| Скачать .docx |
Реферат: Контроль качества
Упругие механические колебания, распространяющиеся в воздухе, воспринимают обычно как звуки. Это — акустические колебания. Если их частота более 20 000 Гц (20 кГц), т. е. выше порога слышимости для человеческого уха, то такие колебания называют ультразвуковыми (УЗК). В дефектоскопии наиболее часто используют диапазон частот 0,5—10 МГц.
Упругие колебания могут быть возбуждены в твердых, жидких и газообразных средах. При этом колебательное движение возбужденных частиц благодаря наличию упругих сил между ними вызывает распространение упругой УЗ-волны, сопровождаемое переносом энергии.
Для получения УЗ-колебаннй применяют пьезоэлектрические, магнитострикционные, электромагнитио-акустические (ЭМЛ) и другие преобразователи. Наибольшее распространение получили пьезоэлектрические преобразователи.
Процесс распространения ультразвука в пространстве является волновым. Граница, отделяющая колеблющиеся частицы среды от частиц, еще не начавших колебаться, называется фронтом волны. Упругие волны характеризуются скоростью распространения С, длиной волны X и частотой колебаний /. При этом под длиной волны понимается расстояние между ближайшими частицами, колеблющимися одинаковым образом (в одинаковой фазе). Число волн, проходящих через данную точку пространства в каждую секунду, определяет частоту УЗ-колебаний. Длина волны связана со скоростью ее распространения соотношением
![]()
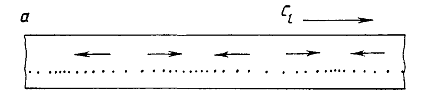
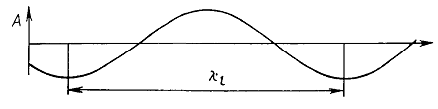
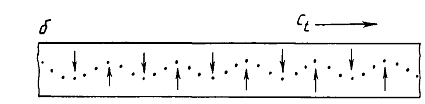
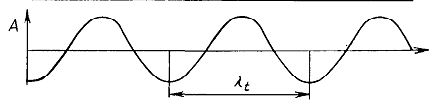
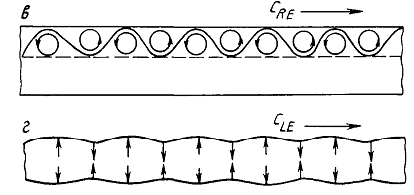
В зависимости от направления колебания частиц различают несколько типов волн. Если частицы среды колеблются вдоль распространения волны, то такие волны (рис. 1,а) называются продольными (волнами растяжения-сжатия). В случае, если частицы среды колеблются перпендикулярно к направлению распространения волны, то это волны (рис. 1,б) — поперечные (волны сдвига). Поперечные волны могут возникать лишь в среде, обладающей сопротивлением сдвига. Поэтому в жидкой и газообразной средах образуются только продольные волны. В твердой среде могут возникать как продольные, так и поперечные волны.
Кроме поперечных и продольных волн, в твердых телах могут быть возбуждены волны других типов. Вдоль свободной поверхности тела могут распространяться п о-верхностные волны (волны Рэлея). Они являются комбинацией поперечных и продольных волн. Плоскость поляризации у них, т. е. плоскость, в которой колеблются частицы среды, перпендикулярна к поверхности. Глубина распространения этих волн в теле примерно равна длине волны, а скорость составляет СRе = 0,9Сt (рис. 1, в).
В тонких листах или в изделиях, толщина которых соизмерима с длиной волны, распространяются пластиночные волны (волны Лэмба). Они занимают всю толщину пластины (рис. 1, г).
В плакирующих слоях биметаллических листов могут распространяться поверхностные волны с горизонтальной поляризацией (волны Лява).
