| Похожие рефераты | Скачать .docx |
Курсовая работа: Выделение формовочного песка из использованных литейных форм
ВВЕДЕНИЕ
В литейном производстве для изготовления литейных форм традиционно используется песок. Обычно формовочная смесь включает песок и смолы (или песок и другие связующие компоненты); она формуется для получения отливок требуемой формы. После получения отливки форма разбивается для извлечения изделия.
Глава 1 ПРИМЕНЕНИЕ ФОРМОВОЧНОГО ПЕСКА
Сущность литья в песчаные форм заключается в формообразовании отливок, полученных при затвердевании расплавленного металла, который свободно заливается в разъемную разовую форму, полученную из уплотненной формовочной смеси.
Для изготовления песчаной формы используют модели, оформляющие внешнюю конфигурацию отливки. Для получения рабочей полости полуформ на модели в опоку засыпают формовочную смесь, которую уплотняют вручную. После затвердевания расплава и его охлаждения, осуществляется выбивка отливки с одновременным разрушением формы.
Песчаная форма (рис. 1) - это разовая литейная форма, изготовленная уплотнением формовочной смеси. Она состоит из верхней I и нижней 2 полуформ, образующих полость формы 3. Наружную поверхность полости отливки в каждой полуформе получают по литейной модели в процессе уплотнения смеси.
Для образования отверстий, полостейили иного сложного контура в отливке применяют песчаные стержни 4.
В большинстве случаев песчаные формы изготавливают в парных опоках 5, служащих для удержания формовочной смеси при уплотнении полуформ, при изготовлении, заливке и транспортировки песчаных форм.
Для подвода расплавленного металла в полость формы, ее заполнения и питания отливки при затвердевании используют литниковую систему.
Литниковая система состоит из литниковой чаши 6, стояка 7, шлакоуловителя 8, питателя 9, выпора 10. Литниковая чаша предназначена для приема расплавленного металла и подачи его в стояк. Вертикальный канал стояка подает расплав в шлакоуловитель. В шлакоуловителе задерживаются шлаки и неметаллические примеси. Из шлакоуловителя расплав поступает в питатель, который необходим для подвода расплава в полость литейной формы.
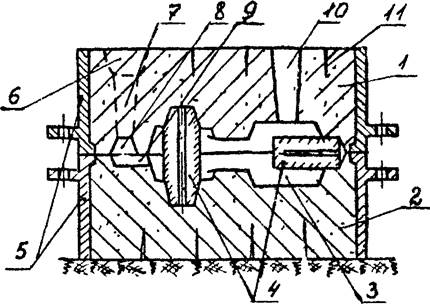
Рис. 1
Часто, для облегчения выхода газов из формы, в форме делают вентиляционные наколы II.
Собранную из двух полуформ песчаную форму заливают расплавом. Струю расплавленного металла направляют непрерывно в литниковую чашу 1 так, чтобы чаша была до краев заполнена расплавом. Это необходимо для того, чтобы в полость формы не попадали шлаковые включения, пузырьки воздуха. Расплав поступает в стояк 2, затем в шлакоуловитель 3, питатель 4, полость формы 6. При появлении расплава в выпоре 5 прекращается заливка формы.
В зависимости от заливаемого металла (чугуна, стали или цветных сплавов), размеров и массы отливки применяют сырые, сухиеи химически твердеющие формы.
Заливку литейных форм проводят из заливочных ковшей (рис.2) или заливочныхустройств. При этом литниковую чашу или воронку необходимо до краев заполнить жидким металлом, чтобы предотвратить попадание шлака в полость формы.
Затвердевание и охлаждение отливки в литейной форме зависит от теплофизических свойств расплава и литерной формы (теплоемкости, теплопроводности и т.д.), а также от геометрических параметров отливки (толщины стенок, габаритных размеров и т.д.). Обычно отливка охлаждается в форме до температуры, при которой ее материал будет иметь достаточную прочность, чтобы она не разрушилась или не покоробилась при выбивке.
После охлаждения отливок до температуры выбивки извлекают отливку из формы и выбивают стержень из отливки, затем отделяют литниковую систему, очищают поверхность отливок, обрубают и зачищают отливку от остатков питателей, заусенцев и заливов с помощью абразивных кругов или на обрезных прессах.
После заполнения формы расплав охлаждается и затвердевает. Скорость затвердевания влияет на формирование механических свойств отливки.

