| Скачать .docx |
Дипломная работа: Расчет устройства для наплавки валов
1.Анализ организации технического сервиса машин в ООО «Родина»
1.1 Краткая характеристика ООО «Родина»
ООО «Родина» расположено в с. Волчанское Каменского района Воронежской области. Центральная усадьба расположена в 175 км. от областного центра г. Воронежа и 10 км. от районного центра ПГТ Каменка. Транспортная связь с областным и районным центрами осуществляется по автодорогам общего назначения имеющим твердое (асфальтовое) покрытие.
На 2007 г. за хозяйством закреплено 4981 га земель, в том числе 4314 га сельхозугодий, из них пашни 2566 га.
Климат зоны в которой расположено хозяйство – среднеконтинентальный. Среднегодовая температура на 2007 г. - + 10 0 С. Количество годовых осадков составляет 582 мм. В том числе за период с температурой выше + 10 0 С – 274 мм.
Основной вид деятельности хозяйства – растениеводство, а именно производство зерновых культур, подсолнечника и свеклы.
1.2 Состав МТП и его техническое состояние
Текущему ремонту подлежит 70% техники, которое производится в ремонтной мастерской, а 30% подлежит капитальному ремонту, который выполняется в специализированных ремонтных предприятиях.
Все комбайны подлежат только текущему ремонту.
Перечень техники, имеющейся в хозяйстве показан в таблице 1.1.
Таблица 1.1. Перечень машин и сельскохозяйственной техники
| Марка |
Количество, шт. |
Марка |
Количество, шт. |
| 1 |
2 |
3 |
4 |
| Тракторы: |
ВОЛГА |
2 |
|
| К - 701 |
5 |
автокран |
1 |
| Т – 150 К |
7 |
пожарка |
1 |
| ДТ - 75 |
10 |
прицепы |
21 |
| Т – 70 С |
2 |
бензовоз |
2 |
| МТЗ – 80, 82 |
17 |
молоковоз |
1 |
| Т – 25 |
1 |
техпомощь |
2 |
| Комбайны: |
СХМ: |
||
| Дон - 1500 |
7 |
плуги |
18 |
| КСК - 100 |
4 |
культиваторы |
27 |
| КС – 6 |
2 |
бороны диски |
4 |
| КПН – 2, 4 |
1 |
катки |
9 |
| СПС – 4, 2 |
3 |
сеялки |
20 |
| Автомобили: |
опрыскиватели |
3 |
|
| КамАЗ |
4 |
протравливатели |
2 |
| ЗИЛ |
7 |
машины внес. удоб. |
10 |
| ГАЗ |
20 |
комбинир. агрегаты |
2 |
| Газель |
2 |
косилки |
8 |
| УАЗ |
5 |
грабли |
5 |
| ВАЗ |
3 |
пресс-подборщик |
4 |
| ИЖ |
4 |
картофелесажалка |
2 |
| автобус |
5 |
ботвоубор. машины |
4 |
1.3 Характеристика базы технического сервиса
ЦРМ предназначена для диагностирования и ремонта тракторов и автомобилей, а также для текущего ремонта с/х техники, комбайнов, сельскохозяйственных орудий, машин, изготовление запасных частей, ремонта и изготовления инструмента и выполнения различных заказов.
Годовая программа ремонтной мастерской и ее размещение оказывает большое влияние на размеры капитальных вложений, себестоимость ремонтной продукции и на транспортные издержки по перевозке ремонтного фонда и готовой продукции.
Производственная программа мастерской составляется с учетом потребности техники в ремонте на текущий период. Текущему ремонту подлежит 70% техники, которое производится в ремонтной мастерской, а 30% подлежит капитальному ремонту, который выполняется в специализированных ремонтных предприятиях.
Ремонт сельскохозяйственных машин проводится в ремонтной мастерской.
Ремонт двигателей проводят во втором и третьем кварталах, так как в это время мастерская менее загружена.
Периодические и сезонные технические обслуживания проводят в бригадах при участии мастера - наладчика.
Рабочий день в мастерской начинается в 800 ч. и заканчивается в 1700 ч. Обеденный перерыв с 1200 до 1300 . В период весенне – полевых и уборочных работ рабочий день может быть увеличен по приказу директора и работа ведется в две смены.
Мастерская не имеет постоянного штата, поэтому ремонт техники проводится в основном механизаторами. Рабочие мастерской выполняют при этом роль службы, обеспечивающей проведение ремонта.
Таблица 1.1. Перечень оборудования в мастерской
| Наименование оборудования |
Количество, шт. |
| 1 |
2 |
| Кран-балка |
2 |
| Станок настольно-сверлильный ИС-12 |
1 |
| Эл. таль |
1 |
| Хонинговальный станок 3К833 |
1 |
| Универсально-расточный станок 278 |
1 |
| Токарный станок 1862 Т |
2 |
| Токарно-винторезный станок 1К62 |
1 |
| Токарный станок 1-АС-2Т |
1 |
| Эл. печь муфельная |
1 |
| Станок СВЧ-1 |
1 |
| Универсально - расточный станок 2Е78Л |
1 |
| Станок сверлильный 2М55 |
2 |
| Пневмомолот |
1 |
| Плита магнитная |
1 |
| Стенд для испытания электрооборудования |
1 |
| Стенд обкатки двигателя КИ-2118А |
1 |
| Шлифовальный станок ЗА 423 |
1 |
| Наковальня |
2 |
| Ножницы по металлу |
1 |
| Заточный станок ЭТ – 62 |
4 |
| Вертикально – сверлильный станок 24125 Д |
1 |
В постоянные штаты ЦРМ входят следующие специалисты: заведующий мастерской, один моторист, один электрик, один аккумуляторщик, три токаря, один слесарь - мойщик, два слесаря механического отделения, одна уборщица, один кузнец, два сварщика.
Штат мастерской показан в таблице 1.2.
Таблица 1.2. Кадры мастерской
| Специальность |
Численность, чел. |
Разряд |
| Зав. мастерской |
1 |
- |
| Токарь |
3 |
4 |
| Сварщик |
2 |
4 |
| Электрик |
1 |
5 |
| Аккумуляторщик |
1 |
4 |
| Слесарь-мойщик |
1 |
3 |
| Моторист |
1 |
5 |
| Слесарь механического отделения |
2 |
3 |
| Кузнец |
1 |
4 |
| Уборщица |
1 |
- |
По результатам таблицы видно, что основной объем текущего ремонта выполняется специалистами, которые имеют высокую квалификацию, но в напряженный период к работе в ремонтной мастерской привлекаются механизаторы, имеющие низкую квалификацию, что отражается на качестве ремонта.
1.4 Организация технического сервиса в ООО «Родина»
В существующей мастерской применяют бригадный метод ремонта машин. Этот метод не позволяет использовать эффективно оборудование мастерской. При этом снижается качество ремонта и увеличиваются сроки пребывания машин в ремонте.
Ремонт двигателей производится на участке ремонта двигателей, а после отправляется на обкаточный стенд в отделении обкатки.
Мойка сборочных единиц и деталей производится дизельным топливом, а после мойки габаритных деталей обрабатываются бранзбойтом (водой) в разборно-моечном отделении. При этом нет специальных промывочных ванн. В мастерской хорошо оснащены оборудованием моторно-ремонтный участок и медницко-вулканизационное отделение, это делает удобным процесс ремонта машин.
Отсутствие отделения дефектовки приводит к повышенному расходу деталей, а также необоснованному и преждевременному проведению ремонта двигателя, потому что остаточный ресурс двигателя определяется со слов механизатора.
В зимний период в мастерской скапливается большое количество машин.
Контроль качества отремонтированных машин проводит непосредственно заведующий мастерской.
Во время приемки машины в ремонтную мастерскую никакого контроля за комплектацией машины не производится, так как основной ремонт производится самим механизатором, и механизатор сам заинтересован в комплектации машины.
На рабочем месте контролера должны быть альбомы технологических карт на ремонт машин и агрегатов. В ремонтной мастерской данная документация отсутствует. Ведомость дефектов в мастерской не заполняется. Журнала испытания и контрольного осмотра двигателей нет. При приемке трактора в ремонт должен открываться заказ на приемку машины в ремонт.
Таким образом, все отмеченные недостатки по техническому контролю за ремонтом техники должны быть устранены в проектируемом разделе.
Выводы
Ремонт сельскохозяйственной техники – это сложный и трудоемкий процесс. Качественный и экономически-эффективный ремонт возможен только в хорошо оснащенной мастерской.
Для постановки ремонтного производства на должный уровень необходимо выполнить следующее:
1. Организовать отделение дефектовки и комплектовки, оснащенное необходимым оборудованием.
2. Организовать рабочие места для ремонта и наплавки валов.
3. Организовать окраску отремонтированной техники. Ремонт сельскохозяйственной техники проводится непосредственно в мастерской.
4. Организовать рабочие места по ремонту дисковых борон. В настоящее время ремонт проводится в мастерской с плохим оснащением оборудованием и необходимым инструментом.
5. Приобрести недостающее оборудование необходимое для выполнения текущего ремонта.
6. Приобрести оборудование необходимое для проведения работ по восстановлению деталей.
7. Организовать участок для выполнения работ по восстановлению деталей.
2. Обоснование мероприятий по совершенствованию организации технического сервиса
2.1 Расчет программы работ технического сервиса на расчетный период
В ремонтной мастерской хозяйства проводятся текущие, и внеплановые ремонты машинно-тракторного парка, кроме этого в мастерской планируется проведение технических обслуживаний №3 тракторов т.к. в хозяйстве отсутствует пункт технического обслуживания. Капитальные ремонты тракторов, автомобилей и другой сложной техники производятся на ремонтно-техническом предприятии в районном центре, которое находится в 15 км от мастерской хозяйства и на других предприятиях Воронежской области.
Производственная программа и мощность ремонтного предприятия могут выражаться в физических, приведенных или условных единицах ремонта, а так же в суммарно-денежном выражении.
Существуют несколько способов определения количества ремонтно-обслуживающих воздействий и объема ремонтных работ, отличающихся трудоемкостью и точностью проведения расчетов.
В данном проекте для целей планирования капитального и текущего ремонта тракторов, комбайнов и автомобилей применен метод помашинного расчета, а для перспективного планирования ремонтов СХМ – метод группового расчета.
Помашинный метод расчета заключается в определении количества ремонтов по каждой конкретной марке машины.
Групповой метод расчета позволяет определять годовое количество и трудоемкость ремонтно-обслуживающих воздействий по группе машин на основе нормативов.
Проектируемая ремонтная мастерская предназначена для выполнения в ней текущих ремонтов:
а) тракторов: К-701 – 5 шт; Т-150 – 7 шт; МТЗ-80 – 17 шт; ДТ-75М – 10 шт; Т-70С – 2 шт; Т-25 – 1 шт.
б) комбайнов: ДОН-1500Б – 7 шт; КСК-100 – 4 шт; КС-6 – 2 шт; КПН-2,4 – 1 шт; СПС-4,2 – 3 шт.
в) автомобилей: КАМАЗ – 4 шт; ЗИЛ – 7 шт; ГАЗ – 20 шт.
В мастерской выполняется капитальный ремонт двигателей: Д-240 – 4 шт; СМД-60 – 2 шт; А-41 – 3 шт; ЗМЗ – 1 шт; ЗИЛ – 2 шт; ЯМЗ-240Б – 1 шт.
Произведя расчет получаем трудоемкость на ремонт сельскохозяйственных машин составляет 5395 чел.-ч. В число ремонтируемых СХМ входят: косилки, грабли, пресс-подборщики, БМ-6Б, картофелесажалка; культиваторы, бороны дисковые, катки сеялки, плуги, машины для протравливания семян, опрыскиватели, машины для внесения удобрений, тракторные прицепы.
Кроме того, выполняются работы по ремонту оборудования мастерской, изготовлению запасных частей, ремонту и изготовлению приспособлений и инструментов, разные заказы.
Годовой план загрузки мастерской. Определение производственной мощности мастерской в условных ремонтах
Объем работ мастерской на год, квартал или месяц выражает собой суммарную трудоемкость работ, выполняемых в этот период.
Трудоемкость работ при ремонте машин (тракторов, комбайнов, автомобилей, двигателей) одной марки определяется по программе ремонта машин и трудоемкости на ремонт одной машины данной марки и вида ремонта определяется по формуле [14]:
![]() , (2.1)
, (2.1)
где ![]() - количество ремонтируемых машин данной марки и вида ремонта, шт.;
- количество ремонтируемых машин данной марки и вида ремонта, шт.;
![]() - трудоемкость на ремонт одной машины, чел.-ч.
