| Похожие рефераты | Скачать .docx |
Курсовая работа: Технология изготовления деталей, подлежащих совместной обработке после сборки
Курсовая научно-исследовательская работа на тему:
“Технология изготовления деталей, подлежащих совместной обработке после сборки”
Содержание
Введение
1 Изготовление червячных редукторов
1.1 Сведения по технологии изготовления червячных редукторов
1.2 Методы обработки профиля витков червяка
1.3 Нарезание зубьев червячных колес
1.4 Сборка редукторов
2 Типовые варианты обработки червячной пары
Заключение
Список используемой литературы
1 Введение
В процессе сборки детали располагают друг относительно друга с определенной точностью. Эта точность, определяющая качество получаемых соединений, может быть достигнута с помощью различных методов сборки. В настоящее время широкое применение получили следующие методы сборки: сборка по методу полной или частичной взаимозаменяемости, метод пригонки деталей по месту с неподвижным компенсатором и метод регулировки (с подвижным компенсатором). Данная нам на рассмотрение тема по своей специфике относится ко второму методу сборки, т.е. пригонки деталей по месту с неподвижным компенсатором. Данный метод применяется в тех случаях, когда допуски основных размеров деталей, образующих размерную цепь, технологически выполнить затруднительно. В этом случае детали изготовляют по размерам с расширенными допусками, а требуемая точность механизма достигается пригонкой.
Чтобы выполнить пригонку с помощью выбранного неподвижного компенсирующего звена, необходимо изменить его номинальный размер на величину допуска на пригонку, достаточную для компенсации расширенных погрешностей звеньев цепей.
Величина компенсации ![]() определяется из уравнения
определяется из уравнения
![]() , где
, где
![]() -величина погрешности замыкаемого звена, полученная при расширенных допусках всех звеньев;
-величина погрешности замыкаемого звена, полученная при расширенных допусках всех звеньев;
![]() -допускаемая величина погрешности замыкающего звена;
-допускаемая величина погрешности замыкающего звена;
m-общее количество всех звеньев размерной цепи;
![]() -экономически достижимый допуск i-го звена;
-экономически достижимый допуск i-го звена;
При сборке машин пригоночные работы выполняют с помощью опиловки, зачистки, притирки, полировки и шабровки. Выполняя пригонку, необходимо добиваться высокого качества рабочих поверхностей. Метод пригонки применяется в единичном, мелкосерийном и серийном производстве, а также при ремонте машин.
В качестве примера узла рассмотрим изготовление червячного редуктора.
1 Изготовление червячных редукторов
1 .1 Сведения по технологии изготовления червячных редукторов
К основным деталям червячного редуктора, качество изготовления которых прямо или косвенно определяет качество редуктора в целом, относятся: корпус, червяк и червячное колесо. Качество их изготовления и сборки влияет на важнейшие технические характеристики: нагрузочную способность, КПД и долговечность редуктора.
Технология обработки этих деталей в условиях единичного и мелкосерийного производства достаточна изучена. В основу ее положены традиционные схемы обработки корпусных деталей, а также винтовых и зубчатых поверхностей с использованием универсального оборудования и универсальных средств технологического оснащения.
Корпусные детали обрабатывают на универсальных расточных станках с креплением на стол или специальный угольник. Точность межосевого расстояния обеспечивают контролем перемещения шпиндельной бабки по специальной линейке или набору плоскопараллельных концевых мер, а перпендикулярность осей - контролем угла поворота стола станка.
Червяки предварительно обрабатывают на токарных универсальных станках, шлифуют их на резьбошлифовальных станках или специальных приставках к токарным станкам. При шероховатости рабочих поверхностей витков менее
1 мкм. червяки полируют, устанавливая на суппорт токарного станка сопрягаемое червячное колесо, выполненное издревеснослоистых пластиков, с добавкой в зону контакта специальных паст.
Колеса нарезают резцами-летучками или червячными фрезами на зубофрезерных станках.
В серийном производстве для изготовления корпусных деталей используют универсальное или специализированное оборудование с установкой на него специальной оснастки, исключающей подналадку и подгонку (рис.1). Установка и снятие деталей механизированы: в основном применяют гидравлические и пневматические зажимы, выдвижные фиксаторы, поворотные приспособления, обеспечивающие требуемое взаимное расположение осей отверстий, кондукторы для сверления отверстий и т.д.

Рис.1. Обработка корпуса редуктора РЧН-180 на специализированном
расточном станке со специальной переналаживаемой оснасткой для обработки
корпусов с ![]()
1-гидроприжим; 2-корпус редуктора; 3-шпиндельная головка
Предварительную обработку витков червяков производят “ вихревыми головками” (рис. 2). Колеса обрабатывают червячными фрезами на зубофрезерных станках. Организация производства строится в основном по групповому методу с использованием отдельных поточно-механизированных линий.