Рис. 2
Выбивку отливок из песчаной формы осуществляют на выбивных установках. Выбивка стержневой смеси и стержней из отливок производится вручную или на выбивных установках. После выбивки отливки из формы отделяют лютиковую систему 1-5 , очищают отливки и проводят контроль качества литья.
К основным показателям качества отливок относятся точность их размеров, состояние поверхностного слоя, отсутствие наружных и внутренних дефектов и др.
Составы и свойства формовочных смесей
В качестве исходных формовочных материалов при изготовлении сырых песчаных форм используют кварцевый песок с различной зернистостью, литейные формовочные глины, вспомогательные добавки. Формовочный кварцевый песок обладает высокой огнеупорностью (Tпл = 1986К или 1713°С), обеспечивавает газопроницаемость формы. Шероховатость поверхности отливок зависит от зернистости песка.
Глина связывает зерна песка, обеспечивая необходимую прочность литейной форме (0, 03... 0, 05 МПа).
В качестве вспомогательных добавок используют каменноугольную пыль, мазут, графит, торф и другие материалы. Они обеспечивают податливость формы, противопригарные свойства.
В состав формовочной смеси входит до 90.. .96 % формовочной смеси, бывшей в употреблении, 3...9 % свежих материалов (формовочный кварцевый песок, литейная формовочная глина) и до I % вспомогательных добавок.
Стержневые смеси приготавливают из свежих исходных материалов - кварцевого песка и связующих (олифа” синтетические смолы и др.), которые после сушки резко увеличивают прочность стержней. Газопроницаемость стержневой смеси выше газопроницаемости формовочной в 1, 5...2 раза. Прочность стержневой смеси оценивают в сухом состоянии.
| Формовочная смесь | Стержневая смесь | ||
| Состав | Свойства | Состав | Свойства |
| Отработанная смесь 94...96 % | Огнеупорность 1713 °С | Кварцевый песок 92 % | Огнеупорность 1713 °С |
| Свежие материалы (кварцевый песок, глина) 3..5 % | Прочность смеси 0,03...0,05 МПа | Формовочная глина 2 % | Прочность по сухому 1,2…1,5МПа |
| Добавки (каменно-угольная пыль и др.) << 0,5 % | Влажность 4..5 % | Связующий материал 6 % | Влажность 2..3 % |
Газопроницаемость 50 единиц |
Газопроницаемость 150 единиц |
||
При уплотнении формовочных смесей вручную используют модели неразъемные i=О1, и разъемные I=О2.
Литейная оснастка для изготовления песчаной формы, состоящей из двух полуформ, включает в себя:
Неразъемную модель (рис.3), когда вся отливка располагается в одной полуформе; стержневой ящик
Разъемную модель (рис.4):
1 - верхнюю половину модели;
2 = нижнюю половину модели;
3 – стержневой ящик из двух половин; см. также рис.3;
4 – подмодельную плиту;
5 - опоку;

Рис.3
.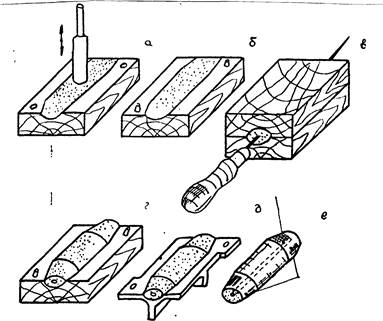
Рис.4
Стержни изготавливают (рис.4) путем уплотнения стержневой смеси стержневом ящике с последующей выкладкой стержня на сушильную плиту и сушку при температуре I50...300 °С. После отделки стержня (зачистки заусенцев и окраски) стержни проставляют в литейную форму только в сухом состоянии, чтобы предотвратить образование брака по газовым раковинам.
Изготовление песчаных форм вручную
Литейные формы из формовочных смесей изготавливают следующим образом:
· уплотняют формовочную смесь для получения точного отпечатка модели в полуформе и придания необходимой прочности смеси;
· выполняют в каждой полуформе вентиляционные каналы для выхода из полости формы образующихся газов и паров при заливке расплавленного металла; извлекают модели из полуформ;
· отделывают полуформы и собирают их в литейную форму.
