| Похожие рефераты | Скачать .docx |
Курсовая работа: Шнековый пресс ВПО-20А
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ФИЛИАЛ ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
“МОСКОВСКИЙ ЭНЕРГЕТИЧЕСКИЙ ИНСТИТУТ
(ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ) ” В Г. СМОЛЕНСКЕ
КАФЕДРА ПИЩЕВОЙ ИНЖЕНЕРИИ
Специальность: ПИЩЕВАЯ ИНЖЕНЕРИЯ МАЛЫХ ПРЕДПРИЯТИЙ
Пояснительная записка
К КУРСОВОМУ ПРОЕКТУ
НА ТЕМУ: ШНЕКОВЫЙ ПРЕСС ВПО 20А
Дисциплина : Технологическое оборудование малых и традиционных предприятий
Проектировал студент 4 курса, гр. ПИ-03 ИСАЧЕНКОВА Е.А.
Руководитель БАЛАБАНОВ В.Н.
Консультант СИНЯВСКИЙ Ю.В.
Смоленск 2007г.
Реферат
В работе рассматривается шнековый пресс ВПО 20А
Целью данной работы является анализ конструкции пресса и принципа ее действия, а также проведение инженерных расчетов: кинематического расчета привода, технологического и прочностного расчета пресса, а также монтаж и эксплуатация пресса.
В качестве исходных данных использовалась схема пресса с нанесенными габаритными размерами и обозначениями. Для кинематического расчета привода использовались данные о мощности двигателя.
В работе также проведен анализ современного состояния шнековых прессов.
Расчетно-пояснительная записка к курсовой работе. - Смоленск: филиал ГОУ ВПО " МЭИ (ТУ)", 2007 г. - 43с., 5 ил., 1 табл., 2 прил., использовано литературных источников - 8.
Содержание
Введение
1. Анализ современного состояния шнековых прессов
1.1 Состояние современных шнековых прессов
1.2 Описание существующих прессов
1.3 Техническое обоснование выбора пресса шнекового ВПО - 20А
1.4 Цель и задачи
2. Описание технологического процесса и устройство пресса шнекового ВПО - 20А
2.1 Описание технологического процесса
2.2 Устройство пресса
3. Инженерные расчеты
3.1 Технологический расчет пресса
3.2 Кинематический расчет привода
3.3 Расчет клиноременной передачи
3.4 Расчет цепной передачи
3.5 Расчет ведущей звездочки
3.6. Прочностной расчёт
4. Монтаж и эксплуатация шнекового пресса ВПО-20А
5. Техника безопасности
Заключение
Список использованной литературы
Приложение
Введение
Под общим названием "прессование" в технике понимается ряд процессов, имеющую различную сущность в зависимости от стоящих задач: изменение формы материала при постоянстве его массы и объёма; изменение формы и объёма продукта при постоянстве его массы; изменение формы, объёма и массы продукта.
Первые два случая имеют цель придать продукту определённую форму и уплотнить его для лучшей транспортабельности, третий для отжима жидкой фазы.
Пищевые продукты, подвергаемые прессованию, являются дисперсными системами, состоящими из твёрдой фазы (кристаллы, гранулы, разорванные клетки орехов и т.п.) или из твердой и жидкой фаз (сок, расплавленный жир, вода).
Прессование определяется физико-механическими свойствами продукта и условиями ведения процесса. Физико-механические свойства процесса зависят от вида продукта, его технологической подготовки (размера частиц, вязкость, температура). Условия прессования складывается из режима прессования: давления и продолжительности. При отжиме жидкая фаза перемещается по микропорам продукта, преодолевая при этом сопротивление, возрастающее с увеличением давления прессования. Установлено, что повышение давления выше определённых пределов уже не может повлиять на выход жидкой фазы. Минимально возможное количество жидкой фазы, которое содержится в остатке (выжимке, жмыхе) после длительного изотермического прессования продукта при постоянном давлении, называется равновесным .
В зависимости от характера процесса различают процессы периодического и непрерывного действия.
По принципу действия нагнетательных механизмов, создающих усилие при прессовании, прессы делят на ленточные, поршневые, шнековые, шестерённые, вальцовые и др.
Отделение жидкой фазы (воды, сока, расплавленного жира и др.) прессованием применяется при мойке зерна, переработке фруктово-ягодного сырья и др. В данной работе мы будем рассматривать шнековый пресс, который предназначен для отжима сока из ягод винограда.
1. Анализ современного состояния шнековых прессов
1.1 Состояние современных шнековых прессов
На сегодняшний день шнековые прессы широко используются в пищевой промышленности. Они предназначены для отжима соки из ягод винограда, отжатия жома, используются в свеклосахарной промышленности для предварительного отжатия сырого жома и т.д.
В основном в промышленности используют несколько видов шнековых прессов: горизонтальный пресс, горизонтальный двухшнековый пресс, наклонный пресс и вертикальный пресс.
В зависимости от вида деятельности предприятия (переработка первичного или вторичного сырья (жома)) используют тот или иной вид прессов [1].