Пространство, в котором распространяются УЗ-волны, называют ультразвуковым полем. УЗ-волна в направлении своего движения несет определенную энергию. Количество энергии, переносимое УЗ-волной за 1 с через 1 см2 площади, перпендикулярной к направлению распространения, называется интенсивностью ультразвука I. Для плоской волны при амплитуде смещения А
![]()
Произведение скорости С ультразвука на плотность Р среды называется удельным акустическим сопротивлением. Значения Z=рС (С дано для продольной волны), характеризующие акустические свойства материалов.
Затухание УЗ-колебаний происходит но экспоненциальному закону
![]()
где Ло — амплитуда зондирующего импульса; ![]() - коэффициент затухания, см-1
.
- коэффициент затухания, см-1
.
Поскольку интенсивность ультразвука равна квадрату амплитуды, то снижение интенсивности вследствие затухания описывается формулой
![]()
На практике нет необходимости определять амплитуду А или интенсивность волны / в абсолютных единицах, а достаточно найти величину их относительного ослабления. Тогда для выражения относительной величины ![]() используют специальные единицы — децибелы.
используют специальные единицы — децибелы.
Число децибел 
Свойства ультразвука
Как показано на рис. 2 УЗ-колебания от генератора-излучателя ИП распространяются в материале изделия. При наличии дефекта Д образуется отраженное поле. За дефектом при его значительных размерах (»![]() .) имеется акустическая тень. Регистрируя с помощью приемника-преобразователя П1
ослабление
.) имеется акустическая тень. Регистрируя с помощью приемника-преобразователя П1
ослабление
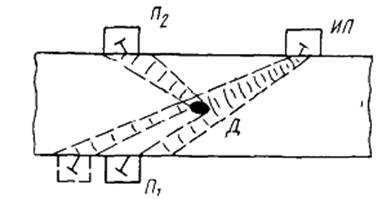
Рис.2 Схема УЗ-контроля материала:
Д —дефект; ИЛ — излучатель и приемник (совмещенная схема); П1 приемник о теневом методе; П2 приемник в эхо методе.
УЗ-волны или с помощью преобразователя П2 (или ИП) эхо, т. е. отраженную УЗ-волну, можно судить о наличии дефектов в материале. Это является основой двух наиболее распространенных методов УЗ-контроля: теневого и эхо-метода.
Наиболее важные дефектоскопические свойства УЗК'. направленность УЗК» ближняя и дальняя зоны преобразователей, отражение УЗК от несплошностей, затухание, трансформация УЗК.
Направленность УЗК - При излучении пьезоэлемеитом (рис. 2.5, а) импульса УЗК в среде возникает УЗ-поле, которое имеет вполне определенные пространственные границы. Угол расхождения фр зависит от соотношения длины волны и диаметра излучателя 2а:
![]()
Направленность УЗ-поля удобно представлять в виде графика в полярных координатах, называемого диаграммой направленности (рис. 3 в). Диаграмма характеризует угловую зависимость Ф (ф) амплитуды поля в дальней зоне. Полярный угол ф отсчитывают от полярной оси, совпадающей с направлением излучения максимальной амплитуды.
Диаграмму направленности прямого преобразователя выражают через цилиндрическую функцию Бссселя (первого рода и первого порядка):
![]()
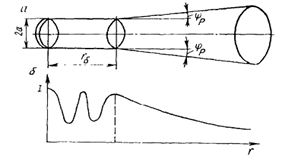
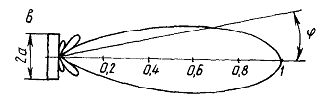
Рис.3
Ближняя и дальняя зоны
. Приведенная выше формула ![]() показывает направленность УЗ-пучка в так называемой дальней зоне или зоне Фраунгофера. В ближней зоне, называемой зоной Френеля, амплитуда поля осциллирует (изменяется) как вдоль оси (рис. 3 б), так и по сечению пучка, а УЗ-волна при этом распространяется почти без расхождения.
показывает направленность УЗ-пучка в так называемой дальней зоне или зоне Фраунгофера. В ближней зоне, называемой зоной Френеля, амплитуда поля осциллирует (изменяется) как вдоль оси (рис. 3 б), так и по сечению пучка, а УЗ-волна при этом распространяется почти без расхождения.
