| Скачать .docx |
Реферат: Строение металлов
Федеральное агенство по образованию
ГОУ ВПО “СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ
АЭРОКОСМИЧЕСКИЙ УНИВЕРСИТЕТ”
им. акад. М. Ф. Решетнева
Г. Ф. Тарасов
ТЕХНОЛОГИИ И
МАТЕРИАЛОВЕДЕНИЕ
Учебное пособие по технологии и материаловедению
для студентов специальности 220601 «Управление инновациями»
всех форм обучения
Красноярск 2009
Л Е К Ц И Я № 1
ВВЕДЕНИЕ
В современных условиях развития общества одним из основных факторов технического прогресса в машиностроении является совершенствование технологии производства материалов. Важным направлением этого прогресса является создание и широкое использование новых конструкционных материалов, позволяющих резко повысить технический уровень и надежность оборудования. Создавая конструкции машин, обеспечивающих высокую надежность работы, инженер должен хорошо знать способы получения основных машиностроительных материалов – чугунов, сталей и цветных металлов.
Человек научился добывать и использовать металлы несколько тысячелетий назад. В отдаленные времена было известно лишь несколько металлов. Это золото, медь, серебро, олово, свинец, железо, ртуть, сурьма. В настоящее время этот круг значительно расширился. Достаточно отметить, что из известных элементов Периодической системы элементов Менделеева свыше 75% составляют металлы.
По исторически сложившейся классификации все металлы, применяющиеся в промышленности делятся на две основные группы:
- черные;
- цветные.
К черным металлам относятся железо и его сплавы (чугун, сталь, ферросплавы), хром, марганец.
Группа цветных металлов объединяет все остальные металлы, которая в свою очередь подразделяется на несколько подгрупп:
- лёгкие металлы (алюминий, магний и др.);
- тяжелые (медь, никель, свинец, цинк и др.);
- малые цветные металлы (кобальт, молибден, вольфрам, кадмий и др.);
- благородные (золото, серебро, платина и др.);
- редкие (лантан, церий, неодим и др.);
- радиоактивные (уран, плутоний и др.).
Среди металлов железо по своему значению занимает особое место.
Производство черных металлов в значительной степени определяет уровень технического развития, являясь основой современной техники. В общемировом производстве металлов железо и его сплавы составляют свыше 90 %. Широкому применению в самых разнообразных областях техники черные металлы обязаны своими высокими механическими и физическими свойствами. Преимущественному применению черных металлов способствовало также большое распространение в природе железных руд и сравнительная простота производства чугуна и стали.
Железо было известно человеку еще до нашей эры. Вначале железо получали в обычных кострах, а затем в специально устроенных плавильных ямах - сыродутных горнах. В горн, выложенный из камня, загружали руду и древесный уголь. Воздух (кислород) необходимый для горения угля, подавался в виде дутья снизу горна при помощи мехов. Образующиеся газы (СО) восстанавливали оксиды железа. Из-за невысокой температуры в таких горнах можно было получать только малоуглеродистое железо, притом в тестообразном состоянии.
Постепенно горн совершенствовался и превратился в небольшую шахтную печь , которая получила название домницы . Увеличение высоты домницы и интенсивная подача дутья привели к повышению температуры и более интенсивному развитию процессов восстановления и науглероживания металла. В домницах получали жидкое углеродистое железо с примесями марганца и кремния, то есть чугун.
Сначала чугун был нежелательным продуктом, так как его не умели использовать для изготовления изделий и орудий труда. Позднее был найден способ передела чугуна в ковкое железо. Способ получил название кричного процесса, при котором чугун переплавляли в кричном горне. В разогретый горн на раскаленный древесный уголь загружали чугун и высокожелезистые шлаки. Плавясь и стекая вниз, чугун подвергался окислительному воздействию дутья и железистого шлака. Происходило окисление его примесей (кремния, марганца, углерода), и чугун превращался в малоуглеродистое ковкое железо.
Кричный передел чугуна давал возможность получать железо более высокого качества, чем сыродутное. При этом оказалось целесообразным сначала выплавлять из руд чугун, а затем перерабатывать его в ковкое железо.
Со временем конструкция домниц изменялась, увеличивались высота и поперечное сечение, улучшался профиль, и домница превратилась в доменную печь.
В дальнейшем прогресс доменного процесса шел в направлении увеличения объёма печей, перехода к более рациональному профилю, совершенствования конструкции доменных печей, механизации и автоматизации процесса.
В 1856 г. Г. Бессемером был предложен способ передела жидкого чугуна путем продувки его воздухом в конвертере, положившего начало высокопроизводительному современному кислородно-конвертерному процессу. В 1864 г. отец и сын Мартены разработали способ производства стали в регенеративной отражательной печи, получившей название мартеновского процесса, и позволившего решить проблему переработки стального лома.
В конце XIX в. возникла новая отрасль металлургии - производство качественных сталей в электрических печах.
Наряду с черными металлами очень важное значение в современном промышленном производстве имеют цветные металлы, которые нашли применение практически во всех отраслях промышленности и особенно в таких как радиотехника и электроника, самолетостроение и ракетостроение.
В настоящее время металлургия черных и цветных металлов достигла очень высокого технического уровня. В результате упорного труда металлургов многих поколений созданы эффективные технологические схемы переработки руд в черные и цветные металлы.
Особое место среди разнообразных способов производства металлических конструкционных материалов занимает порошковая металлургия, позволяющая производить не только изделия из металлических порошков различных форм и назначений, но и создавать принципиально новые материалы, получить которые иным путем крайне трудно или вообще невозможно.
Порошковая металлургия позволяет решать следующие важнейшие задачи, определяющие направление её развития в настоящее время:
- изготовление материалов и изделий с особыми составами и свойствами, которые недостижимы другими способами производства;
- изготовление материалов и изделий с обычными составами и свойствами, но при значительно более выгодных экономических показателях производства.
В ближайшие годы ожидается интенсивное развитие теории и практики процессов порошковой металлургии.
Особое развитие за последние 30 лет получило производство синтетических материалов — пластмасс. Пластмассы и другие неметаллические материалы используют в конструкциях машин и механизмов взамен металлов и сплавов. Такие материалы позволяют повысить сроки службы деталей и узлов машин и установок, снизить массу конструкций, сэкономить дефицитные цветные металлы и сплавы, снизить стоимость и трудоемкость обработки.
Рациональный выбор материалов и совершенствование технологических процессов их обработки обеспечивают надежность конструкций, снижают себестоимость и повышают производительность труда. Прикладную науку о строении и свойствах технических материалов, основной задачей которой является установление связи между составом, структурой и свойствами, называют материаловедением.
Л Е К Ц И Я № 2
1 СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЕ СОВРЕМЕН-
НЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
1.1 Строение металлов
1.1.1 Типы кристаллических решеток.
Твердые тела по строению делят на 2 вида: кристаллические и аморфные. Кристаллические тела при нагреве остаются твердыми до определенной температуры (температуры плавления), при которой они переходят в жидкое состояние. Аморфные тела при нагреве размягчаются в большом температурном интервале; сначала они становятся вязкими и лишь затем, переходят в жидкое состояние. Все металлы и их сплавы - тела кристаллические.
Металлами называют химические элементы, характерными признаками которых являются непрозрачность, блеск, хорошая электро- и теплопроводность, пластичность, а также способность свариваться. Не потеряло своего научного значения определение металлов, данное более 200 лет назад великим русским ученым М. В. Ломоносовым: "Металлы суть светлые тела, которые ковать можно". Характерной особенностью металлов является то, что, вступая в химические реакции с элементами неметаллического просхождения, они отдают последним свои внешние валентные электроны. Объясняется это непрочной связью внешних электронов атома металла с его ядром. Металлы имеют на наружных оболочках всего 1 -2 электрона, тогда как у неметаллов таких электронов много (5-8).
Чистые химические элементы металлов (например, железо, медь, алюминий и др.) могут образовывать более сложные вещества, в состав которых могут входить несколько элементов-металлов, часто с примесью заметных количеств элементов-неметаллов. Такие вещества называются металлическими сплавами. Простые вещества, образующие сплав, называют компонентами сплава.
Для описания кристаллической структуры металлов пользуются понятием кристаллической решетки. Кристаллическая решетка- это воображаемая пространственная сетка, в узлах которой располагаются атомы (ионы), образующие металл. Частицы вещества (ионы, атомы), из которых построен кристалл, расположены в определенном геометрическом порядке, который периодически повторяется в пространстве. В отличие от кристаллов в аморфных телах (стекло, пластмассы) атомы располагаются в пространстве беспорядочно, хаотично.
Формирование кристаллической решетки в металле происходит при переходе металла из жидкого в твердое состояние. При затвердевании металла расстояние между атомами сокращается, а силы взаимодействия между ними возрастают. Характер взаимодействия атомов определяется строением их внешних электронных оболочек. При сближении атомов электроны, находящиеся на внешних оболочках теряют связь со своими атомами вследствие отрыва валентного электрона одного атома положительно заряженным ядром другого и т. д. Происходит образование свободных электронов, так как они не принадлежат отдельным атомам. Таким образом, в твердом состоянии металл представляет собой структуру, состоящую из положительно заряженных ионов, омываемых свободными электронами.
Связь в металле осуществляется электростатическими силами. Между ионами и свободными электронами возникают электростатические силы притяжения, которые стягивают ионы. Такую связь между частицами металла называют металлической.
Силы связи в металлах определяются силами отталкивания и силами притяжения между ионами и электронами. Ионы находятся на таком расстоянии друг от друга, при котором потенциальная энергия взаимодействия минимальна. В металле ионы располагаются в определенном порядке, образуя кристаллическую решетку. Такое расположение ионов обеспечивает взаимодействие их с валентными электронами, которые связывают ионы в кристаллической решетке.
Типы кристаллических решеток у разных металлов различны (рис. 1.1). Наиболее часто встречаются решетки: объемно-центрированная кубическая (ОЦК) — α-Fе, Сг, W, гранецентрированная кубическая (ГЦК) — γ-Fе, А1, Сu и гексагональная плотноупакованная (ГПУ) - Мg, Zn и др. Наименьший объем кристалла, дающий представление об атомной структуре металла в любом объеме, называют элементарной кристаллической ячейкой (рис. 1.1). Кристаллическая решетка характеризуется ее параметрами, например длиной ребра куба для ОЦК и ГЦК, которая составляет для металлов 2,8-6 ∙ 10-8 см.
Рис. 1.1. Элементарные ячейки кристаллических решеток: 1 — кубическая объемно-центрированная (α-железо), II— кубическая гранецентрированная (медь), III — гексагональная плотноупакованная; а и с — параметры решеток.
1.1.2 Дефекты в кристаллах.
В кристаллах всегда имеются дефекты (несовершенства) строения, обусловленные нарушением правильного расположения атомов кристаллической решетки (рис. 1.2).

Рис. 1.2. Дефекты в кристаллах: а — вакансия, б — внедренный
атом, в — краевая линейная дислокация, г — неправильное распо-
ложение атомов на границе зерен 1 и 2
Дефекты кристаллического строения подразделяют по геометрическим признакам на: точечные, линейные и поверхностные. Атомы совершают колебательные движения возле узлов решетки, а с повышением температуры амплитуда этих колебаний увеличивается. Большинство атомов данной кристаллической решетки имеют одинаковую (среднюю) энергию и колеблются при данной температуре с одинаковой амплитудой. Однако отдельные атомы обладают энергией значительно большей средней энергии и перемещаются из одного места в другое. Наиболее легко перемещаются атомы поверхностного слоя, выходя на поверхность. Место, где находился такой атом, называется вакансией (рис. 1.2, а). На это место через некоторое время перемещается один из атомов соседнего слоя и т. д. Таким образом, вакансия перемещается в глубь кристалла. С повышением температуры количество вакансий увеличивается и они чаще перемещаются из одного узла в другой. В диффузионных процессах, протекающих в металлах, вакансии играют определяющую роль.
К точечным дефектам относят также атом, внедренный в междоузлие кристаллической решетки (рис. 1.2, б), и замешенный атом, когда место атома одного металла замещается в кристаллической решетке другим, чужеродным атомом. Точечные дефекты вызывают местное искажение кристаллической решетки.
Линейные дефекты являются другим важнейшим видом несовершенства кристаллической решетки, когда в результате сдвига на одно межатомное расстояние одной части решетки относительно другой вдоль какой-либо плоскости число рядов атомов в верхней части решетки на один больше, чем в нижней. В данном случае в верхней части решетки появилась как бы лишняя атомная плоскость (экстра-плоскость). Край экстраплоскости, перпендикулярный направлению сдвига, называется краевой или линейной дислокацией (рис. 1.2, в), длина которой может достигать многих тысяч межатомных расстояний. Ширина дислокации мала и составляет несколько атомных расстояний.
Кристаллическая решетка в зоне дислокации упруго искажена, поскольку атомы в этой зоне смещены относительно их равновесного состояния. Для дислокации характерна их легкая подвижность. Это объясняется тем, что атомы, образующие дислокацию, стремятся переместиться в равновесное состояние. Дислокации образуются в процессе кристаллизации металлов, а также при пластической деформации, термической обработке и других процессах.
Поверхностные дефекты представляют собой границы раздела между отдельными кристаллами (рис. 1.2, г). На границе раздела атомы расположены менее правильно, чем в его объеме. Кроме того, по границам раздела скапливаются дислокации и вакансии, а также концентрируются примеси, что еще больше нарушает порядок расположения атомов. При этом сами кристаллы разориентированы, т. е. могут быть повернуты относительно друг друга на десятки градусов. Прочность металла может либо увеличиваться вследствии искажений кристаллической решетки вблизи границ, либо уменьшаться из-за наличия примесей и концентрации дефектов. Дефекты в кристаллах существенно влияют на свойства металлов.
1.1.3 Анизотропия кристаллов.
Различие физических свойств среды в разных направлениях называют анизотропией. Анизотропия кристаллов обусловлена различием плотности упаковки атомов в решетке в различных направлениях. Все кристаллы анизотропны, аморфные тела (стекло, смола) изотропны, т. е. имеют одинаковую плотность атомов в различных направлениях.
Анизотропия свойств важна при использовании монокристаллов— одиночных кристаллов, частицы которых расположены единообразно по всему их объему. Монокристаллы имеют правильную кристаллическую огранку (в форме естественных многогранников), анизотропны по механическим, электрическим и другим физическим свойствам. Так, для монокристалла меди предел прочности σв изменяется от 120 до 360 МПа в зависимости от направления приложения нагрузки.
Металлы и сплавы, применяемые в технике, обычно имеют поликристаллическую структуру, т. е. состоят из множества мелких и различно ориентированных кристаллов, не имеющих правильной кристаллической огранки и называемых кристаллитами (или зернами). В каждом зерне поликристалла наблюдается анизотропия. Однако вследствии разнообразной, беспорядочной ориентировки кристаллографических плоскостей в различных зернах поликристалл может иметь одинаковые свойства по разным направлениям и не обнаруживать анизотропию (когда размеры зерен значительно меньше размеров поликристалла и количество их весьма велико). Это обстоятельство во многих случаях позволяет рассматривать поликристаллическое тело, как подобное изотропному, несмотря на анизотропию свойств отдельных составляющих его зерен.
1.2 Кристаллизация
1.2.1 Сущность процесса кристаллизации
Переход из жидкого состояния в твердое (кристаллическое) называют кристаллизацией. Процессы кристаллизации зависят от температуры и протекают во времени, поэтому кривые охлаждения строятся в координатах температура - время (рис. 1.3). Теоретический, т.е. идеальный, процесс кристаллизации металла без переохлаждения протекает при температуре Тs (температура кристаллизации) (рис. 1.3). При достижении идеальной температуры затвердевания Тs падение температуры прекращается. Это объясняется тем, что перегруппировка атомов при формировании кристаллической решетки идет с выделением тепла (выделяется скрытая теплота кристаллизации). Каждый чистый металл кристаллизуется при строго индивидуальной постоянной температуре. По окончании затвердевания металла температура его снова понижается.
Практически кристаллизация протекает при более низкой температуре, т.е. при переохлаждении металла до температур Тn, Тn1 , Тn2 , (например, кривые 1,2). Степень переохлаждения (ΔТ=Тs-Тn) зависит от природы и чистоты металла и скорости охлаждения. Чем чище жидкий металл, тем он более склонен к переохлаждению. При увеличении скорости охлаждения степень переохлаждения возрастает, а зерна металла становятся мельче, что улучшает его качество. Для большинства металлов степень переохлаждения при кристаллизации в производственных условиях составляет от 10 до 30°С. При больших скоростях охлаждения она может достигать сотен градусов.
|
|
Рис. 1.3. Кривые кристаллизации металла при охлаждении с разной скоростью
Процесс кристализации состоит из двух стадий: зарождения кристаллов (зародышей или центров кристаллизации) и роста кристаллов из этих центров. При переохлаждении сплава ниже Тп на многих участках жидкого металла (рис. 1. 4, а, б) образуются способные к росту кристаллические зародыши. Сначала образовавшиеся кристаллы растут свободно и имеют более или менее правильную геометрическую форму (рис. 1.4, в, г, д). Затем при соприкосновении растущих кристалов их правильная форма нарушается, так как на этих участках рост граней прекращается. 
1.4. Последовательные этапы процесса кристаллизации металла
Рост кристалла продолжается только в тех направлениях, где есть свободный доступ жидкого металла. В результате кристаллы, имевшие сначала геометрически правильную форму, после затвердевания получают неправильную форму, их называют кристаллитами или зернами (рис. 1.4, е).
Величина зерен зависит от числа центров кристаллизации и скорости роста кристаллов. Чем больше центров кристаллизации, тем мельче зерно металла.
Величина зерен, образующихся при кристаллизации, зависит не только от количества самопроизвольно зарождающихся центров кристаллизации, но также и от количества нерастворимых примесей, всегда имеющихся в жидком металле. Такие нерастворимые примеси являются готовыми центрами кристаллизации. Ими являются оксиды (например, Аl2 O3 ,), нитриды, сульфиды и другие соединения. Центрами кристаллизации в данном металле или сплаве могут быть только такие твердые частицы, которые соизмеримы с размерами атомов основного металла. Кристаллическая решетка таких твердых частиц должна быть близка по своему строению и параметрам решетке кристаллизующегося металла. Чем больше таких частичек, тем мельче будут зерна закристаллизовавшегося металла.
На образование центров кристаллизации влияет и скорость охлаждения. Чем выше скорость охлаждения, тем больше возникает центров кристаллизации и, следовательно, мельче зерно металла. Чтобы получить мелкое зерно, создают искусственные центры кристаллизации. Для этого в расплавленный металл (расплав) вводят специальные вещества, называемые модификаторами. Так, при модифицировании магниевых сплавов зерно уменьшается от 0,2—0,3 до 0,01-0,02 мм, т.е. в 15-20 раз. Модифицирование отливок проводят введением в расплав добавок, которые образуют тугоплавкие соединения (карбиды, оксиды). При модифицировании, например стали, применяют алюминий, титан, ванадий; алюминиевых сплавов — марганец, титан, ванадий.
Иногда в качестве модификаторов применяют поверхностно-активные вещества. Они растворяются в жидком металле. Эти модификаторы осаждаются на поверхности растущих кристаллов, образуя очень тонкий слой. Этот слой препятствует дальнейшему росту кристаллов, придавая металлу мелкозернистое строение.
1.2.2 Строение металлического слитка.
Форма растущих кристаллов определяется не только условиями их касания друг с другом, но и составом сплава, наличием примесей и режимом охлаждения. Обычно механизм образования кристаллов носит дендритный (древовидный) характер (рис. 1.5).

Рис. 1.5. Схема дендритного роста кристалла
Дендритная кристаллизация характеризуется тем, что рост зародышей происходит с неравномерной скоростью. После образования зародышей их развитие идет в тех плоскостях и направлениях решетки, которые имеют наибольшую плотность упаковки атомов и минимальное расстояние между ними. В этих направлениях образуются длинные ветви будущего кристалла — так называемые оси (1) первого порядка (рис.1.5). В дальнейшем от осей первого порядка начинают расти новые оси (2) — оси второго порядка, от осей второго порядка- оси (3) - третьего порядка и т.д. По мере кристаллизации образуются оси более высокого порядка, которые постепенно заполняют все промежутки, ранее занятые жидким металлом.
Рассмотрим реальный процесс получения стального слитка. Стальные слитки получают охлаждением в металлических формах (изложницах) или на установках непрерывной разливки. В изложнице сталь не может затвердеть одновременно во всем объеме из-за невозможности создания равномерной скорости отвода тепла. Поэтому процесс кристаллизации стали начинается у холодных стенок и дна изложницы, а затем распространяется внутрь жидкого металла.
1.6. Схема строения стального слитка:
а - расположение дендритов в наружных частях слитка, б - строение слитка; 1 — стенки изложницы, 2 - мелкие равноосные кристаллы, 3 ~ древовидные кристаллы, 4 - равноосные неориентированные кристаллы больших размеров, 5 - усадочная рыхлость, 6 — усадочная раковина
При соприкосновении жидкого металла со стенками изложницы 1 (рис. 1.6) в начальный момент образуется зона мелких равноосные кристаллов 2. Так как объем твердого металла меньше жидкого, между стенкой изложницы и застывшим металлом образуется воздушная прослойка и сама стенка нагревается от соприкосновения с металлом. Поэтому скорость охлаждения металла снижается, и кристаллы растут в направлении отвода теплоты. При этом образуется зона 3, Состоящая из древовидных или столбчатых кристаллов. Во внутренней зоне слитка 4 образуются равноосные, неориентированные кристаллы больших размеров в результате замедленного охлаждения.
В верхней части слитка, которая затвердевает в последнюю очередь, образуется усадочная раковина 6 вследствие уменьшения объема металла при охлаждении. Под усадочной раковиной металл в зоне 5 получается рыхлым из-за большого количества усадочных пор. Для получения изделий используют только часть слитка, удаляя усадочную раковину и рыхлый металл слитка для последующего переплава.
Слиток имеет неоднородный химический состав, который тем больше, чем крупнее слиток. Например, в стальном слитке концентрация серы и фосфора увеличивается от поверхности к центру и снизу вверх. Химическую неоднородность по отдельным зонам слитка называют зональной ликвацией. Она отрицательно влияет на механические свойства металла.
1.2.3 Аллотропия металлов.
Аллотропией, или полиморфизмом, называют способность металла в твердом состоянии иметь различные, кристаллические формы. Процесс перехода из одной кристаллической формы в другую называют аллотропическим превращением. При нагреве чистого металла такое превращение сопровождается поглощением тепла и происходит при постоянной температуре, что связано с необходимостью затраты определенной энергии на перестройку кристаллической решетки. Аллотропические превращения имеют многие металлы: железо, олово, титан и др. Например, железо в интервале температур 911—1392°С имеет гранецентрированную кубическую решетку (ГКЦ) γ-Fе (рис.1.7). В интервалах до 911˚С и от 1392 до 1539˚С железо имеет объемно-центрированную кубическую решетку (ОЦК) — α-Fе. Аллотропические формы металла обозначаются буквами α, β, γ и т. д. Существующая при самой низкой температуре аллотропическая форма металла обозначается через
 |
букву а, которая в виде индекса добавляется к символу химического элемента металла и т. д.
1.7. Аллотропические превращения в железе.
При аллотропических превращениях происходит изменение свойств металлов — изменение объема металлов (особенно характерно для олова) и растворимости углерода (характерно для железа).
1.2.4 Методы изучения строения металлов.
Изучение строения металлов и сплавов производится методами макро- и микроанализа, рентгеновского, а также дефектоскопии (рентгеновской, магнитной, ультразвуковой). Методом макроанализа изучается макроструктура, т.е. структура, видимая невооруженным глазом или с помощью лупы, при этом выявляются крупные дефекты: трещины, усадочные раковины, газовые пузыри и т. д., а также неравномерность распределения примесей в металле. Макроструктуру определяют по изломам металла, по макрошлифам. Макрошлиф — это образец металла или сплава, одна из сторон которого отшлифована, тщательно обезжирена, протравлена и рассматривается с помощью лупы с увеличением в 5—10х .
Микроанализ выявляет структуру металла или сплава по микрошлифам, приготовленным так же, как и для макроанализа, но дополнительно отполированным до зеркального блеска. Шлифы рассматриваются в отраженном свете под оптическим микроскопом при увеличении до 3000х . Из-за различной ориентировки зерен металла они травятся не в одинаковой степени и под микроскопом свет также отражается неодинаково. Границы зерен, благодаря примесям, травятся сильнее, чем основной металл, и выявляются более рельефно. В сплаве структурные составляющие травятся также различно.
В электронном микроскопе рассматривают реплику — слепок с особо тонкой структуры металла при увеличениях до 100 000х . Этот важнейший анализ определяет размеры и форму зерен, структурные составляющие, неметаллические включения и их характер — трещины, пористость и т. д., качество термической обработки. Зная микроструктуру, можно объяснить причины изменения свойств металла.
С помощью рентгеновского анализа изучают атомную структуру металлов, типы и параметры кристаллических решеток, а также дефекты, лежащие в глубине. Этот анализ, основанный на дифракции рентгеновских лучей рядами атомов кристаллической решетки, позволяет обнаружить дефекты (пористость, трещины, газовые пузыри, шлаковые включения и т. д.), не разрушая металла. В местах дефектов рентгеновские лучи поглощаются меньше, чем в сплошном металле, и поэтому на фотопленке такие лучи образуют темные пятна, соответствующие форме дефекта.
Для исследования структуры металла и дефектов изделий широко применяют гамма-лучи, которые проникают в изделие набольшую глубину, чем рентгеновские.
Магнитным методом исследуют дефекты в магнитных металлах (сталь, никель и др.) на глубине до 2 мм (трещины различного происхождения, неметаллические включения и т. д.). Для этого испытуемое изделие намагничивают, покрывают его поверхность порошком железа; осматривают его поверхность и размагничивают изделие. Вокруг дефекта образуется неоднородное поле, вследствие чего магнитный порошок повторяет очертания дефекта. Другой метод - магнитный индукционный -часто используют для оценки полноты структурных превращений в сплавах (изделиях) после их термической обработки.
Ультразвуковым методом осуществляется эффективный контроль качества металла изделий и заготовок практически любых размеров. В импульсных ультразвуковых дефектоскопах ультразвуковая волна от щупа-излучателя распространяется в контролируемом изделии и при встрече с каким-либо дефектом отражается от него. При этом отраженные волны принимаются, усиливаются и передаются на показывающий индикатор. Ультразвук используют для контроля качества роторов, рельсов, поковок, проката и других изделий при необходимости сохранения целостности изделий.
Л Е К Ц И Я № 3
1.3 Свойства материалов
1.3.1 Физические и химические свойства
Физические свойства. К физическим свойствам металлов относят цвет, плотность, температуру плавления, теплопроводность, тепловое расширение, теплоемкость, электропроводность, магнитные свойства и др.
Цветом называют способность металлов отражать световое излучение с определенной длиной волны. Например, медь имеет розово-красный цвет, алюминий - серебристо-белый.
Плотность металла характеризуется его массой, заключенной в единице объема. По плотности все металлы делят на легкие (менее 4500кг/м1 ) и тяжелые. Плотность имеет большое значение при создании различных изделий. Например, в самолето- и ракетостроении стремятся использовать более легкие металлы и сплавы (алюминиевые, магниевые, титановые), что способствует снижению массы изделий.
Температурой плавления называют температуру, при которой металл переходит из твердого состояния в жидкое. По температуре плавления различают тугоплавкие металлы (вольфрам 3416°С, тантал 2950°С, титан 1725°С и др.) и легкоплавкие (олово 232°С, свинец 327°С, цинк 419,5°С, алюминий 660°С). Температура плавления имеет большое значение при выборе металлов для изготовления литых изделий, сварных и паяных соединений, термоэлектрических приборов и других изделий. В системе СИ температуру плавления выражают в градусах Кельвина (К).
Теплопроводностью называют способность металлов передавать тепло от более нагретых к менее нагретым участкам тела. Серебро, медь, алюминий обладают большой теплопроводностью. Железо имеет теплопроводность примерно в три раза меньше, чем алюминий, и в пять раз меньше, чем медь. Теплопроводность имеет большое значение при выборе металла для деталей. Например, если металл плохо проводит тепло, то при нагреве и быстром охлаждении (термическая обработка, сварка) в нем образуются трещины. Некоторые детали машин (поршни двигателей, лопатки турбин) должны быть изготовлены из материалов с хорошей теплопроводностью. В системе СИ теплопроводность имеет размерность Вт/ (м • К).
Тепловым расширением называют способность металлов увеличиваться в размерах при нагревании и уменьшаться при охлаждении. Тепловое расширение характеризуется коэффициентом линейного расширения α =(l2 -l1 )/[l1 (t2 -t1 )],
где l1 и l2 длины тела при температурах t1 и t2 .
Коэффициент объемного расширения равен 3α. Тепловые расширения должны учитываться при сварке, ковке и горячей объемной штамповке, изготовлении литейных форм, штампов, прокатных валков, калибров, выполнении точных соединений и сборке приборов, при строительстве мостовых ферм, укладке железнодорожных рельсов.
Теплоемкостью называют способность металла при нагревании поглощать определенное количество тепла. В системе СИ имеет размерность Дж/К. Теплоемкость различных металлов сравнивают по величине удельной теплоемкости — количеству тепла, выраженному в больших калориях, которое требуется для повышения температуры 1 кг металла на 1°С (в системе СИ — Дж/(кгК)).
Способность металлов проводить электрический ток оценивают двумя взаимно противоположными характеристиками —электропроводимостью и электросопротивлением. Электрическая проводимость оценивается в системе СИ в сименсах (См), а удельная электропроводимость—в См/м, аналогично электросопротивление выражают в омах (Ом), а удельное электросопротивление - в Ом/м. Хорошая электропроводимость необходима, например, для токонесущих проводов (медь, алюминий). При изготовлении электронагревательных приборов и печей необходимы сплавы с высоким электросопротивлением (нихром, константан, манганин). С повышением температуры металла его электропроводимость уменьшается, а с понижением — увеличивается.
Магнитные свойства характеризуются абсолютной магнитной проницаемостью или магнитной постоянной, т. е. способностью металлов намагничиваться. В системе СИ магнитная постоянная имеет размерность Гн/м. Высокими магнитными свойствами обладают железо, никель, кобальт и их сплавы, называемые ферромагнитными. Материалы с магнитными свойствами применяют в электротехнической аппаратуре и для изготовления магнитов.
Химические свойства. Химические свойства характеризуют способность металлов и сплавов сопротивляться окислению или вступать в соединение с различными веществами: кислородом воздуха, растворами кислот, щелочей и др. Чем легче металл вступает в соединение с другими элементами, тем быстрее он разрушается. Химическое разрушение металлов под действием на их поверхность внешней агрессивной среды называют коррозией.
Металлы, стойкие к окислению при сильном нагреве, называют жаростойкими или окалиностойкими. Такие металлы применяют для изготовления деталей, которые эксплуатируются в зоне высоких температур.
Сопротивление металлов коррозии, окалинообразованию и растворению определяют по изменению массы испытуемых образцов на единицу поверхности за единицу времени.
Химические свойства металлов обязательно учитываются при изготовлении тех или иных изделий. Особенно это относится к изделиям или деталям, работающим в химически агрессивных средах.
1.3.2 Механические свойства
Способность металла сопротивляться воздействию внешних сил характеризуется механическими свойствами. Поэтому при выборе материала для изготовления деталей необходимо, прежде всего, учитывать его механические свойства: прочность, упругость, пластичность, ударную вязкость, твердость и выносливость. Эти свойства определяют по результатам механических испытаний, при которых металлы подвергают воздействию внешних сил (нагрузок).
Механические свойства определяют поведение материала при деформации и разрушении от действия внешних нагрузок.
В зависимости от условий нагружения механические свойства могут определяться при:
1. статическом нагружении - нагрузка на образец возрастает медленно и плавно.
2. динамическом нагружении - нагрузка возрастает с большой скоростью, имеет ударный характер.
3. повторно, переменном или циклическим нагружении — нагрузка в процессе испытания многократно изменяется по величине или по величине и направлению.
Для получения сопоставимых результатов образцы и методика проведения механических испытаний регламентированы ГОСТами.
Напряжение— величина нагрузки, отнесенная к единице площади поперечного сечения испытуемого образца. Деформация - изменение формы и размеров твердого тела под влиянием приложенных внешних сил. Различают деформации растяжения (сжатия), изгиба, кручения, среза (рис.1.8). В действительности материал может подвергаться одному или нескольким видам деформации одновременно.
Для определения прочности, упругости и пластичности металлы в виде образцов круглой или плоской формы испытывают на статическое растяжение. Испытания проводят на разрывных машинах. В результате испытаний получают диаграмму растяжения (рис. 1.9). По оси абсцисс этой диаграммы откладывают значения деформации, а по оси ординат - нагрузки, приложенные к образцу.
Прочность — способность материала сопротивляться разрушению под действием нагрузок оценивается пределом прочности и пределом текучести. Важным показателем прочности материала является также удельная прочность — отношение предела прочности материала к его плотности. Предел прочности Од (временное сопротивление) - это условное напряжение в МПа, соответствующее наибольшей нагрузке, предшествующей разрушению образца: σн =Рмах /f0 ), где Рmax - наибольшая нагрузка, H; F0 - начальная площадь поперечного сечения рабочей части образца, м2 . Истинное сопротивление разрыву Sk - это напряжение, определяемое отношение нагрузки Рk в момент разрыва к площади минимального поперечного сечения образца после разрыва Fk (Sk =Pk /Fk ).
|
1.8. Виды деформаций: а - сжатие, б — растяжение, в - кручение, г - срез, д— изгиб |
1.9. Диаграмма растяжения: а — условная диаграмма в координатах Р — ΔL, б — условная диаграмма напряжений и диаграмма истинных напряжений
Предел текучести (физический) σт — это наименьшее напряжение (в МПа), при котором образец деформируется без заметного увеличения нагрузки: σт =Рт /F0 , где Pт — нагрузка, при которой в диаграмме растяжения наблюдается площадка текучести, Н.
Площадку текучести имеют в основном только малоуглеродистая сталь и латуни. Другие сплавы площадки текучести не имеют. Для таких материалов определяют предел текучести (условный), при котором остаточное удлинение достигает 0,2% от расчетной длины образца:σ0.2=P0.2/F0.
Упругость — способность материала восстанавливать первоначальную форму и размеры после прекращения действия нагрузки Руп оценивают пределом пропорциональности σпц и пределом упругости σуп.
Предел пропорциональности σпц — напряжение (МПа), выше которого нарушается пропорциональность между прилагаемым напряжением и деформацией образца δпц=Pпц/F0.
Предел упругости (условный) σ0,05 — это условное напряжение в МПа, соответствующее нагрузке, при которой остаточная деформация впервые достигает 0,05% от расчетной длины образца 10 : σ 0,05 =Р0,05 /F0, где Р0,05 - нагрузка предела упругости, Н.
Пластичность — это способность материала принимать новую форму и размеры под действием внешних сил не разрушаясь. Характеризуется относительным удлинением и относительным сужением.
Относительное удлинение (после разрыва) δ - это отношение приращения (lk-l0) расчетной длины образца после разрыва к его первоначальной расчетной длине l0, выраженное в процентах: δ =[( lk-l0/ l0) 100%.
Относительное сужение (после разрыва) σ — это отношение разности начальной и минимальной площадей (F0—Fk) поперечного сечения образца после разрыва к начальной площади Fg поперечного сечения, выраженное в процентах: σ =[( F0—Fk / F0] 100%.
Чем больше значения относительного удлинения и сужения для материала, тем он более пластичен. У хрупких материалов эти значения близки к нулю. Хрупкость конструкционного материала является отрицательным свойством.
Ударная вязкость — это способность материала сопротивляться динамическим нагрузкам. Определяется как отношение затраченной на излом образца работы W (в МДж) к площади его поперечного сечения F (в м2 ) в месте надреза KC=W/F.
Для испытания изготовляют специальные стандартные образцы, имеющие форму квадратных брусочков с надрезом. Испытывают образец на маятниковых копрах. Свободно падающий маятник копра ударяет по образцу со стороны, противоположной надрезу. При этом фиксируется работа, затраченная на излом.
Определение ударной вязкости особенно важно для некоторых металлов, работающих при минусовых температурах и проявляющих склонность к хладноломкости. Чем ниже порог хладноломкости, т.е. температура, при которой вязкое разрушение материала переходит в хрупкое, и чем больше запас вязкости материала, тем больше ударная вязкость материала. Хладноломкость—снижение ударной вязкости материалов при низких температурах.
Циклическая вязкость — это способность материалов поглощать энергию при повторно-переменных нагрузках. Материалы с высокой циклической вязкостью быстро гасят вибрации, которые часто являются причиной преждевременного разрушения. Например, чугун, имеющий высокую циклическую вязкость, в некоторых случаях (для станин и других корпусных деталей) является более ценным материалом, чем углеродистая сталь.
Твердостью называют способность материала сопротивляться проникновению в него другого, более твердого тела. Высокой твердостью должны обладать металлорежущие инструменты: резцы, сверла, фрезы, а также поверхностно-упрочненные детали. Твердость металла определяют способами Бринелля, Роквелла и Виккерса (рис. 1.10).
1.10. Определение твердости металла методами Бринелля (а), Роквелла (б)
и Виккерса (в)
Способ Бринелля основан на том, что в плоскую поверхность металла вдавливают под постоянной нагрузкой стальной закаленный шарик (рис. 1.10, а). Диаметр шарика и величину нагрузки устанавливают в зависимости от твердости и толщины испытываемого металла (Ø2,5; 5 или 10 мм). Твердость по Бринеллю определяют на твердомере ТШ (твердомер шариковый). Испытание проводят следующим образом. На поверхности образца, твердость которого нужно измерить, напильником или абразивным кругом зачищают площадку размером 3—5 см2 .
Образец ставят на столик прибора и поднимают до соприкосновения со стальным шариком, который укреплен в шпинделе прибора. Груз опускается и вдавливает шарик в испытываемый образец. На поверхности металла образуется отпечаток. Чем больше отпечаток, тем металл мягче.
За меру твердости НВ принимают отношение нагрузки к площади поверхности отпечатка по формуле.
![]() ,
,
где Р – внешняя нагрузка;
F – площадь поверхности отпечатка шарика;
D – диаметр стального шарика;
d – диаметр отпечатка стального шарика.
Числовое значение твердости определяют так: измеряют диаметр отпечатка с помощью оптической лупы (с делениями) и по полученному значению находят в таблице соответствующее число твердости.
Преимущество способа Бринелля заключается в простоте испытания и точности получаемых результатов. Способом Бринелля не рекомендуется измерять твердость материалов с НВ>450, например закаленной стали, так как при измерении шарик деформируется и показания искажаются.
Для испытания твердых материалов применяют способ Роквелла.
Метод основан на вдавливании в поверхность наконечника под определенной нагрузкой (рис. 1.10, б)
Индентором для мягких материалов (до НВ 230) служит стальной шарик диаметром 1/16" (Ø1,6 мм), для более твердых материалов - конус алмазный.
Нагружение осуществляется в два этапа. Сначала прикладывается предварительная нагрузка (около 100 Н) для плотного соприкосновения наконечника с образцом. Затем прикладывается основная нагрузка Р1 в течение некоторого времени действует общая рабочая нагрузка Р (Р=Ро +Р1 ) . После снятия основной нагрузки определяют значение твердости по глубине остаточного вдавливания наконечника h под нагрузкой .
В зависимости от природы материала используют три шкалы твердости (табл. 1.1)
Таблица 1.1
Шкалы по определению твердости по Роквеллу
| Шкала |
Обозначение |
Индентор |
Нагрузка, Н |
Область применения |
||
| Р0 |
Р1 |
Р2 |
||||
| А |
HRA |
Алмазный конус < 1200 |
100 |
500 |
600 |
Для особо твердых материалов |
| В |
HRB |
Стальной закаленный шарик Ø1,6 мм |
100 |
900 |
1000 |
Для относительно мягких материалов. |
| С |
HRC |
Алмазный конус < 1200 |
100 |
1400 |
1500 |
Для относительно твердых материалов. |
При испытании металлов с высокой твердостью применяют алмазный конус и общую нагрузку Р=Р0 +Р1 =1500 Н. Твердость отсчитывают по шкале "С" и обозначают HRC.
Если при испытании берется стальной шарик и общая нагрузка 1000 Н, то твердость отсчитывается по шкале "В" и обозначается HRB.
При испытании очень твердых или тонких изделий используют алмазный конус и общую нагрузку 600 Н. Твердость отсчитывается по шкале "А" и обозначается HRA. Пример обозначения твердости по Роквеллу:
Н RC 50 - твердость 50 по шкале "С".
При определении твердости способом Виккерса в качестве вдавливаемого в материал наконечника используют четырехгранную алмазную пирамиду с углом при вершине 136°. Твердость определяется как отношение приложенной нагрузки Р к площади поверхности отпечатка F по формуле
где d – диагональ отпечатка.
При испытаниях применяют нагрузки от 50 до 1000 Н (меньшие значения нагрузки для определения твердости тонких изделий и твердых, упрочненных поверхностных слоев металла). Числовое значение твердости определяют так: замеряют длины обеих диагоналей отпечатка после снятия нагрузки и с помощью микроскопа и по полученному среднему арифметическому значению длины диагонали находят в таблице соответствующее число твердости. Пример обозначения твердости по Виккерсу — HV 500.
Для оценки твердости металлов в малых объемах, например, на зернах металла или его структурных составляющих применяют способ определения микротвердости. Наконечник (индентор) прибора представляет собой алмазную четырехгранную пирамиду (с углом при вершине 136°, таким же, как и у пирамиды при испытании по Виккерсу). Нагрузка на индентор невелика и составляет 0,05-5 Н, а размер отпечатка 5-30 мкм. Испытание проводят на оптическом микроскопе ПМТ-3, снабженном механизмом нагружения. Микротвердость оценивают по величине диагонали отпечатка.
Метод царапания . Алмазным конусом, пирамидой или шариком наносится царапина, которая является мерой. При нанесении царапин на другие материалы и сравнении их с мерой судят о твердости материала.
Можно нанести царапину шириной 10 мм под действием определенной нагрузки. Наблюдают за величиной нагрузки, которая дает эту ширину.
Динамический метод (по Шору). Шарик бросают на поверхность с заданной высоты, он отскакивает на определенную величину. Чем больше величина отскока, тем тверже материал.
Усталостью называют процесс постепенного накопления повреждений материала под действием повторно-переменных напряжений, приводящий к образованию трещин и разрушению. Усталость металла обусловлена концентрацией напряжений в отдельных его объемах, в которых имеются неметаллические включения, газовые пузыри, различные местные дефекты и т. д. Характерным является усталостный излом, образующийся после разрушения образца в результате многократного нагружения и состоящий из двух разных по внешнему виду частей. Одна часть излома с ровной (затертой) поверхностью образуется вследствие трения поверхностей в области трещин, возникших от действия повторно-переменных нагрузок, другая часть с зернистым изломом возникает в момент разрушения образца. Испытания на усталость проводят на специальных машинах. Наиболее распространены машины для повторно-переменного изгибания вращающегося образца, закрепленного одним или обоими концами, а также машины для испытаний на растяжение-сжатие и на повторно-переменное кручение. В результате испытаний определяют предел выносливости, характеризующий сопротивление усталости.
Выносливость — свойство материала противостоять усталости. Предел выносливости — это максимальное напряжение, которое может выдержать металл без разрушения заданное число циклов нагружения. Между пределом выносливости и пределом прочности существует приближенная зависимость:
σ-1 ≈0,43δв; σ-1 p ≈0.36δB, где σ-1 и σ-1 p — соответственно пределы выносливости при изгибе и растяжении-сжатии.
1.3.3 Технологические и эксплуатационные свойства
Технологические свойства. Эти свойства характеризуют способность металлов подвергаться обработке в холодном и горячем состояниях. Технологические свойства определяют при технологических пробах, которые дают качественную оценку пригодности металлов к тем или иным способам обработки. Образец, подвергнутый технологической пробе (рис. 1.11), осматривают. Признаком того, что образец выдержал испытание, является отсутствие трещин, надрывов, расслоения или излома. К основным технологическим свойствам относят: обрабатываемость резанием, свариваемость, ковкость, литейные свойства и др.
Обрабатываемость резанием — одно из важнейших технологических свойств, потому что подавляющее большинство заготовок, а также деталей сварных узлов и конструкций подвергается механической обработке. Одни металлы обрабатываются хорошо до получения чистой и гладкой поверхности, другие же, имеющие высокую твердость, плохо. Очень вязкие металлы с низкой твердостью также плохо обрабатываются: поверхность получается шероховатой, с задирами. Улучшить обрабатываемость, например, стали можно термической обработкой, понижая или повышая ее твердость.
Свариваемость — способность металлов образовывать сварное соединение, свойства которого близки к свойствам основного металла. Ее определяют пробой сваренного образца на загиб или растяжение.
Ковкость — способность металла обрабатываться давлением в холодном или горячем состоянии без признаков разрушения. Ее определяют кузнечной пробой на осадку до заданной степени деформации. Высота образца для осадки равна обычно двум его диаметрам. Если на боковой поверхности образца трещина не образуется, то такой образец считается выдержавшим пробу, а испытуемый металл — пригодным для обработки давлением.
1.11. Технологические пробы: а — изгиб на определенный угол, б — изгиб до параллельности сторон, в — изгиб до соприкосновения сторон, г— на навивание, д — на сплющивание труб, е — на осадку
Литейные свойства металлов характеризуют способность их образовывать отливки без трещин, раковин и других дефектов. Основными литейными свойствами являются жидкотекучесть, усадка и ликвация.
Жидкотекучесть — способность расплавленного металла хорошо заполнять полость литейной формы.
Усадка при кристаллизации — это уменьшение объема металла при переходе из жидкого состояния в твердое; является причиной образования усадочных раковин и усадочной пористости (см. рис. 1.6) в слитках и отливках.
Ликвация — неоднородность химического состава сплавов, возникающая при их кристаллизации, обусловлена тем, что сплавы, в отличие от чистых металлов, кристаллизуются не при одной температуре, а в интервале температур. Чем шире температурный интервал кристаллизации сплава, тем сильнее развивается ликвация, причем наибольшую склонность к ней проявляют те компоненты сплава, которые наиболее сильно влияют на ширину температурного интервала кристаллизации (для стали, например, сера, кислород, фосфор, углерод).
Эксплуатационные свойства. Они характеризуют способность, материала работать в конкретных условиях.
1. Износостойкость — свойство материала оказывать сопротивление износу, т.е. постепенному изменению размеров и формы тела вследствие разрушения поверхностного слоя изделия при трении. Испытание металлов на износ проводят на образцах в лабораторных условиях, а деталей - в условиях реальной эксплуатации. При испытаниях образцов моделируются условия трения, близкие к реальным. Величину износа образцов или деталей определяют различными способами: измерением размеров, взвешиванием образцов и другими методами.
2. Коррозионная стойкость - способность материала сопротивляться действию агрессивных кислотных, щелочных сред.
3. Жаростойкость - это способность материала сопротивляться окислению в газовой среде при высокой температуре.
4. Жаропрочность - это способность материала сохранять свои свойства при высоких температурах.
5. Хладостойкость — способность материала сохранять пластические свойства при отрицательных температурах.
6. Антифрикционность - способность материала прирабатываться к другому материалу.
Эксплуатационные свойства определяются специальными испытаниями в зависимости от условий работы изделий.
При выборе материала для создания конструкции необходимо полностью учитывать механические, технологические и эксплуатационные свойства.
Л Е К Ц И Я № 4
2 МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ В МАШИНОСТРОЕНИИ И ПРИБОРОСТРОЕНИИ
2.1. Машиностроительные материалы
Технический уровень машин, аппаратов, приборов во многом определяется свойствами материалов, из которых изготовлены их отдельные элементы - детали. Спектр существующих материалов чрезвычайно широк и выбор оптимального материала для тех или иных условий применения может быть достаточно сложной задачей.
Например, мост можно построить из низкоуглеродистой стали обыкновенного качества, из высоколегированной сверхпрочной стали, из нержавеющей стали, из алюминиевого сплава и т.д. В различных вариантах, он будет иметь разный срок службы, стоимость изготовления, стоимость обслуживания. В настоящее время, применяют стали обыкновенного качества, что определяется именно экономическими преимуществами.
В то же время существуют технические объекты, создание которых было бы невозможно без разработки специальных материалов, альтернативы которым может и не существовать и, приходится мириться с их, иногда, даже чрезвычайно высокой стоимостью. Это материалы космической техники (например, керамика ракетных сопел и газовых рулей), атомной промышленности (например, циркониевые оболочки тепловыделяющих элементов атомных реакторов, гадолиниевые экраны нейтронной защиты и т.д.).
И даже в этих областях техники ведется поиск новых альтернативных материалов, повышающих как технические характеристики объекта, так и его экономическую эффективность.
2 .2 Сплавы на основе железа
2.2.1 Сталь - сплав железа с углеродом при содержании углерода до 2,14%. Кроме того, в состав стали обычно входят марганец, кремний, сера и фосфор, которые попадают в сталь из руды или кокса; некоторые элементы могут быть введены для улучшения физико-химических свойств, специально (легирующие элементы).
Углеродистые конструкционные стали подразделяются на стали обыкновенного качества и качественные.
Таблица 2.1
Классификация сталей
| По химическому составу |
По назначению |
По качеству (по содержанию серы (S) и фосфора (P) |
По степени раскисления |
|
| По содержанию углерода |
По содержанию легирующих элементов |
|||
| Малоуглероди стые С < 0,25% Среднеуглеродистые С = 0,25….0,6 %. Высокоуглеродистые С > 0,6 % |
Низколегированные, легирующих элементов < 2,5% Среднелегированные, легирующих элементов 2,5...10% Высоколегированные, легирующих элементов > 10% |
Конструкционные - для строительных элементов и деталей машин и приборов, инструментальные - для изготовления режущего инструмента, штампов и т.д., с особыми физическими свойствами (магнитные, электротехнические и т.д.), с особыми химическими свойствами (нержавеющие, жаростойкие и т.д.) |
Обыкновенного качества S < 0,06% , P < 0,07% Качественные S < 0,035% , P < 0,035% Высококачестве нные S < 0,025% , P < 0,025% Особовысококачественные S < 0,015 % P < 0,025 % |
Спокойные (при варке полностью раскисленные), в конце маркировки «сп», Полуспокойные - «пс», Кипяшие - «кп». |
Стали обыкновенного качества (ГОСТ380-94) изготавливают следующих марок Ст0, Ст1, Ст2,..., Ст6 (с увеличением номера возрастает содержание углерода, например, Ст4 - углерода 0,18-0,27%, марганца 0,4-0,7%).
Стали обыкновенного качества, особенно кипящие, наиболее дешевые. Стали отливают в крупные слитки, вследствие чего в них развита ликвация и они содержат сравнительно большое количество неметаллических включений.
С повышением условного номера марки стали возрастает предел прочности (σв ) и текучести (σ02 ) и снижается пластичность (δ, ψ). Например, Ст3сп имеет σв =380 - 490МПа, σ02 = 210 – 250МПа, δ = 25 – 22%.
Из сталей обыкновенного качества изготовляют прокат: балки, швеллеры, уголки, прутки, а также листы, трубы. Эти стали широко применяют в строительстве для сварных конструкций.
С повышением содержания в стали углерода свариваемость ухудшается. Поэтому стали Ст5 и Ст6, с более высоким содержанием углерода, применяют для элементов строительных конструкций, не подвергаемых сварке.
Качественные углеродистые стали (ГОСТ 1050-88) маркируют цифрами 08, 10, 15,... , 85, которые указывают среднее содержание углерода в сотых долях процента.
Низкоуглеродистые стали (С<0,25%) 05кп, 08, 07кп, 10, 10кп обладают низкой прочностью и высокой пластичностью. σв =330-340МПа, σ0 .2 =230-280МПа, δ=33-31%. Высокая пластичность этих сталей позволяет изготавливать изделия штамповкой, вытяжкой (детали кузовов автомобилей, металлическая посуда и т.д.).
Стали без термической обработки используют для малонагруженных деталей, ответственных сварных конструкций, а также для деталей машин, упрочняемых цементацией.
Среднеуглеродистые стали (0,3-0,5% С) 30, 35,..., 55 применяют после нормализации, улучшения и поверхностной закалки для самых разнообразных деталей во всех отраслях промышленности. Эти стали, по сравнению с низкоуглеродистыми, имеют более высокую прочность при более низкой пластичности (σв =500-600МПа, σ02 =300-360МПа, δ =21-16%).
Стали с высоким содержанием углерода (0,6-0,85% С) 60, 65,..., 85 обладают высокой прочностью, износостойкостью и упругими свойствами. Из этих сталей изготавливают пружины и рессоры, шпиндели, замковые шайбы, прокатные валки и т.д.
Легированные конструкционные стали (ГОСТ4543-71) применяют в тех случаях, когда выигрыш от повышения нагрузочной способности детали машины превышает повышение стоимости материала. Естественно, чем больше легирующих элементов содержит сталь, чем они дороже, тем дороже и сама сталь.
Поэтому наиболее широкое применение в строительстве получили низколегированные стали, а в машиностроении - легированные стали.