Так, например, для получения сока из ягод винограда удобно использовать горизонтальные шнековые прессы типа ВПНД-10 и ВПО-20А.
А наклонный шнековый пресс ПСЖН-68 больше подходит для отжатия жома до 12-14% сухих вешеств. Вертикальные шнековые прессы ПВЖ-60, используются в свеклосахарной промышленности и предназначен для предварительного отжатия сырого жома [2].
1.2 Описание существующих прессов
Наклонный шнековый пресс ПСЖН-68 ( рис.1) предназначен для отжима жома. Жом поступает в сепаратор, где из него частично удаляется вода, а затем в пресс, где отжимается основная часть воды.

Рис.1. Наклонный шнековый пресс ПСЖН-68
7 - сепаратор; 2 - вал шнека; 3 - сито; 4 - отжимной шнек; 5 - цилиндрические ит, и - pcij-лировочное приспособление; 7 - отверстие для выгрузки жома; 8 - коническое сито; 9 - штуцер; 10 - отверстие для удаления воды; 11 - дополнительная поверхность фильтрования; 12 - штуцер для отвода воды
Часть отжатой воды проходит через цилиндрическое сито и удаляется через штуцер 9, другая часть воды проходит через сито 3 в полую часть вала шнека и удаляется через отверстие 10 и штуцер 9. Отжатый жом выгружается через кольцевые отверстия между коническим ситом и корпусом отжимного шнека. Размер отверстия влияет на продолжительность пребывания жома в прессе и степень отжатия воды и регулируется приспособлением 6.
Горизонтальные и наклонные прессы имеют аналогичную конструкцию. В отличие от горизонтальных прессов в наклонных не происходит частичного смешения отжатого жома с удаляемой жидкостью.
Вертикальный шнековый пресс ПВЖ-60 показан на рис.2. Основная часть пресса - полый вертикальный шнек, установленный в специальных траверсах. На кожухе шнека с противоположных сторон расположены контрлопасти, которые входят в промежутки между лопастями шнека и препятствуют вращению материала вместе со шнеком. Контрлопасти имеют отверстия, через которые проходит пар, подводимый по трубопроводу.
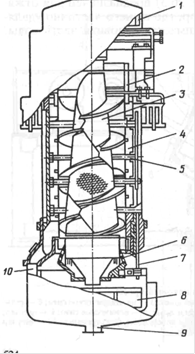
Рис. 2 . Вертикальный шнековый пресс ПВЖ-60: часть - через полый вал шнека.
/ - приводная шестерня; 2 - загрузочная воронка;
3 - шнек; 4 - разъемное сито; 5 - контрлопасть;
6 - коническое сито; 7 - болт; 8 - скребок;
9 - штуцер; 10 - канал
В верхней части пресса расположена воронка для загрузки материала, а под ней по цилиндрической образующей - цилиндрические
разъемные сита с коническими отверстиями. Влажный жом на прессование поступает через воронку и верхними лопастями шнека направляется вниз, в зону с меньшим поперечным сечением, где происходит отжатие воды. Часть отпрессованной воды выходит через отверстия цилиндрического сита, а другая
В нижней части цилиндрического сита расположено подвижное коническое сито, которое можно поднимать и опускать при помощи болтов 7. Изменением размера щели между этим ситом и нижней частью цилиндрического сита регулируется степень отжатия жома.
Отжатый жом, выходящий через щель, образованную коническим и цилиндрическим ситами, при помощи скребков выгружается из шнека.
Двухшнековый пресс Stord BS-64 (рис.3) оборудован двумя параллельно установленными шнеками, вращающимися навстречу друг другу. В корпусе и крышках шнека имеются цилиндрические фильтрующие сита с коническими отверстиями, изготовленные из нержавеющей стали.
Конструкция пресса позволяет быстро проводить процесс обезвоживания.
Частоту вращения шнеков можно регулировать гидромуфтой от 1,45 до 3 мин"1 . От частоты вращения шнека зависят его производительность, влажность отпрессованного жома и расход энергии.
Показатели работы пресса зависят от равномерности питания его жомом. При недостаточной загрузке пресса жомом влажность жома увеличивается.
Производительность прессов по отжатому жому

где q - плотность отжатого жома, кг'м3 ;
ср - отношение площади, занятой прерывистыми витками шнека, к площади винтовой поверхности;
F - площадь кольцевого выходного отверстия или в случае перфорированного диска сумма площадей свободного сечения диска, м2 ;
l - шаг витка шнека в выходной щели, м;
п - частота вращения шнека, мин"1 .
Мощность привода пресса (в кВт) складывается из ряда составляющих:
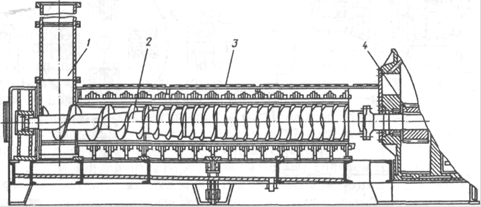
Рис 3. Двухшнековый пресс StordBS-64:
/ - загрузочный бункер; 2 - шнек;.? - крышка; 4 - привод

где NС , NK , NB , NC Ж , NП - мощность, необходимая для преодоления сил трения продукта соответственно по ситовому корпусу, поверхности корпуса, поверхности витков шнека, для сжатия жома, перемещения жома; η - коэффициент полезного действия привода.

