| Скачать .docx |
Реферат: Отчет по летней технологической практике на кафедре НТСМ СПбГАУ

Министерство сельского хозяйства Российской Федерации ФГОУ ВПО «Санкт - Петербургский государственный
аграрный университет»
Инженерно- технологический факультет
Кафедра надежности и технического сервиса машин
Отчет
По летней технологической практике.
Выполнил:
Студент гр. 6561
Баринов И.С.
Проверил:
Ильин М.А.
Санкт – Петербург г. Пушкин
2011 год
Ремонт блоков цилиндров.
Блок цилиндров, без сомнения, можно назвать основой любого двигателя. К нему крепятся головка блока, агрегаты, коробка передач, а внутри расположены поршневая группа и кривошипно-шатунный механизм. Очевидно, каждый из этих узлов испытывает нагрузки, а, значит, на блок действуют большие силы, переменные по величине и направлению. Чтобы противостоять им, блок должен быть достаточно жестким, т.е. не деформироваться под действием этих сил.
Однако требование высокой жесткости вступает в противоречие с необходимостью снизить до минимума массу. Это вполне понятно - чем толще стенки блока, тем он жестче, но и тяжелее. А тяжелый блок - это не только тяжелый автомобиль: материалы, из которых изготавливается блок цилиндров, будь то специальный чугун или алюминиевый сплав, нельзя назвать дешевыми. И даже небольшой выигрыш по весу, к примеру, 100 г, в массовом производстве с его миллионными «тиражами» может дать экономию в сотни и тысячи тонн металла.
С другой стороны, работающий двигатель - основной источник шума в автомобиле. Так вот, еще одна задача блока цилиндров - не только не усилить, а, наоборот, поглотить, свести до минимума все моторные шумы. Эта задача - тоже не из простых: ведь тонкие стенки блока сами могут вибрировать, становясь при этом источником шума.
Естественно, выполнить все перечисленные требования одновременно очень непросто, но для современного автомобиля это необходимо. А потому блок цилиндров - это сложная и дорогостоящая деталь, при проектировании которой используются компьютеры и точные математические методы расчетов.
В зависимости от материала и конструкции блоков применяются свои технологии ремонта блоков цилиндров.
Ремонт блока цилиндров начинается с его визуального осмотра для обнаружения
видимых дефектов.
Рассмотрим виды дефектов.
Дефект 1. Глубокие задиры на поверхности цилиндра Причины:
Действия:
Дефект 2. Царапины на поверхности цилиндра Причины:
Действия:
Дефект 3. Выработка поверхности цилиндра Причины:
Действия:
Косвенным признаком сильного износа является отсутствие на поверхности цилиндров сетки хона. Проверку выработки, эллипсности и конусности каждого цилиндра следует выполнять так: с помощью индикаторного нутромера, настроенного на требуемый размер, промеряем каждый цилиндр в двух взаимно перпендикулярных плоскостях в верхней, средней и нижней частях цилиндра. Особенно сильный износ наблюдается, как правило, в зоне верхней мёртвой точки, то есть там, где "останавливается" верхнее компрессионное кольцо. Если выработка в цилиндрах превышает 0,1 мм, а эллипсность составляет более 0,05 мм, блок ремонтируется расточкой и последующей хонинговкой в следующий ремонтный размер или гильзовкой. Дефект 4. Трещины в цилиндрах Причины:
Действия:
Примечание. Определить наличие трещин в блоке цилиндров и их размеры можно с помощью опрессовки. Дефект 5. Трещины на верхней плоскости блока, в районе отверстий под болты головки Причины:
Действия:
Дефект 6. Трещины, пробоины и обломы приливов на других поверхностях блока цилиндров Причины:
Действия: · Требуется замена блока цилиндров. В некоторых случаях возможна заварка трещин и последующая механообработка блока. Дефект 7. Разрушение резьбы в крепёжных отверстиях Причины:
Действия:
Дефект 8. Износ постелей коренных вкладышей и дополнительных валиков В обязательном порядке необходимо проверить состояние посадочных мест под коренные вкладыши и втулки распредвала и вспомогательных валов. Особенно важна эта процедура для двигателей тяжёлых грузовиков и строительной техники. Крышки коренных опор и их посадочные места тщательно очищаются от загрязнений, после чего крышки устанавливаются на свои места, а крепёжные болты затягиваются предписанным моментом с помощью динамометрического ключа. Индикаторный нутромер настраивается на требуемый размер (номинальный диаметр постели коленчатого вала). Промеряем каждую опору в нескольких плоскостях. Отличия полученных размеров от номинального не должны быть более 0,02 мм. В противном случае необходимо произвести операцию по ремонту постели коленчатого вала. Подобным же образом проверяются и посадочные отверстия под различные втулки. Их можно отремонтировать путём установки новых втулок с увеличенным наружным диаметром. |
Рис.6.Трещины на других поверхностях блока цилиндров
|






Перечисленные выше дефекты можно назвать явными - подавляющее большинство их можно замерить с помощью приборов, увидеть невооруженным глазом или даже просто нащупать рукой. Однако бывает так: дефекты вроде бы устранены, а двигатель после ремонта через несколько десятков тысяч километров вышел из строя. И явная причина не обнаружена. В чем же дело?
Очень часто - в деформации самого блока, при которой искривляются не только цилиндры, но и другие рабочие поверхности блока. Например, после литья на стадии изготовления блока в нем всегда остаются внутренние напряжения (что особенно характерно для чугунных блоков). Со временем это приводит к деформациям, избежать которых помогает искусственное старение - нагрев и выдержка блока в печи при определенной температуре. Только после этого блок можно механически обрабатывать - фрезеровать плоскости, растачивать цилиндры, постели коленчатого вала. Но полностью деформацию искусственным старением не устранить: при работе двигателя блок нагревается неравномерно, да еще и нагружается переменными силами (совсем не те условия, что были в печи). И, как следствие, блок цилиндров постепенно коробится уже на автомобиле, т.е. происходит так называемое естественное старение.
В итоге картина безрадостная - деформируются не только плоскости, включая привалочную плоскость под головку. Нарушается соосность коренных опор коленчатого вала.
С некоторой деформацией плоскости (в пределах 0,05-0,07 мм) еще можно смириться (в конце концов, прокладка головки обладает некоторой пластичностью). Но вот несоосность опор может привести к заметному снижению ресурса и даже к новому капитальному ремонту уже через несколько десятков тысяч километров.
Искривлением опор больше страдают рядные многоцилиндровые моторы с числом цилиндров 5-6. Но и четырехцилиндровые двигатели от беды не застрахованы. Особенно это касается отечественных моторов, потому что на некоторых заводах операция искусственного старения блока отсутствует - со всеми вытекающими для механиков последствиями. А тогда традиционными операциями - расточкой и хонингованием - блок цилиндров, да и весь мотор в целом, качественно не отремонтировать. Нужно дополнительно обработать плоскости блока и постели подшипников коленчатого вала, иначе отремонтированный мотор долго не проходит. Кстати, естественное старение блока - одна из причин того, почему старый блок лучше нового. Ведь старый уже состарен, нужно только грамотно его отремонтировать, - и тогда ресурс мотора может быть заметно увеличен даже по сравнению с аналогичным новым двигателем.
Что нужно восстанавливать в цилиндре?
Грубо говоря, все геометрические характеристики блока цилиндров можно разделить на параметры «макро» и «микро». Макрогеометрия - это, очевидно, размеры, форма и взаимное расположение ремонтируемых и других (в том числе базовых, т.е. используемых для точной установки блока в станке) поверхностей. Проще всего восстановить размеры, а именно зазор между поршнем и цилиндром. Для этого достаточно увеличить диаметр цилиндра (к примеру, расточить) в соответствии с размером ремонтного поршня. Среднее значение рабочего зазора у большинства двигателей 0,04-0,05 мм - это та величина, на которую диаметр цилиндра превышает размер поршня, измеренный по юбке перпендикулярно оси отверстия поршневого пальца.
Несколько хуже обстоит дело с формой отремонтированной поверхности. Необходимо добиться (а это не так просто), чтобы эллипсность и конусность цилиндра не превышали 0,01 мм, иначе в цилиндре не получится стабильного рабочего зазора и хорошего прилегания поршневых колец.
В большинстве случаев при расточке этим и ограничиваются малоопытные мастера, забывая о таких значимых параметрах, как взаимное расположение поверхностей. Речь идет прежде всего о перпендикулярности осей цилиндра и коленчатого вала - именно этот параметр во многом определяет не только ресурс двигателя в целом, но и некоторые более «второстепенные» характеристики, к примеру, шумность работы.
 «Микрогеометрия» - это микропрофиль зеркала цилиндров. От того, какой получилась поверхность после ремонта, зависит трение и износ деталей, в первую очередь, поршневых колец. Для этого микропрофиль поверхности должен удовлетворять противоречивым требованиям - быть гладким, но одновременно и шероховатым, чтобы удерживать масло. Кроме того, необходимо, чтобы трущиеся детали имели минимальное время приработки.
«Микрогеометрия» - это микропрофиль зеркала цилиндров. От того, какой получилась поверхность после ремонта, зависит трение и износ деталей, в первую очередь, поршневых колец. Для этого микропрофиль поверхности должен удовлетворять противоречивым требованиям - быть гладким, но одновременно и шероховатым, чтобы удерживать масло. Кроме того, необходимо, чтобы трущиеся детали имели минимальное время приработки.
Всем этим требованиям, как известно, лучше всего соответствует поверхность, имеющая впадины (риски) так называемой основной шероховатости глубиной до 0,005-0,010 мм и сглаженные (плоские) вершины - опорные поверхности. Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже.
Итак, искомые геометрические характеристики цилиндров определены. Дело за малым - обеспечить все это на практике
 Расточка, безусловно, процесс не быстрый: выверка положения блока на расточном станке и растачивание с малой подачей, чтобы качество Расточной станок.
Расточка, безусловно, процесс не быстрый: выверка положения блока на расточном станке и растачивание с малой подачей, чтобы качество Расточной станок.
поверхности было хорошим, требуют времени.
Однако это гарантирует, что все цилиндры с
точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе - плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
При растачивании обязательно оставляется припуск около 0,03-0,05 мм на хонингование. Именно эта величина гарантирует, что будет удален весь дефектный слой металла, оставшийся после растачивания. Одновременно такой малый припуск не позволит перекосить оси цилиндров во время хонингования.
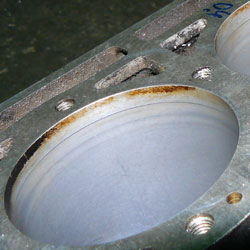
Цилиндр после хонингования.
Вывод.
Расточка блока с его последующим хонингованием, безусловно трудоемкий процесс, требующий от работника соответствующей квалификации, внимательности и точности. Данные операции, при правильном их выполнении, дают блоку не менее 80% ресурса работы нового аналогичного блока.
При прохождении практики на кафедре НТСМ СПбГАУ я занимался непосредственно расточкой и хонингованием б/ц. В основном занимался восстановлением блоков легковых автомобилей, как отечественных, так и зарубежных производителей. Оборудование на котором пришлось работать далеко уже не новое, однако отвечает всем требованиям и даёт необходимую точность обработки деталей. Самое важное при расточке было соблюдение перпендикулярности цилиндров относительно базовых плоскостей цилиндра. За установочную базу принимаем нижнюю плоскость б/ц, для этого её необходимо тщательно зачистить перед установкой блока на станок. При хонинговании установочной базой так же является нижняя плоскость б/ц. Надо заметить, что если блок V-образный или у него верхняя плоскость не параллельна нижней (например форд транзит) тогда блок устанавливается на коренные опоры, для этого есть специальное приспособление называемое «скалка».
Расточка выполнялась в 2 этапа – черновые и чистовые проходы, с припуском на последующее хонингование.