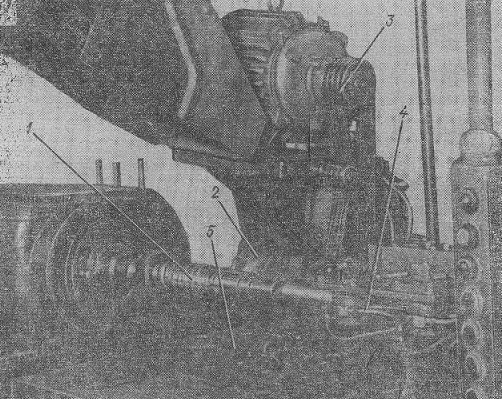
Рис.2. Схемы нарезания витков “вихревым” методом, когда “вихревая головка” смонтирована на токарном станке
1-заготовка; 2-резцовая головка; 3-привод резцовой головки; 4-гидроприжим; 5-поперечный суппорт станка
В условиях крупносерийного производства детали редуктора обрабатываются поточным методом с применением специального, а на отдельных операциях специализированного оборудования, специальных средств контроля и испытания редукторов.
Так, для корпусных деталей используют специальные двухшпиндельные двухместные станки, на которых с одной установки последовательно обрабатывают обе пары отверстий под опоры колеса и опоры червяка (рис. 3). И точность, и производительность на таких станках значительно выше, чем на универсальных, даже снабженных специальными приспособлениями.

Рис.3. Специальный станок для расточки
корпусов редукторов типа РЧУ
1-шпиндели для расточки отверстий под опоры червяка; 2-то же под опоры колеса; 3-корпуса редукторов
Винтовые поверхности червяков получают главным образом методами пластической деформации: накатыванием вхолодную (![]() ) или нагревом заготовки (
) или нагревом заготовки (![]() ) . При этом не только резко повышается производительность, но и значительно уменьшается расход проката.
) . При этом не только резко повышается производительность, но и значительно уменьшается расход проката.
Заготовки колес получают методами точного литья, а бронзовые венцы заливают на ступицу без какой-либо обработки последней.
Процессы узловой и окончательной сборки существенно различаются. Так, в индивидуальном и мелкосерийном производстве центровку средней плоскости колеса и требуемый зазор в подшипниках обеспечивают за счет индивидуальной пригонки и шлифовки по месту какого-либо компенсатора. В серийном и крупносерийном производстве эти операции осуществляют на специальных стапелях, снабженных устройствами, автоматически измеряющими зазоры и показывающими размеры требуемого набора компенсаторов, который готовят заранее.
1 .2 Методы обработки профиля витков червяка
Несмотря на разнообразие теоретических профилей рабочих поверхностей червяков, все линейчатые червяки обладают почти одинаковой нагрузочной способностью. Предпочтение следует отдавать тому виду, который в данных производственных условиях наиболее технологичен и позволяет получать передачи со стабильными параметрами требуемой степени точности.
Нелинейчатые поверхности червяков получают при обработке их инструментом конической или тороидальной формы: в первом случае - цилиндрические, образованные конусом (ZK), а во втором - цилиндрические, образованные тором (ZT).
Передачи вида ZK можно получить (рис. 4):
ZK1- при фрезеровании червяков дисковыми фрезами, например на червячно-фрезреных станках или при шлифовании их дисковыми коническими кругами;
ZK2 – при фрезеровании червяков коническими пальцевыми фрезами или шлифовании их так называемым пальцевым кругом (конической формы);
ZK3 – при шлифовании червяков чашечным кругом с конической образующей.
Наибольшее распространение из них нашли червяки вида ZK1, для которых требуется наиболее технологичный инструмент, обладающий достаточно высокой стойкостью. Передачи с червяками ZK2 практически почти не применяют из-за малой производительности и низкой стойкости инструмента.

Рис. 4. Червяк, образованный конусом: а – вариант ZK 2; б – вариант ZK 3
Передачи с червяками, образованные тором, иногда называемые в литературе выпукло – вогнутыми, могут иметь две разновидности (рис. 5).
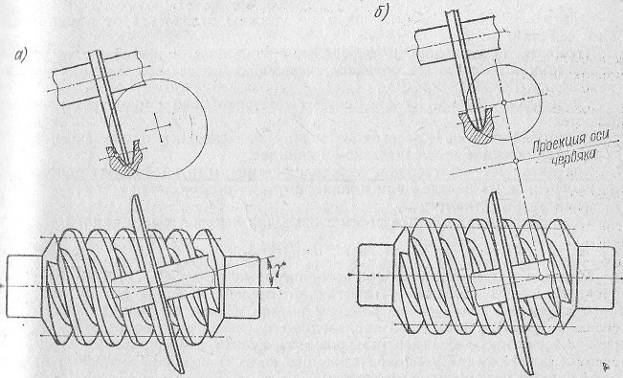
Рис. 5. Нелинейчатый червяк: а - вариант ZT 1; б – вариант ZT 2
Особенность передачи ZT1 заключается в том, что угол скрещивания осей инструмента и червяка при его шлифовании равен углу подъема винтовой линии на делительном цилиндре червяка. Они имеют некоторые недостатки; основной из них обусловлен тем, что вследствие изменения диаметра круга после переточек меняется межосевое расстояние при обработке, а это может привести к изменению поверхностей витков червяка.