Рис.4
На степень отжатия жома оказывают основное влияние форма проходной части прессов и время пребывания жома в прессе.
Двухшнековый формовочный пресс ( рис.4) используют в производстве конфет, в частности пралине, методом формования конфетной массы через фильеру с калиброванными отверстиями. Пресс создает давление в конфетной массе и продавливает ее через фильеру. Непосредственно на выходе из фильеры жгуты конфетной массы рубятся на гранулы эксцентрично установленными ножами гранулятора (рис.4), расположенными с определенным зазором у фильеры.
Фильера представляет собой плоский металлический диск с отверстиями, через которые продавливается прессуемая масса. Форма отверстия фильеры определяет вид изделия. При продавливании через отверстия фильеры масса принимает определенную форму. Течение массы в отверстиях фильеры подобно течению очень вязкой жидкости.
Давление, создаваемое шнеком, зависит от гидравлического сопротивления в отверстиях фильеры. Сопротивление определяется консистенцией теста, формой и размером отверстий.
Рубящие ножи закреплены на вращающемся валу, имеющем собственный привод. Эксцентричное расположение ножевого крыла позволяет заполнить материалом все сечение фильеры. Для регулировки зазора между фильерой и рубящими ножами ножевой вал может перемещаться в осевом направлении. Для этого кожух гранулятора может быть отведен в сторону вместе с приводом. При демонтаже шнека грануляционная головка может быть отведена от нагнетающего шнека. [1]
1.3 Техническое обоснование выбора пресса шнекового ВПО - 20А
Пресс шнековый ВПО-20А относится к прессам средней мощности и предназначен для отжима сока из ягодвинограда.
Применение данного пресса обусловлено региональными особенностями в связи с затруднением поиска сырьевой базы.
Наряду с такими критериями оценки достоинств пресса, как качество вырабатываемой на нём продукции, простота обслуживания, важную роль играют и технико-экономические показатели его работы: удельные энергозатраты на отжимку, стоимость пресса, металлоемкость и т.п.
Несмотря на то, что в настоящее время потребности промышленности в прессах в основном удовлетворяются за счет выпуска новых (современных), все же на предприятиях еще имеется некоторое количество ранее спроектированных прессов. Эти пресса, хотя и уступают по некоторым показателям современным образцам, часто имеют ряд преимуществ, которые делают вполне обоснованным и даже необходимым изучение прессов данного типа, ибо при этом появляется возможность использовать при проектировании тот или иной удачный узел, заимствованный из старого пресса.
1.4 Цель и задачи
Целью данной курсовой работы является анализ конструкции шнекового пресса ВПО-20А используемого для отжима сока из ягод винограда и принципа его действия, а также проведение инженерных расчетов: кинематического расчета привода, технологического и прочностного расчета пресса, а также монтаж и эксплуатация пресса.
Задачей курсовой работы является как можно более полное изучение шнекового пресса. Для чего должны быть проведены инженерные расчеты, а также разработана графическая часть проекта, включающая в себя: общий вид шнека, 2 узла и деталировку.
2. Описание технологического процесса и устройство пресса шнекового ВПО - 20А
2.1 Описание технологического процесса
Технологический процесс происходит следующим образом. Отделённые от гребней виноградные ягоды, частично разрушенные в дробилках-гребнеотделителях, поступают в бункер пресса. Здесь масса (мезга) захватывается транспортирующим шнеком и подаётся к прессующему шнеку. На участке транспортирующего шнека сок (сусло)
Частично отделяется от мезги и собирается. Этот сок наиболее качественный, так как содержит минимальное количество взвешенных частиц.
На стыке шнеков масса перемешивается, т.е. подвергается сдвиговым деформациям, чем обеспечивается образование хорошей дренажной системы каналов в мезге для отвода сусла. [1]
2.2 Устройство пресса
Шнековый пресс ВПО - 20А предназначен для отжима сока из ягод винограда. Основа пресса - сварная из фасонного проката рама 1, на которой смонтирована основная корпусная деталь 13. Сверху к ней крепится бункер 14 для приема массы, а снизу - сборник 2 для сока (сусла) первой фракции. К фланцу основной корпусной детали крепится основной перфорированный барабан 19 с бандажными кольцами жесткости 18. Внутри барабана по его оси расположены два шнека: транспортирующий 3 и прессующий 16. Шнеки посажены на валу 26, причем прессующий шнек соединен с валом жестко и крутящий шнек посажен на валу свободно. Вал получает вращение от электродвигателя 8 через клиноременную передачу 10, стандартный зубчатый редуктор 7 и зубчатую пару 5. Транспортирующему шнеку вращение передается от того же привода через цепную передачу 12 с натяжной звездочкой 4. Основной вал установлен в подшипниках 6 и 11, корпуса которых прикреплены к раме. В конце основного перфорированного барабана расположен запорный конус 20, которым регулируют площадь кольцевого отверстия для выхода отпрессованной массы и, следовательно, влажность выжимок. Передвижение конуса вдоль оси обеспечивается гидроприводом, который состоит из насоса 23 и двух цилиндров 22. Масляный насос смонтирован на кронштейне 24, прикрепленном к раме. Между последним витком прессующего шнека и запорным конусом образуется камера максимального давления, внутри которой размещен малый перфорированный барабан 27 с крышкой 21 для санитарной обработки и штуцером 25 для отвода сусла.
