| Похожие рефераты | Скачать .docx |
Курсовая работа: Технология производства корпусной мебели
Введение
Трудно назвать какую-либо отрасль народного хозяйства, где древесина не использовалась бы в том или ином виде (натуральном или переработанном), и перечислить разнообразные изделия, в которые древесина входит составной частью. По объему использования и разнообразию применения в народном хозяйстве с древесиной не может сравниться никакой другой материал.
Древесину применяют для изготовления мебели, столярно-строительных изделий (дверей, окон, полов, паркета, панельных деревянных домов). Из нее делают элементы мостов, судов, кузовов, вагонов, тару, шпалы, спортивный инвентарь, музыкальные инструменты, спички, карандаши, бумагу, предметы обихода, игрушки, сувениры. Натуральную или модифицированную древесину применяют в машиностроении и горно-рудной промышленности; она является исходным сырьем для целлюлозно-бумажной промышленности, производства древесных плит.
Изготовление мебели является одним из основных процессов использования древесины. Для выбора той или иной породы, необходимо изучить их основные свойства.
Цель данной работы – изучение процесса технологии производства корпусной мебели.
Задачи:
- изучение видов древесины;
- выявление материалов и фурнитуры для изготовления мебели;
- изучение технологии процесса;
- описание деревообрабатывающих станков и их деталей;
- изучение техники безопасности при изготовлении мебели.
1. Применяемые материалы для изготовления корпусной мебели
1.1 Виды древесины
Внешний вид древесины определяется ее цветом, блеском, текстурой и макроструктурой.
Цвет древесине придают находящиеся в ней дубильные, смолистые и красящие вещества, которые находятся в полостях клеток.
Древесина пород, произрастающих в различных климатических условиях, имеет различный цвет: от белого (осина, ель, липа) до черного (черное дерево). Древесина пород, произрастающих в жарких и южных районах, имеет более яркую окраску по сравнению с древесиной пород умеренного пояса. В пределах климатического пояса каждой древесной породе присущ свой особый цвет, который может служить дополнительным признаком для ее распознавания. Под влиянием света и воздуха древесина многих пород теряет свою яркость, приобретая на открытом воздухе сероватую окраску.
Древесина ольхи, имеющая в свежесрубленном состоянии светло-розовый цвет, вскоре после рубки темнеет и приобретает желтовато-красную окраску. Древесина дуба, пролежавшая долгое время в воде, приобретает темно-коричневый, и даже черный цвет (мореный дуб). Меняется окраска древесины и в результате поражения ее различными видами грибов. На окраску древесины оказывает влияние также возраст дерева. У молодых деревьев древесина обычно светлее, чем у более старых. Устойчивым цветом обладает древесина дуба, груши и белой акации, самшита, каштана.
Цвет древесины имеет важное значение в производстве мебели, музыкальных инструментов, столярных и художественных изделий. Насыщенный богатством оттенков цвет придает изделиям из древесины красивый внешний вид. Цвет древесины некоторых пород улучшают, подвергая различной обработке: пропариванию (бук), протравливанию (дуб, каштан) или окрашиванию различными химическими веществами[1] .
Блеск — это способность направленно отражать световой поток. Блеск древесины зависит от ее белизны, количества, размеров и расположения сердцевинных лучей.
Особым блеском отличается древесина бука, клена, ильма, платана, белой акации, дуба. Древесина осины, липы, тополя, обладающая очень узкими сердцевинными лучами и сравнительно тонкими стенками клеток механических тканей, имеет матовую поверхность.
Блеск придает древесине красивый вид и может быть усилен полированием, лакированием, вощением или склеиванием прозрачными пленками из искусственных смол.
Текстура — рисунок, который получается на разрезах древесины при перерезании ее волокон, годичных слоев и сердцевинных лучей. Текстура зависит от особенностей анатомического строения древесины отдельных пород и направления разреза. Она определяется шириной годичных слоев, разницей в окраске ранней и поздней древесины, наличием сердцевинных лучей, крупных сосудов, неправильным расположением волокон (волнистое или путаное). Хвойные породы на тангенциальном разрезе из-за резкого различия в цвете ранней и поздней древесины дают красивую текстуру. Лиственные породы с ярко выраженными годичными слоями и развитыми сердцевинными лучами (дуб, бук, клен, карагач, ильм, платан) имеют очень красивую текстуру на радиальном и тангенциальном разрезах. Особенно красивый рисунок имеет древесина с неправильным расположением волокон (свилеватость волнистая и путаная).
Древесина хвойных и мягких лиственных пород имеет более простой и менее разнообразный рисунок, чем древесина твердых лиственных пород. При использовании прозрачных лаков можно усилить и выявить текстуру.
Текстура определяет декоративную ценность древесины, что особенно важно при изготовлении художественной мебели, различных поделок, при украшении музыкальных инструментов и др.
Запах древесины зависит от находящихся в ней смол, эфирных масел, дубильных и других веществ. Характерный запах смолы имеют хвойные породы — сосна, ель. Дуб имеет запах дубильных веществ, бакаут и палисандр — ванили. В свежесрубленном состоянии древесина обладает более сильным запахом, чем после высыхания. Ядро пахнет сильнее заболони. По запаху древесины можно определить отдельные породы.
Рассмотрим каждую породу более подробно.
Акация белая — порода от желтоватого (заболонь) до зеленовато-серого или желтовато-серого (ядро) цвета. Обладает красивой текстурой с заметными полосами, обусловленными годичными слоями: ранняя зона годичных слоев занята кольцом крупных сосудов, мелкие сосуды в поздней зоне образуют группы в виде черточек, точек или коротких извилистых линий, узкие сердцевинные лучи создают шелковистый блеск на радиальном разрезе. Древесина отличается высокой твердостью, прочностью, режется с трудом, хорошо окрашивается и отделывается.
Амарант имеет красновато-фиолетовый цвет, крупную выразительную текстуру с заметными темно-коричневыми полосами и черточками, которые образуют крупные сосуды на радиальном разрезе. Древесина плотная, твердая, после отделки становится темно-бурой с черными прожилками.
Береза обыкновенная — порода белого цвета с желтоватым оттенком. Применяется в виде лущеного шпона. Текстура, имеющая иногда муаровый рисунок и шелковистый блеск, слабо выражена. Красивую текстуру имеют наплывы березы — капы. Древесина однородна по плотности, хорошо режется, окрашивается и отделывается; имитирует красное дерево, орех, серый клен.
Береза карельская — беловато-желтого цвета с розоватым или бурым оттенком, текстура яркая, своеобразная, с рисунком в виде небольших коричневых черточек или извилин. Древесина твердая, довольно хрупкая, хорошо отделывается.
Бук имеет древесину от розовато-желтого до красновато-бурого цвета с неярко выраженными годичными слоями. Красивая текстура с блестящими крапинками на радиальном разрезе обусловлена большим количеством крупных сердцевинных лучей. На тангенциальном разрезе они создают темные тонкие штрихи. Древесина твердая, прочная, режется с трудом, хорошо окрашивается, имитируя орех, красное дерево; при лакировании почти не изменяет цвета.
Граб — порода с очень плотной древесиной беловато-серого цвета со слабо выраженной текстурой; хрупкий, часто растрескивается, режется с трудом, хорошо окрашивается. Применяют в виде мелких вставок, имитируя кость и черное дерево.
Груша имеет прочную древесину, однородную по плотности, с приятным розовато-коричневым цветом и слабо выраженной текстурой; хорошо режется и окрашивается; имитирует черное и красное дерево.
Дуб — порода с резко выраженной крупной текстурой, обусловленной хорошо заметными годичными слоями, крупными сосудами и сердцевинными лучами, образующими на радиальном разрезе светлые полоски в виде язычков пламени, а на тангенциальном - темные штрихи. Цвет древесины - от желтовато-белого до желтовато-коричневого с сероватым или зеленоватым оттенком. Древесина твердая, ломкая, режется с трудом, хорошо окрашивается протравами.
