| Скачать .docx |
Курсовая работа: Методы упрочнения стаканов цилиндров двигателей внутреннего сгорания
Курсовая работа
по дисциплине: «Материаловедение и технология материалов»
На тему:
«Методы упрочнения стаканов цилиндров двигателей внутреннего сгорания»
Одесса 2010
Оглавление
1.1 Введение
1.2 Сталь №1
1.3 Химический состав в %
1.4 Режим термообработки
1.5 Выбор температуры нагрева и охлаждающей среды, вид отпуска
1.6 Изменение в структуре при нагреве и охлаждении
1.7 Сталь при работе в условиях до 600 °C
1.8 Свойства стали
1.9 Методы изучения механических свойств
1.10 Вывод
1.11 Список литературы
1.1 Вступление
Назначение гильз, требования к гильзам цилиндров.
Стенки цилиндра двигателя образуют совместно с поршнем, кольцами и поверхностью камеры сгорания пространство переменного объема, в котором совершаются все рабочие процессы двигателя внутреннего сгорания. Стенка цилиндра должна быть тщательно обработана и образовывает с поршневыми кольцами пару скольжения.
Цилиндры и гильзы цилиндров нагружаются силами давления газов, боковой нагрузкой от поршня и температурной нагрузкой. Переменная по величине и направлению боковая нагрузка вызывает изгиб и вибрацию цилиндра и ослабляет его крепление к картеру. Стенки цилиндра под действием возникающих при движении поршня сил трения подвергаются, кроме того, износу.
Гильзы цилиндров должны быть прочными, жесткими, износостойкими, обеспечивать, возможно, меньшие потери на трение поршня о поверхность цилиндра. Внешняя и внутренняя поверхность гильз должна обладать антикоррозионной устойчивостью. Конструкция гильз должна также обеспечивать надежность уплотнений в местах стыков гильз с головкой и блоком цилиндров.
Гильзы цилиндров могут, являются как самостоятельной конструкционной единицей двигателя («мокрые» и гильзы двигателей воздушного охлаждения), так и являться элементом ремонтной технологии, предусмотренной заводом изготовителем (например: «сухие» гильзы для двигателей, где цилиндры выполнены заодно с блок-картером).
В автомобильных и тракторных двигателях наибольшее распространение получили чугунные гильзы.
По конструкции гильзы цилиндра современных автомобильных и тракторных двигателей можно разделить на три основные группы:
1. «Мокрые» гильзы цилиндров.
2. «Сухие» гильзы цилиндров.
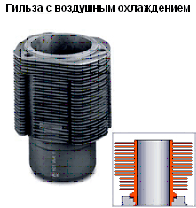
3. Гильзы для двигателей с воздушным охлаждением.
«Мокрые» гильзы. Конструкцией двигателя с водяным охлаждением предусмотрена полость в картере двигателя, так называемая «рубашка охлаждения». Гильза, соприкасающаяся свой поверхностью с охлаждающей жидкостью находящейся в «рубашке охлаждения» называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности.
Как правило, выпускаемые производителями «мокрые» гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется)для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец. Двигатели с «мокрыми» гильзами устанавливаются почти на все современные коммерческие автомобили.
«Сухие» гильзы.
Гильзы, не имеющие соприкосновения с охлаждающей жидкостью, называются «сухими» гильзами. Конструкцией некоторых двигателей предусмотрена заливка при изготовлении в блок картер гильз изготовленных из износостойкого материала, создавая тем самым оптимальные условия для работы цилиндропоршневой группы. Например, некоторые модели двигатели HONDA, Lend Rover,Volkswagen , AUDI,VOLVO и многих других производителей имеют алюминиевый блок цилиндров (для уменьшения веса силового агрегата) и залитые в него «сухие» гильзы (для увеличения ресурса и повышения ремонтопригодности).
Но самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя.
Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра расточенного в последний ремонтный размер.
Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров.
Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров.
Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора.
Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом.
Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока.
Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами.