Под основным перфорированным барабаном расположен сборник 28 для сусла второй и третьей фракции. Привод пресса закрыт кожухом 9, а основной перфорированный барабан - двухстворчатым кожухом 15. Частота вращения основного вала с прессующим шнеком 20,5 об/мин, транспортирующего шнека 40,5 об/мин в противоположную сторону, чем обеспечиваются перемещение прессуемой массы и высокий выход сока.
 [1]
[1]
3. Инженерные расчеты
3.1 Технологический расчет пресса
1. Производительность прессов П ( т/ч):
 ,
,
где
F -площадь кольцевого выходного отверстия или сумма площадей отдельных отверстий диска;
F= 3,26 м2 ;
t - шаг наклонного витка, расположенного в выходной щели;
t=0,32 м;
n-частота вращения вала шнека, мин;
n=40,6 об/мин;
ρ - плотность отжатого жома;
ρ=16 кг/м![]() ;
;
φ-отношение площади, занятой прерывистыми витками шнека, к площади винтовой поверхности, на которой расположены прерывистые витки (расчет производится для одного витки у выходной щели);
φ=0,5.
Подставив данные в формулу найдем производительность шекового пресса: П =20 ( т/ч).
1.1 Производительность шнека в 1-м сечении Пi ( м3 /с) определяется по уравнению:
 , где
, где
D - наружный диаметр шнека;
D=0,50 м;
d - средний диаметр корпуса шнека на данном участке;
d= 0,2 м;
S![]() - шаг витка на данном участке;
- шаг витка на данном участке;
S![]() =0,32 м;
=0,32 м;
n - частота вращения шнека;
n=7,5об/мин;
![]() - объем, занимаемый витками шнека на длине одного шага;
- объем, занимаемый витками шнека на длине одного шага;
![]() =0,25 м3
;
=0,25 м3
;
![]() -коэ
ффициент перемещения, учитывающий проворачивание жома;
-коэ
ффициент перемещения, учитывающий проворачивание жома; ![]() =0,85.
=0,85.
Подставив данные в формулу найдем производительность шнека в 1-м сечении: Пi =0.31 ( м3 /с).
3.2 Кинематический расчет привода
1. Выбор электродвигателя.
2. Определяем к. п. д. передачи:
ηобщ. =ηр. п. · ηред. ·ηц. п.,
где ηр. п - к. п. д. ременной передачи,
ηр. п = 0,96;
ηред - к. п. д. редуктора,
ηред. =0,95;
ηц. п - к. п. д. цепной передачи,
ηц. п =0,95;
ηобщ = 0,96·0,95·0,75=0,87.
3. Определяем необходимую мощность двигателя:
Рвх.
=![]() ; Рвых
=
2,5 ; ηбщ
=
0,87; Рвх
=
; Рвых
=
2,5 ; ηбщ
=
0,87; Рвх
= кВт.
кВт.
4. По требуемой мощности подбираем двигатель: трехфазный, асинхронный серии 4А (по ГОСТ 19523 - 81). Рдв =13 кВт - мощность двигателя.
5. Подбираем частоту вращения двигателя.
Определяем общее передаточное число:
Uобщ =Uр. п. · Uред · Uц. п.;
где Uр. п. - передаточное число ременной передачи, Uр. п ≤ 4;
Uред - передаточное число редуктора, Uред ≤ 3,55; Uц. п - передаточное число цепной передачи, Uц. п. ≤ 4; Uобщ max = 4· 3,55· 4 = 56,8; nвых = 40 об/мин.
Вариант 1: nдв1 =3000 об/мин.
U1
=![]()
 .
.
Вариант2: nдв2 =1500 об/мин.
U2
= .
.
Вариант3: nдв3 =1000 об/мин.
U3
= .
.
Вариант4: nдв4 =750об/мин.
U3
= .
.
Анализируя передаточное отношение, приходим к выводу, что оптимальный вариант будет в том случае, когда nдв =1500 об/мин и передаточное число 37,5.
Предпочтение отдаем двигателям с большей скоростью, поэтому, двигатель 1000 об/мин и 750 об/мин не принимаем.
Определяем номинальную частоту вращения и запишем марку двигателя: 4А100S4УЗ.
Скольжение S=4,4%.
Мощность двигателя Рдв =3 кВт.
Частота вращения nдв =1500 об/мин.
Номинальная частота вращения:
nном =1500 - 4,4 · 10=1434 об/мин.
6. Определяем передаточное отношение передач:
Uобщ
= ;
;
Uр. п. = 2,8; Uред =3,15;
Uц. п
= .