Карагач — крупнососудистая порода с хорошо видимыми годичными слоями, образующими крупную текстуру, особенно красивую на тангенциально-торцовых разрезах и в капах. Волнистые годичные слои и сердцевинные лучи создают муаровую текстуру с шелковистым блеском. Цвет древесины красновато-коричневый с зеленоватым или фиолетовым оттенком. Древесина твердая, плотная, хорошо поддается обработке.
Клен — порода с однородной по плотности, твердой и прочной древесиной, имеющая несколько разновидностей. Наиболее ценятся у мозаичников клены явор и «птичий глаз». Явор имеет желтовато-белую древесину с шелковистым блеском и слабо выраженными годичными слоями. Древесина клена хорошо окрашивается и отделывается, но режется с трудом.
Лимонное дерево — порода с твердой и хрупкой древесиной желтовато-золотистого цвета с выразительной ленточной текстурой и блестящими пятами, обусловленными свилеватостью волокон; режется с трудом, содержит эфирные масла, что необходимо учитывать при отделке.
Махагони (красное дерево) — одна из наиболее распространенных иноземных пород в современном мебельном производстве. Древесина разнообразна по цвету — от желтовато-розового до красновато-бурого, имеет выразительную ленточную текстуру с чередованием блестящих и матовых полос; крупнососудистая, твердая, при резании нередко крошится; хорошо окрашивается и отделывается.
Ольха обладает древесиной, которая в свежесрубленном состоянии белая, но на воздухе быстро приобретает красновато-бурый цвет; текстура со слабо выраженными буроватыми крапинками, пятнышками, черточками. Древесина однородная по плотности, мягкая, хорошо режется и окрашивается; имитирует красное дерево.
Орех грецкий имеет древесину, отличающуюся разнообразием цветовых оттенков — от зеленовато-серых до красновато-коричневых. Для текстуры характерны большие извилистые полосы разных оттенков, темные точки и черточки, равномерно распределенные по годичным слоям. Особенно красива древесина капов. Разновидность ореха — орех анатолийский — отличается выразительной текстурой в виде темных прямых или слегка извилистых полос на золотисто-сером фоне. Древесина плотная, прочная, хорошо режется и отделывается.
Осина — порода с мягкой и легкой древесиной белого цвета, иногда с легким зеленоватым или голубоватым оттенком; текстура слабо выражена; поверхность древесины гладкая с блеском. Древесина хорошо режется, окрашивается и отделывается.
Палисандр — южно-американская порода с древесиной пурпурно-коричневого или шоколадно-бурого цвета, с черными и темно-коричневыми полосами, иногда с фиолетовым оттенком. Текстура крупная, выразительная, с темными короткими черточками, образованными крупными сосудами. Древесина очень плотная, режется с трудом, содержит эфирные масла, затрудняющие отделку; со временем темнеет.
Платан (чинара) — ядровая порода с ядром красновато-бурого цвета и заболонью желтовато-серого цвета. Древесина с яркой крапчатой текстурой и высоким блеском на радиальном разрезе, благодаря широким сердцевинным лучам; хорошо отделывается, но режется с трудом из-за высокой твердости.
Самшит — порода с очень твердой и прочной древесиной светло-желтого цвета. Текстура с едва заметными прожилками слабо выражена. Древесина режется с трудом; имитирует кость.
Тик — порода с древесиной желтовато-бурого цвета. Текстура крупная, выразительная за счет темных, слегка волнистых полос, идущих вдоль годичных слоев, напоминает текстуру ореха; на радиальном разрезе мелкие сердцевинные лучи создают шелковистый блеск. Древесина плотная, довольно прочная и твердая, маслянистая на ощупь. Вследствие содержания эфирных масел отделка затруднена.
Ясень имеет древесину серого цвета с розоватым или желтоватым оттенком. Текстура резко выражена, рисунок в виде полос, образованных четко разграниченными годичными слоями. Древесина крупнососудистая, твердая, хрупкая, с матовой поверхностью. Режется с трудом, часто крошится по годичным слоям. Применяют для набора фона и крупных планов[2] .
1.2 Используемые материалы для изготовления
При продольном делении (распиливании) пиловочных бревен на части и продольном и поперечном раскрое полученных частей образуется пилопродукция, разновидностями которой являются пиломатериалы, заготовки, обапол, шпалы и др. (рис. 1).
Разновидностями пиломатериалов являются доски, бруски и брусья. Доски — это пиломатериалы толщиной до 100 мм, шириной более двойной толщины. Бруски — это пиломатериалы толщиной до 100 мм, шириной не более двойной толщины, т. е. до 200 мм. Брусья — пиломатериалы толщиной и шириной более 100 мм.
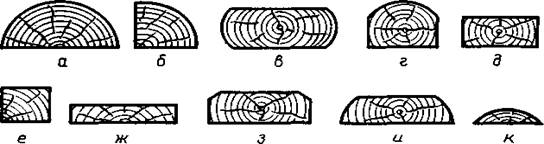 |
Рис. 1. Виды пиломатериалов:
а, б — пиломатериалы, полученные при распиловке бревна на две или четыре равные части; в — брус двухкантный; г — брус трехкантный; д — брус четырехкантный; е — брусок; ж — доска; з — шпала обрезная; и — шпала необрезная; к — обапол горбыльный
Заготовки из древесины — доски или бруски, прирезанные применительно к заданным размерам и качеству древесины деталей с соответствующими припусками на механическую обработку и, при необходимости, на усушку. Заготовки могут быть калиброванными (обработанными до заданного размера), досковыми (с шириной более двойной толщины) и брусковыми (с шириной менее двойной толщины).
По виду обработки заготовки подразделяются на пиленые, клееные и калиброванные (предварительно профрезерованные). По размерам заготовки подразделяются на тонкие (толщиной до 32 мм); толстые (толщиной более 32 мм), дисковые (толщиной 7... 100, мм и шириной более двойной толщины) и брусковые (толщиной 22...100 мм и шириной не более двойной толщины).
Клееные заготовки изготовляют переклеиванием по длине, ширине или толщине из нескольких более мелких заготовок. Номинальные размеры поперечных сечений заготовок, т. е. размеры их толщины и ширины, и длина регламентируются стандартами.
Шпон лущеный представляет собой тонкий слой древесины заданной толщины в виде ленты, полученный при лущении чурака. Изготавливают шпон из древесины березы, ольхи, ясеня, дуба, бука, липы, осины, тополя, ели, сосны, пихты, кедра и лиственницы. Предназначен он для производства слоистой клееной древесины (фанеры, гнутоклееных деталей и др.) и облицовывания поверхностей изделий из древесины.
Шпон строганый представляет собой тонкий слой древесины заданной толщины в виде листа, полученный при строгании бруса или ванчеса. Изготовляют шпон из древесины бука, ореха, клена, карельской березы, дуба, ясеня, груши, тополя, ольхи, граба, красного дерева, ильма, вяза, каштана, бархатного дерева, карагача, сосны, лиственницы. Строганый шпон используют в качестве облицовочного материала для изделий из древесины.
В зависимости от текстуры древесины строганый шпон подразделяется на виды: радиальный, полурадиальный, тангентальный, тангентально-торцовый. Древесину красного дерева, карельской березы, груши, бархатного дерева по видам среза не подразделяют[3] .
Фанера представляет собой слоистую клееную древесину из лущеного шпона березы, ольхи, ясеня, ильма, дуба, бука, липы, осины, тополя, клена, ели, сосны, пихты, кедра и лиственницы. Фанера состоит из трех или более листов лущеного шпона, у которого волокна древесины в смежных листах по отношению друг к другу имеют заданное направление. Разновидности фанеры: бакелизированная (повышенной водо-, атмосферостойкости и прочности); облицованная строганым шпоном; декоративная, облицованная пленочным покрытием в сочетании с декоративной бумагой или без нее, и др.
Качество и сортность шпона и фанеры определяются совокупностью пороков древесины и дефектов обработки. Нормы ограничения пороков и дефектов по сортам приведены в стандартах на шпон и фанеру.
Гнутоклееные заготовки применяются для изготовления деталей мебели.