Протяженность ближней зоны ro для цилиндрического излучателя
Из формулы видно, что увеличение диаметра излучателя, сужая направленность пучка, увеличивает ближнюю зону преобразователя.
Отражение от несплошностей. Это свойство УЗ-волн служит основой для их использования в эхо-импульсном методе дефектоскопии материалов. При падении волны на поверхность раздела двух сред в общем случае часть энергии проходит во вторую среду, а часть отражается в первую. Если УЗ-волна перпендикулярна к границе двух сред, то проходящая и отраженная волны будут такого же типа, что и падающая. Коэффициент отражения R как отношение интенсивности отраженной и падающей волн зависит от соотношения удельных акустических сопротивлений Z1 =P1 C1 и Z2 =Р2 С2 первой и второй сред:

Из формулы (2.11) видно, что R не зависит от направления УЗК через границу раздела сред Z1 и Z2 .
Коэффициент прохождения волны D=1—R. Чем больше разница в акустических сопротивлениях, тем больше интенсивность отраженной волны. Свойство отражения УЗ-волн служит основой для выявления несилошностей в металлах, поскольку акустические свойства таких дефектов, как поры, шлаки, ненро-вары, существенно отличаются от свойств основного металла. Коэффициент отражения от трещин, несплавлений и пор близок к единице, если величина их раскрытия более 10~4 мм, а поперечный размер соизмерим с длиной волны. Для шлаков R = 0,35—0,65 в зависимости от марки флюса.
Оксидные плены, особенно в сварных швах алюминиевых сплавов или при контактной сварке, выявляются плохо, несмотря на их достаточно большое раскрытие и протяженность. Причиной этого является близость акустических свойств дефекта и металла.
Стандартная УЗ-аппаратура позволяет уверенно выявлять несплошности площадью S>1 мм2 . При увеличении частоты УЗК можно выявлять иесплошности и с меньшей площадью, но при этом значительно повышается затухание УЗК.
Затухание . Коэффициент затухания б в приведенных выше формулах возрастает с увеличением частоты не линейно, а в повышенной степени. Причем коэффициент затухания различен для различных материалов и складывается из коэффициентов поглощения и рассеяния б = бп + бр.
Трансформация УЗК
. Рассмотренные выше процессы отражения УЗ-волн относились к нормальному их падению на границу раздела сред. При контроле сварных швов применяют, как правило, наклонные преобразователи с вводом УЗК под некоторым углом к вертикали. В общем случае при падении продольной волны наклонно под углом β к границе двух твердых сред происходит трансформация (расщепление) этой волны (рис. 4 а). Возникают две преломленные волны (продольная С't и поперечная C't) и две отраженные Ct и Ct. Углы преломления и отражения зависят от скоростей соответствующих волн в данных средах. Эту зависимость называют законом Снеллиуса. Записанный только для преломления волн этот закон имеет вид
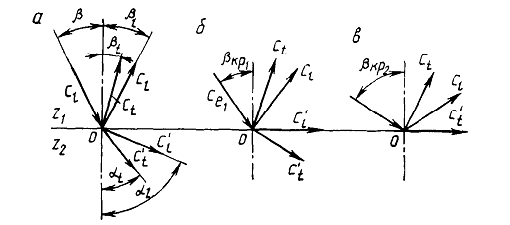
Рис. 4 Отражение и преломление продольной волны на границе раздела двух твердых сред.
Акустический тракт . Процессы преобразования энергии УЗ-колебаний происходят в трех так называемых трактах УЗ-дефектоскопа: электроакустическом, электрическом и акустическом.
Электроакустический тракт — это участок схемы дефектоскопа, который состоит из пьезопреобра-зователей, демпферов, переходных и контактных слоев, электрических колебательных контуров генератора на входе приемника.