. ![]()
Принимаем стандартное передаточное число 4 и проверяем отклонение от нужного передаточного числа:
Uобщ. станд = 2,8 · 3,15· 4 = 35,28;
Δ U= ;
;
Δ U<4%, т.к отношение меньше 4% принимаем стандартные числа.
7. Определяем частоту вращения и угловую скорость валов передачи.
I вал; nI = nном = 1434 об/мин;
ωI
=![]() с-1
;
с-1
;
II вал; nII
= об/мин;
об/мин;
ωII
= с-1
; III вал: nIII
=
с-1
; III вал: nIII
= об/мин;
об/мин; ![]()
ωIII
= с-1
;
с-1
;
IV вал: nIV
= об/мин;
об/мин; ![]() ωIV
=
ωIV
= с-1
;
с-1
;
8. Определяем мощность на валах: Рвх. = РI = 2,5 кВт;
РII = РI · ηр. п. =2,5 · 0,96 = 2,4 кВт; РIII = РII · ηред =2,4 · 0,95 = 2,28 кВт;
РIV = РIII · ηц. п. =2,28 · 0,95 = 2,166 кВт;
9. Определяем вращающий момент на валах:
ТI
=  кН · м; ТII
=
кН · м; ТII
= кН · м;
кН · м;
ТIII
= кН · м; ТIV
=
кН · м; ТIV
= кН · м;
кН · м;
10. Результаты расчета сводим в табл. параметров передачи:
| № вала | Частота вращения n об/мин, | Угловая скорость ω, с-1 | Мощность Р, кВт |
Вращающий момент Т, кН×м |
| I | 1434 | 150,1 | 2,5 | 0,017 |
| II | 512,1 | 53,6 | 2,4 | 0,045 |
| III | 162,6 | 17,0 | 2,28 | 0,134 |
| IV | 40,6 | 4,2 | 2,166 | 0,516 |
3.3 Расчет клиноременной передачи
Исходные данные: P = 2,5 кВт, n1 = 1434 об/мин, U = 2, 8
1. Выбор сечения ремня по номограмме|4, с.134| . В зависимости от частоты вращения и мощности выбираем тип ремня (О, А, Б, В, Г, Д).
При P = 2,5 кВт и n1 = 1434 об/мин принимаем тип ремня А.
2. Определяем вращающий момент на ведущем шкиве.
Т1
= ![]() =
= ![]() = 0,017 кН · м
= 0,017 кН · м
3. Диаметр меньшего шкива.
D1
= (3÷4) ![]() = 4×
= 4×![]() = 103 мм
= 103 мм
Округляем до стандартного |4, табл.7.8, с.132|: d1 = 100 мм
4. Диаметр большего шкива.
D2 = d1 ×U× (1 - ε)
ε = 0, 01 ÷ 0, 03
Принимаем ε = 0,02
d2 = 100× 2, 8 × (1 - 0, 02) = 274,4 мм
5. Уточняем передаточное отношение.
U =  =
= ![]() = 2, 8
= 2, 8
6. Межосевое расстояние определяем по формулам
a min = 0,55· (d1 + d2 ) + To
a max = d1 + d2
To - высота ремня |табл.7.7, с.131|: To = 8
a min = 0,55× (100 + 274,4) + 8 = 213,92 мм
a max = 100 + 274,4 = 374,4 мм
Принимаем а = 350 мм
7. Длина ремня.
L = 2a + 0,5π (d1
+ d2
) + ![]() (d2
- d1
) 2
(d2
- d1
) 2
L = 2 · 350 + 0,5·3,14· (100 + 274,4) + ![]() · (274,4 - 100) = 1309,5 мм
· (274,4 - 100) = 1309,5 мм
Округляем до стандартного |табл.7.7, с.131|: Lст
= 1320 мм![]()
8. Уточняем межосевое расстояние по длине ремня.
А = ![]()
w = 0,5π · (d1 + d2 )
y = (d2 - d1 ) 2
w = 0,5·3,14· (10 + 274,4) = 587,8
y = (274,4 - 100) 2 = 30415,36
а = ![]() = 355,4 мм
= 355,4 мм
9. Определяем угол обхвата ведущего шкива.
Α1
° = ![]()
α1
° =  = 152°
= 152°
10. Число ремней передачи.
Z = 
P- мощность двигателя
Cp - коэффициент режима работы |табл.7.10, с.136|, Cp = 1, 2
P0 - мощность для передачи одним ремнем данного типа |табл.7.8, с.132|, P0 = 1,45 кВт, СL - коэффициент длины ремня |табл.7.9, с.135|, СL = 0,93, Сα - коэффициент угла обхвата, Сα = 0,95, СZ - коэффициент, учитывающий число ремней в передаче, СZ = 0,95
z = ![]() = 2, 47 z = 3
= 2, 47 z = 3
11. Натяжение ветви ремня.
