| Похожие рефераты | Скачать .docx |
Курсовая работа: Процес ручного дугового зварювання
Зміст
Розділ 1. Вступ
1.1 Зварка, поняття, види і класи
1.2 Історія розвитку зварювального виробництва
1.3. Організація робочого місця зварника
Розділ 2. Технологічний розділ
2.1 Опис технологічного процесу ручного дугового зварювання
2.1.1 Характеристики сталей
2.1.2 Зварювання вуглецевих сталей РДЗ, режими зварювання
2.1.3 Зварювання легованих сталей, режими зварювання
2.2 Матеріали, що використовуються при зварювальних роботах
2.3 Інструменти, обладнання та пристосування що використовується при зварювальних роботах
Розділ 3. Техніка безпеки
3.1 Заходи промислової санітарії, техніки безпеки та протипожежної безпеки
Список використаних джерел
Розділ 1. Вступ
1.1 Зварювання, поняття, види та класи
Зварювання - це процес одержання нероз'ємного з'єднання шляхом встановлення міжатомних зв'язків між зварюваними частинами при їх місцевому або загальному нагріванні, пластичною деформацією або їх спільною дією. Залежно від виду енергії зварювання поділяють на три класи: термічний, термомеханічний та механічний. До термічного класу належать види зварювання за допомогою плавлення, в яких для розплавлення металу використовують теплову енергію:
- дугове зварювання, нагрівання здійснюється електричною дугою;
- плазмове зварювання, нагрівання здійснюється стиснутою дугою;
- газове зварювання, нагрівання здійснюється полум'ям газів;
- електрошлакове зварювання, для нагрівання використовують тепло, яке виділяється при проходженні електричного струму через розплавлений електропровідний шлак;
- електронно-променеве зварювання, для нагрівання використовують тепло електричного променя, яке виділяється за рахунок бомбардування зони зварювання направленим потоком електронів;
- лазерне зварювання, розплавлення здійснюється енергією світлового променя, одержаного від оптичного квантового генератора;
- термітне зварювання, використовується тепло, утворене в результаті спалювання термітного порошку, який складається з суміші алюмінію та оксиду заліза.
До термомеханічного класу належать види зварювання, в яких використовується теплова енергія й тиск:
- контактне зварювання, із використанням тиску та нагрівання при проходженні електричного струму через контактні поверхні;
- дифузійне зварювання проходить через взаємну дифузію атомів контактних поверхонь при тривалому впливі підвищеної температури і незначній пластичній деформації;
- пресове зварювання, нагрівання здійснюється полум'ям газів (газопресове зварювання), дугою (дугопресове зварювання), електрошлаковим процесом (шлакопресове зварювання), індукційним нагріванням (індукційно-пресове зварювання), термітом (термітно-пресове зварювання).
До механічного класу належить зварювання, яке виконується з використанням механічної енергії й тиску:
- ультразвукове зварювання, тиск створюється ультразвуковими коливаннями;
- холодне зварювання, використовується тиск при значній пластичній деформації без нагрівання;
- зварювання вибухом відбувається в результаті викликаного вибухом удару швидко рухомих частин;
- зварювання тертям відбувається в результаті стискання і нагрівання зварюваних деталей за рахунок тертя при їх обертанні;
- імпульсно-магнітне зварювання, тиск електрода підсилюється імпульсним магнітним полем, завдяки чому подача електрода в період стискання прискорюється настільки, що набирає ударного характеру.
Процеси дугового зварювання називаються механізованими у випадку, коли за допомогою різних приводів і механізмів (електричних, пневматичних, гідравлічних та ін.) виконуються основні зварювальні операції, наприклад, подача електродного дроту в зону зварювання, підвід електричного струму, подача захисного газу, переміщення зварювальної дуги вздовж шва, подача флюсу тощо.
Із механізованих способів зварювання плавленням широко використовуються автоматичне і напівавтоматичне зварювання під флюсом, у захисних газах, електрошлакове та ін.
1.2 Історія розвитку зварювального виробництва
Процес зварювання з'явився ще в бронзовому віці, коли людина почала набувати досвід при обробці металів для виготовлення знарядь праці, бойової зброї, прикрас та інших виробів.
Першим відомим способом зварювання було ковальське. Воно забезпечувало достатньо високу, на той час, якість з'єднання, особливо при роботі з пластичними металами, такими, як мідь. Із винайденням бронзи, яка є твердішою і гірше піддається куванню, виникло ливарне зварювання. Під час ливарного зварювання крайки з'єднуваних деталей заформовують спеціальною сумішшю і заливають розігрітим рідким металом. Цей присадковий метал сплавляється із виробом і, застигаючи утворює шов.
В 1802 російський академік Василь Володимирович Петров звернув увагу на те, що при пропусканні електричного струму через два прутики з вугілля або металу між їхніми кінцями виникає яскрава дуга (електричний розряд), яка має дуже високу температуру. Він дослідив та описав це явище, а також указав на можливість використання тепла електричної дуги для розплавлення металів і тим заклав основи дугового зварювання металів.
В той час результати досліджень Василя Володимировича Петрова не були використані, ні в Росії, ні за кордоном. Лише через 80 років російські інженери – Микола Миколайович Бенардос і Микола Гаврилович Слав'янов застосували відкриття Василя Володимировича Петрова на практиці та розробили різні промислові способи зварювання металів електричною дугою.
Микола Миколайович Бенардос в 1882 винайшов спосіб дугового зварювання із застосуванням вугільного електрода. У наступні роки він розробив способи зварювання дугою, яка горить між двома або декількома електродами; зварювання в атмосфері захисного газу; контактного точкового електрозварювання за допомогою кліщів; створив ряд конструкцій зварювальних автоматів; Микола Миколайович Бенардос запатентував в Росії та за кордоном велику кількість різних винаходів у галузі зварювального устаткування та процесів зварювання.
Автором методу дугового зварювання металевим плавким електродом, найпоширенішого в наш час, є Микола Гаврилович Слав'янов, який розробив його в 1888. Микола Гаврилович Слав'янов не лише винайшов дугове зварювання металевим електродом, описав його у своїх статтях, книгах і запатентував у різних країнах світу, але й сам широко впроваджував його в практику. За допомогою навченого ним колективу робітників-зварювальників Микола Гаврилович Слав'янов виправляв дуговим зварюванням брак лиття та відновлював деталі парових машин і різного великого устаткування. Микола Гаврилович Слав'янов створив перший зварювальний генератор з автоматичним регулятором довжини зварювальної дуги, розробив флюси для підвищення якості наплавленого металу при зварюванні. Створені Миколою Миколайовичем Бенардосом і Миколою Гавриловичем Слав'яновим способи зварювання є основою сучасних методів електричного зварювання металів.
В тому ж 1877 у Росії Микола Миколайович Бенардос запропонував способи контактного точкового і шовного (роликового) зварювання. На промислову основу в Росії контактне зварювання було представлено в 1936 після освоєння серійного випуску контактних зварювальних машин.
Упродовж 20-х років ХХ ст. головні акценти в зварювальних технологіях ставилися на розвиток автоматичного зварювання. Великий внесок у розвиток різноманітних видів зварювання вніс академік Патон Євген Оскарович, та фахівці Інституту електрозварювання, які вперше у світі розв'язали складні наукові і технічні завдання,пов'язані з автоматичним зварюванням броні, розробили досконалу технологію і необхідне обладнання. Було досліджено процеси, що відбуваються у потужній зварювальній дузі, яка горить під флюсом, розроблено нові зварювальні флюси і знайдено місцеву сировину для їх масового виробництва. Широко проводився пошук способів багатодугового та багатоелектродного автоматичного зварювання під флюсом, розроблено технологію напівавтоматичного зварювання під флюсом, створено перші зварювальні напівавтомати.
Застосування автоматичного зварювання в оборонній промисловості дало винятково великий ефект і забезпечило можливість різкого збільшення випуску бойових машин, боєприпасів і озброєння високої якості. Зварювання повсюдно витіснило спосіб нероз'ємного з'єднання деталей за допомогою заклепок.
На сьогодні зварювання є найбільш розповсюдженим способом з'єднання деталей при виготовленні металоконструкцій. Широко застосовується зварювання в комплексі з литтям, штампуванням і спеціальним прокатом окремих елементів заготовок виробів, майже повністю відтіснивши складні та дорогі суцільнолиті та суцільноштамповані заготовки.
1.3 Організація робочого місця зварника
Зварювальним постом називається робоче місце зварника, обладнане всім необхідним для виконання зварювальних робіт. Зварювальний пост електрозварника укомплектовують джерелом живлення (трансформатор, випрямляч, перетворювач, ацетиленовий генератор), зварювальними кабелями, електродотримачем або пальником, пристосуваннями, інструментами, засобами захисту.
Зварювальні пости можуть бути стаціонарні й пересувні.