В электроакустическом тракте электрические колебания преобразуются в ультразвуковые и обратно, поэтому он определяет резонансную частоту УЗК, длительность зондирующего импульса и коэффициенты преобразования электрической энергии в акустическую.
Электрический тракт, определяющий амплитуду зондирующего импульса и коэффициент усиления, состоит из генератора и усилителя.
Акустическим трактом называют путь ультразвука от излучателя до отражателя в материале и от этого отражателя до приемника. Важная задача методики УЗ-коитроля — расчет акустического тракта, т. е. оценка ослабления амплитуды эхо-сигнала в зависимости от акустических и геометрических параметров тракта.
Для излучения УЗ-колебаний, приема эхо-сигналов, установления размеров выявленных несплошностей и определения их координат применяют ультразвуковый дефектоскопы.
2. Визуально-оптический контроль сварных соединений
Принцип действия и основной результат - осмотр с помощью оптических средств поверхностей объекта контроля на наличие дефектов и аномалий; осуществляется независимо и в сочетании с другими методами контроля.
Физические основы метода.
Зондирующая среда и/или источник энергии - видимая область спектра (длинноволновая ультрафиолетовая область спектра с флуоресцирующими материалами).
Характер сигнала и/или информационные характеристики - отраженное, прошедшее, рассеянное и индуцированное излучение.
Способ детектирования и/или воспритятия - оптические средства, увеличительные стекла, бороскопы, видео- и пленочные фотокамеры.
Способ индикации и/или регистрации - визуальное изображение.
Метод расшифровки - анализ изображения; используется в сочетании с другими методами для непосредственной расшифровки (капиллярный, фильтрующихся частиц, магнитопорошковый).
Цели использования.
Выявление дефектов типа нарушения сплошности - трещины, раковины, поры и включения.
Измерение размеров и метрология - измерения механическими средствами.
Определение физико-механических свойств - шероховатость, зерно и пленка.
Определение компонентного и химического состава.
Определение динамических характеристик - видимые реакции напряженности слоя.
Области использования.
Контролируемые материалы - неограниченный круг материалов.
Объекты контроля и технологические операции - поверхности, слои, пленки, покрытия, целые объекты, контроль и регулирование в производственной линии и вне ее.
Диагностика - все виды технологических операций и испытаний.
Примеры - механически обработанные детали, внутренние поверхности, объекты контроля, элементы изделий, узлы и системы.
Ограничения.
По технологичности - визуальный доступ. Обычно требуются специальные оптические средства.
По расшифровке - требуется дополнительное применение других методов контроля для различения, выявления и измерения дефектов.
По чувствительности и/ или разрешению - различные кратности увеличения.
Родственные методы контроля - бороскопия, рефрактометрия, дифрактометрия, интерферометрия, рефлектометрия, микроскопия, телескопия, радиометрия в видимой области спектра, фазово-контрастный и шлирен-методы.
Комплект визуально-оптического контроля.
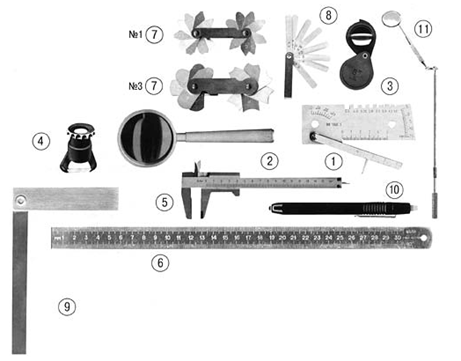
1. Универсальный шаблон сварщика УШС-3 предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного шва. 1 шт.
2 . Лупа ЛП-3 (трехкратная) для просмотра деталей, мелких предметов. 1 шт.
3 . Лупа ЛП-6 (шестикратная) для просмотра деталей, мелких предметов и т.д. 1 шт.
4 . Лупа измерительная ЛИ-10 (десятикратная) для измерения линейных размеров плоских предметов с помощью шкалы, выполненной на стеклянной пластине. 1 шт.