F0
= 
v- скорость ремня, м/с
θ - коэффициент, учитывающий центробежную силу, зависит от типа ремня |2, с.136|, для сечения А θ = 0,1 (Н·с2 ) /м2
v = ![]()
ω1
=  =
= ![]() = 150,1 c-1
= 150,1 c-1
v =  = 7,505 м/с
= 7,505 м/с
F0
=  = 123,66 Н
= 123,66 Н
12. Сила, действующая на вал.
FB
= 2F0
zsin![]() , FB
= 2·1223,66·3· sin
, FB
= 2·1223,66·3· sin![]() = 720 Н
= 720 Н
13. Ширина шкива. |табл.7.12, с.138|
В = (Z- 1) е + 2f
Z- число ремней
e, f- размеры канавок в зависимости от типа ремня, F = 10, 0, e = 15, 0
B = (3 - 1) · 15 + 2 · 10 = 50 мм
3.4 Расчет цепной передачи
Исходные данные: мощность на валу ведущей звездочки PIII = 2,28 кВт, передаточное отношение Uц. п. = 4, предельная частота вращения ведущей звездочки nIII = 162,6 об/мин, nIV = 40,6 об/мин (ведомой). Смазывание периодическое.
1. Выбираем цепь приводную, одноступенчатую, роликовую и определяем шаг цепи по формуле:
t = 2,8 ·  ,
,
где Т1 -вращающий момент на ведущей звездочке;
Т1
= , Т1
=
, Т1
= ![]() = 147 Н·мм;
= 147 Н·мм;
Кэ - коэффициент эксплуатации
Кэ = Кд · Ка · Кн · Кр · К см · Кп;
Кд - коэффициент, зависящий от характера нагрузки,
Кд = 1,25 - при умеренной ударной нагрузке;
Ка - коэффициент, учитывающий влияние межосевого расстояния:
если
а = (30-50) · t, то Ка = 1;
Кн - коэффициент, учитывающий наклон цепи, Кн = 1;
Кр - коэффициент натяжения цепи, Кр = 1,25 - при периодическом натяжении;
Ксм - коэффициент смазки, Ксм = 1,5 - при периодической смазке;
Кр - коэффициент, учитывающий сменность работы, Кр = 1,2 - при работе в две смены;
Кэ =1,25· 1· 1· 1,25· 1,5· 1,2 = 2,81.
z1 - число зубьев ведущей звездочки
z1 = 31 - 2U,
где U - передаточное число,
U= .
.
Z1 =31 - 2 · 3=23;
z2 =z1 · U=23 · 4=62.
[P] - допускаемое давление, принимаем ориентировочно |4, табл.7.18, с.150|, [P] = 23 Мпа;
m - число рядов в цепи, m = 1.
T = мм;
мм;
Из стандартного ряда чисел шагов принимаем t = 25,4 мм.
2. По |4, табл.7.15с.147,2| в зависимости от шага принимаем размеры цепи, а также следующие данные:
Аоп - проекции опорной поверхности шарнира; Аоп = 262 мм2 ;
Q- разрешающая нагрузка; Q = 88,5 Н;
q - интенсивность нагрузки; q = 3,8 кг· м.
Проверяем цепь по двум показателям: а) по частоте вращения |табл.7.17, с.149|: шаг t = 25,4 мм, [n] = 800 об/мин. Условие надежной работы: ![]() (25,4 < 800) - выполняется; б) по давлению в шарнирах |табл.7.17, с.150|: шаг t = 25,4, n = 182,9 об/мин. Интерполируя, находим
(25,4 < 800) - выполняется; б) по давлению в шарнирах |табл.7.17, с.150|: шаг t = 25,4, n = 182,9 об/мин. Интерполируя, находим ![]() = 25 МПа. Учитывая, что z2
= 25 МПа. Учитывая, что z2
![]() 17, вносим поправку и рассчитываем:
17, вносим поправку и рассчитываем:
![]()
[P] пров
=![]() =26,25 МПа.
=26,25 МПа.
Определяем действительное давление в шарнирах:
Р= ;
;
Ft - окружная сила,
Ft
=![]() ; V=
; V= ;
;
V=![]() 1,6 м/с;
1,6 м/с;
Ft
=  = 1563 Н; Р =
= 1563 Н; Р = ![]() = 24,4 Мпа.
= 24,4 Мпа.
Условие надежной работы: Р![]() (24,4 < 26,25) - выполняется.
(24,4 < 26,25) - выполняется.
Определяем число звеньев в цепи:
Lt
=2· at
+ 0,5· z∑
+![]() ;
;
at
= ![]() - число шагов межосевого расстояния;
- число шагов межосевого расстояния;
at
=![]() 40;
40;
z∑ = z2 + z3 - суммарное число зубьев звездочек;
z∑ = 23 + 62 = 85;
Δ= ![]() - поправка;
- поправка;
Δ = ![]() = 11; Lt
= 2· 40 + 0,5· 85 +
= 11; Lt
= 2· 40 + 0,5· 85 + ![]() = 97,5.
= 97,5.
Округляем до целого числа в большую сторону L = 98.
4. Уточняем межосевое расстояние:
а = ![]() ;
;
а = ![]() мм.
мм.
Для свободного провисания цепи предусматриваем уменьшение межосевого расстояния на 0,04%, т.е.