Легированные конструкционные стали маркируют цифрами и буквами. Двухзначные цифры, приводимые в начале марки, указывают среднее содержание углерода в сотых долях процента, буквы справа от цифры обозначают легирующий элемент. Пример, сталь 12Х2Н4А содержит 0,12% С, 2% Cr, 4% Ni и относится к высококачественным, на что указывает в конце марки буква "А".
Причем для обозначения легирующих элементов в марках легированных сталей приняты следующие условные сокращения:
А – азот; К – кобальт; Т – титан; Б – ниобий; М – молибден; Ф- ванадий; В – вольфрам; Н – никель; Х – хром; Г – марганец;
П – фосфор; Ц – цирконий; Д – медь; Р – бор; Ю – алюминий; Е – селен; С – кремний; Ч - редкоземельные металлы
Цифра после буквы, обозначающей легирующий элемент, указывает на содержание этого элемента в процентах. Если цифры нет, то сталь содержит 0,8-1,5% легирующего элемента, за исключением молибдена и ванадия (содержание которых в сталях обычно до 0,2-0,3%), а также бора (в стали с буквой Р его должно быть не менее 0,001%).
Коррозийно-стойкие и жаростойкие стали и сплавы
Жаростойкие стали и сплавы. Повышение окалиностойкости достигается введением в сталь главным образом хрома, а также алюминия или кремния, т. е. элементов, образующих в процессе нагрева защитные пленки оксидов (Cr, Fe)2 O3 , (Al, Fe)2 O3 .
Для изготовления различного рода высокотемпературных установок, деталей печей и газовых турбин применяют жаростойкие ферритные (12Х17, 15Х25Т и др.) и аустенитные (20Х23Н13, 12Х25Н16Г7АР, 36Х18Н25С2 и др.) стали, обладающие жаропрочностью.
Коррозионно-стойкие (нержавеющие) стали устойчивы к электрохимической коррозии.
Стали 12Х13 и 20Х13 применяют для изготовления деталей с повышенной пластичностью, подвергающихся ударным нагрузкам (клапанов гидравлических прессов, предметов домашнего обихода), а также изделий, испытывающих действие слабо - агрессивных сред (атмосферных осадков, водных растворов солей органических кислот).
Стали 30Х13 и 40Х13 используют для карбюраторных игл, пружин, хирургических инструментов и т. д.
Стали 15Х25Т и 15Х28 используют чаще без термической обработки для изготовления сварных деталей, работающих в более агрессивных средах и не подвергающихся действию ударных нагрузок, при температуре эксплуатации не ниже -20°С.
Сталь 12Х18Н10Т получила наибольшее распространение для работы в окислительных средах (азотная кислота) и в бытовой технике (посуда).
С целью экономии дорогой легированной стали применяется двухслойный листовой прокат, который состоит из основного слоя - низколегированной (09Г2, 16ГС, 12ХМ, 10ХГСНД) или углеродистой (Ст3) стали и коррозийно-стойкого слоя толщиной 1-6мм из сталей 08Х18Н10Т, 10Х17Н13М2Т, 08Х13.
Инструментальные стали
Углеродистые стали (ГОСТ 1435-90). Углеродистые инструментальные стали У7, У8, У10, У11,У12, У13 применяются обычно в закаленном состоянии.
Стали можно использовать в качестве режущего инструмента только для резания с малой скоростью, так как их высокая твердость (У10 - У12 – 62-63HRC) сильно снижается при нагреве выше 190-200°С.
Стали У10, У11, У12, У13 применяют для режущего инструмента (фрезы, зенкеры, сверла, шабера, напильники и т. д.). Для деревообрабатывающего инструмента применяют стали У7 и У8. Количество углерода в инструментальных сталях указывается в десятых долях процента.
Легированные инструментальные стали (ГОСТ5950-73) (11ХФ, 13Х, ХВСГ, 9ХС, Х, В2Ф) пригодны для резания материалов невысокой прочности (св =500-600МПа) с небольшой скоростью (до 5-8м/мин). Их используют для инструмента, не подвергаемого в работе нагреву свыше 200-250°С. Легированные стали по сравнению с углеродистыми обладают большей прокаливаемостью.
Количество углерода также указывается в десятых долях процента, а если его около 1%, то не указывается вовсе.
Например, стали 11ХФ, 13Х, ХВСГ, 9ХС, Х, В2Ф и т.д.
(Сталь Х – 0,95-1% С, 0,15-0.4% Mn, 0,15-0.35% Si, 1,3-1,65% Cr, 64-65HRC).
Эти стали чрезвычайно многообразны и представлены группами сталей, разработанными для специфических областей применения, например, стали для штампов холодного деформирования (Х12Ф1, Х12М, Х6ВФ, 6Х5В3МФС, 7ХГ2ВМ) должны обладать высокой твердостью, износостойкостью и прочностью, сочетающейся с достаточной вязкостью.
Стали для штампов горячего деформирования (5ХНМ, 5ХНВ, 4Х3ВМФ, 4Х5В2ФС, 3Х2В8Ф, 4Х2В5МФ) должны иметь высокие механические свойства (прочность и вязкость) при повышенных температурах и обладать износостойкостью, окалиностойкостью, разгаростойкостью и иметь высокую теплопроводность.
Быстрорежущие стали. Эти стали обладают термостойкостью в условиях резания до 650°С. Основным легирующими элементами этих сталей являются вольфрам, молибден, кобальт и ванадий.
Быстрорежущие стали обозначают буквой "Р", следующая за ней цифра указывает на процентное содержание вольфрама: (Р18, Р6М5, Р6М5К5, Р9К5, Р18К8М5Ф2 и т.д.) Р6М5К5-быстрорежущая сталь, содержащая 6,0% вольфрама 5,0% молибдена 5,0% кобальта. Пример: Сталь Р18 – 0,7-0,8% С, 3,8-4,4% Cr, 17,5-19% W, 1-1,4% V, 0,5-1% Mo.
Из этих сталей изготавливают сложный по форме инструмент для обработки металлов резанием: сверла, протяжки, фрезы и т.д. Из-за дороговизны этих сталей, которая объясняется высоким содержанием дорогого и дефицитного вольфрама, в таком инструменте только режущую часть изготавливают из этих сталей и крепят ее к корпусу или хвостовику механически, сваркой, пайкой и т.д.
2.2.2 Чугун
Чугунами называют сплавы железа с углеродом, содержащие более 2,14% углерода (но до 6,67%). Они содержат те же примеси, что и сталь, но в большем количестве. В зависимости от состояния углерода в чугуне, различают: белый чугун, в котором весь углерод находится в связанном состоянии в виде карбида, и серый чугун, в котором углерод в значительной степени или полностью находится в свободном состоянии в виде графита.
Белый чугун чрезвычайно тверд, но очень хрупок, и в качестве конструкционного материала практически не применяется, а используется как сырьё при получении стали.
Серые чугуны подразделяется на:
1) серые
- с пластинчатой или червеобразной формой графитовых
включений;
2) высокопрочные - шаровидный графит;
3) ковкие
- хлопьевидный графит. Чугуны маркируют двумя буквами и
двумя цифрами, соответствующими минимальному значению временного
сопротивления σв
при растяжении в МПа-10
. Серый чугун обозначают буквами "СЧ" (ГОСТ 1412-85), высокопрочный - "ВЧ" (ГОСТ 7293-85), ковкий - "КЧ" (ГОСТ 1215-85).
СЧ10 - серый чугун с пределом прочности при растяжении 100 МПа; ВЧ70 - высокопрочный чугун с пределом прочности при растяжении 700 МПа;
КЧ35 - ковкий чугун с пределом прочности при растяжении 350 МПа.
Для работы в узлах трения со смазкой применяют отливки из антифрикционного чугуна АЧС-1, АЧС-6, АЧВ-2, АЧК-2 и др., что расшифровывается следующим образом: АЧ - антифрикционный чугун: С - серый, В - высокопрочный, К - ковкий. А цифры обозначают порядковый номер сплава согласно ГОСТу 1585-79.
Изделия из чугунов получают методом литья. Из них изготавливаются сложные по форме детали (корпуса двигателей, станины станков, корпуса турбин, насосов, компрессоров, коленчатые валы двигателей, колеса центробежных насосов и т.д.).
2.3. Цветные металлы и сплавы
2.3.1 Медь и медные сплавы
Медь - металл красного, в изломе розового цвета. Температура плавления 1083°С. Кристаллическая решетка ГЦК. Плотность меди 8,94г/см3 .
Технически чистая медь обладает высокой пластичностью и
коррозийной стойкостью, высокой электропроводностью и теплопроводностью. По чистоте медь подразделяют на марки (ГОСТ 859-78):
| Марка |
МВЧк |
MOO |
МО |
Ml |
М2 |
МЗ |
| Содержание Cu+Ag не менее |
99,993 |
99,99 |
99,95 |
99,9 |
99,7 |
99,5 |
После обозначения марки указывают способ изготовления меди: к -катодная, б - бескислородная, р - раскисленная. Медь огневого рафинирования не обозначается.
МООк - технически чистая катодная медь, содержащая не менее 99,99% меди и серебра.
МЗ - технически чистая медь огневого рафинирования, содержит не менее 99,5%меди.
Медь легко обрабатывается давлением, но плохо резанием и имеет невысокие литейные свойства из-за большой усадки. Поэтому полуфабрикаты меди - прокат (сортамент), листы (широко применяется медная фольга), трубы (медные трубки в гидравлических системах), проволока (диаметром от нескольких мм до нескольких мкм).
Благодаря высокой электропроводности, медь применяется, в основном, для изготовления проводов для электротехнической и электронной промышленности. Высокая коррозионная устойчивость чистой меди в атмосферных условиях позволяет использовать ее в качестве кровельного материала ответственных зданий. Так, фирмы изготовители гарантируют срок службы такой крыши более 150 лет.
Стоимость чистой меди постоянно повышается, а мировые запасы медной руды, по различным оценкам, истощатся в ближайшие 10–30 лет.
Медные сплавы разделяют на бронзы и латуни.
Бронзы- это сплавы меди с оловом (4 - 33% Sn ), свинцом (до 30% Pb), алюминием (5-11% AL), кремнием (4-5% Si), сурьмой и фосфором, и другими элементами (ГОСТ 493-79 , ГОСТ 613-79, ГОСТ 5017-74, ГОСТ 18175-78).
Латуни - сплавы меди с цинком (до 50% Zn) и небольшими добавками алюминия, кремния, свинца, никеля, марганца (ГОСТ 15527-70, ГОСТ 1771180). Медные сплавы, предназначенные для изготовления деталей методами литья, называют литейными , а сплавы, предназначенные для изготовления деталей пластическим деформированием - сплавами, обрабатываемыми давлением.
Медные сплавы обозначают начальными буквами их названия (Бр или Л), после чего следуют первые буквы названий основных элементов, образующих сплав, и цифры, указывающие количество элемента в процентах. Приняты следующие обозначения компонентов сплавов:
А – алюминий; Мц – марганец; С – свинец; Б – бериллий; Мг – магний; Ср – серебро; Ж – железо; Мш – мышьяк; Су – сурьма; К – кремний; Н – никель; Т – титан; Кд – кадмий; О – олово; Ф – фосфор; Х – хром; Ц – цинк; Примеры:
БрА9Мц2Л - бронза, содержащая 9% алюминия, 2% Mn, остальное Cu ("Л"' указывает, что сплав литейный);
ЛЦ40Мц3Ж - латунь, содержащая 40% Zn, 3% Mn, ~l% Fe, остальное Cu;
Бр0Ф8,0-0,3 - бронза содержащая 8% олова и 0,3% фосфора;
ЛАМш77-2-0,05 - латунь содержащая 77% Cu, 2% Al, 0,055 мышьяка, остальное Zn (в обозначении латуни, предназначенной для обработки давлением, первое число указывает на содержание меди).
В несложных по составу латунях указывают только содержание в сплаве
меди:
Л96 - латунь содержащая 96% Cu и ~4% Zn (томпак); Лб3 - латунь содержащая 63% Cu и -37% Zn.
Бронзы отличаются высокой коррозионной устойчивостью и антифрикционными свойствами. Из них изготавливают вкладыши подшипников скольжения, венцы червячных зубчатых колес и другие детали.
Высокие литейные свойства некоторых бронз позволяют использовать их для изготовления художественных изделий, памятников, колоколов.
Латуни, применяются в основном для изготовления деталей штамповкой вытяжкой, раскаткой, вальцовкой, т. е. процессами требующими высокой пластичности материала заготовки. Из латуни изготавливаются гильзы различных боеприпасов.
Высокая стоимость меди и сплавов на ее основе привела в 20 веке к поиску материалов для их замены. В настоящее время их успешно заменяют пластиками, композиционными материалами.
2.3.2 Алюминий и сплавы на его основе
Алюминий - металл серебристо-белого цвета. Температура плавления 650°С. Алюминий имеет кристаллическую ГЦК решетку. Наиболее важной особенностью алюминия является низкая плотность - 2.7г/см3 против 7.8г/см3 для железа и 8.94г/см3 для меди. Алюминий обладает электрической проводимостью, составляющей 65% электрической проводимости меди. В зависимости от чистоты различают алюминий особой чистоты: А999 (99.999% Al); высокой чистоты: А995 (99.995% Al), А99, А97, А95 и технической чистоты: А85, А8, А7, А6, А5, А0 (99.0% Al) (ГОСТ 11069-74).
Технический алюминий изготавливают в виде листов, профилей, прутков, проволоки и других полуфабрикатов и маркируют АДО и АД1.
Алюминиевая проволока используется в электротехнической промышленности в линиях электропередачи, а прокат алюминия в пищевой промышленности, в качестве кровельного материала и т.д. Чистый алюминий отличается высокой коррозионной устойчивостью, но имеет низкую прочность, что не позволяет использовать его в качестве конструкционного материала.
Классификация алюминиевых сплавов
Наибольшее распространение получили сплавы Al-Cu, Al-Si, Al-Mg, Al-Cu-Mg и другие.
Все сплавы алюминия можно разделить на деформируемые, предназначенные для получения полуфабрикатов (листов, плит, прутков и т. д.), а также поковок и штампованых заготовок и литейные, предназначенные для фасонного литья.
Сплавы алюминия, обладая хорошей технологичностью во всех стадиях передела, малой плотностью, высокой коррозийной стойкостью, при достаточной прочности, пластичности и вязкости нашли широкое применение в авиации, судостроении, строительстве и других отраслях промышленности.
Деформируемые алюминиевые сплавы, упрочняемые термической обработкой
Дуралюмины. Дуралюминами называются сплавы на основе элементов Al-Cu-Mg, в которые дополнительно вводят марганец. Дуралюмин, изготовляемый в листах, для защиты от коррозии подвергают плакированию, т.е. покрытию тонким слоем алюминия высокой чистоты.
Из сплава Д16 изготовляют обшивки, шпангоуты, стрингера и лонжероны самолетов, силовые каркасы, строительные конструкции, кузова грузовых автомобилей и т.д.
Дуралюмины маркируются буквой "Д" и порядковым номером, например: Д1, Д12, Д18, но иногда и по-другому, например - АК4, АК8.
Дуралюмины можно упрочнять термообработкой, которая состоит из закалки и последующего старения. Прочность сплава при этом значительно повышается. Например, сплав Д16 - σ02 =400МПа, σв =540МПа, δ=11%.
Сплавы авиаль (АВ). Эти сплавы уступают дуралюминам по прочности, но обладают лучшей пластичностью в холодном и горячем состояниях. Авиаль удовлетворительно обрабатывается резанием (после закалки и старения) и сваривается контактной и аргонодуговой сваркой. Сплав обладает высокой общей сопротивляемостью коррозии, но склонен к межкристаллитной.
Из сплава АВ изготовляют различные полуфабрикаты (листы, трубы и т.д.), используемые для элементов конструкций, несущих умеренные нагрузки, кованые детали двигателей, рамы, двери, для которых требуется высокая пластичность в холодном и горячем состояниях.
Сплав АВ - σ02 =200МПа, σв =260МПа, δ=15%.
Высокопрочные сплавы. Предел прочности этих сплавов достигает 550-700МПа, но при меньшей пластичности, чем у дуралюминов. Представителем высокопрочных алюминиевых сплавов является сплав В95.
При увеличении содержания цинка и магния прочность сплавов повышается, а их пластичность и коррозийная стойкость понижаются. Добавки марганца и хрома улучшают коррозийную стойкость. Сплавы обладают хорошей пластичностью в горячем состоянии и сравнительно легко деформируются в холодном состоянии после отжига. Сплав В95 хорощо обрабатывается резанием и сваривается точечной сваркой, его применяют в самолетостроении и судостроении для нагруженных конструкций, работающих длительное время при t<=100—120°С. Сплав В95 рекомендуется для сжатых зон конструкций и для деталей без концентраторов напряжений.
Сплав В95 - σ02 =530-550МПа, σв =560-600МПа, δ=8%.
Сплавы для ковки и штамповки. Сплавы этого типа отличаются высокой пластичностью и удовлетворительными литейными свойствами, позволяющими получить качественные слитки для последующей обработки давлением.
Сплав АК6 используют для деталей сложной формы и средней прочности, изготовление которых требует высокой пластичности в горячем состоянии. Сплав АК8 рекомендуют для тяжелонагруженных штампованных деталей.
Сплав АК8 - σ02 =300МПа, σв =480МПа, δ=10%.
Жаропрочные сплавы. Эти сплавы используют для деталей, работающих при температуре до 300°С. Жаропрочные сплавы имеют более сложный химический состав, чем рассмотренные выше алюминиевые сплавы. Их дополнительно легируют железом, никелем и титаном.
Сплав Д20 – σ02 =250МПа, σв=400МПа, δ=12%.
Деформируемые алюминиевые сплавы, не упрочняемые термической обработкой
К этим сплавам относятся сплавы алюминия с марганцем или с магнием. Сплавы легко обрабатываются давлением, хорошо свариваются и обладают высокой коррозийной стойкостью. Обработка резанием затруднена.
Сплавы (АМц, АМг2, АМг3) применяют для сварных и клепанных элементов конструкций, испытывающих небольшие нагрузки и требующих высокого сопротивления коррозии.
Сплав АМг3 - σв =220МПа, σ02 =110МПа, δ=20%.
Литейные алюминиевые сплавы
Сплавы для фасонного литья должны обладать высокой жидкотекучестью, сравнительно небольшой усадкой, малой склонностью к образованию горячих трещин и пористости в сочетании с хорошими механическими свойствами, сопротивлением коррозии и др.
Сплавы Al-Si (силумины). Отличаются высокими литейными свойствами, а отливки - большой плотностью. Сплавы Al-Si (АЛ2, АЛ4, АЛ9) сравнительно легко обрабатываются резанием. Сплав АЛ9 - σв =200МПа, σ02 =140МПа, δ=5%.
Сплавы Al-Cu. Эти сплавы (АЛ7, АЛ 19) после термической обработки имеют высокие механические свойства при нормальной и повышенных температурах и хорошо обрабатываются резанием. Литейные свойства низкие.
Сплав АЛ7 используют для отливки небольших деталей простой формы, сплав склонен к хрупкому разрушению.
Сплав АЛ7 - σв =240МПа,σ02 =160МПа, δ=7%.
Сплавы Al-Mg. Имеют низкие литейные свойства. Характерной особенностью этих сплавов является хорошая коррозийная стойкость, повышенные механические свойства и обрабатываемость резанием.
Сплавы АЛ8, АЛ27, АЛ13 и АЛ22 предназначены для отливок, работающих во влажной атмосфере, например, в судостроении и авиации.
Сплав АЛ8 - σ=350МПа, σ02 =170МПа, δ=10%.
Жаропрочные сплавы. Наибольшее применение получил сплав АЛ1, из которого изготавливают поршни, головки цилиндров и другие детали, работающие при температуре 275-300° С.
Сплав АЛ1 - σв =260МПа, σ02 =200МПа, δ=0.6%.
Следует отметить, что при обозначении алюминиевых сплавов отсутствует строгая система и о составе конкретного сплава можно судить только с привлечением специальных справочников.
2.3.3 Магний и сплавы на его основе
Магний - металл светло-серого цвета. Характерным свойством магния является его малая плотность (1,74г/см3 ). Температура плавления магния 650°С. Кристаллическая решетка гексагональная. Технический магний выпускают трех марок МГ90, МГ95 и МГ96. Механические свойства литого магния: σв =115МПа, σ0,2 =25МПа, δ=8%, 30НВ. При повышении температуры магний интенсивно окисляется и даже воспламеняется. Используется магний в пиротехнике и химической промышленности.
Сплавы на основе магния
Чистый магний обладает малой прочностью и пластичностью, поэтому как конструкционный материал не используется. Для улучшения свойств в магниевые сплавы вводят алюминий, цинк, марганец и другие легирующие добавки.
Магниевые сплавы подразделяют на деформируемые (ГОСТ 14957-76) и литейные (ГОСТ 2856-79). Первые маркируются буквами "МА", вторые "МЛ". После букв указывается порядковый номер сплава в соответствующем ГОСТе. Например:
МА1-деформируемый магниевый сплав №1; МЛ19-литейный магниевый сплав №19
Сплав МЛ5 - σв =226МПа, σ02 =85МПа, δ=5%.
Сплав МА1 - σв =190-220МПа, σ02 =120-140МПа, δ=10%.
Сплавы магния обладают малой плотностью, высокой удельной прочностью, хорошо поглощают вибрации, что определило их широкое использование в авиационной и ракетной технике. Однако сплавы магния имеют низкий модуль нормальной упругости 43000МПа и плохо сопротивляются коррозии, поэтому изделия из них даже защищают от окисления в атмосферных условиях специальными лаками.
Л Е К Ц И Я № 5
2.3.4 Титан и сплавы на его основе
Титан - металл серого цвета. Температура плавления титана 1668°С. Титан имеет две аллотропические модификации: до 882°С существует α-титан (плотность 4,505г/см3 ), который кристаллизуется в гексагональной решетке с периодами а=0,2951нм и с=0,4684нм , а при более высоких температурах - β-титан (при 900°С плотность 4,32г/см3 ), имеющий решетку, период которой а=0,3282нм. Технический титан изготовляют двух марок: ВТ1-00, ВЕ1-0.
Удельная прочность титана выше, чем у некоторых легированных конструкционных сталей, однако, в настоящее время, существуют легированные стали, удельная прочность которых выше, чем у титановых сплавов, при меньшей стоимости. Поэтому титановые сплавы применяются только тогда, когда требуются уникальные химические или физические свойства титана. Титан хорошо обрабатывается давлением, сваривается, из него можно изготовить сложные отливки, но обработка резанием затруднительна (трудоемкость обработки резанием на порядок превышает таковую для конструкционной углеродистой стали). При высокой температуре титановые сплавы склонны к газопоглощению, особенно водорода. При этом пластичность их падает. Поэтому горячую обработку титана давлением, литьё, сварку приходится проводить в атмосфере защитных газов, что еще более удорожает изделия. Титан и его сплавы (ГОСТ 19807-91) маркируют буквами "ВТ" и порядковым номером:
ВТ1-00, ВТЗ-1, ВТ4, ВТ8, ВТ14.
Пять титановых сплавов обозначены иначе:
0Т4-0, 0Т4, 0Т4-1, ПТ-7М, ПТ-3В.
Сплавы на основе титана получили значительно большее применение, чем технический титан. Легирование титана Fe, Al, Mn, Cr, Sn, V, Si повышает его прочность (σв , σ02 ), но одновременно снижает пластичность (δ,ψ). Жаропрочность повышают Al, Zr, Mo, а коррозийную стойкость в растворах кислот - Mo, Zr, Nb, Ta и Pd. Титановые сплавы имеют высокую удельную прочность.
Например, сплав ВТ 14 (Al - 5.5%, V - 1.2%, Mo - 3.0%) - σв =900-1050МПа, δ=10%, KCU=0.5МДж/м2 , σ100 =400МПа.
Благодаря высокой коррозионной устойчивости титана в соленой воде из него изготавливают корпуса подводных аппаратов, эндопротезы, аппараты пищевой промышленности и тару для пищевых продуктов.
2.3.5 Тугоплавкие металлы и их сплавы
Наибольшее значение в технике имеют следующие тугоплавкие металлы: Nb, Mo, Cr, Zr,Ta и W.
Их применяют при строительстве ракет, космических кораблей, ядерных реакторов, отдельные узлы которых работают при температуре до 1500-2000°С.
Тугоплавкие металлы и их сплавы используют в основном как жаропрочные.
Молибден, вольфрам и хром обладают высокой жаропрочностью, однако они склонны к хрупкому разрушению. Ниобий и тантал - высокопластичные материалы и хорошо свариваются. Цирконий выдерживает высокие температуры в окислительной атмосфере, пластичен и прозрачен для нейтронов. Из него изготавливают корпуса тепловыделяющих элементов атомных реакторов.
Сплав на основе ниобия ВН2А - t=1200°C, σв =850МПа.
Сплав на основе молибдена ЦМ3 - t=1200°Q σв =500МПа, σ100 =180МПа.
Сплав на основе вольфрама ВВ2 - t=12000 С, σв =130МПа, σ100 =80МПа
2.4 Общие сведения о неметаллических материалах
Современную машину или прибор невозможно создать, применяя только металлические материалы. Ряд неметаллических материалов, полученных современной промышленностью обладают значительно более высокими физическими и химическими свойствами. В то же время, такие уникальные свойства этих материалов как электрические изолирующие свойства, эластичность, прозрачность делают эти материалы просто незаменимыми.
Неметаллические материалы условно можно разделить на искусственные и природные, органические и минеральные, однородные и композиционные.
Наибольшее распространение в технике получили неметаллические материалы на основе различных полимеров.
2.4.1. Пластические массы
Пластмассами называют искусственные материалы, получаемые на основе органических полимерных связующих веществ.
Состав и свойства пластмасс
Обязательным компонентом пластмассы является связующее вещество. В качестве связующих для большинства пластмасс используют синтетические смолы, реже применяют эфиры целлюлозы.
Другими важными компонентами пластмасс являются наполнители (порошкообразные, волокнистые и другие вещества), красители, пластификаторы, стабилизаторы. Наполнители повышают механические свойства, снижают усадку при прессовании и придают материалу те или иные специфические свойства.
Свойства пластмасс зависят от состава отдельных компонентов, их сочетания и количественного отношения, что позволяет изменять характеристики пластиков в достаточно широких пределах.
Термопластичные пластмассы
В основе термопластичных пластмасс лежат полимеры линейной или разветвленной структуры, иногда в состав полимеров вводят пластификаторы.
Неполярные термопластичные пластмассы. К ним относятся полиэтилен, полипропилен, полистирол и фторопласт-4.
Полиэтилен - продукт полимеризации бесцветного газа этилена, относящийся к кристаллизующимся полимерам.
Чем выше плотность и кристалличность полиэтилена, тем выше прочность и теплостойкость материала. Он химически стоек и при нормальной температуре нерастворим ни в одном из известных растворителей. Недостаток его - подверженность старению.
Применяют для изготовления труб, пленок, литых и прессованных деталей, не подвергающихся интенсивным механическим нагрузкам..
Полипропилен - жесткий нетоксичный материал с высокими физико-механическими свойствами. Недостаток полипропилена его невысокая морозостойкость (от -10 до -20°С).
Полистирол - твердый, жесткий, прозрачный, аморфный полимер. Удобен для механической обработки, хорошо окрашивается, растворим в бензине. Недостаток его - невысокая теплостойкость, склонность к старению и образованию трещин.
Из полистирола изготавливают детали для радиотехники, телевидения и приборов, сосуды для воды и многое другое.
Фторопласт-4 является аморфно-кристаллическим полимером. Разрушение материала происходит при температуре выше 415°С. Он стоек к воздействию растворителей, кислот, щелочей, не смачивается водой. Применяют его для изготовления труб, вентилей, кранов, насосов, мембран, уплотнительных прокладок, манжет и др.
Полярные термопластичные пластмассы.
Фторопласт-3 - полимер трифторхлорэтилена. Его используют как низкочастотный диэлектрик, кроме того, из него изготавливают трубы, шланги, клапаны, насосы, защитные покрытия металлов и др.
Органическое стекло - это прозрачный аморфный термопласт на основе сложный эфиров акриловой и метакриловой кислот. Материал более чем в 2 раза легче минеральных стекол, отличается высокой атмосферостойкостью, оптически прозрачен. Недостатком его является невысокая поверхностная твердость, что приводит к образованию царапин на оптических поверхностях в процессе эксплуатации.
Поливинилхлорид является аморфным полимером. Пластмассы на его основе имеют хорошие электроизоляционные характеристики, стойки к химикатам, атмосферостойки., имеют высокую прочность и упругость. Но при нагревании он разлагается с выделением особо ядовитых веществ и при пожаре представляет значительную опасность.
Изготавливают трубы, строительные облицовочные плитки, линолеум и т.д.
Полиамиды - это группа пластмасс с известными торговыми названиями капрон, нейлон, и др. Они продолжительное время могут работать на истирание, ударопрочны, способны поглощать вибрацию. Стойки к щелочам, бензину, спирту, устойчивы в тропических условиях.
Из них изготавливают уплотнительные устройства, шестерни, подшипники и другие детали машин, ткани.
Полиуретаны в зависимости от исходных веществ, применяемых при получении, могут обладать различными свойствами, быть твердыми, эластичными.
Полиэтилентерефталат - сложный полиэфир, в России выпускается под названием лавсан, за рубежом - майлар, терилен. Из лавсана изготавливают шестерни, кронштейны, канаты, ремни, ткани, пленки и др.
Термостойкие пластики.
Ароматический полиамид - фенилон. Из фенилона изготавливают подшипники, зубчатые колеса, детали электрорадиопередатчиков.
Полибензимидазолы являются ароматическими гетероциклическими полимерами. Обладают высокой термостойкостью, хорошими прочностными показателями. Применяют в виде пленок, волокон, тканей специальных костюмов.
2.5. Термореактивные пластмассы
Пластмассы с порошковым наполнителями (волокниты, асбоволокниты, стеловолокниты). Волокниты представляют собой композиции из волокнистого наполнителя в виде очесов хлопка, пропитанного фенолоформальдегидными связующими. Применяют для изготовления деталей работающих на изгиб и кручение. Асбоволокниты содержат наполнителем асбест, связующее фенолоформальдегидная смола. Из него получают кислотоупорные аппараты, ванны и трубы.
Слоистые пластмассы (гетинакс, текстолит, древеснослоистые пластики, асботекстолит) являются силовыми конструкционными материалами. Листовые наполнители придают пластику анизотропность. Материалы выпускают в виде листов, плит, труб, заготовок, из которых механической обработкой получают различные детали.
2.6 Газонаполненные пластмассы
Представляют собой гетерогенные дисперсные системы, состоящие из твердой и газообразной фаз.
Пенопласты - материалы с ячеистой структурой, в которых газообразные наполнители изолированы друг от друга и от окружающей среды тонкими слоями полимерного связующего. Обладают хорошей плавучестью и высокими теплоизоляционными свойствами.
Применяют для теплоизоляционных кабин, контейнеров, приборов, холодильников, рефрижераторов, труб и т.п. Мягкие и эластичные пенопласты применяют для амортизаторов, мягких сиденей, губок.
Сотопласты. Изготавливают из тонких листовых материалов. Для них характерны достаточно высокие теплоизоляционные, электроизоляционные свойства и радиопрозрачность.
Применяют в виде заполнителей многослойных панелей в авиа- и судостроении для несущих конструкций.
2.7. Резиновые материалы
Резиной называется продукт специальной обработки (вулканизации) каучука и серы с различными добавками.
Резина отличается от других материалов высокими эластическими свойствами, которые присущи каучуку - главному исходному материалу резины. Для резиновых материалов характерна высокая стойкость к истиранию, газо- и водонепроницаемость, химическая стойкость, электроизолирующие свойства и небольшая плотность.
2.7.1 Резины общего назначения
К группе резин общего назначения относятся вулканизаторы неполярныхкаучуков - НК, СКБ, СКС, СКИ.
НК - натуральный каучук . Для получения резины НК вулканизируют серой. Резины на основе НК отличаются высокой эластичностью, прочностью, водо- и газонепроницаемостью, высокими электроизоляционными свойствами.
НК - плотность каучука 910-920кг/м , предел прочности 24-34МПа, относительное удлинение 600-800%, рабочая температура 80-130°С.
СКБ - синтетический каучук бутадиеновый . Каучуки вулканизируют аналогично натуральному каучуку.
СКБ - плотность каучука 900-920кг/м , предел прочности 13-16МПа, относительное удлинение 500-600%, рабочая температура 80-150°С.
СКС - бутадиенстирольный каучук (СКС-10, СКС-30, СКС-50) - это самый распространенный каучук общего назначения.
СКС - плотность каучука 919-920кг/м , предел прочности 19-32МПа, относительное удлинение 500-800%, рабочая температура 80-130°С.
СКИ - синтетический каучук изопреновый . Из этих резин изготавливают шины, ремни, рукава, различные резинотехнические изделия.
СКИ - плотность каучука 910-920кг/м , предел прочности 31.5МПа, относительное удлинение 600-800%, рабочая температура 130°С.
2.7.2 Резины специального назначения
Маслобензостойкие резины получают на основе каучуков хлоропренового, СКН и тиокола.
Наирит , резины на его основе обладают высокой эластичностью, вибростойкостью, износостойкостью, устойчивы к действию топлива и масел.
Наирит - плотность каучука 1225кг/м3 , предел прочности 20-26.5МПа, относительное удлинение 450-550%, рабочая температура 100-130°С.
СКН -бутадиеновый каучук (СКН-18, СКН-26, СКН-40). Резины на его основе применяют для изготовления ремней, конвейерных лент, рукавов, маслобензостойких резиновых изделий.
СКН - плотность каучука 943-986кг/м , предел прочности 22-33МПа, относительное удлинение 450-700%, рабочая температура 100-177°С. Теплостойкие резины получают на основе каучука СКТ.
СКТ - синтетический каучук теплостйкий . В растворителях и маслах он набухает, имеет низкую механическую стойкость, высокую газопроницаемость, плохо сопротивляется истиранию.
СКТ - плотность каучука 1700-2000кг/м , предел прочности 35-80МПа, относительное удлинение 360%, рабочая температура 250-325°С.
Морозостойкими являются резины на основе каучуков, имеющих низкие температуры стеклования.
Существует еще ряд различных видов резин специального назначения.
Л Е К Ц И Я № 6
3 ОСНОВНЫЕ МЕТОДЫ ПОЛУЧЕНИЯ ТВЕРДЫХ ТЕЛ
3.1 Краткие сведения о производстве чугуна и стали
3.1.1 Выплавка чугуна и стали
Современное металлургическое производство чугуна и стали состоит из сложного комплекса различных производств (рис. 4.1).
1. Шахт и карьеров по добыче руд, каменных углей, флюсов, огнеупорных материалов.
2. Горно-обогатительных комбинатов, на которых подготовляют руды к плавке обогащают их, удаляя часть пустой породы, и получают концентрат - продукт с повышенным содержанием железа по сравнению с рудой.
3. Коксохимических цехов и заводов, на которых осуществляют подготовку коксующихся углей, их коксование (сухую перегонку при температуре ~ 10000 С без доступа воздуха) в коксовых печах и попутное извлечение из них ценных химических продуктов: бензола, фенола, каменноугольной смолы и др.
4 . Энергетических цехов для получения и трансформации электроэнергии сжатого воздуха, необходимого для дутья при доменных процессах кислорода для выплавки чугуна и стали, атакже очистки газов металлургических производств, с целью охраны природы и сохранения чистоты воздушного бассейна.
5. Доменных цехов для выплавки чугуна и ферросплавов.
6. Заводов для производства различных ферросплавов.
7. Сталеплавильных цехов - конвертерных, мартеновских, электросталеплавильных для производства стали.
8. Прокатных цехов, в которых нагретые слитки из стали перерабатываются в заготовки (блюмы и слябы) и далее в сортовой прокат, трубы, лист, проволоку и т.п.
Современное производство стали основано на двухступенчатой схеме, которая состоит из доменной выплавки чугуна и различных способов последующего его передела в сталь. В процессе доменной плавки, осуществляемом в доменных печах, происходит избирательное восстановление железа из его окислов, содержащихся в руде. Одновременно с этим из руды восстанавливаются также фосфор и в небольших количествах марганец и кремний; происходит науглероживание железа и частичное насыщение его серой топлива (кокса). Таким образом, из руды получают чугун—сплав железа с углеродом более 2,14%, кремнием, марганцем, серой и фосфором.
Передел чугуна в сталь осуществляют в металлургических агрегатах: в конвертерах, мартеновских и электрических печах. В них из-за ряда происходящих химических реакций осуществляется избирательное окисление примесей чугуна и перевод их в процессе плавки в шлак и газы. В результате получают сталь заданного химического состава.
Рис. 3.1. Схема современного металлургического производства
3.1.2 Материалы, используемые для производства
металлов и сплавов
Для производства металлов необходимы следующие материалы:
- руда;
- топливо;
- флюсы;
- огнеупорные материалы.
Руда представляет собой полезное ископаемое, добываемое из недр земли. Это горная порода, из которой при данном уровне развития техники экономически целесообразно извлекать металлы. Например, в настоящее время целесообразно перерабатывать руды, если содержание металла в них составляет:
- железа - 20 - 60%;
- меди - 1 - 3%;
- никеля - 0,3 - 1,0%;
- молибдена - 0,005 - 0,02%.
По мере развития техники указанные пределы постепенно снижаются и переработке подвергаются руды с меньшим содержанием полезного компонента.
Руда состоит из минералов, содержащих полезный металл и так называемую пустую породу. Пустая порода может быть:
- кремнистой, представленной кварцем - Si02 ;
- глиноземистой, содержащей значительное количество глинозема – Аl2 O3 ;
- магнезиальной, содержащей в своем составе соединения магния.
В зависимости от содержания добываемого металла руды бывают богатые и бедные. Бедные руды обогащают, то есть удаляют из руды часть пустой породы, в результате получают концентрат с повышенным содержанием добываемого металла.
Руды обычно называются по одному или нескольким металлам, содержащимся в них. Например, железные, марганцевые, медные, хромоникелевые, железо-ванадиевые и др.
Запасы руд делят в зависимости от степени изученности на несколько категорий, обозначаемых буквами латинского алфавита А, В, С.
К категории А (промышленные запасы) относятся месторождения, по которым проведено разведочное бурение по частой сетке скважин и форма рудного тела выявлена с достаточной точностью. Утверждение месторождения по категории А является основанием для начала строительства металлургического завода.
К категории В (вероятные запасы) относятся месторождения, обуренные по редкой сетке скважин, что делает затруднительным определение точной формы рудного тела. Если месторождение отнесено к категории В, то это может служить основанием для проектирования, но не для строительства металлургического завода.
К категории С (ориентировочные запасы) относят месторождения, форма рудного тела в которых известна лишь в самых общих чертах, по естественным обнажениям или геофизическим данным. Запасы руды по категории С могут использоваться только при перспективном планировании развития металлургии. Сумма запасов (А + В + С) называется общими балансовыми запасами руд.
Топливо в металлургической промышленности используется в виде кокса, природного газа, мазута. Оно служит не только как горючее для нагрева и расплавления материала, но и как реагент в химических реакциях металлургических процессов.
Флюсы представляют собой материалы, загружаемые в плавильную печь для образования легкоплавкого соединения с пустой породой руды и золой топлива. Такое соединение называют шлаком. Он имеет меньшую плотность, чем металл, поэтому располагается над металлом, защищая металл от печных газов и воздуха. Шлак называют кислым, если в его составе преобладают кислотные оксиды Si02 , Р2 О5 и основным, если в его составе больше основных оксидов - CaO, MgO.
Огнеупорные материалы применяют для изготовления внутреннего слоя (футеровки) металлургических печей. Они должны:
- выдерживать нагрузки при высоких температурах;
- противостоять резким изменениям температур, химическому воздействию шлака и печных газов.
Огнеупорность материала определяется температурой его размягчения. По химическим свойствам огнеупорные материалы разделяют на:
- кислые;
- основные;
- нейтральные.
Кислые - это материалы, содержащие значительное количество кремнезема Si02 . Например, кварцевый песок (95% Si02 ), динасовый кирпич.
Основные - это материалы, содержащие основные оксиды (CaO, MgO). Например, магнезитовые кирпич, порошок.
Нейтральные - это материалы, содержащие большое количество А12 03 и Сг2 0з. Например, хромомагнезитовые, шамотные кирпичи.
При высоких температурах футеровка печи взаимодействует с флюсами и шлаками. Если в печи, имеющей футеровку, выложенную основным огнеупорным материалом, применять кислые флюсы, то в процессе плавки образуются кислые шлаки, которые, взаимодействуя с основной футеровкой, будут разрушать ее. То же произойдет, если в печи, выложенной огнеупорными материалами из кислых оксидов, применить основные флюсы. Поэтому в печах с кислой футеровкой используют кислые шлаки, а в печах с основой - основные.
Высокой огнеупорностью обладают углеродистые материалы, содержащие до 92% углерода в виде графита. Материалы применяются в виде кирпичей, блоков для кладки лещади доменных печей, электролизных ванн для получения алюминия, тиглей для наплавки медных сплавов.
3.2 Материалы для получения чугуна
Для выплавки чугуна в доменных печах используют железные руды, топливо, флюсы в виде специально подготовленной смеси (шихты). При доменной плавке могут использоваться также отходы производства, содержащие Fe, Mn, CaO, MgO. К ним относят колошниковую пыль, окалину, сварочный и мартеновский шлаки.
3.2.1 Железные руды
Железные руды представляют собой горные породы, из которых при данном уровне развития техники, экономически целесообразно извлекать железо. Верхняя зона земной коры мощностью около 16 км содержит в среднем 4,9% Fe, входящего в состав более 350 минералов горных пород. Такие широко распространенные горные породы как гранит, базальт содержат 3 - 9% Fe. Однако, в настоящее время столь бедные железом породы, пока не используются. Железо в земной коре в чистом виде не встречается, а находится обычно в соединениях с кислородом, так как обладает сравнительно большим сродством к кислороду.
В природе в большинстве случаев, железо встречается в виде:
- магнитной окиси железа Fe3 04 (магнитный железняк или магнетит);
- безводной окиси железа Fе2 0з (красный железняк или гематит);
- водной окиси железа Fe2 03 ∙ nH2 0 (бурый железняк или гетит);
- соединения железа с двуокисью углерода FeC03 .
Магнитная окись железа в рудах представлена минералом магнетитом. Руду, содержащую в основном магнетит, называют магнитным железняком. Магнетит можно рассматривать как закись-окись железа FeO ∙ Fe2 O3 . Под действием влаги и кислорода атмосферы закись железа в молекуле FeO ∙ Fe2 03 реагирует с кислородом воздуха, переходя в безводную окись железа Fe2 O3.
Образовавшийся минерал по составу является гематитом, но отличается кристаллической решеткой и называется мартитом. Поэтому магнетит в природных условиях всегда окислен. Для характеристики окисленности магнетита принято пользоваться отношением Feобщ. / FeFe o. В чистом магнетите это отношение равно 3,0. Обычно к магнитным железнякам относят руды, в которых это отношение меньше 3,5. При отношении равном 3,5 - 7,0, руды относят к полумартитам, а при отношении, большим 7 - к мартитам.
Магнитный железняк встречается обычно в виде крепких кусковых руд. Он содержит: 55 - 60 % Fe, 0,02 - 2,5 % S, 0,02 - 0,7 % Р и обычно кислую пустую породу (Si02 , А12 Оз). Магнетит характеризуется высокой магнитной восприимчивостью, и поэтому магнитные железняки можно обогащать электромагнитным способом.
Безводная окись железа в рудах представлена минералом гематитом. Руду, содержащую в основном гематит называют красным железняком, являющимся продуктом выветривания магнитных железняков или в значительной степени окисленным магнетитом. Руды бывают кусковатые, иногда пылевидные. В плотных породах цвет гематита меняется от стального до стально-черного. Для пылевидных руд характерен красный цвет.
Красный железняк содержит 50 - 60% Fe, и обычно в таких рудах содержится мало серы и фосфора. Пустая порода таких руд обычно состоит из Si02 и А12 03 .
Водная окись железа представлена в рудах обычно минералами лимонитом или гетитом. Руды, содержащие эти минералы называются бурыми железняками (общая формула Fe2 03 ∙ nH2 0). Бурый железняк образуется при окислении железных руд других типов. Он наиболее распространен в земной коре, но используется сравнительно в небольшом количестве, так как трудно поддается обогащению. В добываемых рудах обычно содержится 25 — 50% Fe и повышенное количество фосфора (0,5 - 1,5% Р). Состав руды бывает разнообразен не только в различных, но и в пределах одного месторождения.
Бурые железняки, наиболее легко восстанавливаемые руды, благодаря малой плотности и большой пористости. В большинстве случаев руды загрязнены вредными примесями - фосфором, серой, мышьяком. Пустая порода глинистая, иногда кремнисто-глинистая.
Карбонат железа представлен в руде минералом сидеритом или углекислым железом FeC03 , и руды, содержащие в основном сидерит, называются шпатовыми железняками. В рудах содержится 30 — 40% Fe. Часто сидериты содержат серу.
Кроме указанных соединений железа, в рудах присутствуют различные соединения пустой породы и примеси, которые в зависимости от вида плавки могут быть полезными и вредными.
Полезными примесями являются марганец, никель, хром, ванадий.
Марганец улучшает механические свойства чугуна и стали, способствует удалению серы при десульфурации жидкого металла. Никель и хром повышают коррозионную стойкость стали. Благоприятное воздействие на качество стали оказывают ванадий и титан.
Вредными примесями являются сера, фосфор, мышьяк, цинк, свинец, медь. Сера придает металлу красноломкость, снижая его механические свойства. Фосфор вызывает в металле хладноломкость, ухудшая свойства металла при низких температурах. Мышьяк понижает свариваемость металла, ухудшает механические свойства. Кроме того, является сильным ядом и присутствие его недопустимо в металлоизделиях, применяемых в пищевой промышленности (емкости для варки пищи, консервные банки). Цинк и свинец не растворяются в чугуне, поэтому они не могут влиять на его качество. Однако цинк при плавке возгоняется и пары его, проникая в швы кладки, приводят к увеличению ее объема и разрушению кожуха печи. Свинец также способствует разрушению футеровки печи. Медь понижает свариваемость металла и придает ему красноломкость.
Однако, в некоторых случаях, фосфор и медь могут являться полезными примесями. Например, при выплавке некоторых марок стали.
Пустая порода руд преимущественно состоит из Si02 , А12 03 , СаО и MgO, которые находятся в виде различных соединений. Для доменной плавки желательно, чтобы отношение (CaO + MgO) / (Si02 + А12 03 ) ≈ 1. В этом случае снижается или отпадает совсем потребность во флюсе, увеличивается подвижность доменных шлаков. В природе такие руды встречаются очень редко и называются самоплавкими.
Л Е К Ц И Я № 7
3.3 Подготовка железных руд к доменной плавке
Современное доменное производство предъявляет к железорудным материалам очень высокие требования. Эти материалы должны:
- иметь высокое содержание железа;
- низкую концентрацию вредных примесей;
- оптимальный размер кусков (20 - 40 мм);
- высокую прочность, чтобы при транспортировке и в ходе плавки куски не разрушались с образованием мелких фракций;
- иметь постоянный химический состав больших масс материалов.
Железорудные материалы в естественном состоянии этим требованиям не удовлетворяют. Большинство руд имеют невысокую концентрацию железа или содержат большое количество пустой породы. При плавке таких руд образуется большое количество шлака, требующего повышенного расхода кокса. Некоторые руды содержат вредные примеси, снижающие качество металла или требующие дополнительного расхода на их удаление.
При добыче руд образуются очень крупные куски (до 1500 мм), присутствие которых в шихте снижает скорость восстановления и теплопередачи, а так-же много мелочи (до 10 мм), ухудшающей газопроницаемость шихты и вызывающей снижение хода процесса восстановления и, следовательно, производительности доменной печи.
Большинство месторождений железных руд имеют неодинаковый химический состав, даже в пределах одного забоя.
Все это требует специальной подготовки руд перед загрузкой их в доменную печь. Основными способами подготовки руд являются:
- дробление для уменьшения размеров кусков руды и сортировка по классам крупности;
- обогащение для снижения содержания пустой породы;
- усреднение, в результате которого уменьшаются колебания химического состава руд;
- окускование, благодаря которому становится возможным использова-ние пылевидных и мелкокусковатых материалов.
3.3.1 Дробление и измельчение.
Добываемая из земных недр руда подвергается дроблению и измельчению, так как величина крупных кусков при добыче превышает размеры кусков руды, допустимых по условиям технологии доменной плавки.
Для крупного и среднего дробления используют установки, называемые дробилками, а для тонкого измельчения применяют мельницы. Дробление и измельчение — дорогостоящий и энергоемкий процесс. Стоимость процесса дробления и измельчения руды составляет от 35 до 75% от расходов на весь цикл обогащения. Поэтому всегда желательно соблюдать принцип "не дробить ничего лишнего", то есть дробить руду только до нужных размеров. Для соблю-дения этого принципа процесс дробления разделяют на несколько стадий, испо-льзуя для каждой стадии подходящий тип дробилки, и перед каждой из них проводят классификацию с целью выделения готовых но размеру кусков и ме-лочи, чтобы не подвергать их повторному дроблению. Различают следующие стадии дробления:
- крупное дробление от 1500 до 250 мм;
- среднее дробление от 250 до 50 мм;
- мелкое дробление от 50 до 5 мм;
- тонкое измельчение до 0,04 мм.
Дробление выполняется следующими методами:
- раздавливанием;
- истиранием;
- раскалыванием;
- ударом;
- сочетанием перечисленных способов.
Для крупного и среднего дробления используют в основном щековые и конусные дробилки, для мелкого дробления — валковые и молотковые, а для тонкого измельчения - шаровые мельницы.
Щековая дробилка (рис. 3.2) состоит из трех основных частей:
- неподвижной вертикальной плиты, называемой неподвижной щекой;
- подвижной щеки, подвешенной в верхней части;
- кривошипно-шатунного механизма, сообщающего подвижной щеке колебательные движения.
Материал в дробилку загружают сверху. При сближении щек происходит разрушение кусков. При отходе подвижной щеки раздробленные куски опускаются под действием собственного веса и выходят из дробилки через разгрузочное отверстие.
Конусные дробилки (рис.3.3) работают по такому же принципу, что и щековые, но отличаются от них по конструкции. Конусная дробилка состоит из:
- неподвижного конуса;
- подвижного конуса, подвешенного в верхней части;
- привода.
Рис.3.2 - Схема щековой дробилки: 1 - подвижная щека; 2 - неподвижная щека; 3 - разгрузочное отверстие; 4 привод; 5 - распорные плиты; 6 - регулировочное устройство.
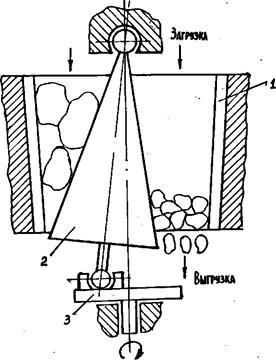
Рис. 3.3. - Схема конусной дробилки:
1 - неподвижный конус; 2 - подвижный конус; 3 - привод
Ось подвижного конуса входит эксцентрично во вращающийся вертикальный стакан, благодаря чему подвижный конус совершает кругообразные движения внутри большого. При приближении подвижного конуса к какой-то части неподвижного происходит дробление кусков. А в диаметрально противоположной части дробилки, где поверхности конусов удалены на максимальное расстояние, происходит разгрузка дробленой руды.
Валковая дробилка (рис.3.4) – дробление руды происходит между двумя вращающимися навстречу друг другу стальными валками.
Рис.3.4. Схема валковой дробилки:
1 - неподвижный валок; 2 - подвижный валок
Загрузка осуществляется сверху, выгрузка происходит под собственным весом. Обычно один валок неподвижен, а второй имеет специальное устройство, позволяющее изменять зазор между валками, и раздвигать их в случае попадания недробимых кусков материалов.
Для дробления хрупких и глинистых руд обычно используются молотковые дробилки (рис. 3.5) – основной частью в ней является вращающийся с большой скоростью ротор с закрепленными на нем стальными молотками.
Дробление материала происходит под действием многочисленных ударов молотков по падающим кускам материала.
Для тонкого размельчения наиболее распространены шаровые мельницы (рис. 3.6), в которых удар сочетается с истиранием. Они представляют собой вращающиеся вокруг горизонтальной оси цилиндрические барабаны, в которых вместе с кусками руды находятся стальные шары. В результате вращения барабана шары, достигнув определенной высоты, скатываются или падают вниз, осуществляя измельчение кусочков руды.
Рис.3.5. Схема молотковой дробилки:
1 - корпус; 2 - ротор; 3 - молотки
Рис. 3.6. Схема шаровой мельницы
Мельницы работают в непрерывном режиме. Загрузка руды осуществляется в одну пустотелую цапфу, а выгрузка происходит через другую. Как правило, измельчение проводится в водной среде, благодаря чему устраняется пылевыделение и повышается производительность мельниц. Кроме того, происходит автоматическая сортировка частиц по крупности. Мелкие частицы переходят во взвешенное состояние и в виде пульпы (смеси частиц руды и воды) выносятся из мельницы.