5 . Штангенциркуль ШЦ-1-125-0,1 с глубиномером. 1 шт.
6. Линейка металлическая Л-300. 1 шт.
7. Набор радиусных шаблонов для оценки радиусов выпуклых и вогнутых поверхностей
№ 1 (R=1 ...6мм) 1 шт.
№ 3 (В=7...25мм) 1 шт.
8. Набор щупов для контроля зазоров № 4 (0.1 ...1мм). 1 шт.
9. Угольник металлический 150х100 мм У-90. 1 шт.
10. Фонарик миниатюрный. 1 шт.
11. Смотровое зеркало (поворотное) L=140 мм. 1 шт.
12. Футляр укладочный
3. Капиллярный метод
Различают три основных метода капиллярной дефектоскопии: люминесцентный, цветной и люминесцентно-цветной.
Капиллярный метод неразрушающсго контроля качества сварных соединений основан на капиллярном проникновении дефектоскопических материалов в дефекты и их контрастном изображении в оптическом излучении. На сварной шов наносят специальную смачивающую жидкость — индикаторный пенетрант, которая под действием капиллярных сил заполняет полости поверхностных дефектов. Дефекты обнаруживаются с помощью жидкости, оставшейся в полостях после удаления ее с поверхности. Индикаторные рисунки дефектов обладают способностью люминесцировать в ультрафиолетовых лучах или имеют специфическую окраску в видимом свете. Заполнение дефектных полостей, открытых с поверхности, специальными свето- и цветоконтрастными индикаторными веществами — основная задача капиллярных методов дефектоскопии.
Для надежного обнаружения дефекта следует возможно большее количество люминофора или красителя извлечь из мнкрополостн дефекта на поверхность. Эффект регистрации дефектов усиливается с помощью средств, способствующих наиболее полному «проявлению» индикаторного вещества (люминесцирующего или цветного), в связи с чем такие средства называют проявляющими.
Физические основы метода
Важнейшими физическими явлениями, лежащими основе капиллярного контроля, являются поверхностное натяжение и смачивание, капиллярное впитывание, сорбция, растворение, люминесценция, цветовой и яркостный контрасты.
Явление смачивания вызывается притяжением атомов или молекул жидкости либо твердого тела (в газах тепловое движение частиц преодолевает это притяжение), в результате минимум свободной энергии достигается в жидкости или твердом теле, когда поверхность их минимальна. Таким образом, поверхность стремится сократиться, и возникают силы поверхностного натяжения
Рассмотрим каплю жидкости, лежащую на поверхности твердого тела
Выделим элементарный цилиндр в тройной точке А , где соприкасаются твердое тело, жидкость и окружающая газ. На единицу длины этого цилиндра действуют три силы поверхностного натяжения: твердое тело - газ F тг , твердое тело - жидкость F тж, и жидкость - газ F жг . Когда капля находится в состоянии покоя, равнодействующая проекция этих сил на поверхность твердого тела равна нулю: F жг cos q + F тж - F тг =0
Если F тг > F тж , то угол q острый. Это значит, жидкость смачивает твердое тело
Если F тж > F жг , то угол q тупой . Это означает, что жидкость не смачивает твердое тело
Движение жидкости по капилляру обеспечивается за счет капиллярных сил. Отметим, что чем меньше радиус капилляра, тем больше капиллярное давление
На рис. 2 показана смачивающая жидкость - пенентрант, попавшая в трещину, размер трещины в месте, где расположен нижний мениск жидкости, обозначим r 2 , а вблизи устью - r 1 . Разность давлений, вызываемая различием r 1 и r 2 , составляет
Р 2 - Р 1 = 2 F жг cos q (1/ r 2 - 1/ r 1 ). ( \ ) 
Она уравновешивается давлением воздуха в замкнутом объеме, собравшегося вблизи вершины трещины. Из ( \ ) следует, что лучше будут выявляться глубокие, расширяющиеся к устью дефекты
Если на поверхность пенентранта поместить пористое вещество (порошкообразный проявитель), то образуется система из мелких капилляров с менисками малой кривизны. Возникнет добавочное давление в направлении Р 1 , жидкость выйдет из трещины и смочит частицы проявителя. Здесь действует явление сорбции, т. е. собирания. Иногда применяют не порошкообразный, а пленочный или красящий проявитель. Принцип его действия другой - диффузионный
Видимая в результате проявления идентификация дефекта больше его реальных размеров
Технология капиллярного контроля в общем виде состоит из процессов: подготовительного, обработки объекта дефектоскопическими материалами, собственно контроля и окончательной очистки объекта.
Подготовительный процесс представляет собой сочетание технологических приемов удаления покрытий, загрязнений, обезжиривания и сушки контролируемой поверхности с целью очистки от возможных загрязнений, а также следов обезжиривающих и моющих составов.
Контролируемую поверхность шва очищают с помощью легколетучнх жидких растворителей, ультразвука, травильных составов, паров органических раствори телей, абразивных материалов и т. п.
Полости дефектов заполняются при смачивании контролируемой поверхности или погружении детали в пенетрант, распылением пенетранта с помощью воздуха, инертного газа, ультразвука, путем понижения или повышения давления при нанесении пенетранта, воздействия на объект контроля упругих колебаний частоты звука. Пенетрант удаляют протиркой, промывкой или обдувом контролируемой поверхности. Далее наносят проявитель с помощью струи воздуха или инертного газа, кистью или щеткой, погружением детали, припудриванием или прижатием ленты пленочного проявителя.
Процесс проявления может быть исключен в случае применения специальных индикаторных ненетрантов (самопроявляющихся, гелеообразующих и др.), не предусматривающих нанесение проявителя.
Дефекты выявляются при внешнем осмотре или осмотре с помощью инструмента; затем регистрируют индикаторный след.
При обнаружении дефекта с помощью инструментов используют фотографическое фотоэлектрическое, радиографическое, электроиндуктивное, магнитите, электростатическое и другие взаимодействия соответствующих излучении и полей со специальными индикаторными пенетрантами.
4. Магнитный метод контрол я . Техника и методика проведения.
Для контроля дефектов сварных соединений ферромагнитных изделий все более широко используют магнитные методы неразрушающего контроля. Они основаны на индикации и анализе магнитных полей рассеяния, возникающих в местах нарушения сплошности ферромагнитного сварного шва при воздействии на него магнитного поля. Изменение напряженности магнитного поля в месте дефекта регистрируется с помощью ферромагнитного порошка при магннтопорошковом способе контроля, магнитной пленки при магнитографическом способе и феррозонда или индукционной катушки соответственно при феррозондовом и индукционном способах контроля.
Магнитопорошковый способ контроля
При магнитопорошковом способе контроля для намагничивания изделий применяют постоянный, переменный, полупериодный выпрямленный и импульсный токи. Контроль проводят в приложенном поле в режиме остаточной намагниченности. Дефекты обнаруживаются наилучшим образом, когда направление намагничивания контролируемого участка перпендикулярно направлению дефекта.
Для создания оптимальных условий контроля применяют три способа намагничивания: циркулярное, полюсное и комбинированное.
Циркулярное намагничивание осуществляют путем пропускания тока по контролируемой детали или через проводник (стержень), помешенный внутри полой детали. Наиболее эффективно циркулярное намагничивание для деталей, имеющих форму тела вращения, например труб.
Полюсное намагничивание осуществляю! с помощью электромагнитов (постоянных магнитов) или соленоидов; оно может быть продольным, когда участок сварного шва намагничивается вдоль своего наибольшего размера, а также поперечным, когда сварной шов намагничивается в поперечном направлении.
Комбинированное намагничивание объединяет различные виды полюсного намагничивания, а также циркулярное.