1062· 0,0004 = 0,4 мм.
5. Определяем диаметры делительных окружностей звездочек:
dд2
=  ; dд2
=
; dд2
=  мм;
мм;
6. Определяем диаметры наружных окружностей звездочек:
De
1
= ![]() ;
;
d1 - диаметр ролика цепи |4, табл 7.15|;
De1
= ![]() мм;
мм;
De2
=![]() ;
;
De2
=![]() мм.
мм.
3.5 Расчет ведущей звездочки
1. Шаг цепи t = 140 мм.
2. Диаметр ролика по ГОСТ 13568 - 75 D = 6 мм.
3. Число зубьев звездочки z = 21.
4. Диаметр делительной окружности
dд
= 
dд
=  мм.
мм.
5. Угол поворота звеньев цепи на звездочке
![]()
![]() º.
º.
6. Диаметр окружности выступов
Dc
= ![]()
Dc
= ![]() = 200 мм.
= 200 мм.
7. Радиус впадин зуба
r = 0,5025·D + 0,05
r = 0,5025·6 + 0,05= 3,07 мм.
8. Диаметр окружности впадин
Di = dд - 2 r
Di = 140 - 2· 3,07 = 133,86 мм.
9. Радиус сопряжения
r1 = 0,8·D + r
r1 = 0,8·6 + 3,07 = 7,87 мм.
10. Половина угла впадин
![]()

11. Угол сопряжения
![]()
![]()
12. Профильный угол зубьев

![]()
13. Длина прямого участка профиля
![]()
![]() мм
мм
14. Расстояние от центра дуги впадины до центра дуги головки
ос = 1,24 · D
ос = 1,24 × 6 = 7,44 мм.
15. Радиус головки зуба
![]()
![]() мм.
мм.
16. Координаты точки с

![]()
![]() мм;
мм;
 мм.
мм.
17. Координаты точки о
х1 = 0,8·D·sinf
y1 = 0,8·D·cosf
x1 = 0,8 × 6 · sin 15,7 = 1,86 мм;
y1 = 0,8 × 6 · cos 15,7 = 4,62 мм.
18. Угол наклона радиуса вогнутости
![]()
![]()
3.6. Прочностной расчёт
Максимальная прессующая сила:
![]()
![]() =4,2МПа
=4,2МПа
где S - площадь поперечного сечения корзины, S=0,21 м![]() ;
;
![]() -максимальное значение давления
-максимальное значение давления ![]() =20 кг/м
=20 кг/м![]()
Удельноедавление на планку корзины зависит от величины прессующей силы, которая передается на основание пресса и частично на стенки корзины. Прессующая сила, передаваемая планку, по мере углубления в корзину уменьшается.
Для расчёта на прочность корзины пресса стяжные обручи условно располагают на концах планки и рассматривают планку как балку на двух опорах.
Для определения максимального изгибающего момента нагрузку разделяют на две части: от равномерного распределенного давления интенсивностью ![]() = и от давления, равномерно возрастающего от 0 до
= и от давления, равномерно возрастающего от 0 до ![]()
Первая нагрузка дает максимальный изгибающий момент
при ![]()
![]() ,
,
![]()
Вторая нагрузка дает максимальный изгибающий момент при
![]()
![]()
В расчёте поперечное сечение планки корзины принимается прямоугольным с отношением ![]() , (
, (![]() -толщина планки, b-ширина планки).
-толщина планки, b-ширина планки).
![]()
В приведенном расчете не учитываются стяжные обручи, которые только улучшают условия работы планки и позволяют уменьшить се сечение. При строгом расчете надо рассматривать планку как многоопорную балку.
Определим момент, прилагаемый к гайке прессующего механизма.
Сила прессования зависит от площади корзины:
![]() кг/см
кг/см![]()
Сила которую необходимо приложить по средней линии резьбы винта, составит:
![]() кг/см
кг/см![]()
где α-угол подъёма винтовой линии, α=20°;
ρ-угол трения винта о гайку, ρ=15°,
крутящий момент для поворота гайки
![]() 9,66
9,66
![]() - средний диаметр резьбы.
- средний диаметр резьбы. ![]() =10
=10
4. Монтаж и эксплуатация шнекового пресса ВПО-20А
Фундамент для пресса с кирпичной обмуровкой выполняется, как правило, строительной организацией, но перед началом работ по кладке подвергается техническому осмотру, при котором проверяется правильность его выполнения в соответствии с чертежами. После осмотра и проверки фундамента составляется акт о его приемке и акт на скрытые работы, связанные с устройством фундамента.
При работе на действующем предприятии монтажная площадка огораживается деревянными щитами на высоту сооружаемого пресса. Разметка габаритов пресса перед монтажом производится по рабочим чертежам при помощи отметок - реперов, нанесенных на колонны или стены здания. Для этого вокруг фундамента устанавливают па ватерпасу обноску из стоек и досок толщиной не менее 25 мм. Высота обноски в зависимости от высоты печи и здания 3,5-5 м.