Плиты древесноволокнистые (ДВП) — это листовой материал, изготовленный в процессе горячего прессования или сушки массы из древесного волокна, сформированной в виде ковра. Для изготовления древесноволокнистой массы используются низкокачественная древесина и отходы лесозаготовок, лесопиления и деревообработки. В зависимости от плотности плиты подразделяют на мягкие, полутвердые, твердые и сверхтвердые. В производстве мебели применяют только твердые плиты. Разновидности изготовляемых плит: биостойкие (обладающие повышенной стойкостью к биологическим повреждениям), огнестойкие (обладающие повышенной стойкостью к воздействию огня), влагостойкие (обладающие повышенной стойкостью к поглощению влаги и набуханию), звукопоглощающие, профилированные, облицованные, с лакокрасочным покрытием, одноцветные и с декоративным печатным рисунком, с глянцевой и матовой поверхностью.
Плиты древесностружечные (ДСП) — это плитные материалы, изготовленные горячим прессованием древесных частиц (стружки), смешанных со связующим.
Древесностружечные плиты изготовляют одно-, трех-, пяти- и многослойные, облицованные и необлицованные; шлифованные и нешлифованные; сплошные и многопустотные; плоского прессования и экструзионные; окрашенные и ламинированные (пленками, бумагой). Разновидности плит по свойствам и назначению: антисептированные и армированные, гидрофобизированные, повышенной био-, огне- и водостойкости.
При изготовлении столярных изделий широко применяются синтетические клеи в большом разнообразии в зависимости от требований к прочности клеевых соединений. Наибольшее распространение имеют термореактивные и термопластичные синтетические клеи, а также клеящие вещества на основе растворов или дисперсий (латексов) и эластомеров.
Облицовочные материалы. Последние годы характеризуются расширенным применением отделочных декоративных поливинилхлоридных пленок и декоративных пленок на бумажной основе — синтетического шпона с многоцветным типографским рисунком, имитирующим текстуру древесины всех пород. Все большее распространение приобретает технология облицовывания рулонным шпоном и декоративной пленкой с облагороженной поверхностью в бобинах, что позволяет использовать непрерывную подачу при облицовывании как пластей, так и кромок[4] .
1.3 Фурнитура
К изделиям из металла в столярных изделиях относятся главным образом мебельная фурнитура, крепежные изделия, опоры и погонаж различных профилей. Номенклатура мебельной фурнитуры приведена в таблице 1.
Таблица 1
Номенклатура мебельной фурнитуры
| Группа | Вид |
Петли |
Карточные, рояльные, штыревые, пятниковые, четырехшарнирные, двухшарнирные, трельяжные, других видов |
| Механизмы для трансформации, изменения и фиксирования элементов мебели в различных положениях | Для диванов-кроватей, кресел-кроватей, кресел, стульев, изделий корпусной мебели, кроватей, столов и других видов мебели |
Направляющие |
Для дверей и стекол, для ящиков, для лотков и кассет, для раздвижных крышек столов, для других видов |
Стяжки |
Винтовые, эксцентриковые, уголковые, клиновые, рычажные, другие виды |
Соединительные изделия |
Угольники, пластинки, бобышки, фланцы, колодки, пружины отдельные, шканты, фиксаторы и другие виды |
Крепежные изделия специальные |
Винты, болты, гайки, шпильки, штифты, гвозди, пистоны, кнопки, скобы, шайбы и другие виды |
Замки |
Сувальдные, с цилиндровыми механизмами, со штангами, других видов |
Задвижки |
Пружинные, беспружинные, других видов |
Защелки |
Пружинные, беспружинные, магнитные, других видов |
Кронштейны |
Гибкие, с фиксатором, без тормоза, с тормозом, других видов |
Держатели |
Полкодержатели, штангодержатели, зеркалодержатели, других видов |
Опоры |
Нерегулируемые, ножки подсадные, регулируемые, качения, кнопки-опоры, пяты, колпачки, копытки, других видов |
Подвески |
Нерегулируемые, регулируемые, других видов |
Ручки |
Скобы, кнопки, планки, раковины, кольца, профильные, других видов |
Ключи |
Замков с цилиндровым механизмом, сувальдных замков, других видов |
Декоративные элементы |
Розетки, орнаменты, жилки, обрамления, решетки, ключевины, других видов |
| Изделия для закрывания кромок, щелей, проемов | Раскладки, заглушки, канты, решетки, ключевины, других видов |
| Емкости из недревесных материалов | Лотки, ящики, бачки, других видов |
Штанги |
Стационарные, выдвижные, поворотные, галстуко-держатели, других видов |
Кассеты |
Выдвижные, навесные, поворотные, вкладные, других видов |
Крючки |
Однорожковые, многорожковые, в том числе двухрожковые, других видов |
В качестве крепежных изделий используются гвозди, шурупы, винты и болты.
В столярно-мебельных изделиях часто применяют декоративную фурнитуру из металла, древесины и пластмасс. Компонентом художественного оформления мебели являются также декоративные элементы: розетки, жилки, орнаменты, обрамления, решетки, ключевины и др. Ключевины могут быть накладными и врезными, выступать над поверхностью изделия или устанавливаться заподлицо. Накладные ключевины крепят шурупами, врезные — гвоздями, шпильками, клеем[5] .
В столярно-мебельных изделиях широко применяют декоративные (узорчатые) стекла, зеркала.
В изделиях мебели применяют профильно-погонажные изделия из пластмасс: раскладки, канты, борты и др.
Раскладками оформляют кромки щитовых элементов мебели. Раскладки могут быть одно- и двуцветными. Форма и цвет раскладки устанавливаются конструкторской документацией на изделие. Соединительные планки используют при соединении листовых материалов.
Из пластических масс (поливинилхлорида) методом экструзии делают шнуры, трубки.
2. Технологический процесс изготовления корпусной мебели
2.1 Блочно-модульная система технологического процесса
Изготовление мебели в мастерских относится к индивидуальному производству, при котором обработку древесины и изготовление изделий производят с помощью универсального оборудования, универсальных приспособлений, механизированных и ручных инструментов. Структура технологического процесса изготовления мебели в мастерских приведена в таблице 2.
Таблица 2
Структура технологического процесса изготовления мебели
| Стадии технологического процесса | Содержание стадий | Применяемое оборудование и инструменты |
| Раскрой | Раскрой досок и плит на заготовки | Круглопильные и ленточные станки, электрические и ручные пилы |
| Обработка черновых заготовок | Фрезерование и строгание заготовок в размер, подготовка к склеиванию и облицовыванию, получение объемных криволинейных и точеных заготовок, подготовка шпона | Фуговальные, рейсмусовые, объемно-копировальные, токарные и шлифовальные станки, электрорубанки, ручные строгальные инструменты, токарный инструмент, ножницы и инструмент для раскроя шпона, ребросклеивающие ленточные станки, приспособления для наклеивания клеевой ленты |
| Склеивание и облицовывание заготовок | Склеивание заготовок по ширине и толщине, склеивание плит, приклеивание раскладок, облицовывание шпоном, пластиками, снятие свесов | Цвинги, струбцины, притирочный молоток, инструменты для снятия свесов |
| Повторная обработка черновых склеенных и облицованных заготовок | Фрезерование, строгание и торцевание заготовок в размер | Фуговальные, рейсмусовые и торцовочные станки, ручные строгальные инструменты, ручные пилы, электрорубанки |
| Обработка чистовых заготовок | Формирование шипов, проушин, отверстий, профилей, зачистка поверхностей | Фрезерные и сверлильные станки, ручные пилы, ручные строгальные инструменты, долота, стамески, шлифовальные станки, шлифовальные ручные машины |
| Предварительная сборка изделий | Сколачивание и обжим изделий, подстрагивание, подпиливание, подшлифовывание | Цвинги, сборочные станки, ручные пилы, стамески, струбцины, ручные строгальные инструменты |
| Отделка | Подготовка древесины, нанесение отделочных материалов, сушка, облагораживание покрытия | Лаконаливная машина, шлифовальные и полировальные станки, ручные шлифовальные машины, кисть, тампон, шпатель |
| Окончательная сборка | Сборка, шлифование, обжим изделий, обработка после сборки | Цвинги, сборочные станки, струбцины, ручные пилы, ручные строгальные инструменты |
Содержание стадий, приведенное в таблице, не следует смешивать с содержанием операций технологического процесса. Например, сборка изделий может состоять из нескольких операций, чередующихся в определенной технологической последовательности[6] .