Литейную форму изготавливают вручную по разъемной модели в такой последовательности (рис.5):
o на модельную плиту 3 устанавливают нижнюю половину модели отливки I, модели питателей 4 и опоку 5;
o в опоку засыпают формовочную смесь, которую уплотняют;
o опоку поворачивают на 180°, устанавливают верхнюю половину модели отливки 2, модели шлакоуловителя 9, стояка с литниковой чашей 8 и выпоров 7;
o по центрирующим штырям устанавливают верхнюю опоку 6, засыпают формовочную смесь и уплотняют;
o после извлечения моделей стояка и выпоров форму раскрывают;
o из полуформ извлекают верхнюю и нижнюю половины модели отливки и модели питателей и шлакоуловителя;
o в нижнюю полуформу устанавливают стержень 10 и накрывают нижнюю полуформу 12 верхней;
o расплав заливают в литниковую чашу до тех пор, пока из выпоров не появится расплав; расплав выдерживается в песчаной форме до полного затвердевания.
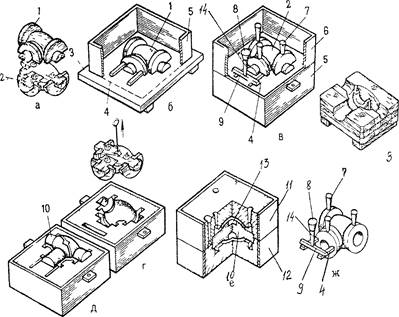
Рис.5
На рис.5 представлена последовательность изготовления отливки “Вентиль”. На рис. 6 представлены: модель отливки (черные-стержневые знаки); отливка без литников (внешняя конфигурация); отливка в разрезе (внутренняя конфигурация); литая деталь (отливка после механической обработки).
После выбивки получают отливку с литниками (рис.4, ж): литники выпоров (7), литник стояка (14 ) с литниковой чашей (8), литник питателя (9), литник шлакоуловителя (4).
Оценивается качество отливки - определяется наличие или отсутствие:
· Недоливов, спаев;
· Усадочных раковин;
· Пригара;
· Песчаных раковин;
· Газовых раковин;
· Трещин;
· Перекосов по геометрии.
Глава 2 ФОРМОВОЧНЫЙ ПЕСОК
ИЗ ИСПОЛЬЗОВАННЫХ ЛИТЕЙНЫХ ФОРМ
В литейном производстве для изготовления литейных форм традиционно используется песок. Обычно формовочная смесь включает песок и смолы (или песок и другие связующие компоненты); она формуется для получения отливок требуемой формы. После получения отливки форма разбивается для извлечения изделия.
Как правило, остатки форм не выбрасываются, а используются для регенерации песка и повторного его использования в литейном производстве.
Связующие компоненты, например силикат натрия (жидкое стекло), используются в процессе изготовления форм для придания им необходимой прочности и поверхностных свойств требуемых при литье в песчаные формы. Использование силиката натрия позволяет уменьшить допуски при получении отливок. Относительно высокая прочность дает возможность использовать формы без дополнительных конструкционных элементов, таких как опоки и т. п. Смеси с добавками силиката натрия и С02 широко используются для получения стержней; процесс протекает относительно быстро и не требует дополнительной сушки изделий.
Стержни для одноразового использования получают по этому способу с высокой точностью размеров изделий. Процесс пригоден практически для всех сплавов, включая сплавы магния и алюминия. Однако наиболее часто эта технология применяется для получения отливок из стали, чугуна и медных сплавов.
Стоимость операций формования может быть снижена за счет регенерации использованного песка и его повторного использования для приготовления формовочных смесей. Установлено, что при этом основная трудность заключается в удалении смол, покрывающих поверхность песка (в том случае когда используются связующие компоненты органического происхождения).
Один из методов заключается в выжигании смол при термической обработке песка во вращающихся обжиговых печах. Этот метод имеет ряд недостатков — возможность взаимодействия песка с компонентами топочных газов, использование движущихся механических устройств в атмосфере, загрязненной песком, высокую температуру процесса и необходимость охлаждения после обжига.
Процесс, разработанный В. Девз (патент США 3 685165, 22 августа 1972 г.; фирма чКомбасчен Инженеринг Инк.»), предназначен для термического удаления смол, покрывающих песок, и осуществляется в нескольких вертикальных камерах, в которых песок находится в псевдоожиженном состоянии. Камеры соединены последовательно: входная камера — камера нагрева — выходная камера. Промежуточная камера нагрева и выходная камера имеют общую стенку для передачи тепла от прошедшего термическую обработку песка к поступающему в систему. Степень нагрева камеры термической обработки зависит от температуры песка в ней.