Стаціонарні пости - це відкриті зверху кабіни для зварювання виробів невеликих розмірів. Каркас кабіни висотою 1800-2000 мм виготовляють із сталі. Для кращої вентиляції стіни кабіни піднімають над підлогою на 200-250 мм, їх виготовляють із сталі, азбестоцементних плит, інших негорючих матеріалів і фарбують вогнетривкою фарбою (цинкові, титанові білила, жовтий крон), яка добре поглинає ультрафіолетові промені зварювальної дуги. Дверний проміжок закривають брезентовою ширмою. Підлогу роблять з бетону, цегли, цементу.
Кабіни повинні освітлюватись денним і штучним світлом і добре провітрюватись. Для роботи сидячи, використовують столи висотою 500-600 мм, а при роботі стоячи - близько 900 мм. Кришку стола площею 1 м2 виготовляють із сталі товщиною 15-20 мм або з чавуну товщиною 25 мм. До стола під'єднують струмопровідний кабель від джерела живлення. Поряд із столом розміщують кишені для електродів та їх відходів, інструменти (молоток, зубило, сталева щітка тощо) й технологічну документацію. Для зручності при зварюванні встановлюють металеве крісло з діелектричним сидінням. Під ногами має бути гумовий килимок, а все обладнання кабіни - надійно заземлене.
Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках.
Розділ 2.Основна частина
2.1 Опис технологічного процесу ручного дугового зварювання
В основі будь-якого промислового виробництва лежить технологічний процес, який є частиною виробничого процесу. Виробничий процес – це сукупність технологічних процесів (дій), в результаті яких вихідні матеріали і напівфабрикати перетворюються в готові вироби.
Технологічний процес являє собою сукупність різних операцій, у результаті виконання яких змінюються розміри, форма, властивості предметів праці, виконується з'єднання деталей у складальні одиниці і вироби, здійснюється контроль вимог креслення і технічних умов.
Для забезпечення зварюваності двох частин матеріалу необхідно зблизити їх настільки, щоб створити можливість для утворення міжатомних зв'язків. Це можливо в тому випадку, коли атоми двох частин матеріалу зближуються на відстань, меншу ніж 4·10-10 м. Такі умови можна створити трьома шляхами:
- стисненням деталей без термічної обробки;
- нагріванням матеріалу до розтоплювання;
- нагріванням до пластичного стану та одночасним стисненням деталей.
Стисненням без нагрівання, можна зварювати в окремих випадках лише пластичні метали: алюміній, мідь, свинець та ін. Це так зване «холодне» зварювання. Другий спосіб застосовується для металів і сплавів, які здатні переходити в пластичний стан при нагріванні до температур, нижчих від температури плавлення (сталь, алюміній та ін.), що дозволяє здійснювати зварювання в пластичному стані шляхом стиснення двох попередньо нагрітих частин металу. При стисненні оксидна плівка на поверхнях дотик} руйнується і стає можливим взаємопроникнення (дифузія) кристалічних зерен однієї частини в зерна іншої, що забезпечує їх зварювання. З підвищеннях! температури нагріву величина зусилля, потрібного для стиснення, зменшується.
Третій спосіб - зварювання плавленням, при якому стиснення деталей не потрібне. Цим способом можна зварювати всі метали і сплави, в тому числі і такі, які при нагріванні не переходять у пластичний стан, а відразу переходять в рідкий стан (чавун, бронза, литті сплави алюмінію та магнію та ін.).
Електродугове зварювання - зварювання плавленням, під час якого нагрівання відбувається електричною дугою, найбільше широко застосовувана група процесів зварювальної технології. Для зварювання необхідне потужне струмове джерело живлення низької напруги, до одного затискача якого приєднується зварна деталь, а до іншого - зварювальний електрод.
Головна роль дугового розряду - перетворення електричної енергії в теплоту. При температурі близько 5500° С газ у розряді є сумішшю іонізованих часток. Характер дугового розряду залежить від присадного металу, основного металу, захисного середовища, параметрів електричного кола та інших факторів.
При виготовленні сталевих конструкцій найбільшого застосування знайшли види електродугового зварювання плавким електродом - ручне, механізоване і автоматичне, а також контактні види зварки - точкове, шовне і стикове.
Раціональна область застосування ручного дугового зварювання - невеликі по довжині шви, розташовані в важкодоступних місцях і в різних просторових положеннях. Основні переваги ручного дугового зварювання - універсальність і простота устаткування. Недолік - невисока продуктивність і використання ручної праці.
Ручне дугове зварювання є найпоширенішим видом електрозварювання, застосовується для зварювання м'якої та легованої сталей, чавуну, нержавіючих сталей, у деяких випадках кольорових металів. Ручне дугове зварювання проводиться зварювальними електродами, які вручну подаються в дугу і переміщаються уздовж заготовки. В результаті зварки покритим металевим електродом - дуга горить між основним металом і стрижнем електроду.
Електрод має вигляд стрижня діаметром 1,5-10 мм, закріплений в ручному електродотримачі.
При дотику електрода до металевої зварної деталі, замикається електричне коло, й кінець електрода нагрівається. Якщо потім електрод відвести на 3 - 5 мм від деталі, то встановлюється дуговий розряд, за рахунок якого далі і підтримується струм. Інтенсивне локальне нагрівання викликає розплавлювання основного металу (металу деталі) поблизу дуги розряду. Кінець електрода теж плавиться, і метал електрода вливається в розплавлену «зварювальну ванну» основного металу.
Зварювальник, стежачи за тим, щоб дуговий розряд не змінювався, веде електродом уздовж стикованих країв зварюваних деталей. При проходженні електрода утворюється розплавлена зварювальна ванна з основного металу і металу електрода, який потім одразу ж кристалізується. В результаті однократного проходження дуги по контуру зварювання утвориться зварювальний валик. Ручне зварювання застосовується при виконанні криволінійних і коротких швів в різних просторових положеннях - вертикальному, стельовому, нижньому, горизонтальному, при утворенні швів в важкодоступних місцях, а також при збиранні конструкцій складної форми і монтажних роботах. Ручне дугове зварювання дає відмінну якість зварних швів, але має нижчу продуктивність, по порівнянню, наприклад, з автоматичним дуговим зварюванням під флюсом.
Як правило, продуктивність процесу залежить від зварювального струму. Але при ручному зварюванні покритими електродами струм обмежений, оскільки його підвищення понад встановлений параметр є причиною відшарування покриття, розігрівання стрижня електроду, сильного розбризкування і чаду плавкого металу.
2.1.1 Характеристики сталей
Сталями називають сплав заліза з вуглецем (від 0,01 до 2,14%). Практично випускають сталі з вмістом вуглецю до 1,5%. Крім вуглецю в сталях є марганець, кремній, сірка і фосфор.
Залежно від вмісту вуглецю сталі поділяють на низьковуглецеві (до 0,25% С), середньовуглецеві (0,25-0,6%С)і високовуглецеві (0,6-1,5%С).
Для виготовлення зварних конструкцій використовують вуглецеву сталь звичайної якості, яку згідно ГОСТу 380-88 випускають таких марок: Ст0, Ст1кп, Ст1пс, Ст2кп, Ст2пс, Ст2сп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Ст6пс, Ст6сп.
Цифри в позначках марок означають порядковий номер, індекси кп, пс і сп - ступінь розкислення, Г - підвищений вміст марганцю (близько 1%). Із збільшенням номера марки від Ст1 до Ст6 вміст вуглецю в сталі зростає від 0,06-0,12 до 0,38-0,49%. Тому сталі з вищими номерами марок мають більшу міцність і твердість, але меншу пластичність. У сталі Ст0 вміст вуглецю не перевищує 0,23%.
За видом прокату сталь буває листова, сортова (кругла, квадратна та ін.), фасонна (кутник, тавр, швелер тощо).
Арматурну сталь поділяють на пруткову, дротяну, гладку і періодичного профілю.
Якісні вуглецеві конструкційні сталі застосовують для виготовлення відповідальних зварних конструкцій. Згідно ГОСТу 1054-74 їх позначають двозначними цифрами, що означають вміст вуглецю в сотих частках відсотка:
- низьковуглецеві: 05,05кп, 08,08кп, 10пс,...25;
- середньовуглецеві: 30....55, 58 (55пп);
- високовуглецеві: 60....85.
При підвищеному вмісті марганцю в позначення вводять букву Г. Леговані сталі крім постійних елементів містять спеціально введені для одержання необхідних властивостей легуючі елементи. Залежно від вмісту легуючих елементів сталі поділяють на:
- низьколеговані (до 3%);
- середньолеговані (від 3 до 10%);
- високолеговані (більше 10%).
Леговані сталі позначають цифрами, які вказують вміст вуглецю в сотих частках процента і буквами, що вказують легуючі елементи. Цифри після букв указують середній вміст елемента у відсотках. Якщо вміст елемента менше 1%, то цифри за буквою не ставлять. Буква А в кінці марки означає, що сталь високоякісна, а буква Ш - особливо високоякісна і вміст шкідливих домішок (сірки і фосфору) мінімальний. Наприклад, марка сталі 08Х13-Ш розшифровується так: вміст вуглецю 0,08%, хрому - 13%, Ш - особливо високоякісна.