2.2 Станки
Деревообрабатывающие станки, применяемые на мебельных предприятиях, классифицируются по следующим основным признакам.
По назначению различают станки общего назначения и универсальные. К станкам общего назначения относятся станки, на которых можно выполнять определенные операции по обработке заготовок, например пиление — на круглопильных станках, сверление — на сверлильных станках. К, группе универсальных станков относятся станки, на которых можно выполнять различные по назначению операции: раскрой, фрезерование, запиливание шипов и проушин, сверление и т. п. Универсальные станки применяют на предприятиях с индивидуальным производством или в мастерских.
По характеру относительного перемещения обрабатываемой заготовки и режущего инструмента различают станки цикловые и проходные. В цикловых станках заготовка или инструмент перемещаются периодически. У проходных станков заготовки непрерывным потоком подаются на режущий инструмент, поэтому такие станки более производительны, чем цикловые.
По степени механизации и автоматизации различают полумеханизированные, механизированные, полуавтоматические и автоматические станки. У полумеханизированных станков механизирован процесс обработки, а заготовки подаются вручную. У механизированных станков механизирована обработка и подача заготовок, но отсутствует автоматическое управление процессом обработки. У полуавтоматов часть, а у автоматов все операции автоматизированы, т. е. выполняются механически в заданном режиме. В зависимости от количества рабочих шпинделей различают станки одно- и многошпиндельные.
По технологическому признаку выполняемых работ станки подразделяются на работающие с образованием стружки и без стружкообразования. К станкам, работающим с образованием стружки, относятся:
- пильные (круглопильные, ленточнопильные, лобзиковые),
- фрезерующие (фуговальные, рейсмусовые, фрезерные, шипорезные),
- сверлильные, долбежные, токарные, в том числе круглопалочные и копировальные, шлифовальные.
При обработке на станках происходит взаимодействие между обрабатываемой заготовкой и рабочим органом станка. Рабочие органы делятся на главные и вспомогательные.
Главные (обрабатывающие) органы выполняют подачу и обработку (резание) заготовок. К ним относятся механизмы резания, например шпиндели, несущие режущие инструменты и механизмы подачи (вальцы, конвейеры, цепи).
Вспомогательные рабочие органы выполняют операции базирования (плиты, направляющие линейки), настройку, загрузочно-разгрузочные операции (бункера, магазины), контроля.
Кроме рабочих органов станки имеют двигательные и передаточные механизмы и опорные элементы.
Двигательные (приводные) механизмы осуществляют движения резания и подачи. К ним относятся электрические, гидравлические и пневматические приводы.
Передаточные механизмы служат для передачи движения от приводного механизма. К ним относятся различные виды передач (зубчатая, ременная, цепная), редукторы и т. п.
В качестве опорных элементов предназначены станины, опоры валов, специальные столы.
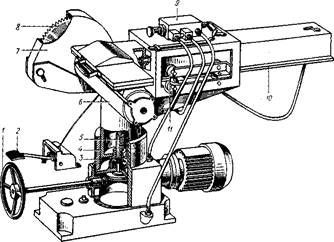
Рис. 2. Станок ЦПА-40:
1 — маховичок установки суппорта по высоте;
2 — педаль включения подачи;
3 — стакан станины;
4 — колонка;
5 — винт подъема колонки;
6 — электродвигатель пилы;
7 — ограждение пилы;
8 — пила;
9 — гидрораспределитель гидропривода;
10 — суппорт;
11 —опорный ролик.
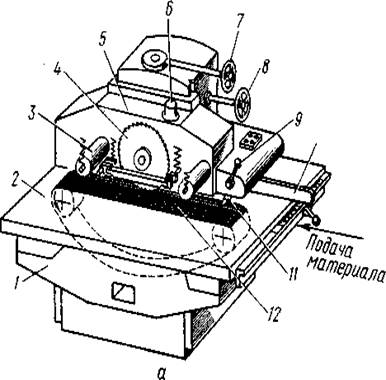
Рис. 3. Станок однопильный прирезной с гусеничной подачей ЦДК-5-2:
1 — станина;
2 — стол;
3 — прижимный ролик;
4 — пила;
5 — суппорт прижимных роликов;
6 — патрубок;
7 — маховичок настройки прижимного суппорта;
8 — маховичок настройки пильного суппорта;
9 — рукоятка подъема упора; 10 — направляющая линейка; 11— упор.
 б
б
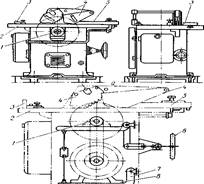
Рис. 4. Универсальный круглопильный станок Ц6-2:
а — общий вид; б — кинематическая схема;
1 — пильный вал; 2 — стол;
3 — передвижной упорный угольник;
4 — ограждение; 5 — направляющая линейка;
6 — маховичок механизма установки пилы по высоте;
7 — плита;
8 — электродвигатель.
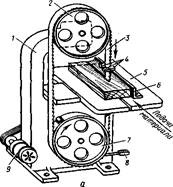
Рис. 5. Станок ленточнопильный столярный ЛС80-5:
1 — станина; 2 — верхний направляющий шкив;
3 — пила; 4 — направляющее устройство;
5 — стол; 6 — направляющая линейка;
7 — приводной шкив;
8 — педаль тормоза;
9 — электродвигатель.

Рис. 6. Схема ящичного шипорезного станка ШПК-40:
1 — электродвигатель;
2 — гидронасос;
3 — предохранительный клапан;
4 — маслопровод;
5 — реверсивный золотник;
6 — шпиндель с фрезами;
7, 8 — гидроприжимы;
9 — заготовка;
10 — стол;
11 — кронштейн;
12 — кран управления;
13 — золотник гидроприжима;
14—обратный клапан;
15 — регулятор скорости;
16 — гидроцилиндр подъема стола;
17 — поршень;
18 — масляный бак.
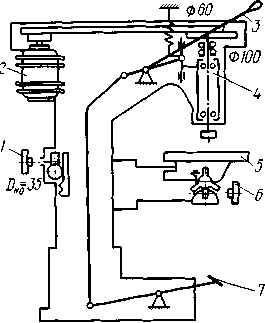
Рис. 7. Вертикальный сверлильный станок СВП-2:
1 — маховичок подъема стола;
2 — электродвигатель;
3 — ручка подъема шпинделя;
4 — шпиндель;
5 — стол;
6 — маховичок передвижения стола по направляющим;
7 — педаль.
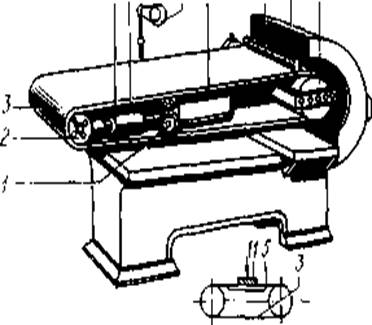
Рис. 8. Ленточно-шлифовальный станок с неподвижным столом ШлНСВ:
1 — маховичок-фиксатор натяжного приспособления;
2 — натяжной шкив;
3 — шлифовальная лента;
4 — натяжное приспособление;
5 — стол;
6 — светильник;
7 — поворотное устройство для регулирования набегания ленты;
8 — упорный угольник;
9 — ведущий шкив; 10 — пылеприемник; 11 — деталь
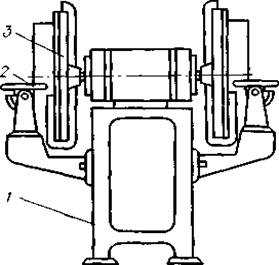
Рис. 9. Шлифовальный дисковый станок Шл2Д-2:
1 —станина;
2 — рабочий стол;
3—шлифовальный диск
2.3 Оборудование
Отдельные стадии обработки деталей и их сборка разделяются на операции, которые выполняют столяры на своих рабочих местах. В зависимости от технологии обработки рабочие места оборудуются механизмами и соответствующими приспособлениями с применением различных инструментов. На ряде рабочих мест применяется ручная обработка древесины, встречающаяся при ремонте изделий из древесины, а также при их штучном изготовлении.