Передачи ZT2 лишены вышеуказанного недостатка, их основная особенность связана с тем, что линия контакта поверхностей червяка и инструмента является плоской, а не пространственной кривой и что геометрия винтовой поверхности их не зависит от диаметра дискового инструмента.
Нагрузочная способность и долговечность передачи определяются не только типом червяка, но и твердостью его рабочих поверхностей. Червяки делятся на нетермообрабатываемые, обрабатываемые в заготовке (улучшаемые) с твердостью ![]() и термообрабатываемые до твердостей, превышающих
и термообрабатываемые до твердостей, превышающих ![]() .
.
Нетермообрабатываемые или улучшаемые в заготовке червяки в индивидуальном производстве изготовляют на универсальных токарных станках, а при серийном и массовом производстве – вихревым методом или методом пластической деформации. При этом червяки, выполненные накатыванием без нагрева (холодное накатывание), имеют шероховатость поверхностей ![]() и незначительные деформации, в связи с чем их можно использовать без дальнейшей обработки поверхностей витков червяка (главным образом в тихоходных передачах). Крупномодульные червяки (
и незначительные деформации, в связи с чем их можно использовать без дальнейшей обработки поверхностей витков червяка (главным образом в тихоходных передачах). Крупномодульные червяки (![]() ), изготовленные 9 накатыванием с предварительным нагревом (горячее накатывание), имеют шероховатость
), изготовленные 9 накатыванием с предварительным нагревом (горячее накатывание), имеют шероховатость ![]() и значительные погрешности по профилю и радиальному биению, поэтому они подлежат дальнейшей обработке на токарных или шлифовальных станках. В индивидуальном производстве при отсутствии специального термического и шлифовального оборудования во многих случаях экономически целесообразно применять не закаленные червяки, а неиермообрабатываемые с увеличением
и значительные погрешности по профилю и радиальному биению, поэтому они подлежат дальнейшей обработке на токарных или шлифовальных станках. В индивидуальном производстве при отсутствии специального термического и шлифовального оборудования во многих случаях экономически целесообразно применять не закаленные червяки, а неиермообрабатываемые с увеличением ![]() до таких размеров, при которых обеспечивается требуемая нагрузочная способность (если габаритные размеры не лимитируют привод).
до таких размеров, при которых обеспечивается требуемая нагрузочная способность (если габаритные размеры не лимитируют привод).
При крупносерийном производстве червячных передач, особенно передач силовых редукторов, применяют только термообрабатываемые червяки с твердостью рабочих поверхностей витков, превышающей ![]() , а во многих случаях и
, а во многих случаях и ![]() . Финишной операцией обработки рабочих поверхностей таких червяков является шлифование.
. Финишной операцией обработки рабочих поверхностей таких червяков является шлифование.
В индивидуальном производстве наиболее технологичны червяки вида ZA, обработка которых на токарно-винторезных станках практически ничем не отличается от обработки трапецеидальных резьб. Угол подъема винтовой линии червяка не должен превышать ![]() . При больших углах подъема
. При больших углах подъема ![]() невозможно обеспечить углы резания, достаточные для нормальной работы резца (рис. 6).
невозможно обеспечить углы резания, достаточные для нормальной работы резца (рис. 6).
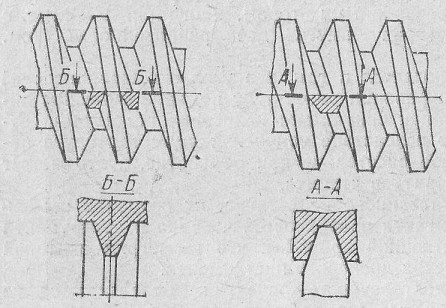
Рис. 6. Схема установки резца при нарезании червяка
При ![]() целесообразно использовать червяки вида ZN1 (при малых и средних модулях передачи) или ZN2 (при больших модулях – m>5 мм).
целесообразно использовать червяки вида ZN1 (при малых и средних модулях передачи) или ZN2 (при больших модулях – m>5 мм).
Применяют также червяки вида ZI; каждая сторона витка такого червяка теоретически может быть образована резцом, режущие кромки которого установлены выше оси червяка на расстоянии ![]() при обработке левой стороны витка и ниже оси на том же расстоянии – при образовании правой стороны витка.
при обработке левой стороны витка и ниже оси на том же расстоянии – при образовании правой стороны витка.
Теоретическая схема установки резцов для нарезания эвольвентных червяков приведена на рис. 7.

Рис. 7. Теоретические схемы установки
резцов при нарезании червяков ZI
Образующая: 1-правой стороны витка; 2-левой стороны витка
Обработка червяков на токарно-винтоезных станках очень малопроизводительна, единственное преимущество этого способа - минимальная стоимость инструмента.
Крупные червяки (m>8 мм), а также многовитковые (при![]() ) обрабатывают с помощью дисковых (рис. 8) или пальцевых фрез на универсально – фрезерных станках. Конусной дисковой фрезой обрабатывают червяки вида ZK3, пальцевой конусной фрезой – червяки вида ZK2.