- трудоемкость на ремонт одной машины, чел.-ч.
Рассчитаем трудоемкость работ на ремонт одного трактора Т-150
![]()
Аналогичным образом рассчитываем трудоемкость работ всех марок тракторов, комбайнов и двигателей. Результаты расчетов в таблицу 2.1.
Таблица 2.1 Годовой план загрузки мастерской
| Месяц |
Количество рабочих дней в месяце |
Месячная трудоемкость ремонта, чел.-ч. |
| 1 |
2 |
3 |
| Январь Февраль Март Апрель Май Июнь Июль Август Сентябрь Октябрь Ноябрь Декабрь |
15 19 21 21 19 20 21 23 20 23 19 21 |
2000 2300 2600 2500 2500 2500 2600 2700 2600 2600 2500 2600 |
При составлении программы сначала подсчитываем трудоемкость по отдельным маркам и видам ремонта машин, а затем общая:
![]() , (2.2)
, (2.2)
где ![]() - трудоемкость ремонта по отдельным маркам, чел.-ч.;
- трудоемкость ремонта по отдельным маркам, чел.-ч.;
![]() - общая трудоемкость, чел.-ч. (29997 чел.-ч.)
- общая трудоемкость, чел.-ч. (29997 чел.-ч.)
Результаты расчетов смотри в годовом плане загрузки мастерской.
В общий объем мастерской включаются дополнительные (разные) работы, которые определяются в процентном отношении к общему объему работ по ремонту машин и агрегатов:
а) ремонт оборудования мастерской - 8% (1905)
б) изготовление запасных частей - 5% (1190)
в) ремонт и изготовление приспособлений и инструмента - 3% (714)
г) разные заказы колхозов, совхозов и других организаций - 10% (2381)
Для равномерного распределения работ по кварталам (или месяцам) при составлении годового плана загрузки мастерской определяется месячная трудоемкость ремонта в чел.-ч. по формуле [14]:
 , (2.3)
, (2.3)
где ![]() - суммарная годовая трудоемкость мастерской, чел.-ч.;
- суммарная годовая трудоемкость мастерской, чел.-ч.;
![]() - количество рабочих дней в году;
- количество рабочих дней в году;
![]() - количество рабочих дней в месяце.
- количество рабочих дней в месяце.
Годовое, квартальное или месячное количество рабочих дней при пятидневной рабочей неделе определяется по формуле :
![]() , (2.4)
, (2.4)
где ![]() - количество календарных дней за расчетный период;
- количество календарных дней за расчетный период;
![]() - количество выходных дней за расчетный период;
- количество выходных дней за расчетный период;
![]() - количество праздничных дней за расчетный период.
- количество праздничных дней за расчетный период.
За 2008 г. Число рабочих дней в году ![]() =251 день.
=251 день.
Аналогичным образом определяем количество рабочих дней в каждом из месяцев.
Определяем месячную трудоемкость на примере января:
![]()
Аналогичным образом проводим расчет для остальных месяцев. Результатов расчетов смотри в годовом плане загрузки мастерской (лист А1).
При распределении трудоемкости ремонта машин и агрегатов по месяцам руководствовались следующими рекомендациями:
1. Текущий ремонт СХМ проводить в 4 и в 1 кварталах – 60%, во 2 и 3 кварталах – 40%;
2. Текущий ремонт тракторов проводить в 4 и 1 кварталах – 65…75%, во 2 и 3 кварталах – 25…35%;
3. Плановый ремонт комбайнов всех видов проводить в 4 и 1 кварталах;
4. Проведение текущего ремонта автомобилей предусматривается равномерно в течение всего года;
5. Дополнительные работы, связанные с ремонтом и изготовлением технологической оснастки, изготовлением деталей для других подразделений и прочих работ планировать в 4 и 1 кварталах – 20%, во 2 и 3 кварталах – 80%.
После расчета годового объема мастерской (чел.-ч) определяется производственная мощность мастерской в условных, физических или приведенных ремонтах .
 , (2.5)
, (2.5)
где ![]() - трудоемкость условного ремонта,
- трудоемкость условного ремонта, ![]() =300 чел.-ч;
=300 чел.-ч;
![]() - коэффициент, зависящий от годовой трудоемкости мастерской, принимаем
- коэффициент, зависящий от годовой трудоемкости мастерской, принимаем ![]() =1,05.
=1,05.
Тогда
![]()
Пользуясь планом годовой загрузки мастерской строим график загрузки мастерской по месяцам.
Расчетный период выбираем по годовому плану загрузки мастерской ремонтными работами.
При равномерной загрузке за расчетный период выбираем год. При неравномерной загрузке в течение года расчет производится по наиболее загруженному периоду (кварталу, месяцу).
Так как у нас загрузка распределена равномерно по всем месяцам, то за расчетный период берем год.
Режим работы мастерской характеризуется числом рабочих дней в неделе, продолжительностью смены и количеством смен. Число рабочих дней и продолжительность смены устанавливаются в соответствии с трудовым законодательством. Количество смен устанавливается в соответствии с производственной необходимостью и программой работ.
Назначаем рабочую неделю 5 дней по 7 часов работы и шестой день субботу с пятичасовым рабочим днем. Все отделения мастерской работают в одну смену. При этом начало работы в 800 , перерыв на обед с 1200 до 1400 , конец работы в 1700 . Установленная продолжительность работы не противоречит требованиям трудового законодательства – 40 часов работы в неделю для мужчин.
Фонды времени
Фонды времени машиносборочного отделения, оборудования и рабочего определяются за расчетный период (год):
а) фонд времени машиносборочного отделения определяется по формуле [14]:
![]() , (2.6)
, (2.6)
где ![]() - количество рабочих дней в расчетном периоде;
- количество рабочих дней в расчетном периоде;
![]() - продолжительность смены, ч;
- продолжительность смены, ч;
![]() - количество смен.
- количество смен.
![]()
б) фонд времени оборудования:
![]() , (2.7)
, (2.7)
где ![]() - действительный фонд времени оборудования;
- действительный фонд времени оборудования;
![]() - номинальный фонд времени оборудования рассчитывается аналогично фонду времени любого отделения по формуле 2.6;
- номинальный фонд времени оборудования рассчитывается аналогично фонду времени любого отделения по формуле 2.6;
![]() - коэффициент, учитывающий простои оборудования в ремонте,
- коэффициент, учитывающий простои оборудования в ремонте, ![]() =0,95
=0,95
![]()
в) фонды времени рабочего
![]() , (2.8)
, (2.8)
![]()
![]() - номинальный фонд времени рабочего.
- номинальный фонд времени рабочего.
Определим действительный фонд времени рабочего, который учитывает невыходы на работу по болезни и другим уважительным причинам, в том числе отпуск.
![]() , (2.9)
, (2.9)
где ![]() - действительный фонд времени рабочего, ч;
- действительный фонд времени рабочего, ч;
![]() - коэффициент, учитывающий невыходы на работу по уважительным причинам, принимаем
- коэффициент, учитывающий невыходы на работу по уважительным причинам, принимаем ![]() =0,92
=0,92
![]()
Такт выпуска машин из ремонта (Такт производства)
Такт производства – это время, через которое выпускают из мастерской одну отремонтированную машину.
Определим количество приведенных ремонтов [14]:
 , (2.10)
, (2.10)
где ![]() - количество приведенных ремонтов;
- количество приведенных ремонтов;
![]() - суммарная трудоемкость по ремонту машин за расчетный период, чел.-ч.;
- суммарная трудоемкость по ремонту машин за расчетный период, чел.-ч.;
![]() - трудоемкость текущего ремонта трактора МТЗ-80, к которому делается приведение, так как трудоемкость всех тракторов данной марки максимальная, чел.-ч.
- трудоемкость текущего ремонта трактора МТЗ-80, к которому делается приведение, так как трудоемкость всех тракторов данной марки максимальная, чел.-ч.
![]() машины
машины
Определяем такт выпуска машин из ремонта [14]:
 , (2.11)
, (2.11)
где ![]() - такт производства, ч.;
- такт производства, ч.;
![]() - фонд времени машиносборочного отделения за расчетный период, ч.;
- фонд времени машиносборочного отделения за расчетный период, ч.;
![]() - количество ремонтируемых машин, шт.
- количество ремонтируемых машин, шт.
![]()
2.2 Расчет персонала службы технического сервиса
Определим общее списочное количество производственных рабочих мастерской по формуле [14]:
 , (2.12)
, (2.12)
где ![]() - общее списочное количество производственных рабочих мастерской, чел.;
- общее списочное количество производственных рабочих мастерской, чел.;
![]() - общая трудоемкость мастерской за расчетный период, чел.-ч.;
- общая трудоемкость мастерской за расчетный период, чел.-ч.;
![]() - действительный фонд времени рабочего за тот же расчетный период, ч
- действительный фонд времени рабочего за тот же расчетный период, ч
![]()
Определяем явочное количество производственных рабочих мастерской [14]:
 , (2.13)
, (2.13)
где ![]() - явочное количество производственных рабочих мастерской, чел.;
- явочное количество производственных рабочих мастерской, чел.;
![]() - номинальный фонд времени рабочего за расчетный период, ч.
- номинальный фонд времени рабочего за расчетный период, ч.
![]()
Для машиноремонтного отделения расчет рабочих производится по 24 рабочим местам по формуле [14]:
![]() , (2.14)
, (2.14)
где ![]() - количество рабочих на данном n-ом рабочем месте;
- количество рабочих на данном n-ом рабочем месте;
![]() - трудоемкость на данном n-ом рабочем месте, чел.-ч;
- трудоемкость на данном n-ом рабочем месте, чел.-ч;
![]() - такт производства, ч.
- такт производства, ч.
Рассчитаем количество рабочих на примере первого рабочего места
![]()
Расчет производственных рабочих ремонтно-механического отделения
Для определения количества рабочих необходимо знать трудоемкость каждого вида работ, выполняемых в этом отделении за расчетный период. В отделении выполняются слесарные, станочные, сварочные и кузнечные работы, связанные с ремонтом машин, оборудования, изготовлением запасных частей, ремонтом и изготовлением инструмента, выполнением различных заказов.
Трудоемкость перечисленных видов работ, связанных с ремонтом машин, определяется путем перемножения трудоемкостей соответствующего вида работ, связанных с ремонтом машин, на количество приведенных ремонтов в расчетном периоде. Результаты расчетов заносим в таблицу 2.2.
Таблица 2.2. Трудоемкость работ по ремонту машин, выполняемых в ремонтно-механическом отделении
| Виды работ |
Марка приведенной машины |
Ко-во приведенных машин |
Трудоемкость на одну машину, чел.-ч. |
Всего на машину, чел.-ч. |
Всего на программу, чел.-ч. |
||||
| разряды |
|||||||||
| I |
II |
III |
IV |
V |
|||||
| 1.Слесарные |
МТЗ-80 |
143 |
- |
1,49 |
1,11 |
1,29 |
- |
3,89 |
556 |
| 2.Станочные |
- |
- |
5,58 |
4,68 |
- |
10,26 |
1467 |
||
| 3.Сварочные |
- |
- |
3,61 |
0,27 |
- |
3,88 |
555 |
||
| 4.Кузнечные |
- |
0,92 |
- |
0,92 |
- |
1,84 |
263 |
||
Трудоемкость дополнительных ремонтных работ, выполняемых в ремонтно-механическом отделении, определяется в процентах от общей трудоемкости данного наименования дополнительных ремонтных работ за расчетный период. Результаты расчетов заносим в таблицу 2.3.
Таблица 2.3. Процентное содержание и трудоемкость дополнительных (разных) ремонтных работ по их видам
| Наименование работ |
Виды работ |
|||||||||
| Слесарные |
Станочные |
Сварочные |
Кузнечные |
Всего, чел.-ч |
||||||
| % |
чел.-ч |
% |
чел.-ч |
% |
чел.-ч. |
% |
чел.-ч |
|||
| 1.Ремонт оборудования |
73 |
1391 |
20 |
381 |
3 |
57 |
4 |
76 |
1905 |
|
| 2.Изготовление запчастей |
10 |
119 |
80 |
952 |
5 |
59,5 |
5 |
59,5 |
1190 |
|
| 3.Ремонт и изготовление инструмента |
60 |
428 |
30 |
214 |
5 |
36 |
5 |
36 |
714 |
|
| 4.Разные заказы |
30 |
714 |
30 |
714 |
20 |
476 |
20 |
476 |
2381 |
|
После определения трудоемкости по видам работ составляем сводную таблицу трудоемкостей по всем видам и наименованиям работ, выполняемых в ремонтно-механическом отделении.