Легуючі елементи позначають:
В - вольфрам; Д – мідь; М - молібден; Н - нікель; Г- марганець; К - кобальт;
С- кремній; Ф - ванадій; Т- титан; Ю- алюміній; X- хром; Ш - магній; А- азот.
Залежно від марки сталей торці фарбують у такий колір:
червоний і зелений - Ст0, БСт0, Ст1;
білий і чорний - БСт1, Ст2, БСт2;
жовтий - ВСт2, Ст3, БСт3, ВСт3;
червоний - Ст4, БСт4;
чорний - ВСт4, Ст5, БСт5;
синій - ВСт5, Ст6, БСт6:
білий - 08,10, 15, 20;
білий і жовтий – 25,30,35,40;
білий і коричневий – 45.…85;
коричневий – 15Г…40Г;
зелений і жовтий - хромисті;
коричневий і синій - марганцеві;
жовтий і чорний - хромонікелеві;
зелений і фіолетовий - хромомолібденові;
алюмінієвий і червоний - високолеговані хромонікелеві;
алюмінієвий і синій - високолеговані хромонікелетитанові.
Якісне утворення зварного з'єднання визначається властивостями зварюваних металів, їх хімічним складом, вибором електродного й присаджувального металу, режимами зварювання, температурою нагрівання та ін. На зварюваність значно впливає хімічний склад сталі. Зварюваність сталі змінюється залежно від вмісту вуглецю та легуючих елементів. Вплив окремих елементів проявляється по-різному, особливо в поєднанні з вуглецем.
Основні ознаки, що характеризують зварюваність сталей, - схильність до утворення тріщин і механічні властивості зварного з'єднання, які визначаються за допомогою зварювання контрольних зразків.
Зварюваність сталей, які умовно поділяються на чотири групи:
- добре зварювані сталі (Секв не більше 0,25%);
- задовільно зварювані сталі (Секв
= 0,25![]() 0,35%);
0,35%);
- обмежено зварювані сталі (Секв
= 0,35![]() 0,45%);
0,45%);
- погано зварювані сталі (Секв більше 0,45%).
Класифікація основних марок сталі за зварюваністю вказана в табл. 1.
Добра зварюваність низьковуглецевих сталей характеризується міцним зварним з'єднанням з основним металом без зниження пластичності в біляшовній зоні і без тріщин у металі шва. Зварюваність легованих сталей оцінюється можливістю одержання з'єднань, стійких проти утворення гартованих структур (і тріщин), зменшенням міцності, корозією та ін.
Таблиця 1.Класифікація основних марок сталі за зварюваністю
| Група зварюваності | Марки сталей | ||
| вуглецеві | конструкційні леговані | високолеговані | |
| Добра | Ст1кп, Ст1пс, Ст2кп, Ст2пс, Ст3, Ст4, 08, 10, 15,20,25 |
15ХА, 20Х, 15ХМ, 20ХГСА, 15Х, 15НМ, 10ХСНД | 08Х20Н14С2, 08Х23Н18, 03Х18Н11, 08Х18Н10 |
| Задовільна | БСт5сп, 30,35 | 12Х2Н4А, 12ХН2, 20ХГСА, 30Х, 15ХСНД, 25ХГСА |
09Х14А, 12Х14А, 30X13, 12X17, 25Х13Н2 |
| Обмежена | Ст6пс, Ст6сп, БСт6пс, БСт6сп, 40, 45, 50 |
35ХМ, 30ХГСА, 40Х, 40ХМФА, 40ХН, 20Х2Н4А |
12Х18Н9, 17Х18Н9Т, 20Х18Н9, 20Х23Н18, 36Х18Н25С2 |
| Погана | 65, 70, 75, 80, 85, 60Г, 65Г, 70Г, У7 У7А |
50ХГ, 50ХГСА, 60ХС, 45ХНЗМФА |
Х12, Х12М,9ХС, 5ХГМ, ХВГ, 5ХНТ,Х |
Однорідні метали легко зварюються, а різнорідні - погано. За властивостями метал шва і метал зони термічного впливу є неоднорідними. Ознака поганої зварюваності - це схильність до утворення тріщин, які недопустимі у зварних з'єднаннях. Зварюваність металів характеризує схильність до перегрівання, гартування, утворення тріщин та інших дефектів, що утворюються при зварюванні.
Характеристикою зварюваності термічно зміцнених сталей є схильність до втрати міцності, яка проходить у зоні термічного впливу при температурах 400-720°С залежно від температури відпуску сталі у процесі її виготовлення на заводі.
Для виготовлення міцної зварної конструкції необхідно детально вивчити зварюваність сталі.
Вуглець при вмісті в сталі до 0,25% зварюваність не погіршує. При більшому вмісті зварюваність погіршується, бо в зонах термічного впливу утворюються гартовані структури, що призводять до тріщин. Підвищений вміст вуглецю в присаджувальному матеріалі викликає пористість шва.
Марганець (Г) міститься в межах 0,3-0,8% і зварюваність не погіршує. При вмісті від 1,8 до 2,5% і більше виникає небезпека появи тріщин, тому що марганець сприяє загартованості сталі.
Кремній (С) у межах від 0,02 до 0,35% труднощів при зварюванні не викликає. При вмісті від 0,8 до 1,5% зварювання утруднюється через високу рідкотекучість й утворення тугоплавких оксидів кремнію.
Ванадій (Ф) сприяє загартованості сталі, що утруднює зварювання. При зварюванні ванадій активно окиснюється і вигоряє.
Вольфрам (В) підвищує твердість сталі та утруднює процес зварювання через сильне окиснення.
Нікель (Н) підвищує пластичність, міцність і зварюваність не погіршує.
Молібден (М) при зварюванні сприяє утворенню тріщин, активно окиснюється і вигоряє.
Хром (X) утруднює зварювання, оскільки утворює тугоплавкі карбіди хрому.
Титан (Т) і ніобій (Б) при зварюванні з'єднуються з вуглецем і припиняють утворення карбіду хрому. При цьому зварюваність покращується.
Мідь (Д) покращує зварюваність, підвищує міцність, пластичність і корозієстійкість сталі.
Кисень погіршує зварюваність сталі, понижує міцність і пластичність.
Азот (А) утворює хімічні сполуки із залізом (нітриди), які підвищують міцність, твердість і значно знижують пластичність сталі.
Водень є шкідливою домішкою. Він накопичується у шві та викликає появу пор і дрібних тріщин.
Фосфор (П) — це шкідлива домішка. Він підвищує твердість і крихкість сталі, викликає холодноламкість (холодні тріщини).
Сірка є шкідливою домішкою і сприяє утворенню гарячих тріщин. Зварюваність із підвищенням вмісту сірки різко погіршується.
2.1.2 Зварювання вуглецевих сталей РДЗ, режими зварювання
Більшість зварних конструкцій виготовляють із низьковуглецевих сталей, які містять до 0,25% вуглецю. Вони відносяться до добре зварюваних сталей практично всіма видами зварювання плавленням. Низьковуглецеві сталі зварюються без обмежень при використанні типових зварювальних матеріалів.
Для забезпечення стійкості швів проти утворення тріщин і збереження високої пластичності металу шва, зварювальні матеріали повинні містити менше вуглецю, ніж основний метал, що компенсується додатковим легуванням шва кремнієм і марганцем. Механічні властивості металу біляшовної зони порівняно з основним металом можуть відрізнятися через незначне зміцнення металу в зоні перегріву. При зварюванні киплячих і напівспокійних (старіючих) сталей на ділянці рекристалізації біляшовної зони можливе зниження ударної в'язкості. Метал біляшовної зони багатошарових швів крихкіший від металу одношарових.
Зварювання низьковуглецевих сталей виконується без попереднього підігріву і наступної термообробки. При зварюванні низьковуглецевих сталей з верхньою межею вмісту вуглецю (0,27%) можуть виникати кристалізаційні тріщини в кутових швах, однобічних швах з повним проваром кромок, першому шарі багатошарових стикових швів. У таких випадках використовують попередній підігрів до 100-150°С, особливо при виконанні перших шарів на товстому металі (більше 15 мм) і температурі повітря нижче мінус 5°С. Необхідність попереднього підігріву і можливої термообробки має визначатися у кожному конкретному випадку. У конструкцій з кутовими перервними швами всі види термообробки, крім гартування, призводять до зниження міцності й підвищення пластичності металу шва. Відпуск або відпал добре зварюваних сталей використовують як виключення для зняття внутрішніх напруг, уникнення жолоблення конструкції після зварювання та механічної обробки.
При товщині сталі понад 25 мм попередній підігрів обов'язковий у всіх випадках, незалежно від температури навколишнього середовища.
Зварювання сталі товщиною понад 20 мм виконують способами, що забезпечують зменшення швидкості охолодження: секціями, каскадом, гіркою.