) обрабатывают с помощью дисковых (рис. 8) или пальцевых фрез на универсально – фрезерных станках. Конусной дисковой фрезой обрабатывают червяки вида ZK3, пальцевой конусной фрезой – червяки вида ZK2.
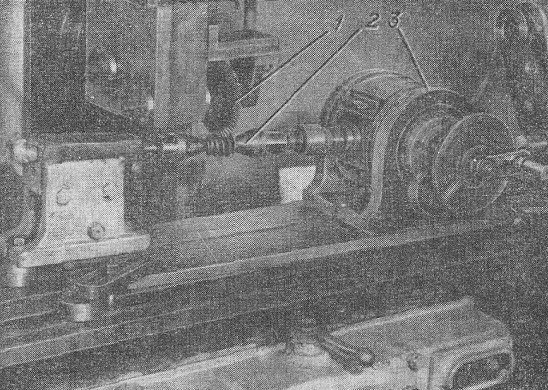
Рис. 8. Нарезание витков червяка с помощью дисковой модульной фрезы на фрезерном станке
1 – фреза; 2 – заготовка; 3 – делительная головка
Для крупносерийного и массового производства наиболее эффективны такие способы обработки червяков, как вихревое нарезание и накатывание. При вихревом нарезании используют две схемы обработки: с внутренним касанием (рис. 9,а) и внешним (рис. 9,б).
Несмотря на то, что схема, показанная на рис. 9,а, позволяет вести работу с повышенными круговыми подачами и дает меньшую огранку на обрабатываемых поверхностях, наибольшее применение нашла схема на рис. 9,б. Приспособления для нее просты в изготовлении и наладке, значительно упрощается установка, выверка и закрепление резцов в головке, удаление стружки, установка и снятие заготовки.
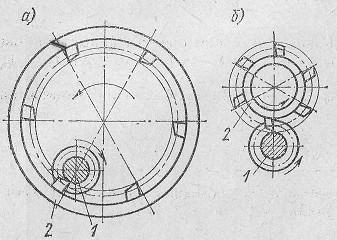
Рис. 9. Схемы нарезания витков “вихревым” методом: а - при внутреннем касании; б – при внешнем касании
Схемы с внутренним касанием применяют лишь при обработке весьма нежестких одно - и двухвитковых червяков небольших размеров (m<3 мм , q<8).
Для червяков, подвергаемых термической обработке, вихревое нарезание является предварительной операцией, выполняемой с припуском под шлифовку.
Наиболее производителен и наименее материалоемок способ получения витков червяков накатыванием, которое производят на роликовых накатных станах. Червяки с m<3 мм накатывают на 2-роликовых станках в холодном состоянии, при ![]() - на 3-роликовых станах с нагревом заготовки. Принципиальные схемы накатных станов приведены на рис. 10.
- на 3-роликовых станах с нагревом заготовки. Принципиальные схемы накатных станов приведены на рис. 10.
Для холодного накатывания отечественная промышленность выпускает в основном двухроликовые станки следующих моделей: ГД-8, А-2528, А-9527.
Для горячего накатывания червяков оборудования серийно не изготовляют, но институт ВНИИметмаш выпускает его по специальным заказам (рис. 11).
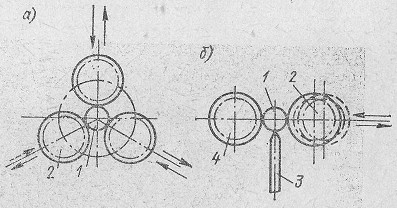
Рис. 10. Принципиальные схемы станов для накатывания червяков:
а – трехвалкового; б - двухвалкового
1 – заготовка; 2 – подвижные валки; 3 – поддерживающий нож; 4 – неподвижный нож
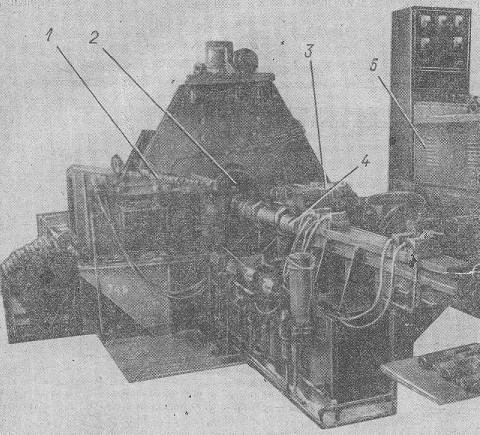
Рис. 11. Стан для горячего накатывания витков червяков с![]()
1- лоток для заготовок; 2- трехвалковая рабочая клеть; 3- индуктор для нагрева заготовок; 4- гидроцилиндр; 5- пульт управления
Для шлифования рабочих поверхностей витков можно использовать следующие станки:
универсальный резьбошлифовальный модели 5822, позволяющий шлифовать и червяки с ![]() длиной не более 500 мм при углах подъема не более
длиной не более 500 мм при углах подъема не более ![]() ;
;
червячно-шлифовальные моделей МВ-27 и 5К-881 (рис. 12), позволяющие шлифовать червяки с ![]() при их диаметре
при их диаметре ![]() и длиной не более 500 мм.