Таблица 2.4. Сводная таблица трудоемкостей в ремонтно-механическом отделении, чел.-ч.
| Наименование работ |
Трудоемкость по видам работ |
|||
| слесарные |
станочные |
сварочные |
кузнечные |
|
| Ремонт оборудования |
1391 |
381 |
57 |
76 |
| Ремонт машин |
556 |
1467 |
555 |
263 |
| Изготовление запасных частей |
119 |
952 |
59,5 |
59,5 |
| Ремонт и изготовление инструмента |
428 |
214 |
36 |
36 |
| Разные заказы |
714 |
714 |
476 |
476 |
| Всего |
3208 |
3728 |
1183,5 |
910,5 |
Определяем списочное число рабочих для выполнения каждого вида работ в ремонтно-механическом отделении [14]:
 , (2.15)
, (2.15)
где ![]() - списочное число рабочих, чел.;
- списочное число рабочих, чел.;
![]() -трудоемкость данного вида работ по ремонтно-механическому отделению, чел.-ч.;
-трудоемкость данного вида работ по ремонтно-механическому отделению, чел.-ч.;
![]() - действительный фонд времени рабочего, ч.
- действительный фонд времени рабочего, ч.
![]() , принимаем 2 чел.;
, принимаем 2 чел.;
![]() , принимаем 2 чел.;
, принимаем 2 чел.;
![]() , принимаем 1 чел.;
, принимаем 1 чел.;
![]() , принимаем 1 чел.
, принимаем 1 чел.
Определяем явочное количество рабочих [14]:
 , (2.16)
, (2.16)
где ![]() - номинальный фонд времени рабочего, ч.
- номинальный фонд времени рабочего, ч.
![]() , принимаем 2 чел., II разряд;
, принимаем 2 чел., II разряд;
![]() , принимаем 2 чел., III разряд;
, принимаем 2 чел., III разряд;
![]() , принимаем 1 чел., III разряд;
, принимаем 1 чел., III разряд;
![]() , принимаем 1 чел., IV разряд.
, принимаем 1 чел., IV разряд.
Определение среднего разряда производственных рабочих
Для контроля правильности установления разряда рабочих по рабочим местам и в дальнейшем для исчисления затрат на заработную плату определяется средний разряд производственных рабочих по формуле [14]:
![]() , (2.17)
, (2.17)
где ![]() - средний разряд производственных рабочих соответствующего разряда;
- средний разряд производственных рабочих соответствующего разряда;
![]() …
…![]() - количество производственных рабочих;
- количество производственных рабочих;
![]() …
…![]() - количество единиц в каждом разряде;
- количество единиц в каждом разряде;
![]() - общее явочное количество производственных рабочих.
- общее явочное количество производственных рабочих.
![]()
Для мастерских РТП общего назначения средний разряд производственных рабочих на ремонте тракторов составляет 3,5-3,7.
Расчет численности персонала мастерской по категориям
Определим количество вспомогательных рабочих [16]:
![]() , (2.18)
, (2.18)
где ![]() - количество вспомогательных рабочих, чел.;
- количество вспомогательных рабочих, чел.;
![]() - списочное число производственных рабочих, чел.
- списочное число производственных рабочих, чел.
![]() ,
,
Принимаем 2 человека.
Определяем количество инженерно-технических работников (ИТР)
![]() , (2.19)
, (2.19)
где ![]() - количество инженерно-технических работников, чел.
- количество инженерно-технических работников, чел.
![]()
Принимаем 2 человека.
Определяем количество служащих
![]() , (2.20)
, (2.20)
![]()
Принимаем 1 человека.
Определяем количество младшего обслуживающего персонала (МОП)
![]() , (2.21)
, (2.21)
![]()
Принимаем 1 человека.
Определяем весь штат ремонтной мастерской
![]() , (2.22)
, (2.22)
![]()
2.3 Расчет базы технического сервиса
Расчет и подбор оборудования, выбор подъемно-транспортных средств. Предусматриваемые средства механизации производственного процесса
Определяем количество металлорежущих станков [5]:
![]() , (2.23)
, (2.23)
где ![]() - количество металлорежущих станков;
- количество металлорежущих станков;
![]() - трудоемкость станочных работ, чел.-ч.;
- трудоемкость станочных работ, чел.-ч.;
![]() - действительный фонд времени оборудования, ч;
- действительный фонд времени оборудования, ч;
![]() - коэффициент использования станков, принимаем
- коэффициент использования станков, принимаем ![]() =0,9
=0,9
![]() , принимаем 2 станка
, принимаем 2 станка
Общее количество станков распределяется по типам в процентном соотношении:
токарные станки -50%
сверлильные станки – 25%
фрезерные станки – 15%
шлифовальные станки – 10%.
В количестве 1-го станка принимаем следующие: токарный, сверлильный.
Определяем количество моечных машин для мойки деталей [5]:
![]() , (2.24)
, (2.24)
где ![]() - количество моечных машин;
- количество моечных машин;
![]() - общая масса деталей одного объекта, которая должна промываться в моечной машине, кг;
- общая масса деталей одного объекта, которая должна промываться в моечной машине, кг;
![]() - часовая производительность моечной машины, кг/ч;
- часовая производительность моечной машины, кг/ч;
![]() - такт выпуска машин из ремонта, ч;
- такт выпуска машин из ремонта, ч;
![]() - коэффициент использования моечной машины, принимаем
- коэффициент использования моечной машины, принимаем ![]() =0,9.
=0,9.
![]()
Принимаем одну моечную машину М-107.
Определяем количество испытательных стендов [5]:
![]() , (2.25)
, (2.25)
где ![]() - количество испытательных стендов;
- количество испытательных стендов;
![]() - продолжительность обкатки и испытания данного объекта, ч;
- продолжительность обкатки и испытания данного объекта, ч;
![]() - коэффициент, учитывающий возврат объектов для повторной обкатки и испытания, принимаем
- коэффициент, учитывающий возврат объектов для повторной обкатки и испытания, принимаем ![]() =1;
=1;
![]() - такт выпуска машин из ремонта;
- такт выпуска машин из ремонта;
![]() - коэффициент использования стенда, принимаем
- коэффициент использования стенда, принимаем ![]() =0,9.
=0,9.
![]()
Принимаем один испытательный стенд.
Остальное оборудование и подъемно-транспортные средства выбираются исходя из принятого производственного процесса и объема выполняемых работ.
Проверочный расчет площади мастерской
Определим площадь производственных отделений мастерской по количеству производственных рабочих [5].
![]() , (2.26)
, (2.26)
где ![]() - явочное количество рабочих;
- явочное количество рабочих;
![]() - удельная площадь, приходящаяся на одного рабочего, м2
.
- удельная площадь, приходящаяся на одного рабочего, м2
.
Определим площадь участка наружной мойки:
![]()
Аналогичным образом производим расчет площадей всех участков, результаты расчетов приведены в таблице 4.
Таблица 4. Площадь производственных отделений и участков мастерской
| Наименование отделений и участков |
Площадь, м2 |
| 1. Отделение наружной мойки |
36 |
| 2. Машиносборочное отделение |
190 |
| 3. Шлифовальное отделение |
20 |
| 4. Помещение подсобное |
5 |
| 5. Разборочно-моечное |
37 |
| 6. Мотороремонтное |
33 |
| 7. Отделение обкатки и испытания двигателей |
26 |
| 8. Инструментальная |
16 |
| 9. Кладовая |
13 |
| 10. Коридор |
12 |
| 11. Нормировочная |
5 |
| 12. Вулканизационное |
14 |
| 14. Отделение окраски |
36 |
| 14.Санбытузел |
21 |
| 15. Слесарно-механическое |
22 |
| 16. Аккумуляторное |
14 |
| 17. Ремонта электроаппаратуры |
14 |
| 18. Ремонта и регулировки тепловой аппаратуры |
14 |
| 19. Слесарное |
24 |
| 20. Сварочное |
23 |
| 21. Трансформаторная |
12 |
| 22. Кузнечное |
24 |
| Итого |
611 |
Площади вспомогательных помещений: диспетчерская, санбытузла и др. для укрупненных расчетов при проектировании принимаем в процентном соотношении от производственной площади мастерской.
Принимаем следующие площади:
диспетчерской – 6 м2
санбытузла вместе с коридором и подсобным помещением– 31 м2 .
Общая площадь мастерской составляет
![]()
Компоновка цехов и отделений и обоснование размещения рабочих мест
После расчета площадей производственных отделений и других вспомогательных помещений производим их компоновку в одном здании мастерской. Устанавливаем взаимное расположение и конфигурацию площадей всех отделений, а затем на плане мастерской расстанавливаем оборудование [18].
При общей планировке отделений и рабочих мест необходимо обеспечивать правильную технологическую последовательность процесса ремонта машин и наиболее короткие, без обратных движений пути грузопотоков.
Необходимо обеспечить прямоточность, производительность процесса. Разборочно-моечное, регулировочное и окрасочное отделения должны быть изолированы от других отделений. Отделения кузнечное, сварочное, окрасочное, нужно сосредотачивать и располагать у наружных стен в непосредственной близости друг от друга. Вспомогательные помещения располагать в боковых пролетах. Ширину проходов у термических печей горнов и других нагревательных устройств должна быть не менее 1,5 м. Ширину центрального пролета здания выбирают кратной 3 м и соответственно размерам стандартных кран-балок и стройматериалов.
В машиносборочном отделении основной проезд принимают шириной не менее 3 м. План мастерской вычерчивается в масштабе 1:50.
Каждому типу станка, стенда или другому оборудованию дается условное графическое обозначение в масштабе плана мастерской.
Выбранное оборудование нужно располагать в отделениях так, чтобы поток деталей совпадал с технологическим процессом.
К плану мастерской с расстановкой оборудования составляется спецификация по ГОСТ 2104-68
Организация контроля качества ремонта машин
Под качеством выпускаемой продукции понимается полное соответствие восстановленных деталей, отремонтированных узлов, агрегатов и машин техническим условиям, типовой технологии и по ГОСТам.
Основными объектами контроля в мастерской являются:
1) поступающие в ремонт машины, агрегаты и сборочные единицы;
2) детали, восстанавливаемые в своем предприятии;
3) комплектуемые, собираемые, отремонтированные агрегаты, узлы, механизмы, сопряжения;
4) ремонтные материалы, заготовки в виде литья, запасные детали, получаемые со стороны;
5) станочное, подъемно-транспортное и другое оборудование, приборы, инструменты и т.п..
В ремонтных мастерских хозяйств контроль за качеством ремонта машин, агрегатов, сборочных единиц и других объектов осуществляет инженер-контролер. В тех мастерских, где нет контролера, функции выполняет заведующий мастерской.
Формы организации технического контроля:
- зависимый контроль;
- независимый контроль;
- самоконтроль.
Виды технического контроля:
1. Контроль по назначению, в который входит: предварительный контроль, систематический контроль, промежуточный контроль – состоит из пооперационного контроля, группового контроля; окончательны контроль; летучий контроль; целевой контроль.
2. Контроль по месту выполнения. В него входят стационарный контроль; подвижный контроль.
3. Контроль по степени охвата деталей. В него входят сплошной контроль; выборочный контроль; периодический контроль
Методы контроля:
а) осмотр;
б) проверка на ощупь;
в) ослушивание;
г) проверка с помощью универсальных инструментов;
д) испытание;
е) физические методы контроля.
Документации технического контроля.
Рабочее место контролера обеспечивается не только измерительными приборами и инструментом, но и необходимой документацией. На рабочем месте контролера должны быть альбомы технологических карт на ремонт машин, агрегатов, сборочных единиц, механизмов, сопряжений; инструкции по техническому контролю; ведомость дефектов; журнал испытания и контрольного осмотра двигателей; журнал регистрации машин поступивших в ремонт и другая документация.