Гильзы цилиндров для двигателей с воздушным охлаждением. В двигателях воздушного охлаждения конструкция оребрения и необходимость создания охлаждающих воздушных потоков не позволяют применять блок-картерный тип отливки. В этих двигателях применяют отдельно отлитые цилиндры с воздушными ребрами, расположенными чаще всего перпендикулярно оси цилиндра.
Эти гильзы цилиндра крепятся к верхней части картера короткими шпильками через опорный фланец (несущие цилиндры) или при помощи анкерных (несущих) шпилек.
Гильзы цилиндров двигателей воздушного охлаждения изготавливают как из одного (монометаллические), так и из двух (биметаллические) металлов.
Монометаллические цилиндры делают из чугуна, реже из стали или легких сплавов. Из биметаллических цилиндров получили распространение чугунные или стальные цилиндры с залитыми (или навитыми) алюминиевыми ребрами.
Широкое распространение двигатели с воздушным охлаждением получили среди производителей тяжелой строительной техники. Ярким примером является всемирно известный производитель индустриальных двигателей немецкая фирма DEUTZ.
1.2 Сравнение сталей
Характеристика материала 20Х.
Общие сведения
| Заменитель |
| стали: 15Х, 20ХН, 12ХН2, 18ХГТ. |
| Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 10702-78. Калиброванный пруток ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка ГОСТ 14955-77. Лист толстый ГОСТ 1577-81, ГОСТ 19903-74. Полоса ГОСТ 82-70, ГОСТ 103-76. Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1131-71. Трубы ГОСТ 8732-78, ГОСТ 8733-87, ГОСТ 8734-75, ГОСТ 13663-68. |
| Назначение |
| втулки, шестерни, обоймы, гильзы, диски, плунжеры, рычаги и другие цементируемые детали, к которым предъявляется требование высокой поверхностной твердости при невысокой прочности сердцевины, детали, работающие в условиях износа при трении. |
Химический состав
| Химический элемент |
% |
| Кремний (Si) |
0.17-0.37 |
| Медь (Cu), не более |
0.30 |
| Марганец (Mn) |
0.50-0.80 |
| Никель (Ni), не более |
0.30 |
| Фосфор (P), не более |
0.035 |
| Хром (Cr) |
0.70-1.00 |
| Сера (S), не более |
0.035 |
Механические свойства
Механические свойства при повышенных температурах
| t испытания, °C |
0,2, МПа |
B, МПа |
5, % |
, % |
||||||||||
| Образец диаметром 6 мм, длиной 30 мм кованый и нормализованный. Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с. |
||||||||||||||
| 700 |
120 |
150 |
48 |
89 |
||||||||||
| 800 |
63 |
93 |
56 |
74 |
||||||||||
| 900 |
51 |
84 |
64 |
88 |
||||||||||
| 1000 |
33 |
51 |
78 |
97 |
||||||||||
| 1100 |
21 |
33 |
98 |
100 |
||||||||||
| 1200 |
14 |
25 |
||||||||||||
Механические свойства проката
| Термообработка, состояние поставки |
Сечение, мм |
0,2, МПа |
B, МПа |
5, % |
, % |
KCU, Дж/м2 |
HB |
HRCэ |