Низьковуглецеві сталі зварюють на максимально можливих режимах, які забезпечують високу продуктивність й високу якість зварного шва та з'єднання. Під якістю розуміють відсутність дефектів (газових пор, підрізів, відшарування металу шва, непровару, шлакових уключень), а також одержання механічних властивостей, які відповідають технічним вимогам. Техніка й режими ручного дугового зварювання покритими електродами низьковуглецевих сталей.
Середньовуглецеві сталі містять від 0,25 до 0,55% вуглецю. При такому вмісті вуглецю в процесі швидкого охолодження металу шва і біляшовної зони виникають крихкі загартовані ділянки металу, великі внутрішні напруги, які спричинюють виникнення тріщин. Чим більший вміст вуглецю у сталі, тим сильніше вона загартовується при швидкому охолодженні, вища її крихкість і схильність до утворення тріщин.
Стійкість металу шва проти утворення кристалізаційних тріщин досягається зниженням кількості вуглецю в металі шва шляхом застосування електродних стрижнів і присаджувального дроту з пониженим вмістом вуглецю, а також зменшенням частки основного металу в металі шва. Останнє досягається розчищанням кромок і зварюванням на режимах, які забезпечують мінімальне проплавлення основного металу. Цьому сприяють електроди з великим коефіцієнтом наплавлення.
Для одержання пластичного металу шва і бляшовної зони виконують попередній та супровідний підігрів, а також повільне охолодження зварного шва. Температура підігріву має бути тим вищою, чим більший вміст вуглецю в сталях і знаходитись в інтервалі 100-450°С. Попередній підігрів невеликих конструкцій проводять у печах (електричних, газових). Якщо конструкція масивна, то температуру підігріву підвищують із урахуванням деякого її охолодження в процесі транспортування і встановлення. У таких випадках використовують підігрів газовим пальником і паяльною лампою. Температуру підігріву визначають за допомогою термоолівців і термофарб.
Для забезпечення надійної роботи зварної конструкції після зварювання рекомендується виконувати відпал і високий відпуск. Для цього необхідно відразу ж після зварювання помістити конструкцію у відпалювальну піч, нагріту до температури 675-700°С і після витримування повільно охолодити разом з піччю до 150-100°С з подальшим охолодженням на повітрі.
Зварювання середньовуглецевих сталей при температурі навколишнього середовища нижче 5°С не рекомендується, особливо при вмісті вуглецю більше 0,4% через можливість виникнення крихкості й тріщин.
Для уникнення труднощів, які виникають при зварюванні середньовуглецевих сталей, крім підігріву, використовують модифікування металу шва і дводугове зварювання в окремі ванни. При зварюванні необхідно уникати накладання широких валиків, зварювати короткою дугою, поперечні рухи змінити поздовжніми, кратери обов'язково заварювати або виводити на технологічні пластини (в кратерах можливе утворення тріщин).
Високовуглецеві сталі містять 0,6-2,14% вуглецю, а за зварюваністю до них відносяться й сталі з вмістом вуглецю понад 0,46%. Із таких сталей зварні конструкції, як правило, не виготовляють. Через високий вміст вуглецю вони відносяться до групи погано зварюваних сталей. Необхідність зварювання виникає при ремонтних роботах і наплавлюванні. У таких випадках виконують попередній, а інколи й супровідний підігрів з наступною термообробкою (відпал, відпуск). Режими нагрівання та охолодження визначаються вмістом у сталі вуглецю. Технологічні прийоми зварювання високовуглецевих сталей такі ж, як і для зварювання середньовуглецевих.
Зварювання високовуглецевих сталей при температурі навколишнього середовища нижче 5°С і на протягах категорично забороняється.
2.1.3 Зварювання легованих сталей, режими зварювання
Легованими називають сталі, до складу яких спеціально вводять задану кількість легуючих елементів для набуття необхідних властивостей. Леговані сталі залежно від вмісту в них легуючих компонентів підрозділяють на: низьколеговані (із змістом легуючих компонентів, окрім вуглецю, не більше 2,5%); середньолеговані (із змістом легуючих компонентів, окрім вуглецю, 2,5-10%); високолеговані (із змістом легуючих компонентів, окрім вуглецю, понад 10%). Низьколеговані сталі призначені для зварних конструкцій, що працюють при нормальній температурі. Як легуючі елементи вони містять метали, наприклад марганець, кремній, хром.
Дугове зварювання.
При дуговому зварюванні легованих сталей застосовуються наступні режими:
Вказані значення струму відповідають зварюванню в нижньому положенні. При виконанні вертикальних і стельових швів струм зменшують на 10-20% і застосовують електроди діаметром не більше 4 мм. Для зменшення швидкості охолодження металу шва слід застосовувати стикові і кутові з'єднання, оскільки при таврових і напусткових з'єднаннях швидкість охолоджування вища. Рекомендується уникати з'єднань, що мають шви замкнутого контуру; якщо ж необхідні такі з'єднання, то їх зварюють короткими ділянками, забезпечуючи підігрів і повільне охолоджування. Зварювання стикових з'єднань металу завтовшки до 6 мм і швів з катетом до 7 мм виконують в один шар (однопрохідне), що зменшує швидкість охолоджування. Товщий метал зварюють в декілька шарів довгими ділянками. Кожен шар повинен мати товщину 0,8-1,2 діаметру електроду. Зверху шва наложують відпалюючий валик, краї якого повинні розташовуватися на відстані 2-3 мм від межі проплавлення основного металу. Відпалюючий валик накладають при температурі попереднього шару близько 200 °С. Для металу завтовшки до 40-45 мм застосовують багатошарове зварювання гіркою або каскадом. Довжину ділянок (300-350 мм) вибирають з таким розрахунком, щоб попередній шар не встигав охолонути нижче 200 °С при накладенні наступного шару. Якщо сталь схильна до гарту або при зварці на морозі, перед виконанням першого шва застосовують місцевий підігрів пальником або індуктором до 200-250 °С.
Високолеговними називають сталі, які містять один або декілька легуючих елементів у кількості 10-50%. Якщо вміст легуючих елементів перевищує 50%, то замість слова сталь вживають слово сплав.
Високолеговані сталі та сплави класифікуються за системою легування, структурою й властивостями. За системою легування сталі поділяють на хромисті, хромонікелеві, хромомарганцеві, хро-монікелемарганцеві та ін. Найпоширеніші високолеговані сплави: нікелеві, нікелехромисті, нікелехромовольфрамові й нікелехромо-кобальтові.
За структурою високолеговані сталі поділяються на мартенситні (09Х16Н4Б, 11Х11Н2В2МФ та ін.), мартенситно-феритні (15Х12ВНМФ, 12X13 та ін.), феритні (08X13,15Х25Т та ін.), аустенітно-мартенситні (07Х16Н6, 08Х17Н5МЗ), аустенітно-феритні (08Х20Н14С2, 08Х18Г8Н2Т) й аустенітні (03Х17Н14М2, 03Х16Н15МЗБ, 12Х18Н9, 45Х14Н14В2М та ін). У деяких аустенітних сталях нікель, як дефіцитний метал, частково або повністю замінюють марганцем та азотом (10Х14Г14НЗ, 12Х17Г9Н4А.).
За системою зміцнення високолеговані сталі та сплави поділяють на карбідні, які містять 0,2-1,0% вуглецю, боридні (утворюються бориди заліза, хрому, ніобію, молібдену, вуглецю й вольфраму), з інтерметалідним зміцненням (зміцнення дрібнодисперсними частинками).
За властивостями високолеговані сталі й сплави поділяють на корозієстійкі (нержавіючі), жаростійкі (не окиснюються при температурах до 1300°С), жароміцні (здатні працювати при температурах вище 1000°С без зниження міцності), стійкі проти спрацювання та ін.
Технологічні особливості зварювання високолегованих сталей пов'язані з їх фізичними властивостями і системою легування. Знижена теплопровідність (до 2 разів при підвищених температурах), збільшений коефіцієнт лінійного розширення (до 1,5 разів) і великий електричний опір (у 5 разів більший ніж у вуглецевих сталях) сприяють великій швидкості плавлення металу, великій глибині проплавлення та коефіцієнту наплавлення. Тому для зварювання високолегованих сталей зменшують величину зварювального струму на 10-20% порівняно з вуглецевими, використовують укорочені електроди з покриттям основного й змішаного типу (фтористо-кальцієві), зменшують виліт електрода та збільшують швидкість подачі дроту при механізованому зварюванні.
Зварювання середньолегованих і високолегованих сталей. Зварювання таких видів сталей утруднена з ряду причин:
- в процесі зварювання відбувається часткове вигоряння легуючих домішок і вуглецю;
- внаслідок малої теплопровідності можливий перегрів зварюваного металу.
Ці сталі відрізняє підвищена схильність до утворення гартівних структур, а більший, ніж у низьковуглецевих сталей, коефіцієнт лінійного розширення може викликати значні деформації і напругу, пов'язані з тепловим впливом дуги. Причому, чим більше в сталі вуглецю і легуючих домішок, тим сильніше виявляються ці властивості. Для усунення впливу перерахованих причин на якість зварного з'єднання рекомендується: ретельно готувати виріб під зварювання; зварювання вести при великих швидкостях з малою погонною енергією, щоб не допускати перегріву металу; застосовувати термічну обробку для запобігання утворення гартівних структур і зниження внутрішньої напруги; застосовувати легування металу шва через електродний дріт і покриття з метою відновлення домішок, що вигоряють в процесі зварювання.