2.4 Обоснование принципов организации технического сервиса
В условиях развития рыночных отношений и становления многоукладности сельского хозяйства при организации ремонта машин преобладающей становится система, основанная на взаимном экономическом интересе ремонтных предприятий и сельских товаропроизводителей, а также на полной свободе взаимоотношений сторон, участвующих в производственном процессе. Она базируется на следующих принципах:
ремонтное производство строится исходя из признания приоритета сельского товаропроизводителя, т. е. организация ремонта машин и оборудования ориентируется на его интересы и его эффективную производственную деятельность;
ремонт машин и оборудования организуют с учетом региональных особенностей их использования. К ним относятся почвенно-климатические условия, влияющие на ресурс машин; продолжительность сельскохозяйственного года; обеспеченность хозяйств региона ремонтно-обслуживающей базой, кадрами механизаторов и ремонтников; размеры хозяйств, эксплуатирующих машины; мощности специализированной ремонтной базы; наличие и состояние сети дорог; плотность размещения машин на территории региона и др.;
организация ремонта предполагает необходимость учета особенностей конструктивно-технологического исполнения машин. Это значит, что при разделении машины на конструктивно законченные, самостоятельные части можно вести их ремонт независимо от нее самой в условиях применения простого оборудования. Широко внедряют агрегатный ремонт, способствующий снижению простоев машин по техническим причинам;
обеспечение экономической заинтересованности в ремонте машин всех участников сельскохозяйственного производства: владельцев машин, ремонтно-технических предприятий, заводов-изготовителей машин и запасных частей к ним. Это обусловлено экономической целесообразностью ремонта как способа возобновления работоспособности и ресурса машин; соблюдение приоритета владельцев в выборе исполнителей ремонта своих машин. Реализация приоритета возможна при наличии рынка услуг. В связи с этим структура ремонтно-обслуживающей базы должна представлять собой разветвленную сеть ремонтно-обслуживающих предприятий, предполагающую здоровую конкуренцию за потребителя услуг;
обеспечение оптимальности распределения работ по техническому обслуживанию и ремонту машин между подразделениями ремонтно-обслуживающей базы. Она основана на учете экономических, технических и организационных факторов. Критерием оптимальности при сравнении различных вариантов служат совокупные затраты;
обеспечение оптимальности пропорций между производством новых машин, запасных частей к ним и ремонтно-обслуживающим производством. Соотношение между производственными мощностями, занятыми изготовлением новых машин, запасных частей к ним, и предприятиями, выполняющими работы по ремонту и техническому обслуживанию, относится к определяющему фактору развития технического сервиса и зависит от надежности выпускаемых машин;
создание условий для экономической заинтересованности заводов-изготовителей в сервисе своей продукции. Предусматриваются обязательное участие предприятий — изготовителей машин и оборудования в организации фирменного ремонта, их сотрудничество с ремонтно-техническими предприятиями АПК всех уровней;
обеспечение органического единства организации ремонта машин со всеми вопросами технического сервиса. Это обусловлено тем, что ремонт машин — одна из основных составляющих общей структуры технического сервиса. [26]
2.5 Обоснование структуры службы технического сервиса
Структура, размеры и функции объектов ремонтно-обслуживающей базы (РОБ) обусловлены работами, выполняемыми при обслуживании и ремонте машин. Анализ этих работ показывает, что они должны быть централизованными и децентрализованными. Часто повторяющиеся и технически несложные виды работ, не требующие оборудования, сложных приборов, выполняют на местах работы или хранения машин и оборудо-
вания (или вблизи от них) без вывода из эксплуатации (передвижные ремонтные мастерские, агрегаты ТО, пункты технического обслуживания, базы снабжения, магазины).
Для выполнения технологически сложных ремонтных работ необходимо иметь предприятия более высокой оснащенности (центральные ремонтные мастерские, станции технического обслуживания, цехи по ремонту сложных машин, мастерские общего назначения и др.) с частичным выведением машин и оборудования из эксплуатации.
Ремонтные и другие работы высокой сложности (восстановление деталей) следует выполнять на предприятиях с высокой оснащенностью производства, соответствующей специализацией рабочих и инженерно-технических работников.
Эти обстоятельства обусловили построение трехзвенной структуры РОБ, определили функции каждой структурной единицы, а выявленные объемы ремонтно-обслуживающих и других сервисных работ — размеры и размещение объектов базы.
Главное назначение РОБ — максимальное удовлетворение потребностей сельского товаропроизводителя, а также предприятий перерабатывающих отраслей АПК в поддержании и восстановлении работоспособности машин и оборудования. Ремонтно-обслуживающая база должна отличаться многообразием исполнителей и производств, обеспечивать создание рынка услуг, противодействовать монополизму в выполнении работ технического сервиса.
Ремонтно-обслуживающая база сельскохозяйственных предприятий состоит из объектов на центральной усадьбе, в отделениях, бригадах, на фермах, а также в виде передвижных средств ТО и ремонта.
Ремонтно-обслуживающая база на центральной усадьбе хозяйства в своем составе должна содержать четыре технологических сектора.
Сектор ТО и ремонта сельскохозяйственной техники включает в себя: центральную ремонтную мастерскую (ЦРМ), открытые площадки и навесы для ремонта сельскохозяйственных машин, материально-технический склад с площадкой для погрузки и выгрузки, площадки (или помещение) для наружной очистки машин.
Ремонтная мастерская может быть размещена в нескольких зданиях. В ее состав кроме основных отделений (механического, кузнечного, сварочного и т. п.) входят посты ТО и диагностирования тракторов и комбайнов, а также разборочно-сборочное отделение.
При недостатке площади в мастерской ремонт крупногабаритных машин (комбайнов) проводят в отдельных помещениях (цехах).
Сектор длительного хранения (машинный двор) включает в себя: закрытые помещения (гаражи), навесы, площадки для хранения машин, рабочих органов, подъемно-транспортного оборудования, для сборки вновь поступивших машин и разборки списанных; помещения для хранения деталей, сборочных единиц, агрегатов, снятых с машин на период их хранения.
На машинном дворе организуют хранение машин и оборудования, подготовленных к работе, специальных машин общехозяйственного назначения, тракторов, комбайнов и других сложных машин, подлежащих ремонту в ЦРМ.
Сектор межсменной стоянки и ТО автомобилей содержит открытые площадки и отапливаемые гаражи. На межсменной стоянке находится техника специализированных отрядов и других механизированных подразделений, базирующихся на центральной усадьбе.
Сектор хранения и выдачи нефтепродуктов состоит из резервуаров для хранения нефтепродуктов, устройства для залива топлива в цистерны заправочных агрегатов и постов заправки машин. [26]
Выводы
В данном разделе проекта был произведен расчет программы технического сервиса базы.
В результате расчетов мы получили:
- общая трудоемкость составила 29997 чел.-ч.
- трудоемкость по мастерской составила 23807 чел.-ч.
- мощность мастерской составила 105 условных ремонтов
- списочное количество рабочих – 25 человек
- явочное количество рабочих – 19 человек
Также из проведенного расчета видно, что площадь необходимая для мастерской составляет 611 м2 , а фактическая площадь мастерской составляет 648 м2 , т.е дополнительное строительство не требуется.
3. Разработка технологического процесса восстановления вала диска БДТМ
3.1 Анализ условий работы вала
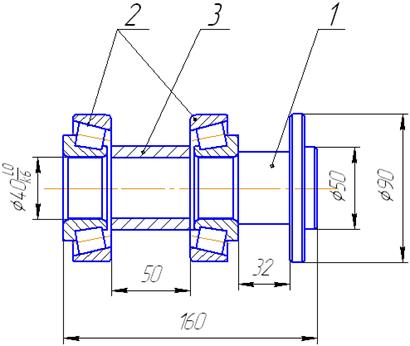
Рис. 3.1.
Вал (поз. 1) БДТМ при работе испытывает как циклические так и ударные нагрузки. Вал вращается на двух конических роликовых подшипниках (поз.2, 3). Вал с подшипниками помещен в корпус, который является частью стойки бороны. Между подшипниками имеется разделительная проставка (поз. 3). Зазор в подшипниках регулируется при помощи регулировочных шайб, которые подкладываются под крышку.
Установка конических роликовых подшипников связана с тем, что на вал в процессе работы бороны воздействуют и большие осевые нагрузки.
3.2 Анализ износного состояния
Рис. 3.2. Вал БДТМ
Основными видами дефектов вала являются износ посадочных поверхностей 1 и 2 под подшипники.
Основными видами износа вала является: механический В данном случае разновидностью механического износа, которому подвергается вал, является абразивный – в результате воздействия твердых тел или частиц.
Вал изготовлен из стали 40Х.
Посадочные поверхности под подшипники восстанавливаются осталиванием. При износе более 0,4 мм применяют вибродуговую наплавку или напыление металлических порошков. Изношенные шлицевые поверхности восстанавливаются автоматической наплавкой порошковой проволокой, вибродуговой наплавкой.
3.3 Обоснование рационального способа восстановления
Учитывая нагрузочные и температурные параметры работы вала, его физико-механические свойства, величину износа, делаем вывод о том, что для восстановления поверхностей под подшипники вала могут быть рекомендованы способы:
- наплавка в углекислом газе;
- хромирование;
- газовая наплавка.
Рассчитаем стоимость восстановления каждым способом по формуле:
![]() ,(3.1)
,(3.1)
где S – площадь восстанавливаемой поверхности;
Суд – удельная себестоимость, руб./м2 .
Целесообразно применение того или иного способа восстановления при выполнении условия:
![]() ,(3.2)
,(3.2)
где Кд – коэффициент долговечности для применяемых способов восстановления.
Кд = 0,8-0,85 - наплавка в углекислом газе;
Кд = 0,9-1,0 - хромирование;
Кд = 0,85-1,0 - газовая наплавка.
Суд = 70000 руб./м2 - наплавка в углекислом газе;
Суд = 90000 руб./м2 - хромирование;
Суд = 80000 руб./м2 - газовая наплавка.
![]() ,(3.3)
,(3.3)
![]()
Наплавка в среде углекислого газа:
![]()
Хромирование:
![]()
Газовая наплавка:
![]()
Наплавка в среде углекислого газа:
![]()
Хромирование:
![]()
Газовая наплавка:
![]()
Согласно условию ![]() , мы видим, что оптимальным методом восстановления является наплавка в среде углекислого газа.
, мы видим, что оптимальным методом восстановления является наплавка в среде углекислого газа.
3.4 Разработка операционной технологии восстановления вала
В процессе работы вала возникают следующие дефекты:
- износ посадочных поверхностей под подшипник;
В дальнейшем будем рассматривать данный дефект. Учитывая условие работы и виды износа шлицевого вала, этот дефект будем устранять наплавкой в среде углекислого газа.
Наплавка проводится без последующей термической обработки, и без предварительной механической обработки. Для наплавки используется полуавтомат А-547Р. Последующая механическая обработка точение и далее шлифование. Для наплавки используется проволока 1,2 Нм-30ХГСА ГОСТ 10543-82.
Рассматриваем режимы при наплавке в среде углекислого газа.
Выбираем силу тока в зависимости от диаметра электрода и диаметра детали [таблица 5,2; 1].
Диаметр проволоки 1,1-1,2 мм.
Сила тока ![]()
Напряжение ![]()
Скорость наплавки VH , м/ч.
![]() ,(3.4)
,(3.4)
где αН – коэффициент наплавки, г/А. ч,
αН =(10÷12) г/А. ч;
J – сила тока, А;
h – толщина наплавляемого слоя, мм;
S – шаг наплавки, мм;
γ – плотность электродной проволоки, г/см3 (γ =7,85 ).
![]() ,(3.5)
,(3.5)
![]()
S =(1,6÷2,2). d пр =1,8. 1,2=2,16 мм
![]() .
.
Частота вращения детали п мин-1 :
![]() ,(3.6)
,(3.6)
![]() .
.
Скорость подачи проволоки U пр , м/ч:
![]() ,(3.7)
,(3.7)
![]()
Вылет электрода:
![]() ,(3.8)
,(3.8)
![]()
Смещение электрода l , мм:
![]() ,(3.9)
,(3.9)
![]()
Расход углекислого газа составляет 12 л/мин.
Рассчитываем норму времени, ТН :
![]() , (3.10)
, (3.10)
где Т0 – основное время:
![]() , (3.11)
, (3.11)
![]()
ТВС =(2÷4)мин
![]() , (3.12)
, (3.12)
где к – коэффициент, учитывающий долю дополнительного времени от основного и вспомогательного, %:
к=10 – для наплавки в среде СО2
![]()
ТПЗ =(16÷20)мин
![]()
Используемая марка проволоки 1,2 НП -30 ХГСА.
Механическая обработка покрытий.
Выбор режимов резания при точении.
Определим частоту вращения:
![]() ,(3.13)
,(3.13)
Скорость резания U :
![]() ,(3.14)
,(3.14)
где t – глубина резания, мм;
S – подача, мм/об;
Т – стойкость инструмента, мин [табл. 5.7; 1],
Т=60 мин ;
С=41,7 [табл. 5.8; 1];
т=0,100 [табл. 5.9; 1];
х=0,18; y =0,27 .