и длиной не более 500 мм.
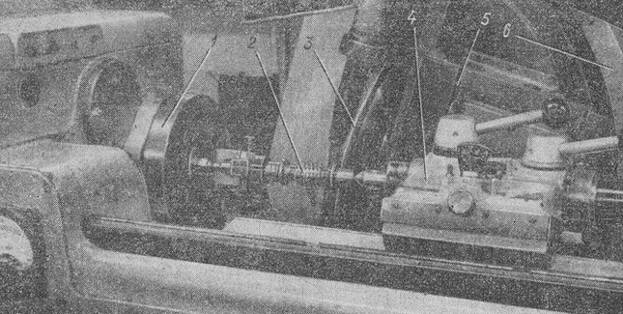
Рис. 12. Шлифование червяка на червячно-шлифовальном
станке 5К-881
1- шпиндель вращения червяка; 2- червяк; 3- шлифовальный круг; 4- задняя бабка; 5- шпиндель шлифовального круга; 6- лимб для отсчета угла поворота круга
1 .3 Нарезание зубьев червячных колес
Зубья червячных колес обрабатывают на зубофрезерных станках методом обката с использованием специального инструмента – червячной фрезы, а в индивидуальном и опытном производстве при отсутствии фрез – резцом-летучкой.
Инструмент для нарезания червячных колес является специальным, отличающимся от инструмента для нарезания зубчатых колес, так как для первых стандартизован осевой модуль, а для вторых – нормальный. Инструмент, а также методы обработки зубьев червячных колес должны обеспечивать сопряженное зацепление колеса и червяка в передаче. В связи с этим в общем случае делительный диаметр и число витков червячной фрезы должны соответствовать параметрам червяка, сопрягаемого с колесом, а профиль ее режущих кромок в заданном сечении – профилю червяка в том же сечении. И только в модифицированных передачах эти и некоторые другие параметры инструмента могут отличаться от соответствующих параметров сопрягаемого с колесом червяка.
Существуют следующие методы обработки зубьев червячных колес (рис. 13):
- радиальный, когда подача фрезы направлена в сторону оси колеса (рис. 13,а) ;
- тангенциальный, когда подача фрезы направлена вдоль ее оси (рис. 13,б);
- комбинированный (диагональный), когда направление подачи фрезы складывается из направлений радиальной и тангенциальной подач;
- смешанный (последовательный), когда подача инструмента осуществляется в заданной последовательности: сначала радиальная, а затем осевая.

Рис. 13. Нарезание червячного колеса способами: а - радиальной подачи;
б - тангенциальной подачи
А-вращение фрезы (главное движение); Б - подача фрезы; В - вращение заготовки, согласованное с вращением фрезы (движение обката); межосевое расстояние:
![]() - в начале обработки,
- в начале обработки, ![]() - в конце обработки
- в конце обработки
Радиальный метод нарезания зубьев колеса ввиду его наибольшей производительности по сравнению с другими методами и более простой конструкции фрезы получил широкое распространение. При таком способе нарезания станочное межосевое расстояние ![]() , т.е. расстояние между осями фрезы и обрабатываемого колеса в момент прекращения радиальной подачи (рис.13,а), должно соответствовать величине, определяемой в общем случае по следующей формуле
, т.е. расстояние между осями фрезы и обрабатываемого колеса в момент прекращения радиальной подачи (рис.13,а), должно соответствовать величине, определяемой в общем случае по следующей формуле
![]() [1]
[1]
![]() -диаметр делительного цилиндра фрезы.
-диаметр делительного цилиндра фрезы.
При этом методе нарезания удовлетворительное качество рабочих поверхностей зубьев колеса обеспечивается при угле подъема ![]() и числе
и числе
зубьев колеса ![]() . При
. При ![]() получается подрезание зубьев, нарушается сопряженность зацепления и уменьшается несущая способность червячной передачи.
получается подрезание зубьев, нарушается сопряженность зацепления и уменьшается несущая способность червячной передачи.
При повышенных требованиях к точности червячной передачи и при возможности улучшить ее сопряженность путем последующего шевингования или технологической приработки зубьев червячных колес необходимо производить тангенциальным методом, при котором применяют фрезы с заходной (конической) и калибрующей (цилиндрической) частями. Станочное межосевое расстояние, рассчитанное по формуле [1], устанавливается до начала обработки. Во время фрезерования обрабатываемая деталь получает дополнительное вращение от дифференциала станка, для того чтобы компенсировать подачу червячной фрезы.
При тангенциальном методе нарезания поле каждого оборота червячной фрезы ее режущие кромки имеют заданное тангенциальной подачей смещение в осевом направлении по отношению к боковым профилям нарезаемых зубьев, что повышает число резцов, а следовательно, позволяет получить профиль зубьев колеса, более близкий к теоретическому.