Електроди для зварювання високолегованих сталей виготовляють з високолегованого зварювального дроту. Застосовують покриття типу Б. Позначення типів електродів складаються з індексу Э і наступних за ним цифр і букв. Дві або три цифри, наступні за індексом, указують на кількість вуглецю в металі шва в сотих долях відсотка. Наступні потім букви і цифри указують приблизний хімічний склад металу. Зварювання проводять постійним струмом зворотної полярності. При цьому зварювальний струм вибирають з розрахунку 25-40 А на 1 мм діаметру електроду. Довжина дуги повинна бути як можна коротшою. Рекомендується багатошарове зварювання малого перетину при малій погонній енергії. Середньолеговані хромовані сталі, такі, що містять до 2% вуглецю, відносяться до мартенситного класу. Вони зварюються задовільно, але вимагають підігріву до 200-300 °С і подальшої термічної обробки. Для зварювання високолегованих сталей і сталей з особливими властивостями застосовують електроди, стрижні яких виконані із спеціального дроту, по хімічному складу близькою до зварюваної сталі.
Для запобігання виникненню міжкристалічної корозії при зварюванні високолегованих сталей в металі шва створюють двофазну структуру (аустеніт і ферит) для зменшення зерен, обмежують вміст шкідливих домішок (сірки, фосфору, свинцю, олова, бісмута), легують титаном, ніобієм, танталом, ванадієм, цирконієм (вони активно взаємодіють із вуглецем і перешкоджають утворенню карбідів хрому). Крім того використовують електродні покриття основного та змішаного типу. Для попередження виникнення тріщин створюють меншу жорсткість виробу, виконують попередній і супровідний підігрів до 250-300°С, обмежують вміст шкідливих домішок, уводять легуючі елементи (молібден, марганець, вольфрам), складають деталі із зазором (1,5-2 мм), зменшують розбризкування металу та об'єм зварної ванни.
Корозієстійкі сталі, які не містять титану, ніобію або леговані ванадієм, при нагріванні вище 500°С втрачають антикорозійні властивості. Одержання антикорозійних властивостей, а також підвищеної пластичності та в'язкості досягають нагріванням металу до 1000-1150°С і швидким охолодженням у воді (гартуванням). Вміст вуглецю в основному металі до 0,02-0,03% повністю виключає міжкристалітну корозію.
Підігрів до 100-300°С обов'язковий для мартенситних сталей, а для аустенітних - використовується рідко. Високолеговані сталі з вмістом вуглецю понад 0,12% зварюються з попереднім підігрівом до 300°С і вище з наступною термічною обробкою. Шви краще виконувати тонкими електродами .діаметром 1,6-2,0 мм або електродним дротом діаметром 1,2-2 мм при мінімально можливому зварювальному струмі.
При зварюванні корозієстійких сталей не допускається збудження дуги на основному металі і попадання бризок на основний метал. Складки, заглиблення, щілини, непровари можуть бути джерелом корозії. Кращу корозієстійкість мають гладкі шви з плавним переходом до основного металу. Не рекомендується зачищати шов пневматичним зубилом або іншим способом, при яких утворюються вм'ятини, задирки тощо. Для зменшення вигоряння легуючих елементів зварювання необхідно виконувати короткою дугою без коливальних рухів кінцем електрода.
Для зварювання високолегованих сталей і сплавів використовують зварювання плавленням усіх видів.
Ручне дугове зварювання покритими електродами виконують при знижених струмах [Ізв = (15+35)<4], на постійному струмі зворотної полярності, нитковими валиками без коливальних рухів, короткою дугою. Використовують електроди із стрижнем такого ж хімічного складу, як і основний метал, з урахуванням показників зварюваності та експлуатаційних вимог. Наприклад, при зварюванні кислотостійкої хромонікелевої сталі 12Х18Н10Т для запобігання утворенню гарячих тріщин і міжкристалічної корозії використовують електроди типу Э-04Х20Н9 (марка ЦЛ-11) та Э-02Х19Н9Б (марка ОЗЛ-7).
Більшість високолегованих сталей добре зварюються контактним зварюванням.
2.2 Матеріали, що використовуються при зварювальних роботах
Поступово ручне дугове зварювання замінюють напівавтоматичним в атмосфері захисних газів.
Ручне дугове зварювання плавким електродом виконують за допомогою електродів, які підрозділяють на типи і марки (ГОСТ 9467-75*).
Електроди для ручного дугового зварювання є металевий стрижень, на поверхню якого методом занурення або опресовуванням під тиском наноситься покриття (обмазку) певного складу і товщини. Покриття повинне забезпечити стійке горіння дуги, отримання металу шва необхідного хімічного складу і властивостей і ін. Ці вимоги забезпечується матеріалами електродного стрижня і покриття, до складу яких входять стабілізуючі, шлакоутворювальні, розкислювальні, легуючі і інші речовини.
Речовини для покриттівяківикористовуються для приготування захисних електродних покриттів можуть бути класифіковані на наступні групи:
Шлакоутворювальні - мінеральні речовини, що містять оксиди металів (руди): титанову руду (ільменіт), збагачену титанову руду (титановий концентрат), природний двоокис титану (рутил), марганцеву руду (піролюзит), польовий шпат, плавиковий шпат, крейду, фарфорову глину (каолін), кварц, мармур.
Титанова і марганцева руди збільшують швидкість твердіння шлаку, що особливо важливе при зварюванні вертикальних і стельових швів. Титанова руда також збільшує швидкість плавлення електроду, що підвищує продуктивність зварювання. Польовий шпат збільшує стійкість горіння дуги, але при цьому підвищує рідкотекучість шлаків. Його іноді замінюють гранітом. Плавиковий шпат і двоокис титану знижують в'язкість і температуру плавлення шлаку, додають йому потрібну швидкість твердіння. Проте плавиковий шпат в той же час знижує стійкість горіння дуги, оскільки фтор що входить до його складу здатний утворювати негативні іони, наявність яких зменшує величину заряду катодної плями, внаслідок чого для повторного запалення дуги змінного струму потрібна вища напруга.
Газоутворюючі - крохмаль, деревна мука, бавовняна пряжа, целюлоза, деревне вугілля, харчова мука.
Розкислювачі - феромарганець, феросиліцій, феротитан, феромолібден, алюміній.
Легуючі - феромарганець, феросиліцій, ферохром, феротитан і рідше оксиди металів (окисли міді, окисли хрому, вуглекислий нікель і ін.). Основною легуючою речовиною в більшості покриттів є феромарганець, який служить одночасно розкислювачем.
Марганцева руда також використовується як легуюча речовина в покритті, збільшуючи вміст марганцю в металі шва. Для легування вуглецем в покриття вводять графіт.
Зв’язні - надають покриттю вигляду пасти і після твердіння міцно утримують його на стрижні. Для цієї мети застосовують рідке скло, рідше -декстрин.
Стабілізуючі - поташ, калієве рідке скло.
Захисні покриття прийнято класифікувати по вигляду основних речовин, що входять в них і визначають дію покриття на метал зварювальної ванни. За цією ознакою всі покриття ділять на 4 групи: руднокислі (Р); рутилові (Т); фтористокальцієві (Ф); органічні або газозахисні (О).
Руднoкислі покриття складаються в основному з окислівмарганцю, заліза, кремнію. Газовий захист забезпечується органічними речовинами, що розкладаються в процесі плавлення електроду. Як розкислювач в покриття вводиться феромарганець.
При зварюванні електродами з цими покриттями відбувається насичення наплавленого металу киснем і воднем більшою мірою, чим при фтористокальцієвих покриттях. Тому при зварюванні низьковуглецевої сталі ударна в'язкість металу шва не перевищує 12-14 кгс·м/см2 , а після старіння знижується на 60-70%. Шви схильні доутворення тріщин, особливо, при підвищеному вмісті вуглецю в металі шва. При введенні активних розкислювачів (кремнію, алюмінію) в дріт або покриття шов може вийти пористим. Руднокислі покриття не застосовуються для зварювання середньовуглецевих і легованих сталей, а також у поєднанні з дротом із спокійної сталі. Руднокислі покриття володіють підвищеною токсичністю, оскільки при плавленні виділяють оксиди марганцю, шкідливі для організму.
Рутилові покриття як основна шлакоутворююча частина містять від 30 до 50% рутилу (двоокис титану) з добавками шлакотвірних елементів (польового шпату, магнезиту і ін.). Для створення газового захисту дуги в покриття вводять від 2 до 8% органічних речовин - целюлоза, декстрину 15 до 25% карбонатів (мармур, крейда, а для розкислювання - 15% феросплавів: феромарганець, феросиліцій. Для підвищення коефіцієнта наплавлення в ці покриття іноді вводять залізний порошок. Рутилові покриття забезпечують стійке горіння дуги на змінному струмі, малочутливі до зміни довжини дуги, наявності окалини і іржі, майже не виділяють при зварюванні шкідливих газів і пари.