Составной частью технологии магнитного контроля является размагничивание деталей. Применяют два основных способа размагничивания деталей. Первый — это нагрев детали до температуры Кюри, при которой ферримагнитные свойства материала пропадают. В связи с тем, что нагрев может изменять механические свойства материала, указанный способ размагничивания используют редко. Второй способ заключается в размагничивании переменным магнитным полем с амплитудой, равномерно уменьшающейся от некоторой максимальной величины до нуля. В зависимости от материала размагничиваемого изделия, его размеров и формы применяют переменные поля различных частот от долей герц до 50 Гц.
Чем больше магнитная проницаемость материала и толщина детали (стенка детали), тем ниже должна быть частота размагничивающего переменного магнитного поля. За начальную амплитуду размагничивающего поля, как правило, принимают амплитуду намагничивающего поля. Для большинства материалов число размагничивающих периодов должно быть порядка 40—50.
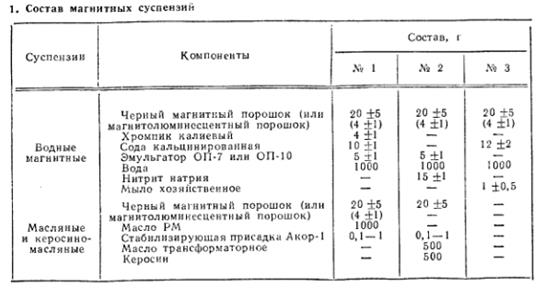
Магнитопорошковый способ контроля позволяет обнаруживать поверхностные и подповерхностные дефекты типа волосовин, трещин, расслоений, непроваров, надрывов и т. п. Подповерхностные дефекты на глубине примерно до 100 мкм могут быть обнаружены практически при такой же высокой чувствительности, что и поверхностные дефекты. На расстоянии от поверхности более 2—3 ми могут быть обнаружены только относительно грубые дефекты. Магнитопорошковый' контроль по сравнению с другими магнитными методами контроля является более универсальным и пригоден для деталей практически любых форм и размеров. Чувствительность метода, определяемая минимальными размерами обнаруживаемых дефектов, зависит от многих факторов, таких как магнитные характеристики материала контролируемой детали, ее формы и размеров, характера (типа) выявляемых дефектов, шероховатости обработанной поверхности детали, режима контроля, свойства применяемого магнитного порошка, условий нанесения суспензии, освещенности осматриваемого участка детали и т. д.
Контроль магнитопорошковым методом состоит из следующих операции : подготовки детали к контролю, намагничивания детали, нанесения на деталь магнитного порошка или суспензии, осмотра детали для выявления дефектов, разбраковки и размагничивания.
Подготовка детали к контролю заключается в очистке поверхности детали от отслаивающейся ржавчины, грязи, а также от смазки и масел, если контроль осуществляют с помощью водной суспензии или сухого порошка. Если поверхность детали темная и черный магнитный порошок на ней плохо виден, то деталь иногда покрывают просвечивающимся тонким слоем белой краски (обычно нитролаком), после чего видимость отложений порошка на дефектах значительно улучшается. Постоянный ток наиболее удобен для выявления внутренних дефектов. Увеличение глубины промагничпвания при использовании импульсного тока достигается путем повторного (трех-пятикратного) намагничивания импульсами одного направления. Закалочные трещины при магнитопорошковом способе контроля могут быть обнаружены при заниженных режимах контроля или даже способом остаточной намагниченности на материалах с низкой остаточной индукцией. Поры и другие точечные дефекты выявляются в виде коротких полосок порошка, направление которых перпендикулярно направлению намагничивания.
Дефекты с большим отношением глубины к раскрытию могут быть обнаружены при меньших намагничивающих полях и способом остаточной намагниченности. Подповерхностные дефекты дают менее четкое отложение валика порошка и, как правило, могут быть обнаружены только способом приложенного поля. Трудности различения дефектов магнитопорошковым методом связаны с возможностью перебраковки из-за отложений порошка в местах с магнитной структурной неоднородностью.