Путь, который должна пройти фреза в тангенциальном направлении, обеспечивает врезание ее заборной части в тело колеса и выход последнего калибрующего зуба из тела колеса. Направление тангенциальной подачи необходимо устанавливать против вращения обрабатываемого колеса (встречное фрезерование), чтобы усилие резания было направлено к столу станка с целью исключить размыкание кинематической цепи подачи стола и уменьшить огранку на рабочих поверхностях зуба колеса.
Если требуется изготовить небольшие партии червячных колес и не удается подобрать стандартные фрезы, то зубья червячных колес можно нарезать фасонным резцом-летучкой, закрепленным в оправке на тангенциальном суппорте зубофрезерного станка (рис. 14).
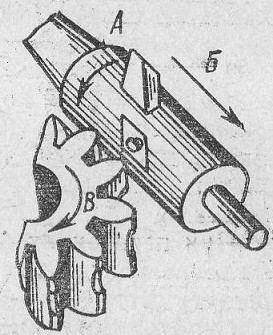
Рис. 14. Нарезание червячного колеса фасонным резцом, установленным на оправке (резцом-летучкой)
На современных зубофрезерных станках отечественных и иностранных, кроме того, можно осуществлять нарезание как комбинированным, так и смешанным методом.
При смешанном радиально-тангенциальном методе предполагается последовательный без остановки переход от нарезания колеса радиальной 18 подачей к нарезанию его тангенциальной подачей после достижения заданного станочного межосевого расстояния.
При фрезеровании зубьев червячного колеса комбинированным метолом радиальная и тангенциальная подачи включаются одновременно, т.е. суммарная подача равна
![]()
![]() -тангенциальная подача, мм/об;
-тангенциальная подача, мм/об;
![]() - радиальная подача, мм/об;
- радиальная подача, мм/об;
При достижении заданного межосевого расстояния так же, как и при радиальном методе, отключается радиальная подача, и окончательное профилирование зубьев производится лишь при тангенциальном перемещении фрезы.
Для получения теоретически правильного зацепления червяка с червячным колесом необходимо, чтобы червячная фреза и червяк были одинаковыми по форме профиля винтовой поверхности, по диаметру делительной окружности и осевому шагу.
1 .4 Сборка редукторов
Сборка – одна из ответственных операций технологического процесса изготовления червячных редукторов, в процессе которой решаются вопросы о регулировке взаимного положения червяка и червячного колеса, т.е. такого положения, при котором ось червяка должна располагаться строго в средней плоскости червячного колеса. При этом необходимо обеспечить заданные зазоры в подшипниковых узлах червяка и червячного колеса, а также требуемую степень герметичности.
Операция сборки редуктора состоит из следующих основных переходов:
- узловой сборки, включающей напрессовку подшипников на шейки червячного вала и вала (ступицы) червячного колеса, а также манжет в соответствующие отверстия крышек или стаканов;
-сборки узла червячного вала с корпусом редуктора;
- монтаж узла червячного колеса в корпусе редуктора.
Во втором переходе для редукторов с опорами, имеющими конические роликоподшипники, регулируемые с помощью прокладок, выполняют следующие работы:
-установку в отверстие корпуса редуктора наружной обоймы одного из подшипников червячного вала;
-установку и крепление одной крышки с уплотнительными прокладками к корпусу редуктора;
-монтаж узла червячного вала в отверстие корпуса редуктора до упора;
-установку наружной обоймы другого подшипника;
-установку крышки с манжетой до упора в торец верхней обоймы подшипника;
-замер зазора между торцами крышки и корпуса редуктора;
-снятие крышки;
- подбор прокладок и установку крышки совместно с прокладками;
-крепление крышки к корпусу редуктора.
В крупносерийном производстве для сборки узла червячного вала с корпусом редуктора используют специальные сборочные стапели, в которых предусмотрено автоматическое определение размера прокладок для обеспечения заданного осевого зазора в подшипниках.