| Пруток. Закалка 880 °С, вода или масло; закалка 770-820 °С, вода или масло; отпуск 180 °С, воздух или масло |
15 |
640 |
780 |
11 |
40 |
59 |
||
| Сталь нагартованная калиброванная со специальной отделкой без термообработки |
590 |
5 |
45 |
207 |
||||
| Пруток. Цементация 920-950 °С, воздух; закалка 800 °С, масло; отпуск 190 °С, воздух. |
60 |
390 |
640 |
13 |
40 |
49 |
250 |
55-63 |
Механические свойства поковок
| Термообработка, состояние поставки |
Сечение, мм |
0,2, МПа |
B, МПа |
5, % |
, % |
KCU, Дж/м2 |
HB |
| Нормализация |
|||||||
| КП 195 |
<100 |
195 |
390 |
26 |
55 |
59 |
111-156 |
| КП 195 |
100-300 |
195 |
390 |
23 |
50 |
54 |
111-156 |
| КП 195 |
300-500 |
195 |
390 |
20 |
45 |
49 |
111-156 |
| КП 215 |
<100 |
215 |
430 |
24 |
53 |
54 |
123-167 |
| КП 215 |
100-300 |
215 |
430 |
20 |
48 |
49 |
123-167 |
| КП 245 |
<100 |
245 |
470 |
22 |
48 |
49 |
143-179 |
| Закалка. Отпуск. |
|||||||
| КП 245 |
100-300 |
245 |
470 |
19 |
42 |
39 |
143-179 |
| КП 275 |
<100 |
275 |
530 |
20 |
40 |
44 |
156-197 |
| КП 275 |
100-300 |
275 |
530 |
17 |
38 |
34 |
156-197 |
| КП 315 |
100-300 |
315 |
570 |
14 |
35 |
34 |
167-207 |
| КП 345 |
100-300 |
345 |
590 |
17 |
40 |
54 |
174-217 |
Механические свойства в зависимости от температуры отпуска
| t отпуска, °С |
0,2, МПа |
B, МПа |
5, % |
, % |
KCU, Дж/м2 |
|||||||||
| Пруток диаметром 25 мм. Закалка 900 °С, масло. |
||||||||||||||
| 200 |
650 |
880 |
18 |
58 |
118 |
|||||||||
| 300 |
690 |
880 |
16 |
65 |
147 |
|||||||||
| 400 |
690 |
850 |
18 |
70 |
176 |
|||||||||
| 500 |
670 |
780 |
20 |
71 |
196 |
|||||||||
| 600 |
610 |
730 |
20 |
70 |
225 |
|||||||||
Технологические свойства
| Температура ковки |
| Начала 1260, конца 760. Заготовки сечением до 200 мм охлаждаются на воздухе, 201-700 мм подвергаются низкотемпературному отжигу. |
| Свариваемость |
| сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки: РДС, КТС без ограничений. |
| Обрабатываемость резанием |
| В горячекатаном состоянии при НВ 131 и B = 460 МПа K тв.спл. = 1.7, K б.ст. = 1.3 [81]. |
| Склонность к отпускной способности |
| не склонна |
| Флокеночувствительность |
| малочувствительна |
Температура критических точек
| Критическая точка |
°С |
| Ac1 |
750 |
| Ac3 |
825 |
| Ar3 |
755 |
| Ar1 |
665 |
| Mn |
390 |
Ударная вязкость Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка |
+20 |
-20 |
-40 |
-60 |
| Пруток диаметром 115 мм. Закалка. Отпуск. |
280-286 |
280-289 |
277-287 |
261-274 |
Предел выносливости
| -1, МПа |
n |
B, МПа |
0,2, МПа |
Термообработка, состояние стали |
| 235 |
1Е+7 |
450-590 |
295-395 |
Нормализация. НВ 143-179 |
| 295 |
1Е+7 |
690 |
490 |
Закалка. Высокий отпуск. НВ 217-235 |
| 412 |
1Е+7 |
930 |
790 |
Цементация. Закалка. Низкий отпуск. HRCэ 57-63 |
Прокаливаемость
Закалка 860 С. Твердость для полос прокаливаемости HRCэ.