Более крупные частицы, которые не могут находиться во взвешенном состоянии, остаются в мельнице и измельчаются дальше.
Технологические процессы дробления и измельчения почти всегда сочетаются с сортировкой и классификацией материала по крупности.
Разделение или сортировку материалов по классам крупности при помощи механических сит или решеток называют грохочением, а разделение в воде или воздухе с использованием разности скоростей падения частиц различной крупности - классификацией. Грохочением обычно разделяют материалы крупностью 1 - 3 мм, а более мелкие - классификацией.
3.3.2 Обогащение руд.
Обогащение руд представляет собой процесс обработки полезных ископаемых, целью которого является повышение содержания полезного компонента и снижения содержания вредных примесей путем отделения рудного минерала от пустой породы. В результате обогащения получают концентрат, более богатый по содержанию определенного металла, чем исходная руда, и остаточный продукт - хвосты, более бедный, чем исходная руда.
В настоящее время более 90 процентов железных руд подвергаются обогащению. Применяемые на практике разнообразные способы обогащения основаны на общем принципе разделения зерен полезного минерала и пустой породы. Наиболее распространенными способами обогащения железных руд являются:
- промывка;
- гравитационный способ;
- электромагнитный способ;
- флотация.
Промывка . Используется для обогащения руд с глинистой и песчаной пустой породой. Обычно для этой цели используют вращающиеся барабаны, так называемые бутары (рис. 3.7), имеющие решетчатый конусный корпус. Руда внутри барабана продвигается вперед, скользя и перекатываясь по его стенкам. Под действием ударов кусков друг о друга пустая порода разруша-
ется и смывается струями воды, подаваемой в барабан. Растворенная часть пустой породы вместе с водой проходит через отверстия барабана, образуя
оходы (хвосты), а отмытый материал (концентрат) удаляется через разгрузочное устройство.
Гравитационный способ используется в случае, когда имеется существенное различие плотностей полезного минерала и пустой породы.
Различают динамическое гравитационное обогащение и статическое (в тяжелых суспензиях).
Рис. 3.7. Схема конической бутары
Динамическое гравитационное обогащение основано на различии скоростей падения частиц различной массы в жидкости. При этом используют аппараты, называемые отсадочными машинами (рис. 3.8), а способ обогащения - отсадкой.
Рис. 3.8. Схема отсадочной машины
I - решетка; 2 - привод диафрагмы; 3 - диафрагма
Дробленую руду загружают на решетку, закрепленную в верхней части камеры, заполненной водой. Кривошипно-шатунный механизм сообщает диафрагме колебательные движения, благодаря чему периодически изменяется уровень воды. Когда диафрагма входит внутрь камеры, поток воды движется вверх через слой руды на решетке, взвешивая частички руды. При этом, скорость перемещения более легких (пустая порода) больше, чем более тяжелых зерен (полезный минерал). При движении потока вниз быстрее опускаются тяжелые зерна. В результате такого попеременного движения потока воды через слой руды происходит расслаивание его. В нижней части, ближе к решетке скапливаются тяжелые зерна концентрата, а в поверхностном слое — зерна пустой породы, которые смываются с решетки поверхностным слоем воды. В последние годы все шире применяют статическое гравитационное обогащение (в тяжелых суспензиях). Сущность способа заключается в том, что измельченную руду загружают в резервуар с жидкостью (суспензией), имеющей плотность больше плотности пустой породы, но ниже плотности рудного минерала. В этом случае пустая порода всплывает на поверхность жидкости, а зерна полезного минерала опускаются на дно резервуара. В качестве тяжелой жидкости обычно используют смесь воды с тонкоизмельченным ферросилицием.
Электромагнитное обогащение является наиболее распространенным способом обогащения железных руд. Способ основан на различии магнитных свойств железосодержащих минералов и частиц пустой породы, и заключается в том, что подготовленную соответствующим образом руду (измельченную до высокой степени тонкости) вводят в магнитное поле, под действием которого зерна, обладающие магнитными свойствами направляются в одну сторону, а немагнитные зерна выносятся из сферы действия магнитного поля в другую сторону.
Магнитное обогащение осуществляют в аппаратах, называемых магнитными сепараторами, в которых магнитное поле создается электромагнитами. По конструкции различают сепараторы барабанные, ленточные, шкивные, роликовые, кольцевые. Наибольшее распространение получили барабанные сепараторы.
Магнитное обогащение железных руд может осуществляться методами мокрой и сухой магнитной сепарации. Предпочтение обычно отдается мокрой магнитной сепарации, так как при этом устраняется пылеобразование.
На рис. 3.9 показана схема барабанного электромагнитного сепаратора для обогащения руд в водной среде.
Электромагнит, закрепленный неподвижно внутри пустотелого барабана, создает магнитное поле на поверхности левой части барабана. Магнитные частицы концентрата притягиваются под действием этого поля к поверхности барабана, а затем извлекаются из пульпы. При помощи скрепка и водяной форсунки концентрат отделяется от поверхности барабана вне зоны действия магнитного поля. Немагнитные частицы пустой породы удаляются из сепаратора потоком воды.
Рис. 3.9. Схема барабанного магнитного сепаратора для мокрого
обогащения: 1 - барабан; 2 - электромагнит; 3 - пульпа (измельченная
руда с водой); 4 водяные форсунки; 5 - концентрат; 6 - хвосты
Магнитную сепарацию принципиально можно применять для всех железорудных минералов, но эффективных результатов можно достичь лишь при сепарации сильномагнитных руд. Для слабомагнитных руд обычно применяется магнетизирующий обжиг с целью повышения их магнитной восприимчивости. Магнетизирующий обжиг представляет собой восстановление оксида железа Fe2 03 в магнитный оксид (магнетит) Fe^O^ Обжиг проводят в восстановительной атмосфере при сжигании топлива, с использованием оксида углерода и водорода в качестве восстановителя.
Флотация применяется при обогащении окисленных железных руд. Метод основан на распределении зерен полезного минерала и пустой породы, обладающих различной смачиваемостью водой. Сущность метода состоит в следующем. В заполненную водой емкость с добавкой специальных реактивов вдувается снизу воздух, который в виде мелких пузырьков поднимается к поверхности. В емкость непрерывно засыпается мелкоизмельченная руда. При этом происходит множество контактов пузырей воздуха с частицами руды. Пузыри воздуха прикрепляются к зернам плохо смачиваемой (гидрофобной) поверхности и увлекают их вверх. Сцепление между пузырями воздуха и хорошо смачиваемыми (гидрофильными) частицами отсутствует и они опускаются на дно емкости.
Флотацию применяют в основном для обогащения руд цветных металлов. В черной металлургии флотацию используют для флотационной доводки железорудных концентратов, а также для доизвлечения металла из хвостов после магнитного и гравитационного обогащения. Длительное время применение флотации сдерживала дороговизна флотационных реагентов, а также сложность очистки сточных вод. С получением дешевых флотационных реагентов и совершенствованием способов очистки, сточных вод применение флотации расширилось.
Усреднение руд. Состав рудных месторождений в большинстве случаев не однороден. Участки богатой руды перемежаются с более бедной. Поэтому, добываемые на одном месторождении руды, имеют непостоянный химико-минералогический состав.
Иногда, колебания содержания железа в руде достигает ± 10%. Колебания содержания основных компонентов руды затрудняют их дальнейшую переработку. При использовании неусредненных железных руд невозможно получить чугун постоянного химического состава, и плавку необходимо вести с перерасходом кокса. На современных рудоподготовительных предприятиях усреднение является обязательной операцией, при которой обеспечиваются отклонение по содержанию железа в шихте в пределах ± 0,3 - 0,5%.
Усреднение представляет собой перемешивание большой массы рудного материала. Обычно эта операция производится в штабелях, расположенных на усреднительных складах (рис. 3.10). Емкость штабелей может составлять до 100 тысяч тонн. Усреднительный склад имеет два штабеля, один из которых формируется путем загрузки материала параллельными слоями, расположенными обычно горизонтально, а другой служит, для отгрузки материла в переработку. Отгрузка или забор осуществляется тоже слоями, но в направлении перпендикулярном расположению слоев, формирующих штабель. Каждая порция при заборе материала, включающая все формирующие слои, имеет состав, равный среднему составу материала всего штабеля.
![]()
Рис. 3.10. Схема усреднительного склада
1 – подающий конвейер; 2 – саморазгружающаяся тележка; 3 – формипуемый штабель; 4 – штабель под разгрузкой.
Окускование. Представляет собой процесс превращения мелких частиц рудных концентратов и некоторых других материалов в более крупные куски (20 - 40 мм), удовлетворяющие требованиям доменной плавки. Для окускования применяются в основном два способа:
- агломерация;
- получение окатышей.
Известен и третий способ окускования — брикетирование. Однако, для руд металлургического производства брикетирование не нашло широкого применения ввиду сложности обработки брикетов для получения необходимой их прочности и низкой стойкостью инструмента.
Агломерация и получение окатышей относятся к термическим способам окускования, когда кусковой продукт получается в результате спекания и сплавления частиц шихты, нагретых до высоких температур (1300 - 1500 °С). Благодаря этому, кроме физического процесса спекания протекают и химико-минералогические превращения (разложение карбонатов, окисление серы, удаление гидратной влаги и др.), улучшающие качество агломерата и окатышей.
Агломерация - это процесс окускования мелких материалов (руд, концентратов, колошниковой пыли) спеканием в результате сжигания топлива в слое спекаемого материала.
Агломерационная шихта включает следующие компоненты:
- железосодержащие материалы (концентрат, руда, колошниковая пыль) — 40 - 50%;
- флюс (известняк), улучшающий показатели работы доменных печей -10 —15%; /
- возврат (мелкий, некондиционный агломерат) - 20 - 30%;
- твердое топливо (мелкий кокс) - 4 - 6%;
- влага (добавляется для улучшения грануляции мелких частиц шихты) —6 -9%.
Агломерационная шихта, составленная из указанных компонентов, после смешивания и окомкования укладывается слоем на колосниковой решетки агломерационной машины (рис. 3.11), под которой создается разряжение для поддержания процесса горения топлива за счет просасывания атмосферного воздуха через шихту.

Рис. 3.11. Схема конвейерной агломерационной машины
1 - привод; 2 - палеты; 3 - загрузочное устройство; 4 – зажигатель-
ное устройство; 5 - вакуум-камеры; 6 - направляющие движения
палет
Основной частью агломерационной машины является своеобразный металлический желоб, образованный из плотно соединенных тележек с бортами (па-лет), перемещающихся по рельсам на роликах. Дном тележек являются колосниковые решетки. Движение тележек осуществляется по специальным направляющим.
Подготовленную шихту загружают на непрерывно движущиеся палеты, которые перемещаются под зажигательное устройство (горн), где происходит зажигание шихты. После зажигания в слой засасывается воздух, обеспечивающий нормальное течение агломерационного процесса или перемещение зоны формирования агломерата вниз. Скорость движения палет регулируется таким образом, чтобы зона формирования агломерата достигла колосников в момент, когда палета проходит над последней вакуум-камерой. При опрокидывании палеты агломерат под собственным весом падает, и после дробления и грохочения направляется на охлаждение.
Агломерацию следует рассматривать шире, чем окускование, так как при этом удаляются некоторые вредные примеси (сера и частично мышьяк), разлагаются карбонаты и получается кусковой пористый офлюсованный материал.
Условия сжигания топлива в этом процессе очень* рациональны. В зоне горения температура достигает 1500 °С и продукты сгорания, проходя через слой шихты отдают свое тепло нижним слоям.
Топливо сгорает до окиси углерода по реакциям:
С + О2 = СО2 ,
СО2 + С = 2СО.
Оксиды железа восстанавливаются по реакциям:
3Fe2 03 + СО - 2Fe3 О4 + СО2 ,
Fe3 О4 + СО = 3FeO + СО2 .
Присутствие FeO облегчает получение FeO ∙ SiO2 (фаялита), имеющего относительно невысокую температуру плавления (около 1200 °С), способствующему спеканию и упрочнению частиц.
При агломерации значительно выгорает сера, которая в шихте обычно находится в виде сульфида железа FeS2 , называемого пиритом. Пирит в условиях агломерации выделяет серу по реакции:
3FeS2 + 02 = Fe3 04 + 6 S02
Известняк разлагается по реакции:
СаС03 → СаО + С02 .
Полученная СаО соединяется с FeO, Si02 , Fe2 03 , образуя легкоплавкие соединения, имеющие температуру плавления 1200 - 1250 °С.
В настоящее время, получают в основном, офлюсованный агломерат. Основными преимуществами применения офлюсованного агломерата являются:
исключение из доменной плавки реакции разложения карбонатов СаСОз → СаО + С02 , требующей тепла, а, следовательно, расхода кокса;
улучшение восстановительной способности газов в доменной печи вследствие уменьшения количества СО2 , так как разложение карбонатов с выделением СО2 происходит вне доменной печи, при агломерации;
уменьшение числа материалов, загружаемых в доменную печь;
улучшение процесса шлакообразования, так как в офлюсованном агломерате оксиды плотно контактируют друг с другом. Применение офлюсо
ванного агломерата дает сокращение расхода кокса на 6 - 15%.
Получение окатышей. Процесс получения окатышей нашел применение в связи с расширяющимся использованием бедных руд и со стремлением к более глубокому обогащению, связанному с тонким измельчением железорудных концентратов.
Наиболее целесообразным способом окускования тонкоизмельченных концентратов является получение окатышей. Технология производства железорудных окатышей состоит из двух стадий:
получение сырых окатышей;
упрочняющего обжига.
Схема производства окатышей показана на рис. 3.12.
Рис. 3. 1.2. Схема производства окатышей
1 - дозировочное отделение; 2 - смеситель; 3 - тарельчатый гранулятор; 4- обжиговая машина (I - зона сушки, II - зона обжига, III - зона охлаждения)
Состав шихты для получения окатышей включает три основные компонента: тонкоизмельченный рудный концентрат;
бентонит - особый сорт глины, повышающей пластичность и прочность окатышей; известняк.
Приготовленную шихту после тщательного смешивания направляют в грануляторы, в которых при увлажнении до 8 - 10% формируют окатыши определенного размера (шарики диаметром 10 - 20 мм).
Для обеспечения прочности окатыши подвергают упрочняющему обжигу при температуре порядка 1300 °С. Упрочнение окатышей при их обжиге достигается в результате припекания мелких рудных частичек друг к другу без образования жидкой фазы или при ее минимальном количестве. В процессе обжига окатышей происходит удаление большей части серы, диссоциация известняка, образование новых минералов.
Качество окатышей характеризуется гранулометрическим составом, прочностью и химическим составов. Высококачественные окатыши должны быть однородными по размерам (фракция 10 - 20 мм) и иметь достаточную прочность, чтобы выдерживать транспортировку, перегрузку и доменную плавку без значительных разрушений.
3.4. Топливо
Топливо, используемое для доменной плавки, выполняет три основные функции:
тепловую, являясь источником тепла при разогреве шихтовых материалов до высоких температур и обеспечивая интенсивное протекание химических реакций при плавлении чугуна и шлака;
химическую, являясь основным химическим реагентом-восстановителем оксидов железа и других элементов;
физическую, обеспечивая высокую газопроницаемость столба шихты.
Необходимо отметить, что физическая функция топлива предотвращает тяжелые расстройства хода доменной плавки. Поэтому топливо должно быть твердым, кусковым материалом, создающим высокую газопроницаемость в области высоких температур и обеспечивающим условия для противотока газа и расплавленных масс металла и шлака.
Для доменного процесса требуется прочное, неспекающееся твердое топливо. Оно занимает значительный объем доменной печи и большая его часть должна сохраниться твердой, кусковой и прочной до нижней части печи. К топливу предъявляют следующие основные требования:
высокая теплота сгорания и восстановительная способность в химических реакциях;
достаточная прочность и термостойкость, чтобы не образовывалось много мелочи при нагреве топлива и прохождении его через печь; неспекаемость в условиях доменного процесса;
достаточная чистота по содержанию вредных примесей — серы и фосфора.
Кроме того, твердое топливо должно содержать мало золы, особенно кремнезема и глинозема, требующих применения флюсов.
Топлива естественных видов не удовлетворяют этим требованиям. Поэтому для доменной плавки приходится специально изготовлять твердое топливо — древесный уголь, кокс.
Древесный уголь практически утратил свое значение из-за низкой прочности.
Кокс является единственным видом твердого топлива для доменной плавки во всей мировой практике черной металлургии.
Исходным сырьем для получения кокса являются особые сорта каменных углей, называемых коксующимися. Подготовка углей к коксованию заключается в дроблении, обогащении для снижения зольности и усреднении.
Кокс получают сухой перегонкой каменных углей в коксовых печах, представляющих собой узкую камеру шириной около 0,5 м, высотой 4 - 5 м и длиной около 15 м, объединенных в батареи (рис. 3.13. Число печей в батареи может достигать 60 - 70 штук.

Рис. 3.13. Схема коксовой батареи
1 - регенераторы; 2 - обогревательные простенки; 3 - обводной канал; 4 – отверстия для загрузки шихты; 5 - камера коксования
Подготовленная шихта загружается в камеру через специальные отверстия. Обогрев печи осуществляется с боков через стенки огнеупорного кирпича путем сжигания газа в обогревательных простенках.
Для повышения температуры коксования воздух, используемый для сжигания газа и газ, предварительно нагревают до 900 - 1000 °С в регенераторах, расположенных под печами. Горение газа происходит в простенке, за счет этого осуществляется нагрев стенок двух соседних камер до температуры 1350 - 1400 °С. Продукты сгорания через обводной канал попадают в другой простенок, опускаются по нему, обогревая две другие стенки камер, и, проходя через регенераторы, нагревают их и уходят в дымовую трубу. Периодически происходит смена направления движения газов. Через нагретые регенераторы попадают воздух и газ, а через остывшие - продукты сгорания.
Загруженная шихта нагревается в камерах примерно до 1000 °С. Продолжительность коксования составляет около 15 часов. Затем полученный коксовый пирог специальным выталкивателем выталкивают из печи и тушат водой или инертными газами.
В процессе коксования из 1 тонны угольной шихты получают около 700 кг кокса, 300 - 350 м3 коксового газа и около 20 кг смолы. Смола и газ являются ценным химическим сырьем, из которого производят лаки, краски, удобрения и другие продукты. Очищенный коксовый газ применяют в металлургических печах в качестве топлива.
В последнее время для экономии кокса при доменной плавке в печь вдувают природный газ, мазут, угольную пыль. Достоинством применения указанных видов топлива является то, что они способствуют улучшению процесса восстановления оксидов железа путем обогащения доменного газа реагентами-восстановителями (СО и Н2 ).
3.5. Флюсы
Флюсы вводят в доменную печь для перевода пустой породы рудной части шихты и золы кокса в шлак, обладающего определенными физическими свойствами.
Температура плавления оксидов, входящих в состав пустой породы руд составляет от 1700 до 2800 °С. Это значительно выше температуры шлака в доменной печи (1450 - 1600 °С). Кроме того, для обеспечения хорошей текучести некоторые оксиды необходимо нагревать значительно выше температуры плавления. Однако, при определенном соотношении оксидов, входящих в состав пустой породы (SiO2 , А12 Оз, CaO, MgO), образуются легкоплавкие соединения, которые имеют температуру плавления около 1300°С и характеризуются хорошей текучестью при 1450 - 1600°С.
Для удаления серы из металла необходимо, чтобы шлаки, получаемые в доменной печи, содержали определенное количество основных оксидов (СаО и MgO). Например, необходимо, чтобы в шлаках отношение (СаО + MgO) / (Si02 + А12 Оз) составляло около 1, а отношение Si02 / А12 Оз было равно от 2 до 4.
В зависимости от состава пустой породы руды применяются основные, кислые или глиноземистые флюсы. В большинстве случаев добываемые руды содержат пустую кислую породу и имеют приемлемое соотношение Si02 и А12 Оз. Поэтому, обычно применяют основной флюс в виде известняка, состоящего из карбоната кальция СаСОз или доломитизированного известняка, содержащего кроме СаСОз еще MgC03.
В настоящее время известняк вводят при окусковании железных руд или железорудных концентратов. Это приводит к улучшению показателей доменной плавки, так как уменьшается расход тепла на процесс разложения карбонатов, который осуществляется на стадии окускования (агломерации или получении окатышей).
3.6. Продукция черной металлургии .
Основной продукцией черной металлургии являются передельный чугун, литейный чугун, доменные ферросплавы, стальные слитки и прокат.
Передельный чугун, используемый для передела на сталь, содержит 4,0-4.4 % С; до 0,6-0,8% Si; до 0,25-1,0% Mn; 0,15-0,3% Р и 0,03-0,07% S. Некоторые марки чугуна, предназначенные для передела в сталь в конвертерах, имеют пониженное до 0,07% содержание фосфора. До 90% всего выплавляемого чугуна приходится на чугун передельный.
Литейный чугун, предназначенный для производства фасонных отливок способами литья на машиностроительных заводах, имеет повышенное содержание кремния (до 2,75-3,25%).
Ферросплавы — сплавы железа с повышенным содержанием марганца, кремния, ванадия, титана и других металлов. Их применяют для раскисления и производства легированных сталей. К ферросплавам относят доменный ферросилиций, содержащий 9—13% Si и до 3% Мn; доменный ферромарганец, содержащий 70—75% Мn и до 2% Si; зеркальный чугун с 10-25%Мn и до2%Si.
Стальные слитки, полученные в изложницах или кристаллизаторах, подвергают обработке давлением (прокатке, ковке). Прокат используют непосредственно в конструкциях (мостах, зданиях, железобетонных конструкциях, железнодорожных путях, станинах машин и т.д.), в качестве заготовок для изготовления деталей резанием и заготовок для последующей ковки и штамповки.
Форму поперечного сечения прокатанного металла называют профилем. Совокупность различных профилей разных размеров называют сортаментом. Сортамент прокатываемых профилей разделяют наследующие группы: заготовки, сортовой прокат, листовой прокат, трубы и специальные виды проката.
Заготовки прокатывают в горячем состоянии непосредственно из слитков. Заготовки квадратного сечения с размерами от 150 х 150 до 450х450 мм называют блюмами. Они предназначены для последующей прокатки на сортовых станах и в качестве заготовок для изготовления поковок ковкой. Заготовки прямоугольного сечения толщиной 65—300 мм и шириной 600-1600 мм называют слябами. Их используют для прокатки толстых листов.
Сортовой прокат по профилю подразделяют на две группы: простой геометрической формы (квадрат, круг, шестигранник, прямоугольник) и сложной — фасонной формы (швеллеры, двутавровые балки, рельсы, уголки и т.д.).
Листовой прокат подразделяют по назначению (судостроительный, электротехнический, аптолист и т.д.) и по толщине. Листовую сталь с толщиной 4 - 160 мм называют толстолистовой, а с толщиной 0,2-4 мм -тонколистовой. Листы с толщиной менее 0,2 мм называют фольгой.
Трубы также подразделяют по назначению и способу изготовления. Они бывают бесшовные и сварные (с прямым и спиральными швами).
Специальные виды проката — колеса и оси железнодорожных вагонов, кольца, зубчатые колеса, периодические профили и т.п. Периодическим профилем называют прокатанную заготовку, форма и площадь сечения которой периодически изменяются вдоль оси.
Побочными продуктами металлургического производства являются коксовальный газ и извлекаемые из него ценные химические продукты, а также доменный шлаки колошниковый газ. Доменным шлаком называют легкоплавкое соединение флюса (СаСО, — известняк) с пустой породой руды и золой топлива. Шлак используют для строительства дорог, из него изготовляют шлаковату, шлакоблоки, цемент, а колошниковый (доменный) газ после очистки от пыли используют как топливо для нагрева воздуха, вдуваемого в доменную печь, а также в цехах металлургических заводов.
Современное металлургическое производство все более развивается по пути внедрения малоотходных и безотходных технологических процессов.
Л Е К Ц И Я № 8
3.7. Производство заготовок литьем
3.7.1 Схема получения отливок
Около 80 % отливок изготавливают методом литья в разовые песчаные формы. Материалом для таких форм являются формовочные смеси на основе кварцевого песка и глины. Процесс изготовления отливок в песчаных формах складывается из нескольких этапов (рис. 3.14), которые выполняются в соответствующих отделениях литейного цеха. Каждое отделение имеет необходимое оборудование, оснастку и приспособления для выполнения технологических операций. В современных литейных цехах большинство процессов — смесеприготовление, изготовление форм и стержней, заливка форм, выбивка отливок и другие механизированы.
Назначение литейной формы состоит в том, чтобы обеспечить необходимую конфигурацию и размеры отливок, заданную точность и качество поверхности, определенную скорость охлаждения залитого металла, способствующую формированию надлежащей структуры и качество отливки. Для изготовления песчаной формы необходимо иметь модельный комплект и другую литейную оснастку.
Литейная оснастка состоит из модельного комплекта, опок, модельных плит и прочих приспособлений, необходимых для изготовления литейных форм: литниковые чаши и воронки, кондукторы для сборки стержней в блоки до установки их в нижнюю полуформу, всевозможные контрольные приспособления, плиты для сушки стержней и др.
Моделъный комплект должен включать в себя всю оснастку для получения полости формы. Он состоит из модели отливки, стержневого ящика, моделей элементов литниковой системы, прибыли и выпора. При необходимости модельный комплект должен включать также шаблоны для контроля размеров и конфигурации формы. Элементы песчаной литейной формы показаны на рис. 3.15.
На рис. 3.15, г показана собранная песчаная форма для получения отливки детали (рис. 3.15, а ) — втулки с фланцами. Данная форма изготавливается в двух опоках — металлических рамках — нижней 3 и верхней 4, в которых уплотняется формовочная смесь. Для образования в форме рабочей полости 1 используют специальное приспособление — деревянную разъемную модель (рис. 3.15, б ) и песчаный стержень 2, изготовленный в стержневом ящике 1 (рис. 3.15, е ). С помощью модели в форме (рис. 3. 15, г ) получают отпечаток наружной конфигурации отливки.
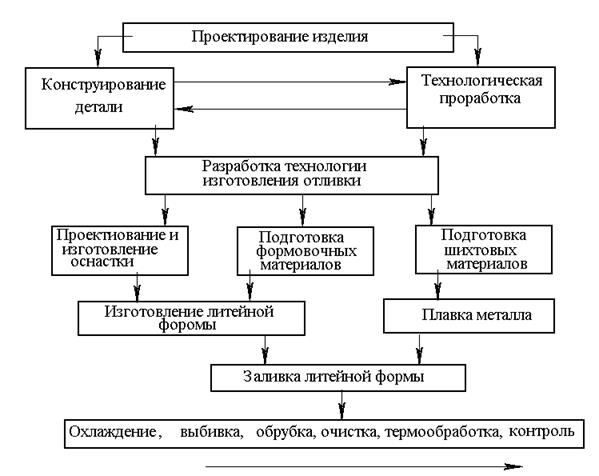
Рис. 3.14. Схема получения отливки
Модель служит для получения отпечатка в форме (рис.3.15, б ), стержневой ящик (рис.3.15, в ) — для изготовления стержня 8, который устанавливается в форму с целью создания полости в отливке. Кроме того, в литейной форме имеются литниковая воронка 10, стояк 11, зумпф 13, шлакоуловитель 12 и питатели -14, 15, представляющие в совокупности литниковую систему. Литниковая система нужна для подвода жидкого металла из заливочного ковша к полости формы. Зумпф предохраняет нижнюю полуформу от размыва и попадания продуктов ее размыва в полость формы и в отливку. Шлакоуловитель необходим для предотвращения попадания шлака и других частиц в полость формы.
Прибылью 7 называют технологический прилив, предотвращающий образование усадочных раковин и пор в теле отливки. Через выпор 5 выходят воздух и газы, которые образуются в полости формы во время ее заливки расплавленным металлом. Газы возникают и в порах формовочной и стержневой смесей. Если их не удалять, то они могут попасть в отливку, образуя газовые раковины. Поэтому для лучшего удаления газов в верхней и нижней полуформах, а также в стержнях устраивают вентиляционные каналы 6, способствующие выходу газов.
Уплотнение формовочной смеси 2 в нижних и верхних полуформах, как правило, выполняют в опоках 3, 4, представляющих собой открытые снизу и сверху металлические ящики. После изготовления полуформ низа и верха и стержней производят сборку формы и заливку жидким металлом.
После затвердевания и охлаждения отливок до требуемой температуры их извлекают из формы путем разрушения последней на выбивных решетках.

Рис. 3.15. Литейная форма для отливки втулки:
а — деталь; б — модель; е — стержневой ящик и стержень;
г — собранная литейная форма (вертикальный разрез); д — отливка
Далее отливки подвергают обрубке (отделению литниковой системы, прибылей, заусенцев), очищают от формовочной смеси. Перед сдачей в отдел технического контроля цеха все отливки проходят необходимый контроль. В некоторых случаях литейные дефекты могут быть устранены путем заварки, пропитки специальными составами или другими способами.
При машинной формовке, а часто и при ручном изготовлении форм, модели монтируют на модельные плиты. Модельные плиты содержат также устройства для их крепления к столу формовочной машины или автомата, центрирующие штыри для фиксации опоки во время формовки, элементы установки и крепления моделей отливки и литниковой системы.
Внутреннюю полость отливки — цилиндрическое отверстие получается за счет стержня. Для заливки жидкого сплава в рабочую полость в форме имеется система каналов 6…9 (литниковая система). Выход воздуха из полости формы при заполнении ее металлом происходит через каналы 5 (выпоры).
После затвердевания залитого сплава форму разрушают, извлекают отливку и удаляют из нее стержень. Полученная отливка с литниковой системой показана на рис. 3.15, д . Перед отправкой в механический цех с отливки удаляют литниковую систему, производят очистку и контроль. Способ литья в песчаные формы отличается универсальностью. Этим способом можно изготовить отливки любой массы и конфигурации. Однако точность и чистота поверхности отливок во многих случаях не удовлетворяют требованиям современного машиностроения. В последнее время широко применяются специальные методы литья: по выплавляемым моделям, в оболочковые формы, в металлические формы (кокили), литье под давлением, центробежное литье и др. Имея одинаковую сущность, эти способы отличаются материалом, используемым для формы, и технологией ее изготовления; условиями заливки формы (свободная заливка и заливка под давлением); условиями формирования отливки (например, кристаллизация металла отливки под действием центробежных сил) и другими особенностями. Все это в конечном итоге определяет технологические возможности способа и влияет на качество получаемой отливки. Специальные методы литья позволяют получать точные отливки с чистой поверхностью и небольшими припусками на механическую обработку.
Кроме того, технологический процесс изготовления отливки этими способами в значительной степени механизирован и автоматизирован, что повышает его производительность и улучшает санитарно-гигиенические условия труда.
3.7.2 Литейные свойства сплавов и их влияние на свойства
и конструкцию отливок
Процесс получения отливки заключается в заполнении полости литейной формы расплавленным литейным сплавом (расплавом) с последующим его затвердеванием — кристаллизацией. Кристаллизация представляет собой процесс перехода из жидкого состояния в твердое (кристаллическое, а для неметаллических материалов – аморфное), в результате которого формируются строение, и свойства отливки. Жидкий расплав отличается от твердого материала прежде всего тем, что он не может сопротивляться сдвигу и поэтому способен растекаться по поверхности твердого тела — полости литейной формы.
Литые конструкционные материалы наряду с химическими, физическими и механическими должны обладать также высокими литейными свойствами. Последние включают в себя совокупность физико-химических и механических свойств, которые проявляются в процессе литья и кристаллизации отливки. Наиболее важные литейные свойства — жидкотекучесть, усадка (объёмная и линейная), склонность к ликвации, образованию трещин и к газопоглощению.
Жидкотекучестью называется способность расплава свободно течь в литейной форме, заполняя ее, и точно воспроизводя все контуры полости формы. В это понятие входят свойства, определяющие подвижность расплава в жидком состоянии. К ним относятся вязкость, поверхностное натяжение расплава и прочность нерастворимых окислов на поверхности. Жидкотекучесть зависит от химического состава, теплопроводности материалов отливки и формы, температуры заливки формы, свойств литейной формы и т. д.
Жидкотекучесть определяют путем заливки специальных технологических проб (например, спирали) рис. 3.16. За ее меру принимают длину заполненной расплавом части полости пробы, измеряемую в миллиметрах.
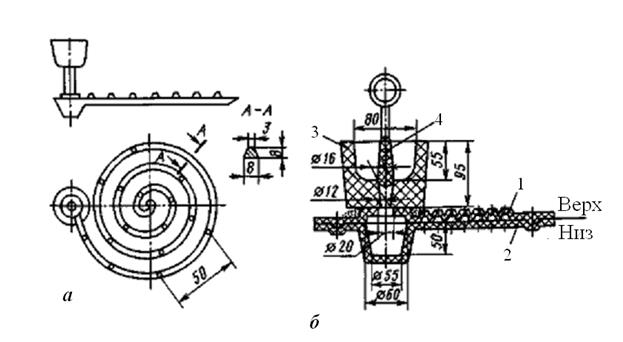
Рис. 3.16. Спиральная проба (а) и литейная форма (б) для определения жидкотекучести сплавов: 1,2- нижняя и верхняя полуформы; 3 - заливочная чаша; 4 - графитовая пробка
В зависимости от жидкотекучести расплава при оптимальной температуре его заливки выбирается толщина стенок отливки, обеспечивающая требуемую прочность и экономию материалов. Хорошая жидкотекучесть важна для получения плотных доброкачественных отливок. Она улучшает условия вывода за пределы отливки усадочных раковин, уменьшает опасность образования всех видов пористости, трещин. Недостаточная жидкотекучесть расплава вызывает незаполнение отдельных тонких частей литейной формы — недоливы, а, следовательно, и искажение конфигурации и размеров отливки. С повышением температуры жидкотекучесть его увеличивается. Поэтому для тонкостенных отливок температура сплава должна быть выше, чем для массивных отливок.
При переходе жидкости в твердое состояние происходит уменьшение объема и линейных размеров. Это явление называется усадкой.
В результате усадки происходит и соответствующее уменьшение линейных размеров отливки. Относительное изменение объемов отливки V от по сравнению с объемом формы V ф , выраженное в процентах, определяет объемную усадку eоб , которая имеет место в жидком, жидкотвердом и твердожидком состояниях:
 ,
,
где V ф и V от —объёмы полости формы и отливки соответственно при комнатной температуре.
Относительное изменение линейных размеров отливки l от по сравнению с размерами формы, выраженное в процентах, определяет линейную усадку eлин , которая имеет место, а твердо-жидком и твердом состояниях:
где l ф и l от —размеры полости формы и отливки соответственно при комнатной температуре.
Объемная усадка примерно в три раза больше линейной. Усадка в отливках создает условия для образования усадочных раковин, пористости, трещин и короблении.
Согласно общей теории кристаллизации, при охлаждении расплавленного литейного сплава происходит сначала зарождение центров кристаллизации в жидком расплаве, а затем рост кристаллов из этих центров. Центрами кристаллизации могут быть устойчивые группировки атомов, тугоплавкие частицы примесей и др. Охлаждение отливки происходит неравномерно, в направлении - максимального отвода тепла перпендикулярно поверхности литейной формы. Залитый в форму расплав отдает теплоту ее стенкам, поэтому кристаллизация расплава происходит от поверхности формы вглубь отливки и заканчивается в прибыли или областях, являющихся термическими центрами (тепловыми узлами отливки).
Усадочная раковина в отливках образуется в результате уменьшения объема жидкого металла при кристаллизации. На рис. 3.17, а показан процесс последовательного затвердевания отливки в разные моменты времени. У стенок формы начинает образовываться корка 1 затвердевшего металла, которая постепенно нарастает. Вследствие того, что усадка расплава при переходе из жидкого состояния в твердое превышает усадку корки, уровень металла в незатвердевающей части отливки понижается до уровня а - а. В следующий момент времени на корке 1 нарастает новый твердый слой 2, а уровень жидкости далее понижается до уровня 6 - б. Так продолжается до тех пор, пока не закончится процесс затвердевания. Снижение уровня расплава при затвердевании приводит к образованию сосредоточенной усадочной раковины 3. Усадочные поры — мелкие пустоты неправильной формы — образуются при объемном затвердевании сплава (рис. 3.17, б ). Кристаллы, образующиеся одновременно во всем объеме отливки, срастаются и разобщаются с жидкой фазой. В разобщенных ячейках 2 имеются остатки жидкой фазы 3. Затвердевание небольшого объема металла в такой ячейке происходит без доступа к ней питающего расплава из соседних ячеек. В результате усадки в каждой ячейке получается небольшая усадочная раковина 1 (см. рис. 3.17, б ). Множество таких межзеренных микроусадочных раковин образует пористость, которая располагается по границам зерен металла.
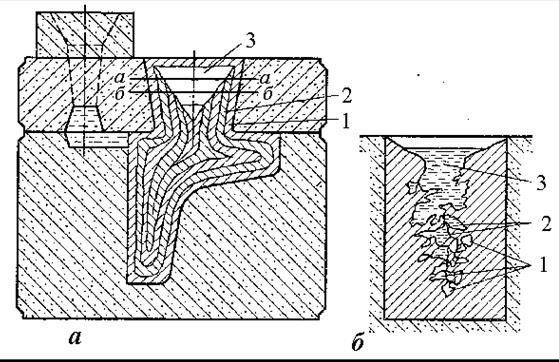
Рис. 3.17. Схема образования усадочной раковины (а ) и усадочной пористости (б )
Сосредоточенные усадочные раковины образуются при изготовлении отливок из чистых металлов, сплавов эвтектического состава (сплав АК12) и сплавов с узким интервалом кристаллизации (низкоуглеродистые стали, безоловянные бронзы и др.).
Получить отливки без усадочных раковин и пористости возможно за счет непрерывного подвода расплавленного металла в процессе кристаллизации вплоть до полного затвердевания. С этой целью на отливки устанавливают прибыли-резервуары с расплавленным металлом, которые обеспечивают доступ расплавленного металла к участкам отливки, затвердевающим последними. На рис. 3.18, а прибыль 1 не может обеспечить доступ расплавленного металла к утолщенному участку отливки. В этом месте образуются усадочная ра вина 2 и пористость. Установка на утолщенный участок прибыли 3 (рис. 3.18, б ) предупреждает образование усадочной раковины и пористости.
Предупредить образование усадочных раковин и пористости также позволяет установка в литейную форму наружных холодильников 4 (рис. 3.18, в ) или внутренних хслодильников 5 (рис. 3.18, г ).
Наружные холодильники (рис. 3.18, в ) устанавливают в форму с внешней стороны массивных частей отливки. Вследствие высокой теплопроводности и большой теплоемкости холодильника отвод теплоты от массивной части отливок происходит интенсивнее, чем от тонкой. Это способствует выравниванию скоростей затвердевания массивной и тонкой частей и устранению усадочных раковин и пористости. Внутренние холодильники (рис. 3.18, г) устанавливают внутрь полости формы, образующей массивные части отливки. Эти холодильники изготовляют из того же сплава, что и отливку. При заполнении формы внутренние холодильники частично расплавляются и свариваются с основным металлом.

Рис. 3.18. Способы предупреждения усадочных раковин и
пористости
Для получения плотных отливок необходимо обеспечить надежное их питание и направленное затвердевание отливки, которое должно проходить последовательно по всему объему отливки без образования в ней замкнутых объемов с расплавом. Направленность затвердевания определяют способом вписанных окружностей. Этот способ состоит в том, что в рассматриваемое сечение отливки вписывают окружности в различных точках (рис. 3.19).

Рис. 3.19. Определение теплового узла способом вписанных окружностей
Узлы 1 с окружностями наименьшего диаметра будут затвердевать первыми, затем узел 2 и в последнюю очередь узел 4. В ходе затвердевания в узлах 2 и 4 неизбежно появление усадочных дефектов (усадочных раковин и пористости) из-за затвердевания изолированных объемов расплава. Для предупреждения появления усадочной раковины в узле 2 необходимо увеличить толщину стенки отливки за счет напуска 3 - утолщения стенок снизу вверх, а для узла 4 предусмотреть прибыль 5. Прибыли на отливках имеют технологическое значение, и их в конце процесса изготовления отливки удаляют.
Ликвация - неоднородность химического состава сплава в различных частях отливки. Она возникает в процессе затвердевания отливки из-за различной растворимости отдельных компонентов сплава в его твердой и жидкой фазах. Чем больше это различие, тем неоднороднее распределяется примесь по сечению отливки и тем больше ликвация примеси. В сталях и чугунах заметно ликвируют сера, фосфор и углерод. Ликвация вызывает неоднородность механических свойств в различных частях отливки.
Различают дендритную (внутрикристаллитную) и зональную ликвации.
Дендритная ликвидация - это неоднородность химического состава в микрообъемах сгшава в пределах одного зерна (дендрита). Во-первых, оси дендрита, затвердевшие раньше, обогащены тугогплавким и обеднены легкоплавким компонентами сплава по сравнению с межосными пространствами. Во-вторых, растущие первыми оси дендритов содержат меньше примесей, чем межосные пространства, в которые эти при-меси оттесняются при образовании дендритов. Это приводит к неравномерному распре-делению примесей по сечению кристалла.
Зональная ликвация - это неоднородность химического состава в микро-объемах с градиентом концентраций в отливке в целом или в отдельных ее частях. Она возникает в процессе диффузии примесей из двухфазной зоны кристаллизующейся отливки в объем незатвердевшего расплава всплывания загрязненных примесями объемов вследствие их меньшей плотности по сравнению с основным сплавом и т. д.
Дендритную ликвацию устраняют отжигом отливок.
Зональная ликвация устраняется выравниванием толщин стенок отливок, применением рассредоточенного подвода металла к отливке, изготовлением отливок литьем в кокиль и другими способами.
Склонностью к образованию трещин называется совокупность свойств, определяющих прочность отливки в процессе кристаллизации и охлаждения расплава. Различают горячие трещины, образующиеся в отливках при высоких температурах, и холодные, образующиеся при низких температурах.
Склонностью к газопоглощению называется способность расплавов поглощать газы и выделять их в период охлаждения. Газы в расплав попадают при протекании химических реакций (например, FеО + С—Fе + СО), с поверхности раздела расплав—форма, при заполнении формы расплавом, из шихтовых материалов. С этим свойством связан весьма распространенный дефект отливок—газовая пористость. Растворимость газов в расплавах уменьшается с понижением температуры. В связи с этим понижение температуры заливаемого расплава является одной из мер предупреждения образования газовой пористости, к числу которых относятся также дегазация (прокалка или технологическая обработка в вакууме или инертной среде с целью удаления газов) шихтовых материалов, расплава перед его заливкой в форму и др.
О литейных свойствах металлических сплавов можно судить по их диаграмме состояния. Лучшими литейными свойствами обладают эвтектические сплавы и сплавы с эвтектикой. Это связано прежде всего с тем, что температура плавления эвтектики (“механической” смеси кристаллов А и В в двойном сплаве) всегда ниже температуры плавления составляющих ее компонентов, сплавы-эвтектики имеют повышенную жидкотекучесть.
Если росту кристаллов твердой фазы ничто не мешает, то они приобретают значительные размеры. Ускорение процесса кристаллизации и увеличение числа центров кристаллизации измельчают структуру, что достигается введением в жидкий металл специальных добавок – модификаторов или применением форм из материалов с повышенной теплоаккумулирующей способностью. При мелкозернистой структуре материала отливки повышаются ее механические свойства, особенно пластичность и вязкость, например, при литье сплавов алюминия в металлические формы – кокили.
В процессе кристаллизации отливки при объёме жидкой фазы, достаточном для перемещения в промежутках между растущими кристаллами, пластичность материала отливки высокая, так как она определяется свойствами жидкости. С увеличением объёма твердой фазы циркуляция жидкости постепенно затрудняется и после образования жесткого каркаса кристаллов (или заклинивания их в процессе деформации) полностью прекращается. Деформационная способность такого материала падает до весьма низких значений, и при затруднённой усадке отливки создаются условия для возможных разрушений (образования горячих трещин).
В связи с неодновременным затвердеванием отливки в тех ее местах, которые затвердевают последними, будут развиваться деформации растяжения и, если в таких местах запас деформационной способности (способности к развитию деформации) исчерпывается, в отливке образуются горячие трещины. В процессе дальнейшего охлаждения деформирование развивается в объемах кристаллов твердой отливки, пластичность которой резко возрастает.
Следует указать и на другую особенность, связанную с неодновременным затвердеванием расплава во всех частях отливки. С момента заливки расплава в литейную форму вплоть до полного охлаждения отливки протекают усадочные процессы, связанные с уменьшением объема расплава. До тех пор пока расплав, залитый в форму, не образовал по внешнему контуру твердой фазы (так называемый контурной корки), уменьшение его объема понижает уровень жидкости в верхней части отливки. После образования наружного закристаллизовавшегося слоя (контурной корки, в которой заключена жидкость) с понижением температуры происходит дальнейшее уменьшение объема жидкости (расплава). В результате этого в отливке образуются полости, не заполненные расплавом. Такие полости называются усадочными, их размеры оказываются тем больше, чем раньше образовался наружный слой, чем выше коэффициент объёмного сжатия жидкости и степень сжатия расплава при переходе его в твёрдое состояние и чем выше температура расплава. Развитие таких полостей уменьшают как за счёт увеличения интенсивности охлаждения отливок (повышающего скорость кристаллизации), так и за счёт ускорения поступления расплава к центральной части отливки (достигается способами литья под давлением), а также направленной кристаллизацией отливок (исключающей образования сплошной двухфазной зоны).
При охлаждении отливки происходит механическое и термическое затруднение (торможение) усадки. Механическое торможение возникает из-за трения между отливкой и формой. Термическое торможение связано с различными скоростями охлаждения отдельных частей отливки. При наличии таких препятствий для усадки в отливке возникают внутренние напряжения. Возникают они и в результате неодновременной и неравномерной усадки массивных и тонких сечений.
Если величина внутренних напряжений превысит предел текучести материала отливки, то возникнут остаточные, необратимые деформации (коробление) отливки. Отмеченные особенности кристаллизации необходимо учитывать при разработке рациональных конструкций отливок.
В условиях автоматизированного производства при использовании ЭВМ возникает необходимость в математическом моделировании процессов, основанном на известных закономерностях процессов литья. Только создание тепловой теории литья позволило разработать инженерные методы расчета продолжительности затвердевания отливок, смоделировать на ЭВМ кинетику самого процесса затвердевания, теплового и напряженного состояния отливок. Таким образом, технологическая операция заливки литейной формы, в частности, может быть включена в подсистему САПР ТП.
Другим примером математизации литейного производства является возможность проектирования эффективных средств предупреждения образования горячих трещин. Расчет напряженно-деформированного состояния отливки основан на учете сложного взаимодействия процесса,, усадки различных частей отливки, ее геометрической формы, изменения свойств расплава в отливке в период его затвердевания, податливости материала формы и т. д. Следовательно, можно заблаговременно рассчитать возможные деформации в отливке, при которых возникнут горячие трещины.
3.7.3 Выбор конструкционных материалов для отливок
(заготовок и деталей)
Основные требования. В технике используются литые изделия (отливки, заготовки, детали), изготавливаемые из традиционных литейных сплавов (сталь, серый чугун, алюминиевые сплавы, медные сплавы и др.), а также из пластмасс, резинотехнических материалов, неорганических стекол, стеклокристаллических, керамических и других неметаллических материалов. К материалам для литых изделий предъявляется ряд общих требований. Такие материалы должны иметь:
— по возможности низкую температуру плавления, что позволяет их легко расплавить и перегреть до требуемой температуры заливки;
— небольшую усадку при затвердевании и охлаждении, что уменьшает количество усадочных дефектов, упрощает технологию литья;
— незначительную способность к газопоглощению в жидком состоянии, что уменьшает опасность образования газовой пористости;
— незначительную ликвацию—химическую неоднородность и, следовательно, малое различие по свойствам отдельных частей отливок;
— благоприятную структуру литого металла, обеспечивающую высокие свойства отливок;
— низкую стоимость, отсутствие дефицитных легирующих элементов.
Выбор материала для литых изделий является сложной инженерной задачей, решение которой требует учета многих факторов и обстоятельств. Кроме хороших литейных свойств, они должны обеспечивать: получение заданных свойств (химических, физических и механических) и их сохранение в условиях функционирования изделия, обрабатываемость и свариваемость, минимальные отходы материалов и т. д.
Одним из основных этапов ЛП является технологический процесс получения расплава для заливки литейных форм. Материалы, загружаемые в плавильные печи в процессе приготовления расплава, называются шихтой. Для получения расплава определенного химического состава производится расчет шихты, для которого необходимы данные о химическом составе выплавляемого расплава, составе шихтовых материалов и проценте угара расплава для конкретных условий плавки. Расчетное содержание того или иного элемента в шихте можно определить по формуле
![]()
где Кш и Кж —- расчетное содержание элемента в шихте и жидком расплаве соответственно, %;
У—угар элемента при плавке, %.
Определив среднее содержание элемента в шихте, рассчитывают процентное содержание составляющих шихты.
Шихта чаще всего состоит из первичных и вторичных материалов, а также отходов производства. Примерные составы шихты при плавке показаны в табл. 3.1.
При получении расплава применяются неметаллические материалы (флюсы) с целью защиты от окисления, удаления вредных примесей, защиты от газонасыщения. Флюсы должны обладать хорошей жидкотекучестью и достаточным поверхностным натяжением, чтобы закрывать поверхность
Таблица 3.1
Состав шихты при плавке металлов
| Сплавы |
Первичные металлы и сплавы |
Вторичные металлы и сплавы |
Отходы собственного производства |
Лом и отходы со стороны |
| Алюминиевые |
25 - 80 |
20 - 0 |
35 - 20 |
20 - 0 |
| Магниевые |
20 - 70 |
– |
– |
10 - 0 |
| Титановые |
50 - 80 |
– |
20 - 50 |
– |
| Жаропрочные |
20 - 80 |
– |
20 - 80 |
– |
| Конструкционные стали |
20 - 80 |
– |
20 - 80 |
20 - 50 |
расплава; необходимой вязкостью, чтобы задерживаться на поверхности расплава во время заливки в форму. Флюсы не должны взаимодействовать с футеровкой печи.
В зависимости от сплава, вида литья и характера производства применяются различные плавильные агрегаты. Для плавки чугуна используются печи шахтного типа непрерывного действия (вагранка), коксогазовые и газовые вагранки. В целях оздоровления окружающей среды широко внедряются вагранки закрытого типа, в которых отходящие газы отбираются, подвергаются очистке, дожигаются, а получающаяся при этом теплота используется для различных целей.
Для плавки углеродистой стали используются пламенные лечи, на жидком и газообразном топливе, для стали высокого качества — электропечи.
Для плавки медных, алюминиевых и магниевых сплавов применяются тигельные и отражательные плавильные агрегаты, а также электропечи различных типов.
Для бесфлюсовой плавки титановых, ниобиевых, молибденовых и других тугоплавких сплавов, а также сталей, содержащих алюминий, титан и другие легкоокисляемые элементы, применяются вакуумные электроплавильные агрегаты, электронно-лучевые, плазменно-дуговые и плазменно-индукционные печи.
В процессе плавки возможны безвозвратные потери расплава или угар, на который влияют температура и время протекания процесса, взаимодействие расплава с атмосферой и футеровкой печи и флюсами. Во избежание этого необходимо процесс плавки вести быстрее, применять покровные флюсы, защитные газы или формовочные материалы
Формовочные материалы. Материалы, из которых изготовляют песчаные формы, называют формовочными. Основные требования, предъявляемые к формовочным материалам: огнеупорность, низкая стоимость, недефицитность, не токсичность, долговечность. Различают исходные материалы, формовочные смеси для изготовления форм, стержневые смеси для изготовления стержней, отработанные смеси и материалы для окраски и отделки форм и стержней.
Исходными являются материалы, из которых изготовляют формовочные и стержневые смеси, а также материалы для окончательной отделки форм и стержней.
Формовочные и стержневые смеси представляют собой предварительно подготовленные, взятые в определенной пропорции, равномерно перемешанные между собой исходные материалы.
Материалами для окончательной отделки форм и стержней служат огнеупорные литейные краски, замазки, клеи и другие, часто называемые вспомогательными.
Формовочные и стержневые смеси состоят из огнеупорной основы, связующих материалов и специальных добавок.
Огнеупорной основой формовочных и стержневых смесей является кварцевый песок. Кроме кварцевого песка, используют магнезит, хромомагнезит, хромит, шамот, циркон и др. (табл. 3.2). Связующие материалы связывают частицы (зерна) огнеупорной основы, придавая смесям определенную прочность. По объему потребления первое место среди этих материалов занимают формовочные глины, затем жидкое стекло, различные синтетические смолы и прочие связующие.