В зависимости от конструктивных особенностей редуктора колесо можно монтировать в корпусе различными способами:
-при разъемных корпусах (рис. 15) его закладывают в разъем, после чего устанавливают и закрепляют вторую половину корпуса;
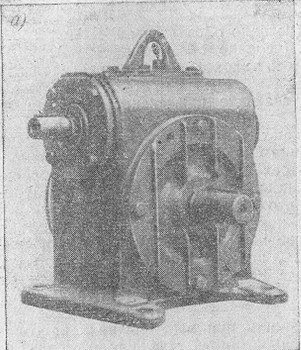
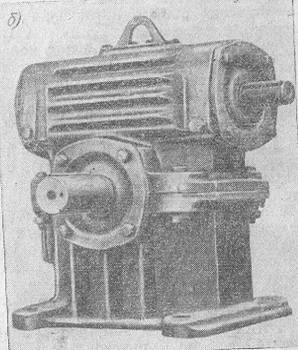

Рис. 15. Редукторы: а – РЧН-80; б – РЧН-120; в – РЧП-420
-при наличии больших стаканов (рис. 16, 17) его заводят сквозь соответствующее отверстие, а затем монтируют сам стакан;
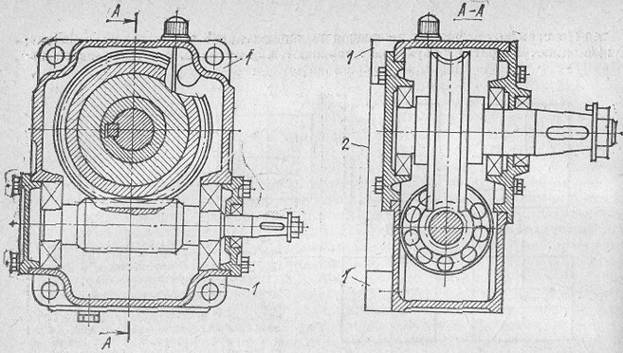
Рис. 16. Редуктор с креплением к исполнительному механизму с помощью лап, расположенных в плоскости, перпендикулярной к оси вращения колеса 1 – лапы; 2 – опорная плоскость
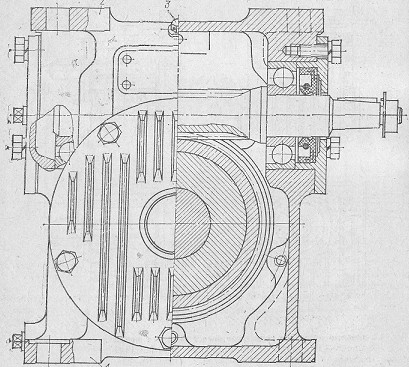
Рис. 17. Редуктор с двумя парами лап, отлитых заодно с корпусом
Пары лап: 1 – нижняя; 2 – верхняя; 3 - отдушина
-при несиловых крышках (рис.18, 19, 20) его опускают в корпус сверху, а затем монтируют стаканы с наружными обоймами подшипников.

Рис. 18. Редукторы РЧУ- 40А и РЧУ – 80А
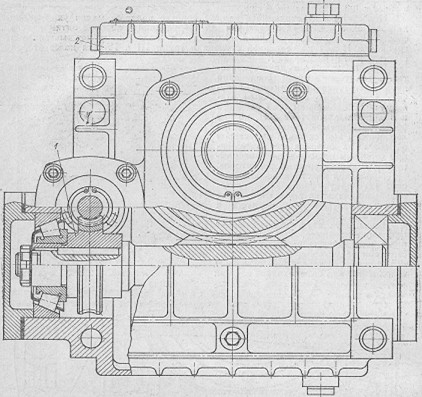
Рис. 19. Двухступенчатый редуктор Ч2 – 80Е с расположением колеса быстроходной ступени без консоли 1 – колесо червячное; 2 – несиловая крышка

Рис. 20. Редуктор Ч2 - 80
Быстроходная ступень 1 насажена на тихоходную 2 за счет полого вала;
3 – несиловые крышки
В индивидуальном и мелкосерийном производстве требуемое положение червячного колеса относительно червяка регулируют по пятну контакта. Для этого на червяк предварительно наносят тонкий слой краски, после чего собирают узел червячного колеса с корпусом таким образом, чтобы осевой зазор в подшипниках узла червячного колеса был равен нулю. Проворот передачи производят так, чтобы колесо сделало не менее одного оборота, и визуально определяют положение пятна контакта (при необходимости извлекают узел колеса из корпуса). По расположению пятна контакта корректируют первоначально установленные наборы прокладок с учетом заданного зазора в подшипниках и выполняют повторную сборку. Операцию повторяют, добиваясь оптимального положения колеса относительно червяка, т.е. такого положения, при котором пятно контакта проходит через среднюю плоскость колеса с тенденцией сдвига его в зону выхода из зацепления. Кромочный контакт, т.е. выход пятна на боковые кромки зуба, является недопустимым (рис. 21).
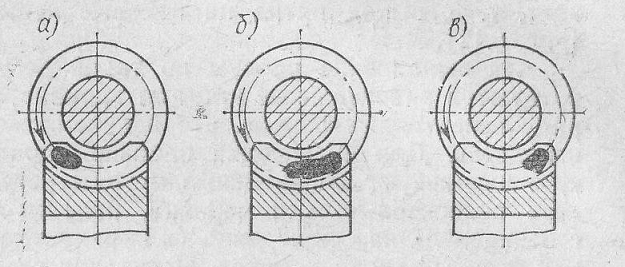
Рис. 21. Расположение первоначального пятна контакта на зубьях червячного колеса: а) и в) – неправильное; б) – оптимальное
На выполнение работы по такой регулировке средней плоскости колеса требуется значительные затраты времени, и фактически она относится к разряду селективных сборок, что неприемлемо в условиях крупносерийного производства.
Для повышения производительности в крупносерийном производстве используют специальные методы регулировки положения червячного колеса относительно оси червяка, например специальные стапели (рис. 22) с базировкой на ось червяка (для редукторов, имеющих вентиляторный конец) или базовый торец корпуса. При таких схемах регулировке средней плоскости колеса нарезку зубьев колеса и расточку отверстия под опоры червяка следует выполнять с высокой точностью. Сложность обработки колеса заключается в необходимости двойной регулировки: сначала регулировке средней плоскости колеса, а затем зазоров в подшипниках.