| Расстояние от торца, мм / HRC э |
|||||||||||
| 1.5 |
3 |
4.5 |
6 |
7.5 |
9 |
10.5 |
12 |
13.5 |
18 |
||
| 38,5-49 |
34-46,5 |
29-44 |
24,5-40 |
22-35,5 |
32,5 |
30 |
28,5 |
27 |
24,5 |
||
| Кол-во мартенсита, % |
Крит.диам. в воде, мм |
Крит.диам. в масле, мм |
Крит. твердость, HRCэ |
| 50 |
26-48 |
8-24 |
32-36 |
| 90 |
12-28 |
3-9 |
38-42 |
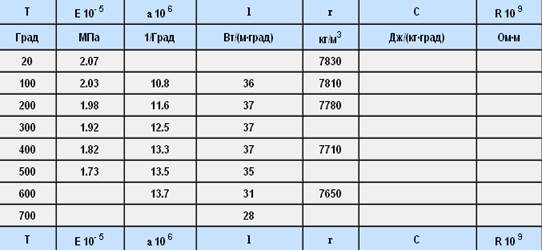
Физические свойства
| Температура испытания, °С |
20 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
| Модуль нормальной упругости, Е, ГПа |
216 |
213 |
198 |
193 |
181 |
171 |
165 |
143 |
133 |
|
| Модуль упругости при сдвиге кручением G, ГПа |
84 |
83 |
76 |
74 |
71 |
67 |
62 |
55 |
50 |
|
| Плотность, pn, кг/см3 |
7830 |
7810 |
7780 |
7710 |
7640 |
|||||
| Коэффициент теплопроводности Вт/(м |
42 |
42 |
41 |
40 |
38 |
36 |
33 |
32 |
31 |
|
| Температура испытания, °С |
20- 100 |
20- 200 |
20- 300 |
20- 400 |
20- 500 |
20- 600 |
20- 700 |
20- 800 |
20- 900 |
20- 1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) |
10.5 |
11.6 |
12.4 |
13.1 |
13.6 |
14.0 |
||||
| Удельная теплоемкость (С, Дж/(кг · °С)) |
496 |
508 |
525 |
537 |
567 |
588 |
626 |
706 |
Обоснование выбора стали
Сталь для изготовления деталей соединительных муфт турбины, обеспачувающая σв =900 МПа
Сталь |
Назанчение |
| 34ХН3М |
Валы, роторы и диски паровых турбин и компрессорных машин, валы экскаваторов, валы-шестерни, муфты и полумуфты, зубчатые колеса, оси, болты ,силовые шпильки и другие особо ответственные тяжелонагруженные детали, работающие при температуре до 500°C |
Данная сталь является конструкционная легированная сталь
1.3 Химсостав стали
Химический состав в % материала 34ХН3М
| Сталь |
C |
Ni |
Si |
Mg |
Cr |
Mo |
| 34ХН3М |
0.3 - 0.4 |
2.75 - 3.25 |
0.17 - 0.37 |
0.5 - 0.8 |
0.7 - 1.1 |
0.25 - 0.4 |
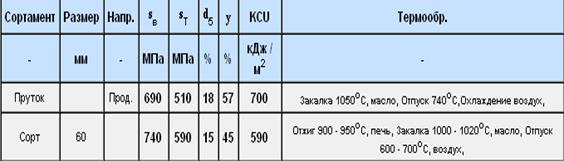
1.4 Термообработка и механические свойства сталей
| Сталь |
Температура, °C |
σт |
σв |
δ |
ψ |
ан в Дж/ см^2 |
НВ после отжига (не более) |
||||
| Закалка в масле отпуск высокий |
Отпуска с охлаждение в печи или масле |
МПа |
В % |
||||||||
| Не менее |
|||||||||||
| 34ХН3М |
850-870 |
550-650 |
750 |
900 |
- |
- |
- |
277-321 |
|||
Температура критических точек материала 34ХН3М
![]()
Механические свойства при Т=20oС материала 34ХН3М

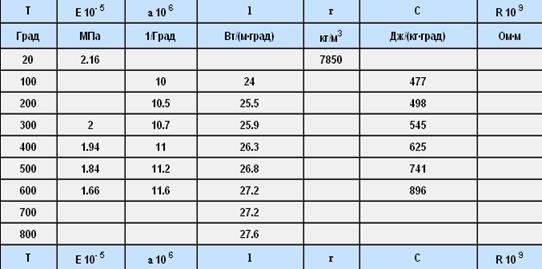
Физические свойства материала 34ХН3М
1.5 Выбор температуры нагрева и охлаждающей среды ,вида отпуска
Закалка - термическая обработка - заключается в нагреве стали до температуры выше критической (![]() для доэвтектоидной и
для доэвтектоидной и ![]() - для заэвтектоидной сталей) или температуры растворения избыточных фаз, в выдержке и последующем охлаждении со скоростью, превышающей критическую. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжение, вызванные закалкой, и получить требуемые механические свойства ,сталь после закалки обязательно подвергают отпуску. Конструкционную сталь в основном подвергают закалке и отпуску для повышения прочности, твердости, получения достаточно высокой пластичности и вязкости, а для ряда деталей также высокой износостойкости
- для заэвтектоидной сталей) или температуры растворения избыточных фаз, в выдержке и последующем охлаждении со скоростью, превышающей критическую. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжение, вызванные закалкой, и получить требуемые механические свойства ,сталь после закалки обязательно подвергают отпуску. Конструкционную сталь в основном подвергают закалке и отпуску для повышения прочности, твердости, получения достаточно высокой пластичности и вязкости, а для ряда деталей также высокой износостойкости