Основным оборудованием рабочего места столяра при ручной обработке является столярный верстак (рис.10).
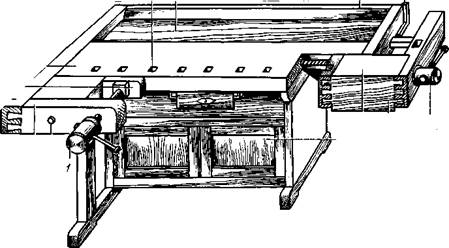
Рис. 10. Верстак
Верстак состоит из двух основных частей — крышки и подверстачья 4. Материалом для изготовления крышки служит древесина твердых лиственных пород — граба, бука, дуба. Подверстачье изготовляется из древесины хвойных пород. Оно отделывается укрывистыми красками, закрывающими текстуру древесины. Толщина крышки верстака 60...70 мм. Она имеет два зажимных устройства — продольное и поперечное.
2.4 Инструмент
Рабочее место столяра оборудуют режущим, разметочным и вспомогательным инструментом. К вспомогательным инструментам относятся гаечные ключи, отвертки, плоскогубцы, клещи, столярные молотки и др.
Столярные молотки изготовляют призматической формы с плоской поверхностью ударного бойка с тем, чтобы при ударах на поверхностях деталей не образовывались вмятины. К вспомогательным инструментам относятся также напильники. С их помощью обрабатывают те места деталей, которые нельзя обработать другими инструментами. По своему поперечному сечению напильники бывают прямоугольными, треугольными, круглыми, полукруглыми. Напильники с крупной насечкой называют рашпилями, а с мелкой насечкой — личными.
Разметочные работы состоят в нанесении на поверхность обрабатываемой заготовки линий, определяющих окончательные размеры детали после обработки. Следует учитывать припуски, если требуется еще повторная обработка. К разметочным инструментам относятся: линейки, метры складные, рейсмусы, циркули и др.
Линейка применяется для проведения прямых линий. На ней могут быть деления, расстояния между которыми равны 1 мм. В таких случаях линейки могут применяться не только для проведения прямых линий при разметке, но и для некоторых измерений.
Складные стальные метры применяются для измерения линейных размеров. Угольник служит для нанесения линий под углом 90° и для проведения и проверки перпендикулярности линий. Транспортиры служат для измерения величины углов. Ерунок применяется для измерения углов величиной 45 и 135°. Малка служит для измерения углов различных величин.
Часто на поверхностях заготовок из древесины требуется нанести риски, определяющие размеры деталей после обработки. Для выполнения этих работ служит рейсмус.
Циркуль служит для разметки окружностей и их частей. Кронциркуль применяется для изменения толщины деталей и внешних диаметров тел вращения. Нутромеры применяются для измерения диаметров отверстий и расстояний между внутренними поверхностями. Шило служит для прочерчивания рисок и для накалывания точек пересечения линий. Эти точки определяют центры будущих высверливаемых отверстий[7] .
Применение механизированного инструмента при выполнении различных операций механической обработки древесины позволяет значительно повысить производительность по сравнению с обработкой ручным инструментом.
При изготовлении мебели применяют ручные дисковые электропилы, электрические рубанки, ручные сверлильные и шлифовальные пневматические машины (рис. 11).
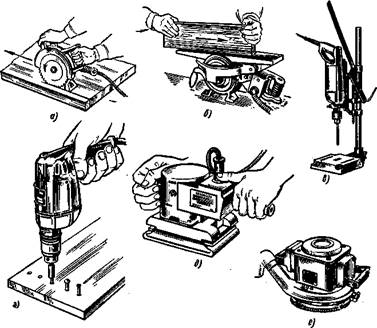
Рис. 11. Ручной механизированный инструмент:
а — электропила, б — электрорубанок, в, г — сверлильные машины, д — шлифовальная машина с прямоугольной площадкой, в — шлифовальная машина с дисковой площадкой
3. Техника безопасности
Техника безопасности при работе на деревообрабатывающих станках
Для каждого деревообрабатывающего станка общего назначения разработаны детальные правила техники безопасности, которые вывешиваются около станков. Особое внимание надо обратить на следующие основные правила.
В педально-торцовочных станках защитное устройство педальной пилы должно быть отрегулировано так, чтобы при возвращении рамы пилы в исходное положение под столом вершины зубьев пилы находились ниже уровня стола не менее чем на 50 мм.
При работе на круглопильных станках для поперечной распиловки с прямолинейным движением суппорта и механической подачей движение суппорта должно быть ограничено так, чтобы он мог двигаться в пределах, необходимых для распиловки материала определенной ширины.
Круглопильные станки для продольной распиловки с вальцово-дисковой подачей оборудуются зубчатыми секторами, препятствующими обратному отбрасыванию распиливаемого материала. На них разрешается распиливать отрезки досок не короче, чем расстояние между осями подающих валиков плюс 50 мм. Станки также должны иметь расклинивающие ножи.
В ленточных станках устанавливаются тормозные устройства, обеспечивающие быструю остановку пильных шкивов. Направляющие ролики пильной ленты устанавливаются так, чтобы открытой оставалась только режущая часть пилы. Эти станки имеют роликовые предохранители, которые не дают пильной ленте сползать в сторону распиливаемого материала.
В фуговальных станках должен быть огражден ножевой вал. Перед началом работы проверяют закрепление ножей на валу. Заготовки короче 400 мм и уже 50 мм необходимо обрабатывать только с помощью колодок и толкателей.
Рейсмусовые станки оборудуются зубчатыми секторами, препятствующими обратному отбрасыванию заготовок. Запрещается обработка заготовок длиной короче расстояния между осями передних и задних подающих валиков плюс 50 мм.
На фрезерных станках детали необходимо плотно прижимать к линейке и столу станка. Строго запрещено прорезать отверстия в направляющей линейке путем ее надвигания на вращающийся режущий инструмент. Если диаметр фрезы превышает 200 мм или на шпиндель устанавливают более одной фрезы, верхний конец шпинделя закрепляют в кронштейне. Обрабатываемые детали прочно закрепляют в шаблонах. При несквозном фрезеровании следует устанавливать ограничительные упоры. Инструменты на фрезерных станках следует отбалансировать и надежно закрепить. Неработающие части фрез закрывают ограждениями,
На четырехсторонних продольно-фрезерных станках разрешается обрабатывать по ширине только одну заготовку. Наименьшая длина обрабатываемой заготовки может быть не менее расстояния между осями передних и задних подающих валиков плюс 50 мм.
В шипорезных станках все подающие механизмы имеют надежно действующие устройства для закрепления деталей в каретках. На каретках должны быть ограждения, препятствующие проникновению рук работающего к инструментам. На двусторонних шипорезных станках, в которых подача производится конвейерными цепями, должны быть автоматические сбрасыватели или наклонные плоскости, принимающие обработанные детали.
В сверлильных станках патроны должны быть обтекаемой формы. Сверла оборудуются ограждениями. При углублении сверла в древесину ограждение закрывает оставшуюся его часть сверху, а по мере выхода из отверстия — все сверло. Обрабатываемый материал плотно закрепляется прижимами.
В цепно-долбежных станках режущая цепь имеет ограждение в виде коробки, опускающейся на поверхность обрабатываемой детали, когда цепь углубляется в древесину.
В ленточно-шлифовальных станках с подвижным столом и утюжковым прижимом верхняя неработающая часть шлифовальной ленты должна быть закрыта. Запрещено пользоваться надорванными, а также неплотно склеенными или с неровными краями шлифовальными лентами. На шкивах места склейки располагаются по ее ходу.