Магнитографический способ контроля
Физическая сущность магнитографического метода контроля заключается в на магничивании контролируемого участка сварного шва с одновременной записью магнитных полей рассеяния дефектов на магнитную ленту, накладываемую на участке контроля, и последующем воспроизведении и расшифровке записанных на ленту тангенциальных составляющих магнитных полей.
Источником информации является электрический сигнал магнитной головки, считывающей запись магнитной ленты, который наблюдается и анализируется на экране электронно-лучевой трубки дефектоскопа.
Магнитные ленты, используемые для магнитографического контроля, имеют сравнительно большую ширину, эластичность, а также хорошие магнитные свойства, обеспечивающие получение максимального уровня записи и воспроизведения полей дефектов при достаточно широком температурном диапазоне (от +50 до —40° С). Они состоят из слоя магнитного порошка, растворенного в лаке, и немагнитной основы, изготовляемой из анетилцеллюлозы, полиьинилхлорида, полиэфиров или лавсана. Магнитно-активный слой представляет собой порошок окиси железа, взвешенный в лаке. Для магнитографического контроля разработаны и выпускаются ленты типа МК-1 на триацетатной основе и МК-2 на лавсановой основе.
При магнитографическом контроле детали намагничивают чаще с помощью специальных электромагнитов и более редко способом циркулярного намагничивания — прохождением тока по детали.
Для выявления подповерхностных дефектов применяют намагничивание постоянным током, а для выявления поверхностных дефектов — переменным или импульсным током.
Поперечное намагничивание контролируемого участка производя! с помощью неподвижных, подвижных и механически перемещающихся шагами намагничивающих устройств, представляющих собой различные конструкции электромагнитов с И-образными сердечниками и сменными фасонными или прямыми полюсными наконечниками. Эти устройства обладают намагничивающей силой до 13—20 тыс. А, что позволяет намагничивать контролируемый участок сварного шва до состояния, близкого к техническому насыщению, и сводить к минимуму помехи от магнитных структурных неоднородностей материала сварного шва и околошовной зоны.
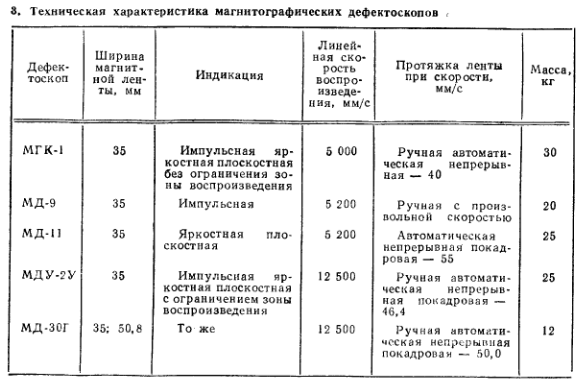
Магнитографические дефектоскопы позволяют обнаруживать дефекты глубиной 10—15% от толщины стенки, расположенные на расстоянии от поверхности до 20—25 мм При этом магнитная лента всегда должна быть плотно прижата к сварному шву, так как края валика усиления создают значительное размагничивающее пате, резко уменьшающее магнитное поле дефекта, и чувствительность метода резко уменьшается при увеличении зазора между лентой и сварным швом.
Технология магнитографического контроля состоит из следующих основных операций; 1) подготовки контролируемого участка изделия к контролю, заключающейся в очистке сварного шва от грязи, остатков шлака, брызг расплавленного металла и т. Д. и наложении на контролируемый участок магнитной ленты; при этом в зависимости от материала и толщины сварного соединения, а также типа намагничивающего устройства устанавливают необходимый режим (ток) намагничивания; Ч) намагничивания контролируемого участка изделия вместе с расположенной на нем магнитной лентой (операция записи поля дефекта на магнитную ленту); при воспроизведении записи с помощью устройства воспроизведения ни»: магнитографическою дефектоскопа; 4) разбраковки проконтролированных участков сварных швов по результатам контроля.