатываемого материала и могут быть определены по формулам:
и прочностью обрабатываемого материала и могут быть определены по формулам:
![]() ,
,
![]() ,
,
где ![]() - коэффициент, учитывающий прочность обрабатываемого материала.
- коэффициент, учитывающий прочность обрабатываемого материала.
Рассчитаем скорость резания, осевую силу и крутящий момент при сверлении отверстия диаметром 2,2 мм в детали из стали Ст 3 кп (![]() кг/мм), сверлом из быстрорежущей стали Р6М5.
кг/мм), сверлом из быстрорежущей стали Р6М5.
По справочнику находим, что при сверлении конструктивной стали быстрорежущими сверлами при диаметре сверла 2,2 мм оптимальная стойкость инструмента ![]() мин, подача
мин, подача ![]() должна быть
должна быть ![]() мм/об.
мм/об.
При сверлении конструкционной углеродистой стали сверлом из быстрорежущей стали при подаче ![]() мм/об;
мм/об; ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
При обработке углеродистой стали быстрорежущими сверлами коэффициент на качество обрабатываемого материала:
 .
.
При обработке углеродистой стали с содержанием углерода 0,2% ![]() ;
; ![]() .
.
По справочнику находим, что поправочный коэффициент на инструментальный материал ![]() .
.
По справочнику находим, что при отношении длины сверления к диаметру сверления менее трех ![]() .
.
Подставляя полученные значения в формулу скорости резания при сверлении, получаем:
v = (7×2,20,4 ×(75/46)0,9 ×1×1)/(150,2 ×0,20,7 ) = 26,748 мм/мин.
Рассчитаем величину осевой силы ![]() и крутящего момента
и крутящего момента ![]() .
.
При сверлении конструкционной стали значение коэффициента ![]() определяется по формуле:
определяется по формуле:
![]() = 46/75 = 0,613 кг/мм,
= 46/75 = 0,613 кг/мм,
где ![]() .
.
По справочнику находим, что при сверлении конструкционной стали:
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
Р0 = 68×2,2×0,20,7 ×(46/75) = 29,741 кг/мм.
Мрез = 0,0345×2,22 ×0,20,8 ×(46/75) = 0,028 кг/мм2 .
Технологический процесс гибки

При выполнении технологической операции гибки часть заготовки, находящейся внутри угла гибки, испытывает деформацию сжатия и укорачивается, другая часть заготовки испытывает деформацию растяжения и удлиняется. Область I соответствует деформациям сжатия, а область II – растяжения. Между I и II располагается нейтральный слой, не испытывающий деформации при гибки. Очевидно, что для получения детали с заданным размером после выполнения операции гибки необходимо, чтобы длина плоской заготовки равнялась: lзаг = l1 + l2 + lH.C . Для определения положения нейтрального слоя используют безразмерный коэффициент “x”, приводимый в справочной литературе по холодной штамповке. Приводимый в справочнике коэффициент “x” был определен экспериментально для металла различной толщины. Коэффициент “x” показывает положение нейтрального слоя, относительно внутреннего угла гибки в единицах толщины металла, следовательно, для нахождения положения нейтрального слоя необходимо коэффициент “x” умножить на толщину металла. Следовательно, радиус нейтрального слоя можно определить:
rH.C = r + xS; х = 0,42 мм;
lH.C = π/2(r + xS) = 3,14/2(2 + 0,84) = 4,46 мм;
lзаг = l1 + l2 + l3 + 2 π/2 (r + xS) = 131 + 24 + 4 + 8,92 = 169,92 мм.
С увеличением толщины материала и уменьшением внутреннего радиуса гибки, увеличиваются механические напряжения, возникающие в месте гибки. Если отношение толщины материала к радиусу гибки, превысит некоторую критическую величину, то на внешней стороне угла гибки, могут возникнуть трещины, приводящие к значительному уменьшению механической прочности детали, а в предельном случае к ее разрушению.
Поэтому при расчете технологической операции гибки, внутренний радиус гибки необходимо назначать больше минимально допустимого; минимально допустимые радиусы гибки, определенные экспериментально для различных металлов и различных толщин приводятся в справочной литературе по холодной штамповке. В нашем случае, определив по справочнику минимальный радиус гибки для стали Ст3 кп r = 6S = 1,8 мм, мы делаем вывод, что радиус гибки в нашей панели превышает минимально допустимый радиус.
Структурная схема маршрутного техпроцесса
1.Нарезка заготовок
│
2. Контроль рабочий
│
3. Вырубка внешнего контура
│
4.Пробивка отверстий
│
5.Контроль рабочий
│
6. Сверление отверстий
│
7. Контроль рабочий
│
8. Правка на вальцах
│
9. Закрепление детали на прессе
│
10. Гибка
│
11. Извлечение детали с пресса
│
12. Контроль ОТК
Техпроцесс
1. Нарезка заготовок.
Резать стандартный лист размером 2×2500×1250 мм на полосы размером 2×1110±2×Lраскроя.
Резать полосы на заготовки размером 2×1100±2×370±2 мм
Оборудование и материалы : ножницы Н-475.
2. Контроль рабочий.
Контролировать размеры вырезаемых заготовок.
Оборудование и материалы : линейка ГОСТ 427-75, стол, штангенциркуль.
3. Вырубка внешнего контура.
Вырубить внешний контур детали (по радиусу 3).
Оборудование и материалы : пресс КО128АФ4 по управлению программы №15635.
4. Пробивка.
Пробить 17 отверстий диаметром 4,5; 10 отверстий диаметром 5; 2 отверстия диаметром 8,5; 8 отверстий диаметром 12,5; 15 отверстий диаметром 14,5; 10 отверстий диаметром 30,5; 2 прямоугольных отверстия размером22×18.
Оборудование : пресс КО128АФ4 по управлению программы №15635.
Инструмент: Т03-Ф4,5; Т28-Ф8,5; Т22-Ф11; Т12-Ф12,5; Т32-Ф14,5;
Т14-Ф30,5; Т24-кв.15×15.
5. Контроль рабочий.
Контролировать размеры вырубаемой детали и пробиваемых отверстий.
Оборудование и материалы : линейка ГОСТ 427-75, стол, штангенциркуль.
6. Сверление.
Сверлить на детали 72 отв. Ф2, 2 (+0,1) .
Оборудование и материалы : дрель ручная электрическая;
сверла ГОСТ 22093 – 76 (Ф2мм).
7. Контроль рабочий.
Контролировать размеры получаемых отверстий.
Оборудование и материалы : линейка ГОСТ 427-75, стол, штангенциркуль.
8. Правка на вальцах.
Править деталь на вальцах в заготовительном отделении.
Неплоскостность не более 2 мм на длине 1000мм.
Оборудование и материалы : вальцы инв. номер 43-002.
9. Закрепление детали на прессе.
Закрепить деталь на листогибочном прессе.
Оборудование и материалы : листогибочный пресс И-1328, плита.
10. Гибка.
Гнуть деталь, с радиусом гибки 2 мм. Управление прессом педальное.
Оборудование и материалы : листогибочный пресс И-1328 по упору.
11. Извлечение детали с пресса.
Извлечь деталь с листогибочного пресса.
Оборудование и материалы : листогибочный пресс И-1328, плита.
12. Контроль ОТК.
Провести выходной контроль ОТК.
Оборудование и материалы : линейка ГОСТ 427-75, штангенциркуль.
Техостнастка
Техническое описание.
Назначение и область применения.
Пресс дыропробивной координатный с револьверной головкой модели КО120 предназначен для последовательной пробивки разнообразных по форме и размерам отверстий в листовых заготовках деталей типа панелей, плат и шасси. На прессе возможна пробивка отверстий с отсчётом координат при помощи микроскопов либо копированием по шаблону, изготовленному непосредственно на прессе или координатно-расчётном станке.
Состав пресса.
Перечень составных частей пресса.
1 – станина,
2 – тумба координатного стола,
3 – механизм кривошипный,
4 – привод,
5 – муфта-тормоз,
6 – головка револьверная,
7 – привод револьверной головки,
8 – фиксатор,
9 – траверса,
10 – устройство отсчётное,
11 – каретка,
12 – фиксатор каретки,
13 – упор,
14 – устройство отсчётное,
15 – листодержатель.

Принцип работы пресса.
Основными особенностями пресса по сравнению с обычными кривошипными прессами является наличие револьверной головки и координатного стола.
Применение револьверной головки для установки и переноса на рабочую позицию последовательно нескольких наборов пуансонов и матриц позволяет производить пробивку большого количества разнообразных отверстий без смены инструмента.
Траверса и каретка координатного стола перемещаются вместе с заготовкой по двум взаимноперпендикулярным направлениям и переносят под пуансон определённую точку заготовки. Величина перемещения определяется отсчётными устройствами. Так как отсчёт координат занимает много времени, то при изготовлении партий деталей целесообразно изготовить шаблон, по которому при помощи копировального устройства можно пробивать заготовку деталей.
Шаблон представляет собой лист из алюминия либо малоуглеродистой стали толщиной 3±0.2 мм и габаритами, равными габаритам детали. На шаблоне изготовляются отверстия диаметром 6, центры которых соответствуют центрам давления отверстий на детали. При последовательном перемещении пальца фиксатора от отверстия к отверстию вместе с кареткой осуществляется перенос заготовки детали. При опускании пальца фиксатора в отверстие шаблона, осуществляется вырубка отверстия на детали.
Первоначальный пуск.
При первоначальном пуске станка необходимо, прежде всего, проверить надёжность заземления и качество монтажа электрооборудования внешним осмотром.