Выбор температуры закалки. Доэвтектоидные стали нагреваются до температуры на 30-50°C выше точки![]() В этом случае сталь с исходной структурой перлит +феррит при нагреве приобретает аустенитную структуру, которая при последующем охлаждении со скоростью выше критической превращается в мартенсит. Закалку от температуры, соответствующей межкритическому интервалу (
В этом случае сталь с исходной структурой перлит +феррит при нагреве приобретает аустенитную структуру, которая при последующем охлаждении со скоростью выше критической превращается в мартенсит. Закалку от температуры, соответствующей межкритическому интервалу (![]() -
-![]() ) ,применяют только для листовой низколегированной низкоуглеродистой стали для получения структуры феррита с небольшими участками мартенсита (20-30%), обеспечивающей хорошие механические свойства и штампуемость. Во всех других случаях закалка доэвтектоидных сталей из межкритического интервала температур не применяется, так как механические свойства оказываются ниже, чем после закалки от температур выше точки
) ,применяют только для листовой низколегированной низкоуглеродистой стали для получения структуры феррита с небольшими участками мартенсита (20-30%), обеспечивающей хорошие механические свойства и штампуемость. Во всех других случаях закалка доэвтектоидных сталей из межкритического интервала температур не применяется, так как механические свойства оказываются ниже, чем после закалки от температур выше точки ![]()
Охлаждающие среды для закалки.
Охлаждение при закалке должно обеспечивать, получение структуры мартенсита в пределах заданного сече6ния изделия (определенную закаливаемость) и не должно вызывать закалочных дефектов: трещин, деформаций, коробления и высоких растягивающих остаточных напряжений в поверхностных слоях. Наиболее желательна высокая скорость охлаждения (выше критической скорости закалки) в интервале температур ![]() -
-![]() для подавления распада переохлажденного аустенита в области перлитного и промежуточного превращений замедленное охлаждение в интервале температур
для подавления распада переохлажденного аустенита в области перлитного и промежуточного превращений замедленное охлаждение в интервале температур ![]() -
- ![]() .
.
Чаще для закалки используют кипящие жидкости – воду, водные растворы щелочей и солей, масла. При закалке в этих средах различают три периода:
1) пленочное кипение, когда на поверхности стали образуется «паровая рубашка»; в этот период происходит небыстрый отвод теплоты, т.е. скорость охлаждения невелика;
2) пузырьковое кипение, наступающая при полном разрушении паровой пленки, наблюдаемое при охлаждении поверхности до температуры ниже критической; быстрый отвод теплоты;
3) конвективный теплообмен, который отвечает температурам ниже температуры кипения охлаждающей жидкости; теплоотвод в этот период происходит с наименьшей скоростью.
В данном случае мы используем масло. Для легированных сталей, обладающих более высокой устойчивостью переохлаждения аустенита при закалке, применяют минеральное масло (чаще нефтяное).
Масло как закалочная среда имеет следующие преимущества:
Небольшую скорость охлаждения в мартенситном интервале температур, что уменьшает возникновение закалочных дефектов, и постоянство закаливающей способности в широком интервале температур среды (20- 150 °C) К недостаткам следует отнести повышенную воспламеняемость (температура вспышки 165 - 300 °C), недостаточную стабильность и низкую охлаждающую способность в области температур перлитного превращения, а также повышенную стоимость.
Температура масла при закалке поддерживают в пределах 60 - 90 °C , когда его вязкость оказывается минимальной.
Для закалки применяют водные растворы полимеров (ПК2, ПАА, УЗСП-1), снижающие скорость охлаждения в мартенситном интервале температур. Однако нужно учитывать, что растворимость полимеров в воде меняется с изменением температуры, что влечет за собой изменение охлаждающей способности.