После сборки колеса проверяют пятно контакта “по краске” (при этом краску наносят на зубья колеса) или по “блику” после приработки редуктора на стенде в зависимости от предъявляемых к редуктору требований.
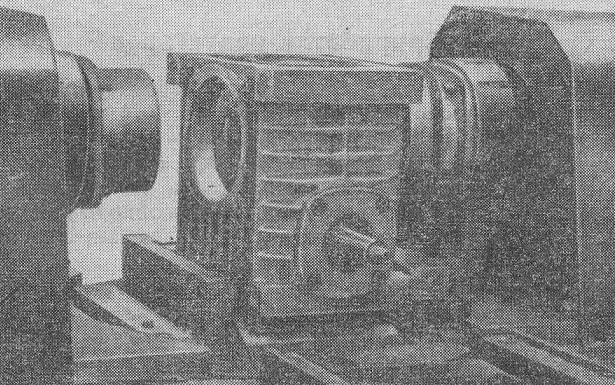
Рис. 22. Стапель для сборки узла червячного
колеса редукторов типа РЧУ
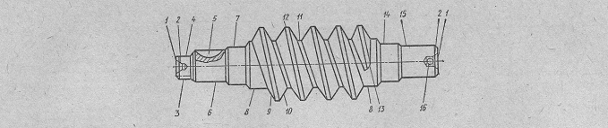
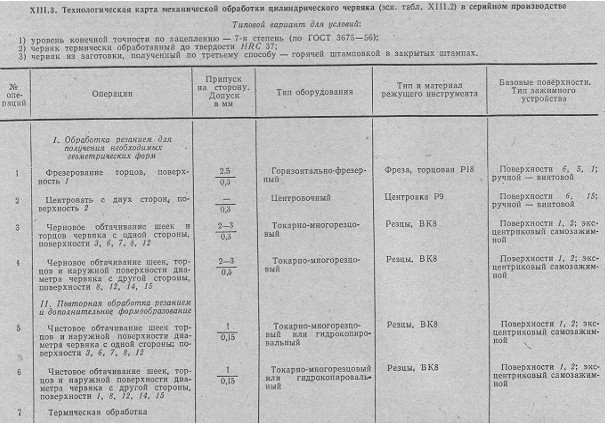
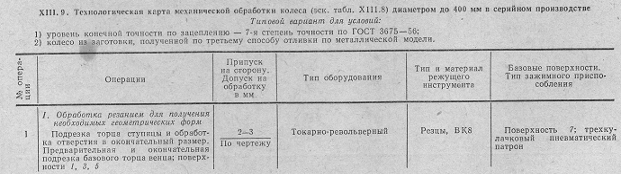
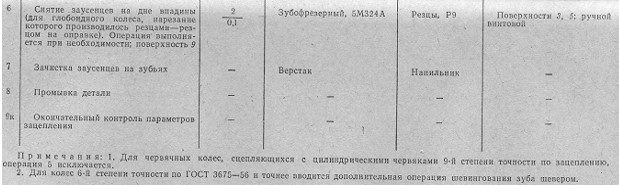
2 Типовые варианты обработки червячной пары
В данной главе приведем типовые варианты механической обработки червяка и червячного колеса в условиях серийного производства.



Заключение
В данной курсовой работе была описана технология изготовления деталей, подлежащих совместной обработке после сборки на примере изготовления червячного редуктора. Достоинством метода пригонки деталей с неподвижным компенсатором, которым и обеспечивается данная технология, является возможность получения требуемой точности сборки при сравнительно широких допусках на все звенья размерной цепи и незначительных затратах на оснастку. Наибольший эффект такой сборки получается в многозвенных размерных цепях.
Недостатком метода пригонки является высокая трудоемкость пригоночных работ, достигающая ![]() обшей трудоемкости сборки машины, и необходимость выполнения пригоночных работ специалистами высокой квалификации.
обшей трудоемкости сборки машины, и необходимость выполнения пригоночных работ специалистами высокой квалификации.
Метод сборки с индивидуальной пригонкой, требующей слесарных работ, в процессах автоматической сборки не применяется.
Список используемой литературы
1. Производство зубчатых колес. Под. ред. Б.А. Тайца. Изд. 2-е перераб. и доп. М., “Машиностроение”,1975.
2.Технология машиностроения. Учеб. Пособие для вузов. М., “Высшая школа”, 1977.
3.Червячные редукторы: Справочник. Ю.В. Левитан, В.П. Обморнов, В.И. Васильев. «Машиностроение”, Ленинградское отделение, 1985
Похожие рефераты:
Станки с числовым программным управлением (ЧПУ)
Проектирование цеха ремонта поршневых компрессоров
Исследование и проектирование червячной фрезы с комбинированной передней поверхностью
Расчёт зубчатых и червячных передач
Разработка технологических процессов на механическую обработку вала первичного
Методика расчётов режимов резания
Разработка технологического процесса изготовления матрицы
Методические указания по технической механике
Проектирование механического привода с цилиндрическим соосным редуктором