Процесс регулируется изменением скорости подачи воздуха во входную и выходную камеры для создания обожженного слоя песка и поддержания в нем требуемой температуры. Входная камера разделена на сегменты для периодического удаления тяжелых частиц, присутствующих в подаваемом сырье.
Процесс, разработанный X. Якобом (патент США 3 857201, 31 декабря 1974 г.), включает стадию смешивания отработанного литейного песка, содержащего загрязнения, со свежим песком с последующим механическим перемешиванием, при котором поверхность отработанного песка очищается и он становится пригодным для возврата в процесс.
В процессе, разработанном Е. А. Сирсом (патент США 4 008856, 22 февраля 1977 г.), используется система для регенерации формовочного песка, содержащего в качестве связующего компонента силикат натрия; процесс проводится в непрерывном режиме и обладает высокой экономичностью. Возможность регенерации такого песка позволяет использовать силикат натрия в качестве связующего компонента для решения большого круга задач литейного производства.
Известные системы для мокрого выделения песка дороги и в некоторых отношениях неэффективны. Их использование целесообразно в тех случаях, когда стоимость нового песка перекрывает стоимость процесса его выделения.
В этом процессе агломераты частиц песка и связующих компонентов подвергаются механическому разрушению в водной среде. Суспензия частиц песка и связующего компонента подается в отстойник для отделения песка, которые удаляются по наклонному транспортеру, при этом вода стекает по мере подъема песка. Песок затем просушивается во вращающихся барабанных сушилках, обогреваемых горячим воздухом.
Остаток, содержащий частицы связующего компонента, направляется на разделение центрифугированием, где происходит отделение твердых частиц от жидкости. Жидкость возвращается в систему.
Аппаратура, предложенная Е. А. Мюллером, Т. X. Пейнтером и М. К. Херродом (патент США 4 050635, 27 сентября 1977 г.; фирма чВерл-Эйр-Флоу Корпорейшен»), предназначена для регенерации песка из отработанных литейных форм. Барабан смонтирован на раме для вращения вокруг горизонтальной оси; специальное устройство позволяет регулировать наклон барабана относительно этой оси. В барабане имеются две зоны для разрушения агломератов песка.
В первой зоне расположены продольные ребра со штырями, во второй зоне монтируются только ребра. Перфорированная перегородка препятствует прохождению частиц из первой зоны во вторую до достижения нужной степени измельчения.
Дальнейшее измельчение частиц происходит в зоне размола с использованием шаровых мелющих элементов с последующим просеиванием измельченной массы для выделения частиц песка нужного размера.
Метод, предназначен для химического удаления связующих компонентов в процессе регенерации песка.
Песок из отработанных форм подвергается воздействию растворов пероксидов или других окислителей для удаления смол, покрывающих поверхность очищаемого песка.
Другой предназначен для переработки отходов литейного песка с возвратом очищенного песка в процесс изготовления стержней. Метод заключается в постепенном нагревании песка до 1000—1400 °С и последующем охлаждении. Метод нагрева уменьшает потребность в кислоте (ПК) по сравнению с той, которая достигается при простом нагреве до температур ~800°С. Понижение ПК позволяет при приготовлении смесей нового и рециркулированного песка достичь большего постоянства свойств сырья.
Процесс нагрева приводит также к плавлению керамических добавок и к потере ими абсорбционных свойств. Это позволяет избежать дополнительной стадии механического удаления керамики, которая в противном случае будет поглощать большое количество смол в процессе изготовления стержней. Кроме того, при проведении данного процесса сгорание смол не приводит к загрязнению атмосферы.
Процесс будет описан сначала применительно к выделению песка из смеси для литья стержней, затем из формовочных смесей и, наконец, из смеси этих материалов.
Смесь для литья стержней. В качестве связующего для этих смесей используется силикат натрия, или органические смолы. Силикаты не поддаются обработке поданному методу. Песок с органическими смолами сначала обжигается с целью выжигания связующего компонента при температуре около 800 °С. Однако при этой операции карбонаты кальция и магния, присутствующие в песке, превращаются в соответствующие оксиды кальция и магния, что резко повышает величину ПК.
При остановке процесса на этой стадии возникают сложности с контролем за действием катализаторов отверждения связующими компонентами при повторном использовании песка. Эффективность действия катализаторов будет разной в новом и в регенерированном песке. Такое различие в свойствах исходных продуктов недопустимо.