Фтористокальцієві покриття не містять оксидів заліза і марганцю, їх основною частиною є вуглекислий кальцій (мармур), і плавиковий шпат (флюорит). Як розкислювачі в ці покриття вводяться феросиліцій, феромарганець, феротитан, алюміній. Для легування шва може вводитися металева пороша. Фтористокальцієві покриття дають наплавлений метал з меншим змістом кисню і водню, мало схильний до старіння і утворення тріщин кристалізацій і холодних, такий, що володіє високою пластичністю і ударною в'язкістю. Тому електроди з цими покриттями застосовують при зварці сталі великої товщини і виготовленні відгалужених конструкцій. При використанні електродів з фтористокальцієвим покриттями дуга повинна бути гранично короткою. При зварці довгою дугою, а також за наявності на основному металі іржі, окалини, або при підвищеній вологості покриття метал шва може виходити пористим. Фтористокальцієві покриття забезпечують підвищене засвоєння металом шва легуючих домішок – марганець, хром і молібден, які в цьому випадку майже не вигоряють. Тому всі електроди для зварки легованих сталей і спеціальних сплавів, а також для наплавлення мають фтористокальцієве покриття.
Недоліком фтористокальцієвих покриттів є наявність в них плавикового шпату, що знижує стійкість горіння дуги, тому при зварці ними застосовують постійний струм зворотної полярності. Для зварки на змінному струмі в ці покриття вводять поташ або калієве рідке скло, щоб підвищити стійкість горіння дуги.
Органічні (газозахисні) покриття дають невелику кількість шлаків і тому придатні для зварки вертикальних, стельових і труднодоступних швів, а також сталі малої товщини (до 3 мм). У захисному середовищі газів міститься багато водню, що забезпечує відновлення оксидів і покращує якість наплавленого металу, але може викликати утворення пор. Основними компонентами цих покриттів є харчова мука, целюлоза і інші органічні речовини.
Кислі покриття (АНО-2 - Академія наук, інститут електрозварювання ім. Е. О. Патона, загального призначення, модель - марка 2; СМ-5 - стальмонтаж, модель 5) складаються в основному з оксидів заліза і марганцю (звичайно у виді руд), кремнезему, феромарганцю.
Рутилові покриття (МР-3; МР-4 -монтажні, рутилові, моделі 3; 4; АНО-3; АНО-4; ОЗС-3, ОЗС-4, ОЗС-6 – дослідний(опитний) завод з виробництва покритих електродів, моделі 3; 4; 6 і ін.) мають у своєму складі переважну кількість рутилу. Наприклад, покриття електрода марки МР-3 складається з рутилу (50%), тальку, мармуру, каоліну, феромарганцю, целюлози і рідкого скла. Рутилові покриття при зварюванні менш шкідливі для дихальних органів зварника, чим інші; шлак на шві утвориться тонкий, швидкотвердіючий і тому рутиловими електродами можна виконувати шви в будь-якому просторовому положенні.
Целюлозні покриття (ВСЦ-1, ВСЦ-2 - Всесоюзний науково-дослідний інститут будівництва трубопроводів, для зварювання, з целюлозою, моделі 1; 2; ОЗЦ-1-1 - дослідний(опитний) завод, з целюлозою, модель 1 і ін.) складаються з целюлози, органічної смоли, феросплавів, тальку й ін.
Основні покриття (УОНИИ-13/45 - універсальна, обмазка науково-дослідного інституту 13 з тимчасовим опором розривові металу шва не нижче 45 кгс/мм2 ; ОЗС-2 і ін.) не містять оксидів заліза і марганцю. Наприклад, покриття марки УОНИИ - 13/45 складається з мармуру, плавикового шпату, кварцового піску, феросиліцію, феромарганцю, феротитана, рідкого скла.
Метал шва, виконаний електродами з основним покриттям, володіє відносно великою ударною в'язкістю, меншою схильністю до старіння й утворення тріщин. Цими електродами зварюють особливо відповідальні вироби з низьковуглецевої і легованої сталей.Целюлозні покриття зручні при зварюванні в будь-якому просторовому положенні, але дають наплавлений метал зниженої пластичності. Їх застосовують головним чином для зварювання низкоуглецевої сталі малої товщини.
При виборі марки електрода для зварювання конструкцій у монтажних умовах варто враховувати труднощі підтримки постійної довжини дуги, що може привести до утворення пір у швах. Електроди з основними покриттями дуже чуттєві до зміни довжини дуги. Тому при монтажному зварюванні часто застосовують електроди з рутиловм (МР-3) або з рутилоосновным покриттям (СМ-11, АНО-11 і ін).
По якості, тобто точності виготовлення, стану поверхні покриття і по змісту сірки і фосфору в наплавленому металі, електроди поділяються на групи 1, 2 і3. По роду і полярності застосовуваного при зварюванні або наплавленні струму, а також по номінальній напрузі холостого ходу використовуваного джерела живлення зварювальної дуги перемінного струму Електроди позначають з номера 0 до 9 (ДСТ 9466-75).
Класифікація покритих електродів.
Покриті електроди для ручного дугового зварювання і наплавлення підрозділяють по призначенню :
- для зварювання вуглецевих і низьколегованих конструкційних сталей з тимчасовим опором розривові до 600 МПа, позначаються В;
- для зварювання легованих конструкційних сталей з тимчасовим опором розривові понад 600 МПа - Л;
- для зварювання легованих теплотривких сталей -Т;
- для зварювання високолегованих сталей з особливими властивостями - У;
- для наплавлення поверхневих шарів з особливими властивостями - Н.
По товщині покриття в залежності від відношення діаметра D електрода до діаметра d сталевого стрижня:
з тонким покриттям (D/d < 1,20) - М;
із середнім покриттям (1,20<D/d< 1,45)-C;
з товстим покриттям (1,45 < D/d <1,80)-Д;
з особливо товстим покриттям (D/d> 1,80)-Г.
за видом покриття:
- кисле (А);
- рутилове (Р);
- целюлозне (Ц);
- основне (Б);
змішаним (відповідна подвійна умовна позначка), з іншим покриттям (П).
Типи покритих електродів для зварювання.
У позначенні типу електрода входять букви Е (електрод) і цифра, що показує мінімальний тимчасовий опір розривові металу шва або наплавленого металлуабо звареного з'єднання в 107 - Па. Буква А після цифрового позначення електродів Е42А, Е46А, Е50. указує на підвищені пластичність і в'язкість металу шва. Кожен тип включає кілька марок електродів. Наприклад, до електродів типу Е46 відносяться марки електродів АНО-3, АНО-4, МР-3, ОЗС-4, ОЗС-6 і ін.
Вибір типу і марки електрода залежить від марки сталі, що зварюється, товщини листа, твердості виробу, температури навколишнього повітря при зварюванні, просторового положення, умов експлуатації звареного виробу й ін. Варто враховувати, що електроди 3-й групи якості виготовлення створюють при зварюванні більш щільний метал шва і з меншим змістом сірки і фосфору в ньому.
У технічних документах (кресленнях, технологічних картах) позначення характеристики покритих електродів складається з позначення марки, діаметра і групи електродів. Позначення на етикетках електродної тари більш складне. Наприклад, електроди типу Е46А за ДСТ 9467-75 марки УОНИИ-13/45 діаметром 3,0 мм для зварювання углеродистых і низьколегованих сталей У с товстим покриттям Д, 2-й групи, із установленої за ДСТ 9467 - 75 групою індексів 43 2(5), що вказує характеристики наплавленого металу і металу шва, з основним покриттям Б для зварювання у всіх просторових положеннях 1, на постійному струмі зворотної полярності позначають 0.
Е46А - УОНИИ-13/45 - 3,0 - УД2
Е43 2(5)-Б 10
ДСТ 9466 - 75, ДСТ 9467 - 75
Тип електроду визначає міцність металу шва в МПа (наприклад, електроди типів Е50 або Е50А – σв >50 МПа, буква А означає, що метал шва має підвищені пластичні властивості). Електрод вибирають залежно від марки сталі зварюваних елементів. Цим забезпечуються передумови до створення рівномірного з'єднання, також рівноміцність досягається також правильним вибором технології зварювання і способами контролю якості зварних швів.
Марка електроду визначається складом захисного покриття і вибирається залежно від роду зварювального струму (змінний або постійний) і просторового положення шва.
Рекомендовані електроди при зварюванні вуглецевих та легованих сталей.
При виготовленні конструкцій із низьковуглецевих сталей широко використовується ручне зварювання покритими електродами. Залежно від відповідальності зварюваного виробу користуються електродами типів Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А. Електроди Э38 використовуються для виготовлення невідповідальних виробів, Э42 і Э46 - для відповідальних, а електроди Э42А, Э46А, Э50, Э50А - для особливо відповідальних виробів. При зварюванні сталі товщиною понад 15 мм і в незручних дла зварника положеннях необхідно використовувати електроди з підвищеною міцністю наплавленого металу типів Э46, Э50, Э50А.