Все ширине начинают применять охлаждения под давлением в среде азота, аргона и водорода.
Отпуск:
Отпуск заключается в нагреве закаленной стали до температур ниже ![]() , выдержке при заданной температуре и последующем охлаждении с определенной скоростью. Отпуск является окончательной операцией термической обработки, в результате которой сталь получает требуемые механические свойства. Кроме того отпуск полностью или частично устраняет внутренние напряжения возникающие при закалке. Эти напряжения снимаются тем плотнее, чем выше температура отпуска. Так , например, осевые напряжения в цилиндрическом образце из стали, содержащей 0,3 % С, в результате отпуска при 550 °C уменьшаются с 600 80 МПа. Так же сильно уменьшаются тангенциальные и радиальные напряжения.
, выдержке при заданной температуре и последующем охлаждении с определенной скоростью. Отпуск является окончательной операцией термической обработки, в результате которой сталь получает требуемые механические свойства. Кроме того отпуск полностью или частично устраняет внутренние напряжения возникающие при закалке. Эти напряжения снимаются тем плотнее, чем выше температура отпуска. Так , например, осевые напряжения в цилиндрическом образце из стали, содержащей 0,3 % С, в результате отпуска при 550 °C уменьшаются с 600 80 МПа. Так же сильно уменьшаются тангенциальные и радиальные напряжения.
Наиболее интенсивно напряжения снижаются в результате выдержки при 550°C в течении 15 – 30 мин. После выдержки в течении 1,5 часа напряжения снижаются до минимального значения, которое может быть достигнуто отпуском при данной температуре.
Основное влияние на свойства стали оказывают температура отпуска. Различают три вида отпуска:
1)Низкотемпературный (низкий) отпуск проводят при нагреве, до 250 °C, закаленная сталь (0,6-1,3 %С) после низкого отпуска сохраняет твердость 58 – 63 HRC, а следовательно высокую износостойкость.
2)Среднетемпературный (средний) отпуск выполняется при 350 – 500 °C и применяют главным образом для пружин и рессор, а также для штампов. Структура стали после среднего отпуска – троостит отпуска или троостомартенсит; твердость стали 40 – 50 HRC.
3)Высокотемпературный (высокий ) отпуск проводится при 500 – 680 °C. Структура стали после высокого отпуска – сорбит отпуска. Высокий отпуск создает наилучшее соотношение прочности и вязкости стали.
Закалка с высоким отпуском ( по сравнению с нормализацией или отжигом) повышает временное сопротивление, предел текучести, относительно сужение и особенно ударную вязкость. Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением.
Улучшению подвергают среднеуглеродистые (0,3 - 0,5 % С) конструкционные стали, к которым предъявляются высокие требования по пределу выносливости и ударной вязкости. Улучшение значительно повышают конструктивную прочность стали, уменьшая чувствительность к концентраторам напряжений, увеличивая работу развития трещин и снижая температуру порога хладноломкости. Трещиностойкость ![]() после улучшения – 250 – 350 МПа*м.
после улучшения – 250 – 350 МПа*м.
Отпуск при 550 – 600 °C в течении 1- 2 часа почти полностью снимает остаточные напряжения, возникшие при закалке. Длительность высокого отпуска составляет 1- 6 часов в зависимости от габарита изделия.
1.7 Сталь для работы до 600 °C
| Сталь |
Назанчение |
| 34ХН3М |
Валы, роторы и диски паровых турбин , зубчатые колеса, оси, болты ,силовые шпильки и другие особо ответственные тяжелонагруженные детали, работающие при температуре до 580°C |
Данная сталь является жаропрочной высоколегированной
Химический состав в % материала 15Х12ВНМФ
![]()
Температура критических точек материала 15Х12ВНМФ.
![]()
Механические свойства при Т=20oС материала 15Х12ВНМФ
![]()
Физические свойства материала 15Х12ВНМФ
Технологические свойства материала 15Х12ВНМФ .
![]()
1.8 Свойства стали для работы до 600 °C
В первую очередь сталь должна обладать жаростойкостью и длительной прочностью.