Повышенные значения ПК в регенерированном песке могут быть понижены при последующей термической обработке песка при температуре 1200—1400 °С. В ходе обработки при этой температуре ранее образовавшиеся оксиды кальция и магния плавятся с образованием менее реакционноспособных форм, имеющих меньшую растворимость и меньшую ПК.
Дальнейшее повышение температуры выше 1400 °С приводит к протеканию химических реакций на поверхности гранул песка с образованием алюминатов и силикатов аналогично процессам при получении цемента. Это приводит к уменьшению ПК практически до нуля и алюминаты и силикаты полностью покрывают поверхность частиц песка. После этого проводится охлаждение.
Следует отметить, что при переработке стержневых смесей, не содержащих в своем составе глины, исключается возможность ее взаимодействия с оксидами кальция и магния при относительно низких температурах и для понижения ПК, необходима высокотемпературная обработка.
Формовочные смеси. Этот материал содержит в своем составе глинистые связующие компоненты и углерод содержащие добавки, которые должны удаляться или дезактивироваться в случае дальнейшего использования очищенного песка в производстве стержней. Иначе углеродсодержащие компоненты и глина будут обусловливать ухудшение механических свойств стержней вследствие плохой адгезии смол к песку. Глина также абсорбирует большое количество добавляемых смол, что приводит к снижению механических свойств стержней и удорожанию процесса. Песок из литейных форм при многократном использовании в формовочных операциях подвергается разрушению и в нем накапливается большое количество мелких частиц.
Первоначально литейный песок подвергается нагреву до 750—900 С для сжигания в воздушной атмосфере углеродсодержащих материалов. Такой нагрев также приводит к ослаблению связей между глиной и песком. При остановке процесса на этой стадии возникает ряд проблем: высокое значение ПК, неполное удаление глины, что приводит к повышенной абсорбции смол и т. д.
Поэтому на второй стадии процесса продолжают нагрев до температуры 1000 1200 °С. При этом происходит плавление глины с потерей абсорбционных свойств и ее равномерное распределение по поверхности песчаных гранул.
На третьей стадии, если ПК еще достаточно высока, нагрев продолжают при 1200—1400 °С, при этом происходят химические превращения окислов кальция и магния как это описывалось выше, кроме того просходит их реакция с расплавленной глиной и песком с образованием алюминатов и силикатов. При такой температуре обжига обеспечивается требуемое низкое значение ПК- Затем песок охлаждают.
Перегрев песка может привести к разлому гранул песка. Разрушение может происходить при температурах выше 1350 °С в зависимости от типа песка и скорости нагрева и охлаждения.
Совместная переработка стержневых и формовочных смесей. В большинстве случаев на производстве присутствует смесь отходов стержней и литейных форм, в различных пропорциях. Предпочтителен следующий способ их переработки.
1.Обработка отходов литейных форм нагреванием до 750—900 °С в атмосфере воздуха выжиганием углеродсодержащих компонентов, как это описано выше.
2.Ввод песка для литья стержней в горячий песок литейных форм, что приводит к сгоранию дополнительного количества смол и экономии энергии. Сгорание смол является полным и не приводит к загрязнению атмосферы.
В известных способах (см. патент США 2 478461) существует проблема атмосферных загрязнений.
3. На третьей стадии проходит дополнительная термическая обработка при 1000—1200 °С, как это имеет место для песка литейных форм, и далее, в случае необходимости при 1200—1400 °С. Полученная смесь подвергается охлаждению.
Оборудование для проведения процесса может включать вращающиеся и подовые обжиговые печи, печи для кальцинирования в кипящем слое, которые широко используются в практике переработки природных минералов.
Получающийся продукт аналогичен по свойствам исходному первичному песку, используемому для формования. Охлажденный продукт может просеиваться и сортироваться по размерам для удаления слишком мелких или крупных частиц. Если наблюдается спекание частиц, требуется проводить размельчение агломератов.
Аппаратура, представляет собой цилиндрический барабан для удаления примесей связующих веществ из формовочного песка. Цилиндр вращается вокруг продольной оси и находится под углом к горизонтальной плоскости. Барабан имеет приемное устройство в верхней части для приема загрязненного песка; процесс заключается в прохождении материала через серию последовательных отсеков с находящимися в них сферическими или кубическими истирающими элементами.
Отсеки образуются дисками, закрепляемыми на валу перпендикулярно к оси цилиндра. В каждом отсеке происходит разделение частиц по размерам — одни проходят через отверстия в барабане наружу и остальная часть в следующий отсек через перфорированную перегородку с отверстиями определенного диаметра. Отверстия барабана в каждом последующем отсеке постепенно уменьшаются. Предусматривается возможность введения в каждый отсек через специальные отверстия истирающих наполнителей. В результате прохождения через последовательные отсеки происходит отделение примесей и получаются фракции песка требуемых размеров.
Процесс предназначен для выделения песка из отработанных литейных форм и смешивания его с новыми порциями песка. Образующаяся смесь может быть покрыта связующими материалами типа смол. Во время проводимых операций размеры частиц песка не изменяются, что позволяет избежать дефектов в отливках, так называемых дефектов расширения.
При многократном прохождении песка через операции, приводящие к расширению частиц и их быстрому сжатию, его способность к расширению и прочность значительно уменьшаются. Процесс обеспечивает высокую экономичность и хорошее качество получаемого песка. Кроме того, получаемый материал обладает высокой однородностью частиц и требует значительно меньше связующего материала для достижения необходимой прочности форм. Схема установки показана на рис. 1.
Вновь используемый песок из емкостей для хранения 1 по транспортеру подается в бункер для песка 17, а оттуда в смеситель 19.
В системе используется несколько транспортеров для доставки материалов от одной операции к другой. Обычно используется система пневмотранспорта. Песок перемещается невысокой скоростью под давлением воздуха, подаваемого в транспортер.
Измельчение. Использованный песок, подвергаемый регенерации, хранится в емкости 2 и по мере необходимости по транспортеру 3 доставляется в размельчитель 4. Размельчитель представляет устройство барабанного типа и предназначен для размельчения кусков, комков использованных форм и последующей подачи размельченного материала на транспортер 5.
В системе используется несколько вибрационных транспортеров на пружинных подвесках 3, За, 5, 16, 18, 25 и 25, одного и того же типа.
Магнитное разделение. Транспортер 5 подает измельченный материал на магнитное разделение. Магнитный сепаратор может представлять собой ленточный транспортер с укрепленными магнитами, в котором лента проходит над измельченным материалом и захватывает металлические предметы, которые выводятся на другом конце транспортера.
Отделение неметаллов. Освобожденный от металлических предметов материал проходит через сепаратор с ожиженным слоем 7, где из песка удаляются все посторонние предметы путем перевода массы во взвешенное состояние и отделения более легких инородных предметов на последовательных наклонных ситах от более тяжелых частиц песка. Отделяемые предметы выводятся по линии 8.

Рис. 1. Схема процесса утилизации отработанного песка литейного производства
Нагревание. После прохождения сепаратора 7 масса подается в иечь или на обогреваемый транспортер 2, который может обогреваться углем, газом, нефтяным топливом и др. Происходит нагрев песка и других материалов, например глины, углеродсодержащих соединений и других органических примесей, до температуры около 950 °С. Во время нахождения в печи материалы органического происхождения сгорают. Процесс сгорания сопровождается изменением размера гранул песка вследствие образования трещин и разломов; при этом происходит также отделение инородных предметов от поверхности песка.
Воздушное разделение. После печи 9 горячий песок охлаждается водой до 210— 270 °С в устройстве Q. Это охлаждение также способствует удалению покрытий из инородных материалов с поверхности песка. Затем песок по трубопроводу 11 попадает в воздушный разделитель 10. Воздух через входное отверстие подается вверх, проходя через параллельно расположенные сита, а загрязненный посторонними частицами воздух выходит через отверстие 12а. Пульсирующая подача воздуха приводит к подбрасыванию частиц песка на ситах и лучшему просеиванию. Нагретый песок поступает далее на наклонное сито грубого разделения, после чего крупные гранулы проходят в трубопровод 13 для транспортировки в холодильник с ожиженным слоем 1 (ХОС-1).
Различные приемные отсеки 12, 12в, 12г, 12д предназначены для приема различных по размеру фракций песка, поступающих с разных сит разделителя. Эти фракции затем поочередно транспортируются в соответствующие емкости 15 б—д с использованием трубопровода 14. Оттуда фракции отбираются для смешивания с порциями нового песка при приготовлении формовочных смесей.
В сепараторе 10 происходит дальнейшее охлаждение и песок в трубопроводе 13 имеет температуру около 280 °С.
Порция песка, имеющего большие размеры и сразу направляющегося в ХОС-1, имеет температуру около 150 °С.
Система регенерации включает несколько холодильников с ожиженным слоем (ХОС-1, ХОС-2, ХОС-3). Холодильник снабжен теплообменной трубчатой спиралью, охлаждаемой водой и контактирующей со взвешенным песком. Вода и сжатый воздух подаются соответственно от градирни и турбокомпрессора (на схеме не показаны).
Охлажденный песок выводится по линии 32.
Пневматическое выделение (скруббер для промывки песка).
После воздушного разделения 10 и холодильника ХОС-1 масса направляется в пневматический разделитель PR. Он позволяет объединить два процесса — термической и мокрой обработки массы для очистки поверхности гранул. Устройство использует подающийся сжатый воздух в качестве движущей силы и частицы песка как абразивный материал.
Смешивание. Выделенный песок из бункера 15 направляется по транспортеру 16 в сборник 18, расположенный над смесителем 19. Новый песок из емкости / также доставляется в сборник 18. Смеситель 19 обеспечивает эффективное непрерывное перемешивание порций песка спомощью медленно вращающегося шнекового устройства и дополнительной вибрацией массы песка. Через короткое время достигается высокая однородность массы, состав которой пропорционален количествам внесенных порций старого и нового песка.
Масса песка движется через смеситель под действием силы тяжести. Смешанный материал затем проходит из выходного отверстия 21 в желоба 22 и 23, которые направляют массу песка по транспортерам 24 или 25 соответственно в холодильник со взвешенным опоем ХОС-2 или на установку для нанесения поверхностного покрытия CS. Смесь песка после ХОС-2 подается по транспортеру через трубопровод 37 в бункер для хранения 38.
Нагревание—покрытие—охлаждение. Смесь подается транспортером 25 в бункер 26 и затем в нагреватель 31.
Нагреватель 31 обогревается теплом печи 9. Теплообмен производится с помощью теплообменника 27, связанного воздушным трубопроводом 27а с печью и посредством трубопровода 276, связывающего теплообменник с устройством 28. Такая система обеспечивает чистоту подводимого горячего воздуха. Подвергаемый покрытию песок предварительно нагревается до температуры около 240 °С. Затем песок поступает в устройство для нанесения покрытия 28, где смешивается с покрывающим материалом. Смешение проводится шнековым устройством 29.
Покрытый пленкой песок поступает далее на охлаждающее сито 30, где масса полностью охлаждается и по транспортеру и трубопроводу 33 подается в уравнительный резервуар 34, который приспособлен к различным скоростям потоков в системе.
После этого песок проходит через холодильник ХОС-3, описанный ранее, и по трубопроводу 35 поступает в бункер для хранения 36, откуда может подаваться на формовку.
Процесс литья является потенциально опасным для здоровья, в частности из-за образования пыли при проведении формования, особенно иа стадии выбивания готовой отливки из формы. По этой причине производство обычно включает пылесборную систему.
Однако улавливание пыли ставит новые проблемы, в частности проблему удаления собранной пыли. Одним из путей решения этой проблемы может быть промывка отходящего загрязненного пылью воздуха с образованием влажного шлама, однако и здесь существуют сложности с удалением шлама.
Усовершенствованный процесс предназначен для переработки влажного шлама, образующегося при промывке отходящих газов литейного производства. Шлам подается на вальцы для смешивания с песком и водой и получения формовочного материала. На рис. 61 представлена схема такого процесса.
Стадия приготовления формовочного материала путем смешения ила, песка и воды обозначена 21; детали этого известного процесса здесь не обсуждаются. Информация о работе вальцового смесителя может быть получена из описания стандартной продажной аппаратуры. Полученный в 21 формовочный материал направляется на стадию ручного или автоматического приготовления формы и заливки металла 22. Форма с отливкой направляется в устройство 13 для_ выбивания готовой отливки и отделения использованной формы.
Для улавливания пыли проводится отсос загрязненного воздуха с использованием вентилятора 10, соединенного с вытяжным зонтом 16, расположенным над устройством 13. Таким образом, частицы пыли захватываются потоком воздуха и выносятся из рабочего пространства.
После этого поток воздуха с частицами пыли попадает во влажный коллектор 9, являющийся широко распространенным устройством для очистки загрязненного воздуха. Часть его изображена в разрезе на нижней части рисунка. Коллектор состоит из кожуха 11, выполненного в виде закрытого резервуара, наполовину наполненного водой 12. Загрязненный воздух проходит через слой воды 12 внутри бака // для удаления твердых частиц. Твердый материал оседает на дне резервуара с образованием шлама, который непрерывно удаляется из резервуара посредством скребков 14, смонтированных на движущихся цепях (одна из них показана 8) по желобу 7. Шлам собирается в резервуаре 17.
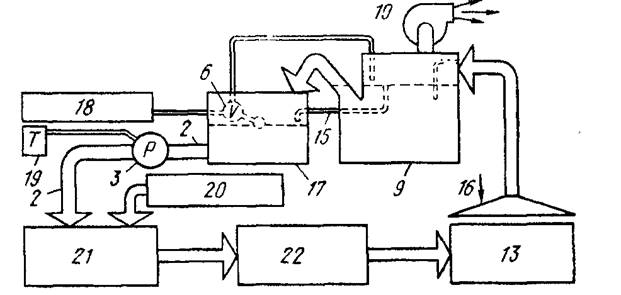
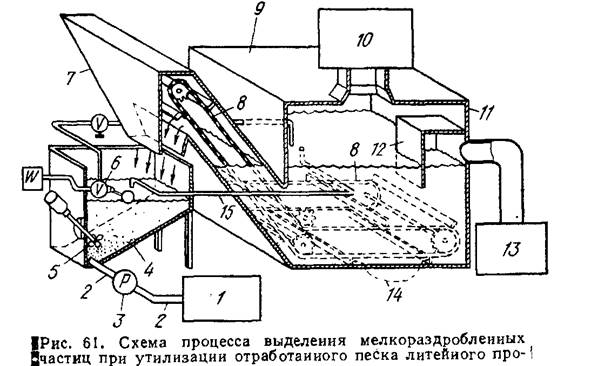
Система работает таким образом, что получающийся шлам непрерывно поступает в устройство 1 для смешивания с песком и водой. Это позволяет решить проблему утилизации шлама без ухудшения качества формовочного материала.
По трубопроводу 2 шлам насосом диафрагментного типа 3 подается из бункера 17 в смеситель 1. Бункер 17 имеет наклонное дно 4 нижняя часть которого расположена в месте выхода трубопровода 2. Целесообразно проводить перемешивание массы шлама в 17 пропеллерной мешалкой 5 для поддержания частиц во взвешенном состоянии. Перед подачей в / шлам в 17 разбавляется водой.
Вода поступает в 17 из коллектора 9. Уровень воды в коллекторе 9 поддерживается постоянным, для этого служит сливная труба 15, по которой избыточная вода из 9 сливается в 17.
Свежая вода из любого источника подается в 9 посредством поплавкового клапана 6, ответственного за поддержание постоянного уровня воды в 17.
В соответствии с описанной схемой шлам из 17 с помощью насоса 3 подается в смеситель /. Количество подаваемого шлама регулируется с помощью реле времени 19, связанного с насосом 3 для периодической подачи части шлама в смеситель. Как правило, количество жидкости, подаваемой вместе со шламом из 17, составляет 75—90 % от общего количества воды, требуемого для приготовления смеси. Необходимое количество воды может добавляться по другим линиям, например из водопроводной сети.
На практике необходимо периодически проводить промывку трубопровода 2 в обратном направлении для того, чтобы предотвратить забивку насоса 3 и трубопровода 2 мелкими частицами шлама.
Качество формовочного материала, полученного по данному способу не ниже, чем у первичного сырья,в отличие от смесей, в которых отработанный песок используется без предварительной обработки.
Похожие рефераты:
Проектирование сталелитейного цеха
Анализ методов сокращения пригара на стальном литье
Литьё цветных металлов в металлические формы - кокили
Анализ методов улучшения жидкостекольных смесей
Формовка и формовочные материалы
Разработка модели технологического процесса получения ребристых труб и ее апробация
Анализ методов оценки сцепления пригара на стальном литье
Композиционные триботехнические материалы на основе олигомеров сшивающихся смол
Получение биметаллических заготовок центробежным способом
Структура и адгезионные свойства отверждённых эпоксидных смол
Технология производства эпоксидных смол
Производство отливок из сплавов цветных металлов
Подтверждение соответствия тяжелого товарного бетона класса В15
Проект строительства цеха титанового литья