Якщо необхідно одержати однакову міцність наплавленого та основного металу, то тип електрода підбирають за міцністю основного металу. Наприклад, сталь Ст3сп має границю міцності 380-440 МПа. Середня границя міцності становить 410 МПа. Вибирають тип електрода Э42, який забезпечує границю міцності наплавленого металу 420 МПа. Відповідно до типу електрода (Э42) вибирають йогомарку.(див. Таблиця 1.пункт 2.2)
Для підвищення пластичності металу шва та стійкості проти виникнення тріщин необхідно знижувати глибину проплавлення (діаметр електрода і струм), використовувати електроди типів Э42А, Э46А, Э50А. Кращі результати дає застосування електродів із фтористокальцієвим покриттям марок УОНИ-13/45 і УОНИ-13/55, які забезпечують достатню міцність і високу стійкість металу шва проти утворення кристалізаційних тріщин.(див.Таблиця 2.пункт 2.2).
Зварювання конструкційних низковуглецевих сталей проводять електродами з фтористокальциевыми покриттями мазкий УОНИ-13/45, УОНИ-13/55, УОНИ-13/65, УОНИ-13/85, G3C-2, ЦУ-1, ДСК-50, УП-1/55, УП-2/55, К-5А, ЦЛ-18, НИАТ-5 і іншими, що дають щільніший і в'язкіший наплавлений метал, менш схильний до старіння. Електроди з руднокислими покритями (ОММ-5, ЦМ-7) застосовувати при зварюванні відповідальних конструкцій з низьколегованих сталей не рекомендовано. Низьколеговані конструкційні сталі краще зварювати електродами типу Э42А, оскільки метал шва отримує додаткове легування за рахунок елементів основного, що розплавляється, при цьому метал шва зберігає високу пластичність. Зварювання електродами типу Э60А дає міцніший, але менш пластичний метал шва унаслідок вищого вмісту в ньому вуглецю.(див.Таблиця 3. Пункт 2.2).
2.3 Інструменти, обладнання та пристосування що використовується при зварювальних роботах
а) Обладнання, яке використовується при РДЗ покритими електродами.
Устаткування для дугового зварювання плавленням складається із таких основних видів обладнання:
- механічного зварювального устаткування (обертачі, маніпулятори, кантувачі, роликові стенди тощо);
- технологічного обладнання;
- джерел живлення;
- систем керування.
Основні технічні показники джерел живлення зварювальної дуги - зовнішня характеристика, напруга холостого струму, відносна тривалість роботи (ТР) та відносна тривалість вмикання (ТВ) у переривистому режимі.
Основним, а деколи і єдиним видом зварювального устаткування є джерело живлення, яке залежно від виду електричної енергії і способу її перетворювання може бути віднесене до одного з таких типів:
- трансформатор - джерело змінного струму, яке перетворює напругу мережі у знижену змінну напругу, що необхідна для зварювання;
- генератор - джерело постійного струму, що перетворює механічну енергію обертання якоря в енергію постійного струму, що використовують для зварювання;
- перетворювач - джерело постійного струму, що складається з генератора в комбінації з електродвигуном змінного струму і яке перетворює енергію напруги мережі живлення в енергію постійного струму, необхідну для зварювання;
- агрегат - джерело постійного струму, що складається з генератора і двигуна внутрішнього згоряння, який перетворює енергію спалювання хімічного палива в енергію постійного струму, що застосовують для зварювання;
- випрямляч - джерело постійного струму, що перетворює
енергію напруги мережі у випрямлений постійний струм для зварю
вання.
Усі джерела живлення класифікують за галузями застосування як загальнопромислові (група О) та спеціалізовані (група С).
До групи О входять джерела для ручного дугового зварювання, а також механізованого зварювання під флюсом та вуглекислому газі, що мають досить просту конструкцію і електричну схему. До спеціалізованих відносять джерела для зварювання кольорових і легких металів та їхніх сплавів, тонколистових конструкцій відповідальних виробів імпульсними і стисненими дугами, що задовольняють не тільки вимогам технології, але і високого рівня автоматизації зварювального процесу. Це досягається за рахунок застосування зворотних зв'язків за струмом і напругою, застосуванням складних електричних схем керування, додаткових спеціальних пристроїв і т. д. Більшість джерел розраховані на живлення одного зварювального поста. Усі вони називаються одно постовими, на відміну від багатопостових, які призначені для одночасного живлення декількох постів.
б) Інструменти та приладдя електрозварника
Зварювальні пости комплектують джерелом живлення, електродотримачем, зварювальними проводами, щитком з світлофільтрами, різними інструментами для зачищання й вимірювання та іншим приладдям.
Електродотримач - це пристосування для закріплення електродів і підведення до них струму (рис. 7). За конструкцією електродотримачі поділяють на:
важільні - ЭР-1 (зварювальний струм 300 А), ЭР-2 (500 А);
пасатижні - ЭП-2 (250 А), ЭП-3 (500 А), ЭД-1201(125 А), ЭД-3102(315 А), ЭД-5001(500 А);
защіпні - ЭДС-1201 (125 А), ЭДС-3101 (315 А), ЭУ-3001 (315 А), ЭУ-5001(500А);
гвинтові - ЭВ-2(125 А), ЭВ-3(315 А), ЭВ -4(500 А).
Електродотримачі мають відповідати таким вимогам:
- забезпечувати надійне затискання електродів;
- допускати затискання електрода не менше ніж у двох положеннях — перпендикулярно та під кутом не менше 1150 до осі електрода;
- забезпечувати швидку й легку зміну електродів (4 с);
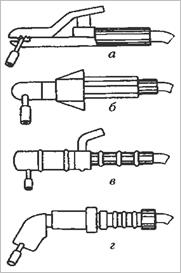
Рис. 7. Електродотримачі:а - пасатижний; б - гвинтовий; в - важільний; г – защіпний
- струмоведучі частини повинні бути надійно ізольовані від випадкового дотику із зварюваними виробами або руками зварника;
- опір ізоляції має бути не менше 5 МОм;
рукоятка має бути виготовлена з ізолюючого матеріалу довжиною не менше 120 мм;
поперечний переріз рукоятки повинен вписуватися у коло діаметром не більше 40 мм.
Застосування саморобних електродотримачів забороняється. Електродотримачі повинні витримувати без ремонту 8 тис. затискань. Проводи (кабелі) призначені для з'єднання електродотримачів (пальників) із джерелами живлення та підведення зварювального струму. Використовують гнучкі проводи з мідними або алюмінієвими жилами й гумовою ізоляцією марок РГД, РГДО, РГДВ, КРПГН, КРПТН, КРПСН, ПРН. Довжина кабелю при монтажних роботах може становити 40-50 м, але в таких випадках буде значний спад напруги. Допустимим вважається спад напруги до 4 В. Якщо спад напруги більший за допустимий, то джерело живлення наближають до місця зварювання або збільшують переріз зварювального проводу. Переріз кабелів вибирають залежно від сили зварювального струму із розрахунку 5-7 А/мм2 (табл. 4). Кабель складається з великої кількості відпалених мідних дротів діаметром 0,18-0,20 мм та буває одно- і двожильний.
Таблиця 4. Площа поперечного перерізу зварювальних проводів.
| Сила струму, А | Площа поперечного перерізу провода, мм2 | |
| одинарного | подвійного | |
| 125 | 25 | - |
| 315 | 50 | 2х16 |
| 500 | 70 | 2х25 |
Зменшення перерізу кабелю призводить до перегрівання й швидкого руйнування ізоляції.
Для з'єднання частин зварювальних кабелів між собою використовують сполучні муфти марок МС-2, МСБ-2, М-315, М-500 та ін. Для нероз'ємного з'єднання кабелів застосовують з'єднувачі типу ССП -2. До джерела живлення кабель можна підключати через приєднувальну муфту МС-3. Зворотний кабель приєднують клемами заземлення типу КЗ-2 та КЗП-12. Зворотним проводом можуть служити сталеві шини, зварювальні плити, стелажі й сама конструкція, якщо їх переріз забезпечує безпечне за умовами нагрівання проходження зварювального струму. Окремі елементи, які використовуються в якості зворотного проводу, повинні бути з'єднані між собою болтами, струбцинами або затискачами. При проведенні зварювальних робіт в пожежо- і вибухонебезпечних приміщеннях зворотний провід від виробу до джерела живлення має бути тільки ізольованим. Не допускається з'єднання проводів на скрутках. В обертових виробах для під'єднання зворотного кабелю використовують ковзний контакт. Довжина проводів між живильною мережею і пересувними зварювальними агрегатами не повинна перевищувати 10 м. Проводи (кабелі) слід захищати від механічних пошкоджень, контакту з водою, маслами, сталевими канатами, шлангами з горючими газами і гарячими трубопроводами.