В дисковых шлифовальных станках зазор между столом и плоскостью диска может быть не более 5 мм. В цилиндровых шлифовальных станках шлифовальную шкурку необходимо закреплять на цилиндрах плотно, без складок, выпученных мест и других дефектов.
В токарных станках патроны не должны иметь выступающих частей. Для установки тяжелых и склеенных деталей применяют опорные устройства. Заготовку, имеющую граненую форму, перед обработкой обтесывают для того, чтобы придать ей форму, приближающуюся к телу вращения[8] .
Техника безопасности при ручной обработке древесины
Перед работой ручными пилами, прежде всего надо проверить заточку пильного полотна. При размещении пил на стене у рабочего места их следует располагать передним концом вверх. После окончания работы пильное полотно лучковой пилы поворачивают зубчатым венцом внутрь лучка. На зубчатый венец целесообразно надевать футляр в виде деревянного бруска.
Собирать и разбирать ручные строгальные инструменты необходимо с применением молотка, которым слегка постукивают по деревянным деталям с тем, чтобы вынуть нож, не порезавшись им. При затачивании ножей необходимо соблюдать осторожность.
На верстаке должны находиться только те инструменты, которые требуются для работы. Они должны лежать на лотке столярного верстака фасками вниз. Запрещается резать стамеской в направлении на себя. Нельзя носить долота и стамески в карманах одежды.
Для безопасной работы необходимо прочно закреплять сверла в коловоротах и дрелях. При сверлении отверстий запрещается нажимать на эти приспособления грудью.
При работе электрифицированными инструментами нужно следить за исправностью заземляющих устройств. Во избежание перегрева электродвигателя необходимо периодически выключать инструмент на несколько минут для того, чтобы произошло его охлаждение.
Санитарно-гигиенические требования
Территория деревообрабатывающих предприятий должна быть отделена от жилых застроек санитарно-защитной зоной шириной не менее 50 м. Эта зона должна озеленяться.
Не более 50 % защитной зоны может быть занято зданиями подсобного или обслуживающего назначения.
В деревообрабатывающих цехах следует избегать выделения избыточного тепла и загрязнения воздуха. Для этого производится необходимая изоляция оборудования трубопроводов. Требуемая чистота, а также температура и влажность воздуха в производственных помещениях поддерживаются с помощью приточно-вытяжной вентиляции. Для создания условий, предусмотренных нормами, должен обеспечиваться также обмен воздуха. Независимо от наличия вентиляционных систем во всех помещениях имеются форточки для проветривания. Площадь открывающихся проемов для проветривания не должна быть меньше 30 % площади проемов. Такая площадь достаточна для хорошего проветривания помещений.
Хорошее освещение, как территории предприятия, так и помещений создает благоприятные и безопасные условия труда. Чрезмерное освещение раздражает и снижает чувствительность глаз человека.
Следует максимально использовать естественное освещение цехов через окна и специально устраиваемые световые фонари в крышах и других частях здания. В вечернее и ночное время, а также при плохих погодных условиях пользуются искусственным освещением помещений. В ряде случаев в дневное время электрическое освещение при необходимости дополняет естественное[9] .
4. Теоретические основы себестоимости
4.1 Цель деятельности коммерческой организации
Основу любой системы хозяйствования составляют действующие предприятия. Именно здесь создаются продукция, услуги. Предприятия обеспечивают занятость населения, создавая рабочие места, и являются основным источником обеспечения социальных программ, через выплату налогов.
Предприятие — это обособленный хозяйствующий субъект, использующий материальные и другие ресурсы для производства продукции, выполнения работ и оказания услуг. Оно самостоятельно осуществляет свою деятельность, самостоятельно распоряжается произведенной продукцией и прибылью.
С правовой точки зрения предприятие — это самостоятельно хозяйствующий субъект, созданный в порядке, установленном законом. К числу признаков юридического лица относятся: наличие своего имущества; самостоятельная имущественная ответственность; право приобретать, пользоваться и распоряжаться собственностью; право от своего имени быть истцом и ответчиком в суде и арбитраже, иметь самостоятельный бухгалтерский баланс, расчетный и иные счета в банке.
Несмотря на отличия, все создающиеся и уже работающие предприятия имеют определенную цель. Единая для всех форм собственности и объективно существующая направленность — это максимизация прибыли, закрепленная в Гражданском кодексе (ГК РФ). Однако большинство авторов не всегда считают получение максимальной прибыли основной целью производства. К ней добавляют и удовлетворение общественных потребностей, сохранение окружающей среды, обеспечение стабильной финансовой устойчивости в работе, и т. д.
Рассмотрение экономики как сложнейшей системы делает неизбежным вывод о наличии целого спектра целей производства, которые лежат в русле достижения его основной цели. Эти цели могут быть дифференцированы по степени их важности, поэтому существует понятие «дерево целей». Оно учитывает иерархию и соподчинение целей и может быть представлено многообразными вторичными, третичными и еще менее значимыми производственными целями.
Например, к целям, подчиненным основной цели производства (извлечению прибыли), можно отнести:
- увеличение выпуска продукции, работ, услуг;
- рациональное использование всех ресурсов, снижение себестоимости и обеспечение высокоэффективного производства;
- гибкую ценовую политику;
- кардинальное повышение качества продукции, работ, услуг;
- полное использование отходов производства;
- обеспечение оптимальных условий труда и социального развития участников производства.
Каждая из названных целей является средством достижения основной цели производства.
Существует многоуровневая система целей предприятия, которая предполагает изучение не только природы целей деятельности предприятий, но и взаимосвязи целей различных уровней.
Такой подход позволяет остановиться особо на вопросе выработки стратегии предприятия. Сама стратегия развития предполагает постановку целей и формирование политики, обеспечивающих их реализацию в соответствующей перспективе.
4.2 Доходы и расходы предприятия
Баланс денежных расходов и поступлений — это документ, позволяющий оценить, сколько денег необходимо вложить в проект, причем в разбивке по времени до начала реализации и в процессе производства. Главная задача — проверить синхронность поступления и расходования денежных средств, т. е. проверить будущую ликвидность предприятия при реализации проекта.
Доходы могут сильно различаться из месяца в месяц, да и деньги, вырученные от продаж, поступают на банковский счет предприятия не мгновенно, а с некоторым временным лагом, поэтому, даже если продукция расходится хорошо, может возникнуть необходимость в краткосрочных займах для покрытия постоянных затрат, например для выплаты заработной платы или за коммунальные услуги. Деньги в кассе или на банковском счете предприятия — это не то же самое, что прибыль. Прибыль — это разница между доходами и расходами, а сальдо реальных денег — это разница между реальными денежными поступлениями на расчетный счет и выплатами с расчетного счета. Изменяется сальдо реальных денег только тогда, когда предприятие фактически получает платеж или само производит выплату. Например, погашение долга предприятия не отражается в издержках, хотя уменьшает сумму реальных денег, а амортизация основных фондов — это расходы (издержки), которые снижают прибыль, но не являются выплатами с расчетного счета.
В современных условиях роль прибыли в деятельности предприятий значительно возросла; показатель прибыли стал одним из важнейших при планировании и оценке их производственно-хозяйственной деятельности.
Прибыль — это результативный важнейший и обобщающий показатель, характеризующий в денежном выражении количественную и качественную стороны деятельности предприятии: рост объема производства, снижение себестоимости продукции и повышение ее качества, улучшение использования основных фондов и оборотных средств и т. п. Прибыль более полно, чем себестоимость, отражает результаты всей деятельности предприятий, поскольку она непосредственно связана с реализацией продукции.
На предприятии прибыль формируется из следующих источников:
- от реализации товарной продукции (работ, услуг) по основной деятельности, предусмотренной Уставом предприятия;
- от реализации основных фондов и другого имущества предприятия;
- от внереализационных операций.
Основной частью (90-95 %) от общей суммы валовой (балансовой) прибыли является прибыль от реализации товарной продукции (работ, услуг), произведенной предприятием в результате его уставной деятельности. Эта прибыль определяется как разность между объемом реализуемой продукции в оптовых (отпускных) ценах предприятия-изготовителя продукции и полной стоимостью этой продукции.
Одна из главных проблем, стоящих перед любым проектом, это правильное планирование потока реальных денег. Сплошь и рядом вполне рентабельные предприятия терпят банкротство только из-за того, что в нужный момент у них не хватило денег. Следовательно, если предприниматель судит о своем успехе по прибыли, он рискует ошибиться.
Прогноз потока реальных денег строится на основании плана денежных поступлений и выплат. План денежных поступлений и выплат составляется на основе плана доходов и расходов с поправкой на ожидаемые временные лаги между отгрузкой и оплатой продукции (сырьевых ресурсов). Если для какого-то месяца окажется, что выплаты денежных средств превышают их поступление, предприниматель во избежание финансовых затруднений должен предусмотреть на этот период привлечение денег в долг (использовать, например, краткосрочные банковские кредиты, займы, ссуды). Если же в каком-либо месяце денежные поступления превысят выплаты, то лишние деньги можно отдать в краткосрочную ссуду или положить на банковский счет до того времени, когда выплаты вновь будут превышать поступления, и т. п.
Самый сложный момент в прогнозировании потока реальных денег — это определение размеров поступлений и выплат по месяцам. Для этого приходится строить предположения таким образом, чтобы денег заведомо хватало на оплату счетов в течение всего периода становления предприятия. На основе подобных предположений можно оценить размеры денежных поступлений и платежей по месяцам и прикинуть, когда и сколько денег потребуется брать в долг.
Следовательно, план денежных поступлений и выплат, как и план доходов и расходов, строится исходя из определенных предположений и допущений. Правда, следует отметить, что предположения и допущения, представляющиеся реалистичными на момент составления плана, со временем могут и не подтвердиться. В этом случае в планы необходимо вносить соответствующие коррективы. Все предположения и допущения должны быть четко сформулированы в тексте бизнес-плана, чтобы потенциальный инвестор смог понять, как была получена та или иная цифра.
План доходов и затрат охватывает такие показатели, как ожидаемый объем продаж, себестоимость реализованных товаров и различные статьи расходов. Зная ставки налога, можно получить прогноз чистой прибыли предприятия после вычета налогов.
План доходов и затрат включает расчет пяти показателей:
- доходы от продаж;
- издержки производства товаров;
- суммарная прибыль от продаж;
- общепроизводственные расходы (по видам);
- чистая прибыль, задача этого документа — показать формирование и изменение прибыли.
В таблице 3 представлен расчет затрат на приобретение материала для изготовления мебели (настенный шкафчик с одной дверкой).
Таблица 3
Расчет затрат на приобретение материала
| Материал | Единица измерения | Цена за ед., руб. | Кол-во, шт. | Сумма, руб. |
| березовая фанерная плита | лист (2,44*1,22; 14мм) | 469,0 | 1 | 560,0 |
| клееная фанера | лист (2,44*1,22; 14мм) | 230,0 | 1 | 230,0 |
| полкодержатели | шт. | 68,0 | 2 | 136,0 |
| шурупы, саморезы | шт. | 4,10 | 12 | 49,20 |
| клей | кг. | 14,0 | 1 | 14,0 |
| лак | бан. | 92,0 | 1 | 92,0 |
| петля | шт. | 21,0 | 2 | 42,0 |
| ручка | шт. | 26,0 | 1 | 26,0 |
| ИТОГО | 1149,2 | |||
Расчет заработной платы для столяров на изготовление данного изделия:
Заработная плата столяра в месяц – 7 000 рублей.
Количество рабочих часов в месяц – 168 ч., следовательно,
час работы столяра = 7 000 / 168 = 41,67 руб./час.
Таким образом, на изготовление данного изделия (шкафчика) было затрачено 24 часа, следовательно, 41,67 * 24 = 1000,08 рублей – заработная плата столяра за изготовление шкафчика.
Накладные расходы составляют 10% и = 114,9 руб. (табл. 3)
В таблице 4 представлен расчет амортизации оборудования.
Таблица 4
Расчет амортизации оборудования
| Оборудование | Балансовая стоимость, руб. | Срок службы, лет | Амортизация за 1 час, руб. | время использования, час. | Сумма амортизации, руб. |
| Станки | 151 200 | 7 | 2,25 | 12,4 | 27,9 |
| Ручной инструмент | 20 000 | 4 | 0,52 | 8,5 | 4,42 |
| ИТОГО | 32,32 | ||||
Амортизация (за 1 час) = балансовая стоимость / срок службы * количество рабочих часов в год (9600ч.)
Сумма амортизации = амортизация за 1 час * время использования
Рассчитаем себестоимость данного изделия:
Себестоимость изделия = материальные затраты + заработная плата + амортизации оборудования + накладные расходы = 1149,2 + 1000,08 + 32,32 + 114,92 = 2296,52 рубля.
Основным источником доходов большинства предприятий являются продажи. Именно продажи определяют все прочие аспекты деятельности предприятия, поэтому составление финансового плана начинается с прогнозирования продаж. Основой для такого прогноза служит план маркетинга. Следует также иметь в виду, что объемы продаж у новых предпринимателей обычно нарастают постепенно, а себестоимость реализованной продукции может «скакать» и в некоторые месяцы быть несоразмерно высокой или низкой. Все будет зависеть от ситуации, складывающейся в тот или иной момент на рынке.
План доходов и расходов должен содержать также оценки всех статей косвенных (накладных, общефирменных) расходов по месяцам первого года. Необходимо предусмотреть в плане всевозможные статьи расходов и правильно спланировать их динамику по месяцам.
Расходы на заработную плату будут зависеть от численности работников, их специальностей и квалификации. Сведения о том, сколько и каких специалистов потребуется, берутся из организационного плана. Расширение дела может уже в первые месяцы существования предприятия потребовать увеличения численности занятых. Расходы на оплату труда должны быть заранее предусмотрены и включены в план доходов и расходов. В плане доходов и расходов следует предусмотреть и расходы на повышение заработной платы работающим сотрудникам.
С ростом фирмы возрастают расходы на страхование, рекламу, участие в выставках, аренду дополнительных складских помещений и пр. Все это должно найти отражение в плане доходов и расходов. Условия страховки можно выяснить непосредственно у той страховой компании, в которой предприятие застраховано, а величину выплат можно определить в зависимости от вида страховки и состояния дел на предприятии к тому или иному моменту. Добавление новых площадей увеличит расходы на аренду. Если планируется закупить новое оборудование, то это отразится в приросте амортизационных отчислений.
Для целей анализа и оценки деятельности предприятий широко используются показатели рентабельности, характеризующие относительную величину прибыли. Для этих целей используются такие показатели, как рентабельность продукции и рентабельность производственных фондов (называемая иногда рентабельностью капитала).
Показатель рентабельности продукции отражает зависимость между прибылью от реализации продукции и ее себестоимостью; он показывает относительный (в %) размер прибыли на каждый рубль текущих затрат. Рентабельность продукции может быть исчислена по всему выпуску продукции предприятия и по отдельным видам (или группам) продукции. Можно высчитать рентабельность по одному виду изделия (шкафчику), себестоимость которого представлена выше:
Рi = П / В * 100%,
где
П – прибыль предприятия, В – выручка.
Прибыль предприятия с одного изделия = 25% от себестоимости изделия = 574,13 рублей.
Планируемое количество – 30 шт.
Прибыль за месяц = 574,13 * 60 = 34447,8 рублей.
Выручка за месяц = себестоимость * количество + прибыль = (2296,52 * 60) + 34447,8 = 172237,8
Таким образом, рентабельность равна:
Рi = 34447,8 / 172237,8 * 100% = 20 %
Налог на прибыль = 34447,8 * 24% = 8267,5
Чистая прибыль = 34447,8 – 8267,5 = 26180,3 руб.
Повышение уровня рентабельности является важнейшей характеристикой улучшения работы предприятия и повышения ее эффективности. Основными путями повышения уровня рентабельности являются, с одной стороны, увеличение абсолютного размера прибыли, с другой — улучшение использования материальных и трудовых ресурсов предприятия, основных фондов и оборотных средств.
Заключение
Проделанная работа позволяет сделать следующие выводы.
Современное производство мебели — это высокомеханизированная отрасль. Вместе с тем на отдельных стадиях технологического процесса изготовления мебели применяется высококвалифицированный ручной труд с использованием ручного инструмента. Степень механизации и автоматизации изготовления мебели зависит от конструкции изделия, количества изготовляемых изделий, продолжительности их выпуска, уровня организации производства.
Основными материалами для изготовления мебели служат древесностружечные и древесноволокнистые плиты, фанера, древесина хвойных и лиственных пород, облицовочные и отделочные материалы. Кроме того, для изготовления мебели применяют фурнитуру, зеркала, пружины, изделия из пластмасс и др.
Древесностружечные и древесноволокнистые плиты, фанера, древесина хвойных пород являются основными конструкционными материалами для изготовления корпусной мебели.
Древесину твердых лиственных и ценных пород применяют в основном для изготовления брусковой мебели, эксплуатируемой в наиболее тяжелых условиях. Древесина этих пород обладает значительной прочностью и имеет высокие декоративные свойства.
К облицовочным и отделочным материалам относятся строганый шпон, синтетические пленки и пластики, лаки и эмали. По своим показателям облицовочные и отделочные материалы должны обладать необходимыми технологическими свойствами, эксплуатационными и художественно-декоративными качествами.
Мебель должна быть прочной и долговечной. При бережном отношении и своевременном ремонте она может служить долгое время. Поэтому одно из технических требований к мебельным изделиям заключается в том, чтобы они в процессе эксплуатации сохраняли свою прочность. Добиться этого можно, прежде всего наиболее рациональной конструкцией изделия и соблюдением режимов изготовления мебели.
Деревообрабатывающие станки, применяемые на мебельных предприятиях, классифицируются по следующим основным признакам.
По назначению различают станки общего назначения и универсальные. По характеру относительного перемещения обрабатываемой заготовки и режущего инструмента различают станки цикловые и проходные. По степени механизации и автоматизации различают полумеханизированные, механизированные, полуавтоматические и автоматические станки. В зависимости от количества рабочих шпинделей различают станки одно- и многошпиндельные. По технологическому признаку выполняемых работ станки подразделяются на работающие с образованием стружки и без стружкообразования.
Основным оборудованием рабочего места столяра при ручной обработке является столярный верстак. Рабочее место столяра оборудуют режущим, разметочным и вспомогательным инструментом. К вспомогательным инструментам относятся гаечные ключи, отвертки, плоскогубцы, клещи, столярные молотки и др. При изготовлении мебели применяют механизированный инструмент: ручные дисковые электропилы, электрические рубанки, ручные сверлильные и шлифовальные пневматические машины.
Техника безопасности – система организационных технических мероприятий и средств, предотвращающих воздействие на работающих опасных производственных факторов, приводящих к травмам и несчастным случаям.
Производственная санитария – система организационных, гигиенических и санитарно-гигиенических мероприятий и средств, предотвращающих воздействие на работающих вредных производственных факторов, приводящих к заболеванию.
Список литературы
1. Бобиков П.Д. Изготовление художественной мебели. – М.: Высшая школа, 1988.
2. Вихрева В.В., Тарасенко В.М. Оборудование мебельного производства. – М.: Лесная промышленность, 1996.
3. Григорьев М.А. Материаловедение для столяров, плотников и паркетчиков. – М.: Высшая школа, 1997.
4. Григорьев М.А. Справочник столяра и плотника. – М.: Лесная промышленность, 1999.
5. Зотов Г.А., Швырев Ф.А. Подготовка и эксплуатация дереворежущего инструмента. – М.: Лесная промышленность, 1996.
6. Матвеева Т.А. Мозаика и резьба по дереву. – М.: Высшая школа, 1989.
7. Михайличенко А.Л., Садовничий Ф.П. Древесиноведение и лесное товароведение. – М.: Высшая школа, 1988.
8. Радкевич В.Р., Шафаренко М.С. Пособие столяру. – М.: Лесная промышленность, 1987.
9. Розов В.И. Справочник мастера мебельного производства. – М.: Лесная промышленность, 1992.
Приложение
НАСТЕННЫЙ ШКАФЧИК С ОДНОЙ ДВЕРКОЙ
Для изготовления настенного шкафчика с одной дверкой необходимы столярная или березовая фанерная плита, клееная фанера и пиломатериал лиственных пород. Задняя стенка делается из клееной фанеры, подполочные бруски — из пиломатериала лиственных пород, а остальные детали — из столярной или березовой фанерной плиты. При поделке шкафчика подполочные бруски для крепления полок можно заменить металлическими полкодержателями. Крепление деталей и узлов осуществляется с помощью
круглых вставных шипов на клею и шурупов.
В таблице приведен перечень необходимых деталей.
Перечень деталей
Буквенные обозначе- ния деталей |
Наименование деталей | Кол-во штук | Размеры в мм | |||
| длина | ширина | толщина | ||||
| А | верхний и нижний полик | 2 | 419 | 305 | 19 | |
| Б | боковая стенка | 2 | 762 | 305 | 19 | |
| В | задняя стенка | 1 | 749 | 445 | 6 | |
| Г | дверка | 1 | 724 | 419 | 19 | |
| Д | полка | 2 | 419 | 267 | 19 | |
| Е | подполочный брусок | 4 | 254 | 13 | 13 | |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
762
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 457 305
457 305
![]()
Вид спереди и разрезы
После изготовления всех деталей приступают к сборке шкафчика. Сборку рекомендуется производить в следующей последовательности. Соединить боковые стенки Б с верхним и нижним поликами А и прикрепить заднюю стенку В и подполочные бруски Е. После этого навесить дверку Г (дверки навешивают на карточные петли), установить на место полки Д. Дверка может быть навешена на правую или левую сторону е зависимости от расположения шкафчика в наборе секционной мебели.
После полной сборки и соответствующей подготовки поверхности под отделку шкафчик покрывают укрывистой краской.
[1] Григорьев М.А. Материаловедение для столяров, плотников и паркетчиков. – М.: Высшая школа, 1997. – с.-17.
[2] Михайличенко А.Л., Садовничий Ф.П. Древесиноведение и лесное товароведение. – М.: Высшая школа, 1988.
[3] Матвеева Т.А. Мозаика и резьба по дереву. – М.: Высшая школа, 1989.
[4] Радкевич В.Р., Шафаренко М.С. Пособие столяру. – М.: Лесная промышленность, 1987. – с.-32-33.
[5] Бобиков П.Д. Изготовление художественной мебели. – М.: Высшая школа, 1988.
[6] Розов В.И. Справочник мастера мебельного производства. – М.: Лесная промышленность, 1992.
[7] Вихрева В.В., Тарасенко В.М. Оборудование мебельного производства. – М.: Лесная промышленность, 1996.
[8] Григорьев М.А. Справочник столяра и плотника. – М.: Лесная промышленность, 1999.
[9] Зотов Г.А., Швырев Ф.А. Подготовка и эксплуатация дереворежущего инструмента. – М.: Лесная промышленность, 1996.
Похожие рефераты:
Разработка и изготовление декоративной резной вазы с подставкой
Технология изготовления журнального столика
ТРАНСФОРМАЦИЯ КОМПАНИЙ: СОВРЕМЕННЫЕ МЕТОДЫ И ТЕНДЕНЦИИ
Лесная промышленность и деревообработка в Украине
Калькулирование себестоимости в деревообрабатывающей промышленности
Камнерезное искусство Поволжья
Лесозаготовительная и лесоперерабатывающая промышленность
Проектирование организации управления предприятием
Использование электронных средств обучения на уроках технологии
Технология изготовления подвесного шкафа
Устранение слабых сторон заводского технологического процесса