![]()
![]()
Рассчитываем оперативное время:
![]() ,(3.15)
,(3.15)
![]() ,(3.16)
,(3.16)
где L – расчетная длина обработки в направлении подачи, мм;
i – число проходов.
![]() ,(3.17)
,(3.17)
где l – длина обрабатываемой поверхности;
l 1 – длина врезания инструмента, мм;
![]() , т.к. φ=450
, то l
1
=
t
;
, т.к. φ=450
, то l
1
=
t
;
l 2 – длина перебега инструмента, мм;
l 2 =(2÷5)мм;
l 3 – длина проходов при взятии пробных стружек, мм;
l 3 =6 мм .
![]()
![]()
Вспомогательное время Твсп на установку и снятие детали со станка, пуск и остановку станка, подвод и отвод режущего инструмента, измерение размеров и т.п. выбираем из табл. 5.10.
Твсп =0,54мин
![]()
Выбор режимов резания при шлифовании.
Глубина шлифования t =0,015 мм.
Число проходов:
![]() ,(3.18)
,(3.18)
где Z – припуск на шлифование.
![]()
Продольная подача S , мм/об:
![]() ,(3.19)
,(3.19)
где S Д – продольная подача в долях ширины круга на один оборот детали;
ВК – ширина шлифованного круга, мм. ВК =20мм .
При круглом шлифовании S зависит от вида шлифования:
![]() ,(3.20)
,(3.20)
![]()
Окружная скорость детали U Д =2 ¸ 5 м/мин :
Частота вращения детали:
![]() ,(3.21)
,(3.21)
где D – диаметр детали.
![]()
Скорость продольного перемещения стола V ст ,
![]() ,(3.22)
,(3.22)
![]()
Основное время при шлифовании:
![]() ,(3.23)
,(3.23)
где L – длина шлифуемой детали, мм;
К – коэффициент.
![]() ;
;
![]() мин.
мин.
Результаты расчетов сводим в таблицу 3.1.
| Операции |
Техноло-гические пере-ходы |
Параметры обрабатываемых поверхностей |
Подача, мм/об |
Скорость резания и число оборотов шпинделя |
Основное время, мин |
Вспомогательное время, мин |
Оперативное время, мин |
Время обслуживания рабочего места, мин |
Время на отдых, мин |
Штучное время, мин |
|||||||||
| D, B мм |
l мм |
t мм |
Расчетная |
Фактическая |
Расчетная |
Фактическая |
Перехода Т1 |
Операции T0 |
Установка и снятие детали |
Управление станком |
Измерения детали |
||||||||
| V |
n |
V |
n |
||||||||||||||||
| 1 |
2 |
5 |
6 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
| 005 наплаврчная |
наплавить поверх-ность |
40 |
150 |
1,21 |
2,16 |
2,16 |
82,60 |
9,53 |
83 |
10 |
0,32 |
1,00 |
1,00 |
1,00 |
1,00 |
9,00 |
9,00 |
0,43 |
22,75 |
| 010 токарная |
точить повер-хность |
40 |
150 |
1,2 |
0,40 |
0,40 |
34,30 |
242 |
34 |
240 |
0,12 |
0,26 |
0,20 |
0,17 |
0,17 |
0,92 |
0,50 |
0,04 |
2,38 |
| 015 шлифовальная |
40 |
150 |
0,015 |
5 |
5 |
100 |
5 |
100 |
5 |
0,01 |
0,07 |
0,30 |
0,15 |
0,15 |
0,17 |
0,35 |
0,10 |
1,30 |
|
Выводы
В данном разделе дипломного проекта была проделана следующая работа:
1. Принят способ восстановления вала – в среде углекислого газа.
2. Разработан технологический процесс восстановления вала (смотри табл. 3.1.).
Для реализации технологического процесса требуется разработать устройство для наплавки валов.
4. Разработка устройства для наплавки валов
4.1 Анализ устройств для наплавки валов
Для наплавки валов промышленностью выпускается большое количество разнообразного оборудования, а именно для наплавки под слоем флюса, вибродуговой наплавке, в среде защитных газов (марок ОКС-5611, ОКС-5594 и т.п.).
Наплавочная установка включает в себя вращатель (токарный станок), обеспечивающий закрепление и вращение деталей и перемещение наплавочной головки относительно ее. Наплавочная головка состоит из механизма подачи проволоки, изменяющего ступенчато или плавно скорости подачи электрода, мундштука для подвода проволоки к детали.
Специальные наплавочные станки, создаются в институте электросварки им Е.О. Патона , используемые для наплавки детали типа "вал" (опорные катки, оси, различные валы), плоские поверхности шлицы валов, а также детали сложного профиля (зубья ведущих звездочек и т.п.).
Проведение патентного поиска по проектируемой конструкции
Целью патентного поиска является изучение технической литературы, проработка и определение авторских свидетельств, рефератных материалов, получение аналогичных материалов по исследуемой теме. Применительно к нашему исследованию была проработана литература, авторские свидетельства.
Результаты патентного поиска представлены в таблице 4.1.
Таблица 4.1. Проведение патентного поиска по проектируемой конструкции
| Предмет поиска (объект, его составные части) |
Страна выдачи и номер охранного документа, классификация и индекс |
Сущность заявленного технического решения и цели его создания (по описанию изобретения или опубликованной заявки) |
|
| 1 |
2 |
3 |
|
| Устройство для наплавки поверхностей |
СССР авт.свид. №1581502 В 23 К 9/0 |
Изобретение относится к восстановлению под номинальный размер изношенных отверстий в корпусных деталях с применением наплавки. Целью изобретения является повышение надежности конструкции, снижение ее габаритов и массы, а также расширение технологических возможностей. Устройство для наплавки внутренних поверхностей отверстий, содержащее корпус с вращающейся в нем посредством подшипников качения полой обоймой, гибкий направляющий канал с наружной винтовой резьбой и изогнутым мундштуком для подачи защитного газа и сварочной проволоки в зону наплавки, размещаемый в полой обойме соосно с ней с возможностью вращения и продольного осевого перемещения, а также механизм продольного перемещения направляющего канала типа винт – гайка. |
|
| 2.Установка для наплавки |
СССР авт.свид. №1593819 В 23 К 9/04 |
Изобретение относится к сварочной и наплавочной технике и может быть использовано для наплавки поверхностей катания крестовин железнодорожных стрелочных переводов при их восстановлении. Цель изобретения - расширение технологических возможностей, упрощение конструкции и снижение ее материалоемкости. |
|
4.2 Состав и принцип действия устройства для наплавки
За прототип разрабатываемого устройства возьмем авт.свид. №1593819 В 23 К 9/04
![]() Рисунок 4.1. Устройство для наплавки.
Рисунок 4.1. Устройство для наплавки.
Устройство работает следующим образом.
Необходимая для наплавки деталь устанавливается в шпиндель 1 и поджимается конусом упорным 3. В вилку 2 устанавливается держак от полуавтоматической или автоматической сварки. Затем выбрав необходимую частоту вращения двигателя 22 с помощью частотного преобразователя начинаем процесс наплавки.
В случае если частотным преобразователем не удается выставить нужный режим наплавки (частота вращения наплавляемого вала, скорость перемещения вилки относительно наплавляемого вала), то добиваемся этого подбором шестерен 9 и 1.
4.3 Расчет деталей устройства на прочность
Определяем потребную мощность электродвигателя по формуле [15]:
![]() (4.1)
(4.1)
где N вв – мощность на выходном валу электродвигателя, Вт;
h - общий КПД.
Общий КПД определяем по формуле [5]:
![]() (4.2)
(4.2)
где h рп – КПД ременной передачи, принимаем h рп =0,8 ;
h п – КПД одной пары подшипников, принимаем h п =0,98 ;
т – число подшипников, т=2 ;
h вп – КПД винтовой пары.
КПД винтовой пары определим по формуле [4]:
![]() (4.3)
(4.3)
где λ – угол подъема винтовой линии, принимаем λ=300 ;
ρ – приведенный угол трения.
![]()
где f – коэффициент трения стали по стали, принимаем f =0,15 .
![]()
![]()
![]()
Мощность, требуемая для перемещения устройства для наплавки, считаем исходя из следующих соображений.
Перемещение по винтовой линии рассматриваем как перемещение тела по наклонной плоскости.

Рис. 3.3. Схема сил к расчету привода механизма поворота.
Окружное усилие находим по формуле [4]
![]() (4.4)
(4.4)
где Р – сила вращающая винт – окружное усилие, Н;
Q – осевая нагрузка винтовой пары, Н. кг;
![]() (4.5)
(4.5)
где m – общая масса перемещаемых частей, принимаем m =5,5 кг;
g – ускорение свободного падения, g =9,81 м/с2 .
Находим окружное усилие
![]()
Находим крутящий момент для винта
![]() (4.6)
(4.6)
где l – длина плеча рычага, м.
![]()
где d – диаметр винта, d =30 мм.
![]()
Мощность, необходимая для вращения винта
![]() (4.7)
(4.7)
где ω – угловая скорость вращения винта, с-1 .
![]() (4.8)
(4.8)
где п – частота вращения винта, мин-1 .
Частоту вращения винта принимаем п=60 мин-1 .
![]()
![]()
Тогда
![]()
Исходя из расчетных данных, принимаем выпускаемый промышленностью двигатель АИР3УТ71В2 У1 380 В,50 Гц,IM1081 ТУ 16-88 ИАКФ.525243.008 ТУ.
Техническая характеристика электродвигателя :
N эд =75 Вт; пэ =750мин-1 ; V =380В.
Корректируем значение частоты вращения выходного вала
Расчет зубчатого зацепления.
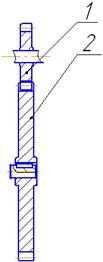
Рисунок 4.2 Зубчатое зацепление
1- колесо ведущее, 2- колесо ведомое.
Выбор материала колес и допускаемых.
Для колес принимаем сталь со средними механическими свойствами (сталь 45) с термообработкой улучшения до твердости:
- для шестеренки НВ![]() 269…302 [4]
269…302 [4]
- для колеса НВ![]() 235…262 [4]
235…262 [4]
Допускаемые контактные напряжения рассчитываются по формуле [4]:
![]() =1,8 НВ
=1,8 НВ![]() +67 (4.9)
+67 (4.9)
![]() =1,8 × 285+67 = 580 МПа
=1,8 × 285+67 = 580 МПа
![]() =1,8 × 248,5+67 = 514 МПа
=1,8 × 248,5+67 = 514 МПа
Допускаемые напряжения на изгиб рассчитываются по формуле [4]:
![]() =1,03 НВ
=1,03 НВ![]() (4.10)
(4.10)
![]() = 1,03 × 185 = 293 Мпа
= 1,03 × 185 = 293 Мпа ![]() = 1,03 × 248 = 255 Мпа
= 1,03 × 248 = 255 Мпа
Расчет межосевого расстояния.
Межосевое расстояние определяем по формуле [4]:
а
![]() =
K
=
K
![]() (U
+1)
(U
+1) , (4.11)
, (4.11)
где К
![]() = 4300.
= 4300.
К
![]() – коэффициент концентрации нагрузки;
– коэффициент концентрации нагрузки;
Т
![]() – эквивалентный момент на колесе;
– эквивалентный момент на колесе;
![]() - коэффициент ширины колеса;
- коэффициент ширины колеса;
U = 0,6 передаточное число передачи
Коэффициент концентрации нагрузки рассчитывается по формуле [4]:
К
![]() = К
= К
![]() (1 – Х
) + Х
> 1,05, (4.12)
(1 – Х
) + Х
> 1,05, (4.12)
где К
![]() – начальный коэффициент концентрации нагрузки;
– начальный коэффициент концентрации нагрузки;
Х – коэффициент режима нагрузки.
Для II-го равновероятностного режима нагружения Х =0,5 (4)
![]() = 0,5
= 0,5![]() (0,6+1) (4.13)
(0,6+1) (4.13)
Для консольного расположения колес [4]:
![]() = 0,25
= 0,25
![]() = 0,5 × 0,25 × (0,6 + 1) = 0,2
= 0,5 × 0,25 × (0,6 + 1) = 0,2
По табл. 2.3 [4]
К
![]() = 2,4
= 2,4
К
![]() = 2,4 (1 – 0,5) + 0,5 = 1,7
= 2,4 (1 – 0,5) + 0,5 = 1,7
T![]() =
K
=
K![]() × T
× T![]() (4.14)
(4.14)
K![]() =
K
=
K![]()

![]() 1, (4.15)
1, (4.15)
где К
![]() К
К
![]() - коэффициент долговечности и эквивалентности.