Жаропрочность-способность материала противостоять механическим нагрузках при высоких температурах. Многие жаропрочные стали должны обладать одновременно и достаточной жаростойкостью.
ГОСТ 5632-72 предусмотрено 39 марок жаропрочных сталей и 24 марки жаростойких сплавов.
Жаропрочность зависит от температуры рекристаллизации металла, предела его упругости, сопротивления материала пластическим деформациям при высоких температурах, размеры зерна, размера зерна, наличия в сплаве примесей, цикличности нагревов, предварительной пластической деформации, легирование сталей и сплавов в сочетании с термообработкой и температуры плавления. Чем выше температура плавления метала, тем выше его температура рекристаллизации.
Под жаростойкими сталями и сплавами понимают стали и сплавы, обладающие стойкостью против химического разрушения поверхности в газовых средах при температуре выше 550 °C , работающие в ненагруженном или полунагруженом состоянии.
Жаростойкость характеризует сопротивление окисления при высоких температурах. Для повышения окалиностойкости сталь легирует элементами, которые благоприятным образом изменяют состав и строение.
Длительная прочность - ![]() - напряжение, вызывающее разрушение при данной температуре за данный отрезок времени. Например, по ГОСТ 10145-62 предел длительной прочности может быть обозначен
- напряжение, вызывающее разрушение при данной температуре за данный отрезок времени. Например, по ГОСТ 10145-62 предел длительной прочности может быть обозначен ![]() - напряжение (МПа), вызывающее разрушение материала за 1000 ч при 700 °C
- напряжение (МПа), вызывающее разрушение материала за 1000 ч при 700 °C
Длительная прочность является важной характеристикой материала, так как она определяет срок службы его до разрушения, т. е. его живучесть.
1.9 Методы изучения механических свойств на образцах в обоих случаях
Под механическими свойствами понимают характеристики, определяющие поведения метала (или другого материала) под действием приложенных внешних механических сил. К механическим свойствам обычно относят сопротивление металла (сплава) деформации (прочность) и сопротивление разрушению (пластичность, вязкость, а так же способность металла не разрушаться при наличии трещин)
В результате механических испытаний получают числовые значения механических свойств, т. е. значения напряжений или деформаций, при которых происходят изменения физического и механического состояний материалов.
При оценке механических свойств металлических материалов различают несколько групп из критериев.
1. Критерии, определяемые независимо от конструктивных особенностей и характера службы изделий. Эти критерии находятся путем стандартных испытаний гладких образцов на растяжение, сжатие, изгиб, твердость (статические испытания) или на ударный изгиб образцов с надрезом (динамические испытания)
1.10 Вывод
Исходя из требуемых свойств Сталь для изготовления деталей соединительных муфт турбины обеспечивающая σв = 900 МПа я выбрал сталь марки 34ХН3М. Она является конструкционно легированной сталью. Легированные стали широко применяют в тракторном и сельскохозяйственном машиностроении, в автомобильной промышленности, тяжелом и транспортном машиностроении в меньшей степени в станкостроении, инструментальной и других видах промышленности. Это стали применяют для тяжело нагруженных металлоконструкций. Благодаря ее свойствам она превосходно подходит для изготовления. Далее нам нужно было выбрать сталь изделий подобного типа при работе в условиях нагрева до 600°C. Подошла сталь 34ХН3М. Это жаропрочная сталь мартенсито - ферритного класса исходя из требуемых свойств сталь этой марки подходит также к изготовки деталей
1.11 Список литературы
1. В.Н. Журавлев, О.И. Николаева - Машиностроительные стали. Справочник;
2. Жаропрочные стали и сплавы: Справочник / Масленников С.Б. – М;
3. Дриц, М. Е. Технология конструкционных материалов и материаловедение: учебник для вузов / М. Е. Дриц. - М. : Высш.шк, 1990. – 447 с
4. попович В. Технология конструкционных метериалов и материаловедение. Кн.1,-Львов, 2002.-417с.
5. Гуляев А.П.Металоведение.-М.:Металлургия,1986.-542
6. Бирюков Б.Н.,Косс Е. В., Шевченко И.М.Методические указания к изучению курса «материаловедение».-Одесса: ОПИ,1992.