Таблица 3.2
Огнеупорные материалы
| Классификация по огнеупорности по огнеупорности |
|||
| Наименование материала |
Химическая формула |
Наименование класса |
Температурный предел, °С |
| Тальк Пирофиллит Ставролит |
ЗМg0∙4SiO2 ∙Н2 0 А12 0з∙4SiO2 Н2 0 2А12 0з∙2SiO2 FeO∙ Н2 0 |
Мало огнеупорные |
до 1580 |
| Кварцевый песок Пылевидный кварц Плавленый кварц Шамот Хромит |
SiO2 Cмесь А12 О3 и SiO2 Сг2 Оз∙FеО |
Огнеупорные |
1580— 1770 |
| Магнезит |
MgСО3 |
Высокоогнеупорные |
1770— 2000 |
| Дистенсиллиманит |
А12 0з∙SiO2 |
||
| Оливин |
2(А1,Fе)О∙SiO2 |
||
| Дунит |
ЗМgО -2Si О 2 ∙2Н2 О |
||
| Хромомагнезит |
Смесь Сг2 О3 и МgО |
Высшей огнеупорности |
выше 2000 |
| Электрокорунд Циркон |
Al2 О3 (плавленая) Zг02 *Si02 |
||
Формовочные глины представляют собой водные алюмосиликаты или соли поликремниевых кислот общего вида
п К2 О ∙ m Аl2 Оз ∙ l SiO2 ∙ b Н2 О + g Н2 О,
где п, т, I, b , g — коэффициенты, изменяющиеся в зависимости от минералогического состава глины в пределах от 0 до 6.
Связующая способность глин зависит от минералогического состава и степени измельченности; чем мельче частицы глины, тем выше ее связующая способность.
Жидкое стекло является коллоидным водным раствором силиката натрия общего состава Na2 O∙nSiO2 ∙ag (упрощенно Nа2 Si2 O5 ). Здесь n~2—3. При применении жидкого стекла наиболее широкое распространение получил СО2 — процесс, при котором упрочнение смесей происходит продувкой газообразной углекислотой. Между жидким стеклом, содержащим воду, и углекислым газом идет реакция:
Nа2 Si0з + 2Н2 О + СО2 ® Si (ОН)4 + Nа2 СОз ,
в результате, которой образуется гель кремнекислоты, связывающий между собой частицы огнеупорной основы смеси.
В литейном производстве в качестве связующих материалов все большее распространение находят синтетические смолы: формальдегидные, карбамидные, фурановые, полиэфирные и некоторые другие, а также многочисленные их сочетания.
Специальные добавки предназначены для улучшения технологических и рабочих свойств смесей и отделочных материалов. С этой целью в формовочные смеси дополнительно вводят молотый каменный уголь, мазут, древесные опилки, торфяную или асбестовую крошку, различные поверхностно-активные вещества и другие материалы.
Приготовление формовочных и стержневых смесей состоит в смешивании предварительно подготовленных составляющих на специальном оборудовании (бегуны, шнековые смесители и т. п.).
Основными свойствами формовочных и стержневых смесей являются: прочность на сжатие и разрыв, поверхностная прочность или осыпаемость, газопроницаемость, газотворность, гигроскопичность, формуемость, текучесть, уплотняемость, выбиваемость. Все они контролируются на соответствующих приборах по стандартным методикам.
Составы и уровни свойств смесей назначают в зависимости от характера технологического процесса.
Л Е К Ц И Я № 9
3.8 Сборка и заливка литейных форм
Сборка литейных форм начинается с установки нижней полуформы 1 на заливочную площадку или тележку конвейера (рис. 3.20, а ). Затем в последовательности, указанной в технологической карте или на сборочном чертеже, устанавливают стержень I (рис. 3.20, б ) и стержень II , после этого нижнюю полуформу по центрирующим штырям 3 накрывают верхней полуформой 2 (рис. 3.20, в ). Устойчивое положение стержней обеспечивается стержневыми знаками. Верхнюю полуформу с нижней скрепляют болтами, скобами или накладывают груз.
![]() Рис.3.20. Последовательность операций сборки литейной формы
Рис.3.20. Последовательность операций сборки литейной формы
Автоматизация заливки литейных форм обеспечивает высокую точность дозировки металла, облегчает труд заливщика, повышает производительность труда.
На рис. 3.21 приведена схема автоматической заливочной установки для заливки серого чугуна в формы, в которой раздаточное устройство 1, имеет кольцевой индуктор 6 для подогрева и перемешивания расплавленного металла и герметичную крышку 2. Через канал 7 в раздаточное устройство периодически заливают чугун из ковша 8. Для выдачи дозы над зеркалом расплава создают давление, благодаря которому уровень металла в каналах 7 и 3 поднимается, и он через отверстие 4 в раздаточном носке поступает в форму 5. Расходом управляют, изменяя давление газа на зеркало расплавленного металла.
![]()
Рис.3. 21. Схема автоматической заливочной установки
3.9 Изготовление форм
Формы изготовляют различными способами: формовкой в двух и трех оноках, по шаблону, и литейных кессонах, в стержнях, в опоках, безопочной и машинной формовками.
Выбор способа формовки зависит от размера формы, от серийности производства, сложности моделей, от конструкции и расположения литниковой системы, расположения прибыли и др.
Рассмотрим основные способы изготовления форм.
Изготовление форм в двух и трех опоках ( рис. 3.22). Формовка в двух опоках происходит в следующей последовательности: с помощью модели формуется нижняя полуформа 3 (рис.3.22, а), затем устанавливают модель втулки 4, стояка 6 и выпора 5 и формуют верхнюю полуформу 7. Поднимают верхнюю полуформу и удаляют из нее модели стояка и выпора, a из нижней цолуформы — модель отливки. Полуформы готовят к сборке, устанавливают стержень 1 для образования центрального отверстия в стержень 2 для образования наружного углубления отливки. Верхнюю полуформу ставят на нижнюю и заливают чугуном. Готовая отливка шкива с литниковой системой приведена на рис.3.22, в .
В единичном производстве, чтобы изготовить стержень 2 (рис. 3.22, а ) и стержневой ящик для него, применяют формовку в трех опоках 9…11 (рис. 3.22, б ). В этом случае в модели втулку 4 и фланец 8 выполняют отъемными. Средняя опока 10 образует наружное углубление в отливке. После изготовления формы поднимают верхнюю опоку 9, удаляют отъемный фланец – модель 8, ставят стержень и собирают форму.
Рис. 3.22. Формовка шкива: а – в двух опоках; б – в трех опоках; в – отливка с литниковой системой
Изготовление литейных форм в кессонах ( рис. 3. 23). Для изготовления крупных форм трудно или невозможно применять формовочные машины. Поэтому для применения формовочных машин отливку выполняют составной. Впоследствии составные части сваривают. При экономической нецелесообразности такого метода применяют формовку в кессонах (бетонированных ямах).
Рис. 3.23. Сборка формы станины в механизированном кессоне.
Формовку в кессонах применяют при изготовлении крупных отливок массой до 200 т. На рис. 3.23 показана форма станины, собранная в механизированном кессоне, который смонтирован на бетонном основании 7, Дно его выложено чугунными плитами 4. Две неподвижные стенки 1 и 8 также облицованы металлическими плитами. Противоположные чугунные стенки 3 и 6 передвигаются с помощью червячного редуктора 2, приводимого в действие электродвигателем, что позволяет изменять внутренние размеры кессона. Форму собирают из стержней-блоков 5, изготовленных из жидких самотвердеющих смесей. Литниковую систему изготовляют из керамических огнеупорных трубок. Верхнюю полуформу 10 устанавливают по центрирующим штырям 9 и прикрепляют к кессону болтами.
3.10 Специальные способы литья
Точность геометрических размеров, шероховатость поверхности отливок, полученных в песчаных формах, во многих случаях не удовлетворяет требованиям современной техники. Поэтому широко используются специальные способы литья: в оболочковые формы, по выплавляемым моделям, кокильное, под давлением, центробежное и другие, позволяющие получать отливки повышенной точности, с малой шероховатостью поверхности, минимальными припусками на механическую обработку, а иногда полностью исключающие ее, обеспечивают высокую производительность труда и т. д.
3.10.1. Литье в оболочковые формы
Оболочковые формы (разъемные, тонкостенные), изготовляют следующим образом: металлическую модельную плиту 1, нагретую до температуры 200—250 °С, закрепляют на опрокидывающем бункере 2 (рис. 3.24, а) с формовочной смесью 3 и поворачивают его на 180° (рис. 3.24, б). Формовочная смесь, состоящая из мелкозернистого кварцевого песка (93—96 %) и термореактивной смолы ПК-104 (4—7 %), насыпается на модельную плиту и выдерживается 10—30 с. От теплоты модельной плиты термореактивная смола в пограничном слое переходит в жидкое состояние, склеивает песчинки с образованием песчано-смоляной оболочки 4 толщиной 5—20 мм в зависимости от времени выдержки. Бункер возвращается в исходное положение (рис. 3.24, в), излишки формовочной смеси ссыпаются на дно бункера, а модельная плита с полутвердой оболочкой 4 снимается с бункера и нагревается в печи при температуре 300—350 °С в течение 1—1,5 мин, при этом термореактивная смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели специальными толкателями 5 (рис. 3.24, г). Аналогично изготовляют и вторую полуформу.
|
|
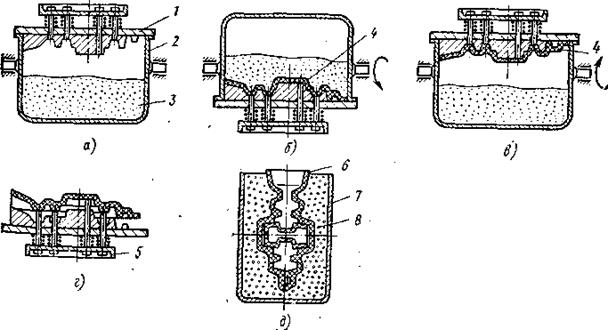
Рис. 3.24. Последовательность операций формовки при литье
в оболочковые формы
Готовые оболочковые полуформы склеивают быстротвердеющим клеем на специальных прессах, предварительно установив в них литейные стержни, или скрепляют скобами. Кроме оболочковых форм этим способом изготовляют оболочковые стержни, используя нагреваемые стержневые ящики.
Оболочковые формы и стержни изготовляют на одно- и многопозиционных автоматических машинах и автоматических линиях.
Заливка форм производится в вертикальном или горизонтальном положении. При заливке в вертикальном положении литейные формы 6 помещают в опоки-контейнеры 7 и засыпают кварцевым песком или металлической дробью 8 (рис. 3.24, д) для предохранения от преждевременного разрушения оболочки при заливке расплава.
Выбивку отливок проводят на специальных выбивных или вибрационных установках. При очистке отливок удаляют заусенцы, зачищают на шлифовальных кругах места подвода питателей и затем их подвергают дробеструйной обработке.
Литье в оболочковые формы обеспечивает высокую геометрическую точность отливок, так как формовочная смесь, обладая высокой подвижностью, дает возможность получать четкий отпечаток модели. Точность отпечатка не нарушается потому, что оболочка снимается с модели без расталкивания. Повышенная точность формы позволяет в 2 раза снизить припуски на механическую обработку отливок. Применяя мелкозернистый кварцевый песок для форм, можно снизить шероховатость поверхности отливок. Высокая прочность оболочек позволяет изготовлять формы тонкостенными, что значительно сокращает расход формовочных материалов и т. д. В оболочковых формах изготовляют отливки с толщиной стенки 3—15 мм и массой 0,25—100 кг для автомобилей, тракторов, сельскохозяйственных машин из чугуна, углеродистых сталей, сплавов цветных металлов.
3.10.2. Литье по выплвляемым моделям и сущность метода
Литье в формы, полученные по выплавляемым моделям, с давних времен применяли для получения литых скульптур, украшений и т. д.
В промышленности для изготовления деталей машин и приборов этот прогрессивный способ получает все более широкое применение. Сущность способа состоит в том, что детали получают заливкой в неразъемные тонкостенные керамические формы, изготовленные с помощью моделей из легко плавящихся составов. Применение таких форм позволяет получать сложные по форме отливки из любых сплавов с повышенной точностью по размерам и частоте поверхности. Этот способ часто называют способом точного литья.
Модельные составы. Для изготовления моделей применяют различные легкоплавкие составы, например, ПС 50-50, который состоит из 50 % парафина и 50 % стеарина с температурой плавления около 55 градусов и хорошей жидкотекучестью.
Недостаток такого сплава в том, что он начинает размягчаться при 30…35 градусах.
ПСБ и ПЦТ в модельные составы обладают высокой прочностью и теплостойкостью, применяются в виде паст, что уменьшает время затвердевания моделей в пресс-формах. Однако повышенная вязкость требует увеличения мощности установок при их приготовлении и увеличения давления запрессовки модельного состава в пресс-формы.
Четырехкомпонентные составы Р-3 обладают высокой прочностью и теплостойкостью.
Модельные составы ПСЭ и ПЦЭ, содержащие до 15% этилцеллюлозы, имеют повышенную температуру размягчения, прочность в 1,5-2 раза выше по сравнению с прочностью составов ПС. Составы с этилцеллюлозой склонны к утяжинам, особенно в массивных частях модели. Модельные составы применяют в жидком состоянии и в виде пасты для тонкостенных, крупных моделей.
Изготовление моделей в массовом и крупносерийном производстве осуществляют запрессовкой состава, подогретого до пастообразного состояния, в стальные пресс-формы под давлением 3-5 ат.
На рис. 3.25 приведена схема устройства десятипозиционного автомата карусельного типа.
На каждой позиции вращающегося стола 1 расположены прессовочные устройства: разборные пресс-формы 3 со шприцами для запрессовки 4 и пневмоцилиндрами 2 для сборки и разборки пресс-форм. На позиции первой модельный состав запрессовывают в форму, на позициях со второй по седьмую происходит охлаждение пресс-форм. На позиции восьмой пресс-форма открывается и модель 5 сбрасывается толкателями в водяной конвейер 6. На позиции девятой происходит подготовка пресс-формы к следующему циклу работы. Литниковый канал прочищают иглой, приводимой в движение пневмоцилиндром 7. Пресс-форму продувают сжатым воздухом и смазывают тонким слоем трансформаторного масла форсункой 8. На десятой позиции пресс-форма закрывается. Для изготовления моделей мелких деталей используют многоместные пресс-формы, в которых получают не отдельные модели, а звенья из нескольких моделей, что значительно упрощает их сборку в много модельные блоки.

Рис. 3.25. Схема устройства десятипозиционного автомата
карусельного типа
В серийном производстве, где часто меняют номенклатуру деталей, вместо стальных применяют пресс-формы из алюминиевых сплавов, а так же более дешевые, но не долговечные пресс-формы из пластмасс, гипса и других материалов. Запрессовку модельных составов производят на пневматических, рычажных и других прессах или вручную.
Монтаж блоков моделей .
Мелкие модели собирают в блоки, приклеивая или припаивая их электропаяльниками к общей литниковой системе рис. 3.26.
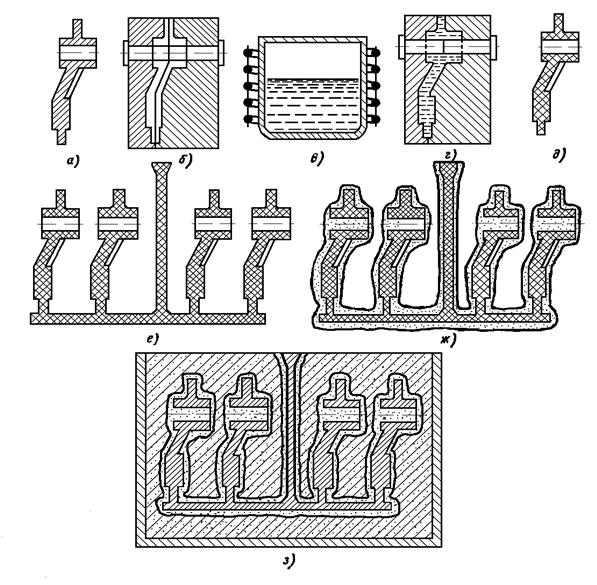
Рис. 3.26. Элементы десятипозиционного автомата
а – отливка; б - пресс-форма; в - электропечь для расплавления легко-
плавкого сплава; г - пресс-форма, заполненная легкоплавким сплавом; д - легкоплавкая модель; е – легкоплавкие модели с литниковой системой; ж – легкоплавкие модели, покрытые слоем огнеупорного материала; з – заформованные легкоплавкие модели
Это дает значительную экономию металла и облегчает последующие операции изготовления керамических форм. В механизированных и автоматизированных цехах блоки из моделей собирают на специальных приспособлениях (металлических стояках-каркасах), что обеспечивает плотное соединение моделей без припаивания.
Формирование керамической оболочки на блоках .
Тонкая керамическая оболочка должна иметь высокую прочность и огнеупорность, хорошую податливость и газопроницаемость, обеспечивать высокую частоту поверхности отливок. Оболочка общей толщиной до 5-6 мм состоит из трех-восьми последовательно наносимых слоев. Для образования каждого слоя модель погружают в жидкую суспензию, затем обсыпают песком и сушат. Суспензия состоит из связующего – гидролизированного раствора этил силиката (70%), содержащего 40-50% оксида кремния и пылевидного кварца (30%).
Разработаны и другие связующие, например, растворы с низким содержанием оксида кремния и добавками поверхностно-активных веществ. Применение жидко стекольных суспензий ухудшает качество поверхности отливок. Для первого слоя целесообразно применять мелкозернистый песок, для последующих слоев – крупнозернистый с целью повышения газопроницаемости оболочки и снижения стоимости материала. В обычном кварцевом песке при прокаливании происходят полиморфные превращения, что может привести к образованию трещин и деформации оболочки. Значительно более качественным в этом отношении являются плавленый кварц, корунд и другие материалы.
Сушку проводят на воздухе после нанесения каждого слоя в течение 2-4 часов. Её можно ускорить, используя пары аммиака. При сушке в псевдокипящем слое силикагеля её продолжительность резко сокращается (до 3-5 минут) при одновременном улучшении качества оболочек. Окончательное затвердевание оболочек происходит при прокаливании.
Выплавление моделей из керамических форм производят различными способами. Легкоплавкие парафина-стеариновые составы обычно удаляют в ваннах с горячей водой. Этот способ технически прост и обеспечивает возврат модельного состава до 90-95%. Его недостаток состоит в том, что при увеличении продолжительности пребывания в воде понижается прочность оболочек на этилсиликатном связующем.
Более тугоплавкие модельные составы выплавляют горячим воздухом, иногда паром.
Эффективным является новый способ удаления моделей в высококипящих жидкостях, например, полигликолях при 200-250 градусах. При этом не только значительно сокращается время выплавки, но и улучшается качество оболочки.
Формовку оболочек проводят для упрочнения, чтобы не происходило их деформирования и разрушения при заливке. Для этого оболочковые формы устанавливают в опоки или в жакеты и засыпают песком или другими формовочными материалами, уплотняя их на вибростолах, для этой же цели можно использовать жидкие самотвердеющие смеси.
Прокаливание оболочковых форм до 900-1000 градусов проводят для удаления остатков модельных составов, газотворных веществ из материала оболочки, завершения процессов её твердения. Кроме того, нагревание формы обеспечивает лучшее заполнение при заливке.
Заливка, выбивка и очистка отливок.
Заливку обычно проводят в горячие формы сразу же после их прокаливания. С повышением температуры нагрева формы до 1200-1250 градусов во многих случаях уменьшается усадочная пористость и повышается качество отливок. Заливку особо ответственных изделий ведут с применением фильтров.
Керамическая оболочка легко отслаивается и удаляется при выбивки опок на вибрационных решетках. Остатки оболочки, в частности в полостях и отверстиях, удаляют кипячением отливок в щелочных растворах с последующей промывкой горячей водой.
На ряде отечественных заводов работают автоматические линии, включающие установки для изготовления модельного состава, нанесения суспензии и т.д. Автоматизация обеспечивает экономическую эффективность указанного способа литья, особенно в условиях массового производства.
Особенности способа и области применения .
Литье по выплавляемым моделям обеспечивает получение сложных по форме литых деталей из любых сплавов с повышенной точностью и чистотой поверхности. При его применении значительно уменьшается, а в ряде случаев исключается механическая обработка деталей. Вмести с этим, технологический процесс является продолжительным и технически сложным, требует расхода дорогих материалов. Стоимость одной тонны отливок в несколько раз больше, чем в других способах литья. Наиболее часто этим способам получают небольшие отливки. Литье по выплавляемым моделям применяют при массовом производстве мелких, сложных, тонкостенных отливок. Для некоторых труднообрабатываемых жаропрочных магнитных и других сплавов с особыми свойствами получение точных отливок по выплавляемым моделям является единственным способом изготовления изделий. Одним из направлений в развитии точного литья является применение взамен легковыплавляемых моделей, легкорастворимых и газифицируемых моделей.
Легкорастворимые модели делают из различных составов, например, на основе мочевины с добавками полиэфирного спирта, легко растворяющихся в воде. Такие модели в некоторых случаях обеспечивают более высокое качество отливок, чем применение выплавляемых моделей.
Литье по газифицируемым моделям – новый, прогрессивный способ точного литья. Модели, изготовленные из вспененного полистирола, из формы не удаляют. Они газифицируются (разлагаются) во время заливки сплава. Такой способ значительно упрощает и удешевляет формовку, обеспечивает высокое качество литья. Экономическая эффективность такого способа особенно значительна, особенно значительна в производстве крупных сложных отливок.
Особенности литья по пенопластовым моделям – применение не разъемных форм, из которых модель не извлекается, а газифицируется. Таким образом, получают отливки от 0,2 кг до нескольких тонн из стали, чугуна, медных и алюминиевых сплавов в единичном и серийном производствах.
Пенополистирол из которого изготавливается модель имеет малую плотность, разлагается при температуре 300-350 градусов, выделяя пары стирола, легко обрабатывается, даже простым ножом и разогретой проволокой.
В мелкосерийном производстве пеноплаттовые модели изготавляют механической обработкой в ручную с помощью пил, рубанка, фуганка и на станках (строгальных, фрезерных, сверлильных и шлифовальных) Модели часто изготовляют по частям, которые затем соединяют склеиванием, сваркой, спеканием.
В крупносерийном производстве модели из полистирола поучают методом вспенивания в металлических или пластмассовых формах. В Форму, полость которой имеет конфигурацию и размеры модели, загружают полистироловые гранулы. При нагревании гранулы вспениваются, расширяются, спекаются между собой, полностью заполняют полость формы. После охлаждения модель извлекают из формы.
Пенопластовую модель формуют в опоке обычным способом. Формовочную смесь чаще уплотняют на встряхивающих и вибрационных станках.
После изготовления форму заливают сплавом, при этом модель, которая осталась в форме, газифицируется, и газы удаляются в выпоры, а место, где находилась модель, заполняют сплавом для образования отливки.
Применяют и другие способы изготовления отливок с помощью модели из пенопласта. Пенопластовые модели применяют также вместо выплавляемых моделей.
Выжигаемые модели.
Кроме выплавляемых моделей в литейном производстве используют выжигаемые модели при изготовлении ответственных отливок массой до 3,5 тонн из чугуна, стали и цветных сплавов в единичном производстве. Для изготовления выжигаемых моделей используют пенополистирол, который в 50…100 раз легче древесины, легко режется горячей проволокой и легко склеиванием можно получить полистироловые выжигаемые модели самой сложной конфигурации. Этот метод отличается большой точностью и экономией металла из-за отсутствия формовочных уклонов.
3.10.3. Сущность метода литья под давлением и область его применения
Сущность состоит в том, что жидким металлом принудительно заполняют металлическую пресс-форму под давлением, которое поддерживают до полной кристаллизации отливки. Давление обеспечивает быстрое и хорошее заполнение формы, высокую точность и малую шероховатость поверхности отливки. Принудительное питание отливки жидким металлом исключает возможность образования усадочных раковин, пористости и не требует установки прибылей. Ускоренная кристаллизация металла в металлической пресс-форме под давлением обусловливает образование мелкозернистой структуры. Благодаря внешнему давлению растворенные в металле газы остаются в твердом растворе, что снижает газовую пористость металла. Отливки, полученные этим методом, как правило, не имеют припусков на механическую обработку и после удаления из формы являются готовыми деталями. Литьем под давлением можно получать отливки с толщиной стенки до 0,5 мм, сложной конфигурации и с отверстиями диаметром до 1 мм.
Пресс-формы очень сложны, трудоемки и дороги. Поэтому литье под давлением применяется в основном в массовом и крупносерийном производстве отливок преимущественно из цветных (цинковых, алюминиевых, медных, магниевых) сплавов, которые при заливке имеют температуру гораздо меньшую, чем у черных. Стойкость пресс-форм (в ты-сячах запрессовок) может достигать для цинковых сплавов 300— 500, для магниевых 80—100, для алюминиевых 30—50 и для медных 5—20.
Оборудование и технология для литья под давлением. Литье под давлением — наиболее производительный способ из-товления относительно небольших отливок из цветных сплавов с высокой точностью по размерам и чистотой поверхности.
Отливки получают в стальных пресс-формах. Расплавленный сплав заполняет пресс-форму под давлением поршня до 300 МН/м2 (3000 кгс/см2 ), быстро затвердевает и образует отливку. Затем пресс-форма раскрывается, готовая отливка удаляется толкателями.
Литье под давлением осуществляют на компрессорных и поршневых машинах высокой производительности, дающих 200...400 отливок в час. Поршневые машины выпускают с горячей или холодной камерой сжатия, расположенной горизонтально или вертикально. Машины с горячей камерой сжатия, в которых камера находится непосредственно в расплаве, применяют для получения отливок из сплавов с низкой температурой плавления на основе цинка, олова и свинца. Машины с холодной камерой сжатия, в которых камера вынесена за пределы расплава, используют для получения отливок из более тугоплавких цветных сплавов на основе алюминия и магния.
На поршневых машинах с вертикальной холодной камерой прессования (рис. 327, а) расплав 4 заливают в камеру сжатия 5 (положение I). Верхний поршень 1, опускаясь, давит на расплав и на нижний поршень 10, который при движении вниз открывает литниковый канал 3. Металл заполняет полость 2 пресс-формы, состоящей из двух половин 6 и 7 (положение II). Объем жидкого металла должен быть больше объема полости формы, чтобы между верхним и нижним поршнем оставался избыток металла. Давление верхнего поршня поддерживают до полной кристаллизации отливки, после чего пресс-форму раскрывают и отливку 9 вместе с литником 12 выталкивают из формы толкателями 8. Нижний поршень выталкивает наружу избыток металла 11 (положение III), и его отправляют в переплав.
Поршневые машины с холодной камерой прессования применяют для получения отливок из латуней, алюминиевых, магниевых и других цветных сплавов, а также стальных отливок.
В отечественном литейном производстве все большее распространение получают машины с горизонтальной камерой прессования. В этих машинах меньше охлаждение жидкого металла и его гидравлическое сопротивление при заполнении формы. Машины имеют на 10—20% более высокую производительность, проще в обслуживании.
Поршневые машины с холодной камерой прессования применяют для получения отливок из латуней, алюминиевых, магниевых и других цветных сплавов, а также стальных отливок.
В отечественном литейном производстве все большее распространение получают машины с горизонтальной камерой прессования. В этих машинах меньше охлаждение жидкого металла в его гидравлическое сопротивление при заполнении формы. Машины имеют на 10—20% более высокую производительность, проще в обслуживании.
На (рис. 3.27, б) показана работа машины с горизонтальной холодной камерой прессования . Все операции на ней выполняются в той же последовательности.
На (рис. 3.27, в) приведена схема работы поршневой машины с горячей камерой прессования . Чугунный тигель 13 с жидким металлом все время подогревают снизу газом через форсунку 21. Перед заливкой пресс-форму 19 закрывают, и мундштук 18 соединяется с каналом 17. При верхнем
положении поршня 16 через отверстие 14 сплав заполняет камеру сжатия 15 и канал. При движении вниз поршень впрессовывает жидкий металл в полость формы. После затвердевания металла давление снимают, поршень движется вверх, форму раскрывают и отливку выталкивают толкателями 20. Машины с горячей камерой сжатия более производительны и
расходуют меньше жидкого металла, однако их нельзя применять для литья сплавов с температурой плавления более 500°С из-за быстрого изнашивания поршня.
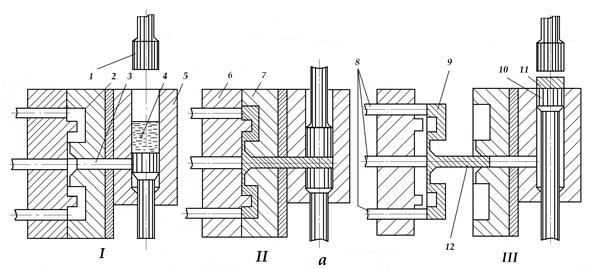
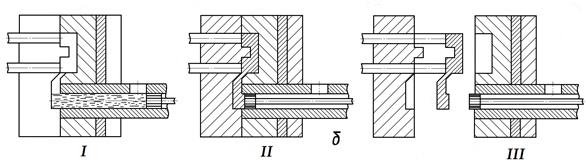
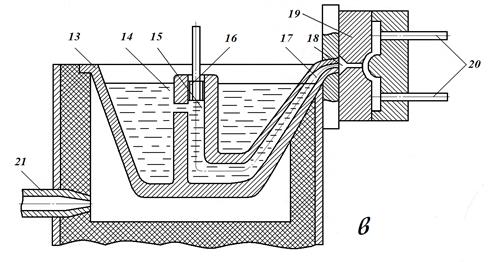
рис. 3.27. Схемы поршневых машин для литья под давлением
Такие машины применяют для литья из свинцово-сурьмянистых, цинковых, магниевых и алюминиевых сплавов с невысокой температурой плавления и мало агрессивных к материалам тигля и камеры прессования. Благодаря малому охлаждению сплава при заполнении пресс-формы на таких машинах можно производить очень мелкие детали — массой до нескольких граммов. Предельная масса отливок составляет до 25—30 кг. Машины имеют очень высокую производительность — до 3000 и более отливок в час при работе в автоматическом режиме.
В машинах с холодной камерой сжатия поршень контактирует с расплавом в течение короткого промежутка времени и поэтому мало изнашивается. Здесь можно значительно повысить давление, что гарантирует высокую плотность и прочность отливок. Если в машинах с горячей камерой сжатия давление достигает 20 МПа, то в машинах с холодной камерой сжатия при литье алюминиевых и медных сплавов давление может достигать 100... 300 МПа.
Компрессорные машины, работающие на сжатом воздухе, применяются очень редко.
Комплексы автоматизированные для литья под давлением А1107, А71118 и др. имеют в своем составе базовую машину и оборудование с различной степенью механизации разного количества околомашинных операций (от одной -двух до всех): дозатор для заливки сплава пнев-матический, магнито-динамический, механический, иногда вместе с печью; механизм или манипулятор для удаления отливки из маши-ны; устройство для обдувки и смазывания пресс- формы; пресс для обрезки литника и облоя; устройство для контроля параметров техноло-гического процесса; устройство для охлаждения отливок; устройство смазывания камеры прессования; систему гермо-статирования пресс-формы.
Перечисленное выше околомашинное оборудование поставляет-ся и без машины, в комплектах средств околомашинной механи- зации КОМ- 1,25, КОМ- 2,5, КОМ- 5, А97, выпускаемых для механи-зации и автоматизации, действующих на заводах машин литья под давлением. Поставляются не только полные комплекты, но и отдельные агрегаты из них.
Особенности формирования отливок. При литье под давлением расплав заполняет пресс-форму с очень большой скоростью (за доли секунды). При этом происходит быстрое закупоривание вентиляционных каналов пресс-формы, и из её полости не полностью удаляются воздух и газы, образующиеся от испарения и сгорания смазки. В затвердевшей отливки появляется газовая пористость. В металлической пресс-форме расплав затвердевает очень быстро, что приводит к получению мелкокристаллического строения. При этом тонкие по сечению литники затвердевают раньше отливки, её питание расплавом прекращается до завершения усадки. Усадка проявляется в том, что увеличивается объём газовых пор. Поэтому отливки имеют специфический дефект - газоусадочную пористость. Это приводит к снижению плотности отливок, понижению пластичности. Отливки нельзя подвергать термической обработке, так как при нагревании вследствие расширения газовых пор поверхность металла может вспучиваться.
Для устранения газоусадочной пористости разработаны специальные мероприятия. К ним относится, например, применение вакуумирования полости формы и самого расплава.
Автоматизация литья под давлением. По своей сущности литьё под давлением является высокомеханизированным процессом. Управление рабочими органами машины при прессовании, удалении отливки осуществляют с пультов или при помощи рычажных механизмов. Вручную выполняют такие операции, как заливка дозы сплава в камеру прессования, очистка поверхности пресс-формы от тонких плёнок металла, смазка поверхности пресс-формы и камеры прессования.
Наиболее трудоёмкой и сложной из этих операций является заливка жидкого металла. Автоматически работающие машины для литья под давлением имеют специальные заливочно-дозирующие устройства. Очистку поверхности раскрытых пресс-форм проводят обдувкой сжатым воздухом и перемещаемыми пневматическими устройствами металлическими щитками. Смазка после очистки наносится распылением специальными устройствами, работающими в автоматическом режиме.
Автоматизация машин и операций обрубки литников, очистки заусенцев позволяет создавать в цехах автоматические линии с участками для литья под давлением.
3.10.4. Литье в металлические формы (кокили)
Металлические формы — кокили являются литейными формами многократного использования. Их изготавливают из стали, чугуна и алюминиевых сплавов (рис. 3.28).
По конструкции металлические формы бывают неразъемные и разъемные. Вытряхные кокили применяют для отливок, конструкция которых обеспечивает свободное удаление их из формы вместе с литниковой системой при повороте формы на 180°. Разъемные кокили делают створчатыми (рис. 3.28, б), с горизонтальной плоскостью разъема (рис. 3.28, в) и с вертикальной плоскостью разъема (рис. 3.28, д, е) и более сложных конструкций.
Внутренняя полость кокиля (рабочая поверхность) оформляет наружную конфигурацию отливки. Отверстия, пазы и полости в отливке выполняются при помощи стержней — обычных песчаных или металлических. При этом конструкция металлических стержней должна обеспечивать их свободное извлечение из формы после затвердевания отливки. Для того чтобы можно было извлечь сложный металлический стержень 3 (рис. 3.28, е), его делают составным — из трех частей.
Металлическая форма не обладает газопроницаемостью, поэтому конструкция формы должна обеспечивать удаление воздуха и газов при ее заливке. В форме наряду с выпорами предусматривают вентиляционные пробки (венты) и тонкие риски по плоскости разъема.
Металлическая форма неподатлива и оказывает сопротивление усадке отливки при затвердевании. Это затрудняет извлечение отливки из формы. Поэтому в кокилях часто предусматривают толкатели (рис.3.28, е).
Перед заливкой в кокиль металла рабочую поверхность кокиля окрашивают тонким слоем огнеупорной краски. Краска защищает поверхность кокиля от непосредственного контакта с жидким металлом и тем самым уменьшает износ формы. Кроме того, толщиной слоя краски можно регулировать интенсивность охлаждения отливки, так как краска менее теплопроводна, чем металлический кокиль. Окраску производят несколько раз в смену.
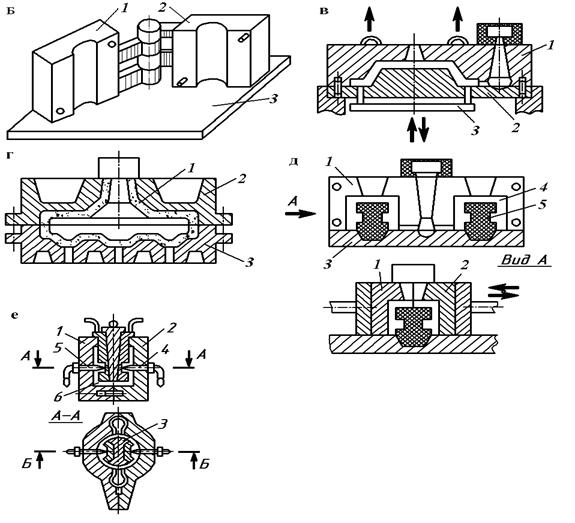
Рис. 3.28. Конструкции кокильных форм
Полости литниковой системы, прибылей, выпоров облицовывают теплоизоляционным материалом (например, асбестом) и окрашивают более толстым слоем краски. Металл в этих каналах будет затвердевать в последнюю очередь.
Перед началом работы кокили подогревают до температуры 200—300 °С. Если перед заливкой металла форма будет холодной, то из-за большой теплопроводности формы металл потеряет жндкотекучесть раньше, чем заполнит форму. К тому же при заливке в неподогретый кокиль его поверхность при контакте с жидким металлом испытывает «термоудар», что увеличивает износ формы.
Стойкость металлической формы зависит от ее материала, температуры заливаемого сплава и массы отливки. Наименьшую стойкость имеют кокили при заливке стали 10—50 шт. при производстве крупных отливок и 400—600 шт. — мелких. При литье алюминиевых, магниевых и цинковых сплавов в кокиле можно получить от нескольких тысяч до сотен тысяч отливок.
3.10.5. Центробежное литье
Литейной формой являются обычно металлические формы, изготовленные из стали или чугуна. При центробежном литье металл заливают во вращающуюся форму, установленную на центробежной машине. В некоторых случаях форма приводится во вращение после заливки. Вращение формы осуществляется вокруг горизонтальной или вертикальной оси.
Машины с горизонтальной осью вращения применяют для отливки чугунных и стальных труб, втулок и других отливок тел вращения.
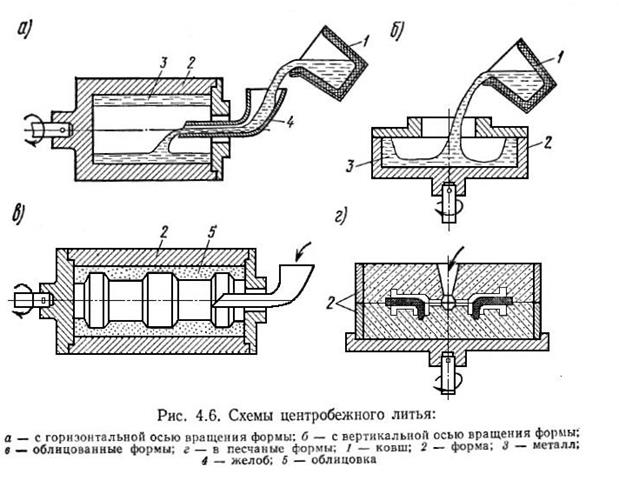
Рис. 3.29. Схемы центробежного литья.
а – с горизонтальной осью вращения формы; б – с вертикальной осью вращения формы; в – облицованные формы; г – в песчанные формы.
1 – ковш; 2 – форма; 3 – металл; 4 – желоб; 5 – облицовка.
Жидкий металл из ковша 1 (рис. 3.29, а) по желобу 4 заполняет вращающуюся форму 2. После затвердевания сплава 3 и остановки машины отливку клещами извлекают из формы. На машинах литья труб большой длины предусмотрено постепенное выдвижение желоба из формы или отход формы от желоба с целью ее равномерного заполнения.
На машинах с вертикальной осью вращения металл из ковша 1 (рис.3.29, б) заливают во вращающуюся форму 2. Под действием центробежных сил металл 3 прижимается к боковым стенкам формы. После затвердевания отливки вращение формы прекращают и отливку извлекают. В отливке наблюдается небольшая разностен-ность (внизу стенка отливки толще, чем сверху). Этот способ применяют для изготовления отливок небольшой высоты — втулок, колец, зубчатых колес, фланцев и т. п.
Металлические формы при центробежном литье, так же, как и при кокильном, предварительно подогревают и на поверхность наносят защитные покрытия. Для форм, вращающихся горизонтально, можно применять сыпучие покрытия, которые вводят в форму перед заливкой. Под действием центробежных сил порошок покрытия равномерно распределяется по всей цилиндрической поверхности формы.
При центробежном литье возможно применение облицованных форм — песчаных, керамических или собранных из стержней. В таких формах можно получать отливки тел вращения со сложной наружной конфигурацией (рис. 3.29, в). Для изготовления мелких фасонных отливок металл заливают в многоместную форму, установленную на вращающейся платформе (рис. 3.29, г).
Способ центробежного литья имеет следующие особенности. Металл заливается и кристаллизуется в форме под действием центробежных сил. Центробежные силы создают благоприятные условия для направленного затвердевания отливки (от стенок к свободной поверхности) и непрерывного питания затвердевающего слоя жидким металлом.
Отливки получаются плотными, без пористости и усадочных пустот. Неметаллические включения, имеющие меньшую плотность, чем металл, скапливаются на внутренней свободной поверхности. Поэтому на внутренней поверхности предусматриваются повышенные припуски на механическую обработку.
При центробежном литье полых изделий (труб, гильз, втулок и т. д.) отсутствуют стержни и литниковая система. Хорошее заполнение формы обеспечивается даже для сплавов с пониженной жидкотекучестью.
Недостатком данного способа является сильная ликвация. Например, при заливке свинцовой бронзы, склонной к ликвации, свинец центробежными силами отбрасывается к стенкам формы, а медь, как более легкая, вытесняется к свободной поверхности. С увеличением скорости вращения формы ликвация усиливается.
Центробежным способом чаще всего получают отливки чугуна, стали и цветных металлов, имеющие форму тел вращения, и реже фасонные. Например, из серого чугуна отливают водопроводные трубы длиной от 2 до 5 м, диаметром от 50 до 1000 мм и толщиной стенок от 7,5 до 30 мм.
Л Е К Ц И Я № 10
3.11 Изготовление заготовок пластическим
деформированием
Благодаря пластичности металлов, проявляющейся при деформации в холодном или горячем состоянии, можно изменять форму исходной заготовки, полученной, естественно, каким либо другим методом.
Возможность обработки металлов давлением во многом определяет их широкое применение. Это технологическое свойство настолько существенно, что когда-то даже было основой определения металла (Металл - это светлое тело, которое можно ковать).
При пластической деформации металла происходит смещение атомных слоев друг относительно друга внутри кристаллов и смещение кристаллов относительно друг друга. Важной особенностью этого вида деформации является отсутствие разрушения. Конечно разные металлы и их сплавы обладают различной способностью деформироваться без разрушения. Пластичность металлов оценивается величиной относительного удлинения стандартного образца при разрыве. Эта величина у пластичных металлов колеблется от 10 до 50 %. В настоящее время разработаны сверхпластичные сплавы, относительное удлинение которых при разрыве может достигать сотен процентов.
К сплавам, обладающим высокой пластичностью, которые могут обрабатываться методами давления относятся: низкоуглеродистые стали, сплавы алюминия, меди (латуни), многие легированные стали.
Пластичность металлов существенно увеличивается при их нагреве, поэтому обработку давлением в основном производят в "горячем" состоянии. При нагреве кроме того существенно снижается прочность металлов, поэтому усилия для их деформирования значительно ниже, что позволяет применять более простое оборудование и инструмент.
Наиболее распространенными технологическими методами обработки металлов давлением являются: прокатка, прессование, волочение, ковка, штамповка.
3.11.1 Прокатка
Более 80% производимой стали и около 50% цветных металлов перерабатывается прокаткой. Таким способом (рис.3.30) получают длинные заготовки определенного профиля - сортамент. Эти изделия служат заготовками для производства различных деталей машин или имеют собственное применение - трубы, рельсы, профили для строительных конструкций.
Прокаткой получают листовой материал, который после дальнейшей обработки применяется для производства корпусов судов, машин, самолетов и т.д.
Валки прокатного стана
![]()
Толщина заготовки
Исходная толщина после прокатки, В1
заготовки, В
Рис. 3.30. Схема прокатки листа на прокатном стане
Материал движется со скоростью 1-10м/с за счет сил трения между Банками и заготовкой. Производительность процесса весьма высока, однако степень обжатия за один проход материала (В - В1 )/В обычно меньше 70%, поэтому получение окончательного профиля осуществляется многократным прокатыванием заготовки между валками, имеющими профиля постепенно приближающиеся к требуемому
Оборудование - прокатные станы .
Станы для производства заготовок для последующего получения сортамента называются блюминги, а для производства заготовок под последующий листовой прокат - слябинги. В качестве заготовок на этих станах используются слитки. Естественно, что для снижения расхода энергии рационально прокатывать слитки в горячем состоянии, после разливки металла и его затвердевании. Поэтому такие станы обычно устанавливаются на металлургических комбинатах, производящих (варящих) сплав (сталь).
Технологические возможности прокатки
1.Возможна прокатка только пластичных металлов в горячем или холодном состоянии (фольга является продуктом прокатки чистого алюминия в холодном состоянии).
2.Форма. Форма (рис.3.31) может быть достаточно сложной, но существуют существенные ограничения, связанные с условиями прохода металла через прокатные валки. Трудно получить поверхности перпендикулярные осям прокатных валков, поэтому необходимо предусматривать специальный наклон таких стенок. Трудно или иногда невозможно получать профили сортамента с закрытыми, замкнутыми поверхностями.
3. Размеры. Диапазон размеров (толщин) прокатываемого металла довольно широк. От толстолистового проката (> 200мм) до фольги толщиной до 0,001мм.
4.Точность. Если при прокатке в горячем состоянии точность составляет десятые доли мм, что сооответствует 12-14 квалитетам точности, то при прокатке без нагрева точность может быть существенно выше и при прокатке фольги достигает тысячных долей милиметра.
5.Шероховатость. Также зависит от наличия нагрева и при горячей про-катке шероховатость существенно выше (до Rz 320), при холодной же прокатке (фольга) может быть получена весьма низкая шероховатость (менее Ra 0,63).
![]()
Рис. 3.31. Основные профили сортового проката
3.11.2 Прессование
Прессованием называется процесс выдавливания металла из замкнутой полости (контейнера) через профильное отверстие матрицы (рис.3.32).
Оборудование. Горизонтальные и вертикальные гидравлические прессы с усилием 300-25000 тонн.
Матрицы, пуансоны для прессования изготавливают из особопрочных сталей и сплавов, так как давления при прессовании весьма велики. Поэтому таким методом получают в основном изделия из алюминиевых и медных сплавов.
Форма получаемого профиля может быть весьма сложной, этот метод обеспечивает получение наиболее сложных профилей, таких как оребренные трубы для теплообменных аппаратов, строительные профили (профили рам из легких сплавов).
Рис. 3.32. Схема выдавливания металла через профильное отверстие и
получаемые профили.
Точность и качество поверхности получаемых профилей также весьма высоки, так как практически определяются качеством матрицы, точность и шероховатость поверхностей которой может быть достигнута в процессе изготовления. Конечно, в процессе работы матрица изнашивается, что ухудшает вышеуказанные параметры изделия.
3.11.3 Волочение
Процесс обжатия металла заготовки при протаскивании ее через волоку -инструмент с отверстием, сечение которого меньше исходного сечения заготовки (рис.3.33).
В результате процесса поперечное сечение заготовки уменьшается , а длина ее увеличивается. Волочение применяется без нагрева заготовки для получения тонкой проволоки (от 0,002мм до 4мм).
За один цикл обжатия в волоке нельзя значительно уменьшить сечение заготовки, так как усилие может быть приложено только к выходящему из волоки концу заготовки и, при чрезмерном усилии, проволока может просто порваться.
![]()
Волочением можно также калибровать (с целью повышения точности) прутки различного профиля, тонкостенные трубы и т.д.
Оборудованием являются специальные волочильные станы, на которых за один цикл проволока может получать несколько обжатий.
Заготовками для волочения является продукция прокатного производства (проволока "катанка" диаметром 6мм).
Волочением получают всю проволоку для электротехнической и электронной промышленности, стальную проволоку для машиностроения, строительства и т.д.
Точность профиля достигает 6 квалитета, а шероховатость поверхности может быть обеспечена менее 0,32мкм.
Волоки, работающие в чрезвычайно напряженном режиме и подвергающиеся интенсивному истиранию, выполняются из сверхтвердых металлокерамических сплавов и кристаллов (алмаз).
3.11.3 Ковка
Ковкой называется процесс горячей обработки металлов давлением, при котором на заготовку воздействуют ударами кувалды, бойка молота, нажатием бойка пресса или другим универсальным инструментом (рис. 3.34).
Рис. 3.34. Примеры обработки металлов ковкой
Исходная заготовка при ковке - слиток или отрезок проката. Ручная ковка в настоящее время применяется в ремонтных работах и художественной обработке металла.
Машинная ковка осуществляется на кузнечно-прессовых машинах: ковочных молотах с массой падающих частей от 0,5 до 16т, ковочных прессах с усилием от 500 до 100000т.
Технологические возможности ковки
Материал заготовки. В основном производятся стальные поковки, которые куются при температуре 900-1300°С. Хотя ограничено производятся поковки из цветных материалов. Свойства материала при ковке значительно улучшаются, так как происходит дробление кристаллов металла, выравнивание химического состава, может быть создана целесообразно направленная мелкокристаллическая структура металла.
Поэтому в ряде случаев ковку применяют при изготовлении заготовок ответственных деталей машин (валов, роторов турбин, стволов пушек, и т. д.).
Форма получаемых в промышленности изделий обычно весьма проста, хотя в художественной ковке форма ограничена только фантазией художника.
Размеры заготовок могут быть очень велики. Например, поковка гребного вала корабля, ротора крупной турбины. Масса поковок может составлять десятки тонн. Конечно, невозможно было бы пластически деформировать такую огромную заготовку всю целиком из-за отсутствия соответствующего оборудования, но при ковке возможна местная пластическая деформация заготовки и, естественно, крупногабаритные поковки проковывают последовательно по участкам.
Точность поковок соответствует 14 квалитету и грубее, а шероховатость поверхности обычно весьма высока (> 300 мкм), поэтому поковки обрабатываются резанием и другими методами при получении из них деталей машин.
Применение при ковке универсального инструмента значительно удешевляет подготовку производства, поэтому ковка применяется в индивидуальном и мелкосерийном производстве.
3.11.5. Горячая объемная штамповка
При этой обработке металл заготовки деформируется во всем объеме, причем течение его ограничивается полостью штампа. При этом форма
получаемого изделия соответствует форме штампа. Естественно, что по сравнению со свободной ковкой процесс значительно более производителен, но требует изготовления специальной оснастки штампов (рис.3.35). Поэтому в основном применяется в серийном и массовом производстве.
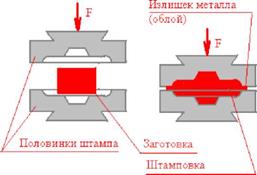
Рис. 3.35. Схема горячей объемной штамповки
Деформация всего объема заготовки требует , несмотря на ее нагрев, значительных усилий, действующих на штамп, поэтому габариты (масса )
заготовок обычно ограничена (менее 250кг).
Материал при высоких степенях пластической деформации также как и при ковке уплотняется, измельчается зерно, что приводит к улучшению механических свойств изделия. Поэтому процесс применяется при производстве заготовок весьма ответственных изделий: валов, зубчатых колес, турбинных лопаток и т.д.
Точность получаемых заготовок также значительно выше, чем при ковке и достигает 12 квалитета.
Шероховатость же поверхности, из-за наличия окалины на поверхности нагретой заготовки высока ( 100 - 500мкм).
Обьемная штамповка иногда проводится в холодном состоянии и в этом случае точность и шероховатость могут быть значительно улучшены. Однако трудно обеспечить большую степень пластической деформации заготовки и инструмент (штамп) быстро изнашивается.
3.11.6. Листовая штамповка
Листовой штамповкой называется процесс деформации листовой заготовки на прессе с помощью штампа.
При штамповке вырубке (рис.3.36) происходит срез материала между краями сложноконтурного пуансона и эквидистантной к нему по контуру матрицей. Пуансон и матрица выполняются из материалов значительно более твердых, чем материал заготовки (закаленная сталь, металлокерамический твердый сплав).
![]() Листовая штамповка
Листовая штамповка
вырубка Пуансон
![]()
![]() Матрица
Матрица
Профили получаемых изделий
Рис. 3.36. Схема операции листовой штамповки (вырубка)
Обычно тонколистовой материал (< 10мм) вырубают без подогрева заготовки, при большей же толщине требуется подогрев. Таким образом, производятся заготовки сложного контура из пластичных металлов.
Размеры заготовок определяются размерами штампов и обычно не превышают 1м.
Точность определяется точностью изготовления матрицы и может достигать 6-7 квалитетов.
Шероховатость же поверхности среза в зоне разрушения материала высока, но может быть уменьшена с помощью специальных приемов (чистовая штамповка вырубка).
Штамповка вырубка широко применяется в машиностроении, радиоэлектронной промышленности, аэрокосмической промышленности.
3.11.7. Штамповка вытяжка
Вытяжка позволяет создавать из плоского листа объемные детали за счет значительной пластической деформации (рис.3.37), при которой происходит не только гибка, но и вытяжка материала со значительным изменением его толщины. Поэтому такой метод обработки позволяет обрабатывать только особо пластичные материалы (малоуглеродистая сталь <0,1% С, алюминиевые сплавы, латунь).
![]()
Заготовка
Прижим
![]()
![]() Матрица
Матрица
![]() Пуансон
Пуансон
Рис. 3.37. Схема штамповки вытяжки
Штамповке вытяжке обычно предшествует штамповка вырубка для получения контурной плоской заготовки.
Как штамповка вытяжка, так и вырубка чрезвычайно производительные процессы ( до нескольких сот заготовок в минуту). Поэтому они применяются в серийном и массовом производстве.
Штамповкой вытяжкой получают детали кузова автомобиля, металлическую посуду, боеприпасы, консервные банки и многое другое.
Применение их в мелкосерийном и индивидуальном производстве экономически не целесообразно в связи со значительными затратами на подготовку производства (стоимость штампов).
Л Е К Ц И Я № 11
4 СПОСОБЫ ПОЛУЧЕНИЯ НЕРАЗЪЕМНЫХ
СОЕДИНЕНИЙ
4.1. Получение неразъемных соединений сваркой
Неразъемным называется соединение, при разборке которого целостность одной из деталей нарушается и ее нельзя повторно использовать в сборочной единице.
Сварка металлов - это технологический процесс получения неразьемных соединений за счет создания межатомных связей.
Межатомные связи между частями заготовок могут быть получены в результате совместной кристаллизации после расплавления определенных зон соединяемых частей, за счет местной пластической деформации и при взаимной диффузии атомов соединяемых частей.
В зависимости от температуры нагрева соединяемых частей заготовки, различают сварку плавлением и термомеханическую сварку.
Сварка применяется для создания сложных по форме заготовок и деталей, при больших габаритах изделий, при необходимости электрического контакта между частями изделия. Практическое применение сварка нашла во всех отраслях промышленности: машиностроении, судостроении, приборостроении, строительстве и т. д. (табл.4.1)
Таблица 4.1
Технико-экономические показатели некоторых распространенных
способов сварки плавлением
| Способ сварки |
Свариваемые металлы и область применения |
Мощность источника энергии и его параметры |
Расход газа |
Производительность |
| Электродуговая ручная |
Сталь низкоуглеродистая. В строительстве, судостроении, машиностроении. |
5...18кВт U = 5...60 В I = 100...300А |
нет |
1.. .12 м/час |
| Электродуговая автоматическая под флюсом |
Сталь. В машиностроении, в судостроении |
5...50кВт |
нет |
25.80 м/час |
| Аргонодуговая ручная |
Алюминиевые сплавы, нержавеющие стали. В машиностроении и судостроении |
5...10кВт |
180. 540 л/час |
8.30 м/час |
| Аргонодуговая автоматическая |
То же |
5...15кВт |
1000 - 2000 л/час |
20.30 м/час |
| Газовая ручная |
Сталь, медные сплавы. В строительстве, при ремонте в полевых условиях, в ювелир. деле |
нет |
60. 360 л/час |
4.8 м/час |
4.2. Сварка плавлением
Основная проблема при сварке плавлением - обеспечить расплавление локальных зон соединяемых частей при сохранении формы и свойств материала основной (большей) части заготовок.
Для обеспечения этого условия необходим мощный локальный источник нагрева, в качестве которого может выступать электрическая дуга, плазменная струя, лазерный луч и поток электронов.
4.2.1. Электродуговая сварка
Разработана русскими учеными Бенардосом Н.Н., Петровым В.В. Применяется в двух видах: сварка неплавящимся электродом и сварка плавящимся электродом (рис.4.1).
Сварка плавлением обычно возможна только в тех случаях, когда
свариваемые металлы образуют при расплавлении единую сварочную ванну, т. е. растворяются друг в друге в жидком состоянии. Поэтому применяется для сварки однородных металлов. Такая сварка применяется в основном в индивидуальном производстве, при ремонте и сварке малоуглеродистых сталей в полевых условиях.
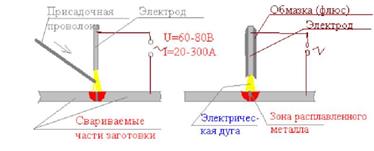
а б
Рис. 4.1. Схема сварки неплавящимся (а) и плавящимся (б) электродами
4.2.2. Автоматическая сварка под слоем флюса (рис.4.2)
Этот вид сварки позволяет значительно увеличить мощность сварочной дуги, что позволяет за один проход сваривать стальные листы толщиной до 25мм. Горение дуги под слоем флюса позволяет защитить свариваемый металл от окисления. Такая сварка может быть полностью автоматизирована. При этом перемещение сварочной дуги (всего аппарата относительно заготовки, перемещение проволоки в зону дуги) обеспечивается специальными следящими системами.
Применяется при сварке стальных конструкций (корпуса химических агрегатов, цистерны, корпуса судов и т.д.).
![]() Система сбора
Система сбора
нерасплавленного флюса
Барабан со сварочной
проволокой
![]()
Флюс
U
I
Бункер Электрическая Сварной шов
с флюсолм дуга
Рис. 4.2. Схема автоматической сварки под слоем флюса
Установка движется относительно детали со скоростью образования сварного шва. Проволока, являющаяся плавящимся электродом, подается со скоростью ее плавления, таким образом, чтобы длина электрической дуги оставалась постоянной.
4.2.3. Электродуговая сварка в защитном газе (рис.4.3)
Эта сварка применяется в тех случаях, когда свариваемые металлы очень активны химически и при высокой температуре интенсивно взаимодействуют с кислородом воздуха (окисляются или даже сгорают). К таким металлам относятся сплавы на основе алюминия, титана и ряда других, редко применяемых в технике.
При этом виде сварки поток защитного газа должен омывать нагретые участки сварного шва и зону горения сварочной дуги, так как в ней непосредственно происходит плавление присадочной проволоки, выполненной из того же, что и свариваемые заготовки, материала.
В качестве защитных применяются обычно инертные газы (аргон, гелий). При сварке стали высокой эффективностью в качестве защитного обладает углекислый газ.
Расход защитного газа существенно удорожает получение сварных конструкций этим методом.
Такой вид сварки широко применяется в судостроении, машиностроении, аэрокосмической промышленности.
![]() Подача
Подача
присадочного
материала
Поток защитного
газа (Ar, He, CO2 )
Свариваемые детали
Рис. 4.3. Электродуговая сварка в среде защитнтго газа
4.2.4. Газовая сварка (рис.4.4)
Расплавить металл в зоне сварного шва можно не только электрической дугой, но и пламенем, образующимся при сгорании некоторых газов в кислороде. Так при горении в кислороде водорода, ацетилена и ряда других, реже используемых газов, температура пламени превышает 3000°С.
Однако пламя является менее концентрированным источником энергии, поэтому таким методом можно сваривать только тонкие заготовки (< 5мм). Применяется такая сварка весьма ограниченно: в полевых условиях, где отсутствуют источники электрического тока, в строительстве (сварка трубопроводов в труднодоступных местах) и т. д.
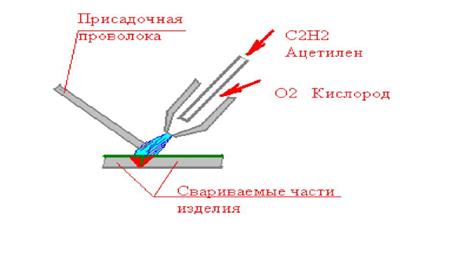
Рис. 4.4. Газовая сварка
Кислород и ацетилен обычно поступают из баллонов, которые транспортируются к месту сварки.
Применение современных концентрированных источников тепловой энергии позволило разработать новые виды сварки, электроннолучевую и лазерную (рис.4.5), отличающиеся локальностью воздействия на обрабатываемый материал, позволяющие сваривать зачастую разнородные металлы с высокой производительностью. При этом зона расплавления может быть значительно меньше, что повышает качество соединения.
Применяются данные виды сварки в аэрокосмической, судостроительной промышленности, в атомном и общем машиностроении.
![]() Электронная пушка
Электронная пушка
Поток
электронов ОКГ
Фокусирующая
– оптика
+
Зона
сварки
Вакуум
Свариваемые части
заготовки
а
Свариваемые части б
заготовки
![]()
в
Рис. 4.5. Схема электронно-лучевой (а), лазерной (б) сварки и виды
сварных швов при рпазличных видах сварки (в)
4.2.5. Термомеханическая сварка.
Самым древнейшим способом соединения стальных заготовок является кузнечная сварка (рис. 4.6), при которой заготовки при высокой температуре совместно проковываются, разделяющая их пленка окислов железа разрушается, а в результате пластической деформации кристаллы металла из различных частей заготовки сближаются и происходит их соединение.

Рис. 4.6. Схема кузнечной (термомеханической) сварки
Электроконтактные виды сварки (рис.4.7) основаны на нагреве зоны контакта двух частей заготовки в зоне их стыка при их механическом сдавливании. Процесс может быть реализован, если электрическое сопротивление контакта заготовок превышает сопротивление всей электрической цепи. Тогда в зоне контакта будет выделяться тепловая мощность W = I 2 ∙ Rk
где I - величина электрического тока в цепи;
Rk - сопротивление контакта.
а б в
Рис. 4.7. Виды электроконтактной сварки
Такими способами сваривают прутки из различных металлов встык ( при производстве инструмента), листовой материал ( кузова автомобилей, корпусные изделия из тонколистового материала и т.д.).
Технологические возможности методов сварки .
1. Свариваемые материалы. Методы сварки практически позволяют соединять все виды металлов и даже неметаллов. Однако каждый конкретный метод сварки предназначен для сварки определенного набора материалов.
2. Форма. Сварка позволяет получать изделия самой сложной формы, что и естественно, так как соединяя между собой даже части простейшей формы можно получить сколь угодно сложную по форме конструкцию. Так телевышка, мост состоят из простейших по форме деталей стержневой формы.
3. Размеры. Не ограничены. Пролеты мостов, вышки длиной сотни метров, а сварные трубопроводы для нефти и газа - сотни километров.
В то же время сварка применяется и в микроэлектронике для соединения изделий размером менее 0,01мм.
4. Точность. Данный параметр определяется в очень широких пределах. Если электродуговая сварка приводит к значительной тепловой деформации заготовки и точность ее весьма невелика - допустимые отклонения выше 0.1мм и могут составлять более 1 мм, то в микроэлектронике погрешность может не превышать 0.01мм.
5. Шероховатость. Шероховатость наиболее распространенных видов сварки весьма высока и превышает 0,1мм. Поэтому сварные швы на важных в функциональном отношении поверхностях обрабатываются механически, например, шлифованием. Так при сварке труб для газопровода или нефтепровода образующиеся неровности на внутренней поверхности трубы приводят к увеличению сопротивления прокачиванию. Поэтому они должны быть обработаны, что в технологическом отношении представляет определенные трудности.
Л Е К Ц И Я № 12
4.3. Получение неразъемных соединений пайкой
Пайкой называется процесс соединения металлических деталей, находящихся в твердом состоянии с помощью расплавленного металла, имеющего более низкую температуру плавления.
В процессе пайки швы между соединяемыми деталями заполняются расплавленными припоями — специальными металлическими сплавами, которые, затвердевая при охлаждении, прочно соединяют детали друг с другом.
Для достижения хорошего качества пайки необходимо тщательно подогнать друг к другу соединяемые поверхности, так чтобы шов был как можно тоньше и полностью заполнялся бы расплавленным припоем.
Поверхности спаиваемых деталей необходимо перед пайкой тщательно очистить от ржавчины, грязи, жира, лакокрасочных покрытий, эмали, остатков старого припоя к т. п. Такую механическую очистку производят напильниками, металлическими щетками, шаберами, наждачной бумагой.
При спаивании проводов зачистку в месте пайки производят ножами или лезвиями безопасных бритв.
Чтобы предохранить поверхности спаиваемых деталей от окисления в процессе пайки, их покрывают жидкими, пастообразными или твердыми веществами — флюсами.
Запаянный шов должен быть чистым, сплошным и без наплывов излишнего припоя.
Наиболее эффективна пайка при соединении разнородных металлов: медь - сталь, латунь-сталь и других. Присадочные материалы, применяемые при пайке, называются припоями.
Все припои, применяемые при пайке, в зависимости от температуры плавления подразделяются на твердые ( t пл. > 5500 С и σраст. до 50 кГс/мм2 ), обеспечивающие высокую прочность соединения, и мягкие (tпл. < 400°С и σраст. = 5-7 кГс/мм2 ). К твердым припоям относятся сравнительно тугоплавкие медно-цинковые (tпл. = 875-1100°C) и серебряные припои (температура плавления от 690 до 800° и выше). Твердые припои в работах юных техников применяются редко, и потому на их использовании мы не останавливаемся.
Мягкие оловянно-свинцовые припои (табл. 4.1) имеют температуру плавления, не превышающую 300°, и представляют собою, как показывает их название, сплавы олова и свинца. В эти припои для понижения температуры плавления добавляют небольшие количества висмута и кадмия, а для увеличения прочности немного сурьмы (1,5—2,5%). Для температур пайки 150-1700 С используют сплавы олова, свинца, висмута, кадмия.
Для пайки стальных и медных деталей применяют медно-цинковые припои. Из легкоплавких припоев наибольшее распространение получили серебрянные припои. Швы, выполненные серебрянными припоями, обладают высокой коррозионной стойкостью, имеют высокую вязкость, хорошо работают при изгибе, ударе, вибрациях. Недостаток - высокая стоимость серебра. Серебряные припои применяются для пайки всех черных и цветных металлов, кроме алюминия и цинка. Пайку алюминия производят припоями, созданными на основе алюминия с кремнием и медью.
Таблица 4.1
Оловянно-свинцовые и оловянные припои
| Марка |
Основные компоненты, % (свинец — остальное) |
Температура плавления, °С |
Назначение |
||
| олово |
другие элементы |
солидус |
лик- видус |
||
| ПОС-90 |
90 |
- |
183 |
220 |
Пайка и лужение пищевой посуды и медицинской аппаратуры |
| ПОС-61 |
60 |
- |
183 |
190 |
Пайка и лужение электро- и радиоаппаратуры, печатных систем |
| ПОС-40 |
40 |
- |
183 |
238 |
Пайка деталей из оцинкованного железа |
| ПОС- 61 М |
60 |
Медь 2 |
183 |
192 |
Пайка тонкой медной проволоки и фольги |
| ПОССу-50-0,5 |
50 |
Сурьма до 0,5 % |
183 |
216 |
|
| ПОССу-30-0,5 |
30 |
То же |
183 |
255 |
Пайка листового цинка, радиаторов |
| ПОССу-40-2 |
40 |
Сурьма 1,5-2,0 % |
185 |
229 |
Пайка холодильных установок |
| ПОССу-18-2 |
18 |
Сурьма 1,5-2,0 % |
186 |
270 |
Пайка в автомобильной промышленности |
| ПОССу-4-6 |
4 |
Сурьма 5,0-6,0 % |
244 |
270 |
Пайка и лужение в автомобильной промышленности |
| П250А |
80 |
Цинк 20 % |
200 |
280 |
Пайка деталей из алюминиевых сплавов |
При соединении проводов, электрических шнуров и разных мелких деталей очень удобно производить пайку при помощи специальных паяльных паст. В таких пастах измельченный в мелкий порошок припой заранее в определенных пропорциях смешан с флюсом. При пайке небольших деталей, например проводов, можно обойтись без паяльника: зачищенные и соединенные детали покрываются по швам слоем пасты, после чего место соединения прогревается над пламенем спиртовки, таблетки сухого спирта, свечки или даже спички до тех пор, пока не расплавится припой.
Хорошую бескислотную паяльную пасту для пайки радиоаппаратуры, точных приборов и электрических проводов можно приготовить, растирая порошок или опилки припоя с небольшим количеством глицерина.
Наиболее употребительный флюс при пайке оловянно-сввнцовьши припоями — раствор хлористого цинка. Его можно получить, растворив одну часть хлористого цинка в трех-четырех частях дождевой или кипяченой воды. Однако чаще всего раствор хлористого цинка получают при помощи так называемого «травления» соляной кислоты металлическим цинком (почему этот раствор обычно называют «травленой кислотой»).
Для получения «травленой кислоты» пять частей концентрированной соляной кислоты разбавляют пятью частями мягкой воды (для этого необходимо кислоту подливать в воду, а не наоборот). В раствор добавляют (подальше от огня) одну часть нарезанного мелкими кусочками металлического цинка. В результате химической реакции выделяется водород. Жидкость, как говорят, «кипит». Чтобы брызги кислоты при этом не попали на тело или одежду, приготовление травленой кислоты нужно производить в посуде достаточно большого объема. В растворе не должно быть соляной кислоты, так как она по окончании пайки будет разрушать металл. Поэтому при приготовлении травленой кислоты цинк следует брать с некоторым избытком.
Для предохранения поверхности изделий от ржавления под действием хлористого' цинка к готовому раствору добавляют около 30% нашатырного спирта. Вливать нашатырный спирт нужно постепенно, по каплям, непрерывно взбалтывая при этом жидкость.
При пайке различных приборов, телефонной и телеграфной аппаратуры, радиолюбительских конструкций в качестве флюса в большинстве случаев применяют канифоль. Она не только предохраняет поверхность металла от окисления в процессе паяния, но, покрывая тонким слоем запаянный шов, служит также хорошей защитой от коррозии. Остатки канифоли на запаянных деталях не гигроскопичны и не проводят электрического тока, чего нельзя сказать о многих других флюсах.
В качестве флюса используют кусковую либо порошковую канифоль. Иногда применяют жидкий канифольный флюс — раствор канифоли в денатурированном спирте.
Простой паяльник в процессе работы периодически нагревают на примусе, газовой горелке, в пламени паяльной лампы и т. п. Электрические паяльники нагреваются непрерывно в процессе работы. Степень нагрева паяльника практически определяется прикосновением его рабочего ребра к куску нашатыря или кусочку припоя; если нашатырь при этом дымит, а припой расплавляется, то нагрев паяльника достаточен.
Для работы рабочие грани паяльника предварительно залуживают, то-есть покрывают тонким сплошным блестящим слоем припоя. Благодаря такой полуде к рабочим граням разогретого паяльника в процессе работы пристает припой.
Слой полуды . время от времени приходится возобновлять. Залуживание паяльника удобно вести на куске нашатыря, в котором сделано углубление для припоя.
При паянии мягкими припоями работа производится следующим образом. На подготовленную поверхность шва наносят соответствующий флюс. Рабочие грани нагретого до'нужной температуры (350—400°) паяльника быстро натирают о кусок нашатыря. Затем одной из рабочих граней паяльника нажимают на кусочек припоя. Как только он расплавится и капельки припоя прилипнут к рабочим граням, медленно проводят паяльником по спаиваемому шву.
Для быстрой и непрерывной передачи тепла, необходимой для прогревания металла по линии шва, паяльник должен касаться поверхности деталей не узким ребром (жалом), а всей плоскостью одной из своих рабочих граней.
Необходимо тщательно следить за тем, чтобы расположение спаиваемых деталей и во время паяния и до полного остывания припоя оставалось неизменным. С этой целью применяют различные приспособления для временного скрепления соединяемых деталей — тиски, зажимы, струбцинки. Мелкие детали придерживают во время паяния плоскогубцами или укладывают на дощечку и прижимают друг к другу палочкой. При пайке некоторых мелких деталей, например проволочных выводов, сопротивлений, катушек и конденсаторов в радиоконструкциях, удобно придерживать детали при помощи обыкновенного пинцета, на концы которого надеты небольшие деревянные брусочки.
Чтобы ускорить остывание и затвердение припоя, поверхность швов после нанесения припоя смачивается паяльной жидкостью или водой. В тех случаях, когда пайка производилась с применением кислотных флюсов, детали, чтобы избежать коррозии, необходимо тщательно промыть горячей водой и просушить.
В радио- и электротехнических кружках часто приходится спаивать проводники, так как многие детали (катушки, сопротивления, конденсаторы и т. п.) имеют проволочные выводы.
Чтобы залудить конец провода, его зачищают, укладывают на кусок канифоли и проводят по нему паяльником, на который предварительно набирают припой. Применяют и другой способ: на паяльник берут каплю припоя, прикасаются им к канифоли и быстро, чтобы она ве успела выгореть, натирают концом паяльника подготовленное для залуживания место.
При спайке двух проводов надо концы их залудить, приложить один конец к другому и залить соединение припоем. Если нужно произвести пайку проводников к неподвижно закрепленным деталям (например, к лепесткам панелек), то при залуживании удобно пользоваться палочкой с кусочком канифоли аа конце. Залуженные детали соединяют и к этому месту прижимают горячий паяльник с припоем.
В процессе пайки используют флюсы, предохраняющие поверхности детали от окисления. Флюсы должны расплавляться при температуре на 50°С ниже температуры плавления припоя.
При пайке мягкими припоями флюсом может быть водный раствор Хлористого цинка, хлористого- аммония (нашатыря) или их эвтектические смеси, канифоль.
Для тугоплавких припоев флюсом является бура ( Na2 B4 O4 ) На практике чаще всего используют не чистую буру, а раствор её с борной кислотой.
4.4. Клеевые неразъемные соединения
Клеи состоят из основных связывающих материалов, растворителей, наполнителей и отвердителей.
Основные связывающие вещества обладают адгезионными и когезион-нымя свойствами, обеспечивая необходимую прочность соединения.
Растворители - легко испаряющиеся вещества служат для регулирования вязкости клея.
Наполнители - увеличивают прочность клеевой прослойки, уменьшают усадку и коэффициент температурного расширения.
Отвердители - ускоряют процесс отвердения клея, делая его удобным в применении.
Для разъемных соединений применяют клеи на основе термопластичных смол, а для неразъемных - на основе фенольных и эпоксидных термореактивных смол. Для приклеивания резины к металлу применяет силиконовые смолы, устойчивые к действию высоких температур (250-3150 С), Прочность клеевого шва в 2-3 раза выше, чем заклепочного, а при переменных нагрузках - в 6-10 раз. Прочность клеевого шва сохраняется в бензине, ацетоне, бензоле, метиловом спирте.
К недостаткам клеевых соединений относятся: незначительная тепловая стойкость (при температуре выше +90°С прочность их резко снижается), склонность к ползучести при длительном воздействии больших статических нагрузок, длительные сроки сушки, необходимость нагрева для получения стойких и герметичных соединений, низкая прочность на сдвиг и др.
Надежное соединение деталей малой толщины, как правило, возможно только склеиванием.
Клеевые соединения осуществляют различными способами. Чаще всего применяется соединение внахлестку и в стык с помощью планки, втулки.
Наиболее распространенные клеевые соединения показаны на рис. 4.8.
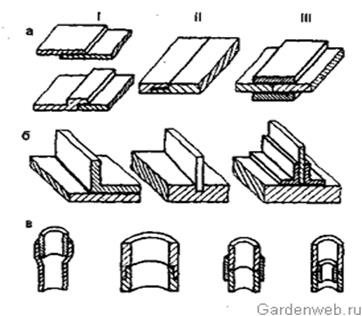
Рис. 4.8. Рекомендуеым еконструктивные формы клеевых соединений:
а — плоскостные; б — тавровые; в — цилиндрические: I — нахлесточ
ные соединения; II — врезные (шпунтовые); III — стыковые
Клеевые соединения осуществляют различными способами. Чаще всего применяется соединение внахлестку и в стык с помощью планки, втулки.
Наиболее распространенные клеевые соединения показаны на рис. 4.8.
Существуют различные виды клеев. Наиболее известен клей БФ, выпускаемый под марками БФ-2, БФ-4, БФ-6.
Универсальный клей БФ-2 применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов. Механическая прочность сохраняется при нагреве до температуры не более 800 С. Этот клей применяют для заделки трещин в неответвленных местах чугунных корпусов, для упрочнения неподвижных сопряжений, для крепления накладок на дисках муфт сцепления и др.
Клей БФ-2 бензо- и маслостоек, является хорошим диэлектриком, защищает склеенные поверхности от коррозии. Хранят в закупоренной посуде, берегут от попадания воды, огнеопасен.
Клей БФ-2 в жидком виде наносят на подготовленные поверхности соединяемых деталей возможно более тонким слоем. Затем получившаяся пленка клея сушится «до отлипа» при температуре 20— 60 С в течение 50—60 мин. Наносится второй слой, вновь сушится, затем наносится третий слой и склеиваемые детали соединяют и сушат при температуре 40—150 °С в течение 30—60 мин при давлении 1— 2МПа(10—20кгс/см2 ).
Он обладает высокой прочностью и стойкостью. На склеенное этим клеем место не действует керосин, смазочные масла, вода. Часто этим клеем закрепляют накладки к тормозным колодкам автомобилей.
Клей ВС-ЮТ выпускается в готовом для употребления виде. Хранят его в герметичной посуде в темном помещении в течение шести месяцев (сохраняет клеящие свойства).
Клей ВС-10Т наносится в жидком виде в один-два слоя. После нанесения первого слоя сушка при нормальной температуре в течение часа, а затем наносится второй слой; детали соединяют и сушат при температуре 140—180°С в течение 1—2 ч при давлении 50—200 КПа (0,5—2,0 кгс/см2 ).
Карбинольный клей может быть в жидком или пастообразном состоянии (с наполнителем). Основа этого клея — сироп карбинольный, к которому добавляют перекись бензола. Клей пригоден для соединения стали, чугуна, алюминия, фарфора, эбонита и пластмасс; обеспечивает прочность склеивания только при использовании его в течение 3—5 ч после приготовления. Механическая прочность швов, выполненных карбинольный клеем, сохраняется при температуре до +60°С.
Детали, склеенные карбинолом, сушат на воздухе в течение одних суток. Карбинольный клей бензо- и маслостоек, не поддается воздействию кислот и щелочей, воды, спирта и ацетона. Применяют для склеивания деталей карбюраторов, аккумуляторных банок и других работ.
Пастообразный карбинольный клей применяют преимущественно для склеивания мрамора, фарф0’ ра, пористых материалов, для заделки трещин, отверстий и т. д.
Бакелитовый лак — раствор смол в этиловом спирте. Детали, склеенные бакелитовым лаком, сушат при температуре 140—160°С. Хранят бакелитовый лак в закрытой посуде при температуре не свыше 30°С в темном месте. Применяют для наклейки накладок на диски муфт сцепления.
Пластмассовые и стеклянные детали склеивают карбинольным клеем и бакелитовым лаком.
Эпоксидные клеи устраняют необходимость тепловой обработки склеиваемых деталей; применяют эпоксидные клеевые составы, затвердевающие при температуре 18—20°С.
Для приготовления этих составов в эпоксидные смолы (ЭД-5, ЭД-6, ЭД-40) добавляют отвердитель — полиэтилен-полиамин (примерно 10 вес. ч. на 100 вес. ч. эпоксидной смолы), дибутилфталат (10—15 вес. ч. на 100 вес. ч. эпоксидной смолы) и наполнитель, в качестве кото: рого используют алюминиевую или бронзовую пудру, стальной или чугунный порошок, портландцемент, сажу, стекловолокно и т. д. Наполнители увеличивают вязкость эпоксидного состава и повышают прочность клеевого шва.
Термостойкие клеи применяют для склеивания Деталей из различных металлов, работающих в условиях высоких температур и вибраций. Клей ВК-200 применяют для склеивания из металлов и металлических материалов деталей, работающих непрерывно до 300 ч при 200’ С и до 20 ч при 300 °С.
Клеи наносят в два слоя. После нанесения первого материалы, соединяемые клеем ВК-32-200, могут работать в интервале температур от +60 до 120°С. Клей стоек против бензина, минерального масла и воды. В течение четырех месяцев материалы, соединенные этим клеем, могут работать в условиях, близких к тропическим (при влажности 90% и температуре 50°С), без заметных снижений прочности соединения.
Клеем ИПЭ-9 соединяют металлы, керамику, резину и другие материалы. Соединения очень прочны при температуре 300°С.
Клей БФК-9 обладает высокой термостойкостью, применяют для соединения металлов с неметаллами. Клей наносят на обе поверхности тонким слоем и просушивают в течение одного часа при температуре 20°С и 15 мин при температуре 60°С. Затем наносят второй слой и просушивают в течение того же времени.
Технологический процесс клеевого соединения деталей независимо от его конструкции, разнообразия склеиваемых материалов и марок клеев состоит из следующих этапов:
- подготовка поверхностей к склеиванию — взаимная подгонка, очистка от пыли и жира и придание необходимой шероховатости;
- нанесение клея кистью, шпателем, пульверизатором;
- выдержка после нанесения клея (время выдержки в зависимости от сортов клея и материала склеиваемы деталей колеблется от 5 мин до 30 ч и выше);
- затвердевание клея (используют печи с обогревом газами, пелки, установки с электронагревателями, уставки т. в. ч. и др.);
- температурный режим колеблется от +25 до 250°С и выше;
- контроль качества к левых соединений проводят ультразвуковыми установками, лупой, подготовленными образцами.
Основной дефект, который часто имеет место при склеивании, — так называемый «непроклей» (участки, на которых не осуществилось соединение склеиванием).
Причины непрочности клеевых соединений: – плохая очистка склеиваемых поверхностей; – неравномерное нанесение слоя на склеиваемые поверхности, отдельные участки поверхности клеем не смазаны или смазаны густо; – затвердевание нанесенного на поверхности клея до их соединения; – недостаточное давление на соединяемые части склеиваемых деталей; – неправильный температурный режим и недостаточное время сушки соединенных частей.
4.5. Заклепочное соединение
При помощи заклепок обычно соединяются детали из листового и полосового металла сравнительно небольшой толщины. Различают два вида соединения деталей: внахлестку, когда два листа (или две полосы) металла находят краями один на другой, и соединение встык, при котором детали соприкасаются торцами, а для их соединения используются металлические накладки, перекрывающие шов. Эти накладки могут быть односторонние и двусторонние.
В конструкциях заклепки обычно ставят в один ряд (однорядный заклепочный шов) и в два ряда (двухрядный шов). В двухрядном шве заклепки располагают в шахматном порядке.
Для заклепочных соединений применяются заклепки из того же материала, что и соединяемые детали.
Для соединения деталей между собою в них после тщательной разметки просверливают сквозные отверстия, в которые вставляют заклепки.
Если для соединения используется большое число заклепок, то необходимо следить за тем, чтобы не произошло смещения деталей в процессе сверления отверстий. Для этого обычно просверливают сначала только два-три отверстия и временно соединяют детали при помощи фиксаторных болтов.
Устанавливают заклепки так: заклепку вставляют в заготовленное для нее сквозное отверстие и укладывают детали головкой заклепки, вниз на наковальню, настольную стальную плиту или другую массивную металлическую подкладку. Убедившись, что соединяемые детали плотно прилегают друг к другу, осаживают свободный конец заклепки ударами молотка, направленными по ее оси. Затем частыми и легкими ударами молотка с разных сторон и под разными углами к оси заклепки формуют вторую головку (ее принято называть замыкающей головкой).
Чтобы закладная головка заклепки в процессе работы не была смята, ее помещают на специальную поддержку, зажатую вертикально в тиски или вставленную в специальное отверстие наковальни. Поддержка представляет собою массивный стальной стержень, на верхнем конце которого имеется углубление, соответствующее по форме и величине головке заклепки. Поддержку легко можно заменить любой массивной стальной деталью. В Этом случае на ней специально заточенным сверлом соответствующего диаметра высверливают небольшое углубление.
Чтобы придать расклепываемой замыкающей головке заклепки правильную форму, используют оправку (обжимку) — стальной стержень, имеющий на нижнем конце углубление (лунку), точно соответствующее головке заклепки. Оправку ставят на расклепываемую головку и ударами молотка придают последней нужную форму.
Соединяемые заклепками детали должны быть хорошо пригнаны и плотно прижаты друг к другу до расклепывания заклепок, в противном случае шов может получиться неплотным. Слишком большая длина стержня заклепки приводит к образованию перекосов, тогда как недостаточная его длина снижает прочность замыкающей головки заклепки и, следовательно, прочность всего соединения. Длину заклепки надо подбирать так, чтобы подлежащий расклепыванию конец стержня выступал над поверхностью детали примерно на длину, равную диаметру заклепки.
Большое значение для качества соединения имеет, также соответствие диаметра отверстия, высверленного в деталях, диаметру самой заклепки: последняя должна плотно входить в это отверстие.
Стержень заклепки срезают перпендикулярно к ее оси. При косом срезе заклепка при расклепывании легко искривляется и соединение получается недостаточно прочным.
При склепывании тонких. листов металла лучшие результаты дает применение заклепок с плоскими головками. При склепывании деталей из жести и тонкого листового алюминия под обе головки каждой, заклепки обыкновенно подкладывают шайбы.
Если соединение не должно быть особенно прочным, а в материале могут быть отверстия, склепывание тонких листов общей толщиной до 2—3 мм можно производить при помощи обувных блочков (пистонов). Для закрепления (развальцовки) таких блочков применяют кернер.
При соединении деталей из тонкого листового материала с массивными деталями основная головка заклепки (то-есть закладная головка) должна располагаться со стороны более тонкого материала.
Заклепочные соединения обеспечивают прочное и плотное соединение. Пример формирования заклепочного соединения показан на рис. 4.9. В отверстие соединяемых листов 5 устанавливают заклепку, имеющую с одной стороны закладную голову 2, которую устанавливают в поддержку I. Замыкающую головку 3 получают обжимом на прессе пневматическим или электрическим бойком 4. Для уменьшения усилия клепки её часто ведут с предварительным нагревом. Для соединения неметаллических материалов применяют пустотелые (трубчатые) заклепки. Замыкающую головку в этом случае формируют вальцовкой.
![]() 4 1
4 1
Р
3 2
5
Рис. 4.9. Схема получения заклепочного соединения.
4.10 Получение неразъемного соединения посадкой
с натягом
Посадка с натягом – это посадка, при которой всегда гарантируется натяг, т. е. размер вала всегда больше размера отверстия (рис. 4.10).
 Рис. 4.10. Схемы полей допусков посадок с зазором (а), с натягом (б) и переходных (в)
Рис. 4.10. Схемы полей допусков посадок с зазором (а), с натягом (б) и переходных (в)
Наибольший, наименьший и средний натяги определяют по формулам.
![]()
![]()
 (1.6)
(1.6)
где Nmax – наибольший (максимальный) натяг в сопряжении;
Сборка неподвижных соединений с натягом производится как для передачи осевого усилия, крутящего момента или колебаний, так и для удержания одной детали в другой без дополнительного крепления.
Как правило, неподвижные соединения с натягом собирают на заводах-изготовителях, однако в отдельных случаях соединение муфт с концами валов, зубчатых колес с валами, зубчатых венцов со ступицами колес, колец подшипников качения с сопряженными деталями выполняют и при монтаже.
Соединение деталей выполняют путем приложения осевых усилий, обеспечивающих запрессовку, или с использованием температурных деформаций, образуемых за счет значительного различия температуры сопрягаемых деталей.
Соединения первого вида по прочности уступают вторым: взаимное смятие при запрессовке оставшихся после механической обработки неровностей снижает коэффициент трения в соединении.
Поэтому запрессовку следует применять только для соединения небольших деталей типа втулок, пальцев, подшипников качения или трех деталей, когда применение нагрева для соединения двух сопряженных деталей к третьей исключается.
Л Е К Ц И Я № 13
4.11 Контроль качества неразъемных соединений
Качество - это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять потребности в соответствии с ее назначением. Это категория относительная и комплексная. Требования, предъявляемые к изделиям различного назначения, не могут быть одинаковыми. Качество сварных соединений оценивается совокупностью показателей: прочностью, пластичностью, коррозионной стойкостью, структурой металла шва и околошовной зоны, числом дефектов, числом и характером исправлений, вероятностью безотказной работы за заданное время и т.д.
Для получения качественных сварных конструкций на всех этапах их изготовления применяются различные методы контроля, обеспечивающие обнаружение дефектов и их предупреждение.
Контроль сборочных работ состоит из проверки размеров, качества выполнения отдельных операций (соединений) в испытания соединений на прочность и герметичность.
При проверке качества изделий выявляют различные дефекты. Наиболее распространёнными дефектами являются дефекты сварных швов (рис. 4.11).
Обычно по воздействию на материал или изделие все методы контроля разделяются на две большие группы – разрушающие и неразрушающие .
К разрушающим относят механические, металлографические и коррозионные испытания. Механические испытания сварных соединений и металла шва включают растяжение, изгиб, сплющивание и другие виды разрушения, которые количественно характеризуют прочность, качество и надежность соединений. По характеру нагрузки предусматривают статические, динамические и усталостные испытания. Разрушающие испытания проводят обычно на образцах-свидетелях и реже – на самих изделиях. Образцы-свидетели сваривают из того материала и по той же технологии, что и сварные соединения изделий.
Неразрушающие методы используют для проверки качества швов без их разрушения. При неразрушающих испытаниях, осуществляемых обычно на самих изделиях, оценивают те или иные физические свойства, косвенно характеризующие прочность или надежность соединений. Эти свойства, а точнее их изменение, обычно связаны с наличием дефектов. В связи с этим с помощью данных методов можно узнать местоположение дефектов, их размер и характер, что объясняет их обобщенное название – дефектоскопия. Все неразрушающие методы дефектоскопии различаются физическими явлениями, положенными в их основу.
Общая схема неразрушающего контроля (рис. 4.11) включает:
объект контроля О;
излучающий И и приемный П преобразователи;
излучатель СИ и приемник СП сигналов;
индикаторное устройство ИУ.
Рис. 4.11. Общая схема неразрушающего контроля
Сигналы от излучателя и приемника поступают на индикаторное устройство и служат для принятия решения Р о дефектности или качестве объекта. В настоящее время при контроле сварных соединений и изделий применяются в той или иной мере все перечисленные методы оценки качества, так как универсального не существует. Поэтому важен не только правильный выбор метода контроля, но и их комбинация, сочетание неразрушающих и разрушающих испытаний. Главными критериями при этом должны быть выявляемость наиболее опасных дефектов данным методом, стоимость и производительность контроля. Оптимальным будет такое их сочетание, которое обеспечивает достаточно высокое качество соединений при минимальных затратах и необходимой производительности контроля.
Методы НРК подразделяются на следующие виды: акустические, вихретоковые, магнитные, оптические проникающими веществами (капиллярные и течеисканием), радиационные, радиоволновые, тепловые, электрические. При контроле сварных соединений чаще применяются четыре метода: радиационные, акустические, магнитные и испытания проникающими веществами.
К неразрушающим методам близки так называемые безобразцовые испытания, сопровождающиеся небольшими нарушениями целостности материала, но не изделия в целом (например, измерение твердости), внешний осмотр, а также контроль параметров процесса сварки.
![]()
в
а
б г
Рис. 4.12. Дефекты сварных швов
а – непровар; б – смещение кромок; в – подрез шва;
г – отсутствие валика шва.
Другими сварочными дефектами являются трещины, поры, пустоты при нарушении технологического процесса сварки, а именно: нарушение режима нагрева, выделение газов из сварочной ванны при затвердении. Вследствие увеличения сварочного тока возникают прожоги, что бывает при сварке тонких листов. Недостаточная сила тока или мощность горелки вызывают непровары. Из-за неравномерного разогрева или охлаждения изделий возникают искривления и коробления.
Основными дефектами паяных соединений являются пустоты и пористости, которые нарушают непрерывность шва и значительно ухудшают прочность соединения. Основной причиной появления этих дефектов является фнюс, который, разлагаясь выделяет газ, а его пузырьки остаются в соединении.
Качество соединений проверяют одним из следующих методов: внешней осмотр, люминисцентная дефектоскопия, цветная дефектоскопия, механические испытания образцов, металлографический анализ, испытание на межкристаллитную коррозию, магнитная дефектоскопия, ультразвуковая дефектоскопия, просвечивание рентгеновскими лучами и гамма-лучами.
4.7.1. Внешний осмотр
Внешним осмотром проверяют качество поверхностей, размеры и качество сварных швов и клеевых соединений. Проверку производят с использованием универсальных или специальных измерительных инструментов. При внешнем осмотре выявляют трещины, вмятины, непровары и другие грубые дефекты.
Кроме отклонений размеров при внешнем осмотре шва выявляют: трещины, выходящие на поверхность шва, а также основного металла в зоне термического влияния сварки; пористость наружной поверхности; смещение кромок при стыковке продольных и поперечных швов неравномерность высоты в ширины шва; раковины и вмятины на поверхности листов, сваренных контактной сваркой.
Эти дефекты выявляют при помощи простейших оптических приборов лупы или переносного микроскопа.
4.7.2. Люминисцентная дефектоскопия
Предназначена для выявления дефектов сварки или пайки, выходящих на поверхность изделий. Этим методом проверяют изделия из металла, пластмасс и керамики. Сущность метода заключается в следующем. На проверяемую поверхность наносится раствор с флюорисцирующим веществом. В раствор входят бензин или бензол, керосин, трансформаторное масло или вазелиновое масло и флюорисцирующий краситель. Затем изделие моют так, чтобы люминисцентная жидкость смылась только с поверхности детали, сушат и посыпают измельченным селикагелем, впитывающим в себя остатки люминисцирующего вещества, оставшегося в трещинах. Изделие облучают ультрафиолетовыми лучами. Выходящие на поверхность дефекты, заполненные люминисцирующей жидкостью, светятся ярким зеленоватым цветом.
4.7.3. Цветная дефектоскопия
Изделие погружают в жидкость, состоящую из керосина, масла и красной или красно-оранжевой краски. Через 5-10 минут изделие промывавают холодной водой и покрывают тонким слоем мелового раствора и сушат. Слой мела высыхает, впитывая в себя жидкость с красящим веществом, которая в местах дефекта проступает вследствие капиллярности. Испытание сварных и паяных швов на непроницаемость производят керосином. С одной стороны на шов наносят водный раствор мела или каолина, а противоположную после высыхания 2-3 раза смазывают керосином. Дефекты обнаруживают по появлению жирных пятен на белой краске.
Керосином испытывают емкостные конструкции, работающие без давления. Емкостные конструкции, работающие под давлением, испытывают воздушно-аммалчной смесью, которую вводят под давлением в герметически закрытую емкость. На швы накладывают бумажные ленты, пропитанные 5 % - ным раствором азотнокислой ртути. Аммиак, проникая через трещины и поры, образует на ленте черные пятна. Вместо бумажных лент на шов можно наносить суспензию из порошка фенолфталеина, спирта и воды. При этом окраска получается красно-фиолетовая.
4.7.8. Механические испытания образцов
Механические испытания проводят в тех случаях, когда сварной шов, паяный или склеенный швы работают под нагрузкой. Образцы вырезают из контрольных пластин, изготавливаемых по той же технологии сварки, пайки и склеивания, что и основной стык.
Образцы испытывают на растяжение, загиб, усталость, чувствительность материала шва к старению, твердость, ударную вязкость.
Стыковые швы из листа толщиной менее 2 мм испытывают на ударный разрыв, а точечную сварку и заклепки испытывают на срез.
Испытания проводят в соответствии с требованиями соответствующих ГОСТов. Формы применяемых образцов показаны на рис.4.13.
![]()
а
б
в
д
г
Рис. 4.13. Образцы для механических испытаний: а – на растяжение; б – на ударный изгиб; в – на растяжение и изгиб; г – на испытание прочности точечной сварки; д – для проверки качества пайки.
Образцы для испытаний вырезают из пластин механической или газовой резкой.
4.7.9. Металлографические исследования
Металлографиче5ские исследования материалов проводят для соединений, работающих под давлением свыше 5 МПа (50 кгс/см2 ) с температурой нагрева более 450°С. В процессе исследования определяют сплошности швов, наличие трещин, пор, раковин, недоваров, шлаковых включений, структурный состав материала по зонам термического воздействия. Для проведения металлографического анализа изготавливают специальные шлифы. Различают - макроскопические исследования (при увеличении от 30 до 50 раз) и микроскопические (при увеличении от 50 до 2000 раз).
4.7.10. Магнитная дефектоскопия
Этот метод применим к изделиям из ферромагнитных материалов, т.к. перед контролем они долины быть намагничены. Намагничивание осуществляется одним из 3-х методов: циркулярный, полюсный и комбинированный.
Метод контроля основан на улавливании местных магнитных потоков рассеяния, образуюшихся над дефектными слоями. На намагниченное изделие (сварной или паяный шов) наносят ферромагнитный порошок. Дефектные места определяют по характеру распределения феррочастиц, которое фиксируется на ферропленке, расположенной между изделием и магнитом.
4.7.11 . Ультразвуковая дефектоскопия
Существует 2 метода ультразвуковой дефектоскопии: фиксация местных ослаблений ультразвука при прохождении через дефектные места и обнаружение дефекта по отражению ультразвука от дефекта. Оба метода основаны на свойстве ультразвука ослабевать или отражаться на градицах раздела двух сред. Проходя через изделие, ультразвуковая волна встречает на своем пути препятствие в виде пор, трешин, шлаковых включений и теряет свою энергию или отражается от границы раздела сред (материал-пустота). Если дефекта нет, энергия при прохождении через все изделие не изменяется. При наличии дефекта энергия ультразвуковой волны перед входом в изделие и на выходе из него будет разной. При использовании второго метода наличие дефекта определяется по разности пути прохождения ультразвуковой волны. Если дефекта нет, то ультразвуковая волна отразится от границы раздела сред на выходе из изделия. При наличия дефекта отражение ультразвуковой волны произойдет внутри изделия, а путь, пройденный ультразвуковой волной, будет меньше. Это указывает па наличие дефекта в изделии.
Недостаток метода: нельзя определить характер дефекта и его размеры.
4.7.13. Просвечивание рентгеновскими или гамма-лучами
На ркс. 4.14 показана схема просвечивания изделия ректгеновскими или гамма-лучами. Метод основан на способности проникновения электромагнитных колебаний малой длины волны в поверхность материала и проходить через него.

Экран
Кассета Пленка
Рис. 4.14. Схема просвечивания сварного шва рентгеновскими лучами
Глубина проникновения лучей зависит от плотности материала, а так как поры, раковины, непровары и другие дефкты менее плотны, то в этих местах наблюдается увеличение интенсивности проникновения лучей. Рентгеновские ила гамма-лучи проходят через контролируемую деталь и фиксируются, на фотопленке. Пленку проявляют. Почерневшие участки пленки означают дефекты, т.к. интенсивность лучей здесь была высокая.
Л Е К Ц И Я № 14
5. ОСНОВЫ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ
И ПОРОШКОВЫХ МАТЕРИАЛОВ
5.1. Общие сведения о композиционных материалах
Композиционные материалы - искусственно созданные материалы, которые состоят из двух или более компонентов, различающихся по составу и разделенных выраженной границей, и которые имеют новые свойства, запроектированные заранее.
Компоненты композиционного материала различны по геометрическому признаку.
Компонент, непрерывный во всем объеме композиционного материала, называется матрицей.
Компонент прерывистый, разделенный в объеме композиционного материала, называется арматурой.
Матрица придает требуемую форму изделию, влияет на создание свойств композиционного материала, защищает арматуру от механических повреждений и других воздействий среды.
В качестве матриц в композиционных материалах могут быть использованы металлы и их сплавы, полимеры органические и неорганические, керамические, углеродные и другие материалы. Свойства матрицы определяют технологические параметры процесса получения композиции и ее эксплуатационные свойства: плотность, удельную прочность, рабочую температуру, сопротивление усталостному разрушению и воздействию агрессивных сред.
Армирующие или упрочняющие компоненты равномерно распределены в матрице. Они, как правило, обладают высокой прочностью, твердостью и модулем упругости и по этим показателям значительно превосходят матрицу. Вместо термина армирующий компонент можно использовать термин наполнитель.
Композиционные материалы классифицируют по геометрии наполнителя, расположению его в матрице, природе компонентов.
По геометрии наполнителя композиционные материалы подразделяются на три группы:
с нуль-мерными наполнителями, размеры которых в трех измерениях имеют один и тот же порядок;
с одномерными наполнителями, один из размеров которых значительно превышает два других;
с двухмерными наполнителями, два размера которых значительно превышают третий.
По схеме расположения наполнителей выделяют три группы композиционных материалов:
с одноосным (линейным) расположением наполнителя в виде волокон, нитей, нитевидных кристаллов в матрице параллельно друг другу;
с двухосным (плоскостным) расположением армирующего наполнителя, матов из нитевидных кристаллов, фольги в матрице в параллельных плоскостях;
с трехосным (объемным) расположением армирующего наполнителя и отсутствием преимущественного направления в его расположении.
По природе компонентов композиционные материалы разделяются на четыре группы:
композиционные материалы, содержащие компонент из металлов или сплавов;
композиционные материалы, содержащие компонент из неорганических соединений оксидов, карбидов, нитридов и др.;
композиционные материалы, содержащие компонент из неметаллических элементов, углерода, бора и др.;
композиционные материалы, содержащие компонент из органических соединений эпоксидных, полиэфирных, фенольных и др.
Свойства композиционных материалов зависят не только от физико-химических свойств компонентов, но и от прочности связи между ними. Максимальная прочность достигается, если между матрицей и арматурой происходит образование твердых растворов или химических соединений.
В композиционных материалах с нуль-мерным наполнителем наибольшее распространение получила металлическая матрица. Композиции на металлической основе упрочняются равномерно распределенными дисперсными частицами различной дисперсности. Такие материалы отличаются изотропностью свойств.
В таких материалах матрица воспринимает всю нагрузку, а дисперсные частицы наполнителя препятствуют развитию пластической деформации. Эффективное упрочнение достигается при содержании 5... 10 % частиц наполнителя.
Армирующими наполнителями служат частицы тугоплавких оксидов, нитридов, боридов, карбидов.
Дисперсионно упрочненные композиционные материалы получают методами порошковой металлургии или вводят частицы армирующего порошка в жидкий расплав металла или сплава.
Промышленное применение нашли композиционные материалы на основе алюминия, упрочненные частицами оксида алюминия (А12 03 ). Их получают прессованием алюминиевой пудры с последующим спеканием (САП). Преимущества САП проявляются при температурах выше 300°С, когда алюминиевые сплавы разупрочняются. Дисперсионно упрочненные сплавы сохраняют эффект упрочнения до температуры 0,8 Т„7 .
Сплавы САП удовлетворительно деформируются, легко обрабатываются резанием, свариваются аргонодуговой и контактной сваркой. Из САП выпускают полуфабрикаты в виде листов, профилей, труб, фольги. Из них изготавливают лопатки компрессоров, вентиляторов и турбин, поршневые штоки.
В композиционных материалах с одномерными наполнителями упрочнителями являются одномерные элементы в форме нитевидных кристаллов, волокон, проволоки, которые скрепляются матрицей в единый монолит. Важно, чтобы прочные волокна были равномерно распределены в пластичной матрице. Для армирования композиционных материалов используют непрерывные дискретные волокна с размерами в поперечном сечении от долей до сотен микрометров.
Материалы, армированные нитевидными монокристаллами, были созданы в начале семидесятых годов для авиационных и космических конструкций. Основным способом выращивания нитевидных кристаллов является выращивание их из перенасыщенного пара (ПК-процесс). Для производства особо высокопрочных нитевидных кристаллов оксидов и других соединений осуществляется рост по П-Ж-К — механизму: направленный рост кристаллов происходит из парообразного состояния через промежуточную жидкую фазу.
Осуществляется создание нитевидных кристаллов вытягиванием жидкости через фильеры. Прочность кристаллов зависит от сечения и гладкости поверхности.
Композиционные материалы этого типа перспективны как высокожаропрочные материалы. Для увеличения к.п.д. тепловых машин лопатки газовых турбин изготавливают из никелевых сплавов, армированных нитями сапфира (А12 03 ), это позволяет значительно повысить температуру на входе в турбину (предел прочности сапфировых кристаллов при температуре 1680°С выше 700 МПа).
Армирование сопл ракет из порошков вольфрама и молибдена производят кристаллами сапфира как в виде войлока, так и отдельных волокон, в результате этого удалось удвоить прочность материала при температуре 1650°С. Армирование пропиточного полимера стеклотекстолитов нитевидными волокнами увеличивает их прочность. Армирование литого металла снижает его хрупкость в конструкциях. Перспективно упрочнение стекла неориентированными нитевидными кристаллами.
Для армирования композиционных материалов применяют металлическую проволоку из разных металлов: стали разного состава, вольфрама, ниобия, титана, магния - в зависимости от условий работы. Стальная проволока перерабатывается в тканые сетки, которые используются для получения композиционных материалов с ориентацией арматуры в двух направлениях.
Для армирования легких металлов применяются волокна бора, карбида кремния. Особенно ценными свойствами обладают углеродистые волокна, их применяют для армирования металлических, керамических и полимерных композиционных материалов.
Эвтектические композиционные материалы - сплавы эвтектического или близкого к эвтектическому состава, в которых упрочняющей фазой выступают ориентированные кристаллы, образующиеся в процессе направленной кристаллизации. В отличие от обычных композиционных материалов, эвтектические получают за одну операцию. Направленная ориентированная структура может быть получена на уже готовых изделиях. Форма образующихся кристаллов может быть в виде волокон или пластин. Способами направленной кристаллизации получают композиционные материалы на основе алюминия, магния, меди, кобальта, титана, ниобия и других элементов, поэтому они используются в широком интервале температур.
Полимерные композиционные материалы. Особенностью является то, что матрицу образуют различные полимеры, служащие связующими для арматуры, которая может быть в виде волокон, ткани, пленок, стеклотекстолита.
Формирование полимерных композиционных материалов осуществляется прессованием, литьем под давлением, экструзией, напылением.
Широкое применение находят смешанные полимерные композиционные материалы, куда входят металлические и полимерные составляющие, которые дополняют друг друга по свойствам. Например, подшипники, работающие в условиях сухого трения, изготовляют из комбинации фторопласта и бронзы, что обеспечивает самосмазываемость и отсутствие ползучести.
Созданы материалы на основе полиэтилена, полистирола с наполнителями в виде асбеста и других волокон, обладающие высокими прочностью и жесткостью.
Композиционные материалы изготавливают двух видов: на металлической и не металлической матрице:
5.1.1. Композиционные материалы с металлической матрицей
Композиционные материалы состоят из металлической матрицы (чаще Al, Mg, Ni и их сплавы), упрочненной высокопрочными волокнами (волокнистые материалы) или тонкодисперсными тугоплавкими частицами, не растворяющимися в основном металле (дисперсно-упрочненные материалы). Металлическая матрица связывает волокна (дисперсные частицы) в единое целое. Волокно (дисперсные частицы) плюс связка (матрица), составляющие ту или иную композицию, получили название композиционные материалы.
Композиционные материалы с металлической матрицей бывают дисперсионно-упрочненные и волокнистые.
Дисперсно-упрочненные материалы представляют собой композиционные спеченные материалы, содержащие искусственно вводимые в них высокодисперсные, равномерно распределенные частицы фаз, не взаимодействующих с матрицей и не растворяющихся в ней до температуры ее плавления.
Наиболее эффективное упрочение обеспечивается при содержании упрочняющей фазы в количестве 3 - 15%, размере ее частиц до 1мкм и среднем расстоянии между ними 0,1 -0,5 мкм.
Дисперсноупроченные материалы сохраняют микрогетерогенное строение и дислокационную структуру, а следовательно, и работоспособность до (0,9—0,95)Тпл матрицы. Высокая работоспособность дисперсноупроченных материалов при повышенных температурах объясняется тем, что при наличии в матрице второй фазы скольжение дислокаций в зернах металла становится возможным при больших напряжениях, границы зерен блокируются, а рост зерен затормаживается практически до температуры плавления матрицы.
При создании дисперноупроченных материалов выбирают фазу-упрочнитель и способ введения ее в матрицу.
Фаза-упрочнитель должна иметь высокую термодинамическую прочность, малую величину скорости диффузии компонентов фазы в матрицу, высокую чистоту и большую суммарную поверхность частиц. К упрочняющим фазам с такими свойствами относятся оксиды некоторых металлов (чаще всего А12 О3 , SiО2 , TоО2 , ZrО2 , Cr2 О3 ), карбиды, нитриды и другие соединения.
Способ введения частиц фазы-упрочнителя в матрицу влияет на структуру дисперсно-упрочненного материала, которая может быть дисперсной или агрегатной. Способами введения фазы-упрочнителя и получения смеси является:
- механическое смешивание порошков оксидов металла и упрочняющей фазы с последующим восстановлением оксидов основного металла;
- механическое смешивание порошков металла матрицы и упрочняющей фазы;
- поверхностным окислением порошка основного металла;
- химическое смешивание, предусматривающее совместное осаждение солей и их последующее восстановление с образованием металла и сохранением фазы-упрочнителя;
- внутренним окислением или азотированием порошков.
Первые три метода приводят к образованию агрегатной структуры, а последние два - к дисперсной.
В настоящее время разработаны и применяется целый ряд дисперсно-упрочненных материалов. В различных отраслях техники успешно используются алюминиевые, вольфрамовые, молибденовые, железные, медные, кобальтовые, хромовые, никелевые, бериллиевые, платиновые сплавы.
В алюминиевых сплавах в качестве упрочняющей фазы используется оксид алюминия Аl2 Оз, легко образующийся в результате "высокой склонности алюминия к поверхностному окислению и позволяющий получать равномерное распределение его в матрице. Содержание упрочняющей фазы (А12 0з) обычно находится в пределах 4 - 14%.
Длительная прочность дисперсно-упрочненных алюминиевых сплавов, называемых сплавами САП (спеченные алюминиевый порошок), при повышенных температурах превосходит прочность всех деформируемых алюминиевых сплавов. Все сплавы хорошо обрабатываются, их можно сваривать и паять.
Алюминиевые сплавы применяются в авиационной технике (обшивка гондол силовых установок в зоне выхлопа, жалюзи).
Вольфрамовые сплавы упрочняют обычно оксидами тория (ТпСь) в количестве 0,75-2,0%. Для повышения прочности и пластичности при низких температурах вводят рений в количестве 3—5%.
Дисперсно-упрочненные вольфрамовые сплавы широко используют в ракетно-космической технике.
Молибденовые сплавы упрочняют карбидами, нитридами, оксидами. Карбидное упрочнение дает возможность получить сплавы с высоким пределом прочности при температуре 1400 °С. При температурах выше 1500-1600 °С эти сплавы сильно разупрочняются из-за рекристаллизации.
Упрочнение сплава оксидом тория (Tо) дает высокий эффект даже в рекристализованном состоянии, а легированние вольфрамом и упрочнение карбидом тантала (ТаС) дает возможность получения сплава с высокими механическими свойствами при температурах 1600—2000 °С.
Дисперсно-упрочненные молибденовые сплавы применяются в авиационной технике.
Упрочненные железные сплавы получают введением в железо около 6% А12 03 . Это обеспечивает хорошие прочностные характеристики сплавов при
температурах 650-950 °С. Более высокие свойства имеют дисперсноупрочненные стали. Так, хромоалюминиевая сталь, упрочненная А12 Оз, и сложнолегированная, упрочненная ТЮ2 , имеют характеристики при температуре 650 °С почти вдвое выше, чем упрочненные железные сплавы.
Дисперсно-упрочненные стали превосходят литые по длительной прочности. Кроме того, в них снижается эффект охрупчивания под действием облучения. Поэтому они используются в реакторостроении, даже если они не имеют преимуществ перед стандартными материалами по прочности.
Медные упрочненные сплавы получают путем введения оксидов алюминия, бериллия и тория. Для сохранения электропроводности и пластичности содержание оксидов недолжно превышать 1,5-2,0%.
Дисперсно-упрочненная медь обладает высоким сопротивлением ползучести и высокой жаропрочностью, что позволяет использовать ее для изготовления деталей, работающих при повышенных температурах (детали теплообменников, электровакуумных приборов). Медь, содержащая включения тугоплавких соединений, применяется для изготовления электродов точечной и роликовой сварки.
При получении кобальтовых сплавов в качестве, упрочняющей фазы применяют в основном оксид тория (ThCb) с содержанием последнего 2—4%. Так, временное сопротивление кобальтовых сплавов с 2% ТЮ2 составляет 1020 МПа при 25 °С и 140 МПа при 1090 °С.
Для повышения пластичности сплавы кобальта легируют никелем, а для повышения окалиностойкости - хромом.
Никелевые сплавы получают путем упрочнения никеля оксидами тория (Th02 ) или гафния (НЮ2 ). Содержание упрочняющей фазы составляет 2-3%.
Дисперсно-упрочненные сплавы никеля очень технологичны. Их можно ковать, штамповать, вытягивать в широком интервале температур. Они обладают хорошей жаростойкостью и используются для изготовления деталей газовых турбин.
При получении дисперсно-упрочненных хромовых сплавов следует иметь ввиду, что хром при комнатной температуре имеет повышенную хрупкость, и температура перехода в пластичное состояние зависит от количества и формы примесей внедрения и размера зерна. Измельчение зерна при введении дисперсной фазы положительно влияет на технологические свойства хрома.
В качестве упрочняющей фазы могут использоваться оксиды тория (Тo2 ) и оксиды магния (MgO).
Положительно влияют на жаропрочность дисперсно-упрочненного хрома добавки марганца, молибдена, тантала, ниобия.
Дисперсно-упрочненные бериллиевые сплавы получают путем введения оксида бериллия (ВеО), используя склонность к поверхностному окислению промышленных бериллиевых порошков.
Высокое сопротивление текучести достигается при упрочнении сплавов карбидом бериллия (Ве2 С). При содержании 2,5% Ве2 С величина σт возрастает в 3 раза при 650°С по сравнению с чистым бериллием.
Дисперсно-упрочненные бериллиевые сплавы обладают высокой прочностью, высоким модулем упругости и большим коэффициентом рассеивания нейтронов.
Платиновые сплавы хорошо работают при высоких температурах в окислительной среде. Упрочнение их осуществляется оксидами (ТЮ2 ) или карбидами (TiC), содержание которых для сохранения пластичности должно быть минимальным.
Дисперсно-упрочненные платиновые сплавы используютсядля
изготовления нагревателей, термопар и термометров сопротивления.
Волокнистые композиционные материалы состоят из матрицы, которая содержит упрочняющие элементы в форме волокон (проволоки) или нитевидных кристаллов.
В волокнистых материалах матрица скрепляет волокна в единый монолит, защищая их от повреждений. Она является средой, передающей нагрузку на волокна, а в случае разрушения отдельных волокон перераспределяет напряжения.
Особенность волокнистой композиционной структуры заключается в равномерном распределении высокопрочных волокон в. пластичной матрице. Объемная доля волокон может колебаться от 15 до 25%. Поверхности раздела в волокнистых композиционных материалах рассматриваются как самостоятельный элемент структуры в которой происходят процессы растворения, образования и роста новых фаз. Здесь формируется связь между упрочняющим волокном и матрицей. От совершенства такой связи зависит уровень свойств волокнистых композиционных материалов.
В качестве методов получения композиционных материалов используются горячее прессование, пропитку жидким металлом, электроосаждение, экструдирование и прокатку, сварку взрывом, эвтектическую кристаллизацию.
В настоящее время наиболее широко применяются волокнистые композиционные материалы на основе алюминия, магния, титана и никеля.
На основе алюминия можно получить волокнистые композиции алюминий-сталь, алюминий-молибден, алюминий-карбид кремния, алюминий-углерод и другие.
Композиционный материал алюминий-сталь получают сваркой взрывом или горячим прессованием. Упрочняющим материалом является высокопрочная стальная проволока.
Разработана технология получения композиционных материалов на основе алюминия, легированного магнием и кремнием, армированного нитевидными кристаллами.
Технология получения композиции алюминий-углерод состоит в пропитке волокон углерода жидким металлом. Для обеспечения смачивания и ограничения взаимодействия между матрицей и волокном используют покрытия из борида титана, никеля, меди, тантала и других соединений. Покрытые волокна протягивают через расплав. Композиционные материалы, полученные пропиткой волокон углерода, покрытые боридом титана имеют σB = 1120 МПа .
Композиционные материалы на магниевой основе получают методами горячего прессования или диффузионной сварки, непрерывного литья, пропитки жидким металлом, плазменного напыления с последующим прессованием, методом сварки взрывом.
Для армирования магния применяют высокопрочную стальную и титановую проволоку, волокна бора и углерода, нитевидные кристаллы карбида кремния.
Магниевые сплавы как матрицы композиционных материалов практически не реагируют с основными классами армирующих волокон, что позволяет применять для получения композиционных материалов жидкофазные технологии и является большим преимуществом этих сплавов.
Титановые композиционные материалы изготавливаются при довольно высоких температурах (800-1000 °С). Наиболее распространенными упрочнителями для титановой матрицы являются волокна бора, молибдена, бериллия, карбида кремния, оксида алюминия.
Никелевые композиции изготавливают методами обработки давлением, пропитки раствором и порошковой металлургии.
В качестве матрицы чаще всего служат жаростойкие никелевые сплавы типа ХН60В и ХН77ТЮР, а упрочнителей - вольфрамовые волокна. Наиболее распространенным методом изготовления никелевых композиционных материалов является горячая прокатка.
5.1.2 Композиционные материалы с неметаллической матрицей
Карбоволокниты. Карбоволокниты представляют собой композиции, состоящие из полимерного связующего (матрицы) и упрочнителей в виде углеродных волокон (карбоволокон). Они сохраняют прочность при очень высоких температурах, а также при низких температурах.
Эпоксифенольные карбоволокниты КМУ-1л, упрочненный углеродной лентой, и КМУ-1у на жгуте могут длительно работать при температуре до 200°С.
Карбоволокниты отличаются высоким статическим и динамическим сопротивлением усталости, водо- и химически стойкие, имеют высокую прочность, легкие (плотность 1,4т/м3 ), имеют очень высокую ударную вязкость (50кДж/м2 ).
Высокая стоимость этих материалов сдерживает их широкое применение. Но в современной военной авиации уникальные свойства боевой техники достигаются широким их применением.
Бороволокниты. Они представляют собой композиции полимерного связующего и упрочнителя - борных волокон. Отличаются высокой прочностью при сжатии, сдвиге и срезе, низкой ползучестью, теплопроводностью и электропроводимостью.
Бороволокниты КМБ-1 и КМБ-1к предназначены для длительной работы при температуре 200°С.
Изделия из бороволокнита применяют в авиационной технике.
КМБ-1к - плотность 2,0т/м3 , ударная вязкость 78кДж/м~.
Органоволокниты. Представляют собой композиционные материалы, состоящие из полимерного связующего и упрочнителей в виде синтетических волокон. Они устойчивы в агрессивных средах и во влажном тропическом климате; диэлектрические свойства высокие, а теплопроводность низкая.
Органоволокниты применяют в качестве изоляционного и конструкционного материала в электрорадиопромышленности, авиационной технике, автостроении; из них изготовляют трубы, емкости.
Л Е К Ц И Я № 15
5.2. Материалы порошковой металлургии
В настоящее время на практике применяется большое количество спеченных порошковых материалов. Наибольшее применение получили конструкционные спеченные материалы, фрикционные, антифрикционные, пористые и другие порошковые материалы.
5.2.1. Антифрикционные порошковые материалы
Спеченные антифрикционные материалы применяются при изготовлении подшипников скольжения, вместо литых материалов на основе меди, работающих в условиях трения. Работоспособность таких подшипников находится в прямой зависимости от скорости скольжения, нагрузки и режимов эксплуатации. Они должны обладать высокими антифрикционными свойствами, характеризующимися самосмазываемостью, хорошей прирабатываемостью, износостойкостью и прочностью.
Существует большое количество спеченных антифрикционных материалов, которые нашли широкое применение в изделиях общего машиностроения, работающих в обычных условиях, и в изделиях специального назначения, эксплуатируемых в сложных условиях. Наиболее распространенными антифрикционными спеченными материалами на основе железа являются:
пористое железо;
железографитовые материалы.
Пористое железо является самым простым типом антифрикционного материала, свойства которого приведены в табл. 5.1.
Таблица 5.1
Свойства пористого железа
| Материал |
Плотность, г/см3 |
Временное сопротивление, МПа |
Относительное удлинение, % |
Твердость НВ, МПА |
Ударная вязкость, кДж/м2 |
| Пористое железо |
5,1 – 6,6 |
100 – 220 |
5 – 13 |
350 –800 |
30 – 100 |
Наличие пор создаёт постоянный резервуар масла, которое обеспечивает низкий коэффициент трения. Способность пористых подшипников самосма-зываться позволяет в ряде случаев отказаться от подвода масла извне, что очень важно для труднодоступных узлов машин, а также в тех случаях, когда попадание смазки от масленок и трубопроводов на продукцию производства недопустимо (пищевая, фармацевтическая продукция).
5.2.1. Железографитовые материалы
Железографитовые материалы нашли широкое применение в машиностроительной и металлургической промышленности, электрической и сельскохозяйственной отраслях для изготовления деталей, работающих в узлах трения.
Основными компонентами железографитовых материалов являются железный порошок, графит и в небольших количествах медь, сера и фосфор. В железографитовых материалах находится от 1 до 4% графита. Графит в этих материалах выполняет двойную роль. Растворившийся в процессе получения деталей графит увеличивает прочность металлической основы, а нерастворившийся - играет роль твердой смазки.
Железографитовые материалы имеют перлитно-ферритную структуру. Соотношение структурных составляющих (феррита и перлита) влияет на эксплуатационные свойства железографитовых материалов. Количество ферритной составляющей зависит от исходного содержания графита, условий спекания и не должно превышать 50%. Наибольшей износостойкостью обладает перлитная структура.
В табл. 5.2 приведены некоторые свойства спеченных железографитовых материалов.
Таблица 5.2
Свойства антифрикционных спеченных железографитовых
материалов
| Содержание графита, % |
Пористость, % |
Твердость НВ, МПа |
Временное сопротивление на разрыв, МПа |
Временное сопротивление на сжатие, МПа |
Ударная вязкость, кДж/м" |
| 0,5-0,8 |
6-26 |
650-800 |
98-470 |
— |
200-500 |
| 0,8-1,5 |
1,4 - 27 |
600-1850 |
180-600 |
500-800 |
100-300 |
| 1,5-2,3 |
15-35 |
550- 1300 |
80-355 |
400 - 800 |
50-150 |
| 2,3-3,0 |
17-35 |
300-1450 |
70-280 |
500 - 700 |
20- 100 |
| 5,0 |
16- 19 |
800 - 980 |
230-260 |
500-700 |
70-90 |
| 7,0 |
18-25 |
250-750 |
150-190 |
500 - 600 |
15-60 |
В антифрикционных материалах самосмазываемость происходит за счет масла, выступающего в процессе трения из поровых каналов. Появление масла на поверхность трения объясняется различным объёмным тепловым расширением масла и металлической основы материала. Эффект самосмазывания обуславливает образование на поверхности трения граничных слоев масла, сплошность которых зависит от температуры процесса. Повышение температуры поверхности трения подшипников, пропитанных маслом до 60 - 70°С, приводит к неустойчивому режиму трения, к разрыву масляных граничных слоев и интенсивному износу.
Для железографитовых подшипников существуют максимально допустимые нагрузки, при превышении которых они теряют работоспособность. Стабильными свойствами обладает материал, содержащий 0,8 - 1,0% графита. Предельная скорость скольжения для железографитовых материалов составляет 2-3 м/с. При превышении этой скорости коэффициент трения становится нестабильным, и железографитовые материалы теряют работоспособность.
Спеченные железографитовые материалы по триботехническим свойствам приближаются к серым чугунам, а по износостойкости и прочности превосходят бронзы.
Сравнительные свойства антифрикционных материалов приведены в табл. 5.3.
Таблица 5.3
Механические и эксплуатационные свойства антифрикционных
материалов
| Материал |
Пористость, % |
Плотность, г/см3 |
Твердость, МПа |
Предел прочности, МПа |
Показатель P∙V, МПа ∙м/с |
| Пористое железо |
20 |
6,20 |
530 |
140 |
1,7 |
| Железографит с 3% графита |
23 |
6,00 |
530 |
180 |
10 |
| Бронза ОЦС6-6-3 |
— |
8,82 |
680 |
150 |
5 |
| Баббит Б - 83 |
7,40 |
300 |
90 |
- |
Длительность работы подшипников из железографитовых материалов обычно составляет 3-5 тысяч часов и зависит от условий их работы. Они применяются в узлах трения сельскохозяйственных машин, для изготовления втулок транспортеров, киноаппаратов, деталей автомобилей, металлорежущих станков и других целей.
Повышение свойств железографитового материала достигается легированием и введением в них различных добавок. В качестве добавок применяют: медь, фосфор, цинк, олово, молибден, свинец. Свойства легированного железографита приведены в табл. 5.4.
Введение меди в железографитовые материалы улучшает свойства за счет получения более однородной структуры, увеличения твердости, уменьшения усадки.
Легирование цинком, фосфором обеспечивает хорошую спекаемость, мелкодисперсность перлита, более высокую износостойкость.
Добавка молибдена увеличивает вязкость и усталостную прочность, понижает износ и коэффициент трения. Так, материал, содержащий 3% графита и 15% молибдена работоспособен в пределах нагрузок от 0,1 до 20,0 МПа при скорости скольжения 0,1 - 95 м/с в условиях трения в режиме самосмазывания, при ограниченной смазке и без смазки.
Таблица 5.4
Свойства легированного железографита
| Легирующий элемент |
Количес тво, % |
Пористость, % |
Твердость, МПа |
Предел прочности, МПа |
Коэффициент трения |
Микротвердость, МПа |
| Без добавки |
– |
16,6 |
1027 |
205 |
0,52 |
1600 |
| Марганец |
0,4 |
15,8 |
1287 |
479 |
0,63 |
1460 |
| Хром |
0,8 |
16,9 |
1050 |
376 |
0,52 |
2200 |
| Медь |
5,0 |
13,7 |
1358 |
450 |
0,45 |
3660 |
| Цинк |
1,0 |
14,6 |
1144 |
424 |
0,57 |
5850 |
| Олово |
0,4 |
19,2 |
1547 |
456 |
0,52 |
1950 |
| Фосфор |
0,4 |
19,5 |
1301 |
373 |
0,45 |
3700 |
| Свинец |
0,8 |
15,7 |
1290 |
411 |
0,52 |
1800 |
Введение свинца или сплавов на основе цветных металлов даёт повышение прочностных и антифрикционных свойств. Введение осуществляют присадками указанных добавок в исходную шихту или пропиткой пористого каркаса расплавленным металлом. Так, материал, состоящий из 60 - 90% железа и сплава, содержащего 85% меди, 5% олова, 5% свинца и 5% цинка, ис-
пользуется для подшипников, работающих при давлениях более 1,0 МПа.
Железомедные материалы, содержащие свинец, имеют повышенную пластичность, поэтому их применяют для деталей, работающих при ударных нагрузках.
5.2.3. Материалы с твердыми смазками
В настоящее время все большее применение находят материалы с твердыми смазками, работающие в узлах трения с высокими скоростями скольжения, когда даже при небольших нагрузках могут развиваться значительные температуры, которые способствуют удалению смазки из области трения.
Для обеспечения хорошей работоспособности узлов трения в этих случаях создаётся на их поверхности защитная разделительная пленка, исключающая контакт металлических поверхностей и последующее схватывание. Защитные слои на поверхности металла могут создаваться путём соответствующей обработки при изготовлении деталей.
Для улучшения триботехнических свойств таких материалов используют различные вещества, которые наносят на трущиеся поверхности в качестве твердой смазки методом натирания или распыления из суспензий с летучими растворителями. Веществами, наносимыми на трущиеся поверхности могут быть сульфиды, селениды, хлориды, фториды, йодиды, нитриды и оксиды металлов. Такие слои твердых смазок удерживаются на поверхности силами адгезии частиц твердой смазки с металлами. Долговечность таких пленок невелика. Более высокую прочность и большее сцепление с поверхностью металла имеют пленки твердых смазок со связующими. В качестве связующих используются фенольные и эпоксидные смолы, фторопласт и другие материалы.
Эффективным методом образования стабильной разделительной пленки на трущихся поверхностях является введение твердой смазки непосредственно в материал. Этот метод более технологичен, исключает дополнительные операции по пропитке или натиранию материала твердой смазкой.
Например, материалы, полученные смешиванием железного порошка, легированного хромом, и дисульфида молибдена (MoS,), имеют свойства:
- твердость HV - 600 - 1000 МПа;
- временное сопротивление при сжатии - 1200 МПа;
- временное сопротивление при растяжении — 170 МПа;
- ударная вязкость - 70 кДж/м2 ;
- износ - 0,005 мкм/км;
- предельное давление до схватывания - 12 - 15 МПа.
При выборе твердой смазки необходимо учитывать её термостабильность, которая влияет на химическую активность твердых смазок, так как под действием высокой температуры и окружающей среды смазки могут разлагаться, образуя твердые и газообразные продукты. Эти продукты могут вступать в химическую реакцию с металлической поверхностью тел трения и образовывать соединения, обладающие коррозионной агрессивностью или абразивным действием.
На практике в качестве твердых смазок наиболее широкое применение получили сернистые соединения молибдена, цинка, фторид кальция.
5.2.4. Спеченные оловянистые бронзы
Спеченные оловянистые бронзы являются первыми порошковыми антифрикционными материалами на основе меди, которые начали применяться в производстве. Они используются для изготовления подшипников, работающих в легких условиях, характеризующихся малыми скоростями скольжения (менее 1,5 м/с) и большими нагрузками (0,5-1,0 МПа). Оптимальными антифрикционными и механическими свойствами, обеспечивающимися при содержании 9 -10% олова, являются:
- пористость - 15 - 35%;
- временное сопротивление на разрыв - 76 - 140 МПа;
- относительное удлинение - 5%;
- показатель Р ∙ V - 1,5 - 2,5 МПа ∙ м / с.
Для работы в условиях повышенных давлений и высоких скоростей скольжения используют спеченные высокопористые бронзы, пропитанные фторопластом. А для повышения несущей способности и снижения скорости изнашивания применяют подшипники пропитанные фторопластом с наполнителем - свинцом. Так, подшипники, изготовленные из стальной ленты, на которую нанесен слой пористой бронзы, пропитанной смесью фторопласта и свинца, имеют основные характеристики:
- предел прочности - 310 МПа;
- коэффициент трения при скоростях 0,2 м/с - 0,05 - 0,1;
0,2 - 5 м/с - 0,1 -0,16;
- предельная нагрузка - 30 МПа.
В качестве легирующих добавок спеченных бронз применяют титан, никель, железо и другие элементы. Для работы при повышенных температурах используют легированный композиционный материал, содержащий дисульфид молибдена. Основные свойства материалов с различным содержанием
дисульфида молибдена приведены в табл.5.5.
Таблица 5.5
Свойства спеченных бронз с различным содержанием
дисульфида молибдена
| Содержание MoS2 в бронзе, % |
Предел прочности на разрыв, МПа |
Плотность, г/см3 |
Ударная вязкость, кДж/м2 |
| 10 |
600 – 650 |
7,3 |
24 |
| 20 |
500 – 550 |
6,4 |
8 |
| 30 |
300 – 400 |
5,7 |
5 |
| 40 |
250 – 300 |
5,3 |
3 |
Спеченные материалы содержащие дисульфид молибдена (MoS2 ), отличаются большой износостойкостью и высокими триботехническими свойствами в широком диапазоне температур (от 40 до 200 °С).
5.2.5. Бронзографиты
Бронзографиты получили широкое распространение в качестве самосмазывающихся подшипников скольжения из композиций бронза-графит, в которых содержание графита обычно составляет 2 - 4%. Бронзографиты используются для изготовления деталей электродвигателей, швейных и стиральных машин, а также в автотракторном электрооборудовании. Основные механические и триботехнические свойства спеченных оловянистых бронз и бронзографитов приведены в табл.5.6.
Таблица 5.6
Механические и триботехнические свойства спеченных оловянистых бронз и бронзографитов
| Порист |
Предел |
Твердост |
Коэффицие |
Максимальные |
||
| Марка |
ость |
прочности |
ь (ср.) |
нт трения с |
допустимые |
|
| материала |
(ср.) % |
на разрыв, |
НВ, МПа |
жидкостной |
нагрузка, |
скорость, |
| МПа |
смазкой |
МПа |
м/с |
|||
| Бр010 |
18 |
60 |
450 |
0,05 * |
4 |
10 |
| БрОГр10-2 |
18 |
50 |
350 |
0,05 |
4 |
10 |
| БрОГр9-3 |
18 |
40 |
400 |
0,05 |
4 |
10 |
| БрОГр8-4 |
18 |
35 |
350 |
0,05 |
4 |
10 |
| БрОСГр 1-29-0,5 |
18 |
45 |
450 |
0,02 |
— |
— |
| БрОЮ-ФГ |
33 |
30 |
350 |
0,05 |
5 |
50 |
| БрОЦ6-6-ФТ |
33 |
30 |
350 |
0,05 |
5 |
50 |
Из-за низкой пластичности и недостаточно высоких триботехнических характеристик бронзографиты мало применяют в узлах трения, работающих при ударных нагрузках и при отсутствии жидкостных смазок.
Перспективными триботехничкекими материалами для подшипников скольжения являются износостойкие спеченные хромооловянистые и хромоникелевооловянистые бронзы с твердыми смазками.
Основные механические и триботехнические свойства хромооловянистых бронз приведены в табл. 5.7.
Таблица 5.7
Механические и триботехнические свойства спеченных
хромооловянистых бронз
| Марка спеченной бронзы |
Твердость НВ, МПа |
Предел прочности и на разрыв, МПа |
Относи- тельное удлине- ние, % |
Коэффициент трения |
Износ без смазки, мкм/км |
|
| Без жид- Кост- ной смазки |
Со смаз- кой в мас- ле |
|||||
| БрОХ5-10 |
1150 |
330 |
9,5 |
0,6 |
0,09 |
0,05 |
| БрОМс5-10-2 |
1150 |
335 |
2,5 |
0,2 |
0,05 |
0,009 |
| БрОХМс5-10-4 |
1150 |
320 |
1,5 |
0,16 |
0,04 |
0,007 |
| БрОХМсГр5-10-1-1 |
1150 |
320 |
2,5 |
0,2 |
0,05 |
0,01 |
| БрОХМсГр5-10-2-2 |
1150 |
310 |
1,5 |
0,15 |
0,05 |
0,008 |
Эти подшипники могут работать в узлах трения при повышенных температурах (+100 °С) и значительных скоростях скольжения (до 30 м/с) в условиях агрессивных сред и высоких давлений. Хромооловянистые и хромоникелеоловянистые бронзы целесообразно применять для изготовления деталей, работающих в узлах трения без жидкостной смазки при средних и тяжелых условиях эксплуатации, а также в изделиях общего машиностроения, работающих в обычных условиях, с целью повышения их ресурса работы.
5.3. Фрикционные материалы
К фрикционным относят материалы с высоким коэффициентом трения (более 0,25 при трении без смазки в паре с чугуном или сталью и более 0,5 со смазкой). В настоящее время фрикционные материалы используются в узлах трения машин и механизмов для изменения движения, остановки и маневрирования машин путём применения тормозных устройств.
В связи с жесткими условиями работы тормозных устройств современных машин фрикционные материалы должны иметь:
— устойчивое значение коэффициента трения и низкий износ в широком интервале температур или высокую фрикционную теплостойкость;
— достаточную коррозионную стойкость и способность не вступать в химическое взаимодействие с сопряженными деталями;
— способность сохранять высокие механические свойства при рабочих температурах.
Кроме того, фрикционный материал не должен содержать дефицитных и дорогостоящих компонентов и удовлетворительно обрабатываться на всех видах станочного оборудования. В процессе эксплуатации в них не должно происходить скалывания и расслоения, образование глубоких трещин и выкрашивания компонентов материала.
Из всех известных материалов наиболее полно отвечают этим требованиям порошковые фрикционные материалы, состоящие из металлических компонентов, придающих материалу прочность, и неметаллических, повышающих коэффициент трения. Благодаря таким особенностям эти материалы могут работать при высоких нагрузках и характеризуются высокой износостойкостью по сравнению с другими фрикционными материалами.
В настоящее время основная масса выпускаемых фрикционных деталей работают в масле, наличие которого даёт возможность применять высокие скорости и давления, обеспечивает большую стабильность коэффициента трения и способствует охлаждению рабочих поверхностей, что повышает надежность работы и увеличивает срок службы фрикционных узлов.
Фрикционные изделия, работающие в условиях жидкостного трения, изготавливают из порошковых сплавов на медной основе. Наиболее распространенным представителем этих материалов является материал марки МК-5,
химический состав которого и некоторые свойства приведены в табл. 5.8.
Таблица 5.8
Химический состав и свойства материала МК-5.
| Материал |
Химический состав, % |
Свойства |
||||||
| Cu |
Fe |
Sn |
Pb |
Графит |
Твердость НВ, МПа |
Предел прочности на изгиб, МПа |
Коэффициент трения при V=20 м/с, Р=3 МПа, % |
|
| МК-5 |
72 |
4 |
9 |
8 |
7 |
450 – 500 |
100 – 120 |
0,07 – 0,08 |
Материалы типа МК-5 наряду с достоинствами (высокие износостойкость и коррозионная стойкость) имеют и недостатки. Например, относительно невысокий коэффициент трения, наличие дорогостоящих компонентов (олово, медь).
В связи с тем, что олово представляет собой дорогостоящий компонент, предложены материалы, в которых олово заменено алюминием. Однако, замена олово другим компонентом не даёт повышения теплостойкости материала, существенным недостатком материалов на медной основе является невысокая допустимая температура на поверхностях трения (около 300 °С). Так, при работе муфт передельного момента вследствие длительного проскальзывания фрикционных пар происходит значительное повышение температуры, что приводит к выгоранию смазки и выходу из строя всего фрикционного узла.
Для работы в тяжелых условиях эксплуатации применяют порошковые фрикционные материалы на железной основе. Эти материалы имеют более высокие фрикционные и механические свойства по сравнению с материалами на основе меди. Высокие прочность и температура плавления железа обеспечивают возможность работы материалов в условиях трения без смазки, при которых температура на поверхности трения может достигать 900 - 1000 °С.
Наибольшее распространение получили фрикционные материалы на основе железа марок ФКМ-8, ФКМ-11, МКВ-50А и СМК-80.
Материал марки ФМК-8 благодаря тому, что в нём находятся легирующие элементы (Ni, Сг), имеет высокую износостойкость при температурах трения 500 - 600 °С.
Материал ФМК-11 имеет прочность примерно в 2 раза выше прочности фрикционного материала на бронзовой основе. Он может работать в широком диапазоне нагрузок и скоростей.
Фрикционный материал МКВ-50А имеет высокие эксплуатационные характеристики в условиях работы тяжелонагруженных тормозов.
Технология изготовления порошковых фрикционных изделий включает операции:
- подготовку стальной основы;
- изготовление фрикционных накладок;
- соединение фрикционных накладок со стальной основой;
- механическая обработка.
5.4. Пористые порошковые материалы
Пористые порошковые материалы получили широкое использование в различных областях промышленности, начиная от бытовой техники до атомной энергетики и космического оборудования. Свойствами, характерными лишь для пористых порошковых материалов, являются:
— фильтрующие;
— капиллярные.
Фильтрующие свойства представлены пористостью, проницаемостью, тонкостью фильтрации и грязеёмкостью.
Пористость материала слагается из наружной пористости (открытые поры) и внутренней (закрытые поры). В свою очередь, наружная пористость состоит из сквозных и несквозных (тупиковых) пор. Сквозная пористость определяет количество проходящей через фильтр жидкости или газа и, следовательно, скорость фильтрации. Качество фильтра и его проницаемость для фильтрующей среды определяются только наружной сквозной пористостью.
Проницаемость фильтра определяется расходом жидкости или газа через единицу площади фильтрующей поверхности при равномерном давлении. Проницаемость возрастает при увеличении пористости и числа сквозных пор по сравнению с числом несквозных.
Тонкость фильтрования характеризует качественный процесс очистки жидкости от загрязнений. В общем случае тонкость фильтрования определяется абсолютной и номинальной тонкостью фильтрования и коэффициентами отфильтровывания и полнотой фильтрования.
Абсолютная тонкость фильтрования определяется как максимальный размер частиц загрязнений, пропускаемых фильтром. Номинальная тонкость фильтрования представляет собой минимальный размер частиц, прошедших через пористый порошковый материал с заранее установленным коэффициентом отфильтровывания, равным обычно 0,97.
Коэффициент полноты отфильтрования характеризует уменьшение массы загрязнений в рабочей жидкости при однократном её пропускании через пористый порошковый материал.
Грязеёмкость фильтра представляет собой массу загрязнений, задержанных на единице площади фильтрующего материала во время повышения давления от начального до предельного.
Капиллярные свойства определяют процессы взаимодействия пористых порошковых материалов с жидкостью. Они характеризуются величиной капиллярного потенциала, представляющего собой произведение максимальной высоты подъёма жидкости в пористом теле на ускорение свободного падения, и краевым углом смачивания.
Для получения материалов с повышенной пористостью (40 - 75%) и удовлетворительными прочностными свойствами в порошки перед стадией деформирования заготовки вводят специальные добавки, которые предназначены для одновременного увеличения прочности и сохранения высокой пористости. Наполнитель не должен разлагаться при комнатной температуре, не вступать в химическое взаимодействие с металлическим порошком во время спекания. Он должен разлагаться при температуре, лежащей значительно ниже температуры спекания металлического порошка и не давать после разложения твердого или жидкого остатка. В процессе нагрева наполнитель улетучивается, оставляя после себя поры. В качестве наполнителей наибольшее распространение получили двууглекислый аммоний и мочевина. В настоящее время широко используют добавки, которые в процессе нагрева претерпевают изменения, приводящие к увеличению прочности изделий и одновременно к сохранению высокой пористости. Такие добавки при нагреве разлагаются или восстанавливаются атмосферой спекания и за счет взаимодействия продуктов разложения с основным металлом активируют спекание, дают жидкую фазу, увеличивающую межчастичные контакты. В качестве таких добавок используются галогениды, оксиды или соли металлов.
Разработан метод получения высокопористых ячеистых металлических материалов с пористостью 80 - 98% и проницаемой сетчато-ячеистой структурой. Метод основан на дублировании высокопористой структуры сетчато-ячеистого полимера (например, пенополиуретана) путём пропитки его суспензией металлического порошка, регулировании плотности и однородности пропитанной заготовки, термообработке для сушки и удаления органических компонентов и спекании.
Основные свойства высокопористых ячеистых металлических материалов определяются их пространственной структурой, которая задаётся структурой использованного в качестве моделирующей матрицы сетчато-ячеистого полимера.
Большинство физических и химических свойств спеченных пористых материалов зависит от пористости, размеров и формы пор (табл. 5.9).
Таблица 5.9
Некоторые свойства пористых порошковых материалов из порошка бронзы
| Размер частиц, мм |
Пористость, % |
Средний размер пор, мкм |
Максимальны й размер пор, мкм |
Тонкость фильтрации, мкм |
| 0,6-0,8 |
41,0 |
195 |
240 |
100- 110 |
| 0,5 - 0,6 |
40,5 |
161 |
200 |
75-85 |
| 0,4 - 0,5 |
39,0 |
117 |
185 |
50-65 |
| 0,2 - 0,25 |
35,5 |
43 |
75 |
20-25 |
| 0,080-0,125 |
30,5 |
16 |
31 |
7-9 |
Высокие эксплутационные свойства пористых материалов обусловили их широкое использование в различных областях техники. Наиболее широкое применение пористые порошковые материалы получили в качестве фильтров и так называемых транспирационных изделий.
Фильтры из пористых порошковых материалов используют для отделения газов и жидкости от посторонних примесей, для очистки газов при их производстве и практическом использовании, отходящих газов в химической, металлургической, атомной и цементной промышленностях. Коррозионностойкие фильтры используют для очистки воды, молока, растворов щелочей и кислот.
Транспирационные изделия используют для равномерного распределения газовых или жидкостных потоков по всей площади фильтрации как внутри пористого материала, так и при выходе из него. Их применяют для охлаждения, нагрева и смешивания жидкостей и газов. Для них характерна подача газа через пористую стенку, находящуюся в непосредственном соприкосновении с жидкостью.
Широкое распространение получили изделия из пористых порошковых материалов, называемые капиллярно-пористыми. В основу применения изделий этой группы положена способность пористых порошковых материалов осуществлять транспорт жидкости по поровым каналам под действием капиллярных сил. Применение капиллярно-пористых материалов позволило создать устройства с эффективной проницаемостью для одних жидкостей и непроницаемостью для других, возможностью осуществления в порах фазовых превращений, сопровождающихся поглощением или выделением тепла. Эти свойства обеспечили широкое использование капиллярно-пористых порошковых материалов в самых различных областях техники, в частности, в элементах конструкций теплообменных аппаратов.
5.5. Спеченные конструкционные материалы
Спеченные конструкционные детали являются наиболее распространенными видами спеченных изделий, применяемых в машинах и механизмах. Типовыми деталями из спеченных конструкционных материалов являются шестерни, звездочки, зубчатые колеса, кулачки, фланцы, седла и корпуса клапанов, детали мерительных инструментов и другие детали. Изделия могут быть получены в виде готовых деталей или заготовок, требующих незначительного объёма механической обработки.
В зависимости от основы материала спеченные конструкционные детали подразделяют на детали на основе железа и детали на основе цветных металлов и других сплавав.
На основе железа спечённые конструкционные материалы образуют стали:
- углеродистые;
- медистые;
- кремнистые;
- марганцовистые;
- молибденовые;
- хромистые;
- хромомолибденовые;
- никелевые;
- коррозионностойкие;
- мартенситно-стареющие.
Углеродистые стали получают из железного порошка с добавкой графита и используются для изготовления ненагруженных и малонагруженных деталей. Большое влияние на структуру и прочность углеродистой стали оказывает способ введения графита. Он может вводиться в виде карандашного графита или чугунного порошка. При введении чугунного порошка достигается однородность структуры и свойств.
Повышение свойств углеродистой стали достигают повторным прессованием и спеканием, термической обработкой или динамическим горячем прессованием. Свойства спечённых углеродистых сталей, полученных, при повторном прессовании и спекании приведены в табл.5.10.
Таблица 5.10
Основные свойства углеродистых сталей.
| Содержа- ние углерода,% |
Плотность, % |
Пористость, % |
Твердость НВ, МПа |
Предел прочности на растяжение, МПа |
Относительное удлинение, % |
| 0,35-0,48 |
7,1-7,2 |
7,5-9,5 |
2100 |
380-400 |
1,4-1,5 |
Медистые стали являются легированными медью спеченными конструкционными материалами. Основные механические свойства медистых ста
лей приведены в табл. 5.11.
Таблица 5.11
Механические свойства медистых сталей
| Содержание легирующих элементов, % |
Пористость, % |
Твердость НВ, МПа |
Относительное удлинение, % |
Предел прочности на растяжение, МПа |
|
| Cu |
C |
||||
| 2,5 |
1,5 |
16-25 |
600- 1800 |
0,5-3,5 |
120-450 |
| 2,5 |
2,0 |
15-32 |
600- 1500 |
3,0 |
190-270 |
| 3,0 |
0,8 |
20 |
1400-1700 |
1,0 |
340-470 |
| 5,0-10,0 |
1,1 |
15 |
1350- 1650 |
0,9-1,0 |
400-390 |
Медь оказывает графитизирующее действие, уменьшает критическую скорость закалки, улучшает прессуемость. Влияние меди на механические свойства стали более эффективно проявляются при низком содержании углерода. Присадка меди к железоуглеродистому сплаву уменьшает обезуглероживание.
Кремнистые стали представляют собой графитизированные стали, полученные введением кремния в порошковые материалы на железной основе. Основные механические характеристики кремнистых сталей приведены в табл. 5.12.
Таблица 5.12
Основные механические свойства кремнистых сталей
| Материал |
Предел прочности на растяжение, МПа |
Предел прочности на изгиб, МПа |
Предел прочности на сжатие, МПа |
Твердость HRC |
| ЖГр1С2 |
610 |
1180 |
2510 |
43-49 |
| ЖГр1С2Д2 |
710 |
1070 |
2350 |
40-45 |
| ЖГр1,5С2 |
590 |
1140 |
2710 |
40-50 |
| ЖГр1,5С2Д2 |
620 |
1240 |
2590 |
40-42 |
Кремний является графитизирующим легирующим элементом. В процессе графитизации происходит выделение точечного мелкопластинчатого графита, который благоприятно влияет на повышение триботехнических свойств стали.
Совместное легирование кремнием и медью обеспечивает получение высоких механических и триботехнических свойств порошковых графитизированных сталей, что позволяет использовать их для изготовления деталей тяжелонагруженных узлов трения.
Марганцовистые стали. Марганец образует с углеродом карбид Мn3 С,
который является более устойчивым и прочным, чем карбид железа Fe3 C. При введении марганца в железоуглеродистые сплавы образуются карбиды типа (Fe,Mn)3 C, в которых часть атомов железа замещено атомами марганца.
Механические характеристики марганцовистых порошковых сталей полученных механическим смешиванием железного порошка и легирующих элементов приведены в табл. 5.13.
Таблица 5.13
Механические свойства марганцовистых сталей
| Однократное |
Двукратное |
Горячая ковка |
||||
| прессование и спекание |
прессование и спекание |
спеченных заготовок |
||||
| Свойства материала |
Предел прочности на растяжение, МПа |
Относи- тельное удлинение, % |
Предел прочности на растяжение, МПа |
Относи- тельное удлинение, % |
Предел прочности на растяже-ние, МПа |
Относител ьное удлинение, % |
| Fe+6%Mn |
600 |
2,5 |
680 |
2,6 |
- |
— |
| Fe+2%Mn+0,8 %С |
580 |
2,5 |
670 |
2,8 |
1160 |
7,0 |
| Fe+2%Mn+2% Cr+0,6%C |
640 |
4,0 |
670 |
1,6 |
630 |
10,0 |
| Fe+2%Mn+2% Cu+0,6%C |
700 |
2,6 |
- |
- |
1000 |
8,5 |
| Fe+4%(Mn-Cr-Mo)+0,6%C |
630 |
1,5 |
700 |
1,5 |
1470 |
7,0 |
Молибденовые стали. Молибден является карбидообразующим элементом. Он образует железомолибденовые карбиды типа (Fe,Mo)3 C, способствующие повышению механических и триботехнических свойств материалов.
Введение молибдена в железографитовую композицию с последующей термообработкой (закалкой и низким отпуском) приводит к повышению износостойкости и уменьшению коэффициента трения. Комплекс механических свойств возрастает на 15 - 25% по сравнению со спеченным состоянием.
В молибденовых сталях при воздействии скорости и нагрузки наблюдается процесс направленного аустенитно-мартенситного превращения, что приводит к упрочнению в процессе трения.
Хромистые стали. Хромистые порошковые стали используют как износостойкие материалы. Введение хрома в порошковые стали повышает прочность, износостойкость и придаёт особые физико-химические свойства.
Свойства порошковых хромистых сталей зависят от способа введения хрома, среды и температуры спекания. Так сталь марки 20X13, полученная механическим смешиванием порошка Х13 с графитом с последующим прессованием и спеканием имеет:
- предел прочности на разрыв, МПа - 190 – 300;
- относительное удлинение, % - 4 – 6.
После закалки и отпуска прочность стали увеличивается до 590 – 700 МПа, а пластичность уменьшается до 3 – 4%.
Износостойкая сталь, полученная введением в порошок железа углеродистого феррохрома и графита и динамическим горячем прессованием, имеет свойства:
- предел прочности на разрыв, МПа – 880 - 980;
- твёрдость HV, МПа – 6000 - 6200;
- плотность, г / см3 – 7,6 - 7,7.
Наибольшую износостойкость имеют стали, содержащие карбиды типа
(Fe,Cr)23 C6 .
Хромомолибденовые стали используются для изготовления деталей узлов трения с повышенными триботехническими и механическими свойствами.
Механические свойства некоторых хромомолибденовых сталей после спекания и закалки приведены в табл. 5.14.
Таблица 5.14
Механические свойства хромомолибденовых сталей
| Марка сталей |
После спекания |
После закалки |
||||
| Предел проч-ности на растяжение, МПа |
Ударная вязкость, кДж/м2 |
Твердость HRC |
Предел прочности на растяжение, МПа |
Ударная вязкость, кДж/м2 |
Твердость HRC |
|
| ЖГр1Х2М2 |
750 |
160 |
18-25 |
390 |
40 |
48-52 |
| ЖГр1Х5М5 |
440 |
110 |
33-40 |
460 |
26 |
41 -45 |
| ЖГр1Х5М10 |
690 |
78 |
37-40 |
460 |
35 |
38-45 |
| ЖГр1Х12М12 |
500 |
140 |
20-37 |
560 |
29 |
34-40 |
Для сталей, полученных из поликомпонентных шихт, характерна структурная неоднородность, которая повышается с увеличением легированности стали. Неоднородность структуры ведёт к понижению предела прочности на растяжение и ударной вязкости из-за действия концентраторов хрупкого разрушения.
Повышение однородности структуры стали достигается проведением цементации с последующей закалкой и низким отпуском. В результате химико-термической обработки понижается коэффициент трения и возрастает нагрузка до схватывания трущихся материалов. Это связано, с одной стороны, со значительным увеличением твердости поверхностного слоя, с другой — с уменьшением гетерогенности структуры.
Никелевые стали. В практике порошковой металлургии для легирования сталей, получаемых методом смешивания порошковых компонентов, могут использоваться три вида никелевого порошка:
- электролитический;
- карбонильный;
- восстановленный (порошок, получаемый восстановлением оксидов никеля).
Сталь, легированная восстановленным никелем, имеет гомогенную структуру, низкую пористость и высокие прочностные свойства.
На свойства порошковых никелевых сталей большое влияние оказывает способ введения углерода, который может вводится в виде графита, сажи, карбидов и насыщением изделий углеродом из твердого или газообразного карбюризатора. Влияние марки никелевого порошка и способа введения углерода на свойства спеченных сталей приведены в табл. 5.15. В сталь марки 50Н10К4М углерод вводили в виде мелкого коллоидного графита, а в стали 40Н10К4М в качестве углеродосодержащего компонента использовали железо марки Р-20.
Таблица 5.15
Влияние способа введения углерода и марки никелевого
порошка на свойства спеченных сталей
| Марка стали |
Никелевый порошок |
Относи- тельная плотность, % |
Предел прочности на растяжение, МПа |
Относитель- ное удлинение, % |
Твердость, HRC |
| 50Н10К4М |
Электролити- ческий |
93 |
1,12 |
1,7 |
45 |
| Карбонильный |
94 |
1,42 |
3,7 |
52 |
|
| Восстановлен- ный |
95 |
1,47 |
4,6 |
55 |
|
| 40Н10К4М |
Электролити- ческий |
97 |
1,64 |
3,6 |
54 |
| Карбонильный |
97 |
1,73 |
6,5 |
55 |
|
| Восстановлен- ный |
97 |
1,78 |
7,0 |
55 |
Наличие в составе шихты компонентов, имеющих низкий удельный вес (графит, сажа) вызывает сегрегацию в смеси и приводит к неоднородности структуры стали. Растворение графита в железной основе в процессе спекания сопровождается большой диффузионной пористостью, что снижает механические свойства спеченных сталей.
Отсутствие в составе стали 40Н10К4М графита даёт возможность получить однородную структуру, низкую пористость и более высокие механические свойства.
Коррозионностойкие стали. В настоящее время освоено промышленное производство порошков хромистых, хромоникелевых и хромоникельмолибденовых сталей типа 12Х19Н10, 12Х18Н9, 12Х18Н15, Х30 и других.
Антикоррозионные и механические свойства порошковых коррозионо-стойких (нержавеющих) сталей характеризуются их плотностью, химическим составом и структурой, которые в свою очередь зависят от давления прессования, температуры и длительности спекания, защитных сред, в которых проводится спекание. Химический состав, режимы изготовления и механические свойства некоторых спеченных коррозионностойких сталей приведены в табл. 5.16.
Таблица 5.16
Химический состав, режимы изготовления и механические свойства
некоторых спеченных коррозионностойких сталей
| Марка стали |
Технология изготовления |
Химический состав спеченной стали, % |
Плотность стали, г/см3 |
Предел прочности на разрыв, МПа |
Относительное удлинение, % |
||||
| Cr |
Ni |
Mn |
Si |
C |
|||||
| 121Х18Н9 |
Однократное прессование и спекание при 12500 С в водороде |
20,3 |
8,0 |
- |
- |
0,1 |
7,05 |
433 |
12,5 |
| 12Х18Н15 |
Однократное прессование и спекание при 13500 С в водороде |
18,7 |
14,6 |
0,1 |
0,1 |
0,07 |
7,58 |
515 |
31,5 |
| Х17Н2 |
Свободная ковка спеченных заготовок в интервале 800-12000 С |
17,5 |
1,8 |
- |
- |
0,18 |
- |
848 |
1,8 |
| Х30 |
Однократное прессование и спекание при 12500 С в водороде |
- |
- |
- |
- |
- |
6,50 |
300 |
10,0 |
Значительная часть деталей, изготовленных из коррозионностойких сталей, работают в условиях трения. С целью повышения триботехнических свойств таких сталей проводят их сульфидирование и сульфоборирование. А для повышениия коррозионной стойкости проводят пропитку пластиками или стеклом.
Мартенситно-стареющие стали представляют собой группу сталей, конечное значение прочности в которых приобретается в результате превращения аустенита в мартенсит и последующего старения мартенситной основы. В качестве легирующих элементов применяются титан, молибден, кобальт.
Состав мартенситно-стареющих сталей имеет свои особенности, заключающиеся в том, что содержание углерода должно быть не более 0,03%, кремния и марганца в сумме не более 0,2%, а серы и фосфора не более 0,01% каждого. Дело в том, что увеличение содержания углерода приводит к образованию в структуре стали карбидов (TiC, Мо2 С), что, в свою очередь, ведет
к уменьшению прочности материала.
Введение легирующих элементов может осуществляться различными способами. Это может происходить в виде добавления гидридов или галоидных соединений с последующим восстановлением их при спекании или в виде отдельных металлических порошков. Однако наибольшее распространение получил способ поликомпонентного легирования, при котором элементы вводят в виде отдельных компонентов.
При правильной технологии получения порошковые мартенситно-стареющие стали при поликомпонентном легировании по свойствам практически не уступают компактным.
Спекание играет определяющую роль в процессе формования комплекса физико-механических свойств мартенситно-стареющих сталей. Для получения высоких прочностных свойств спекание проводится при 1250 — 1300 °С при продолжительности не менее 4 ч.
Структура сталей после спекания представляет собой твердый раствор — безуглеродистый мартенсит, характерный для компактных сталей и отличающийся лишь наличием пористости.
Механические свойства порошковых мартенсино-стареющих сталей после спекания и старения при 480°С приведены в табл. 5.17.
Данные, приведенные в табл.5.17, показывают, что с увеличением содержания титана степень упрочнения после старения возрастает. В тоже время, после операции спекания увеличение прочности сопровождается снижением пластичности и ударной вязкости. Это обусловлено тем, что происходит легирование мартенсита титаном, а также понижение температурного интервала мартенситного превращения, что приводит к фазовому наклепу мартенсита и повышению дисперсности его структуры.
Таблица 5.17
Механические свойства порошковых мартенситно-стареющих сталей.
| Марка стали |
Режим спекания и старения |
Предел прочности на разрыв, ТПа |
Ударная вязкость, кД ж / м2 |
Относи- тельное удлинение, % |
| Н14К7М5Т |
1250 °С,4ч.; |
0,9 |
760 |
7 |
| 1250 °С,4ч.+ 480°С,4ч. |
1,38 |
630 |
5,2 |
|
| Н14К7М5Т2 |
1250 °С,4ч.; |
1,09 |
550 |
5,0 |
| 1250 °С,4 ч. + 480°С,4 ч. |
1,78 |
400 |
3,0 |
|
| Н18К9М5ТЗ |
1250 °С,4ч.; |
1,14 |
450 |
4,5 |
| 1250 °С,4ч.+ 480°С,4ч. |
1,96 |
300 |
2,0 |
|
| Н18К9М5Т |
1250 °С,4ч. + 480°С,4ч. |
1,34 |
290 |
1,6 |
| Н18К9М5Т1 |
1250 °С, 4 ч. + 480°С, 4 ч. |
1,47 |
290 |
1,3 |
Молибден в меньшей мере снижает пластичность и вязкость мартенсита при старении. Эти характеристики практически не снижаются. Кобальт как легирующая добавка не вызывает старения мартенсита в этих сталях. Его присутствие в стали с другими добавками увеличивает степень упрочнения.
Наряду с конструкционными материалами на основе железа в настоящее время широко используются спеченные конструкционные материалы на основе цветных металлов и сплавов. К классу этих материалов относят:
– спеченные титановые сплавы;
– порошковые алюминиевые сплавы.
Спеченные титановые сплавы являются перспективными конструкционными материалами. В настоящее время получение изделий из титана и его сплавов проводят путем смешивания порошков чистых металлов и получения сплава в процессе спекания.
Для легирования титановых сплавов используются алюминий, марганец, кремний, молибден, ванадий, ниобий, кобальт, цирконий и другие.
Хорошее сочетание прочности и пластичности титановых сплавов достигается при смешивании композиций в вакууме с добавлением мелющих тел с последующим прессованием и спеканием в вакууме.
Свойства сплавов титана, легированных алюминием, марганцем, молибденом, цирконием и оловом, спеченных при температуре 1300 °С в течении 4 ч., приведены в табл. 5.18, а свойства сплавов, легированных алюминием ниобием, молибденом, ванадием, хромом и кобальтом, спеченных с течении 4 ч. При 1300 - 1500 °С - в табл. 5.19.
Из табл. 5.18 следует, что при повышении содержания алюминия и циркония в сплавах прочностные характеристики их повышаются. Так, при увеличении содержания алюминия с 2 до 4%, а циркония с 0 до 4% (сплавы ТЮ2Г1 и ТЮ4М2Ц4) механические характеристики увеличились и составили:
Таблица 5.18
Свойства спеченных титановых сплавов легированных алюминием,
марганцем, молибденом, цирконием.
| Состав и марка |
Предел прочности |
Относительное |
Относительное |
| сплава |
на разрыв, МПа |
удлинение, % |
сужение, % |
| ТЮ2Г1 |
580 |
6-8 |
1,5 |
| ТЮ4М2 |
800 |
5 |
18 |
| ТЮ4М2Ц2 |
910 |
9 |
15 |
| ТЮ4М2Ц4 |
1050 |
5 |
14 |
| ТЮ4М2Ц401 |
1140 |
0,5 |
2,5 |
| ТЮ4М2Ц402,5 |
850 |
0 |
0 |
| ТЮ4М2Ц405 |
630 |
0 |
0 |
| ТЮ4М2Ц202,5 |
820 |
12 |
12 |
| ТЮ2М2Ц602,5 |
980 |
7 |
8 |
| ТЮ2М2Ц802,5 |
870 |
3 |
1,5 |
| Примечание: Т - титан, Ю - алюминий, М - молибден, Г - марганец, Ц - |
|||
| цирконий, О — оксид. |
|||
- сплав - ТЮ2Г1; ТЮ4М2Ц4;
- предел прочности, МПа — 580; 1050;
- относительное удлинение, % - 7; 5;
- относительное сужение, % - 1,5; 14.
Испытания на длительную прочность двойных сплавов при температуре 450°С и нагрузке 200 МПа показали, что сплав с 1,5% марганца не разрушается в течение 7 ч., а сплав с 2,5% марганца -12ч.
Таблица 5.19
Свойства спеченных титановых сплавов легированных алюминием,
молибденом, ванадием, хромом, кобальтом и оксидом циркония.
| Состав композиций |
Предел прочности на разрыв, МПа |
Относительное удлинение, % |
Относительное сужение, % |
| ТМЗБ2Х1 |
840 |
5-9 |
9-17 |
| ТМЗБ2Х1+1% ZrO, |
940 |
5-8 |
10-17 |
| ТЮ4МЗФЗ |
1030 |
5-6 |
6-13 |
| ТЮ4МЗФЗ+1% ZrO, |
730 |
0,2 |
0,5 |
| ТЮ4ФЗКЗ |
900 |
1-5 |
2,7 |
| ТЮ4ФЗКЗ+3% ZrQ2 |
520 |
0 |
0 |
Максимальной прочностью характеризуются сплавы при одновременном легировании алюминием, цирконием и молибденом.
Данные табл. 29 свидетельствуют об увеличении прочности при одновременном легировании сплава алюминием, молибденом и кобальтом (ТЮ4МЗФЗ). С введением оксида циркония (ZrO,) прочность сплава снижается, уменьшается пластичность композиций.
Разработан ряд современных порошковых сплавов (ВТЗ, ВТ5, ВТ6, ВТ9, ВТ20), соответствующих по химическому составу компактных сплавов и не уступающим им по механическим свойствам.
Порошковые алюминиевые сплавы характеризуются малой плотностью, высокими тепло- и электропроводностью, коррозионной стойкостью, хорошей пластичностью и обрабатываемостью резанием, высокими триботехническими свойствами.
Перспективными порошковыми алюминиевыми материалами являются сплавы на основе смесей алюминиевых порошков с легирующими добавками. Основными легирующими добавками являются железо, хром, магний, марганец, медь, цинк.
При создании порошковых алюминиевых сплавов двойной системы наиболее распространенными легирующими элементами являются железо и хром, которые имеют малую растворимость и низкий коэффициент диффузии в алюминии и образуют с ним мелкодисперсные частицы интерметаллических соединений.
Сплав, содержащий 12,8 % железа имеет следующие механические характеристики:
- временное сопротивление при растяжении, МПа — 380;
- предел текучести, МПа - 310;
- относительное удлинение, % — 4.
При введении в алюминиевый сплав хрома в пределах не более 7% достигаются наилучшие свойства:
- предел прочности на растяжение, МПа - 300 - 320;
- относительное удлинение, % — 15 - 20.
Среди многокомпонентных порошковых материалов на основе алюминия, наиболее распространены сплавы, совместно легированные магнием, марганцем, медью, хромом, титаном, ванадием. Эти сплавы обладают дополнительной прочностью при применении термической обработки.
Одним из самых прочных порошковых алюминиевых сплавов является сплав марки ПВ90, свойства которого в сравнении с деформированным сплавом марки В95 приведены в табл. 5.20.
Кроме того, сплав ГТВ90 отличается высокими триботехническими свойствами, характеристики которых приведены в табл. 5.21.
Сплав ПВ90 мало чувствителен к концентрации напряжений при одноосном растяжении, отличается высоким сопротивлением срезу, хорошо обрабатывается давлением в горячем состоянии и из него могут быть получены изделия методами прессования, штамповки и прокатки.
Известны также алюминиевый сплав, легированный титаном и вольфрамом, имеющий механические свойства:
- прочность при растяжении, МПа - 420 - 490;
- предел текучести, МПа -350-390;
- относительное удлинение, % -7;
Таблица 5.20
Механические свойства алюминиевых сплавов ПВ90 и В95.
| Состояние |
Предел прочности на разрыв, МПа |
Предел текучести, МПа |
Относительное удлинение, % |
| Сплав ПВ90 |
|||
| Закаленный и искусствен- |
|||
| но состаренный по режи- |
|||
| мам: N1 |
780 |
740 |
4 |
| N2 |
640 |
590 |
6 |
| Сплав В95 |
|||
| Закаленный и искусствен- |
|||
| но состаренный по режимам: |
|||
| N1 N2 |
600 550 |
560 470 |
8 9 |
Таблица 5.21
Триботехнические свойства сплавов ПВ90 и В95
| Сплав |
Коэффициент трения |
Износ, мг ∙ см2 |
||
| При сухом трении |
При трении сое смазкой |
При сухом трении |
При трении сое смазкой |
|
| ПВ90 |
0,10 |
0,05 |
6,0 |
5,0 |
| В95 |
0,35 |
0,10 |
22,0 |
20,5 |
Л Е К Ц И Я № 16
6. Изготовление деталей из металлических, порошковых
и полимерных композиционных материалов.
6.1. Основные свойства порошков
Технологический процесс производства изделий методом порошковой металлургии начинается с получения металлических порошков. Известно большое количество методов получения порошков. Разнообразие применяемых методов объясняется тем, что качественные характеристики порошков и изделий в значительной степени определяются методом изготовления порошков. Порошок одного и того же металла в зависимости от метода производства резко изменяет некоторые из свойств, определяющих применимость его для той или иной цели.
В практике металлические порошки характеризуются по следующим свойствам:
- физическим;
- химическим;
- технологическим.
К физическим свойствам порошков относят преобладающую форму частиц и гранулометрический состав порошка. Форма частиц в основном зависит от способа получения и может быть сферической, губчатой, осколочной, дендритной, тарельчатой, чешуйчатой. Форма частиц оказывает влияние на плотность, прочность и однородность прессовки. Наибольшую прочность прессовок дают частицы дендритной формы. В этом случае упрочнение порошков при прессовании вызывается действием сил сцепления, заклиниванием частиц, переплетением выступов и ответвлением.
Размер частиц порошков, получаемых различными методами колеблется от долей микрометра до долей миллиметра.
Для получения прочной прессовки необходим порошок с определенными размерами частиц и набором их по крупности. В практике никогда не встречаются металлические порошки с частицами одной крупности.
Гранулометрический состав порошка представляет собой относительное содержание фракций частиц различной крупности. В сочетании с другими свойствами он влияет на удельное давление при прессовании, необходимое для достижения заданных механических свойств спечённых изделий.
К химическим свойствам порошков относят в первую очередь содержание основного металла, примесей и загрязнений. На химические свойства влияет также содержание газов в связанном, адсорбированном или растворенном состоянии. Содержание основного металла в порошках бывает не ниже 98 — 99%, и такая чистота порошковых металлов для большинства спеченных изделий является удовлетворительной.
Вредными примесями для железного порошка являются примеси кремнезёма, оксидов алюминия и марганца. Эти примеси затрудняют прессование порошков, увеличивают износ прессформ.
Присутствие в порошках значительного количества газов (кислород, водород, азот и др.), адсорбированных на поверхности частиц, а также попавших внутрь частиц в процессе изготовления и в результате разложения при нагреве загрязнений увеличивает хрупкость порошков, затрудняет прессование, а интенсивное выделение их при спекании может привести к короблению изделий. Поэтому порошки иногда подвергают вакуумной обработке для отгонки газов.
Под технологическими свойствами порошков понимают:
- насыпная масса порошка;
- текучесть;
- прессуемость.
Насыпная масса порошка - это масса единицы его объёма при свободной насыпке. Она определяется плотностью материала порошка, размером и формой его частиц, плотностью укладки частиц и состоянием их поверхности. Например, сферические порошки с гладкой поверхностью обеспечивают более высокую насыпную плотность.
Текучесть порошка - это способность перемещаться под действием силы тяжести. Она оценивается временем истечения определённой навески (50 г) через калиброванное отверстие (диаметр 2,5 мм). Текучесть зависит от плотности материала, гранулометрического состава, формы и состояния поверхности частиц и влияет на производительность автоматических прессов при прессовании, так как она определяет время заполнения порошком пресс-формы. Текучесть ухудшается при увлажнении порошка, увеличении его удельной поверхности и доли мелкой фракции.
Прессуемость порошка - это способность порошка под влиянием внешнего усилия приобретать и удерживать определённую форму и размеры.
Порошки одного и того же химического состава, но с разными физическими характеристиками могут обладать различными технологическими свойствами, что влияет на условия дальнейшего превращения порошков в готовые изделия.
Поэтому физические, химические и технологические свойства порошков находятся в непосредственной зависимости от метода получения порошка.
Но не только качественные характеристики порошка лежат в основе выбора способа получения порошков. Очень важными при оценке метода производства порошков являются вопросы экономики - себестоимость порошка, размер капиталовложений, стоимость переработки порошка в изделия.
Все это вызвало необходимость разработки и промышленного освоения большого числа различных способов производства порошков. Все способы получения порошков, которые встречаются в современной практике, можно разделить на две группы:
- механические способы;
- физико-химические.
Механическими способами получения порошков считаются такие технологические процессы, при которых исходный материал в результате воздействия внешних сил измельчается без изменения химического состава.
К физико-химическим способам относят такие технологические процессы, в которых получение порошка связано с изменением химического состава исходного сырья в результате глубоких физико-химических превращений. При этом конечный продукт (порошок), как правило, отличается от исходного материала по химическому составу.
ЛЕКЦИЯ № 16
6.2. Способы получения порошков
6.2.1 Механические способы получения порошков
К механическим способам получения порошков относят:
- дробление и размол;
- распыление расплавленного металла;
- грануляция;
- обработка металлов резанием.
Дробление и размол. Метод наиболее эффективен, когда в качестве сырья для получения порошка используют отходы производства (обрезки, стружки). Этим способом можно получать порошок любого металла. Однако на практике он в основном используется для превращения в порошок губчатых осадков металлов, полученных электролизом или восстановлением газами, а также для измельчения хрупких металлов и сплавов.
С наибольшей эффективностью методы механического измельчения применяются, когда в качестве сырья для размола используются отходы производства (стружка, обрезки, скрап). Однако, иногда механический размол наиболее приемлем, даже если исходное сырьё не является отходами производства. Например, получение порошков из хрупких материалов (кремний, бериллий), порошков бронзы или легированных сплавов заданного химического состава.
В основе измельчения лежит ударное, скалывающее и истирающее действие так называемых мелющих тел, стенок измельчающих устройств и самой размалываемой массы. При дроблении твердых тел происходят упругие и пластические деформации, в процессе которых зарождаются и накапливаются микротрещины, приводящие к образованию новых поверхностей раздела и разрушению тел. Размолу легко поддаются хрупкие непластичные материалы (кремний, марганец, различные тугоплавкие соединения). Значительно хуже поддаются размолу пластичные металлы (медь, цинк), которые при размоле расплющиваются и даже слипаются.
Общая схема получения порошков механическим измельчением обычно состоит из следующих операций:
- подготовка шихты, состоящая в предварительном грубом дроблении, получении стружки, приготовлении сечки (малых кусков проволоки);
- измельчение шихты в различного вида мельницах;
- отжиг порошка для снятия наклёпа.
Для грубого дробления обычно используются щековые, молотковые, конусные и валковые дробилки, которые ничем не отличаются от дробилок, применяемых в горнорудной промышленности. Размер частиц, получаемых после грубого дробления составляет 1-10 мм.
Окончательный размол и получение металлического порошка проводится в шаровых, вибрационных, вихревых, планетарных мельницах.
Простейшим аппаратом, используемым для получения тонких порошков, является шаровая мельница, которая представляет собой металлический цилиндрический барабан, внутри которого находятся размольные тела, чаще всего стальные или твердосплавные шары, и измельчаемый материал. При вращении барабана с различной скоростью возможно различное движение шаров и, следовательно, несколько режимов измельчения (рис. 6.1).

1
2
![]()
3 4
Рис. 6.1. Схемы движения шаров в мельнице
1 – режим скольжения; 2 – режим перекатывания; 3 – режим свободного
падения; 4 – движение шаров при критической скорости вращения
При небольшой скорости вращения барабана происходит скольжение шаров по поверхности вращающегося барабана (рис. 6.1, положение 1). В этом случае материал истирается между внешней поверхностью массы шаров, которая ведёт себя как единое целое, и стенкой барабана. Эффективность размола при этом мала. Такой режим часто применяется при смешивании разнородных материалов.
При увеличении числа оборотов барабана шары поднимаются на некоторую высоту вместе с вращающейся стенкой барабана, вследствие трения шаров о стенку, и затем скатываются по наклонной поверхности массы шаров (рис. 6.1, положение 2). Измельчение материала в этом случае происходит между поверхностями трущихся шаров. Интенсивность истирания материала увеличивается.
При ещё большем числе оборотов шары поднимаются на значительную высоту и падают вниз, производя дробящее действие, которое дополняет истирающее воздействие на материал (рис. 6.1, положение 3). Это положение является наиболее интенсивным режимом размола.
При дальнейшем увеличении вращения барабана центробежная сила возрастает, и шары начнут вращаться вместе с барабаном (рис. 6.1, положение 4). При этом материал перестаёт измельчатся. Такая скорость вращения называется критической (VKp ).
Рассмотренные выше режимы измельчения характеризуются следующими оборотами барабана:
- режим скольжения при 0,2 VKp ;
- режим перекатывания при 0,4 - 0,6 Vкр ;
- режим наиболее интенсивного измельчения при 0,75 - 0,8 Vкр .
Приведённые соотношения справедливы при загрузки мельницы размалывающими телами в объёме 40 - 50% от объёма мельницы.
Соотношение между истирающим и дробящим действием шаров определяется отношением диаметра барабана (D) к его длине (L):
- при отношении D/L = 3…5 преобладает дробящее действие размольных тел;
- при отношении D/L < 3 — истирающее.
На процесс измельчения большое влияние оказывает общая масса размольных тел. Оптимальным является 1,7 — 2,0 кг размольных тел на 1 л. объёма барабана мельницы.
Количество загружаемого на размол материала влияет на интенсивность измельчения и должно быть таково, чтобы заполнить объём зазоров между размольными телами. Если материала будет больше, то часть его, не вмещающаяся в зазоры, измельчается менее интенсивно, так как в этом случае она не подвергается истирающему действию размольных тел. Кроме этого, уменьшается объём свободного пространства в барабане и затрудняется свободное падение размольных тел, что также снижает интенсивность измельчения. Практически соотношение между массами размольных тел и измельчаемого материала составляет 2,5-3.
Чтобы интенсифицировать процесс размола, особенно при измельчении хрупких материалов, его проводят в жидкой среде, которая препятствует распылению материала и обратному слипанию образующихся тонких частиц. Кроме того, проникая в микротрещины, жидкость создаёт большое капиллярное давление, что способствует измельчению. Количество жидкости при размоле должно составлять 0,4 л на 1 кг размалываемого материала.
Длительность размола составляет от нескольких часов до нескольких суток.
В порошковой металлургии в большинстве случаев используются шаровые мельницы с периодической загрузкой и разгрузкой. Могут использоваться мельницы с центральной разгрузкой через полую цапфу (рис. 6.2, а), с торцевой разгрузкой через диафрагму, представляющую собой поперечную решетку, установленную у разгрузочного конца барабана (рис. 6.2, б), или с периферической разгрузкой через щели в барабане и окружающее его цилиндрическое сито (рис. 6.2, в). Иногда применяются шаровые мельницы, работающие по замкнутому циклу совместно с классификатором, отделяющим недоизмельчённый продукт после выхода из мельницы и возвращающим его на повторное измельчение.
Рис. 6.2. Схемы вращающихся шаровых мельниц
а - с центральной разгрузкой через цапфу; б - с торцевой разгрузкой через диафрагму; в - с периферической разгрузкой через сита
За последнее время в порошковой металлургии всё чаще стали использоваться вибрационные мельницы (рис. 6.3), обеспечивающие тонкое измельчение при минимальной затрате энергии посредством очень частых, но сравнительно слабых ударов по частицам материала. При этом возникают ударные, сжимающие и срезывающие усилия переменной величины, приводящие к усталостному разрушению частиц.
Рис. 6.3. Схема вибрационной мельницы
1 - стальной кожух; 2 - загрузочный люк; 3 — вибратор; 4 — спиральные
пружины; 5 - неподвижная рама
Дебалансный вал вибратора при вращении вызывает круговые колебания корпуса мельницы, загруженного на 75 - 90% размольными телами и измельчаемым материалом. Корпус мельницы опирается на пружины, амортизирующие действия инерционных сил. Частота колебаний корпуса соответствует числу оборотов вала, которое составляет 1000 - 3000 об/мин. Размольные тела и измельчаемый материал, получая частые импульсы от стенок корпуса, совершают сложное движение. Под воздействием соударений, вращений и скольжений размольных тел материал интенсивно измельчается. При работе мельницы происходит непрерывная циркуляция размольных тел и измельчаемого материала.
Вибрационные мельницы могут работать периодически и непрерывно. Эффективность размола в них в несколько раз выше, чем в шаровых вращающихся мельницах.
Для тонкого измельчения трудноразмалываемых материалов в настоящее время широко применяют планетарные центробежные мельницы, в которых в качестве размольных тел используются шары (рис. 6.4). Основными элементами конструкции мельницы являются корпус-шкив с обоймами, основание и кожух. Корпус-шкив представляет собой сварную конструкцию с центральной осью, вокруг которой расположены шесть гнёзд для подшипников обойм и три для крепления осей промежуточных зубчатых" колёс. На концах осей обойм расположены зубчатые колёса, соединенные с промежуточными зубчатыми колёсами, и противовесы, обеспечивающие более равномерное распределение нагрузки на подшипники. Ось корпуса-шкива вставлена в сидение на неподвижном стакане центрального подшипника. На шпонке этого стакана укреплено неподвижное зубчатое колесо. Оси промежуточных зубчатых колёс в корпусе-шкиве закреплены неподвижно. Каждое промежуточное колесо соединено с зубчатыми колёсами двух соседних обойм и передаёт им вращение от центрального неподвижного колеса.
Рис. 6.4. Схема планетарной центробежной мельницы
3 1 – шкив с обоймами; 2 – основание; 3 – кожух
Разлом материала осуществляется следующим образом. Приводится во вращение корпус-шкив, оси промежуточных зубчатых колес и обоймы. Закреплённые в обоймах барабаны вращаются вместе с корпусом-шкивом и одновременно вокруг своей оси. Во время вращения масса размольных шаров располагается около стенки барабана по сегменту, форма и положение которого не меняется во вращении. Кроме того, каждый шар движется по окружности, центром которой является ось барабана. Таким образом, сложное движение шаров, сопровождается их перекатыванием, приводит к интенсивному измельчению материала за счет истирания и ударного воздействия сталкивающихся друг с другом шаров и частиц материала. По сравнению с другими шаровыми мельницами размол в планетарных центробежных мельницах осуществляется интенсивней в сотни раз.
Для измельчения в порошок пластичных материалов используются вихревые мельницы (рис. 6.5), в которых предложен процесс, основанный на том принципе, что разрушающие удары производят сами частицы измельчаемого материала. При этом устраняются обычные загрязнения материалом шаров и стенок мельницы.
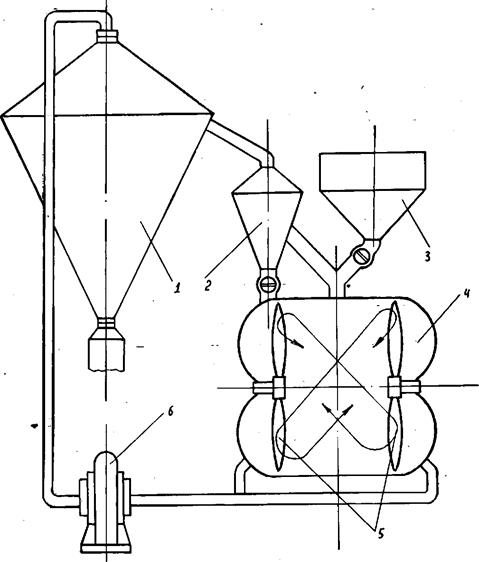
Рис. 6. 5. Схема вихревой мельницы
1 - рабочая камера; 2 - пропеллеры; 3 - насос;
4 - отсадочная камера; 5 -приемная камера; 6 - бункер
Мельница состоит из рабочей камеры, в которой расположены пропеллеры или билы, вращающиеся в противоположных направлениях при высоких, но обязательно равных скоростях. При этом создаются два противоположно направленных воздушных или газовых потоков, которые увлекают за собой частицы порошка. Сталкиваясь друг с другом, частицы измельчаются. Измельчаемый материал загружают в бункер, откуда он поступает в рабочую камеру, где размалывается. В рабочую камеру насосом также подается под давление воздух или газ, с помощью которого измельченные частицы удаляются в приемную камеру. Скорость воздушного потока регулируется с таким расчетом, чтобы из рабочей камеры удалялись частицы определенных размеров. В приемной камере крупные частицы оседают на днище и возвращаются вновь в рабочую камеру, где подвергаются повторному измельчению. Мелкие частицы направляются в отсадочную камеру, откуда производится выгрузка.
В результате вихревого измельчения могут получаться очень тонкие и пирофорные порошки. В целях предохранения порошка от самовозгорания в рабочую камеру вводят инертный газ, к которому добавляют до 5% кислорода для образования на частицах защитных оксидных пленок.
Распыление и грануляция жидких металлов является одним из наиболее производительных методов получения порошков. Распыление расплава является относительно простым и дешевым технологическим процессом производства порошков металлов с температурой плавления до 1600 °С.
Сущность измельчения расплавленного металла состоит в дроблении струи расплава газом или водой при определённом давлении (распыление), либо ударами лопаток вращающегося диска (центробежное распыление), либо сливанием струи расплава в жидкую среду, например воду (грануляция).
Принципиально процесс распыления металлической струи потоком газа возможен по нескольким схемам. Распыление может осуществляться потоком газа, соосно обтекающим струю расплава, обтекающим потоком газа, направленным под некоторым углом к оси струи, и газовым потоком, направленным к оси струи под прямым углом.
Наиболее распространено распыление газовым потоком (рис. 6.6), при котором на свободно истекающую струю металлического расплава направлен под углом 60° к её оси кольцевой газовый поток, создаваемый соплами, охватывающими струю металла. В месте схождения всех струй газового потока происходит разрушение струи расплава в результате отрыва от неё отдельных капель.
Механизм разрушения струи металла очень сложен и полностью ещё не изучен. На размер и форму образующихся частиц влияют мощность и температура газового потока, диаметр струи, температура, поверхностное натяжение и вязкость расплава. Кроме того, большое влияние оказывает конструкция форсуночного устройства. Например, установлено, что размер образующихся частиц уменьшается с повышением скорости истечения газа - энергоносителя из форсунки с расширяющимся соплом или при повышении давления дутья в форсуночных устройствах с сужающимся соплом.
При повышении температуры дутья возрастает кинетическая энергия газового потока, что способствует дроблению струи расплава на мелкие частицы. Наиболее эффективно распыление при температуре газового потока, совпадающей с температурой расплава, так как вязкость и поверхностное натяжение при этом не претерпевают изменений в процессе дробления струи из-за отсутствия переохлаждения расплава. Однако создать такие условия при распылении расплавов, имеющих высокую температуру плавления (1500 - 1700 °С), очень сложно из-за трудностей нагрева газового дутья и значительного усложнения и удорожания распылительных установок.

Рис.6.6. Схема распыления жидкого металла газом
а - схема получения порошка; 1 - металлоприемник; 2 - форсуночное устройство; 3 - экран; 4 - вода; 5 - контейнер; б - схема форсунки; 1 - сопло; 2 - струя жидкого металла; 3 - струя газа
На размер частиц, получаемого порошка, влияет и диаметр струи расплава. Увеличение диаметра струи приводит к снижению количества мелких частиц в порошке, что связано с возрастанием массы расплава, поступающего в зону распыления в единицу времени. На практике, для расплавов с температурой плавления до 1000°С диаметр струи выбирают в пределах 5-6 мм, с температурой плавления до 1300°С — 6 — 8 мм и при более высокой температуре плавления - 8 - 9 мм.
При заливке в металлоприёмник расплав должен иметь температуру на 150 — 200°С выше температуры его плавления, что обеспечивает стабильное истечение струи, так как понижение температуры расплава в металлоприёмнике приводит к повышению его вязкости и поверхностного натяжения, в результате чего снижается выход мелких фракций порошка. В современных установках распыления металлоприёмники выполняются с обогревом, позволяя поддерживать оптимальную температуру струи расплава.
Распыление струи расплава водой широко применяют в промышленности. Этот процесс отличается от распыления расплавов газом более высокой плотностью воды, что влияет на увеличение импульса и кинетической энергии потока воды. Высокая плотность воды обеспечивает также сохранение высоких скоростей энергоносителя на больших расстояниях от среза сопла, чем в случаях использования газовых потоков. Это позволяет в широких пределах изменять взаимное расположение струй расплава и воды, облегчая конструирование устройств для распыления.
Кроме того, при контакте водяной струи с расплавом неизбежен процесс интенсивного парообразования как вокруг струи расплава, так и вокруг каждой распылённой частицы. По этой причине распыление струи расплава осуществляется фактически не водой, а перегретым сжатым паром, образующимся в зоне контакта поверхностей воды и расплава.
В установках с центробежным распылением струя металла разрушается ударами лопаток вращающегося диска (рис. 6.7).
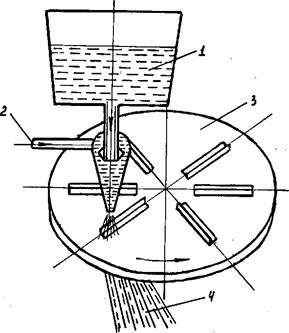
Рис. 6.7. Схема центробежного распыления жидкого металла
1 - металлоприемник; 2 - вода; 3 - диск с лопатками; 4 - порошок
Образующийся порошок вместе с водой, подаваемой под определенным давлением и по специальной кольцевой трубке, создающей из воды форму воронки, внутри которой находится струя жидкого металла, поступает в приёмник. Воронкообразное оформление водяного узла установки позволяет предохранить струю жидкого металла от преждевременного разрушения (грануляции) водой.
Величина частиц порошка зависит от числа ударов лопаток о струю, удельной подачи металла в камеру распыления и вязкости расплава. Изменяя число оборотов крыльчатки, которое может достигать 4000 об/мин, регулируют набор частиц в порошке по размерам.
Грануляция, как способ измельчения жидких металлов, издавна применяется для изготовления свинцовой дроби. При грануляции струю расплава сливают в воду, получая грубые порошки с размером частиц 0,5 - 1,0 мм и выше. Более мелкие фракции можно получать, если применять интенсивное размельчение струи расплава при помощи движущейся конвейерной ленты с последующим охлаждением капель металла в воде.
В любом из рассмотренных вариантов распыления порошок содержит обычно кислород в виде оксидов. Поэтому порошки, полученные распылением, подвергаются восстановительному отжигу, целью которого является не только восстановление оксидов, но улучшение технологических свойств порошка (прессуемость, спекаемость и т.д.).
В настоящее время все шире используются методы бесконтактного распыления с использованием мощных импульсов тока, когда через твердый (в виде проволоки) или жидкий проводник (распыляемый материал) пропускается мощный импульс тока, и проводник мгновенно нагревается и распыляется, или воздействием электромагнитных полей, когда при пропускании электрического тока по струе расплава распыление осуществляется в виде взрыва проволок.
Производство порошков обработкой металлов резанием на практике используются очень редко. Порошки получают при станочной обработке компактных металлов, подбирая такой режим резания, который обеспечивает образование частиц, а не сливной стружки. При этом образующиеся отходы в виде крупной стружки целесообразно использовать для дальнейшего измельчения в шаровых, вихревых и других аппаратах, а мелкую стружку и опилки с величиной частиц порошка около 1 мм можно использовать для изготовления изделий без дополнительного дробления. В некоторых случаях применение этого метода для получения порошка является почти единственным. Прежде всего, это относится к тем металлам, которые очень активны по отношению к кислороду, особенно в состоянии высокой дисперсности. Например, по этому способу получают магниевый порошок.
6.2.2 Физико-химические методы получения порошков
К физико-химическим методам получения порошков относят:
- восстановление оксидов и солей;
- электролиз;
- диссоциация карбонилов;
- гидрометаллургический способ.
Восстановление оксидов и солей является одним из наиболее распространенных и экономичных способов, особенно когда в качестве исходного материала используют руды, отходы металлургического производства (окалина) и другие дешевые виды сырья.
Восстановлением в техническом смысле этого слова, называют процесс получения металла из его химического соединения путем отнятия неметаллической составляющей (кислород, солевой остаток) при помощи вещества, называемого восстановителем. Процесс восстановления является одновременно и процессом окисления. Если исходное химическое соединение (оксид, соль) теряет неметаллическую составляющую или восстанавливается, то восстановитель вступает с ней во взаимодействие или окисляется.
В общем случае реакцию восстановления можно записать в виде
МеБ + Х ↔ Ме + ХБ
где Me - любой металл, порошок которого нужно получить;
Б - неметаллическая составляющая (кислород, солевой остаток и др.)
восстанавливаемого исходного химического соединения; X - восстановитель;
ХБ - химическое соединение восстановителя.
Стрелки означают, что в ходе реакции возможно повторное образование исходного соединения (МеБ) в результате взаимодействия полученного металла (Me) и соединения восстановителя (ХБ). Для оценки возможности протекания реакции восстановления необходимо сопоставить величины, характеризующие прочность химических связей в соединении металла (МеБ) и образующимся соединении восстановителя (ХБ).
Количественной мерой указанных величин служит величина свободной энергии, высвобождающейся при образовании соответствующего химического соединения. Чем больше высвобождается энергии, тем прочнее химическое соединение. Поэтому реакция восстановления возможна лишь в случае, если при образовании соединения восстановителя (ХБ) выделяется энергии больше, чем при образовании соединения металла (МеБ).
Восстановителем может быть только то вещество, которое обладает большим химическим сродством к неметаллической составляющей восстанавливаемого соединения, чем получаемый металл. В порошковой металлургии в качестве восстановителя наиболее распространены:
- водород;
- оксид углерода (СО);
- конвертируемый природный газ;
- диссоциированный аммиак;
- эндотермический газ (эндогаз);
- твердый углерод (кокс, уголь, сажа);
- металлы.
Водород является одним из самых активных газов-восстановителей. В природе в свободном состоянии водород почти не встречается, и поэтому большое значение приобретают рациональные способы его промышленного производства. Практическое значение получили так называемый железо-паровой способ производства водорода и электролиз воды.
В железо-паровом процессе водород получают при обработке раскаленного (около 800°С) железа водяным паром по реакциям
Fe + H2 0 = FeO + H2
3FeO + H2 0 = Fe3 04 +Н2
Получаемый газ содержит до 98% водорода и имеет достаточно высокую стоимость, что ограничивает его применение в порошковой металлургии.
При получении водорода электролизом воды в качестве электролита используются водные растворы щелочей (NaOH, КОН) или кислот (H2 S04 ), так как чистая вода плохо пропускает электрический ток. При пропускании постоянного тока через такие растворы происходит разложение воды на ионы водорода (Н+ ) и ионы гидроксила (ОН- ) по схеме Н2 О→Н+ +ОН~
Ионы водорода перемещаются к катоду, где отдают свой заряд, превращаясь в атомы водорода. В результате на катоде выделяется газообразный водород. Ионы гидроксила отдают свой заряд на аноде, в результате чего на аноде образуется вода и кислород. Получаемый таким способом газ содержит не менее 99,8% водорода.
Применение водорода для целей восстановления сравнительно ограниченно из-за высокой его стоимости. Кроме того, необходимо помнить о взрывоопасности водорода и строго соблюдать при работе с ним правила техники безопасности.
Водородным восстановлением получают порошки вольфрама, молибдена, кобальта, железа, никеля и некоторых других сплавов.
Оксид углерода обычно получают газификацией малосернистого кокса или древесного угля с применением кислородного дутья по реакциям
С + О2 = СО2
СО2 + С = 2СО
Образующийся оксид углерода (СО) очищается от пыли, сернистых соединений, углекислоты, влаги и после очистки содержит не менее 92% СО. Стоимость получаемого оксида углерода высока, поэтому для производства металлических порошков восстановлением его практически не применяют.
Конверторный природный газ. Природный газ содержит 93 - 98% метана (СН4 ). Процесс конверсии заключается во взаимодействии метана с паром при температуре 900 - 11000 С и в присутствии катализатора по реакции
СН4 +Н2 О = ЗН2 +СО
Получаемый в промышленных печах конвертируемый газ содержит 75 -76% Н2 , 22 - 23% СО. Он в 8 - 10 раз дешевле водорода и в зависимости от его
качества применяется для восстановления оксидов при производстве железного порошка, порошков среднеуглеродистых и легированных сталей, железонике-левых, железовольфрамовых и других сплавов.
Диссоциированный аммиак является дешевым и хорошим заменителем водорода. Разложение аммиака осуществляют в специальных реакторах (диссо-циаторах) при температуре 600 - 650 °С. Диссоциированный аммиак содержит 75%Н, и 25%N, и применяется в качестве восстановителя при производстве порошков кобальта, железа, никеля, вольфрама.
Эндотермический газ получают в результате сжигания природного газа или другого углеводородного газа при существенном недостатке воздуха с подводом тепла извне. Эндотермический газ (эндогаз) в последнее время находит широкое применение в порошковой металлургии, хотя обладает меньшей восстановительной способностью по сравнению с водородом. Это объясняется тем, что он более чем в десять раз дешевле водорода и менее взрывоопасен.
Процесс неполного сжигания природного газа ведут при недостатке воздуха в две стадии. На первой стадии кислород взаимодействует с метаном по реакции
СН, +2О2 =СО2 +2Н2 О
На второй стадии процесса избыточный метан реагирует с образовавшимся СО2 и Н2 О по реакциям
СН4 + СО2 =2СО + 2Н2
СН4 +Н2 О = СО+ЗН2
Суммарный тепловой эффект реакций первой и второй стадий отрицательный, в связи с чем для поддержания процесса необходим дополнительный подвод тепла извне.
Эндогаз, получаемый из природного газа, содержит 18 - 20% СО, 38 — 40% Н2 , около 1% С02 , остальное N2 . С применением эндогаза получают порошки железа и среднеуглеродистых сталей.
Твердый углерод при получении порошков восстановлением используется в виде кокса, древесного угля, сажи. Указанные материалы является сильными восстановителями, так как содержат 93 - 98% углерода. Существенным недостатком этих материалов, используемых в качестве восстановителей, является то, что они содержат нежелательные примеси (сера, зола, влага), переходящие в порошок и ухудшающие его свойства.
Металлы. Процесс восстановления химического соединения металлом называют металлотермическим, основанным на большом сродстве металла-восстановителя к кислороду или другому неметаллическому элементу соединения, чем восстанавливаемый металл. Высоким сродством к кислороду обладают кальций, магний, алюминий, натрий, калий, цирконий и бериллий. На практике для осуществления металлотермических реакций восстановления используют в основном кальций, магний, алюминий, натрий.
К металлам-восстановителям предъявляются требования, чтобы они не образовывали с получаемым металлом, сплавов и других соединений. Избыток восстановителя, а также побочные продукты реакции должны полностью отделяться от восстановленного металла.
Металлотермическим восстановлением получают порошки титана, тантала, ниобия, легированных сталей.
Электролиз. Среди физико-химических методов получения металлических порошков электролитический способ по промышленному распространению занимает второе место после восстановления.
Получение порошков электролизом заключается в разложении водных растворов соединений выделяемого металла или его расплавленных солей при пропускании через них постоянного электрического тока и последующей разрядке соответствующих ионов металла на катоде (рис. 6.8).
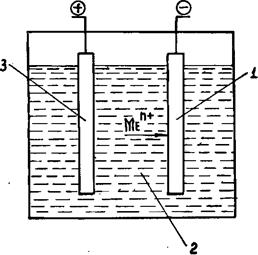
Рис. 6.8. Схема процесса электролиза
1 - катод; 2 - электролит; 3 - анод
При электролизе передача электричества в электролите, представляющем собой раствор солей, кислот и оснований, осуществляется движением положительных и отрицательных ионов, образующихся в результате диссоциации молекул указанных химических соединений. Ионы в электролите в отсутствие внешнего электрического поля движутся хаотически. При наложении электрического поля движение ионов становится упорядоченным, и катионы перемещаются к катоду, а анионы - к аноду.
Источник электрического тока является своеобразным двигателем или насосом, перемещающим электроны с одного полюса на другой. В результате такого принудительного перемещения электронов на катоде образуется избыток отрицательно заряженных электронов на катоде образуется избыток отрицательно заряженных электронов и он приобретает отрицательный заряд, а анод, лишившись части электронов, приобретает положительный заряд.
Источником ионов выделяемого металла является анод, состоящий из этого металла, и электролит, содержащий его растворимое соединение. В случае использования нерастворимого анода источником ионов выделяемого металла является только электролит.
Превращение иона металла в атом связано с расходом некоторого количества энергии. Поэтому в первую очередь протекает тот процесс разрядки, который требует меньших затрат энергии. В связи с этим электролиз является и процессом рафинирования, так как не все имеющиеся в электролите катионы при данных условиях могут выделиться на катоде. В этом случае метод электролиза позволяет получать порошки высокой чистоты, допускающий возможность использования даже загрязненных исходных материалов.
В зависимости от условий электролиза на катоде можно получать твердые хрупкие осадки в виде плотных слоев, губчатые мягкие осадки и осадки рыхлые. Твёрдые и губчатые осадки для получения порошка измельчают, а рыхлые используют как готовый порошок. Основными факторами, влияющими на структуру катодного осадка является:
—концентрация ионов выделяемого металла;
—температура электролита;
—плотность тока.
Концентрация ионов выделяемого металла влияет на количество и качество катодного осадка. При электролизе выделение металла на катоде начинается не по всей его поверхности, а в отдельных местах, в первичных центрах кристаллизации. Повышение концентрации ионов выделяемого металла создаёт ускоренное питание этих центров, в результате чего формируется плотный осадок. Понижение концентрации ионов металла в электролите создаёт условия для образования рыхлого осадка. Однако при слишком малой концентрации в процесс электропереноса будут вовлекаться и другие ионы, что снизит количество катодного осадка.
Температура электролита. При повышении температуры увеличивается подвижность ионов ускоряется их перенос, сохраняется повышенная концентрация катионов у катода. В то же время повышается интенсивность химического взаимодействия выделяемого металла с электролитом, что приводит к снижению количества осадка металла на катоде. Кроме того, возрастает летучесть электролита, ухудшающая условия труда. Практически электролиз водных растворов ведут при температуре электролита 40 - 60 °С, а электролиз расплавов - при температуре ниже температуры плавления выделяемого металла, обеспечивая минимальное протекание побочных процессов.
Плотность тока представляет собой силу тока, проходящего через 1 м электрода. Она связывает силу тока, являющегося главным фактором, характеризующим её производительность, с суммарной рабочей площадью катодов или анодов в ванне:
 ,
,
где П - плотность тока, А/м2 ; J – сила тока, А; S - суммарная рабочая площадь катодов или анодов, м2 .
Катодная и анодная плотности тока в ванне не совпадают, так как суммарные поверхности катодов и анодов всегда различаются между собой в силу ряда причин. При большой плотности тока на единице площади катода разряжаются больше ионов и таким образом создаются много первичных центров кристаллизации. В связи с малой скоростью роста кристаллов образуются мелкие, дисперсные осадки. Однако высокая плотность тока приводит к выделению на катоде побочных элементов и снижает количество осадка выделяемого металла. Кроме того, с повышением катодной плотности тока растёт и анодная плотность тока, в результате чего на аноде начинается разрядка побочных ионов, приводящая к ухудшению технико-экономических показателей. Поэтому плотность тока должна быть максимально допустимой и не превышать оптимальное значение.
Изменение плотности тока осуществляется за счет изменения силы тока на ванне или изменением числа катодов (катодной поверхности) при постоянной силе тока.
На электролиз и свойства катодного осадка влияют и другие факторы. В частности, расстояние между электродами, длительность наращивания порошка, кислотность электролита, наличие в нем посторонних ионов, скорость циркуляции электролита, форма и состояние поверхности электродов и другие факторы.
Методом электролиза можно получать порошки всех металлов. В настоящее время электролизом получают порошки меди, железа, серебра, цинка, никеля, кадмия, олова, сурьмы, а также их сплавов.
Электролитический метод производства порошков характеризуется невысокой производительностью и довольно высокой себестоимостью получаемого порошка. Однако чистота и высокие технологические свойства электролитических порошков в значительной степени компенсируют недостатки метода.
Диссоциация карбоиилов. Карбонилы представляют собой химические соединения металлов с оксидом углерода, которые можно выразить общей формулой Меа (СО)с . В основе карбонильного метода лежит способность некоторых металлов под воздействием оксида углерода (СО) образовывать комплексное соединения, называемые карбонилами, которые при определённых условиях могут диссоциировать с образованием порошков. Общим требованием к таким соединениям при получении порошков является их легколетучесть и невысокие температуры образования и термического разложения. Основные свойства некоторых карбонилов приведены в таб. 6.1.
Карбонильный процесс получения порошков проходит в две стадии по реакциям:
Meа Бв + сСО → Ме (СО)
Меа (СО)с → аМе + сСО
На первой стадии исходное сырьё (Меа Бв ), содержащее металл (Me) в соединении с балластным веществом (Бв ) взаимодействует с оксидом углерода (СО), образуя промежуточный продукт - карбонил [Mea (CO)c ], который отделяется от балластной примеси благодаря высокой летучести и собирается в чистом виде.
Во второй стадии промежуточный продукт (карбонил) при нагреве диссоциирует на металл и оксид углерода, который обычно возвращают на первую стадию процесса.
Первую стадию карбонильного процесса называют синтезом карбонила металла, а вторую - термическим разложением карбонила. При синтезе карбонила на поверхности исходного материала, который может быть металлоломом, отходами металлообработки, окисленными рудами и др., адсорбируются газообразные молекулы оксида углерода (СО), вступающие затем в химическое взаимодействие с металлической составляющей сырья. Образующееся карбонильное соединение вначале остаётся на поверхности металла, удерживаемое силами сцепления, а затем удаляется с неё в виде газа. Реакция образования карбонила идёт везде, где оксид углерода соприкасается с поверхностью металла в исходном сырье, а именно снаружи твердого тела, в его трещинах и порах. На образование карбонила оказывают влияние температурные условия, а также присутствие веществ, тормозящих или ускоряющих реакцию.
Таблица 6.1
Основные свойства некоторых карбонилов
| Карбонил |
Цвет и состояние в нормальных условиях |
Температура плавления, 0 С |
Плотность, г/см3 |
Продукты разложения карбоналов |
| Fe(CO)5 |
Желтая жидкость |
– 19,5 |
1,453 (при 200 С) |
Выше 1300 C Fe и CO |
| Fe2 (CO)9 |
Золотистые, желтые или оранжевые кристаллы |
– |
2,085 (при 18,50 С) |
При 1000 C Fe и CO |
| Fe3 (CO)12 |
Темнозеленые кристаллы |
– |
1,996 (при 180 С) |
При 1500 C Fe и CO |
| Ni(CO)4 |
Бесцветная жидкость |
– 19 |
1,31 (при 200 С) |
При 00 С в вакууме и выше 500 С при избыточном давлении 1 ат. Ni и CO |
| Co(CO)4 |
Оранжевые кристаллы |
51 |
1,78 |
Выше 600 С Со и СО |
| Cr(CO)6 |
Бесцветные кристаллы |
Возгоняется |
1,77 |
При 2000С или освещении Сr и СO |
| Mo(CO)6 |
Бесцветное твердое вещество |
Возгоняется |
1,96 |
Mo и CO |
| W(CO)6 |
То же |
127 |
– |
W и CO |
Термическая диссоциация карбонила на металл и оксид углерода обычно проходит при относительно невысокой температуре. Сначала появляются атомы металла и газообразные молекулы оксида углерода. Порошковые частицы формируются в результате кристаллизации парообразного металла. Сначала образуются зародыши, а затем из них вырастают крупинки порошка различной формы.
На скорость образования зародышей и на скорость формирования металлических кристаллов влияют степень разряжения в аппарате, концентрация паров металла и главным образом температура. При относительно низкой температуре образуется значительно больше зародышей, чем при повышенной. Увеличение концентрации пара металла и снижение вакуума в аппарате благоприятствует образованию зародышей.
Условия развития зародышей отличны от условий их образования. Скорость роста кристаллов также зависит от температуры процесса и от концентрации паров металла. Однако глубина вакуума влияет на форму и размер частиц металла. В условиях глубокого вакуума образуются очень мелкие частицы с правильно сформированными гранями. В умеренном вакууме образуется смесь правильных кристаллов самых различных размеров, а в неглубоком вакууме появляются дендриты.
В промышленных масштабах карбонильным методом производят порошки никеля, железа, кобальта, хрома, молибдена, вольфрама и некоторых других металлов. Метод позволяет получать и полиметаллические порошки, например железоникелевые, железомолибденовые, железокобальтовые, железоникельмолибденовые. В этом случае термическому разложению подвергают смесь карбонилов соответствующих металлов. Сами карбонилы при этом готовят отдельно. Сплавы можно получать и в том случае, если в аппарат разложения вместе с парами карбонила вводить порошок другого металла. Карбонил разлагается на поверхности порошковых частиц и образуется сплав.
Гидрометаллургический способ. Метод является одним из способов хлорной металлургии, в которой используются активные свойства хлора и хлоридов для получения редких металлов и веществ в высокочистом состоянии, когда другие известные методы не могут быть применены. Метод может быть использован и для получения легированного порошка из комплексных руд, содержащих никель, хром, ванадий и другие легирующие элементы, и перерабатываемые в настоящее время с большими потерями указанных элементов.
Сущность способа заключается в том, что металлосодержащий материал подвергается процессу восстановления. Полученный продукт обрабатывается соляной кислотой, в результате чего металл переходит в раствор образуя хлориды по схеме:
Ме + НС1 → МеС1 + Н2
Нерастворимые компоненты (пустая порода, зола и др.) остаются в осадке. Раствор отделяют от осадка фильтраций, упаривают до концентрации насыщения и подвергают кристаллизации. Полученные кристаллы хлоридов восстанавливают водородом.
Применительно к комплексным рудам в раствор переходят железо, никель, хром, ванадий, марганец. Нерастворимый осадок имеет самостоятельную ценность, так как после перевода в раствор железа и некоторых легирующих элементов он обогащается другими компонентами.
В термодинамическом отношении, характеризующем возможность получения легированного железа из руд хлоридным методом, представляют интерес три основные операции.
- восстановительный обжиг руды;
- растворение обожженной руды в соляной кислоте;
- восстановление хлоридов.
Расчеты показывают, что при восстановительном обжиге в интервале температур 700 - 1000°С возможно восстановление оксидов железа и никеля. Оксиды остальных металлов в указанном температурном интервале не восстанавливаются. Однако, в присутствии железа возможно восстановление оксидов хрома и марганца, сопровождающегося образованием твердого раствора (Fe — Me), снижающим сродство восстанавливаемого металла к кислороду.
На рис. 6.9 и 6.10 приведено изменение составов равновесных газовых фаз от температуры и концентрации металла в железе при восстановлении оксидов хрома и марганца.
Из приведённых зависимостей следует, что в присутствии железа равновесный состав газа беднее водородом и оксидом углерода. И образование раствора хрома и марганца в железе существенно облегчает процесс восстановления оксидов хрома и марганца и сдвигает его в область более низких температур.
Следовательно, при восстановительном обжиге комплексных руд возможно восстановление железа, никеля, хрома, марганца и при растворении обожженной руды в соляной кислоте они перейдут в раствор, образуя хлориды. Оксиды остальных элементов, входящих в состав руд, в этих условиях не восстанавливаются и перейдут в нерастворимый остаток.
На рис. 6.11 представлено изменение равновесного состава газовой фазы от температуры при восстановлении кристаллов хлоридов водородом, из которого следует, что в диапазоне температур 400 - 900°С возможно восстановление хлоридов железа и никеля. Хлориды марганца и хрома при указанных температурах не восстанавливаются. Однако, восстановление их в присутствии металлического железа возможно при температурах 600 - 700°С с образованием твердого раствора хрома и марганца в железе.
Начальная стадия растворения происходит бурно, сопровождается интенсивным выделением водорода, который, пройдя системы осушки и очистки, подаётся на восстановление хлоридов. По мере снижения концентрации соляной кислоты и сокращения поверхности твердой фазы скорость реакции растворения падает. Для ускорения процесса растворения на конечном этапе реакционный объём обогревается паром, подаваемым в паровые рубашки реакторов.
![]()
Н2 О/Н2 или СО2 /СО∙104
150
| 2 |
2 |
| 3 |
3 |
| 1 |
1 |
120
90
60
30
0
700 800 900 1000 1100 1200
Температура, 0 С
Рис. 6.9. Зависимость состава равновесной газовой фазы от температуры
и концентрации хрома в железе в реакциях восстановления оксида хрома
водородом (сплошные линии), оксидом углерода (пунктирные линии)
1 – при отсутствии раствора; 2 – с образованием раствора хрома в
железе при концентрации 0,1 %; 3 – то жен при 0,5 %.
Технологический процесс получения легированного железа из комплексных руд хлоридным методом представлен на рис. 6.12. Усредненная на рудном дворе руда поступает в дробильное отделение. Сюда же подается твердый восстановитель. В процессе размола происходит равномерное перемешивание руды и восстановителя. Приготовленная шихта направляется на
восстановительный обжиг. Для ускорения процесса обжиг проводится с
использованием газообразного восстановителя. Подвергнутая восстановительному обжигу руда направляется в реакторы растворения, заполненные соляной кислотой.
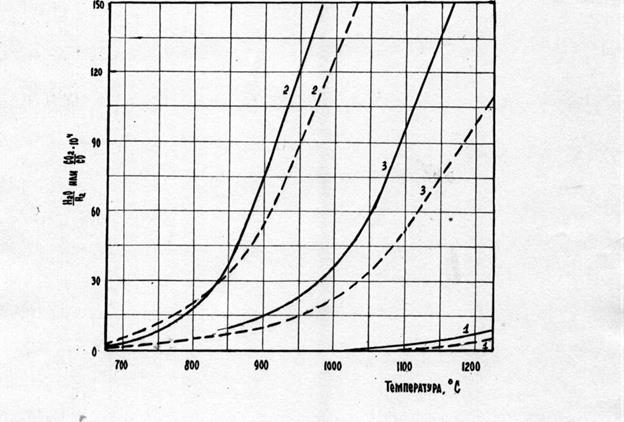
Рис. 6.10. Зависимость состава равновесной газовой фазы от температуры и концентрации марганца в железе в реакциях восстановления оксида марганца водородом (сплошные линии), и оксидом углерода (пунктирные линии)
1 - при отсутствии раствора; 2-е образованием раствора марганца в
железе при концентрации 0,1%; 3 - то же при 0,5%
Полученная в результате растворения пульпа, содержащая частицы нерастворимого остатка, подается на фильтрацию, где раствор отделяется от нерастворимого остатка. Отфильтрованный раствор поступает на выпаривание и кристаллизацию.
Кристаллы хлоридов направляются на восстановление, которое осуществляется с помощью водорода. Образующийся в ходе восстановления хлористый водород поступает на регенерацию соляной кислоты.
К числу основных достоинств гидрометаллургического способа следует отнести высокую чистоту порошка и почти полная регенерация водорода и соляной кислоты, образующихся на стадиях растворения металлосодержащего сырья и восстановления хлоридов. Кроме того, нерастворимый осадок имеет свою самостоятельную ценность, так как после перевода в раствор получаемого металла он обогащается другими ценными компонентами.
![]()
Твердый восстановитель
Газообразный
восстановитель
Соляная
кислота Н2
Осадок
Н2 Хлористый водород
Рис. 6.12. Схема технологического процесса получения
легированного железа хлоридным методом
Для случая использования легированного металлосодержащего сырья можно регулировать состав получаемого порошка путем селективного восстановления сложных хлоридов.
Л Е К Ц И Я № 17
6.3. Прессование металлических порошков
Прессование металлических порошков представляет собой технологическую операцию, в результате которой под действием приложенного усилия из бесформенного сыпучего порошка получается прочное тело - прессовка по форме и размерам близкая форме и размерам готового изделия.
Сложность явлений, сопровождающих уплотнение порошка и многообразие требований к свойствам готовых изделий вызывают необходимость проведения специальных операций по подготовке порошка к формованию.
Основными операциями при подготовке порошков к прессованию являются:
- отжиг;
- классификация (рассев);
- смешивание.
Отжиг. Этот вид обработки порошков применяют с целью повышения их пластичности, улучшения прессуемости и формуемости. При отжиге снимается наклеп, происходит восстановление оксидов, оставшихся при получении порошка или образовавшихся в результате окисления металла при хранении порошка.
Чаще всего отжигу подвергают порошки, полученные механическим измельчением твердых материалов. Такие порошки содержат значительные количества оксидов, растворенных газов и наиболее наклепаны.
Нагрев осуществляют в защитной среде (восстановительной, инертной или вакуум) при температуре порядка 0,4 - 0,6 температуры плавления металла в проходных или других печах, идентичных используемым при восстановлении и спекании. Для более тщательной очистки порошков от различных примесей часто используют атмосферы с галогенсодержащими добавками. Так, отжиг железного порошка в атмосфере смеси водорода с хлористым водородом приводят к получению порошков, более чистых по кремнию и марганцу, так как наличие хлористого водорода способствует образованию легко испаряющихся хлоридов кремния и марганца.
Классификация. Под классификацией понимают разделение порошков по величине частиц на фракции, используемые затем либо непосредственно для формования, либо для составления смеси, содержащей требуемый процент частиц нужного размера.
Классификация порошков осуществляется обычно в аппаратах, применяемых в химическом производстве и обогатительном деле. В практике порошковой металлургии чаще всего применяют ситовую классификацию порошков. Для этого используют различные типы сит, основными из которых являются помещаемые в кожух с вытяжной вентиляцией механические сита с электромагнитным или рычажным вибраторами. Сетки изготавливают из бронзовой или латунной проволок, шелка или капрона с размером ячеек, аналогичным тем, которые применяются в ситовом анализе.
Часто для классификации порошков применяют многодечные механические вибросита, в которых движение сетчатых дек осуществляется от электродвигателя через клиноременную передачу.
При затруднении свободного просева порошка используют протирочные ситовые устройства, в которых специальное приспособление с небольшим усилием давит на порошок, способствуя его проходу через сетку.
Классификация порошков с размером частиц менее 40 - 50 мкм осуществляют с помощью воздушных сепараторов, обеспечивающих высаживание твердых частиц из несущего газового потока под действием на них силы тяжести.
В воздушном сепараторе разделяемый материал в потоке газа поступает в кольцевое пространство, скорость потока в котором снижается в несколько раз, и крупные частицы под действием силы тяжести выпадают и удаляются через патрубок. Воздушный поток далее проходит через тангенциально установленные лопатки, приобретая вращательное движение. Более крупные частицы под действием центробежных сил отбрасываются на стенки корпуса сепаратора, опускаются по ним и выводятся через другой патрубок. Мелкие частицы с газовым потоком поступают в циклон, где происходит их выделение.
Очень эффективными аппаратами для разделения порошков являются циклоны-сепараторы. В корпус циклона по касательной к окружности вводят газовый поток, содержащий твердые частицы, который приобретает вращательное движение. На каждую частицу действуют сила тяжести, увлекающая её вниз, центробежная сила, выталкивающая частицу в радиальном направлении и сила давления потока, заставляющая частицу двигаться по окружности. В итоге частицы движутся по спирали и, достигнув стенки корпуса, перемещаются по конусу к выпускному штуцеру. Мелкие частицы выносятся из циклона и могут быть выделены в следующем циклоне. Работа воздушных сепараторов регулируется изменением скорости газового потока. Производительность циклонов-сепараторов очень высока, а конструкция достаточна проста.
Смешивание порошков. Смешивание является одной из важных операций при изготовлении материалов и изделий из порошков. Оно заключается в приготовлении однородной механической смеси из порошков различного химического и гранулометрического состава. Задачи смешивания - превращение совокупности частиц твердых компонентов в макрооднородную смесь.
Результат смешивания определяется формой и величиной частиц, числом смешиваемых компонентов и соотношением их количеств, коэффициентом трения между частицами, способностью частиц к слипанию и другими факторами.
Наиболее распространенным является механическое смешивание компонентов в шаровых мельницах, аналогичных применяемым при размоле, и смесителях различных типов. При смешивании в шаровой мельнице смешивание сопровождается одновременным измельчением компонентов. Если измельчение при смешивании нежелательно, используют смесители различных типов. Это могут быть барабанные, в том числе так называемые «пьяные бочки», применение которых в настоящее время ограниченно из-за их недостаточной эффективности, шнековые, лопастные, центробежные, планетарные, конусные и установки непрерывного действия. Широкое применение нашли двухконусные смесители, схема и принцип действия которых представлен на рис.6.13.
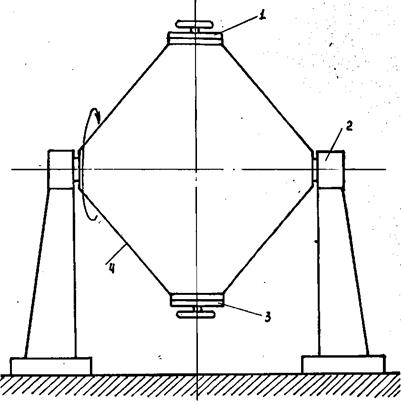
Рис.6.13. Схема двухконусного смесителя
1 - загрузочный люк; 2 - подшипник; 3 - разгрузочный люк;
4 - корпус смесителя
Смешивание в лопастных или шнековых смесителях проводят при приготовлении пастообразных смесей. Такие смесители эффективны при добавке к порошку различных веществ, улучшающих процесс прессования, например раствора каучука в бензине, парафина или его раствора в бензине.
Для улучшения смешивания разнородных компонентов используют планетарные смесители которые представляют собой емкость, совершающую вращение в трех измерениях, создавая вихревое кружение находящихся в ней компонентов. Качально-трясущееся движение сосуда приводит к чередованию ускорения и замедления в процессе перемешивания частиц, что способствует быстрому и качественному перемешиванию разнородных материалов.
Смешивание порошков может осуществляться в газовой (воздух, инертный газ) или в жидкой (вода, спирт, бензин и др.) средах. В жидкой среде смешивание происходит значительно интенсивнее, чем в газовой. Это объясняется тем, что ввод жидкости в смесь способствует созданию повышенного давления в тонких щелях частиц за счет действия капиллярных сил и распространению трещин в частицах, что приводит к доизмельчению компонентов. Однако следует иметь в виду, что применение так называемого мокрого смешивания не всегда экономически выгодно. Например, использование воды в качестве жидкой среды вызывает необходимость применения сушки в защитной атмосфере или проведения дополнительного восстановительного обжига из-за возможности окисления металлических порошков. Это ведет к усложнению технологии и повышает себестоимость продукции.
При смешивании компонентов с резко различающимися плотностями используют особые приемы. Например, применяют раздельную загрузку компонентов по частям, перемешивая сначала более легкие с более тяжелым компонентом, а затем к такой смеси добавляют остальные компоненты. В некоторых случаях хорошие результаты достигаются при перемешивании разноплотных компонентов в вакууме. В этом случае поведение компонентов не зависит от их плотности и частицы внутри смесителя движутся с одинаковыми скоростями, что обеспечивает высокую равномерность объёмного распределения компонентов в смеси.
В случае плохих технологических характеристик смеси (низкая текучесть, прессуемость) её подвергают грануляции, под которой понимают операцию образования устойчивых комочков сфероидальной формы, состоящих из сравнительно большого числа частиц.
Для улучшения прессуемости и грануляции порошков при смешивании в смеситель вводят пластифицирующие добавки (растворы в органических жидкостях парафина, воска, каучука и др.), которые обволакивают частицы и при прессовании создают дополнительную прочность прессовок, облегчая их трение между стенками пресс-формы и самими частицами. Кроме присадок, улучшающих процесс прессования, в смесь могут вводится добавки, формирующие те или иные свойства прессовок. Например, поризаторы, обеспечивающие высокую пористость изделий.
Результаты смешивания контролируют либо по физико-технологическим свойствам шихты, определяя гранулометрический состав, насыпную массу, текучесть, прессуемость, либо химическим анализом проб. На практике обычно контролируют часть технологических характеристик смеси и проводят химический анализ проб из неё.
6.3.1 Общие закономерности процесса прессования
Прессование представляет собой формирование металлического порошка путём приложения давления к порошку, находящемуся в закрытой форме или оболочке. Основные закономерности процесса прессования рассмотрены на примере формования простейшей заготовки в стальной прессформе (рис. 6.14). При формовании в собранную и установленную на плиту пресса прессформу засыпается порция порошковой смеси и устанавливается пуансон, через который от пресса на порошковую смесь передается соответствующее давление и под действием усилия начальный объём сыпучей порошковой смеси уменьшается, происходит деформирование её и формируется брикет, называемый прессовкой, заданной формы и размеров. После выдержки при заданном давлении нагрузка снимается и спрессованная заготовка выталкивается из пресс-формы. Прессование в закрытых пресс-формах может быть односторонним, когда усилие прессования прикладывается к одной из торцовых поверхностей будущей прессовки или двухсторонним — при приложении усилия прессования с двух сторон.
Рис. 6.14. Схема прессования заготовки в стальной прессформе
1 - матрица; 2 - порошок; 3 - нижний пуансон (подставка);
4 - верхний пуансон
Изменение объёма порошковой массы происходит в результате смещения и деформации отдельных частиц и связано с заполнением пустот, образовавшихся при свободной насыпке порошка, при которой частицы в полости пресс-формы располагаются хаотически, образуя так называемые мостики или арки.
Для пластичных металлов деформация вначале ограниченна приконтактными участками малой площади, а затем распространяется в глубь частиц. В случае хрупких материалов деформация проявляется в разрушении и дроблении выступов на поверхности частиц.
При прессовании увеличение плотности прессуемого порошка происходит неравномерно. Кривая процесса уплотнения порошка имеет несколько характерных участков (рис. 6.15). На первом этапе прессования наибольшее повышение усилия прессования вызывает значительное увеличения плотности прессуемого порошка. При дальнейшем повышении усилия прессования значительного увеличения плотности заготовки не происходит. Это объясняется тем, что в начальной стадии прессования плотность засыпанного порошка равна его насыпной массе, и при приложении даже незначительного усилия прессования приводит к резкому повышению плотности (рис. 6.15, участок 1). По мере увеличения плотности и усилия прессования происходит разрушение мостиков и арок, проникновение частиц в поры, перемещение неблагоприятно расположенных частиц в более благоприятные места (рис. 6.15, участок 2). Большая часть усилия прессования на этом участке затрачивается на преодоление трения частиц порошка о стенки пресс-формы.
 Плотность
Плотность
1 2 3 4
Давление прессования
Рис. 6.15. Зависимость плотности заготовки от давления прессования
По мере увеличения усилия прессования происходит качественное и количественное изменение границ между частицами. За счет трения между частицами при их смещении относительно друг друга контактные поверхности несколько сглаживаются, окисные пленки снимаются, контакты между частицами в этих местах из неметаллических переходят в металлические. Сближение частиц, а также качественное изменение контактных поверхностей приводит к появлению сил межатомного взаимодействия, в результате чего сопротивляемость порошка внешнему воздействию увеличиваются и повышение плотности прессовок затормаживается.
Прессование при очень больших усилиях вызывает хрупкое разрушение частиц порошков из твердых материалов и пластическую деформацию частиц из мягких металлов (рис. 6.15, участок 3). Работа прессования на этом этапе в основном затрачивается на деформацию и разрушение частиц. Нарастание уплотнения прессовок с увеличением давления происходит медленно и постепенно прекращается.
При прессовании различных материалов величина давления, необходимого для достижения определенной плотности прессовок, будет различной. Чем пластичнее материал порошка, тем при более низких давлениях начинается уплотнение порошков за счет деформации частиц.
В реальных условиях в процессе прессования происходит наложение указанных стадий уплотнения, протекающих практически одновременно. Так, деформация некоторых частиц начинается уже при малых давлениях и в то же время движение отдельных частиц имеет место при значительных нагрузках.
Перемещение частиц порошка, происходящее при прессовании, приводит к возникновению давления на стенки пресс-формы называемом боковым. Оно значительно меньше приложенного к порошку давления из-за трения между частицами и других факторов, затрудняющих смещение частиц. Между боковым давлением и давлением прессования существует прямая пропорциональная зависимость. Показатель, соответствующий их отношению, называется коэффициентом бокового давления, величина которого может составлять 25 — 40%. Величина его зависит от плотности прессовки, а также физических характеристик порошка (пластичность, дисперсность и форма зерен). Боковое давление изменяется по высоте прессуемых брикетов из-за сил трения, возникающих между движущимися частицами порошка и стенками пресс-формы. Это явление называется внешним трением. Часть давления прессования тратится на его преодоление, происходит уменьшение усилия прессования по высоте брикета. Следовательно, уменьшается и боковое давление. Потери усилия прессования на внешнее трение зависит от коэффициента трения в паре материал порошка - материал пресс-формы, качества обработки стенок пресс-формы, наличия смазки, высоты засыпки порошка и размера поперечного сечения пресс-формы. С наличием внешнего трения связано неравномерное распределение плотности в объёме прессовки. Плотность падает по высоте брикета в направлении прессования по мере уменьшения усилия из-за потерь на преодоление внешнего трения.
Одним из способов уменьшения внешнего трения и повышения плотности брикета является применение смазки при прессовании. Используемые смазки могут быть активными и инертными.
Активные смазки изменяют физико-механические свойства порошковых частиц, понижают прочность поверхностных слоев частиц, что облегчает их деформирование и способствует уплотнению. Инертные смазки не оказывают какого-либо воздействия на материал порошка, но способствуют уменьшению сил трения.
В качестве смазок чаще всего используют стеариновую кислоту и её соли, парафин, олеиновую кислоту, глицерин, камфору и другие вещества.
После прессования для удаления брикета из прессформ необходимо приложить некоторое усилие, которое называется давлением выталкивания. Оно пропорционально давлению прессования и упругих свойств материала порошка. Возникновение его связано с самопроизвольным увеличением размеров прессовки при снятии с неё давления в результате действия внутренних напряжений, возникающих в процессе уплотнения порошка. Это явление носит название упругого последействия и имеет место и после выпрессовки брикета из прессформ даже в течение некоторого времени.
Величина упругого последействия зависит от дисперсности порошка, формы и состояния поверхности частиц, механических свойств материала, давления прессования, смазки, упругих свойств пресс-формы и других факторов.
В направлении прессования упругое последействие всегда больше, чем в поперечном направлении, так как усилие прессование всегда больше бокового давления.
Упругое последействие у брикетов из порошков хрупких и твердых металлов больше, чем у брикетов из мягких и пластичных порошков. Это объясняется тем, что при одном и том же давлении прессования прочность прессовки из более твердых материалов меньше и роль упругой деформации для них возрастает по сравнению с пластической.
6.3.2. Основные способы прессования
Разработанные способы прессования порошков позволяют получать продукцию, начиная от готовых изделий и кончая заготовками любой формы и размеров.
Основными способами формования изделий из металлических порошков являются:
- прессование в пресс-формах;
- изостатическое прессование;
- прокатка порошков;
- мундштучное прессование;
- шликерное формование;
- динамическое прессование.
Прессование в пресс-формах наиболее распространено в связи с тем, что оно обеспечивает получение деталей, которые практически не подвергаются механической обработке.
Прессование в пресс-формах может быть односторонним и двухсторонним. Одностороннее прессование применяется при изготовлении изделий простой конфигурации, у которых отношение длины или высоты к диаметру или толщине не превышает 3.
Размеры прессуемого изделия в направлении, перпендикулярном направлебнию прессования, определяются размерами полости пресс-формы и являются для данной пресс-формы стабильными. Размер в направлении прессования (по высоте) может меняться при каждом очередном прессовании.
Получение изделия заданной высоты можно обеспечить либо прессованием с использованием ограничителей высоты (так называемое прессование до упора), когда ход плунжера пресса ограничивается специальными ограничителями, либо путем контроля давления прессования по индикатору или манометру. Прессование до упора обеспечивает высокую производительность и получение изделий с размерами, которые зависят от колебаний характеристик порошка вследствие влияния последних на упругое последействие. Метод прессования по давлению основывается на наличии точного соответствия между приложенным давлением и плотностью спрессованного брикета для каждого сорта порошка.
Операция прессования из-за специфических особенностей накладывает ограничения на форму и размеры прессуемых изделий. Например, невозможно получить изделия с боковыми впадинами, которые приходится изготавливать дополнительной механической обработкой. Отверстия, перпендикулярные направлению прессования, необходимо высверливать после операций прессования и спекания.
Наиболее распространенными видами брака спрессованных брикетов являются расслойные трещины (расслой) и осыпание граней. Причинами расслоя являются неправильный режим прессования (высокое давление прессования при использовании непластичных порошков с большим упругим последействием), неправильная конструкция пресс-формы и плохо обработанные стенки её, неравномерная засыпка шихты в полость матрицы и другие факторы.
При горячем прессовании используются графитовые пресс-формы или пресс-формы из жаропрочных сталей. В этом случае процесс прессования обычно совмещается со спеканием, так как применяемые температуры горячего прессования составляют 0,5 - 0,8 от Т1И основного компонента смеси.
Изостатическое прессование. Изостатическим называют прессование в эластичной оболочке под действием всестороннего сжатия. Если сжимающее усилие создается жидкостью, прессование называют гидростатическим, а если газом - газостатическим.
При гидростатическом прессовании порошок засыпается в резиновую оболочку, помещают её в рабочую камеру гидростата, в которой создают требуемое давление жидкостью (рис.6.16) с помощью насоса высокого давления.
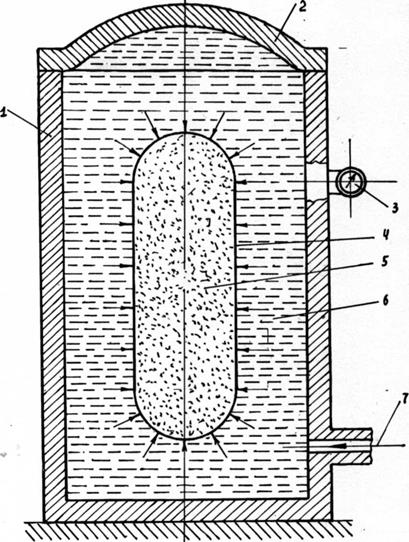
Рис. 6.16. Схема гидростатического прессования порошков
1 - корпус камеры гидростата; 2 - крышка; 3 - манометр; 4 - эластичная оболочка; 5 - порошковая шихта; 6 - жидкость; 7 - подача жидкости от насоса высокого давления
В качестве жидкости может использоваться масло, вода, глицерин. При этом виде прессования почти отсутствует трение частиц порошка о стенки оболочки, так как те из них, которые прилегают к оболочке, перемещаются вместе с ней. Равенство и равномерность сжимающих усилий во всех направлениях приводит к тому, что боковое давление равно единице. Плотность различных участков получаемой прессовки практически одинаково.
Порошок, находящийся в оболочке, до приложения к нему давления подвергают вибрации для обеспечения равномерной плотности засыпки и дегазации, так как воздух, имеющийся в порах засыпки, будет препятствовать уплотнению.
Гидростатическим прессованием получают цилиндры, трубы, шары и другие изделия.
К недостаткам гидростатического прессования следует отнести трудности получения брикетов размерами близкими к заданным и необходимость применения механической обработки при изготовлении изделий точных форм и размеров, а также низкую производительность процесса.
Газостатическое прессование пока не получило широкого распространения из-за сложности конструкций прессующих устройств. Оно может проводится при комнатной температуре или при повышенных температурах. Прессование при высоких температурах совмещается с процессом спекания и позволяет получать изделия практически любых материалов с относительной плотностью, близкой к теоретической.
Прокатка порошков . Прокатка металлических порошков представляет собой формование в прокатном стане. Сущность метода прокатки заключается в подаче порошка в зазор между двумя вращающимися навстречу один другому валками (рис. 6.17).
![]()
3 4
порошок
2 2
1
Рис. 6.17. Схема прокатки металлических порошков
1 – спрессованный порошковый материал; 2 – валки; 3 – порошок;
4 – бункер.
Силами внешнего трения порошок увлекается в зазор и уплотняется в изделие достаточной прочности, обеспечивающей транспортировку его на спекание. Поступление порошка в валки может быть свободным, когда он поступает в очаг деформации под действием собственной массы, и под давлением, когда порошок в валки подаётся принудительно, с помощью специальных устройств. Например, подача порошка в валки с помощью шнекового устройства, когда давление подпора порошка в очаге деформации создается за счет разности производительности шнека и пропускной способности валков.
Толщина и плотность заготовки зависят от химического и гранулометрического состава порошка, формы его частиц, давления порошка на валки, состояния поверхности валков и других факторов. При прокатке каждая частица в зависимости от усилия прессования и формы" частиц будет иметь разную степень деформации и различную плотность. Частицы шаровой формы будут меньше деформироваться, чем частицы дендритной или игольчатой формы и заготовка из этих частиц будет иметь меньшую плотность. Кроме того, заготовка из частиц с сильно развитой поверхностью обладает повышенной плотностью.
Процесс прокатки порошка от начала поступления его в валки и до выхода из валков делится на три периода. В первый период, который называется начальным неустановившемся, заготовка имеет переменные толщину и плотность, так как плотность порошка, заполняющего зону деформации, изменяется по высоте. При вращении валков в зазор между ними увлекаются деформируемые частицы порошка, которые вызывают расклинивающее действие, а в очаг деформации поступают новые порции порошка. Когда процесс вовлечения и прессования порошка уравновешивается сопротивлением стана упругим деформациям, наступает второй период, называемый установившимся периодом прокатки, в котором выходящая из валков заготовки имеет постоянную плотность. В третьем периоде, называемым нестационарным, происходят обратные явления в связи с разгрузкой валков стана.
В начальном и конечном периодах параллельно с изменением плотности изменяется давление порошка на валки и в результате упругой деформации стана изменяется толщина заготовки. В связи с этим при прокатке порошков стремятся к максимальному сокращению длительности этих периодов, а концевые участки заготовок подлежат обрезке, так как они обычно неоднородны по плотности.
Порошок можно прокатывать в холодном или горячем состоянии. Прокатка при комнатной температуре наиболее проста, но менее эффективна, чем прокатка подогретого порошка.
Заготовки после прокатки обычно спекают в печах непрерывного действия в защитной атмосфере.
В некоторых случаях после спекания применяют ещё одну или несколько повторных уплотняющих прокаток и спеканий, обеспечивающих получение заготовки с заданными свойствами. При одновременной прокатке нескольких порошков, различающихся по свойствам металлов, или порошка и листового металла получают многослойный прокат.
Прокатка металлических порошков применяется для получения заготовок конструкционных, электротехнических, фрикционных и антифрикционных изделий (лента, листы, проволока и др.), а также в производстве фильтров и других пористых изделий для очистки разных сред.
Мундштучное прессование . Мундштучным прессованием называют формование заготовок путем продавливания смеси порошка с пластификатором через отверстие в матрице (рис. 6.18).
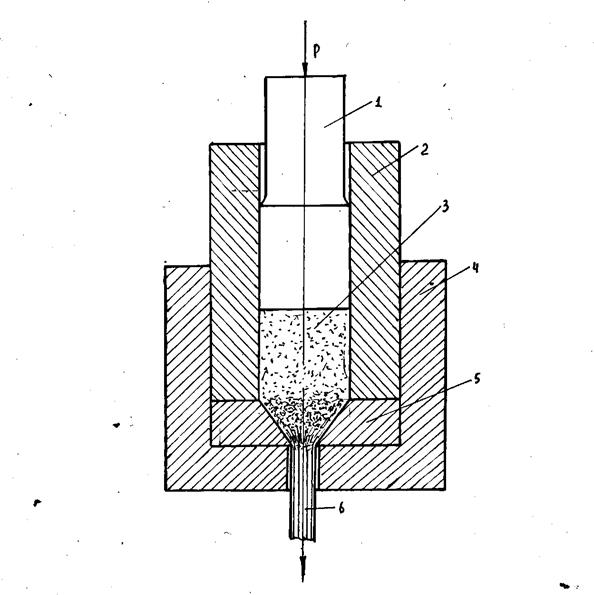
Рис. 6.18. - Схема мундштучного прессования порошков
1 - пуансон; 2 - корпус; 3 - порошок; 4 - матрица; 5 - конус;
6 - заготовка
При мундштучном прессовании можно продавливать через мундштук либо смесь порошка со связкой, либо предварительно спрессованную заготовку, которую перед продавливанием подогревают.
В качестве пластификатора применяют парафин, поливиниловый спирт, крахмал, бакелит.
Мундштучное прессование эффективно при производстве прутков, труб, уголков и других больших по длине изделий из плохо прессуемых материалов, в том числе тугоплавких металлов и соединений, твердых сплавов и других.
Шликерное формование является способом изготовления изделий путём заливки шликера, представляющего собой однородную концентрированную взвесь порошка в жидкости, в пористую форму с последующей сушкой. При этом процесс формования совершается без приложения внешнего давления. Иногда этот процесс формования называют шликерным литьём.
Для приготовления шликера используют очень мелкие порошки, взвесь которых в жидкости (растворы на основе воды и спирта) однородна и устойчива в течение длительного времени. Шликер содержит некоторое количество добавок (кислоты, щелочи, различные соли), препятствующих скапливанию частиц и улучшающих смачивание частиц порошка и стенок формы жидкостью.
Форму для шликерного формования изготавливают из гипса, пористой керамики, нержавеющей стали и других подобных материалов.
Заготовку получают путем заливки шликера во влагопоглощающую форму, жидкость из которой удаляется через поры. Механизм формования заключается в направленном осаждении твердых частиц на стенках формы под действием направленных потоков жидкости. Потоки возникают в результате впитывания жидкости в поры формы под влиянием разрежения или под воздействием центробежных сил при центробежном шликерном формовании.
Скорость наращивания твердого слоя зависит от скорости удаления жидкости, размера частиц, соотношения между твердой и жидкой фазами в шликере, температуры, количества добавок. Связь между частицами обусловлена в основном механическом зацеплением.
Полученная заготовка извлекается из формы и подвергается сушке и спеканию. Для облегчения удаления заготовки внутреннюю поверхность формы покрывают тонким слоем специального вещества (мыло, графит, бумага, тальк), препятствующего схватыванию с формируемым материалом.
Изделия, полученные шликерным формованием, вследствие большой исходной пористости, которая может достигать 60%, при спекании дают значительную усадку. Однако плотность изделий после спекания получается достаточно большой и равномерной по объёму.
Методом шликерного формования изготавливают изделия сложных форм (трубы, тигли, турбинные лопатки и др.), которые трудно получить традиционными методами прессования, особенно в случае уплотнения хрупких порошкообразных материалов.
Динамическое формование представляет собой процесс прессования с использованием импульсных нагрузок или вибрации. Отличительной чертой такого формования является высокая скорость приложения нагрузки к уплотняемому порошку. В связи с этим его часто называют высокоскоростным.
В качестве источника энергии используют энергию взрыва заряда взрывчатого вещества, ударную волну высокой интенсивности, возникающую при разряде аккумулированной электрической энергии и воздействующую на материал через жидкость, энергию сжатого газа, вибрацию.
При взрывном формовании энергия взрыва сообщает определенную скорость устройству, ударяющему по прессующему пуансону, либо передается на прессуемый порошок через жидкость, либо воздействует на прессуемый порошок, заключенный в эластичную оболочку или тонкостенный металлический контейнер. Такой высокоскоростной вид прессования приводит к выделению тепла и нагреву контактных межчастичных участков, что облегчает процесс деформирования. В результате плотность заготовок достигает большего значения, чем при обычных методах прессования низкоскоростными нагрузками.
Разновидностью динамического формования является динамическое горячее прессование (метод ДГП). Метод основан на предварительном холодном формовании пористой заготовки из порошковой шихты заданного состава, её последующем кратковременном нагреве и допрессовки динамическими нагрузками. Этот метод позволяет получать практически беспористые изделия точных размеров и с высокой чистотой поверхности.
При вибрационном формовании используется эффект благоприятного воздействия вибрации на процесс уплотнения, что связано с разрушением межчастичных связей и улучшением взаимоподвижности частиц. В результате достигается плотная укладка частиц при меньших давлениях прессования и обеспечивается высокая равномерность распределения плотности по объёму заготовки.
Энергия вибрирования расходуется на преодоление инерции и упругого сопротивления вибрирующей системы и на преодоление инерции, сил трения и сцепления уплотняемого порошка. В случае уплотнения порошка небольшой массы основную роль играют инерция и упругие свойства системы. Поэтому для обеспечения наиболее выгодного режима уплотнения следует выбирать частоту вибрирования ближе к собственной частоте колебаний системы. При уплотнении больших масс порошка основную роль будут играть собственная частота колебаний слоя частиц и силы связи между ними. Поэтому частоту вибрирования выбирают ближе к резонансной или по отношению к вибрирующей системе, или по отношению к уплотняемой массе порошка. При правильном выборе частоты, ускорения и амплитуды вибрирования плотность и прочность прессовок выше, чем при статическом прессовании.
Во всех случаях, требующих высоких давлений при статическом прессовании применение вибрирования будет выгодным. Наиболее эффективно применение вибрации при прессовании порошков непластичных и хрупких металлов, к которым высокие статические давления не могут быть приложены из-за происходящего при этом разрушения брикетов.
6.4. Спекание
Спекание порошковых материалов представляет собой тепловую обработку свободно насыпанного порошка или спрессованных заготовок при температуре 0,7 - 0,9 абсолютной температуры плавления металла порошка или температуры плавления основного металла в многокомпонентной системе порошков. Это одна из важнейших технологических операций, результатом которой является превращение непрочной заготовки в прочное спеченное тело со свойствами, приближающимися к свойствам литого материала.
При спекании происходит удаление газов, адсорбированных на поверхности частиц, возгонка различных примесей, снятие остаточных напряжений на контактных участках между частицами и в самих частицах, восстановление оксидов и растворение их, перестройка поверхностного слоя в результате диффузии и переноса металла в виде пара с одних мест в другие, качественное изменение межчастичных контактов и формы пор.
Существуют две основные разновидности процесса спекания. Это твердофазное или спекание без образования жидкой фазы и жидкофазное, при котором легкоплавкие компоненты смеси порошков расплавляются.
6.4.1. Основные процессы происходящие при спекании
При твердофазном спекании основными процессами являются:
- поверхностная и объёмная диффузия;
- усадка;
- рекристаллизация;
- перенос атомов через газовую фазу.
Поверхностная и объёмная диффузия является наиболее существенным механизмом при спекании. Все металлы имеют кристаллическое строение, характерной особенностью которого является упорядоченное положение атомов. В узлах кристаллической решетки металла частиц располагаются атомы, которые совершают колебательные движения. Амплитуда этих колебаний с повышением температуры увеличивается и приводит к тому, что положение атомов становится неустойчивым, в результате чего возникает возможность перехода атома из одного узла кристаллической решетки в другой. При переходе атомов из одного положения в другое затрачивается некоторая энергия, и на новом месте атом некоторое время опять совершает колебательные движения, пока его энергия снова не увеличится. Такое перемещение может совершаться как по поверхности тела (поверхностная диффузия), так и в его объёме (объёмная диффузия).
Движение атомов происходит по имеющимся в кристаллической решетке пустотам, представляющим собой не занятые атомами узлы решетки или свободные промежутки в самой кристаллической решетки.
При одной и той же температуре не все атомы частицы обладают одинаковой подвижностью. Атомы, находящиеся на поверхности частиц и особенно на их выступах, обладают большей подвижностью. Поэтому в начальный период спекания перемещения испытывают поверхностные атомы частиц и прежде всего атомы, которые располагаются на их выступах как обладающие наибольшим запасом поверхностной энергии. Такие атомы легко покидают свои места и стремятся занять более устойчивые положения во впадинах частиц. В узких участках межчастичного пространства высокоподвижные атомы концентрируются и начинают принадлежать одновременно нескольким частицам. Такая поверхностная диффузия приводит к увеличению межчастичных контактов и к упрочнению порошковых тел.
Наиболее эффективное проявление поверхностной диффузии наблюдается при низких и средних температурах спекания. При высоких температурах преимущественное значение приобретает объёмная диффузия, выражающаяся в снижении механической прочности частиц, в повышении пластичности и способности их металла к объёмному течению под действием сил поверхностного натяжения. Это вызывает перемещение материала частиц в пространство пор и сокращение суммарного объёма пор, что приводит к сближению центров частиц и в общем случае к усадке.
Усадка - это изменение размеров нагреваемого порошкового тела при спекании. Величина усадки представляет собой выраженное в процентах или долях единицы отношение разности между начальным и конечным параметрами к начальному параметру. Она может быть объёмной или линейной и определяется формулами:

или  %
%
где V0 - объём прессовки до спекания; V1 - объём прессовки после спекания; Н0 - высота прессовки до спекания; Н1 - высота прессовки после спекания.
Обычно при спекании уменьшается пористость и возрастает плотность изделий. В начальный период спекания (100 - 150 °С) происходит удаление паров и газов адсорбированных на частицах металла, испарение или выгорания смазок и снятие упругих напряжений. С повышением температуры (0,4 - 0,5 Тпл ) заканчивается снятие упругих напряжений, продолжается дегазация и выгорание смазок и связующих веществ, происходит восстановление оксидных плёнок, в результате чего неметаллические контакты заменяются металлическими и увеличивается их площадь. При температуре 0,7 - 0,9 Тпл заканчивается восстановление оксидов, контакты между частицами становятся полностью металлическими, происходит сглаживание поверхности частиц, сфероидизация пор и окончательное упрочнение.
Процесс усадки при спекании характеризуется стремлением системы к уменьшению запаса поверхностной энергии, что возможно только за счет сокращения суммарной поверхности порошковых частиц. Поэтому порошки с сильно развитой поверхностью уплотняются при спекании с наибольшей скоростью, как обладающие большим запасом поверхностной энергии. При нагреве прессовки до некоторой температуры и выдержке усадка в начальный момент происходит быстро, а затем замедляется и почти прекращается. При новом подъёме температуры скорость уплотнения снова возрастает и опять замедляется через некоторое время. Это происходит при каждом новом подъёме температуры и связано с тем, что запас поверхностной энергии зависит от величины и состояния поверхности частиц или от количества дефектов на единицу площади. В начальный момент нагрева дефектов много и каждая частица стремиться избавиться от них и усадка идет быстро. Затем число дефектов приближается к равновесному для данных условий и усадка замедляется.
При спекании прессовок иногда бывают случаи нарушения процесса спекания, выражающиеся в недостаточной степени усадки или даже увеличении объёма. Это может происходить за счет снятия упругих напряжений, возникших при прессовании, наличия невосстанавливающихся оксидов, фазовых превращений и выделений газов, образующихся при химических реакциях, протекающих при спекании.
Спекание многокомпонентных систем характеризуется рядом особенностей, заключающихся в том, что спекание разнородных материалов является более сложным процессом, в котором наряду с самодиффузией, обуславливающий перенос массы в область контакта частиц, должна происходить гетеродиффузия, обеспечивающая выравнивание концентраций разноименных атомов в пределах образца. В значительной степени на ход процесса спекания таких систем оказывает характер диаграммы состояния компонентов. При неограниченной взаимной растворимости компонентов наибольшее значение имеет объёмная гетеродиффузия. Усадка в этом случае меньше возможной суммарной усадки каждого из компонентов системы и зависит от их концентрации в материале. Это объясняется более низкой подвижностью атомов в твердых растворах по сравнению с чистыми металлами и невозможностью получения при смешивании абсолютно однородной смеси. Поэтому при спекании образуется большое количество контактов, скорость диффузии через которые неодинакова.
Спекание систем с ограниченной растворимостью или при полной нерастворимости компонентов осложняется изолированием однородных частиц от взаимного контакта, что существенно препятствует протеканию самодиффузии, и ухудшает условия спекания.
Рекристаллизация - это образование и рост зерен за счет соседних зерен той же фазы. На первой стадии рекристаллизации из определенных центров образуется новые зерна с более современной структурой за счет исходных зерен с менее совершенной структурой, и процесс называется первичной рекристаллизацией. На второй стадии происходит рост образующихся зерен за счет таких же соседних зерен, и процесс называется собирательной рекристаллизацией. Рост зерен определяется стремлением системы к уменьшению запаса внутренней энергии. Так как в единице поверхности заключена поверхностная энергия определенной величины, то укрупнение зерна приводит к уменьшению суммарной поверхности и, следовательно, к уменьшению запаса свободной энергии в системе. Практически рост зерен продолжается до их некоторого среднего размера в связи с тормозящим влиянием посторонних включений, находящихся по границам зерен. Это поры, примеси и пленки на поверхности порошковых частиц.
Увеличение размера зерен при сравнительно небольших температурах происходит в поверхностных слоях прессовки и называется поверхностной рекристаллизацией. С повышением температуры рекристаллизация происходит во всем объёме прессовки и носит название межчастичной собирательной рекристаллизации. В общем случае спеченные прессовки характеризуются сравнительно небольшими размерами зерен.
Перенос атомов через газовую фазу при спекании является видом транспортного механизма, при котором происходит испарение вещества с поверхности одних частиц и конденсация его на поверхности других частиц. В связи с зависимостью упругости пара над поверхностью от её кривизны вещество испаряется с выпуклых участков частиц и конденсируется на вогнутой поверхности контакта за счет разности в упругости паров вещества над этими поверхностями. Перенос вещества идет в направлении межчастичного контакта, увеличивая его протяженность и соответственно повышая прочность межчастичного сцепления. Перенос атомов через газовую фазу способствует изменению формы пор, но не оказывает влияния на изменение плотности при спекании.
Влияние явления переноса вещества через газовую фазу при спекании на физико-механические свойства тел возрастает с повышением температуры и в результате химических реакций между спекаемым материалом и газовой атмосферой печи. Например, при восстановлении оксидов образующиеся атомы металла обладают большой подвижностью и легко переходят в газовую фазу, увеличивая концентрацию в ней паров вещества. В процессе выдержки при температуре спекания упругости паров вещества над частицами выравниваются и перенос атомов через газовую фазу прекращается.
Спекание порошковых материалов, когда образуется жидкая фаза, называется жидкофазным, при котором происходят процессы, несколько отличающиеся от процессов твердофазного спекания. В присутствии жидкой фазы, развитие сил сцепления между отдельными частицами порошка облегчается, но только в том случае, если она смачивает частицы, остающиеся твердыми. При плохой смачиваемости жидкая фаза тормозит спекание, препятствуя уплотнению.
Появление жидкой фазы при спекании, образующейся за счет расплавления более легкоплавкого компонента, приводит к увеличению скорости диффузии компонентов и облегчает перемещение частиц твердой фазы относительно друг друга, способствует заполнению пор.
Различают три стадии спекания в присутствии жидкой фазы:
- вязкое течение жидкости и перегруппировка частиц. На этой стадии образовавшаяся жидкая фаза заполняет поры и способствует перегруппировке твердых частиц, что приводит к их более плотной упаковке;
- растворение и осаждение, при котором мелкие частицы растворяются в жидкости, а крупные растут за счет вещества, осаждающегося на них из расплава;
- образование жесткого скелета. На этой стадии твердые частицы срастаются, жидкость уже не может затекать в межчастичные промежутки и усадка связана с процессами, имеющими место при твердофазном спекании. В результате срастания частиц образуется жесткий скелет и уплотнение подчиняется закономерностям твердофазного спекания.
В реальном процессе жидкофазного спекания в зависимости от природы фаз и количества жидкой фазы преобладает та или иная стадия спекания. В общем случае скорость и степень уплотнения увеличиваются при возрастании содержания жидкой фазы. Однако, количество образующейся жидкой фазы не должно быть слишком большим и не превышать объём твердой фазы, так как это ведет к потере изделием формы, полученной при прессовании. Одновременно необходимо иметь в виду, что чрезмерно малое количество жидкой фазы не позволяет в полной мере использовать преимущества спекания с жидкой фазой, так как её объём будет недостаточен для обеспечения требуемой активности соответствующих процессов при спекании.
К жидкофазному спеканию относится метод пропитки жидким металлом, представляющим собой легкоплавкую металлическую составляющую композиции, спрессованного и спеченного пористого каркаса из тугоплавкого компонента. При этом жидкий металл или сплав заполняет поры заготовки из тугоплавкого компонента.
Применяются два метода пропитки:
- метод наложения;
- метод погружения.
Метод наложения заключается в том, что на пористый каркас помещают пропитывающий металл в виде кусочка, объём которого равен объёму имеющихся пор каркаса. После нагрева в печи до соответствующей температуры происходит расплавление легкоплавкого металла и расплав впитывается в поры тугоплавкого каркаса.
- Метод погружения состоит в том, что пористый каркас погружают в ванну с расплавленным пропитывающим металлом. Впитывание происходит под действием капиллярных сил. Температура пропитки обычно превышает на 100 — 150 °С температуру плавления пропитывающего металла.
6.4.2 Технологические факторы, влияющие на процесс спекания
Основными технологическими факторами, влияющими на процесс спекания и свойства спеченных материалов являются:
- свойства исходных порошков;
- -давление прессования;
- температура спекания;
- продолжительность спекания;
- атмосфера спекания.
Свойства исходных порошков во многом предопределяют их поведение при спекании. Установлено, что с увеличением дисперсности порошка процесс спекания ускоряется. Так как запас поверхностной энергии тем больше, чем больше суммарная поверхность частиц, то процесс спекания ускоряется с увеличением их дисперсности и шероховатости, а плотность и прочность изделий возрастают. При одной и той же плотности механические и электрические свойства изделий после спекания тем выше, чем дисперснее исходный порошок.
Шероховатость поверхности частиц и дефектность кристаллического строения способствуют усилению диффузионной подвижности атомов, что позволяет получать более плотные и прочные изделия.
Структура спеченных из тонких порошков изделий отличается наличием большого числа крупных зерен, выросших в результате рекристаллизации при спекании.
Интенсификации спекания способствуют оксиды, содержащиеся в большом количестве в мелких порошках и восстанавливающихся в процессе спекания.
В общем случае на изменение плотности и свойств прессовок при спекании влияют величина и состояние поверхности частиц, содержание оксидов и несовершенства кристаллического строения.
Давление прессования . Увеличение давления прессования приводит к увеличению исходной плотности спекаемых изделий и к уменьшению объёмной и линейной усадок. Это связано с тем, что при большей плотности материал имеет больший коэффициент вязкости или сильнее сопротивляется изменениям объёма под воздействием усилий, возникающих при спекании. Так как плотность прессовок неодинакова по высоте, то при спекании усадка в средней части прессовки больше, чем у её торцов, пористость в которых после прессования меньше. При спекании мелкозернистых порошков наблюдается выравнивание пористости как между прессовок с разной исходной плотностью, так и между местами с неоднородной плотностью у одной и той же прессовки.
Увеличение давления прессования приводит к повышению твердости, сопротивления разрыву и сжатию, т.е. к повышению всех показателей прочности спеченных изделий.
Температура спекания. С повышением температуры спекания плотность и прочность спеченных изделий возрастают и тем быстрее, чем ниже давление прессования.
В области низких температур усадка незначительна, так как происходит испарение влаги, удаление адсорбированных газов и восстановление поверхностных оксидов.
В области высоких температур происходит значительный рост металлического контакта между частицами, уплотнение пор под действием сил поверхностного натяжения и усадка прессовки.
Большое значение имеет скорость подъёма температуры при спекании. При
быстром подъёме в крупногабаритных изделиях может наблюдаться местное
различие в величине усадки из-за неравномерности прогрева, что приводит к
искажению формы изделия. -i
Продолжительность спекания. Выдержка спрессованных изделий при постоянной температуре спекания вызывает сначала резкий, а затем более медленный рост плотности, прочности и других свойств. Максимальная прочность достигается за довольно короткое время и при дальнейшем увеличении времени изотермической выдержки она практически остаётся неизменной. На практике выдержка при спекании варьируется от нескольких десятков минут донескольких часов в зависимости от температуры спекания, состава и требуемой плотности изделия, его размеров и других факторов.
Атмосфера спекания существенно влияет на результаты. Сравнение результатов спекания, проводимого в различных средах, свидетельствует о том, что при спекании в восстановительной среде достигается большая плотность, чем при спекании в нейтральной среде. Это объясняется химическим воздействием восстановительной среды на оксидные пленки, приводящим к их уничтожению. Благодаря этому активируется миграция атомов металла к контактным участкам соприкасающихся частиц.
Очень полно и быстро происходит спекание в вакууме, которое по сравнению со спеканием в нейтральной среде в большинстве случаев начинается при более низких температурах и даёт повышенную плотность изделий.
Влияние атмосферы спекания возрастает, если к ней добавить некоторые соединения, активирующие процесс спекания (например, пары галогенидов). В этом случае атомы металла на выступах как наиболее активные реагируют с такими добавками, а образующиеся соединения снова восстанавливаются до металла, атомы которого в свою очередь конденсируются в местах с минимальным запасом свободной энергии (стыки частиц, впадины на поверхности частиц), благоприятствуя переносу вещества через газовую фазу. Активированная атмосфера может благоприятно влиять на процесс спекания и вследствие удаления примесей и рафинирования спекаемого материала.
6.5. Горячее прессование
Горячим прессованием называют одновременное прессование и спекание порошков. Совмещение прессования и спекания в одной операции позволяет реализовать наблюдаемое при повышении температуры увеличение текучести материалов и получать фактически беспористые изделия и изделия из большого класса материалов, для которых применение других методов затруднительно или даже невозможно (например, карбидов, боридов и других сверхтвёрдых материалов).
Наиболее существенными достоинствами горячего прессования следует считать максимально быстрое уплотнение материала и получение изделия с минимальной пористостью при сравнительно малых удельных давлениях прессования.
В отличие от холодного прессования выдержка под давлением при горячем прессованием значительно увеличивается, что необходимо для прохождения процесса спекания, время которого при наличии внешнего давления в свою очередь значительно сокращается.
Температуру горячего прессования выбирают в зависимости от природы спекаемого материала, и она составляет 0,5 - 0,9 Тпл основного компонента.
Механизм уплотнения при горячем прессовании аналогичен наблюдаемому при спекании и включает образование механического контакта, рост плотности с одновременным увеличением размеров частиц и дальнейший рост частиц при незначительном дополнительном уплотнении.
Свойства горячепрессованных изделий значительно зависит от условий проведения процесса. Обычно такие изделия обладают более высоким пределом прочности, повышенной твердостью, лучшей электропроводностью и более точными размерами, чем изделия, полученные путем последовательного прессования порошка и спекания прессовки. Эти свойства тем выше, чем больше давление прессования. Горячепрессованные изделия отличаются мелкозернистой структурой и нередко по механическим свойствам не уступают аналогичным деталям из литых материалов.
Горячим может быть любой из известных способов формования. Это прессование в пресс-формах, прокатка, динамическое прессование. Наиболее распространено горячее прессование в пресс-формах. Для нагрева обычно используется электрический ток, хотя пресс-форма с порошком или порошок могут быть нагреты и иным способом до приложения давления к порошку. На рис. 6.19 представлена схема двустороннего горячего прессования с косвенным нагревом. На практике часто применяется прямой нагрев при подводе тока к матрице или пуансонам, а также индукционный нагрев.
Материалом для изготовления прессформ служат жаропрочные сплавы и графит. В настоящее время всё шире находят применение пресс-формы из тугоплавких оксидов и других химических соединений. Для предотвращения взаимодействия прессуемого материала с материалом пресс-формы внутреннюю её поверхность покрывают каким-либо инертным составом (например, жидким стеклом, эмалью) или металлической фольгой. Кроме того, для предохранения прессуемого материала от окисления применяют защитные среды (восстановительные, инертные или вакуум).
При горячем прессовании важную роль играет способ приложения и снятия нагрузки. Целесообразно сначала быстрее нагреть порошок, а затем прикладывать давление. В этом случае улучшается условия удаления газов, адсорбированных порошком, что способствует его уплотнению. Снимать давление необходимо после полного остывания спрессованного изделия, что уменьшает потерю плотности из-за упругого последействия.
В промышленности для горячего прессования наиболее широкое распространение получили специальные гидравлические прессы, в которых расположено устройство для нагревания порошка. Давление прессования и температуру в них повышают попеременно до требуемой величины.

Рис. 6.19. Схема двустороннего горячего прессования в прессформе
с косвенным нагревом
1 - низкий пуансон; 2 - нагреватель; 3 - матрица; 4 - порошок; 5 прессовка; 6 - верхний пуансон; 7 - источник питания
Горячее прессование широко применяют в тех случаях, где требуется получить высокие механические и физические свойства (высокую прочность и твердость, хорошую электропроводность и точные габаритные размерь^. Горячее прессование часто является единственным методом изготовления крупных и плотных заготовок из некоторых тугоплавких металлов и материалов.
Однако, несмотря на большие достоинства, горячее прессование уступает раздельному процессу прессования и спекания по производительности и по энергетическим затратам из-за сложности оборудования. К недостаткам горячего прессования следует отнести и трудность автоматизации процесса.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Дальский А. М. и др. Технология конструкционных материалов /А. М. Дальский, Т. М. Барсукова, Л. Н. Бухаркин. – М.: Машиностроение, 2002.
2. Никифоров В. М. Технология металлов и других косирукционных материалов /В. М. Никифоров. – СПб.: Политехника, 2006.
3. Фетисов Г. П. и др. Материаловедение и технология металлов /Г. П. Фетисов, М. Г. Карпман, В. М. Матюнин и др.: Под ред. Г. П. Фетисова. – М.: Высшая школа, 2006.
4. Кечин В. А. и др. Проектирование и производство литых заготовок /В. А. Кечин, Г. Ф. Селихов, А. Н. Афонин. – Владимир: ВлГУ, 2002.
5. Колесов С. Н. и др. Материаловедение и технология металлов / С. Н. Колесов, И. С. Колесов. – М.: Высшая школа, 2004
6. Дальский А. М. Технология конструкционных материалов / А. М. Дальский. – М.: Машиностроение, 1985.
7. Технология конструкционных материалов /Под ред. М. А. Шатерина. – СПб.: Политехника, 2005.