Для роботи зварника випускаються спеціальні комплекти (КИ-125, КИ-315, КИ-500), які містять електродотримачі, сполучну муфту, зварювальний кабель, запасні частини до електродотримача, світлофільтри, затискачі, шлаковіддільник, металеву щітку. Виготовляють також набори інструментів ЭНИ-300 та ЭНИ-300/1 до комплекту яких входять електродотримач, клема заземлення, сполучна муфта, щітка-зубило, викрутка, плоскогубці, розвідний ключ, клеймо, молоток, світлофільтри, відрізок кабелю (3 м).
Для виконання зварювальних робіт зварник повинен мати й допоміжний інструмент: молоток, зубило, напилки, сталеву щітку, шаблони, кутник, метр, висок, лінійку. Інколи зварювальний пост обладнують шліфувальною машиною, спеціальними кромкорізами, дрелями та ін. Інструменти та електроди слід зберігати в ящиках, сумках або пеналах. Для просушування електродів використовують спеціальні печі, шафи й пенали.
Для захисту очей та обличчя зварника від променів електричної дуги і бризок розплавленого металу застосовують щитки або маски із спеціальними світлофільтрами. їх виготовляють із чорної фібри або спеціальної пластмаси. Залежно від сили зварювального струму щитки й маски оснащені світлофільтрами, які виготовляють із темно-синього скла марки ТС-ЗС двох видів: світлофільтри для нормального огляду (розмір 52x102 мм) і збільшеного (90x102 мм) з товщиною від 1,5 до 4,0 мм. Із зовнішнього боку світлофільтри захищають від бризок розплавленого металу віконним склом товщиною 2,5 мм, яке при забрудненні міняють. Категорично забороняється замінювати світлофільтри саморобним пофарбованим склом. Світлове випромінювання дуги має послаблюватися світлофільтрами в 102-106 разів. Нині в СНД використовують світлофільтри серії С, які поділяються на 13 класів. Вони забезпечують захист очей від випромінювання при зварюванні на струмах від 5 до 1000 А. Світлофільтри підбирають залежно від характеру робіт та сили зварювального струму.
Робітники, які виконують допоміжні роботи, для захисту очей використовують світлофільтри типу В (В-1, В-2, В-3).
Сучасна індустрія охорони праці у зварювальному виробництві пропонує великий вибір зварювальних масок. Вони мають зручну конфігурацію, малу масу, забезпечують тепловий захист голови і захисту очей від світлового випромінювання зварювальної дуги. Практично у всіх масках забезпечене швидке автономне затемнення огляді того вікна залежно від величини зварювального струму.
Розділ 3. Техніка безпеки
3.1 Заходи промислової санітарії, техніки безпеки та протипожежної безпеки
Створення безпечних умов праці є основною і найважливішою задачею будь-якого виробництва. За правильну організацію і стан техніки безпеки несе відповідальність керівництво підприємства, а всі поточні питання вирішуються відділами техніки безпеки або інженерами по техніці безпеки.
Дотримання Правил техніки безпеки на підприємствах контролюється інспекцією Держтехнягляду України, інспектором ЦК профспілок робітників даної галузі промисловості, Державною санітарною інспекцією і Державною інспекцією пожежної охорони.
Крім загальних положень необхідно враховувати деякі спеціальні правила по техніці безпеки при зварюванні металів і санітарних умов. Відповідно до трудового законодавства до зварювальних робіт допускаються особи не молодше 18 років; зварники мають додаткову відпустку тривалістю до 12 робочих днів; при роботі всередині посудин робочий день зварювальника обмежений до шести годин.
Кожен зварювальник повинен у досконалості знати правила техніки безпеки, проходити інструктаж перед допуском до роботи, здавати відповідні іспити.
При виконанні зварювальних робіт можуть відбуватися нещасні випадки по наступних причинах: поразка електричним струмом, шкідливий вплив світлового випромінювання електричної дуги, опіки від бризів розплавленого металу і шлаку, забруднення повітря продуктами горіння зварювальної дуги, вибухи судин і вибухонебезпечних речовин, недотримання протипожежних правил.
Електричний струм уражає нервову систему людини або викликає опіки. Ступінь враження залежить від сили струму, його напруги й опору тіла людини. Величина струму до 0,002 А не представляє небезпеки, струм від 0,002 до 0,05 А небезпечний, може викликати болючі відчуття, сприяє різкому скороченню м'язів, а вище 0,05 А може привести до смертельного результату.
У сухих приміщеннях безпечним вважається напруга до 36 А, а в сирих до 12 А, що необхідно враховувати при проводці лінії для освітлювальних цілей.
Промені електричної дуги шкідливо впливають на зварювальників і людей, які знаходяться поруч з ними. За своїми властивостями вони поділяються на видимі і невидимі.
До видимих відносять світлові промені електричної дуги, які осліпляюче діють на очі. При довгочасному опроміненні послаблюють зір.
До невидимих відносять ультрафіолетові і інфрачервоні промені, які визивають запалення очей і опіки шкіри.
Ультрафіолетові промені шкідливо діють на сітчатку і рогівку очей. Якщо на протязі декількох хвилин дивитись на світло дуги без захисних засобів, то через деякий час появляється світлобоязкість, сльозоточивість і сильні болі в очах. Складається враження, що очі забруднені піском. Невеликі запалення очей проходять через кілька годин. Інфрачервоні промені при тривалій дії викликають захворювання очей, сприяють загальній утраті зору (катаракта крихталика).
Крім опіків від електричної дуги (ультрафіолетовими променями) при зварюванні можуть бути опіки від бризг розплавленого металу і шлаку.
Для попередження опіків зварникові необхідно:
- мати спецодяг із брезенту або щільного сукна;
- не заправляти куртку в штани, а штани в чоботи, не робити на спецодязі відкриті кишені;
- прикривати голову беретом або будь-яким головним убором без козирка.
- працювати в рукавицях;
- забезпечувати мінімальне розбризкування металу шляхом відповідного підбору режимів зварювання;
- зачищати шви після повного остигання шлаку, оглядати шви після зварювання і зачищати їх тільки в окулярах із простим склом;
- при зварюванні вертикальних і стельових швів надягати азбестові нарукавники і щільно перев'язувати їх поверх рукавів.
У зварювальних цехах, на будівельно-монтажних площадках, на зварювальних і наплавочних ділянках необхідно суворо дотримуватися наступні правила, що запобігають можливість виникнення пожеж від іскор, що розлітаються, і бризг розплавленого металу:
- робоче місце зварника повинно бути цілком очищене від легкозаймистих або вибухонебезпечних матеріалів. Легкозаймисті рідини і різні пальні матеріали повинні знаходитися від місця зварювання на відстані не менш 30 м, ацетиленові генератори і балони з пальними газами — на відстані не менш 10 м;
- у місцях виконання зварювальних робіт захист від іскор, що розлітаються, і бризг металу повинна забезпечуватися металевими або брезентовими ширмами, на ділянках зварювання повинні бути вогнегасники, шухляди з піском, бочки з водою, різний пожежний інвентар, обов'язково телефонний зв'язок і пристрої для звукових сигналів;
- усі робітники та службовці при влаштуванні на роботу або при зміні робочих місць повинні бути проінструктовані з протипожежної безпеки і по принятому на підприємстві протипожежному режимі. На великих ділянках і в цехах повинні бути офіційно назначені відповідальні за стан протипожежних засобів і виконання протипожежного режиму роботи.
Список використаних джерел
1. Биковський О.Г., Піньковський І. В. Довідник зварника. –К.: Техніка, 2002. – 336 с.
2. Глизманенко Д.Л. Газове зварювання та різання металу.-К.:Техніка, 1971.
3. Гуменюк І.В. Обладнання і технологія газозварювальних робіт. –К.: Грамота, 2005.
4. Технология металлов и сварка. Учебник для вузов. Под ред. П. И. Полухина. М., «Высшая школа»,1977.
5. Рыбаков В. М. Дуговая и газовая сварка:.- М.: Высшая школа, 1981.
6. Сапиро. Л. С. Справочник сварщика: Пособие для сварщиков, мастеров,технологов,конструкторов.-2-е изд.,перераб. и доп.-Донецк:Донбас,1978.
7. Сварщик.-1999-2006. -№№ 1-6.
8. Соколов И.И. Газовая сварка и резка металлов.-М.: Высшая школа, 1986.
9. Стеклов О.І. Основи зварювального виробництва.- К.:Вища школа, 1990.
Похожие рефераты:
Технологія зварювання металів і сплавів неплавкими електродами
Технологічне забезпечення відновлення дисків сошників зернових сівалок
Плазмове зварювання. Леговані сталі
Проектування водонапірної башти
Технологія дугового зварювання
Технічні характеристики зварювальних агрегатів з двигунами внутрішнього згорання
Автоматичне зварювання під флюсом
Система автоматичного регулювання (САР) турбіни атомної електростанції
Майстерня по ремонту холодильників
Експлуатація зварювальних трансформаторів
Дільниця функціонального покриття індієм
Розрахунок магістрального конвеєрного штреку
Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали