| Похожие рефераты | Скачать .docx |
Дипломная работа: Исследования свойств штамповой стали после термической обработки
Создание высокопроизводительных и стойких в эксплуатации инструментов связано, в первую очередь, с проблемой получения и обработки таких материалов, которые могли бы противостоять жестким условиям работы. Высокие механические свойства инструмента и его теплостойкость (красностойкость) достигаются специальным легированием и термической обработкой. Таким образом, определенный интерес представляет разработка и корректировка методов термической обработки.
В настоящей работе были проведены исследования штамповой стали 4Х5МФ1С после различных режимов термической обработки. Выбранная сталь используется для изготовления штампов и ножей для горячей и холодной деформации. В частности, ножи из данной марки стали применяются на ОАО «НЛМК» для резки углеродистых и электротехнических сталей.
Характерной особенностью стали 4Х5МФ1С является комплексное легирование и склонность к дисперсионному твердению. Высокий уровень легирования благоприятно влияет на прочность, прокаливаемость, теплостойкость стали и дает возможность использовать ее для инструментов, разогревающихся в процессе работы до 600о С. Дисперсионное твердение обеспечивает хорошие режущие свойства инструмента.
Проведенные испытания позволили выявить оптимальные режимы закалки и отпуска, которые обеспечивают не только получение заданных свойств инструмента, но и дают определенный экономический эффект за счет снижения производственнных затрат.
1. Аналитический обзор
1.1.1 Классификация инструментальных сталей
Число инструментальных сталей весьма значительно и они имеют различный химический состав. Однако классификацию по составу можно использовать лишь в качестве вспомогательной; даже при разном содержании легирующих элементов многие инструментальные стали имеют близкие свойства.
Целесообразно классифицировать инструментальные стали по свойствам и по назначению.
Инструментальные стали по свойствам можно распределить по трем группам:
1) не обладающие теплостойкостью;
2) полутеплостойкие;
3) теплостойкие.
Стали, принадлежащие различным группам, мало различаются по твердости, прочности и износостойкости при нормальных температурах, но значительно различаются по этим важнейшим свойствам при нагреве. Кроме того, стали, обладающие теплостойкостью, из-за влияния дисперсных частиц фаз-упрочнителей имеют более высокое сопротивление пластической деформации (в том числе и при обычных температурах) [1].
Нетеплостойкие стали сохраняют высокую твердость (>60 HRC) при нагреве не выше 190–225о С и используются для резания мягких материалов с небольшой скоростью. Это заэвтектоидные и близкие к эвтектоидным углеродистые и легированные стали (с относительно невысоким содержанием легирующих элементов). Карбидная фаза их – цементит, коагулирующий при сравнительно низких температурах.
Полутеплостойкие стали, преимущественно штамповые, испытывают нагрев рабочей кромки до температур 400–500о С. Это – близкие к эвтектоидным стали, легированные хромом и дополнительно вольфрамом, молибденом и ванадием, а также ледебуритные стали (12% Cr). Карбидные фазы – легированный цементит и карбид хрома (Ме23 С6 , Ме7 С3 ).
Теплостойкие стали сохраняют высокую твердость до нагрева на температуры порядка 600–650о С для быстрорежущих сталей (твердость 60–62 HRC) и 650–700о С для штамповых сталей (твердость 45–52 HRC). Основная карбидная фаза – карбид вольфрама (молибдена) Ме6 С, а у менее теплостойких штамповых сталей также и карбид Ме23 С6 . У некоторых сталей возможно интерметаллидное упрочнение [2].
Теплостойкие и полутеплостойкие стали, как высоколегированные, являются одновременно глубокопрокаливающимися.
В зависимости от условий эксплуатации и требуемых свойств инструментальные стали классифицируют следующим образом:
1) стали для режущих инструментов;
2) стали для инструментов и деталей повышенной точности;
3) штамповые стали для холодного деформирования;
4) штамповые стали для горячего деформирования.
Стали с карбидным упрочнением при повышенном содержании углерода (>0,6%), относящиеся к ледебуритному классу, используются для изготовления режущих инструментов, выполняющих резание твердых материалов или работающих с повышенной скоростью. Заэвтектоидные и доэвтектоидные стали высокой твердости, не обладающие теплостойкостью, применяют в более ограниченных пределах, когда нагрев режущей кромки незначителен. Заэвтектоидные стали используют для металлорежущих и некоторых деревообрабатывающих инструментов, а доэвтектоидные стали, имеющие большую вязкость, – главным образом для деревообрабатывающих инструментов, испытывающих ударные нагрузки. Для специальных условий (хирургические инструменты, бритвы и т. д.) применяют стали, устойчивые против коррозии, они являются полутеплостойкими.
Для инструментов и деталей повышенной точности используют стали повышенной твердости, как обладающие, так и не обладающие теплостойкостью (в зависимости от условий эксплуатации). Эти стали должны иметь дополнительные свойства, главное из которых – способность приобретать очень чистую поверхность при доводке и сохранять неизменными размеры и форму инструмента в течение длительного срока эксплуатации.
При изготовления штампов для холодного деформирования используют стали высокой твердости, а для некоторых инструментов, работающих со значительными динамическими нагрузками, применяют и стали повышенной вязкости.
При изготовлении штампов для горячего деформирования используют теплостойкие стали повышенной вязкости, которые обеспечивают не только высокие прочность и сопротивление деформации штампа при нагреве, но и необходимое сопротивление динамическим нагрузкам и хорошую разгаростойкость. Это важное свойство штамповой стали достигается при достаточных вязкости и пластичности [1].
1.1.2 Требования, предъявляемые к штамповым сталям
Для обработки металлов давлением применяют инструменты – штампы, пуансоны, ролики, валики и т.д., деформирующие металл. Стали, принимаемые для изготовления инструмента такого рода, называют штамповыми.
Штамповые стали делятся на две группы: деформирующие металл в холодном состоянии и деформирующие металл в горячем состоянии. Условия их работы сильно различаются между собой.
Например, при деформации в горячем состоянии штампуемый металл под действием сближающих половинок штампа деформируется и заполняет внутреннюю полость штампа. В работе внутренняя полость («фигура»), которая деформирует металл, соприкасается с нагретым металлом, поэтому штамповая сталь для горячей штамповки должна обладать не только определенными механическими свойствами в холодном состоянии, но и достаточно высокими механическими свойствами в нагретом состоянии [3].
Ввиду многочисленных и разнообразных требований, предъявляемых к штампам в зависимости от назначения, для их изготовления применяют стали различных марок, начиная от простых углеродистых и заканчивая сложнолегированными.
Требования к штамповым сталям для холодного деформирования
К этой группе относят инструменты, изменяющие форму материала без снятия стружки, т. е. главным образом штампы. Эти многочисленные инструменты разнообразны по форме, размерам и напряженному состоянию, возникающему в процессе эксплуатации, что требует применения различных сталей.
Основные требования, предъявляемые к штамповым сталям для холодного деформирования, – высокие прочность и износостойкость. Остальные свойства, в частности, вязкость и прокаливаемость определяются условиями работы, размерами и формой изделий из них.
В процессе деформирования с большой скоростью инструмент может разогреваться до 200–350о С. Поэтому стали такого класса должны иметь теплостойкость 400–500о С, для того, чтобы обеспечить сопротивление смятию и пластической деформации при работе. Для крупного инструмента необходимо обеспечить высокую прокаливаемость и небольшие объемные изменения при закалке. Наиболее часто применяют стали марок: Х12М, Х12Ф1, Х6ВФ, 7ХГ2ВМ, 6Х6В3МФС [1].
Требования к штамповым сталям для горячего деформирования
Штамповые стали для горячего деформирования должны иметь определенный комплекс свойств. Рассмотрим их.
Теплостойкость. Высокие жаропрочные свойства не должны снижаться под длительным воздействием температуры, металл должен устойчиво сопротивляться отпуску.
Жаропрочность. Металл должен обладать высоким пределом текучести и высоким сопротивлением износу при высоких температурах, чтобы замедлить процессы истирания и деформирования элементов фигуры инструмента, разогревающихся от соприкосновения с горячим обрабатываемым материалом.
Термостойкость (разгаростойкость). Циклический нагрев и охлаждение поверхности инструмента во время работы и, следовательно, чередующееся расширение и сжатие поверхностных слоев приводят к появлению так называемых разгарных трещин. Для предупреждения данного явления материал инструмента должен обладать высокой разгаростойкостью (высоким сопротивлением термической усталости).
Вязкость. Деформирование металла при штамповке сопровождается ударными воздействиями этого металла на штампы, поэтому материал штампов должен обладать известной вязкостью для предупреждения поломок и выкрашивания.
Износостойкость.
Окалиностойкость. Она необходима, если поверхностные слои нагреваются выше 600о С и особенно 700о С; в этих условиях окалиностойкость в большей степени определяет износостойкость.
Теплопроводность. Необходима для лучшего отвода тепла, передаваемого деформируемой заготовкой.
Прокаливаемость. Многие инструменты имеют большие размеры. Для получения хороших прочностных свойств в нижележащих слоях сталь инструмента должна хорошо прокаливаться.
Отпускная хрупкость. Так как быстрым охлаждением инструментов крупных размеров нельзя устранить отпускную хрупкость, то необходимо выбирать сталь минимально чувствительную к этому пороку.
Слипаемость. При значительном давлении горячий металл может «прилипать» к металлу штампа (явление адгезии), и когда штампуемое изделие отдирается от штампа, то оно всякий раз частично разрушает его поверхность. Разрушение будет выражено тем сильнее, чем больше адгезионное взаимодействие.
Кроме того, стали для штампов, поверхностный слой которых сильно нагревается (выше 600о С), должны иметь высокие температуры критических точек.
Нагрев рабочих слоев штампа определяется не только температурой деформируемого металла, но и длительностью контакта с ним и условиями охлаждения.
1.1.3 Влияние легирующих элементов на структуру и свойства штамповых сталей
Легирование является одним из основных способов воздействия на структуру и свойства инструментальных сталей и способствует повышению работоспособности инструмента.
Штамповые стали легируют такими элементами как хром, вольфрам, молибден, ванадий, кремний и кобальт. В последние годы появились стали с добавками титана, циркония, ниобия и др.
Рассмотрим влияние основных легирующих элементов на свойства штамповых сталей.
Хром положительно влияет на ряд характеристик штамповых сталей (прокаливаемость, склонность к вторичному твердению, теплостойкость и т.д.). По мере повышения его концентрации в твердом растворе существенно возрастает устойчивость аустенита как в перлитной, так и в промежуточной областях, качественно изменяется вид С-образных кривых.
В хромистых сталях наряду с цементитом образуется два специальных карбида: гексагональный (тригональный) Ме7 С3 и кубический Me23 C6 (рис. 1). Хром повышает устойчивость этих карбидов против растворения при нагреве и оказывает благоприятное влияние на чувствительность к перегреву сталей, содержащих незначительные количества вольфрама и молибдена. В комплекснолегированных сплавах хром вследствие повышения фазового наклепа при закалке и непосредственного участия в формировании упрочняющей фазы сильно усиливает эффект вторичного твердения [4].
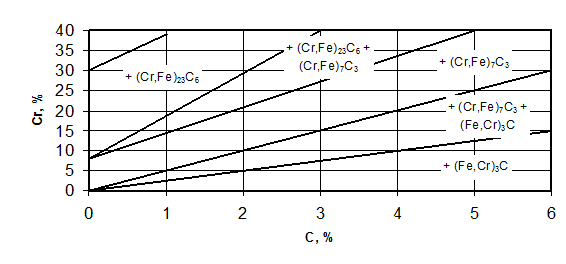
Рис.1. Сечение диаграммы состояния системы Fe – Cr – C при20о С [5]
Хром способствует сохранению высокого сопротивления пластической деформации при нагреве до 400–500о С. Пределы прочности и текучести составляют 80% от их значений при 20о С. Кроме того, хром повышает устойчивость против окисления при нагреве до 600–650о С и против разъедающего действия ряда сред.
При снижении содержания хрома с 5 до 3% изменяется состав карбидных фаз; в стали с 3% хрома присутствуют карбиды Ме3 С наряду с карбидами Ме23 С6 и Ме6 С, что немного уменьшает теплостойкость и предел текучести при температурах выше 400–500о С.
Увеличение количества хрома с 5 до 8% несколько повышает окалиностойкость, но снижает теплостойкость; твердость не ниже 45HRC у стали 4Х8В2С сохраняется при отпуске до 580о С, а у стали 4Х5В2ФС (с таким же количеством вольфрама) – до 600о С. Кроме того, из-за роста карбидной неоднородности, неизбежного с увеличением хрома, снижаются вязкость и пластичность штампов в крупных сечениях.
Наиболее заметное влияние на окалиностойкость, а следовательно, на износостойкость хром оказывает при содержании с 2,5 до 3,5–4% (рис. 2).
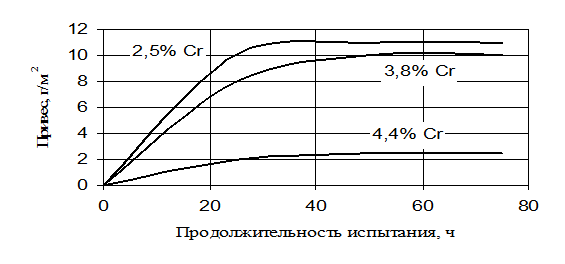
Рис. 2. Влияние хрома на окалиностойкость при 600о С стали с 0,4% С; 8%W и 0,5% V [1]
К числу ограничений использования хрома в качестве легирующего элемента относится прежде всего резкое увеличение карбидной неоднородности при введении его в количествах, превышающих 4–5%. Наличие грубых строк и остатков сетки первичных карбидов в сталях с 6–12% Cr наряду с трудностями технологического характера (снижение пластичности при повышенных температурах, возрастание опасности локальных оплавлений при нагреве слитков под деформацию и др.) существенно снижает их эксплуатационные свойства. Неравномерность распределения «внутренних» концентраторов напряжений, особенно возрастающая при термической обработке вследствие образования вокруг скоплений карбидов обогащенных углеродом и легирующими элементами зон, приводит к заметному уменьшению прочности, пластичности, сопротивления усталостной повреждаемости и износостойкости высокохромистых сталей в условиях динамического нагружения.
Следует отметить, что увеличение содержания хрома выше 5% наряду с усилением карбидной неоднородности вызывает также повышение чувствительности к перегреву. Этот недостаток присущ сталям, легированным 1–2% W (Mo) и 0,3–0,8% V [1].
В штамповых сталях для горячего деформирования необходимо жесткое регламентирование содержания хрома, так как он ускоряет их разупрочнение, начиная с 2–3%, что связано со значительным возрастанием скорости коалесценции карбидов.
Также хром даже при относительно невысоких концентрациях обладает значительной склонностью к дендритной ликвации, большей, чем вольфрам, марганец и кремний. Это может привести к неблагоприятным структурным изменениям – усилению карбидной полосчатости, неоднородности, отклонениям от равновесного фазового состава и др.
Учитывая вышеприведенные факторы, содержание хрома в штамповых сталях для холодного деформирования ограничивают, как правило, 3,5–4,5%; в штамповых сталях для горячего деформирования: 4–5% и 2–3% Сr для сталей повышенной (4Х5МФС, 4Х4ВМФС) и высокой теплостойкости (типа 4Х2В5ФМ, 5Х3В3МФС) соответственно и 1–2% Cr в сталях умеренной теплостойкости и повышенной вязкости [4].
Повышение содержания вольфрама в комплекснолегированных штамповых сталях для холодного деформирования увеличивает их устойчивость против перегрева, смещая температуру начала интенсивного роста зерна к 1070–1100о С в сталях типа Х4МФ уже при введении 2–3% W. Аналогичный эффект при легировании вольфрамом наблюдается и в сталях для горячего деформирования, содержащих не более 0,5–1% V. В этой группе сталей при подобном изменении химического состава происходит более заметное снижение твердости после закалки, чем при увеличении содержания молибдена. В сталях повышенной теплостойкости увеличение концентрации вольфрама с 2 до 3% вызывает значительный рост твердости после закалки и величины действительного зерна аустенита при нагреве до 1150–1180о С.
Молибден несколько повышает устойчивость против перегрева сталей типа 4Х4В2М2ФС, но оказывает противоположное влияние на поведение при нагреве сплавов с повышенным содержанием углерода (~ 1%, типа Х4В2М2Ф1) [4].
Вольфрам и молибден эффективно повышают теплостойкость. Теплостойкость возрастает наиболее значительно при увеличении содержания вольфрама до 8% (рис. 3).
Вольфрам (и в меньшей степени молибден) задерживают коагуляцию карбидов, выделяющихся по границам зерен и некоторым кристаллографическим плоскостям, и усиливают дисперсионное твердение при отпуске, но при увеличении их содержания ухудшается вязкость. Это отрицательное влияние вольфрама значительнее его измельчающего воздействия на зерно. Вольфрам усиливает также карбидную неоднородность, из-за чего дополнительно снижаются механические свойства в крупных сечениях.
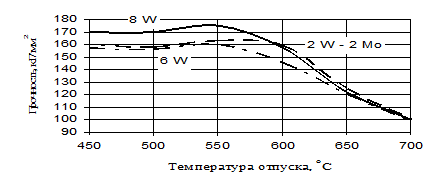
Рис. 3. Влияние вольфрама на теплостойкость стали с 0,35% С; 3% Сr; 0,5% V [1]
В сталях с молибденом дисперсионное твердение наступает при более низких температурах отпуска, несколько сильнее повышается вторичная твердость. Выделяющийся карбид обладает большей способностью к коагуляции, вследствие чего молибденовая сталь в сравнении с вольфрамовой имеет лучшую вязкость, но несколько меньшую теплостойкость. Также молибден подавляет склонность к отпускной хрупкости вследствие благоприятного воздействия на состояние границ зерен. Содержание молибдена, несмотря на его эффективное влияние, устанавливают не выше 2,5–2,8%, так как он усиливает обезуглероживание [1].
В штамповых сталях для холодного деформирования наиболее благоприятная структура и требуемые механические свойства достигаются при содержаниях вольфрама порядка 2–3%. Обязательным условием обеспечения повышенной работоспособности подобный сталей является легирование молибденом, который при увеличении его концентрации до 2% усиливает дисперсионное твердение при отпуске и повышает сопротивление смятию; более 2% Mo способствуют обезуглероживанию стали, снижению прочности при изгибе и ударной вязкости.
В штамповых сталях для горячего деформирования увеличение концентрации вольфрама повышает теплостойкость до определенных пределов. Такими пределами являются 1,0–2% W в сталях типа 4Х4ВМФС и ~ 3% в сталях типа 5Х3В3Ф2МС. Содержание молибдена, как правило, составляет 1,5–3% [4]. Молибден в этих сталях с заменяет вольфрам в соотношении 1 : 2.
Стали, в которых молибден заменяет более 2–3% W, имеют меньшую карбидную неоднородность. Молибден при замене 3–4% W (и одинаковом ванадии) почти не изменяет теплостойкости, вследствие чего прочностные свойства вольфрамомолибденовых сталей при нагреве такие же, как вольфрамовых [1]. Выбор конкретный соотношений между вольфрамом и молибденом определяется условиями эксплуатации инструмента и он должен быть экономически обоснован.
Ванадий оказывает эффективное влияние на процессы собирательной рекристаллизации и существенно уменьшает чувствительность штамповых сталей к перегреву. В относительно невысоколегированных сталях (типа 5ХНМ, 7ХГ2ВМ и др.) его действие оказывается заметным уже при содержании порядка 0,10–0,30%. Для других групп сталей, содержащих карбиды типа М7 С3 , М6 С, М23 С6 , требуется большее количество ванадия для существенного смещения температур начала интенсивного роста зерна.
На механические свойства ванадий оказывает неоднозначное влияние. Уменьшая чувствительность к перегреву, при содержаниях до 1% он может повышать прочность и пластичность высокоуглеродистых и среднеуглеродистых (~ 0,4% С) штамповых сталей.
Положительное влияние ванадия на сопротивление хрупкому разрушению сплавов типа Х4В2МФ, 17Х6Ф4М после отпуска при 150–350о С сохраняется также при легировании до 2–4% V. После обработки на первичную твердость (60–62 HRC) такие стали имеют прочность при изгибе и ударную вязкость около 300–350 и 5–8 кГс×м/см2 против 230–270 и 2–4 кГс×м/см2 , для аналогичных сплавов, но с 0,5–1% V. При высокотемпературном (≥500о С) отпуске ванадий при повышенных его содержаниях действует в противоположном направлении, т.е. уменьшает пластичность штамповых сталей как горячего, так и холодного деформирования. Наряду с увеличением опасности преждевременного хрупкого разрушения снижение пластичности высокованадиевых сталей после обработки на вторичную. твердость может приводить также к уменьшению износостойкости в условиях динамического нагружения из-за скалывания и микровыкрашивания.
Увеличение содержания ванадия с 0,4 до 0,8% усиливает дисперсионное твердение (рис. 4) и улучшает теплостойкость, но снижает вязкость. Вследствие интенсивного развития дисперсионного твердения, наступающего при увеличении количества ванадия с 0,35 до 1%, вязкость снижается с 2,3–2,5 до 1,6–1,8 кг×м/см2 при 20° C и с 3,8–4,0 до 3–3,5 кг×м/см2 при 650°C. Рекомендуется стали с 0,5% V (4Х5МС) применять для работы при нагреве до 580–590о С, а с 1% V (4Х5В2ФС и типа 4Х5МФС) – при нагреве до 640–650о С [1].
Ванадий, также как и хром, обладает сильно выраженной склонностью к дендритной ликвации, но в отличие от него ванадий благоприятно влияет на дисперсность и характер распределения первичных карбидов в высокоуглеродистых сталях.
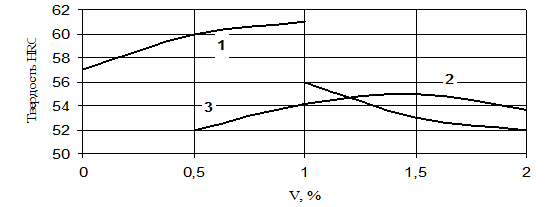
Рис. 4. Влияние ванадия на максимальный уровень вторичной твердости, достигаемый в сталях типа Х4В2М1Ф (1), 4Х4ВМФС (2) и 5Х3В3МФС (3) после отпуска при 500–550о С (закалка на зерно № 10)
При введении в состав сталей 3–4% V наблюдается значительное ухудшение шлифуемости (из-за присутствия очень твердого карбида МеС), что ограничивает их широкое применение. Другим недостатком является пониженная окалиностойкость при отжиге и горячей пластической деформации [4].
Кремний является ферритообразующим элементом и «выклинивает» область существования γ-железа в сплавах системы Fe – Si уже при содержании около 2%. Аналогично влияет он на диаграмму состояния углеродистых сталей (0,5–1% С), однако в этом случае полное завершения α → γ-превращения достигается при содержаниях 3–5% кремния.
Не образуя в сплавах на основе железа соединений с углеродом, кремний практически не оказывает влияния на тип и состав карбидов в штамповых сталях, но вызывает их укрупнение в отожженном состоянии.
Кремний и кобальт интенсифицируют процессы карбидообразования при отпуске и значительно повышают уровень вторичной твердости. В комплекснолегированных штамповых сталях введение этих элементов вызывает прирост упрочнения, не сопровождающийся существенным обеднением твердого раствора легирующими элементами, и обусловленный в основном повышением дисперсности выделяющихся при старении карбидов. Однако кремний, смещающий в сторону более низких температур отпуска «пик» вторичной твердости (при содержаниях ≥1,5%), и кобальт, не изменяющий практически его положения, увеличивают скорость разупрочнения при высоком (620–650°C) нагреве. В связи с этим содержание кремния в штамповых сталях для горячего деформирования ограничивают 0,5–0,8% [4].
Кремний влияет аналогично хрому на механические свойства стали и стойкость к окислению. Кобальт повышает вторичную твердость и теплостойкость, но не улучшает окалиностойкости, необходимой для работы при высоких температурах. Также к недостаткам легирования кобальтом относится склонность штамповых сталей к обезуглероживанию [1]. Использование кобальта целесообразно и оправдано при введении его в низкоуглеродистые сплавы (0,1–0,2% С) для горячего деформирования с интерметаллидным и комплексным упрочнением.
Необходимо отметить, что ограничения, связанные с отрицательным влиянием рассматриваемых элементов на теплостойкость практически снимаются для штамповых сталей холодного деформирования, которые нагреваются при эксплуатации не выше 350–450о С. Исследования показали, что легирование кремнием и кобальтом сталей типа Х4В2Ф2М в количествах до 3–4 и 5% соответственно позволяет значительно повысить вторичную твердость (до 64–67 HRC), а также сопротивление малым пластическим деформациям. Однако повышая указанные свойства данные элементы снижают ударную вязкость и прочность при изгибе, кобальт в этом направлении влияет сильнее [4].
Легирование сталей никелем и марганцем повышает прокаливаемость. Этим определяется целесообразность легирования ими штамповых сталей, предназначенных для изготовления крупногабаритных инструментов. Мало изменяя чувствительность к перегреву и, как следствие, оптимальные температуры закалки, никель и марганец сильно понижают критическую скорость охлаждения.
Никель эффективно повышает пластичность, что очень важно для материалов, испытывающих воздействие динамических нагрузок. Это его положительное свойство проявляется, однако, когда подавляются другие (вредные) последствия легирования стали никелем. К их числу относится ускорение процесса выделения карбидов по границам. Вызывая снижение пластичности, этот процесс сопровождается также обеднением твердого раствора карбидообразующими элементами и снижением теплостойкости стали. Легирование никелем стали 4Х4ВМФС способствует ускорению теплового разупрочнения, а также охрупчиванию при температурах испытаний 20–400о С. Кроме того заметно снижается сопротивление термической усталости. Аналогичным образом влияет добавление в эту сталь марганца, который дополнительно увеличивает коэффициент термического расширения и ухудшает теплопроводность. Таким образом, легирование никелем и марганцем теплостойких сталей для горячего деформирования является нецелесообразным.
Применяется легирование штамповых сталей повышенной прокаливаемости и вязкости для горячего деформирования никелем и марганцем в количествах 1,5–2% и 0,5–1% соответственно.
Введение этих элементов в пределах 1,5–2% Mn и 0,5–1,0% Ni весьма целесообразно и для малодеформирующихся сталей повышенной вязкости (типа 7ХГ2ВМ, 7ХГНМ) для холодного деформирования.
Марганец и никель увеличивают количество остаточного аустенита, но не предотвращают его распад под воздействием циклически изменяющихся напряжений при эксплуатации штампов. Это делает недопустимым легирование данными элементами вторичнотвердеющих штамповых сталей с высоким сопротивлением смятию.
В общем случае для инструментальных сталей содержание никеля и марганца не должно превышать 0,4%. Допустимо повышение содержания никеля до 06–0,8%, тогда немного возрастают прочность и вязкость ряда сталей. [4]
1.1.4 Термическая обработка штамповых сталей для горячего деформирования
Цель окончательной термической обработки – получение в готовом инструменте оптимального сочетания основных свойств: твердости, прочности, износостойкости, вязкости и теплостойкости.
Наиболее распространенный технологический процесс окончательной термической обработки инструмента для горячего деформирования состоит из закалки и отпуска. Большое разнообразие условий работы такого инструмента предопределяет не только применение различных сталей, но и необходимость получать в каждом конкретном случае оптимальное для данных условий сочетание свойств за счет правильного выбора режимов термической обработки. При этом в зависимости от назначения инструмента возможен выбор разных температур нагрева под закалку, закалочных сред и способов охлаждения, температур отпуска. Режимы закалки и отпуска не универсальны, а их следует назначать дифференцированно в соответствии с условиями работы инструмента.
В частности, следует учитывать, что при повышении температуры нагрева под закалку возрастает теплостойкость и прокаливаемость штамповых сталей, но из-за укрупнения зерна снижается их вязкость. Поэтому, например, для прессового инструмента, работающего с большим разогревом, но без значительных динамических нагрузок, целесообразно повышать температуру нагрева под закалку для получения большей теплостойкости.
Вместе с тем при выборе режимов закалки и отпуска следует учитывать их влияние на деформацию инструмента в процессе термической обработки и возможность последующей механической обработки.
Повышение температуры отпуска, как правило, повышает вязкость стали, но снижает ее твердость, прочность и износостойкость. В связи с этим для сохранения износостойкости и твердости стали температуру отпуска выбирают пониженной, однако не ниже температуры разогрева инструмента при эксплуатации.
Широкое распространение в технике получила сталь 5ХНМ, имеющая высокую технологичность, оптимальные механические свойства, прокаливаемость. Также для инструмента небольших габаритов применяются стали марок 5ХНВ, 5ХГСВФ, 5ХНСВ, 5ХГМ и др. Для очень крупного инструмента пригодны стали типа 27Х2НМВФ и типа 30Х2НМФ, 30Х2М1ФН3. В основном данные марки сталей применяются для изготовления молотовых штампов [1].
Таблица 1. Химический состав сталей для горячего деформирования (ГОСТ 5950–73) [1]
| Сталь | C | Mn | Si | Cr | Ni | W | Mо | V |
| 5ХНМ | 0,5–0,6 | 0,5–0,8 | ≤ 0,35 | 0,5–0,8 | 1,4–1,8 | – | 0,15–0,3 | – |
| 5ХНВ | 0,5–0,6 | 0,5–0,8 | ≤ 0,35 | 0,5–0,8 | 1,4–1,8 | 0,4–0,6 | – | |
| 3Х2В8Ф | 0,30–0,40 | 0,15–0,40 | 0,15–0,40 | 2,20–2,70 | – | 7,50–8,50 | – | 0,20–0,50 |
| 4Х5В2ФС | 0,35–0,45 | 0,15–0,40 | 0,80–1,20 | 4,50–5,50 | – | 1,60–2,20 | – | 0,60–0,90 |
| 4Х5МФ1С | 0,37–0,44 | 0,15–0,40 | 0,80–1,20 | 4,50–5,50 | – | – | 1,20–1,50 | 0,80–1,10 |
Обобщенная технологическая схема обработки инструмента для горячего деформирования из полутеплостойкой стали повышенной вязкости:
1) горячая пластическая деформация (ковка);
2) отжиг;
3) механическая обработка;
4) закалка и отпуск;
5) механическая обработка.
Для деформирования алюминиевых сплавов применяются стали с5% Cr: 4Х5В2ФС и типа 4Х5МС (или 4Х5МФС). При изготовлении матриц крупных размеров применяют стали с 3% Cr (типа 4Х3МС), так как они лучше сохраняют пластичность в больших сечениях.
Для деформирования медных сплавов, выполняемого при более высоком нагреве, нужны стали повышенной теплостойкости. Для пуансонов применяют стали 3Х2В8Ф и 4Х5В4ФСМ. Рекомендуется использовать также сталь 6Х3В9Ф, отличающуюся высоким сопротивлением продольному изгибу и износу.
Для деформирования стали при ударных нагрузках и необходимости резкого охлаждения, обеспечивающего интенсивный цикл работы, т.е. в условиях, когда нужна высокая разгаростойкость, а нагрев рабочего слоя не достигает высоких значений, более пригодны стали 4Х5В2ФС и типа 4Х5ВМС и 4Х3МС. Эти стали применимы, в частности, для скоростной штамповки.
Для более тяжелых температурных условий, а также деформирования труднообрабатываемых сплавов необходимы стали повышенной теплостойкости (3Х3В8Ф, 4Х3В5М3Ф). [1]
Твердость инструмента и последовательность операций механической и термической обработки определяются его размерами, формой и условиями эксплуатации.
Штамповые стали для изготовления ножей и пил горячей резки должны сохранять свои свойства в условиях повышенного износа при нагреве и значительных динамических нагрузках. Для рубки мягких материалов или в случае высокого нагрева пригодны стали повышенной разгаростойкости 4Х5В2ФС или типа 4Х3ВМС, так как они обладают хорошей вязкостью при достаточной теплостойкости.
Для работы при очень высоком нагреве рекомендуется сталь повышенной теплостойкости 4Х5В4ФСМ.
Для облегченных условий и при меньшем нагреве можно применять более дешевую сталь 6ХС или сталь 5ХВ2С. [5]
ГОРЯЧАЯ ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
Пониженная деформируемость штамповых сталей по сравнению с конструкционными обусловлена их меньшей пластичностью вследствие более высокой легированности твердого раствора, больших количеств карбидных фаз и степени ликвации при кристаллизации.
Температуры нагрева под ковку (прокатку) выбирают из условий достижения наиболее высокой пластичности в достаточно широком интервале температур, что определяется химическим составом стали и массой слитка. Температуры окончания пластической деформации устанавливают с учетом того, чтобы избежать образования трещин и рванин и подготовки необходимой структуры (размера зерна аустенита, распределения и дисперсности избыточных фаз и др.), обеспечивающей высокие механические свойства после окончательной термической обработки. Для полутеплостойких сталей повышенной вязкости температуры начала ковки 1150–1180о С, окончания 850–880о С. Для теплостойких штамповых сталей начало ковки при 1160–1180о С; конец ковки при 850–925о С [1].
При выполнении ковки необходимо добиваться максимально однородной структуры. Наиболее широко применяемой схемой ковки слитков штамповых сталей (на молотах и прессах) является протяжка в осевом направлении. Такая схема деформирования дает повышенную анизотропию механических свойств, поэтому рекомендуется ряд схем ковки, обеспечивающих более равномерную структуру. К ним относятся: ковка слитков в поперечном направлении, комбинированная ковка со сменой операций вытяжки и осадки, ковка со сменой направления вытяжки, всесторонняя ковка. Всесторонняя ковка с осадкой способствует устранению дендритной ликвации.
Для повышения однородности структуры в более крупных заготовках из высокохромистых, а также высоколегированных штамповых сталей для горячего деформирования рекомендуется ковка по следующей схеме: осадка на 1/3 высоты с обратной вытяжкой до исходных размеров; затем 2–4 осадки до размеров H < D (H – высота, D – диаметр полуфабриката) с вытяжкой в направлении, перпендикулярном образующей цилиндра – полуфабриката; оформление окончательных размеров [4].
Штамповые стали, особенно высоколегированные, склонны к образованию термических трещин при охлаждении на воздухе. Поэтому после ковки их охлаждают замедленно:
1) в неотапливаемых колодцах или термостатах;
2) на воздухе до 700о С, а более мелкие до 450–500о С, чтобы задержать выделение карбидов по границам зерен, а затем в футерованной яме или в песке. Можно не допуская охлаждения ниже 700о С и 450о С, помещать поковки в печь для отжига или высокого отпуска.
ЧЕРНОВАЯ ТЕРМООБРАБОТКА
Отжиг выполняют лишь при необходимости измельчения структуры слитков или крупных заготовок, мало обжатых при пластической деформации. В остальных случаях можно ограничиться высоким отпуском, после которого сталь приобретает примерно такую же структуру, как и после отжига.
Назначение отжига (отпуска) – перекристаллизация стали для измельчения зерна и получения низкой твердости, а также структуры зернистого перлита, как наиболее удовлетворяющей последующей закалке. Наиболее целесообразно применять изотермический отжиг, включающий нагрев до температур, близких или немного выше Ас1 , выдержку после прогрева металла (определяется массой садки) не менее 2–3 часов, медленное охлаждение с печью до температур несколько ниже Аr1 , выдержку продолжительностью 3–4 часа, медленное охлаждение до 600–650о С, затем на воздухе. Преимуществом изотермического отжига является получение более однородной структуры после последующей закалки, особенно для сталей с небольшим содержанием карбидной фазы [4].
Для полутеплостойких сталей повышенной вязкости температуры отжига и высокого отпуска составляют соответственно 760–800о С и 650–690о С. Данные стали чаще подвергают отпуску, чем отжигу, так как переохлажденный аустенит этих сталей имеет особо высокую устойчивость, а температура его минимальной устойчивости весьма низкая. Эти факторы значительно увеличивают продолжительность отжига, снижают скорость коагуляции карбидов и поэтому затрудняют получение низкой твердости [6].
Вольфрамовые стали для предупреждения порчи теплостойкости лучше отпускать, а не отжигать. Вольфрамомолибденовые стали в крупных поковках отжигают, мелкие поковки рационально отпускать. Температура отжига составляет примерно 800–850о С, а температура отпуска 700–780о С [1].
По структурному признаку полутеплостойкие стали повышенной вязкости – доэвтектоидные или близкие к эвтектоидным (при 0,5–0,55% С). Структура их после отжига – пластинчатый перлит с участками феррита.
Сталь 5ХНСВ, легированная кремнием, имеет твердость 217–241 НВ, остальные стали – 197–241НВ [1].
Теплостойкие стали поставляют после отжига; вольфрамовые – чаще после высокого отпуска. Структура – сорбитообразный перлит. Карбидная неоднородность наблюдается в виде полосчатости, а в сечении более 100 мм у вольфрамовых сталей возможна карбидная сетка. В структуре не допускается нафталиновый излом.
Твердость после отжига (высокого отпуска), НВ:
4Х5В2ФС, 4Х2В5ФМ, 4Х3В5М3Ф 180–220
3Х2В8Ф, 4Х8В2, 4Х5В4ФСМ, типа 3Х3В8Ф 207–255
стали с >8% W или 5% Mo228–262
Обезуглероженный слой не должен превышать норм, указанных ГОСТом 5959–63. Стали необходимо проверять на отсутствие флокенов.
Для полутеплостойких сталей повышенной вязкости температура нагрева под закалку составляет 830–870о С в зависимости от марки стали с предварительным подогревом при 600–620о С.
Температуры закалки [1]:
сталь типа 27Х2НМВФ, 30Х2НМФ………………………...950–975о С;
сталь типа 40ХН3М……………………………………………..850–870о С;
сталь типа 5ХНСВ……………………………………………....840–860о С;
сталь типа 5ХНМ, 5ХНВ, 5ХГМ……………………….……820 860о С.
Высокий отпуск проводится для получения сорбитной структуры (температура отпуска 500–600о С, скорость нагрева 40–50 град/час). Охлаждение после отпуска на воздухе. Инструмент обрабатывается, как правило, на твердость 35–40 HRC или 40–46 HRC.
Температуры нагрева под закалку и отпуск теплостойких сталей для горячего деформирования приведены в табл. 2.
Таблица 2. Температуры закалки и отпуска теплостойких сталей повышенной вязкости [1]
| Сталь | Закалка | Температура отпуска, о С, на твердость, HRC | ||
| Температура нагрева, о С | Твердость, HRC | 50 | 45 | |
| Стали повышенной разгаростойкости | ||||
| 4Х5В2ФС | 1060–1080 | 52–54 | 580–590 | 610–620 |
| Типа 4Х5МС,4Х5ВМС | 1050–1020 | 58–60 | 560–570 | 600–610 |
| Типа 4Х5МФС | 1010–1040 | 52–54 | 580–590 | 610–620 |
| 4Х8В2 | 1000–1100 | 53–56 | 540–550 | 580–590 |
| 4Х3ВМФС, типа 4Х3МС | 980–1020 | 53–56 | 400–420 | 430–450 |
| 7Х3 | 830–860 | 59–61 | _ | 480–580 |
| Типа 2Х12В3МФ | 980–1020 | 53–55 | 580–600 | 610–620 |
| Стали повышенной стойкости | ||||
| 3Х2В8Ф | 1080–1110 | 54–56 | 600–610 | 640–650 |
| Типа 3Х3В8Ф | 1130–1150 | 56–58 | 615–625 | 660–670 |
| Типа 4Х3В11 | 1170–1200 | 56–58 | 630–640 | 670–680 |
| Типа 5Х3В15, 5Х4В18 | 1180–1220 | 56–58 | 650–660 | 680–690 |
| Типа 6Х4В9Ф | 1080–1100 | 58–60 | 580–610 | 610–620 |
| 4Х5В4ФСМ | 1060–1070 | 54–56 | 600–610 | 620–630 |
| 4Х2В5ФМ | 1060–1080 | 54–56 | 610–620 | 630–640 |
| 4Х3В5М3Ф | 1110–1130 | 52–54 | 625–635 | 670–680 |
| Типа 6Х4В6М5, 6Х4В2М8 и 3Х4М6 | 1130–1150 | 56–58 | 650–660 | 680–690 |
При закалке важной задачей является защита от обезуглероживания; поскольку температуры закалки – высокие. Обязательно применение мер защиты; наиболее целесообразен нагрев в контролируемых атмосферах или в вакууме.
После закалки данные стали рекомендуется подстуживать на воздухе до 950–900о С, а затем охлаждать в масле.
Операцию отпуска выполняют немедленно после закалки с целью предупреждения трещин. Как правило, отпуск производят на твердость 45HRC в штамповых сталях, предназначенных для высадки и выдавливания; 48–53 HRC для ножей и пил горячей резки.
Поскольку при нагреве для отпуска в структуре сохраняется много аустенита, целесообразно проведение двукратного отпуска. Температура второго отпуска может быть на 10–20о С ниже, а его продолжительность на 20–25% меньше, чем первого отпуска. Охлаждение после отпуска проводится на воздухе.
1.1.5 Влияние термической обработки на свойства штамповых сталей
Служебные свойства штампового инструмента и его стойкость в значительной степени определяются соответствующим назначением марки стали, ее термообработкой и условиями эксплуатации инструмента.
Закалка проводится для растворения значительной части карбидов и получения высоколегированного мартенсита (рис. 5). Поэтому температуры закалки – повышенные и ограничиваются лишь необходимостью сохранить мелкое зерно и достаточную вязкость.
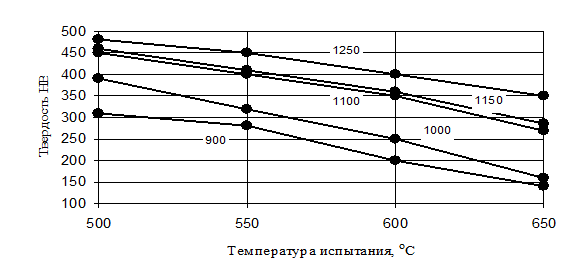
Рис. 5. Влияние температуры закалки на твердость стали 3Х2В8Ф при нагреве; отпуск 600о С [1]
Последующий отпуск вызывает дополнительное упрочнение вследствие дисперсионного твердения. Для повышения вязкости его выполняют чаще всего при более высоких температурах на более низкую твердость: 45–52 HRC и трооститную структуру. Сталь получает менее легированный феррит, а коагуляция выделившихся карбидов при отпуске протекает полнее.
Теплостойкость штамповых сталей определяется составом твердого раствора. Она возрастает с повышением температуры закалки сначала значительно, когда растворяется большая часть вторичных карбидов, а затем более медленно, но при значительном росте зерна.
Нагрев до 1100о С создает достаточно полное насыщение аустенита (мартенсита) и высокие прочностные свойства. Больший нагрев излишен; он уже мало улучшает теплостойкость, но вызывает значительный рост зерна у стали 3Х2В8Ф до балла 8 (при 1150о С) и сильно ухудшает вязкость, пластичность и разгаростойкость.
Изменение твердости и прочности в отличие от теплостойкости характеризуется кривой с максимумом (рис. 6).
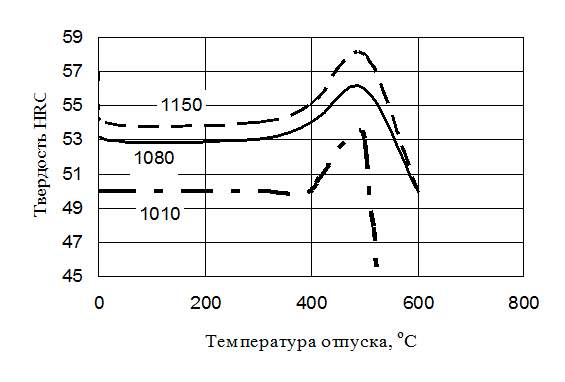
Рис.6. Влияние температуры закалки стали типа 4Х5МС на твердость
С повышением нагрева в области более низких температур они возрастают из-за растворения комплексных карбидов (повышается легированность аустенита и насыщенность его углеродом), а после более высокого нагрева снижаются из-за роста зерна и напряжений. Однако прочность отпущенной стали возрастает с повышением температуры закалки благодаря упрочняющему влиянию дисперсных карбидов, выделяющихся при отпуске.
Рассмотрим влияние температуры отпуска. Отпуск 200–350о С немного снижает твердость из-за выделения и коагуляции цементитного карбида. Отпуск стали 4Х5В2ФС при 530–550о С, а стали типа 4Х5МС при 480–500о С создает вторичную твердость; она возрастает на 0,5–1HRC вследствие дисперсионного твердения (рис. 7).
При 500–550о С выделяется промежуточный карбид типа Ме2 С. Выше 550–600о С выделяется карбид Ме6 С в сталях с вольфрамом и карбиды Ме23 С и Ме6 С в сталях с молибденом. Отпуск выше 600–625о С усиливает коагуляцию карбидов.
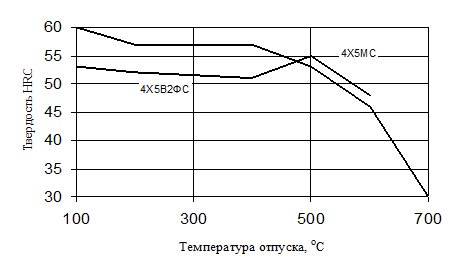
Рис. 7. Твердость сталей 4Х5В2ФС и типа 4Х5МС в зависимости от температуры отпуска [4]
Твердость штампов рационально устанавливать равной 47–50HRC. При большей твердости быстрее образуются трещины разгара, а при меньшей снижается износостойкость.
Характерно влияние температуры закалки на предел текучести отпущенной стали. С повышением нагрева предел текучести повышается, что вызвано более полным развитием дисперсионного твердения при отпуске. Дальнейший нагрев снижает предел текучести, так как влияние наступающего интенсивного роста зерна становится преобладающим.
Теплостойкие штамповые стали имеют предел текучести 135–165 кГ/мм2 при 20о С и 90–110 кГ/мм2 при 600–650о С, что обеспечивает достаточную формоустойчивость штампа [1].
Вязкость отпущенной стали изменяется в зависимости от температуры закалки подобно прочности, но достигаемый максимум вязкости сдвинут к более низким температурам. Закалка с невысоких температур повышает вязкость благодаря растворению карбидов, присутствующих в отожженной стали по границам зерен. При повышении температур закалки вязкость уменьшается из-за усиления при отпуске дисперсионного твердения и образования более легированного мартенсита.
Дисперсионное твердение, проходящее при отпуске, снижает вязкость (рис. 8). Штампы необходимо отпускать несколько выше температур развития дисперсионного твердения для повышения вязкости и пластичности.
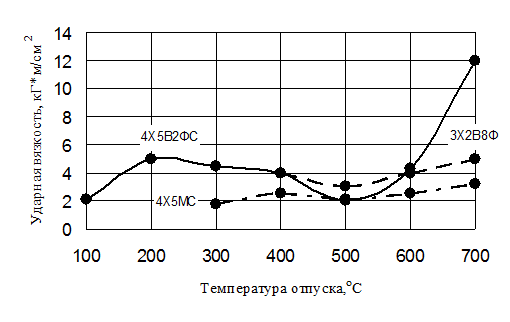
Рис.8. Вязкость в зависимости от температуры отпуска [1]
Вязкость и пластичность в большой степени определяют разгаростойкость сталей с трооститной структурой; она возрастает при их повышении (рис. 9).
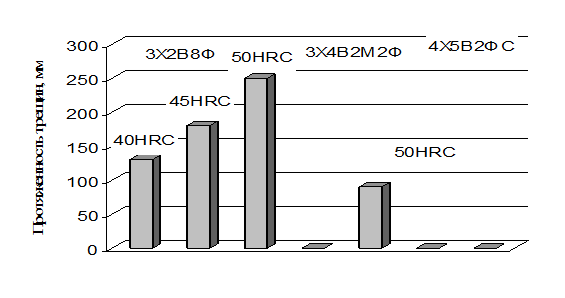
Рис. 9. Влияние твердости после отпуска на разгаростойкость сталей (проведено 100 циклов испытаний) [1]
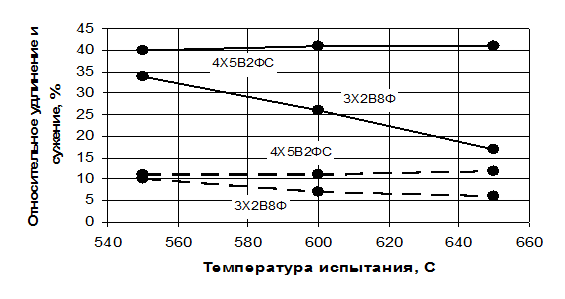
──── относительное сужение
─ ─ ─ относительное удлинение
Рис. 10. Относительное удлинение и сужение сталей; закалка на зерно 10; отпуск на твердость 50HRC [1]
Изменение плотности стали и линейных размеров образцов характеризуется тем, что эти параметры с повышением температуры сначала увеличиваются, а затем уменьшаются вследствие влияния возрастающего количества остаточного аустенита.
Относительное сужение штамповых сталей – не ниже 25% при 20о С и 30–40% (у некоторых вольфрамовых 8–10%) при 650о С (см. рис. 10).
Дефекты, которые могут возникнуть при термообработке, также влияют на свойства и структуру сталей.
Обезуглероживание может вызвать трещины вследствие разности объемных изменений, происходящих при закалке в обезуглероженном и нижележащих слоях, что резко снижает стойкость инструмента.
Вольфрамовые и вольфрамомолибденовые стали чувствительны к образованию нафталинистого излома. Сталь с таким браком имеет крупное зерно, во много раз превосходящее зерно нормальной стали; одновременно могут присутствовать и более мелкие зерна. Сталь с нафталинистым изломом не отличается по твердости и теплостойкости от стали с нормальным изломом, но имеет пониженную вязкость и стойкость.
Причина возникновения нафталинистого излома – выполнение вторичной закалки без промежуточного высокого отпуска (или отжига). Устранить нафталинистый излом и восстановить нормальную вязкость сложно. Нужен многократный и длительный отжиг или еще более длительный отпуск.
Создание высокопроизводительных инструментов связано, в первую очередь, с проблемой получения таких материалов, которые могли бы противостоять тяжелым условиям работы. Поэтому вопросам, связанным с разработкой новых марок сталей, уделяется большое внимание.
Таблица 3. Сведения о разработанных патентах
| Номер патента, заявки и дата публикации | Авторы | Название патента и краткое описание изобретения |
| 1 | 2 | 3 |
50949 2001096519 15.11.2002 |
Тюрин М.Ф., Белик О.В., Овчинников В.О., Царицин Е.А. | Штамповая сталь. Предложена сталь, отличающаяся дополнительным содержанием V и Ca при соотношении компонентов (в %): С 0,45–0,65; Si 0,9–1,7; Mn 1,3–1,6; Cr 1,5–2,5; V 0,3–0,8; W 0,2–0,5; Ca 0,001–0,005; Mo 0,5–0,8; Al 0,04–0,1. Результатом изобретения является улучшение механических свойств, в том числе и износостойкости стали. |
57093 200010058 16.06.2003 |
Терехов В.М., Артамонов Ю.В. | Инструментальная сталь. Для режущего инструмента предлагают сталь, которая отличается от известного дополнительным содержанием бора при следующем соотношении компонентов (в %): С 0,1–0,35; Si 0,2–1,5; Mn 0,3–1,0; Cr 0,5–3,5; V 0,1–0,5; W 8–15; Cо 15–17,8; Mo 7–12; Ti 0,16–0,80; В 0,005–0,015. |
2213799 2002105360/02 10.10.2003 |
Исаев Г.А. | Сталь для резки проката и металлического лома. Предложенная сталь содержит (в %): С 0,23–0,35; Si 0,95–1,1; Mn 0,6–0,7; Cr 0,8–0,95; Ni 0,9–1,1; V 0,05–0,15; W 0,6–0,75; Ca 0,001–0,35; P 0,001–0,005; S 0,001–0,005; Cu 0,005–0,18. Техническим результатом изобретения является повышение коррозионной стойкости, ударной вязкости и износостойкости. |
6663726 2000379222 16.12.2003 |
Abe Yukio, Nakatsu Hideshi, Tamura Yasushi, Kada Yoshihiro | Инструментальная сталь с высокой твердостью для холодной деформации, обладающая высокой обрабатываемостью резанием в термически упрочненном состоянии, инструмент и способ его изготовления. Предлагают сталь. обладающую высокой твердостью (более 50 HRC) и хорошей обрабатываемостью резанием после упрочняющей термической обработки. Сталь содержит (в %): С 0,3–0,5; Si 0,7–2,0; Mn 0,1–2,0; Cr 0,1–1,5; W и Мо до 3,5 (каждого); S 0,08–0,25. Инструмент для холодной деформации изготавливают после закалки и отпуска, проводя обработку резанием. |
2232201 2003112115/02 10.07.2004 |
Ворожищев В.И., Павлов В.В., Козырев Н.А., Тарасова Г.Н. | Сталь. Для ножей резки металлолома предлагают сталь, содержащую (в %): С 0,50–0,60; Si 0,50–0,80; Mn 0,40–0,60; Cr 1,0–1,30; V 0,12–0,20; W 2,20–2,70; N 0,012–0,020; Mo 0,35–0,50; Al 0,15–0,035. Техническим результатом изобретения является повышение эксплуатационной стойкости ножей за счет увеличения прочности и вязкости стали, а также сопротивления хрупкому разрушению. |
6761853 2001060782 13.07.2004 |
Ishida Kiyohito, Oikawa Katsunar, Fujii Toshimitsu, Matsuda Yukinori | Легкообрабатываемая инструментальная сталь. Предлагают обладающую повышенной обрабатываемостью сталь для изготовления штампов и различного рода инструмента, содержащую (в %): С 0,1–0,6, Ti и/или Zr при сумме Ti + 0,52Zr = 0,03–3,5, а также S, Se,Te при сумме S + 0,4Se + 0,25Te = 0,01–1,0 и содержащую дисперсные выделения комплексной фазы на основе Ti и/или Zr, обеспечивающей повышенную обрабатываемость резанием. |
6841122 10/133467 11.01.2005 |
Hayano Rinzo, Maeda Iji | Штамповая сталь для горячего деформирования. Предложена сталь, отличающаяся высокой коррозионной стойкостью в среде расплавленного металла и жаропрочностью в среде расплавленного металла, и изготавливаемая из нее оснастка. Сталь содержит (в %): С 0,05–0,10; Si до 0,04; Mn до 0,7; Cr 5,0–13,0; V 0,01–1,0; W 1,0–8,0; Ni до 0,1; N 0,005–0,050; Мо до 2,0; Со 1,0–10,0; В 0,003–0,020 и отдельно или совместно Nb и Ta 0,001–1,0. Для повышения твердости рабочие поверхности могут быть подвергнуты азотированию, цементации и ионной имплантации. |
2274673 2004119538/02 20.04.2006 |
Зубкова Е.Н., Водопьянова В.П. | Инструментальная штамповая сталь. Предложена сталь, содержащая (в %): С 0,75–0,9; Si 0,1–0,6; Mn 0,1–1,2; Cr 6,8–8,0; V 0,01–0,5; W 1,1–1,5; Ni 0,01–0,4; Мо 5,0–6,0; Со 5,0–6,0; Al 0,01–0,6; S 0,15–0,35. Изобретение направлено на повышение твердости, теплостойкости, износостойкости, обрабатываемости резанием и шлифуемости без ухудшения свариваемости, термообрабатываемости. Высокие показатели износостойкости, обрабатываемости резанием и шлифуемости обеспечиваются защитными сульфидными пленками, образующимися на рабочих поверхностях в процессе эксплуатации, благодаря комплексному легированию серой, молибденом и кобальтом. Высокие значения твердости и теплостойкости достигаются за счет дисперсионного упрочнения при легировании кобальтом и молибденом. |
1.3 Обоснование выбранного направления
Для исследования была выбрана инструментальная сталь 4Х5МФ1С. Данная марка стали применяется для изготовления штампов для горячей деформации и ножей для холодной резки. Последние находят применение в условиях ОАО «НЛМК» для резки углеродистых и электротехнических сталей, поэтому весьма важным является изучение влияния термической обработки на свойства данной стали, так как оптимизация режимов обработки позволит увеличить производительность, стойкость инструмента и положительно скажется при его эксплуатации.
Кроме того, присутствует экономический эффект, так как варьирование температур закалки и отпуска поможет снизить потери материала при изготовлении инструмента за счет уменьшения припуска на обезуглероженный слой.
1. Изучить зависимость твердости от температуры закалки и отпуска. Показать, что сталь склонна к вторичному твердению.
2. Изучить зависимость глубины обезуглероженного слоя от температуры закалки.
3. Изучить зависимость размера аустенитного зерна, а значит и пластических свойств, от температуры закалки.
4. Изучить зависимость износостойкости стали от температуры отпуска и типа нанесенного покрытия.
5. Выявить микроструктуру закаленной стали и закономерности растворения карбидов при закалке.
Для проведения исследования была выбрана штамповая сталь для горячего деформирования марки 4Х5МФ1С, выплавленная в условиях завода «Электросталь». Выплавка, разливка и другие операции производились согласно действующей технологической инструкции. Химический состав стали представлен в табл. 4.
Таблица 4. Химический состав стали 4Х5МФ1С
| C | Si | Mn | Cr | W | V | Mo | Ni |
| 0,32 | 1,05 | 0,35 | 5,00 | – | 1,10 | 0,80 | – |
После выплавки сталь была подвергнута горячей пластической деформации (ковке). Начало ковки при 1160о С, конец – при 850о С. Охлаждение после ковки замедленное. В качестве предварительной термической обработки использовался отжиг, предназначенный для измельчения зерна и получения низкой твердости. Температура отжига составила 850о С. В состоянии поставки сталь имела структуру зернистого перлита.
Далее из поковки диаметром 250 мм были вырезаны образцы размером 10×10×55 мм и подвергнуты окончательной термической обработке в цеховых условиях. Образцы с маркировочными номерами 1, 12, 24, 42, 59 были закалены в камерной печи на температуры 950, 1 000, 1 050, 1 070 и 1 100°C. Охлаждение производилось в масле. Образцы с номерами 2, 30, 31, 34, 35, 69, 70, 89, 91, 92 закалены с температуры 1 070°C и подвергнуты отпуску с разными температурными режимами. Кроме того на образцы 30, 89, 91 были нанесены покрытия из нитрида и оксинитрида титана.
Таблица 5. Режимы термообработки экспериментальных образцов
| № | Маркировка образца | Термическая обработка | |
| Температура закалки, о С | Температура отпуска, о С | ||
| 1 | 1 | 950 | – |
| 2 | 12 | 1 000 | – |
| 3 | 24 | 1 050 | – |
| 4 | 42 | 1 070 | – |
| 5 | 59 | 1 100 | – |
| 6 | 35 | 1 070 | 230 |
| 7 | 34 | 1 070 | 310 |
| 8 | 31 | 1 070 | 400 |
| 9 | 70 | 1 070 | 530 |
| 10 | 91 | 1 070 | 550 |
| 11 | 30 | 1 070 | 570 |
| 12 | 92 | 1 070 | 570 |
| 13 | 89 | 1 070 | 600 |
| 14 | 69 | 1 070 | 650 |
| 15 | 2 | 1 070 | 660 |
2.2.1 Выявление микроструктуры
Для изучения микроструктуры образцов необходимо, чтобы их поверхность была специально приготовлена. Изготовление микрошлифа сводится к выполнению следующих операций: шлифование, полирование и травление.
Шлифование производилось на шлифовальной бумаге с постепенным переходом от бумаги марки № 12–3 с зернистостью от 125 до 20 мкм к бумаге марки М40–М5 с зернистостью от 28 до 3,5 мкм (ГОСТ 6456–75).
При переходе от одного номера зернистости к другому образец очищалсяот абразива и менялось направление шлифования на 90° для полного удаления всех рисок, образовавшихся во время предыдущей операции.
Полировка производилась на специальном полировальном станке, диск которого обтянут фетром, с помощью полировальной жидкости. После полировки образец был промыт водой и высушен фильтровальной бумагой.
Для выявления микроструктуры полированную поверхность микрошлифа подвергали травлению. Выбор состава травителя при этом зависел от конкретной поставленной задачи. В работе использовались следующие реактивы:
1) для выявления аустенитного зерна – пятипроцентный спиртовой раствор пикриновой кислоты, усиленный добавками 0,5–1% алкил-сульфата натрия;
2) для отделения реплик при электролитическом травлении применялся десятипроцентный спиртовой раствор азотной кислоты;
3) для выявления микроструктуры при электролитическом травлении – спиртовой раствор треххлористого железа и лимонной кислоты (0,5 г. FeCl3 , 0,5 г. лимонной кислоты, 25мл. спирта).
2.2.2 Методика измерения твердости на приборе Роквелла
Измерение твердости производилось на приборе Роквелла с помощью алмазного конуса с углом при вершине 120° и радиусом закругления в вершине конуса 0,2 мм [12]. Суммарная нагрузка составила 1 500 Н (шкала С).Отсчет производился по черной шкале. Перед работой прибор проверялся с помощью эталона соответствующей твердости, после чего вносилась поправка в полученные значения твердости. Количество произведенных измерений не менее пяти для каждого образца.
2.2.3 Методика измерения микротвердости
Для определения микротвердости исследуемых материалов использовался микротвердомер ПМТ–3 с увеличением 480 крат, принцип работы которого заключается в том, что четырехгранная алмазная пирамида (с углом при вершине между противоположными гранями 136°) вдавливается в испытуемый металл под нагрузкой 2 Н.
Длина диагонали отпечатка определялась по формуле
Значения микротвердости определялись по формуле
![]() (1)
(1)
где P – нагрузка на пирамиду, г;
d – длина диагонали отпечатка, мкм.
При измерении необходимо учитывать неизбежный разброс полученных значений вследствие влияния соседних структурных составляющих с иной твердостью, различной толщины испытуемых элементов структуры, ошибки измерения и других причин. Для возможности статистической обработки результатов эксперимента на каждом образце проводили не менее шестидесяти замеров.
2.2.4 Методика определения глубины обезуглероженного слоя
Глубину обезуглероженного слоя определяют различными способами:
1) металлографическими методами, сущность которых заключается в определении глубины обезуглероженного слоя по структуре под микроскопом после соответствующей термообработки и травления;
2) методом замера термоэлектродвижущей силы на обезуглероженной и необезуглероженной поверхностях образца;
3) методом замера твердости;
4) химическим методом. [13]
В данной работе использовались методы замера твердости и микротвердости.
Метод замера твердости заключается в замере твердости образцов, подвергнутых термической обработке [13]. Замеры твердости производились на приборе Роквелла по ГОСТ 9013–59 непосредственно на поверхности образцов. Образец считали необезуглероженным, если его твердость соответствовала норме твердости, установленной по измерениям на необезуглероженной поверхности. В противном случае с поверхности снимался слой металла толщиной до 0,02 мм, и измерения повторялись. Количество проведенных измерений в каждом случае не менее пяти.
Метод замера микротвердости был реализован с помощью микротвердомера ПМТ–3. При измерениях учитывалось расстояние от обезуглероженной поверхности образца. Для возможности статистической обработки полученных данных было проведено по 10 замеров на каждом зафиксированном расстоянии от поверхности.
2.2.5 Выявление и определение величины аустенитного зерна
Выявление аустенитного зерна
Выявление зерна можно производить различными способами: методом окисления, методом цементации, методом нормализации, методом высокотемпературной металлографии [14].
В данной работе был использован метод окисления. Одна плоскость образцов заданной марки стали была последовательно отшлифована на грубой и тонкой наждачной бумаге. Приготовленные образцы помещены в печь обработанной стороной вверх. Заданный технологический режим находился под контролем. Известно, что кислород атмосферы печи, окисляя поверхность металла, наиболее интенсивно проникает по границам аустенитных зерен, и декорирует их. Образцы, охлажденные в воде и отшлифованные тем же номером наждачной бумаги с расчетом, чтобы на поверхности шлифа сохранилось 10–12% окалины (т.е. делался косой шлиф), были отполированы и потравлены [7].
В качестве травителя был применен пересыщенный водный раствор пикриновой кислоты, который сильнее воздействовал на участки, обогащенные кислородом. Избирательное действие пикриновой кислоты усиливалось добавками 0,5–1% алкил-сульфата натрия, а также травлением с той же добавкой в течение 40–50 минут при 80–85о С. По окончании травления шлиф был промыт холодной водой. Произведенное далее легкое полирование улучшило четкость выявленных границ, так как позволило удалить следы травления, окрашивающие поверхности зерен в разные цвета. [1]
Определение величины аустенитного зерна
Определение величины зерна может быть выполнено различными методами. В данной работе использованы следующие из них:
1) метод визуального сравнения видимых под микроскопом зерен с эталонной шкалой;
2) метод случайных секущих;
3) метод измерения длин хорд.
Метод определения величины зерна сравнением с эталонными шкалами. Величину зерна в работе определяли методом сравнения под микроскопом при увеличении 400 путем просмотра площади шлифа и сравнения видимых зерен с эталонной шкалой на увеличение 400 [14].
После просмотра десяти полей зрения шлифа, был установлен номер зерна, по которому можно дать количественные характеристики структуры, в частности, расчетный диаметр зерна.
Метод случайных секущих . Метод состоит в подсчете пересечении границ зерен случайной секущей. Такой секущей служит средняя линия окуляр – микрометра. Данным методом определяется средний условный диаметр – в случае равноосных зерен или количества зерен в 1 мм3 – в случае неравноосных зерен.
Для определения среднего размера зерен исследуемый образец был установлен на микроскоп и подсчитано количество зерен (число пересечений), укладывающихся на длине линейки окуляра. Увеличение микроскопа подобрано таким образом, чтобы на длине линейки окуляра укладывалось не менее 10 зерен.
Таких подсчеты были сделаны в пяти полях зрения для каждого образца.
Средний условный диаметр зерна (dср )
dср = (L/n) × Z, мм (2)
где L – суммарная длина всех отрезков в делениях окуляр-микрометра;
n – общее число зерен, пересеченных отрезками, длиной L;
Z – цена деления окуляр-микрометра для увеличения, при котором проводили подсчет пересечений зерен.
Для определения цены деления окуляр-микрометра вместо шлифа на столик микроскопа в работе устанавливали объект-микрометр, представляющий собой пластину, в центре которой имеется линейка с известной ценой деления (0,01 мм). После совмещения начальных делений обеих шкал объект-микрометра и окуляр-микрометра было подсчитано количество совпадающих делений. Цена деления окуляр-микрометра
Z = (с/а) × 0,01, мм (3)
где а – количество совпадающих делений окуляр-микрометра;
с – количество совпадающих делений объект-микрометра [8].
Метод измерения длин хорд. Метод основан на замере линейных размеров отрезков – хорд, отсекаемых в зернах прямыми линиями (линейкой окуляр-микрометра). Общее количество измерений зависит от однородности величины зерна, требуемой точности и достоверности результатов [14].
Замеры хорд были проведены по нескольким линиям в произвольном направлении на шлифе. Подсчитывалось количество длин хорд каждого размера по всем линиям.
Относительная длина зерен в процентах с определенной длиной хорды, соответствующей номеру группы
[li × ni /(li × ni )] × 100, % (4)
где li – длина хорды в i-ой группе;
ni – количество зерен с длиной хорды l;
(li × ni ) – общая длина хорд всех групп.
По результатам измерений хорд построены гистограммы распределения хорд. Для того чтобы гистограмма правильно отражала закон распределения, весь массив хорд разбит на группы (интервалы), число которых не менее 8.[8]
Для статистической обработки экспериментальных данных и для нахождения точности фиксировалось общее количество зерен, подвергшихся измерениям. Количество произведенных замеров не менее 150 для каждого образца.
2.2.6 Методика нанесения покрытий
На образцы № 91, 30, 89 были нанесены покрытия из нитрида и оксинитрида титана. Покрытия наносились на установке для ионно-плазменной имплантации с титановым катодом (рис. 11). Перед нанесением покрытий образцы предварительно были отполированы и обезжирены в ультразвуковой ванне (Branson 3210).
Перед проведением работы в установке создавался вакуум 1×10-3 Па с помощью форвакуумного, а затем турбомолекулярного насоса.
Образец помещали в вакуумную камеру и обрабатывали в плазме аргона в течении десяти минут для очистки поверхности от загрязнений (давление аргона 0,5 Па).
Для нанесения покрытия в установку осуществлялся напуск азота и кислорода в различном соотношении и подавалось напряжение на титановый катод. Полученная в результате распыления катода плазма оседала на поверхности образца, создавая покрытие. Давление аргона и азота в камере составляло 6×10-2 Па; давление кислорода равнялось 6×10-2 Па и 2×10-2 Па для образцов 30 и 91 соответственно.
На образец также подавали отрицательное напряжение (2,5 В), необходимое для лучшего сцепления наносимого покрытия с поверхностью образца.
Напыление покрытия продолжалось в течение пяти минут. После завершения работы в установку напускали воздух из атмосферы и вынимали образец.
2.2.7 Определение износостойкости
Измерения износостойкости были выполнены с использованием трибометра МАТ GmbH. Применялся метод трения «шарика по диску». Шарик, диаметром 3 мм, был выполнен из твердого сплава ВК6. Перед испытаниями шарик и образец очищались в спиртовой ультразвуковой ванне (Branson 3210) в течении 5 минут для удаления поверхностных загрязнений. Далее образец наклеивался на подложку и помещался в трибометр, где его поверхность приходила в соприкосновение с нагруженным шариком (нагрузка на шарик 300 г.). Частота колебаний шарика составляла 3 Гц. Через заданное число циклов прибор автоматически отключался. В работе применялись два режима: 5 000 и 40 000 циклов.
Глубина и сечение следа трения измерялись на профилометре Dektak 8 000. Количество проведенных измерений сечения не менее пяти для каждого следа трения. По полученным данным рассчитывался вынесенный объем материала, по которому можно сравнительно оценить износостойкость. [15]
Также с помощью оптического микроскопа оценивался износ шарика, что позволило проверить достоверность полученных результатов. [15]
Для изучения карбидной фазы в данной работе применялась просвечивающая электронная микроскопия – метод анализа внутренней структуры и фазового состояния материалов. Анализ проводился с помощью электронного микроскопа ЭМ–200 при увеличениях 3 300 и 8 400.
Методика исследования заключается в получении тонких слепков (реплик), снятых с протравленной поверхности образца и отображающих его рельеф, и последующем просвечивании коротковолновыми электронными волнами для получения визуального изображения. [10]
Для возможности непосредственного наблюдения карбидов применялась углеродная реплика, которая была получена на вакуумной напылительной установке ВУП–4. Для отделения реплики использовалось электролитическое травление в десятипроцентном спиртовом растворе азотной кислоты при напряжении на катоде два вольта. Материал шлифа являлся анодом, катод был сделан из нержавеющей стали. Время отделения реплики порядка шести минут.
Определение размеров карбидов производилось непосредственно под электронным микроскопом при увеличении 8 400 путем сравнения с эталонной шкалой и последующим учетом увеличения микроскопа. Число измерений не менее 150. Весь размерный массив измерений был разбит на восемь групп, которые отражены в гистограммах распределения размеров карбидов.
2.2.9 Определение количественного соотношения структурных составляющих в сплаве
Объемные соотношения структурных составляющих определяют по их площади на плоскости шлифа. В основе метода лежит математический принцип Кавальери, согласно которому доля фазы (α) в объеме (V) сплава, на площади (F) шлифа и на секущей линии (L), равны друг другу
V = F = L = n /n. (5)
Широкое применение нашел линейный метод определения количественного соотношения структурных составляющих (метод Розиваля). По этому методу площади фаз вычисляют по длинам отрезков линейки, попавших на данную фазу [11].
В данной работе метод Розиваля был реализован на фотографиях, сделанных с электронного микроскопа.
Было определено число делений шкалы, попавших на карбидную фазу (а) в 10 полях зрения и вычислено объемное содержание карбидов по формуле
Vк = (aср /L) × 100%, (6)
где aср – средняя сумма отрезков шкалы в делениях линейки, попавших на карбиды;
L – длина всей шкалы (в делениях линейки), L = 100 мм.
2.2.10 Оценка ошибки измеряемых величин
Постановка исследования и способ отбора данных по выбранной методике должны обеспечивать надежность результатов и их точность, достаточную для решения конкретной задачи. Точность эксперимента определяется методами математической статистики с использованием нижеприведенных характеристик.
1. Математическое ожидание случайной величины Х (выборочное среднее)
![]() , (7)
, (7)
где Xi – i-ое значение измерения;
n – число измерений.
2. Среднее квадратичное отклонение Sх
 , (8)
, (8)
где ν – число степеней свободы, ν = n-1.
3. Дисперсия случайной величины Х
![]() . (9)
. (9)
4. Стандартное отклонение среднего результата
![]() . (10)
. (10)
5. Величина доверительного интервала ∆Х при заданной доверительной вероятности (Р = 0,95)
∆Х = t(ν, Р) × ![]() , (11)
, (11)
где t(ν, Р) – коэффициент Стьюдента, зависящий от числа произведенных измерений.
6. Относительная ошибка результата серии измерений
ε = ![]() . (12)
. (12)
Окончательный результат записывается в виде
Х = ![]() ± ∆Х. (13)
± ∆Х. (13)
Статистической обработке подвергали следующие измеренные величины:
1) значения твердости;
2) величины аустенитного зерна, измеренные методом хорд;
3) значения размеров карбидов, выпавших в реплику.
3.1 Влияние температуры закалки на структуру и твердость стали 4Х5МФ1С
Фотографии микроструктуры исследуемых образцов были получены с помощью микроскопа «EPIQUANT» после подготовки поверхности по вышеприведенной методике (см. п. 2.2.1). Травление осуществлялось электролитически при напряжении на катоде 2 В. В качестве травителя применялся спиртовой раствор треххлористого железа и лимонной кислоты.
Структура изучаемой стали представляет собой мартенсит, аустенит остаточный и карбиды (рис.12). Основная структура – мартенсит – плохо выявляется. Структуру необходимо просматривать при больших увеличениях, так как после закалки без перегрева зерна аустенита и кристаллы мартенсита очень малы.
С увеличением температуры нагрева под закалку, в конечном итоге, получаем более крупные мартенситные иглы, что можно наблюдать на фотографиях. Последнее обусловлено ростом действительного зерна аустенита при повышении температуры из-за стремления системы к минимуму свободной энергии. В свою очередь размер действительного зерна аустенита оказывает существенное влияние на дисперсность мартенсита и механические свойства стали в закаленном и отпущенном состоянии.
Общей для всех штамповых сталей тенденцией является большое содержание остаточного аустенита после закалки. Причем с повышением легированности твердого раствора понижаются температуры мартенситного превращения и возрастает количество аустенита. В комплекснолегированных сталях его количество может достигать 15–30% после обработки по оптимальным режимам и 60–80%после закалки с перегревом на 50–70о С. [4]
Концентрация углерода в мартенсите определяется химическим составом сталей и температурно-временными параметрами аустенизации. После обработки по принятым режимам (то есть на зерно не крупнее 8 балла) она составляет до 65–85% от общего содержания углерода в стали. При понижении температуры закалки фиксируемые в мартенсите содержания углерода уменьшаются, при этом его перераспределению в легированной стали сопутствует обеднение твердого раствора и легирующими элементами. Этот процесс наряду с выделением карбидов по границам зерен аустенита сопровождается также снижением пластичности, ударной вязкости и теплостойкости.
Твердость является важнейшим свойством инструментальных сталей. Она характеризует напряженное состояние, близкое к неравномерному всестороннему сжатию, и тем самым определяет сопротивление значительной пластической деформации и контактным напряжениям. С увеличением твердости в большинстве случаев возрастает износостойкость; увеличивается возможность получения более чистой и ровной поверхности как металла, обрабатываемого резанием или давлением, так и самого инструмента при его шлифовании или доводке; уменьшается налипание обрабатываемого металла на поверхность инструмента и т.д. В зависимости от состава стали и термической обработки твердость может изменяться в широких пределах.
В данной работе была измерена твердость закаленных образцов на приборе Роквелла. Количество измерений твердости составляет не менее пяти для каждого образца. Снятые экспериментальные данные были обработаны с использованием методов математической статистики. Экспериментальные данные представлены в таблице 6.
Таблица 6. Зависимость твердости стали 4Х5МФ1С от температуры закалки
| Маркировка образца | Температура закалки, о С | Твердость HRC | Среднее квадратичное отклонение результата Sx | Относительная ошибка ε, % | |||||
| № измерения | Среднее значение | ||||||||
| 1 | 2 | 3 | 4 | 5 | |||||
| 1 | 950 | 46 | 44 | 45 | 46 | 45 | 45 | 0,87 | 2,4 |
| 12 | 1 000 | 49 | 49 | 49 | 48 | 49 | 49 | 0,50 | 1,2 |
| 24 | 1 050 | 51 | 52 | 51 | 50 | 51 | 51 | 0,71 | 1,7 |
| 42 | 1 070 | 50 | 51 | 50 | 51 | 51 | 51 | 0,94 | 2,3 |
| 59 | 1 100 | 53 | 54 | 53 | 55 | 54 | 54 | 0,87 | 2,0 |
Исследования показали, что с увеличением температуры закалки увеличивается твердость (рис. 13), так как аустенит (мартенсит после охлаждения) становится более легированным за счет растворения карбидов при нагреве.
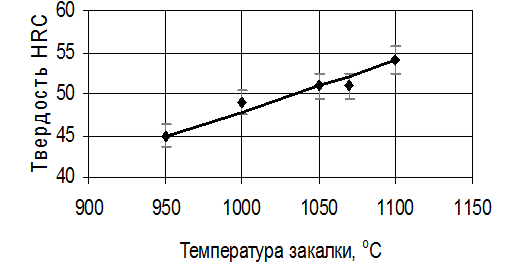
Рис. 13. Зависимость твердости закаленных образцов от температуры закалки
сталь штамповой закалка температура
3.2 Влияние температуры отпуска на твердость стали 4Х5МФ1С
Отпуск является обязательной составляющей термической обработки штамповых сталей и приводит к существенным изменениям в их структуре и свойствах.
В сталях, имеющих после аустенизации определенную легированность твердого раствора, отпуск при 450–550о С приводит к заметному изменению химического состава мартенсита, увеличению содержания карбидов и отчетливо выраженному эффекту упрочнения.
Чтобы определить, как влияет температура отпуска на свойства стали 4Х5МФ1С, была измерена твердость на образцах после закалки на 1070°C и отпуска. Данные измерений приведены в таблице 7.
Изменение твердости стали 4Х5МФ1С в зависимости от температуры отпуска показано на рис. 14.
Таблица 7. Зависимость твердости стали 4Х5МФ1С от температуры отпуска (температура закалки 1 070о С). Время выдержки при отпуске 1час
| Маркировка образца | Твердость после закалки HRC | Температура отпуска, о С | Твердость после отпуска HRC | Среднее квадратичное отклонение результата Sx | Относительная ошибка ε, % | |||||
| № измерения | Среднее значение | |||||||||
| 1 | 2 | 3 | 4 | 5 | ||||||
| 35 | 51 | 230 | 47 | 50 | 48 | 48 | 48 | 48 | 1,12 | 2,9 |
| 34 | 51 | 310 | 50 | 50 | 51 | 50 | 50 | 50 | 0,50 | 1,2 |
| 31 | 51 | 400 | 51 | 52 | 51 | 51 | 51 | 51 | 0,50 | 1,2 |
| 70 | 51 | 530 | 53 | 50 | 53 | 53 | 51 | 53 | 1,58 | 3,7 |
| 92 | 51 | 570 | 52 | 53 | 53 | 52 | 53 | 53 | 0,71 | 2,4 |
| 2 | 51 | 660 | 42 | 43 | 42 | 43 | 43 | 43 | 0,71 | 2,1 |
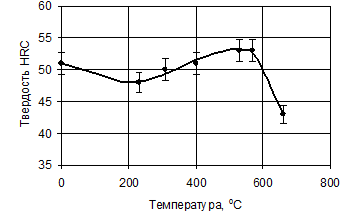
Рис. 14. Зависимость твердости стали 4Х5МФ1С от температуры отпуска
Видно, что отпуск при 200–300о С снижает твердость из-за выделения из мартенсита цементитного карбида. Отпуск при температурах порядка 500–550о С создает вторичную твердость, вследствие дисперсионного твердения. В молибденовых сталях на этой стадии выделяются карбиды Ме23 С и Ме6 С. При дальнейшем повышении температуры усиливается коагуляция карбидов, что ведет к снижению твердости.
3.3 Влияние режима термической обработки на карбидную фазу
Увеличение количества карбидов, даже при сохранении мелкозернистой структуры, сопровождается снижением прочности, вязкости и других свойств. Это вызвано отличием в свойствах металлической основы и включений, что обуславливает различие в напряжениях и в поведении основы и карбидов при нагружении в процессе эксплуатации. Отрицательное влияние карбидной фазы усиливается, когда она распределяется в структуре неоднородно и присутствует в виде крупных включений или сетки.
Положительная роль карбидов заключается в том, что они препятствуют росту зерна при нагреве до температур закалки и затрудняют пластическое течение металла при повышенных напряжениях, повышая устойчивость рабочей кромки в условиях эксплуатации. Растворение карбидов при нагреве под закалку создает необходимую концентрацию углерода и легирующих элементов в аустените (мартенсите).
В данной работе были оценены размеры включений карбидной фазы и относительный объем, занимаемый карбидами. Анализ проводился с помощью углеродных реплик на электронном микроскопе ЭМ–200. Для отделения реплики использовалось электролитическое травление в десятипроцентном спиртовом растворе азотной кислоты. Время отделения реплики порядка шести минут.
Наблюдается общий характер распределения карбидов. Включения имеют разнообразную форму и размер (см. рис. 15).
Оценка величины карбидных включений проводилась визуально на электронном микроскопе ЭМ–200 (при увеличении 8 400) с использованием эталонной шкалы. Для определения объемного содержания карбидов использовался линейный метод Розиваля, который был реализован на фотографиях реплик. По этому методу площади фаз вычисляются по длинам отрезков линейки, попавших на данную фазу.
3.3.1 Влияние температуры закалки на карбидную фазу
Для оценки величины карбидных включений в реплике просматривали несколько полей зрения на электронном микроскопе ЭМ–200. Размер карбидов определяли по эталонной шкале. Для возможности статистической обработки данных проводилось не менее 150 измерений для каждого образца. Результаты экспериментов приведены в таблицах 8–12.
Таблица 8. Определение величины включений карбидной фазы в стали 4Х5МФ1С после закалки на температуру 950о С
| Размер включения di , мкм | Количество включений данного размера ni | Относительная доля включения данного размера, % |
| До 0,24 | 41 | 21 |
| 0,24–0,48 | 36 | 19 |
| 0,48–0,72 | 31 | 16 |
| 0,72–0,96 | 27 | 14 |
| 0,96–1,20 | 33 | 17 |
| 1,20–1,44 | 23 | 12 |
| 1,44–1,68 | 2 | 0,5 |
| 1,68–1,92 | 1 | 0,5 |
| Всего | 194 | 100 |
| Средний размер включения, мм | ||
| 0,38 | ||
| Среднее квадратичное отклонение результата Sx | ||
| 0,002 3 | ||
| Относительная ошибка ε, % | ||
| 4,1 | ||
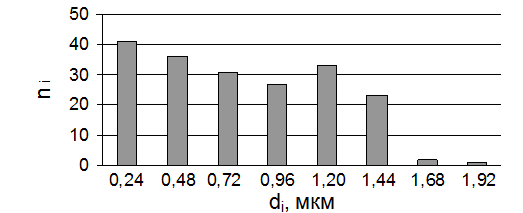
Рис. 16. Гистограмма распределения размеров карбидных включений для образца, закаленного на температуру 950о С
Таблица 9. Определение величины включений карбидной фазы в стали 4Х5МФ1С после закалки на температуру 1 000о С
| Размер включения di , мм | Количество включений данного размера ni | Относительная доля включения данного размера, % |
| До 0,24 | 8 | 5 |
| 0,24–0,48 | 28 | 18 |
| 0,48–0,72 | 41 | 27 |
| 0,72–0,96 | 37 | 24 |
| 0,96–1,20 | 26 | 17 |
| 1,20–1,44 | 8 | 6 |
| 1,44–1,68 | 4 | 3 |
| 1,68–1,92 | 0 | 0 |
| Всего | 152 | 100 |
| Средний размер включения, мм | ||
| 0,43 | ||
| Среднее квадратичное отклонение результата Sx | ||
| 0,002 3 | ||
| Относительная ошибка ε, % | ||
| 1,8 | ||
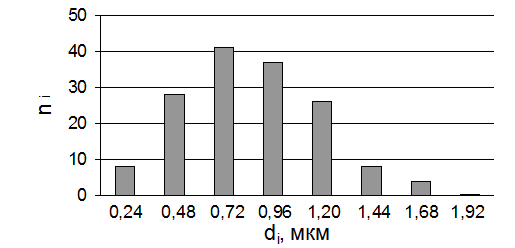
Рис. 17. Гистограмма распределения размеров карбидных включений для образца, закаленного на температуру 1 000о С
Таблица 10. Определение величины включений карбидной фазы в стали 4Х5МФ1С после закалки на температуру 1 050о С
| Размер включения di , мм | Количество включений данного размера ni | Относительная доля включения данного размера, % |
| До 0,24 | 8 | 5 |
| 0,24–0,48 | 12 | 8 |
| 0,48–0,72 | 18 | 12 |
| 0,72–0,96 | 26 | 17 |
| 0,96–1,20 | 35 | 23 |
| 1,20–1,44 | 41 | 27 |
| 1,44–1,68 | 9 | 6 |
| 1,68–1,92 | 2 | 2 |
| Всего | 151 | 100 |
| Средний размер включения, мм | ||
| 0,55 | ||
| Среднее квадратичное отклонение результата Sx | ||
| 0,003 2 | ||
| Относительная ошибка ε, % | ||
| 1,8 | ||
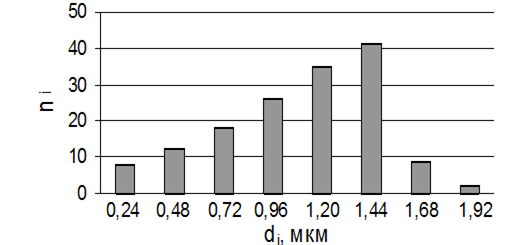
Рис. 18. Гистограмма распределения размеров карбидных включений для образца, закаленного на температуру 1 050о С
Таблица 11. Определение величины включений карбидной фазы в стали 4Х5МФ1С после закалки на температуру 1 070о С
| Размер включения di , мм | Количество включений данного размера ni | Относительная доля включения данного размера, % |
| До 0,24 | 8 | 5 |
| 0,24–0,48 | 45 | 30 |
| 0,48–0,72 | 41 | 27 |
| 0,72–0,96 | 33 | 22 |
| 0,96–1,20 | 13 | 9 |
| 1,20–1,44 | 7 | 5 |
| 1,44–1,68 | 2 | 1 |
| 1,68–1,92 | 1 | 1 |
| Всего | 150 | 100 |
| Средний размер включения, мм | ||
| 0,35 | ||
| Среднее квадратичное отклонение результата Sx | ||
| 0,002 1 | ||
| Относительная ошибка ε, % | ||
| 1,8 | ||
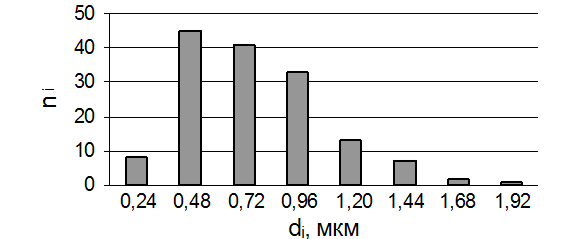
Рис. 19. Гистограмма распределения размеров карбидных включений для образца, закаленного на температуру 1 070о С
Таблица 12. Определение величины включений карбидной фазы в стали 4Х5МФ1С после закалки на температуру 1 100о С
| Размер включения di , мм | Количество включений данного размера ni | Относительная доля включения данного размера, % |
| До 0,24 | 13 | 9 |
| 0,24–0,48 | 47 | 31 |
| 0,48–0,72 | 41 | 27 |
| 0,72–0,96 | 21 | 14 |
| 0,96–1,20 | 24 | 16 |
| 1,20–1,44 | 3 | 2 |
| 1,44–1,68 | 1 | 1 |
| 1,68–1,92 | 0 | 0 |
| Всего | 150 | 100 |
| Средний размер включения, мм | ||
| 0,34 | ||
| Среднее квадратичное отклонение результата Sx | ||
| 0,002 | ||
| Относительная ошибка ε, % | ||
| 1,9 | ||
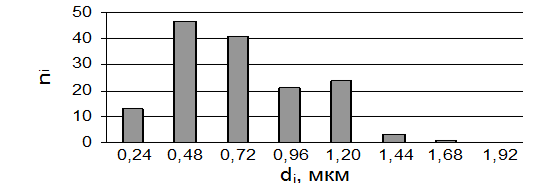
Рис. 20. Гистограмма распределения размеров карбидных включений для образца, закаленного на температуру 1 100о С
Для каждого образца по данным проведенных экспериментов были построены гистограммы, отражающие характер распределения размеров карбидных включений после различных температур закалки (рис. 16–20). При повышении температуры нагрева под закалку с 950 до 1 050о С средний размер включения увеличивается от 0,38 до 0,55 мм. Это явление связано с растворением мелких карбидов в аустените. При дальнейшем повышении температуры начинают растворяться крупные карбиды, таким образом средний размер включения уменьшается до 0,34 мм при закалке на 1 100о С.
Температура закалки также влияет на форму карбидных включений (рис. 14). При нагреве до 950о С в стали присутствует карбид цементитного типа Ме3 С, имеющий неправильную вытянутую форму. Данный карбид не обладает теплостойкостью и поэтому растворяется при нагреве до 1 000о С. Включения округлой формы являются специальными карбидами (например, VC). Они обладают большей теплостойкостью и растворяются не полностью и при более высоких температурах нагрева.
3.3.2 Определение объемной доли карбидных включений
С повышением температур закалки доля карбидной фазы, выпадающая в реплику уменьшается (рис.14). Для определения объемной доли карбидных включений использовали метод Розиваля (п. 2.2.9.). Измерения проводили в десяти полях зрения для каждого образца. Полученные результаты представлены в таблице 13.
Таблица 13. Определение объемной доли карбидов методом Розиваля
| Температура закалки, о С | aв поле зрения, мм | aср , мм | Vк , % | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||
| 950 | 12 | 26 | 26 | 16 | 18 | 11 | 15 | 19 | 17 | 13 | 17,3 | 17,3 |
| 1 000 | 3 | 20 | 11 | 9 | 22 | 4 | 3 | 6 | 14 | 13 | 10,5 | 10,5 |
| 1 050 | 25 | 2 | 0 | 4 | 5 | 5 | 9 | 14 | 0 | 21 | 7,9 | 7,9 |
| 1 070 | 6 | 16 | 0 | 0 | 11 | 4 | 2 | 0 | 9 | 4 | 5,3 | 5,3 |
| 1 100 | 10 | 4 | 0 | 2 | 1 | 0 | 0 | 8 | 5 | 3 | 3,3 | 3,3 |
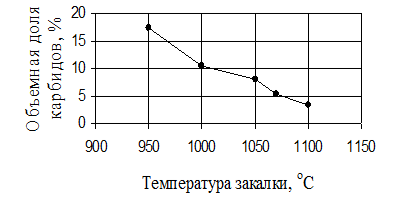
Рис. 21. Зависимость количества карбидной фазы от температуры нагрева под закалку
С повышением температуры закалки от 950 до 1 100о С доля карбидов выпавших в реплику уменьшается от 17,3 до 3,3% (рис. 21), что связано с последовательным растворением включений в аустените. Таким образом, при большем нагреве получаем более легированный мартенсит. Это обеспечивает высокие значения твердости после закалки и возможность дисперсионного твердения при дальнейшем отпуске.
В сталях с относительно невысоким содержанием хрома, вольфрама и молибдена карбидная фаза представлена в основном цементитом. Специальные карбиды образуются при достижении определенного соотношения между карбидообразующими элементами и углеродом. О типе карбидов в «монолегированных» составах можно приближенно судить по соответствующим диаграммам равновесия. Более сложным является вопрос прогнозирования возможного типа карбидов в комплекснолегированных сплавах, для которых, как правило, характерно одновременно присутствие частиц с различной кристаллической решеткой (М6 С, МС, М23 С6 и др.).
Для определения типа карбидов, присутствующих в штамповой стали 4Х5МФ1С была применена электронная микроскопия.
С использованием электронограмм был расшифрован состав некоторых карбидов, выпавших в реплику.
Включения неправильной формы представляют собой карбид типа Ме3 С ((Cr,Fe)3 C). Хром замещает железо до 18%. Этот карбид не обладает теплостойкостью и растворяется при нагреве в интервале 950–1000о С.
Карбиды округлой формы имеют составы, соответствующие формулам Ме6 С и VС.
В сталях, содержащих >0,5% Мо, образуется сложный карбид молибдена Ме6 С. Его состав близок формуле Fe3 Mo3 C, а при недостатке углерода – Fe2 Mo2 C. В карбиде Ме6 С часть атомов молибдена может замещаться атомами хрома и ванадия. Карбиды этих элементов близки по свойствам и растворяются при температурах 950–1250о С.
Ванадий уже при небольшим содержании (0,1%) образует карбид VC (МеС), присутствующий наряду с цементитом. Этот карбид не растворяется в аустените.[1]
3.4 Влияние температуры закалки на глубину обезуглероженного слоя
Значительное обезуглероживание снижает твердость и износостойкость закаленной и отпущенной стали, что недопустимо для инструментальных сталей, так как сильно уменьшает срок эксплуатации инструмента.
Процесс обезуглероживания получает свое развитие при нагреве без применения эффективных защитных сред.
Развитие обезуглероживания зависит (при нагреве в одинаковой среде) от температуры нагрева и его продолжительности, а также состава стали. При относительно короткой выдержке в воздушной среде обезуглероживание уже заметно развивается при 800–850о С и резко усиливается с повышением температуры.
Существует несколько способов оценки глубины обезуглероженного слоя. Для штамповых сталей горячего и холодного деформирования наибольшее распространение получило выявление глубины обезуглероживания травлением закаленных и отпущенных образцов. Контрольным методом обезуглероживания для всех марок является цветное травление четырехпроцентным раствором азотной кислоты в метиловом спирте отожженных образцов.
В данной работе были использованы два метода оценки обезуглероженного слоя: по изменению твердости и микротвердости по сечению образца.
Метод оценки обезуглероживания по изменению твердости по глубине обезуглероженного слоя
Слои металла с помощью шлифовки последовательно снимались с поверхности образцов, после чего измерялась твердость на приборе Роквелла. Полному удалению обезуглероженного слоя соответствовало прекращение изменения чисел твердости по глубине. Снятие слоев металла производилось с помощью шлифования; сечение образца измерялось микрометром. Толщина каждого сошлифованного слоя составляла порядка 0,02 мм. Результаты экспериментов и их статистическая обработка представлены в таблицах 14–18.
Таблица 14. Распределение твердости по глубине образца №1 из стали 4Х5МФ1С после закалки на температуру 950о С
| Расстояние от поверхности, мм | Твердость HRC | Среднее квадратичное отклонение результата Sx | Относительная ошибка ε, % | |||||
| № измерения | Среднее значение | |||||||
| 1 | 2 | 3 | 4 | 5 | ||||
| 0 | 42 | 41 | 42 | 42 | 43 | 42 | 0,70 | 2,1 |
| 0,02 | 40 | 43 | 41 | 44 | 42 | 42 | 1,58 | 4,7 |
| 0,04 | 46 | 42 | 44 | 45 | 43 | 44 | 1,58 | 4,6 |
| 0,06 | 46 | 43 | 43 | 45 | 44 | 44 | 1,32 | 3,7 |
| 0,08 | 43 | 44 | 44 | 45 | 44 | 44 | 0,71 | 2,0 |
| 0,10 | 44 | 46 | 45 | 43 | 45 | 45 | 1,22 | 3,4 |
| 0,12 | 45 | 46 | 45 | 45 | 44 | 45 | 0,71 | 1,9 |
Таблица 15. Распределение твердости по глубине образца №12 из стали 4Х5МФ1С после закалки на температуру 1 000о С
| Расстояние от поверхности, мм | Твердость HRC | Среднее квадратичное отклонение результата Sx | Относительная ошибка ε, % | |||||
| № измерения | Среднее значение | |||||||
| 1 | 2 | 3 | 4 | 5 | ||||
| 0 | 42 | 41 | 43 | 43 | 41 | 42 | 1,00 | 3,0 |
| 0,02 | 42 | 45 | 42 | 42 | 44 | 43 | 0,63 | 4,1 |
| 0,04 | 43 | 44 | 45 | 43 | 44 | 44 | 0,39 | 2,5 |
| 0,06 | 46 | 48 | 47 | 45 | 46 | 46 | 0,55 | 3,3 |
| 0,08 | 46 | 45 | 45 | 46 | 46 | 46 | 0,32 | 1,9 |
| 0,10 | 47 | 47 | 47 | 48 | 48 | 47 | 0,32 | 1,9 |
| 0,12 | 49 | 48 | 49 | 49 | 49 | 49 | 0,22 | 1,2 |
| 0,14 | 49 | 49 | 49 | 48 | 49 | 49 | 0,22 | 1,2 |
Таблица 16. Распределение твердости по глубине образца №24 из стали 4Х5МФ1С после закалки на температуру 1 050о С
| Расстояние от поверхности, мм | Твердость HRC | Среднее квадратичное отклонение результата Sx | Относительная ошибка ε, % | |||||
| № измерения | Среднее значение | |||||||
| 1 | 2 | 3 | 4 | 5 | ||||
| 0 | 43 | 43 | 42 | 43 | 43 | 43 | 0,50 | 1,4 |
| 0,02 | 43 | 45 | 45 | 43 | 44 | 44 | 0,45 | 2,8 |
| 0,04 | 46 | 44 | 46 | 45 | 45 | 45 | 0,39 | 2,4 |
| 0,06 | 45 | 45 | 46 | 46 | 46 | 46 | 0,32 | 1,9 |
| 0,08 | 47 | 48 | 47 | 47 | 47 | 47 | 0,22 | 1,3 |
| 0,10 | 49 | 47 | 48 | 47 | 48 | 48 | 0,39 | 2,3 |
| 0,12 | 48 | 49 | 50 | 49 | 49 | 49 | 0,32 | 1,8 |
| 0,14 | 51 | 51 | 52 | 51 | 51 | 51 | 0,22 | 1,2 |
| 0,16 | 51 | 52 | 51 | 50 | 51 | 51 | 0,32 | 1,7 |
Таблица 17. Распределение твердости по глубине образца №42 из стали 4Х5МФ1С после закалки на температуру 1 070о С
| m | Твердость HRC | Среднее квадратичное отклонение результата Sx | Относительная ошибка ε, % | |||||
| № измерения | Среднее значение | |||||||
| 1 | 2 | 3 | 4 | 5 | ||||
| 0 | 40 | 42 | 42 | 41 | 41 | 41 | 0,87 | 2,6 |
| 0,02 | 42 | 44 | 43 | 43 | 43 | 43 | 0,71 | 2,1 |
| 0,04 | 44 | 44 | 43 | 43 | 43 | 43 | 0,71 | 2,1 |
| 0,06 | 44 | 44 | 44 | 43 | 44 | 44 | 0,50 | 1,4 |
| 0,08 | 44 | 45 | 43 | 44 | 45 | 44 | 0,87 | 2,4 |
| 0,10 | 46 | 46 | 47 | 45 | 46 | 46 | 0,71 | 1,9 |
| 0,12 | 49 | 48 | 47 | 49 | 47 | 48 | 1,00 | 2,6 |
| 0,14 | 47 | 48 | 47 | 47 | 48 | 48 | 0,87 | 2,3 |
| 0,16 | 50 | 49 | 50 | 49 | 51 | 50 | 0,87 | 2,2 |
| 0,18 | 51 | 50 | 51 | 50 | 50 | 50 | 0,71 | 1,8 |
Таблица 18. Распределение твердости по глубине образца №59 из стали 4Х5МФ1С после закалки на температуру 1 100о С
| Расстояние от поверхности, мм | Твердость HRC | Среднее квадратичное отклонение результата Sx | Относительная ошибка ε, % | |||||
| № измерения | Среднее значение | |||||||
| 1 | 2 | 3 | 4 | 5 | ||||
| 0 | 44 | 46 | 45 | 44 | 45 | 45 | 0,87 | 2,4 |
| 0,02 | 47 | 46 | 45 | 46 | 46 | 46 | 0,71 | 1,9 |
| 0,04 | 48 | 48 | 46 | 48 | 47 | 47 | 1,00 | 2,7 |
| 0,06 | 47 | 48 | 48 | 49 | 48 | 48 | 0,71 | 1,9 |
| 0,08 | 50 | 51 | 50 | 49 | 50 | 50 | 0,71 | 1,8 |
| 0,10 | 50 | 49 | 50 | 50 | 49 | 50 | 0,71 | 1,8 |
| 0,12 | 51 | 50 | 50 | 50 | 51 | 50 | 0,71 | 1,8 |
| 0,14 | 52 | 51 | 51 | 52 | 52 | 52 | 0,71 | 1,7 |
| 0,16 | 54 | 52 | 54 | 53 | 53 | 53 | 0,87 | 2,0 |
| 0,18 | 53 | 54 | 54 | 56 | 55 | 54 | 1,22 | 2,9 |
| 0,20 | 54 | 54 | 55 | 54 | 54 | 54 | 0,71 | 1,5 |
Для определения зависимости степени обезуглероживания от температуры нагрева под закалку экспериментальные данные были обобщены в таблице 19.
Таблица 19. Распределение твердости HRC по глубине исследуемых образцов из стали 4Х5МФ1С в зависимости от температуры закалки
| Маркировка образца | Температура закалки, оС | Расстояние от поверхности образца, мм | |||||||||
| 0 | 0,02 | 0,04 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | ||
| 1 | 950 | 42 | 42 | 44 | 44 | 44 | 45 | 45 | 45 | 45 | 45 |
| 12 | 1 000 | 42 | 43 | 44 | 46 | 46 | 47 | 49 | 49 | 49 | 49 |
| 24 | 1 050 | 43 | 44 | 45 | 46 | 47 | 48 | 49 | 51 | 51 | 51 |
| 42 | 1 070 | 41 | 43 | 43 | 44 | 44 | 46 | 48 | 48 | 50 | 50 |
| 59 | 1 100 | 45 | 46 | 47 | 48 | 50 | 50 | 50 | 52 | 53 | 54 |
Для удобства определения глубины обезуглероженного слоя по полученным данным (табл. 14–18) представим результаты исследования в графической форме (рис. 22).
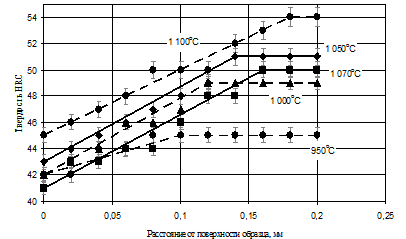
Рис. 22. Зависимость распределения твердости от температуры закалки по сечению образцов из стали 4Х5МФ1С
На основании вышеприведенных данных (табл. 19) можно проанализировать зависимость глубины обезуглероженного слоя от температуры закалки (рис. 23).
Результаты исследования показали, что глубина обезуглероженного слоя при температуре нагрева под закалку 950°C достигает 0,10 мм, при 1 000°C – 0,12 мм, при 1 050о С – 0,14 мм, при 1 070о С – 0,16 мм и при 1 100о С – 0,18 мм. Видно, что повышение температуры вызывает большее обезуглероживание.
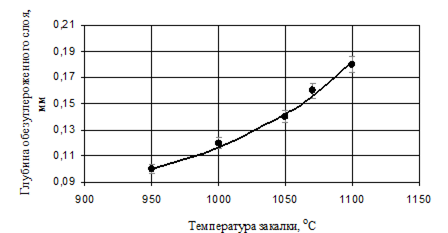
Рис. 23. Зависимость глубины обезуглероженного слоя от температуры закалки
Метод оценки глубины обезуглероженного слоя по изменению микротвердости
Микротвердость измерялась с помощью микротвердомера ПМТ–3 при нагрузке 2 Н на разных расстояниях от обезуглероженной поверхности. На каждом фиксированном расстоянии делалось по несколько замеров для возможности статистической обработки данных. Значения микротвердости вычислялись по размерам диагонали отпечатка индентора по приведенной выше методике. Экспериментальные данные, числа твердости и их статистическая обработка сведены в таблицы 20–24.
Исследования показали, что глубина обезуглероженного слоя, определенная методом измерения микротвердости, близка или совпадает с результатами, полученными выше (табл. 19). Расхождение можно объяснить погрешностями эксперимента и небольшой точностью метода измерения твердости на приборе Роквелла.
Таблица 20. Значения микротвердости для образца №1, закаленного с 950о С
| Расстояние от поверхности, мм | Характеристики твердости | Номер замера | Среднее значение | Среднее квадратичное отклонение результата Sх | Относительная ошибка ε, % |
|||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |||||||||
| 0,02 | Длина диагонали отпечатка, ед шкалы | 130 | 124 | 139 | 135 | 117 | 121 | 128 | 133 | 128 | 131 | − | − | − |
| Длина диагонали отпечатка, мкм | 39,0 | 37,2 | 41,7 | 40,5 | 35,1 | 36,3 | 38,4 | 39,9 | 38,4 | 39,3 | − | − | − | |
| Микротвердость, МПа | 2438 | 2680 | 2132 | 2261 | 3010 | 2814 | 2515 | 2329 | 2515 | 2401 | 2509 | 263 | 7,5 | |
| 0,04 | Длина диагонали отпечатка, ед шкалы | 110 | 119 | 98 | 112 | 118 | 109 | 121 | 110 | 107 | 101 | − | − | − |
| Длина диагонали отпечатка, мкм | 33,0 | 35,7 | 29,4 | 33,6 | 35,4 | 32,7 | 36,3 | 33,0 | 32,1 | 30,3 | − | − | − | |
| Микротвердость, МПа | 3405 | 2909 | 4290 | 3284 | 2959 | 3468 | 2814 | 3405 | 3599 | 4039 | 3417 | 475 | 9,9 | |
| 0,06 | Длина диагонали отпечатка, ед шкалы | 98 | 90 | 100 | 96 | 105 | 112 | 122 | 99 | − | − | − | ||
| Длина диагонали отпечатка, мкм | 29,4 | 27,0 | 30,0 | 28,8 | 31,5 | 33,6 | 36,6 | 29,7 | − | − | − | |||
| Микротвердость, МПа | 4290 | 5086 | 4120 | 4470 | 3737 | 3284 | 2768 | 4204 | 3994 | 620 | 9,7 | |||
| 0,08 | Длина диагонали отпечатка, ед шкалы | 99 | 95 | 97 | 95 | 89 | 96 | 100 | 104 | 97 | 103 | − | − | − |
| Длина диагонали отпечатка, мкм | 29,7 | 28,5 | 29,1 | 28,5 | 26,7 | 28,8 | 30,0 | 31,2 | 30,6 | 30,9 | − | − | − | |
| Микротвердость, МПа | 4204 | 4565 | 4379 | 4565 | 5201 | 4470 | 4120 | 3809 | 3960 | 3883 | 4347 | 390 | 6,4 | |
Таблица 21. Значения микротвердости для образца №12, закаленного с1 000о С
| Расстояние от поверхности, мм | Характеристики твердости | Номер замера | Среднее значение | Среднее квадратичное отклонение результата Sx | Относительная ошибка ε, % | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |||||||||
| 0,02 | Длина диагонали отпечатка, ед шкалы | 134 | 135 | 125 | 129 | 133 | 118 | 123 | − | − | − | |||
| Длина диагонали отпечатка, мкм | 40,2 | 40,5 | 37,5 | 38,7 | 39,9 | 35,4 | 36,9 | − | − | − | ||||
| Микротвердость, МПа | 2294 | 2260 | 2636 | 2475 | 2329 | 2958 | 2723 | 2525 | 259 | 7,3 | ||||
Результаты измерений микротвердости (табл. 20–24) для определения глубины обезуглероженного слоя представили в графическом виде.
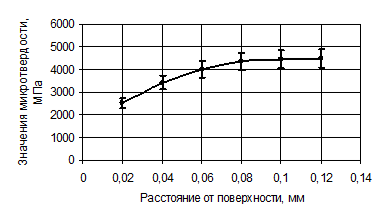
Рис. 24. Распределение значений микротвердости по глубине обезуглероженного слоя для образца из стали 4Х5МФ1С, закаленного с температуры 950о С
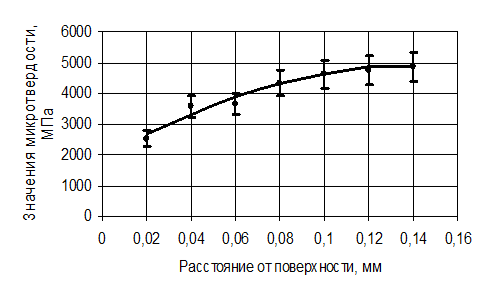
Рис. 25. Распределение значений микротвердости по глубине обезуглероженного слоя для образца из стали 4Х5МФ1С, закаленного с температуры 1 000о С
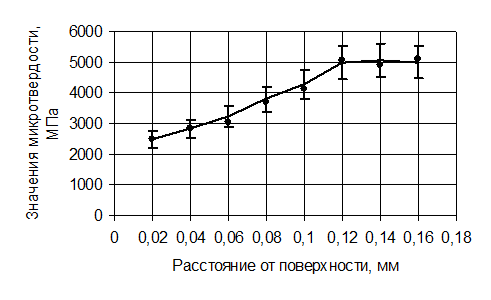
Рис. 26. Распределение значений микротвердости по глубине обезуглероженного слоя для образца из стали 4Х5МФ1С, закаленного с температуры 1 050о С
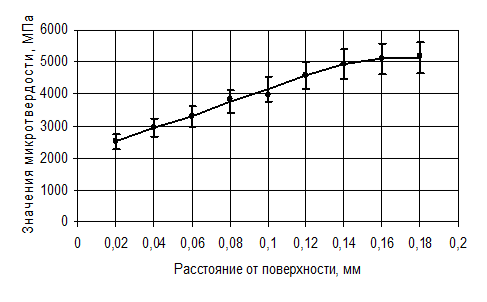
Рис. 27. Распределение значений микротвердости по глубине обезуглероженного слоя для образца из стали 4Х5МФ1С, закаленного с температуры 1 070о С
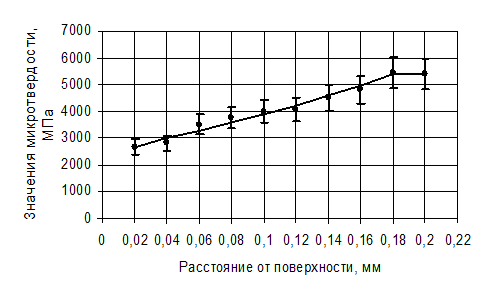
Рис. 28. Распределение значений микротвердости по глубине обезуглероженного слоя для образца из стали 4Х5МФ1С, закаленного с температуры 1 100о С
На приведенных графиках (рис. 24–28) видно, что глубина обезуглероженного слоя при температуре нагрева под закалку 950°C достигает 0,10 мм, при 1 000°C – 0,12 мм, при 1 050о С – 0,12 мм, при 1 070о С – 0,16 мм и при 1 100о С – 0,18 мм. Зависимость глубины обезуглероживания от температуры закалки представлена на рис. 29.
Приведенная кривая зависимости обезуглероживания от температуры закалки, полученная по результатам измерения микротвердости, качественно совпадает с аналогичной кривой на рис. 23, то есть обезуглероживание возрастает с увеличением закалочной температуры.
Для удобства сравнения результаты определения обезуглероживания с помощью измерения твердости и микротвердости сведены в таблицу 25.
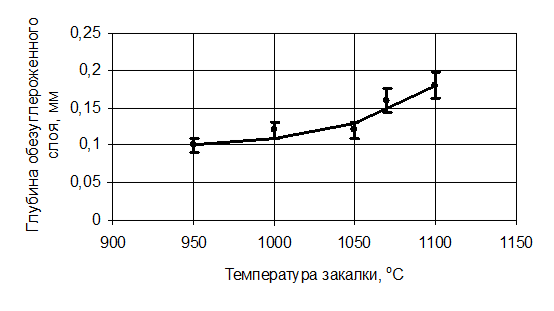
Рис. 29. Зависимость глубины обезуглероженного слоя от температуры закалки
Таблица 25. Зависимость глубины обезуглероживания от температуры закалки по результатам измерения твердости HRC и микротвердости
| Маркировка образца | 1 | 12 | 24 | 42 | 59 |
| Температура закалки, о С | 950 | 1 000 | 1 050 | 1 070 | 1 100 |
| Твердость HRC | 45 | 49 | 51 | 50 | 54 |
| Глубина обезуглероженного слоя, мм | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 |
| Значение микротвердости, МПа | 4248 | 4746 | 4914 | 4929 | 5384 |
| Глубина обезуглероженного слоя, мм | 0,10 | 0,12 | 0,12 | 0,14 | 0,18 |
3.5 Влияние температуры закалки на аустенитное зерно
Качество стали и ее термической обработки удобно контролировать по величине действительного аустенитного зерна. Допустимая величина зерна неодинакова для сталей разных структурных классов. Как правило, рекомендуется зерно баллов 11–9,5 для штамповых сталей нормальной теплостойкости и 11–10 для сталей повышенной теплостойкости [1].
В данной работе аустенитное зерно было выявлено методом окисления (см. п. 2.2.5.). В качестве травителя применялся пятипроцентный раствор пикриновой кислоты с добавками алкил-сульфата натрия.
Для определения величины аустенитного зерна методом секущих при каждой температуре было просмотрено пять полей зрения. В таблице 26 дано количество зерен по длине линейки, имеющей сто делений.
Цена делений шкалы окуляр – микрометра, если число совмещенных делений объект – микрометра с = 100, а число совмещенных делений окуляр – микрометра а = 85
Z = (100/85) × 0.01 = 0,012 мм.
Величину аустенитного зерна при каждой температуре рассчитывали по формуле (2) учитывая, что длина линейки окуляр – микрометра L = 100.
Таблица 26. Результаты оценки размера зерна методом секущих
| Количество зерен | ||||||
| Температура закалки, о С | 950 | 1 000 | 1 050 | 1 070 | 1 100 | |
| № поля зрения | 1 | 131 | 111 | 92 | 75 | 56 |
| 2 | 149 | 114 | 74 | 82 | 63 | |
| 3 | 152 | 128 | 82 | 72 | 68 | |
| 4 | 137 | 124 | 87 | 69 | 57 | |
| 5 | 172 | 123 | 84 | 77 | 66 | |
| Среднее количество зерен | 148,2 | 120,0 | 83,9 | 75,0 | 60,0 | |
| Размер зерна, мм | 0,008 1 | 0,010 | 0,014 | 0,016 | 0,020 | |
Видно, что с ростом температуры размер зерна увеличивается (см. рис. 31).
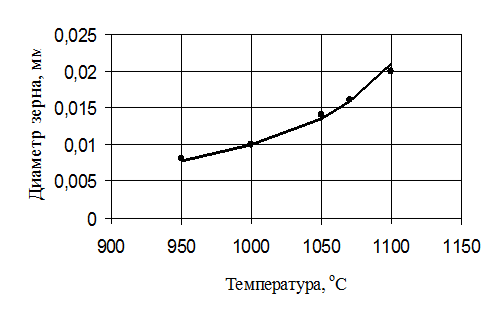
Рис. 31. Зависимость размера аустенитного зерна от температуры закалки
При температуре закалки 950 и 1 000°C обеспечивается достаточно мелкое зерно, соответствующее баллу 10–11. При дальнейшем повышении температуры балл зерна уменьшается до 9–10 (при 1 050о С) и до 8–9 (при 1 100 и 1 070о С).
В работе была проведена также оценка величины зерна аустенита с помощью метода хорд. Число произведенных замеров хорд для каждого образца не менее 150. Полученные данные и их статистическая обработка представлены в таблицах 27–31.
Таблица 27. Определение величины аустенитного зерна стали 4Х5МФ1С после закалки на температуру 950о С
| № размерной группы | Размер хорд di , мм | Количество хорд данного размера ni | Относительная доля длин хорд по данной группе, % |
| 1 | до 0,002 5 | 4 | 0,5 |
| 2 | 0,002 5–0,005 | 5 | 1,5 |
| 3 | 0,005–0,007 5 | 48 | 22 |
| 4 | 0,007 5–0,010 | 39 | 24 |
| 5 | 0,010–0,012 5 | 17 | 13 |
| 6 | 0,012 5–0,015 | 17 | 16 |
| 7 | 0,015–0,017 5 | 12 | 13 |
| 8 | 0,017 5–0,020 | 8 | 10 |
| Всего | 150 | 100 | |
| Средний размер хорды, мм | |||
| 0.007 5 | |||
| Среднее квадратичное отклонение результата Sx | |||
| 0,008 3 | |||
| Относительная ошибка ε, % | |||
| 17,0 | |||
Видно, что в исследуемой структуре наибольшее количество зерен приходится на две размерные группы: 0,005–0,007 5 мм и 0,007 5–0,010 мм (табл. 27).
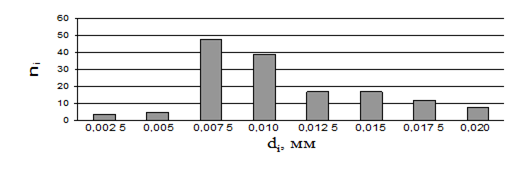
Рис. 32. Гистограмма распределения длин хорд зерен аустенита для образца, закаленного на температуру 950о С
Таблица 28. Определение величины аустенитного зерна стали 4Х5МФ1С после закалки на температуру 1 000о С
| № размерной группы | Размер хорд di , мм | Количество хорд данного размера ni | Относительная доля длин хорд по данной группе, % |
| 1 | до 0,002 5 | 2 | 0,2 |
| 2 | 0,002 5–0,005 | 2 | 0,3 |
| 3 | 0,005–0,007 5 | 25 | 6 |
| 4 | 0,007 5–0,010 | 52 | 17 |
| 5 | 0,010–0,012 5 | 40 | 16 |
| 6 | 0,012 5–0,015 | 35 | 16 |
| 7 | 0,015–0,017 5 | 24 | 13 |
| 8 | 0,017 5–0,020 | 19 | 12 |
| 9 | 0,020–0,022 5 | 4 | 3 |
| 10 | 0,022 5–0,025 | 11 | 9 |
| 11 | 0,025–0,027 5 | 3 | 3 |
| 12 | 0,027 5–0,030 | 5 | 4,5 |
| Всего | 222 | 100 | |
| Средний размер хорды, мм | |||
| 0,010 | |||
| Среднее квадратичное отклонение результата Sx | |||
| 0,005 7 | |||
| Относительная ошибка ε, % | |||
| 7,0 | |||
Наибольшее количество зерен приходится на размерные группы: 0,007 5–0,010 и 0,010–0,012 5 мм (см. табл. 28).
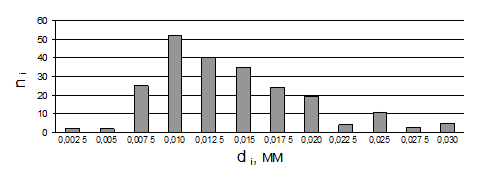
Рис. 33. Гистограмма распределения длин хорд зерен аустенита для образца, закаленного на температуру 1 000о С
Таблица 29. Определение величины аустенитного зерна стали 4Х5МФ1С после закалки на температуру 1 050о С
| № размерной группы | Размер хорд di , мм | Количество хорд данного размера ni | Относительная доля длин хорд по данной группе, % |
| 1 | до 0,002 5 | 2 | 0,2 |
| 2 | 0,002 5–0,005 | 5 | 0,8 |
| 3 | 0,005–0,007 5 | 8 | 1 |
| 4 | 0,007 5–0,010 | 15 | 3 |
| 5 | 0,010–0,012 5 | 48 | 13 |
| 6 | 0,012 5–0,015 | 53 | 17 |
| 7 | 0,015–0,017 5 | 43 | 16 |
| 8 | 0,017 5–0,020 | 12 | 5 |
| 9 | 0,020–0,022 5 | 20 | 10 |
| 10 | 0,022 5–0,025 | 18 | 10 |
| 11 | 0,025–0,027 5 | 12 | 7 |
| 12 | 0,027 5–0,030 | 14 | 9 |
| 13 | 0,030–0,032 5 | 5 | 4 |
| 14 | 0,032 5–0,035 | 2 | 2 |
| 15 | 0,035–0,037 5 | 3 | 2 |
| Всего | 260 | 100 | |
| Средний размер хорды, мм | |||
| 0,015 | |||
| Среднее квадратичное отклонение результата Sx | |||
| 0,006 1 | |||
| Относительная ошибка ε, % | |||
| 4,0 | |||
Наибольшее количество зерен приходится на три размерные группы, которые охватывают интервал 0,010–0,017 5 мм (см. табл. 29).
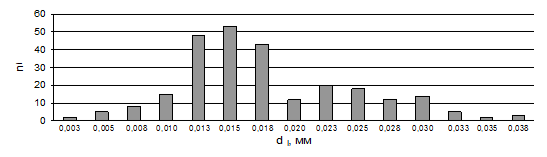
Рис. 34. Гистограмма распределения длин хорд зерен аустенита для образца, закаленного на температуру 1 050о С
Таблица 30. Определение величины аустенитного зерна стали 4Х5МФ1С после закалки на температуру 1 070о С
| № размерной группы | Размер хорд di , мм | Количество хорд данного размера ni | Относительная доля длин хорд по данной группе, % |
| 1 | до 0,002 5 | 3 | 0,2 |
| 2 | 0,002 5–0,005 | 3 | 0,4 |
| 3 | 0,005–0,007 5 | 2 | 0,4 |
| 4 | 0,007 5–0,010 | 16 | 3 |
| 5 | 0,010–0,012 5 | 45 | 11 |
| 6 | 0,012 5–0,015 | 61 | 17 |
| 7 | 0,015–0,017 5 | 34 | 11 |
| 8 | 0,017 5–0,020 | 38 | 14 |
| 9 | 0,020–0,022 5 | 19 | 8 |
| 10 | 0,022 5–0,025 | 23 | 11 |
| 11 | 0,025–0,027 5 | 18 | 10 |
| 12 | 0,027 5–0,030 | 7 | 4 |
| 13 | 0,030–0,032 5 | 2 | 1 |
| 14 | 0,032 5–0,035 | 6 | 4 |
| 15 | 0,035–0,037 5 | 7 | 5 |
| Всего | 284 | 100 | |
| Средний размер хорды, мм | |||
| 0,015 | |||
| Среднее квадратичное отклонение результата Sx | |||
| 0,004 8 | |||
| Относительная ошибка ε, % | |||
| 3,0 | |||
Наибольшее количество зерен приходится на размерную группу 0,012 5–0,015 мм (см. табл. 30).
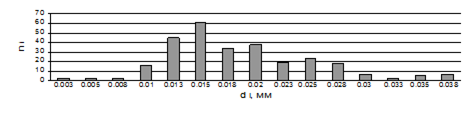
Рис. 35. Гистограмма распределения длин хорд зерен аустенита для образца, закаленного на температуру 1 070о С
Таблица 31. Определение величины аустенитного зерна стали 4Х5МФ1С после закалки на температуру 1 100о С
| № размерной группы | Размер хорд di , мм | Количество хорд данного размера ni | Относительная доля длин хорд по данной группе, % |
| 1 | до 0,002 5 | 0 | 0 |
| 2 | 0,002 5–0,005 | 0 | 0 |
| 3 | 0,005–0,007 5 | 3 | 0,5 |
| 4 | 0,007 5–0,010 | 2 | 0,5 |
| 5 | 0,010–0,012 5 | 4 | 1 |
| 6 | 0,012 5–0,015 | 9 | 3,3 |
| 7 | 0,015–0,017 5 | 17 | 7 |
| 8 | 0,017 5–0,020 | 28 | 14 |
| 9 | 0,020–0,022 5 | 40 | 22 |
| 10 | 0,022 5–0,025 | 33 | 20 |
| 11 | 0,025–0,027 5 | 15 | 10 |
| 12 | 0,027 5–0,030 | 8 | 6 |
| 13 | 0,030–0,032 5 | 5 | 4 |
| 14 | 0,032 5–0,035 | 6 | 5 |
| 15 | 0,035–0,037 5 | 2 | 2 |
| 16 | 0,037 5–0,040 | 2 | 2 |
| 17 | 0,040–0,042 5 | 2 | 2 |
| Всего | 176 | 100 | |
| Средний размер хорды, мм | |||
| 0,022 5 | |||
| Среднее квадратичное отклонение результата Sx | |||
| 0,009 1 | |||
| Относительная ошибка ε, % | |||
| 5,0 | |||
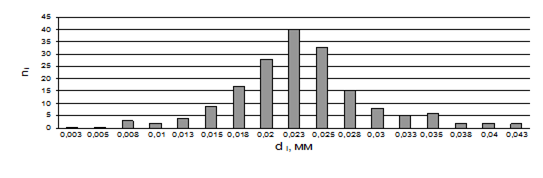
Рис. 36. Гистограмма распределения длин хорд зерен аустенита для образца, закаленного на температуру 1 100о С
Наибольшее количество зерен приходится на размерную группу 0,020–0,022 5 мм (см. табл. 31).
Для сравнения результатов, полученных при использовании различных методик экспериментальные данные сведены в таблицу 32.
Таблица 32. Размер зерна аустенита (мм), определенный различными методами
| Метод | Температура закалки, о С | ||||
| 950 | 1 000 | 1 050 | 1 070 | 1 100 | |
| секущих | 0,008 1 | 0,010 | 0,014 | 0,016 | 0,020 |
| хорд | 0,007 5 | 0,010 | 0,015 | 0,015 | 0,022 5 |
| Балл зерна | 11 | 10 | 9 | 9 | 8 |
3.6 Влияние температуры отпуска на износостойкость
Износостойкость инструментальной стали, то есть способность ее сопротивляться различным видам изнашивания поверхности, является характеристикой долговечности инструмента. Изнашивание сопровождается не только физическим разрушением рабочего слоя и потерей массы металла, но и его пластическим деформированием. В результате обоих процессов изменяются форма и размеры рабочих кромок. Изнашивание усиливается в условиях:
а) динамических нагрузок, вызывающих дополнительно выкрашивание и скалывание поверхностных слоев;
б) нагрева при резании или деформировании, снижающего твердость и сопротивление пластической деформации и облегчающего диффузию атомов между сталью инструмента, обрабатываемым металлом и сходящей стружкой.
Таким образом, износостойкость очень сложное свойство. Она определяется не только химическим составом, структурой и механическими свойствами, но и свойствами обрабатываемого материала, условиями эксплуатации инструмента, его конструкции и т. д. Последние определяют характер износа: абразивный, адгезионный, эрозионный, диффузионный и др.
В данной работе было проведено исследование износостойкости инструментальной стали 4Х5МФ1С в зависимости от температуры отпуска. Для исследования применялся метод трения «шарика по диску». Количество циклов трения было выбрано равным 40 000. В результате серии экспериментов на образцах были получены следы (канавки) трения, сечение которых измерялось на профилометре (рис. 37). Измерения проводились в пяти разных местах следа. Износ образца в дальнейшем оценивался по вынесенному объему металла. Для подтверждения полученных результатов дополнительно оценивался износ шарика (см. табл. 33).
Также была изучена износостойкость покрытий (нитрид и оксинитрид титана), нанесенных на образцы из стали 4Х5МФ1С методом ионно-плазменной имплантации. Целью проведенного исследования было выяснение перспективности нанесения покрытий для увеличения износостойкости материала. Количество циклов трения составило 5 000 для образцов с номерами 91 и 30, 10 000 – для образца 89 (см. табл. 34).
Сравнительная износостойкость образцов, отпущенных с разных температур (температура закалки 1 070о С)
| Номер образца | 91 | 30 | 89 | 69 | |
| Температура отпуска, о С | 550 | 570 | 600 | 650 | |
| Количество циклов трения | 40 000 | 40 000 | 40 000 | 40 000 | |
| Сечение профиля износа S, мкм2 | 1 | 1 844,3 | 1 027,3 | 522,9 | 1 196,9 |
| 2 | 973,3 | 845,3 | 592,8 | 1 212 | |
| 3 | 974,4 | 712,9 | 530,7 | 743,3 | |
| 4 | 578,3 | 1 822,5 | 521 | 1 004 | |
| 5 | 1 085,7 | 1 103,2 | 548,5 | 945,6 | |
| среднее | 1 091,2 | 1 102,24 | 543,18 | 1 020,36 | |
| Длина следа L, мкм | 1 873 | 1 956 | 1 997 | 2 001 | |
| Объем вынесенного материала V, мкм3 | 2 043 818 | 2 155 981 | 1 084 730 | 2 041 740 | |
| Износ шарика, мкм3 | 4,19 | 2,42 | 6,56 | 3,03 | |
По результатам экспериментов был построен график, характеризующий вынесенный объем материала в зависимости от температуры отпуска (рис. 38). Минимум на приведенной кривой соответствует образцу с максимальной износостойкостью.
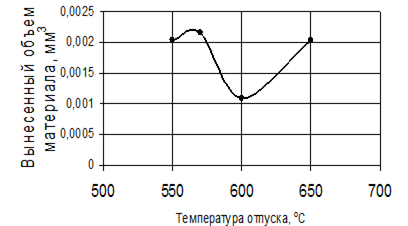
Рис. 38. Сравнительная износостойкость образцов из стали 4Х5МФ1С в зависимости от температуры отпуска
Для сопоставления изменения твердости и износостойкости образцов, отпущенных на различные температуры на приборе Роквелла была измерена их твердость (рис. 39).
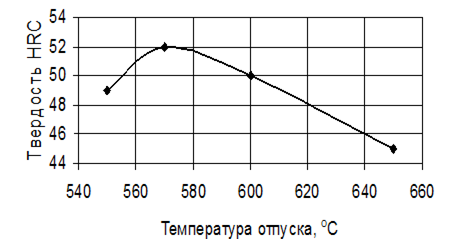
Рис. 39. Зависимость твердости стали 4Х5МФ1С от температуры отпуска
Максимальное упрочнение в исследуемой стали достигается после отпуска на 570о С. С дальнейшим повышением температуры до 600о С износостойкость возрастает, а твердость уменьшается, что связано с различной природой выделяющихся карбидов. При 500–550о С выделяется промежуточный карбид типа Ме2 С; выше 550–600о С – карбиды Ме23 С и Ме6 С. Отпуск выше 600–625о С усиливает коагуляцию карбидов.
Также построена зависимость износа шарика в ходе эксперимента для каждого образца (рис. 40). Видно, что максимальный износ шарика был получен на образце с максимальной износостойкостью.
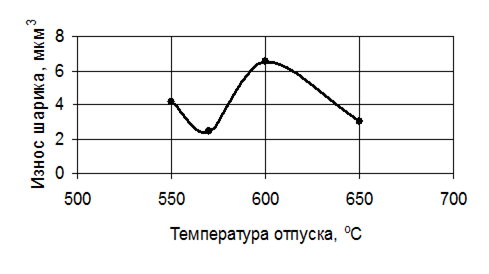
Рис. 40. Износ шарика в ходе экспериментов с образцами, отпущенными на разные температуры
Из полученных данных следует, что наибольшей износостойкостью обладает сталь, отпущенная с температуры 600о С. Данное явление связано с тем, что при этой температуре отпуска проходило дисперсионное твердение, приводящее не только к увеличению твердости, но и росту износостойкости.
Таблица 34. Сравнительная износостойкость образцов до и после напыления покрытий
| Номер образца | 91 | 30 | 89 | ||||
| Состояние поверхности | До напыления | Покрытие Ti + N + O (N:O = 3:1) | До напыления | Покрытие Ti + N + O (N:O = 1:1) | До напыления | Покрытие Ti + N | |
| Количество циклов трения | 5 000 | 5 000 | 5 000 | 5 000 | 10 000 | 10 000 | |
| Сечение профиля износа S, мкм2 | 1 | 42,7 | 625,6 | 32,9 | 1 342,1 | 66,5 | 22,0 |
| 2 | 32,0 | 701,7 | 30,3 | 1 341,0 | 75 | 30,8 | |
| 3 | 27,8 | 547,4 | 31,0 | 1 154,8 | 72,3 | 21,6 | |
| 4 | 31,8 | 602,9 | 38,6 | 1 452,3 | 69,2 | 20,3 | |
| 5 | 28,5 | 693,5 | 35,4 | 1 350,5 | 71,2 | 25,7 | |
| среднее | 32,56 | 634,22 | 33,64 | 1 328,14 | 70,84 | 24,08 | |
| Длина следа L, мкм | 1 991 | 1 996 | 1 998 | 2 002 | 2 005 | 1 985 | |
| Объем вынесенного материала V, мкм3 | 64 826 | 1 265 903 | 67 212 | 2 658 936 | 142 034 | 47 798 | |
Сравнительная оценка износа исходного металла и металла с покрытием приведена на рис. 41.
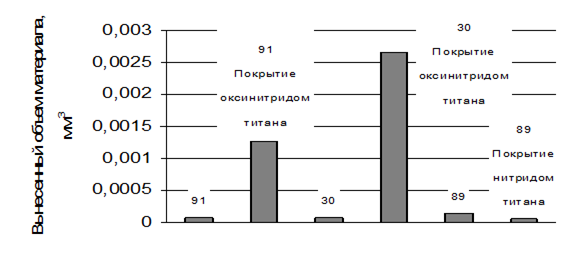
Рис. 41. Гистограмма, представляющая сравнительную износостойкость стали с различными покрытиями
Наибольшее сопротивление износу дает покрытие нитридом титана. Износостойкость при этом увеличивается в три раза. Наоборот, износ покрытий из оксинитрида титана идет активнее, чем на исходном образце. Причем износостойкость тем меньше, чем больше процент кислорода, введенный в покрытие. Для образца с маркировочным номером 91 износостойкость после нанесения покрытия уменьшается в 20 раз, а для образца 30 – в 40 раз.
Таким образом, в перспективе возможно увеличение износостойкости материала за счет нанесения покрытий из нитрида титана.
Обсуждение результатов исследования
Известно, что прочность и вязкость снижаются в результате излишне высокого нагрева под закалку. Это ухудшение свойств – следствие роста зерна с повышением температуры, что является следствием стремления системы к уменьшению свободной энергии. При небольшом перегреве присутствующие в стали карбиды препятствуют росту зерна и заметному ухудшению свойств. Однако при высоких температурах закалки карбидная фаза растворяется в аустените, что снимает препятствия для роста зерна. Чувствительность к перегреву выявляется по величине зерна аустенита, получаемого после нагрева до разных температур. [1]
В штамповой стали 4Х5МФ1С величина зерна определяет прежде всего пластические свойства, ухудшение которых недопустимо для инструмента, так как ведет к образованию трещин и разрушению при эксплуатации. Таким образом, определение размера зерна после того или иного режима термообработки является практически важной задачей.
В настоящей работе была изучена зависимость размера аустенитного зерна от температуры нагрева под закалку. Так как с увеличением температуры аустенитное зерно растет (снижается вязкость стали), то согласно ГОСТ 5950–2000 для стали 4Х5МФ1С размер аустенитного зерна не должен превышать 8 балла. Исследования показали, что при температуре закалки 1 100°C обеспечивается достаточно мелкое зерно, соответствующее 8 баллу, что допустимо. Однако более предпочтительной для закалки является температура 1 070о С, так как в этом случае исключается возможность перегрева стали (балл аустенитного зерна 9).
Величина действительного зерна аустенита в конечном итоге определяет дисперсность мартенсита. В данной работе была изучена микроструктура стали после закалки на различные температуры (рис. 12). Выяснено, что штамповая сталь 4Х5МФ1С после закалки имеет структуру, состоящую из мартенсита, аустенита остаточного и карбидов, причем количество карбидной фазы уменьшается с ростом температуры закалки (рис. 15). Форма и размер включений также меняются. Если при закалке на 950о С в структуре наряду с вытянутыми включениями цементитного типа присутствуют карбиды округлой формы (специальные), то при более высоком нагреве цементитный карбид, не обладающий достаточной теплостойкостью, а также мелкие карбиды других типов, полностью растворяются в аустените. В результате этого средний размер включения растет вплоть до 1 070о С, когда начинают растворяться более крупные карбиды. Количество аустенита остаточного в комплекснолегированных сталях после закалки колеблется в пределах 15–30%. Кристаллы мартенсита в исследуемой стали имеют вытянутое (реечное) строение; дисперсность структуры падает при увеличении температуры нагрева под закалку [4].
Твердость является важнейшим свойством инструментальной стали. Инструменты с недостаточной твердостью не могут резать; под действием возникающих напряжений они быстро теряют форму и размеры. С увеличением твердости в большинстве случаев возрастает и износостойкость. [1]
Так как, инструментальная сталь должна обладать высокой прочностью, твердостью, износостойкостью, то в работе была изучена зависимость твердости стали 4Х5МФ1С от температуры закалки. Было выяснено, что при повышении температуры закалки с 950 до 1 100о С объемная доля карбидов уменьшается от 17,3 до 3,3% за счет их растворения в аустените (табл. 13), который насыщается легирующими элементами, что способствует увеличению твердости вплоть до 54 HRC(рис. 13). Однако твердость мартенсита определяет общую твердость стали главным образом в закаленном состоянии. В процессе высокого отпуска происходит распад мартенсита, и твердость стали зависит от выделяющихся карбидов.
В ремонтных цехах и на малых предприятиях чаще всего нагрев под закалку проводится в окислительной среде, поэтому важно знать глубину обезуглероженного слоя, который необходимо удалять. В работе были использованы методы оценки обезуглероживания по изменению твердости и микротвердости в сечении образца. Результаты исследования показали, что глубина обезуглероженного слоя при температуре нагрева под закалку 1 070°C достигает 0,16 мм, а при 1 100°C – 0,18 мм, что гораздо меньше припуска, который дается на производстве на обезуглероженный слой.
В результате термической обработки существенно изменяются свойства стали, особенно механические свойства. Закалка при нагреве на высокие температуры проводится для растворения значительной части карбидов и получения высоколегированного мартенсита, в результате чего обеспечивается высокая твердость. Последующий отпуск на температуры 500–600°C вызывает дополнительное упрочнение. При указанных температурах возрастает диффузионная подвижность карбидообразующих элементов, что приводит к изменению химического состава мартенсита, увеличению содержания карбидов и эффекту упрочнения. Причина вторичного твердения – замена растворяющихся сравнительно грубых частиц цементита значительно более дисперсными выделениями специального карбида (V4 С3 , Мо2 С и др.). В молибденовых сталях в последовательности карбидных превращений Fе3 С → Ме2 С + Ме23 С6 → Ме6 С максимум вторичного твердения соответствует стадии выделения дисперсных частиц Ме2 С и Ме23 С6 . В работе было выявлено, что дисперсионное твердение стали 4Х5МФ1С происходит при температурах порядка 530–570о С (рис. 14). Одновременно с увеличением твердости возрастает и износостойкость, достигая максимального значения при отпуске на 600о С (рис. 38). Наряду с отмеченными выше процессами при отпуске происходит распад остаточного аустенита. Он протекает при 480–580о С, как правило, изотермически, заканчивается полностью и не оказывает влияния на работоспособность материала [4]. В результате превращения остаточного аустенита немного повышается твердость, но его влияние незаметно на фоне вторичного твердения.
В настоящей работе также было проведено исследование износостойкости покрытий из нитрида и оксинитрида титана, нанесенных на сталь 4Х5МФ1С. Установлено, что покрытие из нитрида титана подвергается износу почти в три раза меньшему, чем поверхность исходной стали при одинаковых условиях эксперимента. Таким образом, открывается возможность увеличения износостойкости материала за счет нанесения покрытий методом ионно-плазменной имплантации (п. 2.2.6).
1. Исследовано влияние температуры закалки и отпуска на изменение твердости стали 4Х5МФ1С. Показано, что сталь данной марки склонна к вторичному твердению при температурах порядка 550о С.
2. Изучено влияние температуры закалки на глубину обезуглероженного слоя и показано, что с увеличением температуры нагрева увеличивается глубина обезуглероживания до 0,2 мм при 1 100о С.
3. Разработана методика выявления аустенитного зерна и определена его величина в зависимости от температуры закалки.
4. Изучено влияние температуры отпуска на износостойкость данной стали. Выявлена оптимальная температура отпуска, соответствующая максимальной износостойкости. Изучена износостойкость покрытий из нитрида и оксинитрида титана, нанесенных на образцы с помощью ионно-плазменной имплантации.
5. Проведено электронное микроскопическое исследование структуры закаленной стали. Показано, что с увеличением температуры закалки с 950 до 1 100о С объемная доля карбидной фазы в структуре уменьшается за счет ее более полного растворения в аустените.
6. Экономика и организация производства
6.1 Технико-экономическое обоснование темы дипломной работы
При изготовлении инструмента из стали 4Х5МФ1С применяют термическую обработку (улучшение), оптимизация которой позволит сократить производственные затраты. При назначении температур закалки руководствуются данными по размеру аустенитного зерна, получаемой твердости и глубине обезуглероженного слоя. Все эти факторы имеют тенденцию к росту при повышении температуры обработки. При этом уменьшение дисперсности структуры отрицательно сказывается на пластических свойствах стали и приводит к браку. С другой стороны при понижении температуры получают меньшие значения твердости, что проявляется при дальнейшей эксплуатации изделия, т.е. сокращается время его службы. Увеличение глубины обезуглероженного слоя ведет к потерям материала. Также необходимо экспериментально установить температуру отпуска, соответствующую максимуму вторичного твердения и наилучшей износостойкости, позволяющей продлить срок службы инструмента.
Таким образом, является весьма важным определение оптимального режима термообработки данной стали.
6.2 Организация проведения работы (сетевой график)
С целью лучшей организации и контроля над ходом выполнения дипломной работы исследовательского характера в начале дипломирования был составлен и рассчитан сетевой график.
Сетевой график представляет собой графическое изображение взаимосвязи событий и работ, имеющих место при проведении исследования. График устанавливает сроки выполнения каждого этапа работы, входящей в план исследования, и резервы времени, позволяющие маневрировать ресурсами и сроками начала работ. Кроме этого сетевой график позволяет рационально организовать рабочее время исполнителей, порядок выполнения работ и контролировать процесс выполнения исследования в установленные сроки. [16]
6.2.1 Составление перечня работ и построение сетевого графика
Сетевой график включает в себя три комплекса работ:
1) комплекс подготовительных работ: изучение технической литературы по теме, обоснование актуальности темы, разработка мер защиты от потенциальных опасностей и вредностей, заказ и получение материалов и т.д.;
2) комплекс экспериментальных работ: проведение экспериментов, выполнение расчетов, обсуждение результатов и т.д.;
3) комплекс заключительных работ: обобщение полученных результатов, формулировка выводов, написание пояснительной записки, построение необходимых графиков, предварительная защита и т.д.
Общая продолжительность выполнения дипломной работы рассчитывалась с момента окончания преддипломной практики (3 марта 2007 г.) и до 1 июня 2007 г., с учетом 40-часовой рабочей недели и двух выходных. Таким образом, общая продолжительность выполнения работы составила 62 дня (496 часов).
Перечень работ, выполняемых в дипломной работе, представлен в таблице 34. Сетевой графиквыполнения дипломной работы изображен на рис. 38.
Таблица 35. Перечень работ, выполняемых в дипломной работе
| Шифр работ | Наименование работ | Формулировка событий |
| 1–2 | Получение задания | Задание получено |
| 2–3 | Подготовка литературного обзора | Литературный обзор подготовлен |
| 3–4 | Составление технико-экономического обоснования | Технико-экономическое обоснование составлено |
| 4–5 | Формулировка цели исследования | Цель исследования сформулирована |
| 5–6 | Изучение действующего оборудования | Действующее оборудование изучено |
| 5–7 | Изучение безопасных приемов работы | Безопасные приемы работы изучены |
| 6–7 | Разработка мер защиты по технике безопасности | Меры защиты по технике безопасности разработаны |
| 7–8 | Составление методики экспериментов | Составлена методика экспериментов |
| 8–9 | Подготовка образцов | Образцы готовы |
| 9–10 | Получение экспериментальных данных | Экспериментальные данные получены |
| 10–11 | Оформление раздела по ОБЖ | Раздел по ОБЖ оформлен |
| 11–15 | Расчет технико-экономической эффективност | Технико-экономическая эффективность рассчитана |
| 10–12 | Проведение расчетов и их обработка | Расчеты проведены и обработаны |
| 12–13 | Обобщение результатов экспериментов | Результаты экспериментов обобщены |
| 13–14 | Обсуждение полученных данных | Полученные данные обсуждены |
| 14–15 | Выводы по работе | Выводы сделаны |
| 15–16 | Оформление пояснительной записки | Пояснительная записка оформлена |
| 16–17 | Оформление плакатов | Плакаты оформлены |
| 17–18 | Подготовка дипломной работы к защите | Дипломная работа к защите подготовлена |
| 18–19 | Защита дипломной работы | Дипломная работа защищена |
6.2.2 Расчет основных параметров сетевого графика
Основными параметрами сетевого графика являются: ожидаемое время выполнения работ, ранние и поздние сроки начала и окончания работ, резервы работ и др. Так как исследовательская работа не имеет заранее установленных нормативов ее выполнения, время выполнения отдельных работ определяется приближенно с участием руководителя работы и консультантов по различным разделам на основе ряда оценок времени. Минимальное время, требуемое для выполнения работ при самых благоприятных условиях их протекания (![]() оптимистическая оценка); максимальное время, необходимое при самых неблагоприятных условиях (
оптимистическая оценка); максимальное время, необходимое при самых неблагоприятных условиях (![]() пессимистическое время), и наиболее вероятное время, необходимое для выполнения работы в большинстве случаев (
пессимистическое время), и наиболее вероятное время, необходимое для выполнения работы в большинстве случаев (![]() ). Ожидаемое время выполнения работы, которое используется при последующих расчетах сетевого графика, определяется по формулам
). Ожидаемое время выполнения работы, которое используется при последующих расчетах сетевого графика, определяется по формулам
![]() (14)
(14)
![]() (15)
(15)
Рассчитанные по данным формулам ожидаемые сроки выполнения работ представлены на рис. 38 и в таблице 35.
Порядок расчета остальных параметров:
1) устанавливается критический путь и его длительность (имеет максимальную продолжительность и определяет общую длительность выполнения всего комплекса работ);
2) определяются ранние сроки начала и окончания работ, начиная с исходного события;
3) определяются поздние сроки начала и окончания работ, начиная с завершающегося события;
4) определяются резервы совершения работ.
Сетевой график выполнения дипломной работы имеет критический путь ![]() .
.
Длительность критического пути составляет 62 дня.
Таблица 36. Параметры сетевого графика в индексах работ
| Шифр работ | tmin | tmax | tнв | tож | tрн | tро | tпн | tпо | R |
| 1–2 | 1 | 1 | 1 | 1 | 0 | 1 | 0 | 1 | 0 |
| 2–3 | 3 | 3 | 3 | 3 | 1 | 4 | 1 | 4 | 0 |
| 3–4 | 1 | 1 | 1 | 1 | 4 | 5 | 4 | 5 | 0 |
| 4–5 | 1 | 1 | 1 | 1 | 5 | 6 | 5 | 6 | 0 |
| 5–6 | 1 | 1 | 1 | 1 | 6 | 7 | 6 | 7 | 0 |
| 5–7 | 2 | 2 | 2 | 2 | 6 | 8 | 6 | 8 | 0 |
| 6–7 | 1 | 1 | 1 | 1 | 7 | 8 | 7 | 8 | 0 |
| 7–8 | 4 | 4 | 4 | 4 | 8 | 12 | 8 | 12 | 0 |
| 8–9 | 5 | 5 | 5 | 5 | 12 | 17 | 12 | 17 | 0 |
| 9–10 | 25 | 25 | 25 | 25 | 17 | 42 | 17 | 42 | 0 |
| 10–11 | 2 | 2 | 2 | 2 | 42 | 44 | 42 | 44 | 0 |
| 11–15 | 12 | 12 | 12 | 12 | 44 | 56 | 44 | 56 | 0 |
| 10–12 | 5 | 5 | 5 | 5 | 42 | 47 | 42 | 47 | 0 |
| 12–13 | 2 | 2 | 2 | 2 | 47 | 49 | 47 | 49 | 0 |
| 13–14 | 5 | 5 | 5 | 5 | 49 | 54 | 49 | 54 | 0 |
| 14–15 | 2 | 2 | 2 | 2 | 54 | 56 | 54 | 56 | 0 |
| 15–16 | 1 | 1 | 1 | 1 | 56 | 57 | 56 | 57 | 0 |
| 16–17 | 1 | 1 | 1 | 1 | 57 | 58 | 57 | 58 | 0 |
| 17–18 | 3 | 3 | 3 | 3 | 58 | 61 | 58 | 61 | 0 |
| 18–19 | 1 | 1 | 1 | 1 | 61 | 62 | 61 | 62 | 0 |
6.2.3 Оптимизация сетевого графика
Оптимизация сетевого графики заключается в перераспределении времени с ненапряженных путей на критический путь. Перед оптимизацией определяется оптимальная продолжительность выполнения всего комплекса работ. Для этого складывают продолжительность всех путей графика и полученную сумму делят на количество путей. В результате получается теоретически самый короткий срок выполнения всех работ (![]() ). Оптимизируя график, стараются по возможности приблизиться к этой цифре. Для сетевого графика на рис. 1 теоретически самый короткий срок выполнения всех работ будет равен
). Оптимизируя график, стараются по возможности приблизиться к этой цифре. Для сетевого графика на рис. 1 теоретически самый короткий срок выполнения всех работ будет равен
Tопт = 78/4 ≈ 35 дней, (16)
где 78 – продолжительность всех путей графика, дни;
4 – количество возможных путей.
Полученное число «35» означает, что, теоретически, если перенести несколько работ с нагруженного критического пути на менее нагруженные, то есть вероятность выполнения дипломной работы не за 62, а за 35 дней. На практике это применить, в данной работе не представляется возможным по некоторым причинам.
1. Все работы, находящиеся на критическом пути, непосредственно зависят друг от друга, т. е. нельзя начать выполнение одной, не завершив другую; также невозможно выполнять несколько работ параллельно друг с другом.
2. Нет возможности сократить некоторые этапы проведения работ. Сроки выполнения некоторых работ установлены документально, т.е. перенести их на более ранний срок не представляется возможным. Другие работы (подготовка образцов к исследованиям, проведение и обработка экспериментов) требуют длительного времени для их выполнения и зависят от многих неконтролируемых факторов.
6.3 Расчет затрат на выполнение исследования
6.3.1 Затраты на заработную плату
Под исполнителями исследования подразумеваются: непосредственный исполнитель – студент, руководитель работы, консультанты и лаборанты, помогающие в работе. Заработная плата студента устанавливается в размере стипендии. Заработная плата руководителя дипломной работы и консультантов определяется исходя из общего количества времени на одну дипломную работу и часовой тарифной ставки. Заработная плата лаборанта рассчитывается аналогично. Отчисления на социальные нужды и дополнительные отчисления составляют 26% и 12% соответственно от общей суммы основной и дополнительной заработной платы. [17]
На исследование затрачено 3 месяца. Заработная плата студента составила
ЗП(ст.) = 916 × 3 = 2 748 руб. (17)
Заработная плата научного руководителя дипломной работы, консультантов и лаборанта определяется по формуле
![]() (18)
(18)
где F – заработная плата за 1 час, руб.;
t – фактически отработанное время.
Таким образом, заработная плата руководителя дипломной работы равна
ЗП(рук.) = 55 × 21 = 1 155 руб.
Заработная плата консультанта по экономике равна
ЗП(к. эк.) = 55 × 4 = 220 руб.
Заработная плата консультанта по ОБЖ равна
ЗП(к. ОБЖ) = 55 × 3 = 165 руб.
Заработная плата лаборанта равна
ЗП(лаб.) = 12 × 10 = 120 руб.
Сводные данные по затратам на заработную плату приведены в таблице 36.
Таблица 37. Сводные данные по заработной плате
№ п/п |
Исполнитель, должность | Время, затраченное на работу, ч. | Часовая тарифная ставка, руб. | Сумма затрат на зарплату, руб. | Дополни-тельная зарплата, руб. | Отчисле-ния на социальные нужды, руб. |
| 1 | Студент | 3 месяца | – | 2 748 | – | 714,48 |
| 2 | Научный руководитель | 21 | 55 | 1 155 | 138,6 | 336,3 |
| 3 | Консультант по экономике | 4 | 55 | 220 | 26,4 | 64,1 |
| 4 | Консультант по ОБЖ | 3 | 55 | 165 | 19,8 | 48,0 |
| 5 | Лаборант | 10 | 12 | 120 | 14,4 | 34,9 |
| Итого: | 4 408 | 199,2 | 1 197,78 | |||
| Всего: | 5 804,98 | |||||
6.3.2 Затраты на сырье, материалы и реактивы
Затраты на сырьё, материалы и реактивы для исследования определяются по формуле
 (19)
(19)
где ![]() – количество материалов в натуральном выражении;
– количество материалов в натуральном выражении;
![]() – цена материала, руб.
– цена материала, руб.
Результаты расчёта затрат на сырьё, материалы и реактивы приведены в таблице 37.
Таблица 38. Расчет затрат на сырье, материалы реактивы
№ п/п |
Наименование материальных ресурсов | Цена, руб./ед. | Количество используемых ресурсов, ед. |
Затраты, руб. |
| 1 | 2 | 3 | 4 | 5 |
| 1 | Сталь 4Х5МФ1С | 65 | 0,8 | 52,00 |
| 2 | Шлифовальная шкурка, пачка | 20 | 1 | 20,00 |
| 3 | Фильтровальная бумага, пачка | 150 | 1 | 150,00 |
| 4 | Азотная кислота, л | 170 | 0,05 | 8,50 |
| 5 | Этиловый спирт, л | 35 | 0, 05 | 1,75 |
| 6 | Дистиллированная вода, л | 5,2 | 10 | 52,00 |
| 7 | Пикриновая кислота, л | 250 | 0,01 | 2,50 |
| 1 | 2 | 3 | 4 | 5 |
| 8 | Алкил-сульфат натрия, кг | 20 | 0,01 | 0,20 |
| 9 | Треххлористое железо, л | 120 | 0,01 | 1,20 |
| 10 | Лимонная кислота, кг | 120 | 0,005 | 0,6 |
Итого: — |
228,75 | |||
6.3.3 Затратына электроэнергию
Затраты на электроэнергию определяются по формуле
 , (20)
, (20)
где, ![]() – тариф на 1кВт ч, руб.;
– тариф на 1кВт ч, руб.;
![]() – мощность i–гo вида прибора или оборудования, кВт;
– мощность i–гo вида прибора или оборудования, кВт;
![]() – время использования i–гo вида прибора или оборудования, ч;
– время использования i–гo вида прибора или оборудования, ч;
![]() – количество оборудования, шт.
– количество оборудования, шт.
Величина средней потребляемой мощности ![]() определяется по установленной мощности (по паспорту) и среднему коэффициенту загрузки по мощности по формуле
определяется по установленной мощности (по паспорту) и среднему коэффициенту загрузки по мощности по формуле
![]() , (21)
, (21)
где, ![]() – величина средней потребляемой мощности, кВт;
– величина средней потребляемой мощности, кВт;
![]() – установленная мощность, кВт;
– установленная мощность, кВт;
![]() – средний коэффициент загрузки по мощности.
– средний коэффициент загрузки по мощности.
Цена электроэнергии 1 кВт∙ч = 1,36 руб.
Расчёт затрат на электроэнергию приведён в таблице 38.
Таблица 19. Расчет энергетических затрат
| № п/п | Наименование прибора или оборудования | Мощность электроприбора, кВт | Коэффициент использования мощности | Время использования, ч | Количество электроэнергии, кВт∙ч | Цена 1кВт∙ч, руб. | Сумма затрат на электроэнергию, руб. |
| 1 | Полировальный станок | 0,27 | 0,95 | 25 | 6,41 | 1,36 | 8,72 |
| 2 | Вытяжной шкаф | 0,20 | 10 | 1,90 | 2,58 | ||
| 3 | Микротвердомер ПМТ-3 | 0,02 | 40 | 0,76 | 1,03 | ||
| 4 | Микроскоп «EPIQUANT» | 0,35 | 5 | 1,66 | 2,26 | ||
| 5 | Микроскоп металлографи-ческий МИМ-2 | 0,35 | 15 | 4,99 | 6,78 | ||
| 6 | Электронный микроскоп ЭМ-200 | 0,48 | 10 | 4,56 | 6,20 | ||
| Итого: | 27,57 | ||||||
6.3.4 Затраты на воду для технических нужд
Расход воды для проведения исследования и технологических целей определён по ходу проведения работы и составил 0,035 м3 . Затраты на неё определяются исходя из величины расхода за период исследования и цены за 1 м3 по формуле
![]() , (22)
, (22)
где ![]() – расход воды, м3
;
– расход воды, м3
;
![]() – цена 1 м3
технической воды, руб.
– цена 1 м3
технической воды, руб.
Исследования проводились на территории г. Липецка. Тариф на 1 м3 технической воды – 4,39 руб. Таким образом, затраты на воду составили
![]() руб.
руб.
6.3.5 Затраты на амортизацию оборудования
Амортизационные отчисления рассчитываются от стоимости приборов и оборудования. Данные затраты определяются по формуле
 (23)
(23)
где ![]() – балансовая стоимость прибора или оборудования, руб.;
– балансовая стоимость прибора или оборудования, руб.;
![]() – норма амортизации, %;
– норма амортизации, %;
![]() – время использования оборудования в период исследования, ч;
– время использования оборудования в период исследования, ч;
![]() – возможное число часов использования оборудования в течении года (при односменном режиме работы 2 100 часов).
– возможное число часов использования оборудования в течении года (при односменном режиме работы 2 100 часов).
Расчёт затрат на амортизационные отчисления приведён в таблице 39.
Таблица 40. Затраты на амортизацию
| № п/п | Наименование прибора или оборудования | Стоимость оборудования, руб. | Время исполь-зования, ч. | Норма аморти-зации, % | Сумма амортиза-ционных отчислений, руб. |
| 1 | Полировальный станок | 500 | 25 | 8 | 0,5 |
| 2 | Вытяжной шкаф | 32 714 | 10 | 8 | 12,5 |
| 3 | Микротвердомер ПМТ-3 | 99 300 | 40 | 8 | 151,3 |
| 4 | Микроскоп «EPIQUANT» | 30 479 | 5 | 20 | 14,5 |
| 5 | Микроскоп металлографи-ческий МИМ-2 | 37 115 | 15 | 10 | 26,5 |
| 6 | Электронный микроскоп ЭМ-200 | 1 500 000 | 10 | 20 | 1 428,6 |
| Итого: | 1 633,9 | ||||
Прочие расходы включают в себя затраты на содержание администраций, зданий, охрану труда, технику безопасности, содержание библиотеки, общежития, освещение и т. д.
Величина прочих расходов вычисляется в процентах от затрат на заработную плату. Для ЛГТУ процент прочих затрат составляет 30%.
Таким образом, величина прочих расходов равна
5 804,93 × 0,3 = 1 741,48 руб.
Таблица 41. Сводная смета затрат
№ п/п |
Наименование затрат | Сумма, руб. | Процент к итогу |
| 1 | Зарплата с отчислениями во внебюджетные фонды | 5 804,98 | 61,52 |
| 2 | Затраты на сырьё и материалы | 228,75 | 2,42 |
| 3 | Затраты на электроэнергию | 27,57 | 0,29 |
| 4 | Затраты на воду | 0,15 | 0,002 |
| 5 | Амортизационные отчисления | 1 633,90 | 17,30 |
| 6 | Прочие расходы | 1 741,48 | 18,46 |
| Итого: | 9 436,83 | 100,00 | |
6.4 Оценка экономической эффективности результатов исследования
Сталь 4Х5МФ1С используется для изготовления ножей для агрегатов резки на ОАО «НЛМК». Проведенные исследования показали возможность экономии материала, идущего на изготовление инструмента, за счет уменьшения припуска на обезуглероживание.
При производстве одной единицы продукции дается припуск на обезуглероженный слой 0,7 мм. В данной работе было показано, что обезуглероживание при температурах закалки до 1 100о С не превышает 0,18 мм, т.е. объемную долю снимаемого материала можно уменьшить.
Ножи имеют следующие размеры:
-наружный диаметр D = 0,305 м;
-внутренний диаметр d = 0,165 м;
-толщина h = 0,016 м.
Вес снимаемого при шлифовке материала
Н = π × ρ × к × (D2 -d2 )/2, (24)
где ρ – плотность стали, кг/м3 ;
к – толщина снятого слоя, м.
Н1 = 3,14 × 7800 × 0,0007 × (0,3052 -0,1652 )/2 = 0,564 кг;
Н2 = 3,14 × 7800 × 0,00018 × (0,3052 -0,1652 )/2 = 0,145 кг
Эффект, полученный за счет экономного использования материальных ресурсов рассчитывается по формуле
Эм = (Н1 -Н2 ) × Цм , (25)
где Н1 ,Н2 – нормы расхода материальных ресурсов по старой и новой технологии на единицу выпускаемой продукции;
Цм – цена ресурса, руб./ед.
Эм = (0,564-0,145) × 65 = 27,24 руб/ед.
Таким образом, при производстве каждой единицы продукции затраты сократятся на 27,24 руб.
7. Безопасность проведения экспериментальных исследований
7.1 Общие мероприятия по безопасности жизнедеятельности
Все исследовательские работы, представленные в данном дипломе, проводились в металлографических лабораториях. В связи с этим необходимо предусмотреть создание благоприятных условий для проведения экспериментов на рабочем месте.
Создание комфортных метеоусловий. Микроклимат на рабочем месте в помещении лаборатории нормируется с учетом температуры воздуха, его относительной влажности и скорости движения. Основным показателем является температура; влажность и вентиляция – сопутствующие показатели усиливающие ее действие. Рекомендуется периодически корректировать параметры системы отопления с учетом времени года. Регулирование воздушной среды осуществляется с помощью вентиляции. Для уменьшения подвижности воздуха устраняются возможные причины возникновения сквозняков (открытые форточки, зазоры между рамами и др.).
Условия освещения. Для создания благоприятных условий труда важное значение имеет рациональное освещение. Неудовлетворительное освещение затрудняет проведение работ, ведет к снижению производительности труда и работоспособности глаз. Для создания естественной освещенности в здании используют световые проемы в стенах (окна). Электрическое освещение необходимо для проведения работ в темное время суток или в местах без достаточного естественного освещения. В качестве искусственных источников света рекомендуется использовать лампы накаливания и люминесцентные лампы. Принимаем освещение двух видов: рабочее (для проведения работ в обычных условиях) и аварийное (для временного продолжения работ или эвакуации работающих при внезапном отключении рабочего освещения). Аварийное освещение предусматривается с независимым источником питания или автоматическом переключении на него при аварии.
Защита от шума . При проведении металлографических исследований используется различное оборудование (шлифовальные и полировальные станки, электронный микроскоп), эксплуатация которого сопровождается шумом. Шум вызывает изменения в нервной системе, оказывает влияние на психику человека, сердечно-сосудистую систему, ухудшает сон. Работа в условиях постоянного шума может вызвать головную боль, головокружение, ослабление внимания. Шум является причиной быстрого развития утомления и снижения работоспособности. Установленный в лаборатории уровень звукового давления при частоте 1 000 Гц составляет 60 дБ – при шуме, возникающем внутри помещения, и 45 дБ – при шуме, проникающем извне. Для защиты от шумовых воздействий применяют звукоизолирующие ограждения установок, которые отражают большую часть, падающей на них световой энергии. Например, станки располагаются в местах, отгороженных глухими перегородками от остальной части лаборатории. Также для снижения шума агрегатов используют звукоизолирующие кожухи, в которые заключают их шумящие узлы. Люди, непосредственно работающие у станков, должны использовать специальные вкладыши, типа беруши.
Защита от вредных веществ и пыли . При проведении исследовательских работ возникает потенциальная опасность нежелательного действия на организм применяющихся в работе веществ. Все загрязняющие воздух вещества оказывают вредное действие, если они попадают в организм в количествах, превышающих некоторую пороговую величину; но даже и в меньших количествах они вредны, если находятся в организме в необычных концентрациях или состояниях. Также при работе может возникнуть и непосредственный контакт с вредными веществами. При шлифовании и полировке образцов воздух загрязняется металлической пылью. В связи с многокомпонентным составом исследуемой стали загрязнение воздуха может вызвать различные реакции. Ряд металлов (хром в данной стали) может привести к аллергическим заболеваниям – бронхиальная астма, поражения кожи, глаз, носа и др. Многие металлы, в том числе, железо, ванадий, молибден, кремний, марганец, а также фосфор являются биологическими микроэлементами, находящимися в крови, печени, мышцах в очень небольших количествах (10-3 –10-2 %). Недостаток или избыток микроэлементов по сравнению с нормальным содержанием приводит к нарушениям тех или иных функций организма. Для предотвращения распространения пыли исследовательская лаборатория располагается в отдельном помещении, изолированном дверью от соседних рабочих мест. Также предусмотрена регулярная влажная уборка для удаления осевших пылевых частиц. При проведении работ возникает необходимость в применении химических соединений различной опасности, в частности для травления образцов (треххлористое железо, пикриновая кислота). Для защиты от вредных испарений предусмотрена местная вытяжная вентиляция, предназначенная для удаления загрязненного воздуха непосредственно от источника образования выделений. Данный вид вентиляции представлен в лабораториях в виде укрытий и вытяжных шкафов. Для очистки воздуха от вредных выделений и продуктов дыхания людей предусмотрена общеобменная приточно-вытяжная вентиляция, воздух для которой забирается из чистой зоны. Дополнительно используются средства индивидуальной защиты. Для защиты рук при работе с травителями применяют кислотоупорные перчатки, которые должны тесно прилегать к коже.
Защита от электрического тока . Причинами поражения электрическим током являются соприкосновение с открытыми токоведущими частями и проводами; прикосновение к токоведущим частям, изоляция которых повреждена; касание токоведущих частей через предметы с низким сопротивлением изоляции; прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением. Опасность электрических поражений создает работающее от сети оборудование, осветительные приборы и электрическая проводка. Воздействие электрического тока на организм может вызвать различные электрические травмы (электрический ожог, металлизацию кожи, электрический знак и др.), поэтому предусматривают меры защиты от поражения электрическим током. Для сети общего освещения допускается напряжение не выше 220 В. Для защиты от прикосновения осуществляют недоступное расположение токоведущих частей (на высоте, под полом или скрыто в стенах). Незащищенные токоведущие части, к которым возможно прикосновение людей надежно ограждают. Применяемые провода и кабели должны соответствовать условиям эксплуатации оборудования. Для выключения сети при коротком замыкании используют быстродействующие релейную защиту и выключатели, установочные автоматы и плавкие предохранители. Для защиты работающего в случае прикосновения к металлическим частям электрической установки, случайно оказавшимся под напряжением, применяют защитное заземление.
Защита от электромагнитных излучений . Возникающие при использовании токов высокой частоты электромагнитные поля различных частотных диапазонов представляют определенную профессиональную вредность, поэтому необходимо применять меры защиты от их воздействия на организм. Надежным методом защиты является экранирование. Металлические части установок и систем водоохлаждения заземляют, чтобы не допустить поражения током. Провода, кабели и другие токоведущие части ограждают. Должна быть исключена возможность их нагрева. Предусматривают устройства (рубильники, выключатели), обеспечивающие отключение от сети. Обязательна общая вентиляция помещений (с вытяжкой из верхней зоны помещения в рабочую зону). Помещения высокочастотных установок запрещается загромождать металлическими предметами. Должны быть соблюдены требования электробезопасности.
Защита от пожара . Пожары представляют значительную опасность, так как причиняют большие повреждения и материальный ущерб, поэтому предотвращение пожаров является важной задачей. Для уменьшения опасности возникновения и распространения пожаров большое значение имеет рациональное устройство и расположение лабораторий и выходов из них. Обязательно наличие вентиляции, так как ее отсутствие может явиться причиной задымления помещений и затрудняет борьбу с пожаром. В вентиляционных устройствах не должны накапливаться пыли; скорость движения воздуха должна быть такой, чтобы взвешенные в воздухе частицы не оседали. Обязательно наличие оповещающей пожарной сигнализации в здании. Каждая лаборатория должна быть оснащена огнетушителем для устранения начинающегося пожара. В здании обеспечивают возможность быстрой безопасной эвакуации людей в случае возникновения возгорания. Из коридора рекомендуется проектировать, как правило, не менее двух эвакуационных выходов. Пожарную опасность могут представлять электрические устройства в случае перегрузки или короткого замыкания. Для предотвращения этого необходимы: правильный монтаж и эксплуатация сетей и агрегатов, соблюдение правил их эксплуатации. [18]
7.2 Оценка естественной вентиляции лаборатории
Принцип действия общеобменной вентиляции заключается в том, что с помощью вентиляционного воздуха выделяющиеся в помещение вредности удаляются наружу. В соответствии с этим принципом количество подаваемого в помещения воздуха (расчетный воздухообмен) должно обеспечивать разбавление выделяющихся вредностей до допустимых концентраций, а также поддержание допустимых метеорологических параметров воздушной среды на рабочих местах. Если характер и количество вредностей не поддаются учету, то вентиляционный воздухообмен определяют по кратности воздухообмена, представляющей собой отношение объема вентиляционного воздуха к внутреннему объему помещения. [19]
L = V × Kр , (26)
где L – необходимый воздухообмен, м3 /ч;
V – объем помещения, V = 76,8 м3 ;
Кр – кратность воздухообмена, Кр = 3,5 ч-1 . [20]
L = 76,8 × 3,5 = 268,8 м3 /ч.
7.3 Оценка искусственного освещения в лаборатории
Искусственное освещение предусматривается в помещениях, в которых недостаточно естественного света. В исследовательской лаборатории искусственное освещение осуществляется с помощью лампы накаливания общего назначения с нормальной световой отдачей (по ГОСТ 2239–60) типа НБ 220-75 мощностью 75 кВТ.
Для оценки искусственного освещения при известном типе, расположении и мощности светильника определим освещенность точек горизонтальной рабочей поверхности Е.
![]() (27)
(27)
где Iα – сила света, кд;
α – угол падения света, т.е. угол между лучом и нормалью к освещаемой поверхности α = 23о ;
h – абсолютная величина нормали, т.е. расстояние от источника света до уровня расположения поверхности, h = 2,4 м.
Для ламп накаливания
![]() (28)
(28)
где F – световой поток, F = 840 лм;
ω – телесный угол, в котором распределено излучение, ω = 4π.
![]()
![]()
Фактическая величина освещенности равна 9,1 лк, что меньше нормируемой (200 лк [1]), т.е. качество освещения данным источником света не удовлетворяет требуемым условиям. Чтобы нормализовать освещенность необходима установка дополнительных источников света.
Количество ламп накаливания, необходимое для создания освещенности 200 лк определим по формуле
![]() (29)
(29)
где Е – минимальная освещенность, Е = 200 лк;
S – площадь помещения, S = 24 м2 ;
к – коэффициент запаса, к = 1,3;
F- световой поток от одной лампы, F = 840 лм;
η – коэффициент использования светового потока, η = 58%.
![]()
Принимаем количество ламп накаливания для создания требуемой освещенности – 13 единиц.
1. Геллер, Ю.А. Инструментальные стали / Ю.А. Геллер. – М.: Металлургия, 1968. – 568 с.
2. Геллер, Ю.А., Рахштадт, А.Г. Материаловедение / Ю.А. Геллер, А.Г. Рахштадт. – М.: Металлургия, 1975. – 448 с.
3. Гуляев, А.П. Металловедение: учебник для вузов / А.П. Гуляев. – М.: Металлургия, 1986. – 542 с.
4. Позняк, Л.А., Скрынченко, С.И. Штамповые стали / Л.А. Позняк, С. И. Скрынченко. – М.: Металлургия, 1980. – 244 с.
5. Артингер, И. Инструментальные стали и их термическая обработка / И. Артингер. – М.: Металлургия, 1982. – 312 с.
6. Металловедение и термическая обработка стали: справочник. Т. 1. Методы испытаний и исследования / под ред. М.Л. Бернштейна, А.Г. Рахштадта. – М.: Металлургия, 1983. – 367 с.
7. Торопцева, Е.Л. Методические указания по курсу «Теория термической обработки металлов» / Е.Л.Торопцева, В.И. Захаренкова. – Липецк: ЛГТУ, 2003. – 32 с.
8. Гвоздев, А.Г. Лабораторный практикум по материаловедению: учеб. пособие / А.Г. Гвоздев. – Липецк: ЛГТУ, 2002. – 82 с.
9. ГОСТ 5950–2000. Прутки, полосы и мотки из инструментальной легированной стали.
10. Шиммель, Г. Методика электронной микроскопии / Г. Шиммель. – М.: Металлургия, 1991. – 295 с.
11. Лившиц, Б.Г. Металлография: учеб. пособие для вузов / Б.Г. Лившиц. – М.: Металлургия, 1990. – 236 с.
12. ГОСТ 9013-59. Металлы. Метод измерения твердости по Роквеллу.
13. ГОСТ 1763–68. Сталь. Методы определения глубины обезуглероженного слоя.
14. ГОСТ 5639–82. Стали и сплавы. Методы выявления и определения величины зерна.
15. Brenscheidt, F. The influence of ion energy on the wear behaviour of titanium-implanted silicon nitride ceramics / F. Brenscheidt, W. Fischer, W. Matz, E. Wieser // Surface and coatings technology. – 1996. – №83. – с. 317 – 321.
16. Манюгин, А.П. Методические указания к выполнению экономической и организационной части дипломной работы исследовательского характера / А.П. Манюгин, О.В.Лосева. – Липецк: ЛГТУ, 2002. – 33 с.
17. Богомолова Е.В. Методические указания к выполнению экономической и организационной части дипломной работы исследовательского характера / Е.В. Богомолова, Л.К. Михайловская. – Липецк: ЛГТУ, 2000. – 12 с.
18. Злобинский, Б.М. Охрана труда в металлургии / Б.М. Злобинский. – М.: Металлургия, 1975. – 536 с.
19. Гусев, В.М. Теплотехника, отопление, вентиляция и кондиционирование воздуха: учебник для вузов / В.М. Гусев, Н.И. Ковалев, В.П. Попов, В.А. Порошков. – Л.: Стройиздат, 1981. – 343 с.
20. Ананьев, В.А. Системы вентиляции и кондиционирования. Теория и практика / Ананьев В.А., Балуева Л.Н. – Евроклимат, 2003. – 416 с.
Похожие рефераты:
Плазменное поверхностное упрочнение металлов
Свойства легированных сталей. Испытание на твёрдость по Бринеллю
Получение биметаллических заготовок центробежным способом
Совершенствование технологического процесса изготовления фрез
Технология изготовления распределительного вала
Технология электроконтактного нагрева заготовок
Биокерамика на основе фосфатов кальция
Совершенствования технологических процессов переработки зерна в муку и крупу