После осмотра необходимо отключить провода питания обоих электродвигателей на клеммных наборах в шкафу управления.
При помощи вводного автомата подключить станок к цеховой сети. Проверить действие блокирующих и сигнализирующих устройств станка.
При помощи кнопок и переключателей проверить чёткость срабатывания магнитных пускателей.
Отключить станок от сети и подсоединить провода питания электродвигателей.
Схема готова к работе.
Описание работы.
Перед началом работы необходимо убедиться, что все защитные автоматы включены, пресс готов к работе, если горят лампочки.
Пуск двигателя главного привода осуществляется нажатием кнопки, которая замыкает цепь катушки пускателя, переводя его на самопитание.
Схема поворота револьверной головки может работать в следующих режимах:
· автомат,
· поворот правый (наладка),
· поворот левый (наладка).
Автомат
Автоматический поворот револьверной головки возможен только при работе с непрерывной последовательностью смены позиций инструмента.
Работа схемы в автоматическом режиме происходит следующим образом:
а) на коммутаторе (модульный переключатель, расположенный на пульте управления) нажимаются все кнопки необходимой последовательности;
б) переключатель ставиться в положение “Автомат”. Замыкаются соответствующие контакты;
в) выбирается время выдержки реле таким образом, чтобы оно включалось после размыкания геркона предыдущей позиции и перед замыканием геркона последующей позиции (для ближайших двух позиций)
Практически τВЫД ~ 0,2 ÷ 0,3 сек;
г) нажатием на кнопку включается пускатель, который ставится на самопитание, подключается к сети реле времени и включает электромагнит пальцев;
д) при выводе пальцев из револьверной головки конечные выключатели подключают к сети пускатель;
е) двигатель револьверной головки начинает поворачивать расторможенные верхний и нижний диски.
При повороте кулачки револьверного блока наезжают на конечник, с помощью которого подаются команды на PCU.
При совпадении контакта шагового искателя PCU с контактами одной из кнопок получает питание реле, которое отключает пускатель и пальцы, фиксируют диски.
ж) электромагнит опускает пальцы на диски и при правильно отрегулированных дисках двигатель отключится только при фиксации дисков.
з) после фиксации дисков двигатель останавливается и можно пробивать отверстия в заготовке.
Пробивка отверстий в заготовке осуществляется при включении электромагнита удара. При нажатии на кнопку пускатель получает питание, электромагнит удара включается контактами. Происходит удар, при этом конечник включит пускатель, который ставится на самопитание. Пускатель предохраняет систему от сдвоенного удара. Второй удар возможен только при отпускании и новом нажатии кнопки.
Наладка
В наладочном режиме переключатель ставится в положение “Поворот правый”, либо “Поворот левый”.
Внимание: “Поворот левый” осуществлять редко. В противном случае может порваться цепная передача и нарушается соответствие позиции на пульте и на револьверной головке.
В наладочном режиме поворот будет осуществляться только при нажатой кнопке.
Указания по монтажу и эксплуатации.
1. При установке станок должен быть надежно заземлен и подключен к общей системе заземления. Для этой цели в шкафу управления и на станке имеются болты заземления.
2. При монтаже необходимо.
a. конечники отрегулировать так, чтобы при опускании фиксаторов на диски двигателя вращался и отключался только при фиксации дисков;
Выполнение пунктов 1 и 2 данного раздела исключает проскок блоками позиций набранной программы.
b. конечный выключатель установить между первым кулаком (поз.1) и ложным.
c. PCU установить на первый контакт
При нарушении соответствия позиций на пульте с номерами позиций на револьверной головке необходимо:
1. Нажать кнопку на пульте, соответствующую положению револьверной головки.
2. Нажать на кнопку “Движение в исходное положение”. При этом срабатывает пускатель, через контакты которого подается питание на катушку реле шагового искателя 1.
При достижении выбранной позиции срабатывает реле шагового искателя, и соответствие позиций восстанавливается.
Заключение
В ходе выполнения курсовой работы был написан техпроцесс изготовления передней панели для пульта управления краном. Он состоит из 12 техопераций. Также была разработана оригинальная техоснастка для производства данной панели. Данная техостнастка включает в себя матрицы и пуансоны для вырубки отверстий в детали. Задание на курсовую работу было выполнено.
Список литературы
1. Аверкиев Ю.А. «Технология холодной штамповки», М., «Машиностроение», 1989г.
2. Локтева С. Е. «Станки с программным управлением и промышленные роботы». М. «Машиностроение», 1986г.
3. Романовский В. П. «Справочник по холодной штамповке», Л., «Машиностроение». 1979г.
4. «Справочник технолога-приборостроителя» т.1 и 2 под редакцией Скороходова Е. А. И Сыроватченко П. В., М., «Машиностроение», 1980г.
5. Справочник технолога-машиностроителя под ред. Косиловой А.Г. и Мещерякова Р.К., М., «Машиностроение», 1986г.