- коэффициент долговечности и эквивалентности.
Для II-го вида нагружения передачи по табл. 2.4 [4]
К
![]() = 0,63
= 0,63
N – число циклов нагружения за срок службы.
N
![]() – базовое число циклов нагружения передачи
– базовое число циклов нагружения передачи
N![]() = НВ
= НВ
![]() (4.16)
(4.16)
Для шестерни Н
![]() = 295
= 295![]() = 25,67 × 10
= 25,67 × 10![]()
Для колеса Н
![]() = 248
= 248![]() = 15,25 × 10
= 15,25 × 10![]()
N = 60 n × t, (4.17)
где n
![]() = 224 об/мин. – частота вращения шестерни (шпинделя);
= 224 об/мин. – частота вращения шестерни (шпинделя);
n
![]() = 371,5 об/мин. – частота вращения колеса;
= 371,5 об/мин. – частота вращения колеса;
t -срок службы передачи. Принимаем 10000.
Для шестерни N
![]() = 60 × 224 × 10000 = 134 × 10
= 60 × 224 × 10000 = 134 × 10![]()
Для колеса N
![]() =60 × 371,5 × 10000 = 223 × 10
=60 × 371,5 × 10000 = 223 × 10![]()
K![]() =
0,63
=
0,63 =1,09>1
=1,09>1
K![]() =0,63
=0,63 =1,54>1
=1,54>1
Принимаем К = 1
= 1
Т
![]() = 1 × 42 = 42 нм
= 1 × 42 = 42 нм
a
![]() = 4300(0,6+1)
= 4300(0,6+1)  = 0,099 м = 99 мм
= 0,099 м = 99 мм
Принимаем a
![]() = 100 мм
= 100 мм
Предварительные основные размеры колеса
Делительный диаметр колеса:
d
![]() =
= (4.18)
(4.18)
d
![]() =
=![]() =75 мм
=75 мм
Ширина колеса в =
= × a
× a
 = 0,25 ×160 = 25 мм
= 0,25 ×160 = 25 мм
Расчет модуля передачи.
Модуль передачи расчитывается по формуле [4]:
m
![]()
 , (4.19)
, (4.19)
где К
![]() = 5,8
= 5,8
Т
![]() = К
= К
![]() × T
× T![]() (4.20)
(4.20)
К
![]() =
K
=
K![]()
 (4.21)
(4.21)
Для II-го режима нагружения К
![]() = 0,72 [4]:
= 0,72 [4]:
К
![]() =0,72
=0,72  = 1,29 > 1
= 1,29 > 1
К
![]() =0,72
=0,72 = 1,4 > 1
= 1,4 > 1
Принимаем К
![]() =К
=К
![]() =1
=1
Т
![]() =
1 × T
=
1 × T
![]() =1 × 42 = 42 нм (4.22)
=1 × 42 = 42 нм (4.22)
m
![]()
 = 0,001 м = 1 мм
= 0,001 м = 1 мм
Принимаем m = 1 мм.
Суммарное число зубьев и угол наклона зуба.
Минимальный угол наклона зуба:
 (4.23)
(4.23)
![]()
Суммарное число зубьев:
Z
![]() =
= (4.24)
(4.24)
Z
![]() =
=![]() =198,03
=198,03
Принимаем Z
![]() = 198
= 198
Число зубьев шестерни:
Z
![]() =
=![]() (4.25)
(4.25)
Z
![]() =
= =123,75
=123,75
Принимаем Z
![]() =123.
=123.
Число зубьев колеса:
Z![]() =
Z
=
Z![]() -
Z
-
Z
![]() (4.26)
(4.26)
Z![]() = 198-123 = 75
= 198-123 = 75
Действительное передаточное число равно:
U
=
![]() (4.27)
(4.27)
U
=
![]() =0,609
=0,609
Отклонение от заданного значения составляет:
![]() U
=
U
=![]() × 100% = 1,5% < 4%, что допустимо. (4.28)
× 100% = 1,5% < 4%, что допустимо. (4.28)
Диаметры колес.
Дополнительные диаметры:
d![]() =
=
![]() (4.29)
(4.29)
d![]() =
=
![]() = 124,24 мм
= 124,24 мм
d![]() =
=![]() (4.30)
(4.30)
d
![]() =
=![]() = 75,76 мм
= 75,76 мм
Диаметры окружностей вершин:
d![]() =
d
=
d![]() +
2 m
(4.31)
+
2 m
(4.31)
d
![]() = 124,24+2 = 126,24 мм
= 124,24+2 = 126,24 мм
d![]() =
d
=
d![]() + 2m
(4.32)
+ 2m
(4.32)
d![]() = 75,76 +2 = 77,76 мм
= 75,76 +2 = 77,76 мм
Диаметры окружностей впадин:
d![]() =
d
=
d![]() -2,5m
(4.33)
-2,5m
(4.33)
d![]() = 124,24 – 2,5 + 121,74 мм
= 124,24 – 2,5 + 121,74 мм
d![]() =
d
=
d![]() -2,5m
(4.34)
-2,5m
(4.34)
d
![]() =75,76 – 2,5 = 73,26 мм
=75,76 – 2,5 = 73,26 мм
Силы в зацеплении.
Окружная сила на колесе:
F
![]() =
=![]() (4.35)
(4.35)
F![]() =
=
![]() =1109 Н
=1109 Н
Радиальная сила:
F![]() =
F
=
F![]()
![]() (4.36)
(4.36)
F
![]() = 1109
= 1109 = 408 Н
= 408 Н
Осевая сила:
F![]() =
F
=
F![]() tg
tg![]() (4.37)
(4.37)
F
![]() =1109 tg
8,1
=1109 tg
8,1![]() =158 Н
=158 Н
Проверка зубьев колес под напряжением изгиба.
Расчетное напряжение изгиба в зубьях колеса:
![]() =
= 
![]() (4.38)
(4.38)
Скорость в зацеплении:
 (4.39)
(4.39)
![]() =
=![]() =1,47 м/с
=1,47 м/с
По табл. для данной скорости рекомендуется 9-я степень точности колес, для которой К
![]() =1
=1
К![]() =К
=К![]() (1-Х
)+Х
(4.40)
(1-Х
)+Х
(4.40)
К
![]() =2,2 при
=2,2 при ![]() = 0,2
= 0,2
К![]() = 2,2(1-0,5)+0,5 = 1,6
= 2,2(1-0,5)+0,5 = 1,6
К
![]() =1,04
=1,04
Y
![]() = 1-
= 1-![]() (4.41)
(4.41)
Y
![]() = 1-
= 1-![]() = 0,94
= 0,94
Эквивалентное число зубьев косозубых колес определяем по формуле:
Z
![]() =
=![]() (4.42)
(4.42)
Z
![]() =
=![]() (4.43)
(4.43)
Z
![]() =
=![]() =127
=127
Z
![]() =
=![]() (4.44)
(4.44)
Z
![]() =
=![]() =77
=77
Y
![]() = 3,62 Y
= 3,62 Y
![]() =3,6
=3,6
F![]() =K
=K![]() F
F
![]() K
K
![]() = K
= K
 (4.45)
(4.45)
Для II-го режима нагружения
K![]() =0,72
=0,72
К
![]() =0,72
=0,72![]() (4.46)
(4.46)
К![]() =0,72
=0,72 1,29>1
1,29>1
К
![]() =0,72
=0,72![]() (4.47)
(4.47)
К![]() =0,72
=0,72 = 1,4 > 1
= 1,4 > 1
Принимаем К![]() =К
=К![]() =
1 F
=
1 F![]() =
F
=
F![]() =
1109 Н
=
1109 Н
![]() =
= =250 МПа <
=250 МПа <![]()
![]() =
=![]()
![]() (4.48)
(4.48)
![]() =250 ×
=250 × ![]() =251 МПа <[
=251 МПа <[![]() ]
]
Проверка зубьев колес по контактным напряжениям.
Расчетное контактное напряжение:
![]() =
= , (4.49)
, (4.49)
где К
 =2,7 × 10
=2,7 × 10 [4], К
[4], К
 = 1,1 [4], К
= 1,1 [4], К
 =1,05 [4], К
=1,05 [4], К
 =1,7 [4] для косозубых колес
=1,7 [4] для косозубых колес
![]() =
= =523 МПа >
=523 МПа > ![]()
Перегрузка составляет:
![]() =
=![]() × 100% = 1,7%, что допустимо.
× 100% = 1,7%, что допустимо.
Выводы
В данном разделе дипломного проекта был произведен анализ устройств для восстановления валов. Произведен патентный поиск на глубину 15 лет. Выбрана конструкция предлагаемого устройства и произведен расчет деталей устройства на прочность.
5. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Лицо, ответственное за обеспечение требований охраны труда и безопасность выполнения работ в ремонтной мастерской и его должностные обязанности
Общее руководство и ответственность за организацию и проведение работы по охране труда в мастерской, в соответствии с «Временным положением об организации работы по охране труда в системе Госагропрома РФ» от 4 июня 1996 года возлагается на заведующего мастерской.
Он обязан:
- проводить организаторскую работу по созданию здоровых и безопасных условий труда, соблюдению законодательства;
- обеспечивать выполнение стандартов, норм, правил, инструкций и указаний по вопросам охраны труда;
- приостанавливать производство работ в случаях возникновения угрозы жизни или здоровью людей;
- следить за своевременным испытанием и техническим освидетельствованием котлов, грузоподъемных машин и механизмов и другого оборудования подлежащего периодическому испытанию;
- своевременно и по установленным нормам составлять заявки на средства индивидуальной защиты и обеспечивать работающих спецодеждой, и другими средствами индивидуальной защиты;
- не допускать к эксплуатации автомобилей, тракторов, электроустановок, котлов, грузоподъемных машин и других установок и агрегатов лиц, не имеющих соответствующего удостоверения и не прошедших аттестацию, а также не достигших необходимого возраста;
- проводить все виды инструктажей на рабочем месте, кроме вводного, со всеми без исключения вновь принятым или переведенными на другую работу лицами;
- вести журнал инструктажей на рабочих местах и требовать соблюдения правил и инструкций производственной санитарии, трудовой и технологической дисциплины;
- организовать первую медицинскую помощь пострадавшим и доставку их в лечебное учреждение, принимать участие в расследовании обстоятельств и причин несчастных случаев на производстве и разработке мероприятий по их предупреждению;
- следить за состоянием производственного оборудования, вентиляционных и отопительных систем, предохранительных устройств, приспособлений, ограждений, предусмотренных правилами техники безопасности [20];
- обеспечивать работающих санитарно-бытовыми помещениями по действующим нормам;
- обеспечивать проведение паспортизации санитарно-технического состояния отделений, участков;
- организовать пропаганду охраны труда, оборудование кабинетов и уголков по охране труда;
- регулярно проводить осмотры по состоянию охраны труда в отделениях производственных участках и объектах, рассматривать состояние условий труда, техники безопасности на собраниях коллективов.
Характеристика вредных производственных факторов, влияющих на процесс ремонта машин и меры по их устранению
В процессе ремонта машин возникает ряд вредных и опасных производственных факторов, такие как: шум, запыленность, загазованность, вибрация, поражение электрическим током.
Существует много различных методов борьбы с шумом. Но наиболее эффективным считается комплексный подход к защите от шума. Он представляет собой сочетание следующих методов: уменьшение шума в источнике, изменение направленности излучения шума, акустическая обработка помещений и рациональная планировка цеха, уменьшение шума на пути. Если на рабочем месте не удается добиться существенного снижения шума, то используют средства индивидуальной защиты в виде наушников.
Основными источниками пыли и загазованности в мастерской являются участки обкатки автотранспортных двигателей и окраски.
Содержание примесей в воздухе отрицательно действует на человека и его здоровье. Поэтому очень важно, чтобы предельно допустимая концентрация вредных веществ в воздухе не была превышена. Основными мероприятиями поддержания воздушной среды в норме являются: установка вентиляционного оборудования, обеспечение рабочих средствами индивидуальной защиты.
Мероприятия по предотвращению вибраций, является организационно-технические мероприятия, снижающие ее в источнике образования путем изменения кинематической схемы привода механизма, уравновешивания масс, применение устройств, гасящих колебания. Для защиты от вибраций, передаваемых через ноги, рекомендуется использование специальных виброзащитных настилов.
Технические методы и способы защиты от поражения электрическим током при прикосновении к токоведущим частям включают применение электрической изоляции.
В сырых помещениях изоляцию проверяют не менее двух раз в год и один раз в год в сухих помещениях [20].
Расчет механической вентиляции в отделении наплавки валов.
Воздухообмен для удаления газов, выделяемых при работе двигателей определяется по формуле [20]:
![]() , (5.1)
, (5.1)
где ![]() - количество вредных веществ, выделяющегося в помещении, мг/ч;
- количество вредных веществ, выделяющегося в помещении, мг/ч;
![]() - допустимое содержание вредного вещества в помещении, мг/м3
;
- допустимое содержание вредного вещества в помещении, мг/м3
; ![]() =5 мг/м3
(окись азота);
=5 мг/м3
(окись азота);
![]() - содержание вредного вещества в приточном воздухе, принимаем
- содержание вредного вещества в приточном воздухе, принимаем ![]() =0.
=0.
Количество окислов азота при работе устройства для наплавки валов определим по формуле:
![]() , кг/ч, (5.2)
, кг/ч, (5.2)
где ![]() и
и ![]() - коэффициенты, равные:
- коэффициенты, равные: ![]() =160,
=160, ![]() =13,5;
=13,5;
![]() - объем выделяемый устройством,
- объем выделяемый устройством, ![]() =4,7 л;
=4,7 л;
![]() - объемная доля окиси азота,
- объемная доля окиси азота, ![]() =0,008;
=0,008;
![]() - время работы устройства, мин,
- время работы устройства, мин, ![]() =10 мин.
=10 мин.
![]()
Тогда воздухообмен будет равен:
![]() , (5.3)
, (5.3)
Выбираем вентилятор №3
Диаметр колеса 300 мм
Производительность 0,55![]() 3,3 тыс. м3
/ч
3,3 тыс. м3
/ч
Полное давление 160![]() 1150 Па
1150 Па
Частота вращения 1410![]() 2850 мин-1
2850 мин-1
Масса 21 кг.
Расчет естественного освещения в отделении восстановления валов.
Для расчета и нормирования естественного освещения внутри производственных помещений необходимо знать коэффициент естественной освещенности (КЕО). Нормы естественного освещения производственных помещений сводятся к нормированию (КЕО). Нормы установлены в зависимости от характеристики зрительной работы.
Расчет естественной освещенности сводится к определению суммарной площади световых проемов. Необходимая площадь световых проемов при естественном освещении определяется по формуле [20]:
![]() , (5.4)
, (5.4)
где ![]() - площадь пола помещения, м2
;
- площадь пола помещения, м2
;
![]() - нормированное значение КЕО при боковом освещении;
- нормированное значение КЕО при боковом освещении;
![]() - коэффициент, учитывающий затенение окон противостоящими зданиями и т.д;
- коэффициент, учитывающий затенение окон противостоящими зданиями и т.д;
![]() - световая характеристика окна;
- световая характеристика окна;
![]() - общий коэффициент светопропускания.
- общий коэффициент светопропускания.
![]() =22 м2
;
=22 м2
; ![]() =1,5;
=1,5; ![]() =1;
=1; ![]() =10,5;
=10,5; ![]() =0,35;
=0,35; ![]() =2.
=2.
![]()
Зная суммарную площадь световых проемов и площадь одного оконного проема, определяем требуемое количество оконных проемов:
![]() , (5.5)
, (5.5)
где ![]() - количество оконных проемов в помещении;
- количество оконных проемов в помещении;
![]() - площадь одного оконного проема, м2
.
- площадь одного оконного проема, м2
.
![]()
Принимаем один оконный проем.
Расчет искусственного освещения.
Основанием для расчета и устройства электрического освещения являются строительные нормативы и правила. В производственных помещениях обязательно наличие искусственного освещения.
При расчете искусственного освещения применяется метод светового потока. Световой поток ![]() , который должна излучать электрическая лампа рассчитывается по формуле [20]:
, который должна излучать электрическая лампа рассчитывается по формуле [20]:
![]() , (5.6)
, (5.6)
где ![]() - коэффициент запаса,
- коэффициент запаса, ![]() =1,3;
=1,3;
![]() - общая освещенность по нормам, лк;
- общая освещенность по нормам, лк; ![]() =150 лк;
=150 лк;
![]() - количество источников света, шт.;
- количество источников света, шт.;
![]() - коэффициент использования светового потока,
- коэффициент использования светового потока, ![]() =0,95;
=0,95;
![]() - коэффициент неравномерности освещенности,
- коэффициент неравномерности освещенности, ![]() =0,95.
=0,95.
Ориентировочно определяем количество источников света. Принимаем ![]() =4 шт.
=4 шт.
![]()
Выбираем лампу накаливания НГ-220-230-200 у которой ![]() =2680 лм.
=2680 лм.
Принимаем следующую схему размещения ламп накаливания в слесарно - механическом отделении
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
Рис.5.1. Схема размещения ламп накаливания в слесарно-механическом отделении.
Возможные опасные ситуации при эксплуатации устройства для наплавки валов. Технические и организационные мероприятия по их устранению
При работе с устройством могут возникнуть следующие опасные ситуации:
- поражение электрическим током;
- захват одежды приводом устройства;
- защемление конечностей;
Чтобы предотвратить опасные ситуации необходимо выполнять следующие правила техники безопасности:
- запрещается работа лиц не прошедших инструктаж по технике безопасности на данном рабочем месте;
- запрещается работа с устройством не прошедшим очередного технического освидетельствования;
- для защиты от поражения электрическим током корпус электродвигателя должен быть заземлен, а электрооборудование должно находиться в исправном состоянии;
- запрещается работа устройства без защитного кожуха на приводе ведущего вала;
Организация санитарно-бытового обслуживания
Санитарно-бытовые помещения ремонтной мастерской должны соответствовать требованиям СНиП – II-92-96.
По расчетам проекта в мастерской работает 16 производственных рабочих. В соответствии с этим производим расчет необходимых санитарно-бытовых помещений. Обеспечение санитарно-бытовыми помещениями рабочих мастерской представлено в таблице 5.1.
Таблица 5.1. Обеспечение санитарно-бытовыми помещениями рабочих мастерской
| Наименование помещений |
Норматив оборудования |
Потребное количество оборудования |
| Шкафы |
шкаф на каждого списочного рабочего |
16 |
| Умывальные |
не менее 1 крана на 10 работающих |
2 |
| Душевые |
одна душевая сетка на 15 человек |
2 |
| Уборные |
не менее 1 унитаза на 15 работающих |
2 |
| Курительные |
не менее 1 шт на 20 человек |
1 |
Данные о потребном количестве средств индивидуальной защиты приведены в таблице 5.2 согласно норм постановления «Типовые отраслевые нормы бесплатной выдачи специальной одежды, спецобуви и других СИЗ работникам сельского и водного хозяйства» [20].
Таблица 5.2. Потребное количество средств индивидуальной защиты в ремонтной мастерской
| Специальность |
Число рабочих, чел. |
Средство индивидуальной защиты |
Срок носки, мес. |
Требуемое количество, шт. |
||||
| 1 |
2 |
3 |
4 |
5 |
||||
| Заведующий мастерской |
1 |
халат х/б рукавицы комбинированные |
12 12 |
1 1 |
||||
| Слесарь ме- |
2 |
костюм х/б |
12 |
2 |
||||
| ханическо цеха |
рукавицы комбинированные ботинки кожаные |
3 12 |
8 2 |
|||||
| Кузнец |
1 |
костюм х/б рукавицы комбинированные фартук брезентовый ботинки кожаные |
12 6 дежурн. 12 |
1 2 1 1 |
||||
| Слесарь-мойщик |
1 |
фартук х/б с кислотно-защитным покрытием сапоги резиновые перчатки резиновые костюм х/б |
6 12 дежурн. 12 |
2 1 1 1 |
||||
| Моторист |
1 |
костюм х/б рукавицы комбинированные |
12 3 |
1 4 |
||||
| Токарь |
3 |
комбинезон х/б очки защитные ботинки кожаные |
12 до износа 12 |
3 3 3 |
||||
| Сварщик |
2 |
костюм брезентовый ботинки кожаные валенки рукавицы брезентовые брюки ватные куртка ватная очки защитные |
12 12 30 3 30 30 до износа |
2 2 2 8 2 2 2 |
||||
| Электрик |
1 |
резиновые перчатки комбинезон х/б |
дежурн. 12 |
1 1 |
||||
| Аккумуляторщик |
1 |
костюм х/б фартук х/б с кислотно-защитной пропиткой сапоги резиновые перчатки резиновые очки защитные |
12 дежурн. дежурн. дежурн. дежурн. |
1 1 1 1 1 |
||||
| Уборщица |
1 |
халат х/б сапоги резиновые рукавицы комбинированные |
12 12 12 |
1 1 1 |
||||
Организация пожарной безопасности в мастерской
Ремонтная мастерская относится ко второй степени огнестойкости: стены кирпичные, крыша из бетонных плит, полы бетонные, перегородки кирпичные.
Для обеспечения пожарной безопасности в мастерской должны быть разработаны противопожарные мероприятия в соответствии требованиями пожарной безопасности для мастерской.
Контроль за выполнением правил пожарной безопасности возлагается на инженерно- технического работника мастерской (заведующего мастерской), который обязан следить, чтобы дороги, проходы, проезды и места расположения пожарного инвентаря были свободны для своевременного доступа.
Пожарная ситуация в мастерской может возникнуть при замыкании проводки, неправильном хранении легковоспламеняемых жидкостей, ветоши, курении в неустановленных местах.
Вследствие этого необходимо проверять проводку не реже чем один раз в год; устанавливать предохранители и блокировочные устройства; жидкости хранить в закрытых емкостях; ежедневно убирать ветошь с рабочих мест в специальные металлические ящики; курить только в специально отведенных для этого местах.
Мастерскую необходимо обеспечить пожарным инвентарем в соответствии с ППБ 01.03. В мастерской необходимо установить ящики с песком, разместить огнетушители, оборудовать мастерскую пожарной сигнализацией, разработать схему эвакуации людей при пожаре и табель с указанием действий боевого пожарного расчета.
Потребное количество первичных средств пожаротушения сведены в таблицу 5.3.
Таблица 5.3. Инвентарь для пожаротушения внутри здания мастерской (648 м2 )
| Наименование инвентаря |
По норме, шт. |
Потребное количество, шт. |
| Противопожарные щиты |
на 600 м2 один щит |
2 |
| Ящик с песком |
на 300 м2 один ящик |
2 |
| Огнетушители: ОП-5 ОУ-5 |
не менее одного на помещение |
19 4 |
6. ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА
6.1 Цель экономического обоснования
Целью экономического обоснования является определение экономической целесообразности совершенствования организации ремонта машин. Для этого необходимо определить следующие показатели:
1. Размер дополнительных капиталовложений.
2. Себестоимость ремонта машин в проектном варианте.
3. Коэффициент эффективности и срок окупаемости дополнительных капитальных вложений.
За единицу приведенного ремонта принимается текущий ремонт трактора МТЗ - 80Л, трудоемкость которого в проектном варианте составляет 167 чел.-ч.
Все данные экономические показатели производственной деятельности существующей мастерской приведены в таблице 6.1.
Таблица 6.1. Технико-экономические показатели существующей мастерской
| Наименование показателей |
Значение |
| Общая трудоемкость работ, чел.-ч Количество приведенных ремонтов, шт. Удельная трудоемкость, чел.-ч Балансовая стоимость мастерской, руб. в т. ч. здания оборудования Себестоимость объема выполненных работ, руб. Себестоимость приведенного ремонта, руб. в т. ч. зарплата с начислениями запасные части ремонтные материалы Прочие прямые затраты Общепроизводственные затраты Общехозяйственные затраты |
29997 143 167 1569099 1425925 143174 4763645 41423 2462 25700 2957 3050 3368 3886 |
6.2 Расчет эксплуатационных затрат
Основными элементами эксплуатационных затрат в ремонтном производстве являются:
- оплата труда производственных рабочих;
- стоимость израсходованных запасных частей и материалов;
- амортизационные отчисления на основные средства производства;
- затраты на ТО и ремонт основных средств;
- стоимость израсходованных энергоресурсов;
- общепроизводительные затраты;
- общехозяйственные затраты.
Полная себестоимость ремонта машин определяется по формуле [8]:
![]() (6.1)
(6.1)
где Зпр – заработная плата производственных рабочих, руб.;
Д – затраты на запасные части, руб.;
Мр – затраты на приобретение ремонтных материалов, руб.;
Зам – амортизационные отчисления, руб.;
Ох – общехозяйственные затраты, руб.;
Оп – общепроизводственные затраты, руб.
6.3 Определение заработной платы
сервис машина наплавка вал диск
Затраты на оплату труда в расчете на единицу ремонта определяются по формуле [8]:
![]() (6.2)
(6.2)
где Зосн – основная заработная плата производственных рабочих, руб.;
К2 – коэффициент, учитывающий доплаты, К2 = 1,4;
К3 – коэффициент, учитывающий отчисления на отпуска и временную нетрудоспособность, К3 = 1,105;
К4 – коэффициент, учитывающий отчисления во внебюджетные фонды, К4 = 1,26.
Основная заработная плата определяется по формуле [8]:
![]() (6.3)
(6.3)
где Тр – трудоемкость одного приведенного ремонта, чел.-ч;
р – тарифная часовая ставка среднего разряда, руб.
![]()
![]()
6.4 Затраты на запасные части
В проектируемом варианте затраты на запасные части снижаются на 12 % за счет увеличения номенклатуры и объема восстанавливаемых деталей
[8]:
![]() (6.4)
(6.4)
где Д ф – фактические затраты на запасные части, руб.
![]()
6.5 Затраты на ремонтные материалы
Затраты на ремонтные материалы увеличиваются на 8 % в связи с необходимостью увеличения расходных материалов при ремонте [8]:
![]() (6.5)
(6.5)
![]()
6.6 Амортизационные отчисления
Годовая сумма амортизационных отчислений распределяется по объектам ремонта пропорционально трудоемкости. Затраты на амортизацию определим из соотношения [8]:
 (6.6)
(6.6)
где Бзд , Боб – соответственно балансовая стоимость зданий и оборудования;
N пр – количество приведенных ремонтов;
N отч – норма отчислений для здания – 2,5 %, для оборудования – 8 %.

6.7 Затраты на ремонт и ТО основных средств
Затраты на ТО и ремонт основных средств берутся в процентном отношении от балансовой стоимости: по зданию – 3,5 %, по оборудованию – 10 % [8]:
 (6.7)
(6.7)

6.8 Затраты на электроэнергию
Затраты на электроэнергию определяются путем деления общей стоимости израсходованной энергии на программу ремонта [8]:
 (6.8)
(6.8)
где N эл – мощность потребителей в мастерской, N эл = 108 кВт;
Кз – коэффициент загрузки оборудования, Кз = 0,85;
Ко – поправочный коэффициент на освещение, Ко = 1,2;
Сэл – стоимость 1 кВт-ч, Сэл = 1,8 руб.;
t – продолжительность работы оборудования, t = 1925 ч.

6.9 Общепроизводственные затраты
Общепроизводственные затраты принимаются в размере 8 % от суммы прямых затрат [8]:
![]() (6.9)
(6.9)
![]()
6.10 Общехозяйственные затраты
Общехозяйственные затраты принимаются в размере 12 % от суммы прямых затрат [8]:
![]()
Полная себестоимость приведенного ремонта составит:

6.11 Расчет показателей экономической эффективности
![]() (6.11)
(6.11)
где Сф – фактическая себестоимость приведенного ремонта, руб.
![]()
6.12 Расчет срока окупаемости затрат
Экономический эффект за срок реализации проекта определим по формуле [8]:
 (6.12)
(6.12)
где NS – ставка банковского процента, NS = 0,24;
Т – срок реализации, Т = 10 лет;

Дополнительное оборудование представленное в мастерской представлено в таблице 6.2.
Таблица 6.2. Перечень дополнительного оборудования
| Наименование оборудования |
Требуется, шт. |
Цена, руб. |
Итого, руб. |
| Стенд для гидравлического испытания раздельно-агргегатной системы КИ-4815М |
1 |
32600 |
32600 |
| Стенд для испытания водяных насосов КИ 13799 |
1 |
14600 |
14600 |
| Универсальный стенд для испытания масляных насосов и фильтров тракторных и комбайновых двигателейКИ-5278 |
1 |
18400 |
18400 |
| Стенд для разборки передних ведущих мостов тракторов МТЗ ОР-20407 |
1 |
46400 |
46400 |
| Пресс гидравлический для разборочно-сборочных работ ОР-1260 |
1 |
6400 |
6400 |
| Устройство для наплавки валов (конструкт.) |
1 |
31200 |
31200 |
| Итого |
149600 |
149600 |
Определим цену спроса на комплекс ресурсов реализации проекта [ ]:
 (6.13)
(6.13)

Коэффициент эффективности капитальных вложений определяется по формуле [8]:
 (6.14)
(6.14)
где Ко – капитальные вложения на дополнительное оборудование для проектируемой мастерской, руб;
 .
.
Коэффициент эффективности капитальных вложений должен быть больше ставки банковского процента, т. е. Е t >NS ; 0,364>0,2.
Определим срок окупаемости проекта [8]:
 (6.15)
(6.15)
Результаты расчетов сводим в таблицу 6.3.
Таблица 6.3. - Показатели экономической эффективности проекта
| Показатели |
Фактически |
По проекту |
+ |
– |
% |
| Программа мастерской, приведенных ремонтов |
115 |
143 |
28 |
19,5 |
|
| Себестоимость единицы ремонта, руб. |
41423 |
40772,1 |
650,9 |
1,6 |
|
| Экономический эффект за срок реализации, руб. |
3332999,5 |
||||
| Цена спроса на комплекс ресурсов для реализации, руб. |
387809,5 |
||||
| Капиталовложения на дополнительное оборудование, руб. |
149600 |
||||
| Коэффициент эффективности капитальных вложений |
0,364 |
||||
| Срок окупаемости, лет |
2,3 |
ВЫВОДЫ
В дипломном проекте дана характеристика хозяйства и производственная деятельность ремонтной мастерской, дано обоснование необходимости совершенствования организации технического сервиса машин в ремонтной мастерской.
Во втором разделе рассчитано необходимое количество производственных рабочих и необходимого оборудования, фонды времени, решены вопросы совершенствования организации технического сервиса машин ремонтной мастерской.
В дипломном проекте предложена и спроектирована конструкция устройства для наплавки валов. Выполнены необходимые прочностные расчеты элементов конструкции.
В проекте рассмотрены и решены вопросы искусственной и естественной освещенности, решены вопросы вентиляции в отделении обкатки и решены вопросы организации пожарной безопасности в ремонтной мастерской.
Поставленная цель экономической целесообразности технического перевооружения и совершенствования организации ремонта машин в ремонтной мастерской достигнута. Себестоимость ремонта снизилась на 1.6%. Экономический эффект за срок реализации составил 333299,5 руб. Коэффициент эффективности капитальных вложений равен 0,364. Срок окупаемости проекта равен 2,3 года.
ЛИТЕРАТУРА
1. Анурьев В.И. Справочник конструктора машиностроителя в 3х томах/В.И. Анурьев; 6-е изд., доп. и перераб. – М.: Машиностроение, 1982.
2. Шевченко А.И./Справочник слесаря по ремонту тракторов./Л.: Машиностроение. Ленингр. отд-ние, 1989. – 512 с.
3. Ачкасов К.А. Прогрессивные способы ремонта сельскохозяйственной техники/К.А. Ачкасов – М.: Колос, 1984.
4. Ачкасов К.А. Справочник начинающего слесаря/К.А. Ачкасов, В.П. Вегера – 2-е изд., перераб. и доп. – М.: Агропромиздат, 1987. – 352 с.
5. Бабусенко С.М. Проектирование ремонтно-обслуживающих предприятий/С.М. Бабусенко; 2-е изд., доп. и перераб. – М.: Агропромиздат, 1990. – 380 с.
6. Беляев Н.М. Сопротивление материалов, М.Наука, 1976.
7. Библиографическое оформление реферата, курсовой и дипломной работы. – Воронеж: ВСХИ, 1988. – 15 с.
8. Горланов С.А. Экономическая оценка проектных разработок в АПК: учебно-методическое пособие/С.А. Горланов, Е.В. Злобин, - Воронеж: ВГАУ, 2002. – 66 с.
9. Гуревич А.М. Тракторы и автомобили /А.М. Гуревич, Сорокин Е.М. Изд. 4-е, перераб. и доп. М. «Колос», 1978. -479 с.
10. Годовой отчет хозяйства за 2005 г.
11. Детали машин: учебник для ВТУЗов/М.Н. Иванов. – 5-е изд., доп. и перераб. – М.: Высшая школа, 1991. – 392 с.
12. Дунаев П.Ф. Конструирование узлов и деталей машин/П.Ф.Дунаев, О.П. Леликов – 4-е изд., перераб.и доп. – М.: Высшая школа, 1985.-416 с.
13. Дудников А.А. Основы стандартизации, допуски посадки и технические измерения /А.А. Дудников, - М.: Агропромиздат, 1989.
14. Косилов А.И. Методические указания по выполнения курсовых и дипломных проектов/А.И.Косилов, В.А.Иванов, А.И.Чечин – Воронеж, 1997. – 109 с.
15. Ксеневич И.П. Тракторы МТЗ-80 и МТЗ-82/И.П. Ксеневич, С.Л.Кустанович, П.Н. Степанюк и др. – 2-е изд. перераб. и доп. – М.:Колос, 1983. – 254 с.
16. Курсовое и дипломное проектирование по ремонту машин/ А.П.Смелов [и др.]; под ред. А.П. Смелова, - 3-е изд., доп. и перераб. – М.: Колос, 1984. – 240 с.
17. Кутьнов Г.М. Тракторы и автомобили. Теория и технологические свойства. – М.: Колос, 2004.-504 с.
18. Левитский И.С. Организация ремонта и проектирование с/х ремонтных предприятий / И.С. Левитский; - 3-е изд., доп. и перераб. – М.: Колос, 1977.-320 с.
19. Охрана труда в с/х: справочник / К.Н. Михайлов и др.-М.: Агропромиздат 1989.-486 с.
20. Писарев В.И. Методические указания по выполнению работ по освещенности/В.И. Писарев, А.В. Полуэктов, - Воронеж: ВГАУ, 1995. – 120 с.
21. Резниченко И.А. Методические указания по оформлению курсовых и дипломных проектов/И.А.Резниченко, В.И. Нагорнов, В.В. Спарыхин, - Воронеж: ВГАУ, 1992.-68 с.
22. Сена Л.А. Единица физических величин и их размерности/ Л.А. Сена, - 2-е изд., доп. и перераб. – М.: Наука, 1977,124 с.
23. Суворов С.Г. Машиностроительное черчение в вопросах и ответах; справочник/С.Г. Суворов, Н.С. Суворов, Н.С. Суворов. – 2-е изд., доп. и перераб. – М.: Машиностроение, 1992, -324 с.
24. Тельнов Н.Ф. Ремонт машин/Н.Ф. Тельнов. – М.: Агропромиздат, 1992.-560 с.
25. ЕСКД, ГОСТ 2.001-70, ГОСТ 2.101-68, ГОСТ 2.102-68, ГОСТ 2.104-68, ГОСТ 2.108-68, ГОСТ 2.109-73, ГОСТ 2.110-68, ГОСТ 2.113-75, ГОСТ 2.118-73. П.2.2.
26. Юдин М.И. Технический сервис машин и основы проектирования предприятий; учебник/ Юдин М.И. и др. 2007г. Кубанский ГАУ.
ПРИЛОЖЕНИЯ
Показатели экономической эффективности проекта
| Показатели |
Фактически |
По проекту |
+ |
- |
% |
| Программа мастерской, приведенных ремонтов |
115 |
143 |
28 |
19,5 |
|
| Себестоимость единицы ремонта, руб. |
41423 |
40772,1 |
650,9 |
1,6 |
|
| Экономический эффект за срок реализации, руб. |
3332999,5 |
||||
| Цена спроса на комплекс ресурсов для реализации, руб. |
387809,5 |
||||
| Капиталовложения на дополнительное оборудование, руб. |
149600 |
||||
| Коэффициент эффективности капитальных вложений |
0,364 |
||||
| Срок окупаемости, лет |
2,3 |
Дипломник Камагуров Р.Н.
Консультант Новиков В.И.
Годовой план загрузки мастерской
| Месяц |
Количество рабочих дней в месяце |
Месячная трудоемкость ремонта, чел.-ч. |
| 1 |
2 |
3 |
| Январь Февраль Март Апрель Май Июнь Июль Август Сентябрь Октябрь Ноябрь Декабрь |
15 19 21 21 19 20 21 23 20 23 19 21 |
2000 2300 2600 2500 2500 2500 2600 2700 2600 2600 2500 2600 |
Дипломник Камагуров
Руководитель Чечин