Все размеры по высоте пресса наносятся от поверхности чистого пола: отметки фиксируют на ближайших колоннах или стенах здания и сохраняют до полного окончания монтажа. После этого производится сборка пресса
Перед началом монтажа все детали и узлы подлежат тщательному наружному осмотру, проверке комплектности, наличия паспортов и другой технической документации, отсутствия поломок и других видимых дефектов.
Особо тщательно производят осмотр и приемку пароводяных труб. Проверяют клейма завода-изготовителя и дату изготовления труб.
Перед монтажом все металлические части пресса очищают от ржавчины, погнутые места отрихтовывают, конвейерные цепи, ролики и шарикоподшипники промывают керосином. Цепные блоки - звездочки проверяют на соответствие впадин между зубьями и роликами цепи для устранения дефектов механической обработки.
Редукторы приводов конвейера вскрывают, очищают от смазки, затем собирают и заливают машинным маслом.
Перед установкой на место тщательно проверяются и сверяются парами длина и загибы направляющих, наличие в них отверстий для болтов. Установка валов, подшипников и натяжных механизмов производится в точном соответствии с осевыми линиями валов. Вал должен быть точно горизонтальным и одновременно перпендикулярен продольной оси печи. После установки валов корпуса подшипников защищают от возможного засорения при дальнейшей кладке печи.
При креплении на валах парных блоков зубья их должны совпадать.
Следует отметить, что установку приводного вала производят особенно тщательно, не допуская малейших перекосов вала ни в горизонтальной, ни в вертикальной плоскостях, так как по нему выверяются все остальные валы.
Механизмы и детали привода устанавливаются по отвесу и уровню в соответствии с осевыми линиями. Натяжной вал с винтовым натяжным устройством устанавливается так, чтобы он занимал крайнее положение. Для этого он винтами натяжения перемещается в сторону приводного вала.
К работе по обслуживанию прессов допускаются лица обоего пола, достигшие 18 летнего возраста, сдавшие экзамены на знание "Правил безопасности". Результаты проверки оформляются протоколами, на основании которых выдаются удостоверения.
Перед началом работы обслуживающий персонал должен проверить:
Отсутствие посторонних предметов в шнековой камере.
Наличие ограждений на приводах прессов;
исправность основного оборудования и механизмов.
Инструкции по технике безопасности и обслуживанию пресса разрабатываются для каждого типа пресса отдельно с учётом конструктивных особенностей эксплуатируемых прессов.
Смазка и чистка механизмов прессов производится во время их остановки.
5. Техника безопасности
Помещение оснащается средствами пожаротушения и противопожарным инвентарём. Все средства пожаротушения располагаются на видном месте. Подступы к ним не должны быть загромождены.
Освещённость в помещении устанавливается в пределах 20 лк.
При остановке пресса на длительное время (на период ремонта), а также во время проверки электрооборудования пресс отключается от сети.
Обслуживающий персонал пресса отвечает за повреждения и аварии, которые произошли во время работы от несоблюдения установленных инструкцией правил эксплуатации и мер безопасности. Обслуживающему персоналу запрещено:
работать на неисправном оборудовании и при снятых ограждениях;
оставлять рабочее место без присмотра;
загромождать проходы и пол на рабочем месте;
В сменный журнал заносят продолжительность пуска и останова пресса.
Обслуживающий персонал пресса должен быть обучен общим правилам техники безопасности, действующим на данном предприятии.
Заключение
В работе был рассмотрен Шнековый пресс ВПО-20А. Также были проведены инженерные расчеты, которые включают в себя расчет производительности пресса (П =3,15 ( кг/с);
производительности шнека (Пi =0.31 ( м3 /с).
Помимо инженерных расчетов был также произведен кинематический расчет привода, который состоит из электродвигателя марки 4А100S4УЗ по ГОСТ 19523 - 81 и мощностью 2,5 кВт, клиноременной передачи, конического редуктора и цепной передачи.
Также в данной работе рассчитали ведущую звездочку приводного барабана и провели прочностной расчет шнековой камеры.
Применительно к шнековому прессу ВПО-20А привели основные положения эксплуатации и правила безопасного обслуживания пресса, а также монтаж прессов.
В данной работе был проведен анализ конструкции пресса и принципа ее действия, в результате чего было выяснено, что данный пресс не выдерживает конкуренции с современными прессами. Этот пресс, хотя и уступает по некоторым показателям современным образцам, но также имеет ряд преимуществ (универсальность пресса; несложная работа по загрузке и выгрузке шнековой камеры; простое обслуживание для персонала и т.д.).
Для устранения недостатков необходимо произвести модернизацию пресса с целью уменьшения ее габаритных размеров и упрощения конструкции.
Список использованной литературы
1. Анурьев В.И. Справочник конструктора-машиностроителя. - М.: Машиностроение, 1980.
2. Зайчик Ц.Р. Машины и аппараты первичного виноделия - М.: Машиностроение, 1970.
3. А.В. Кузьмин, Н.Н. Макейчик, В.Ф. Калачев, В.Т. Радкевич, А.А. Миклашевич, Н.В. Зуб. Курсовое проектирование деталей машин: Справочное пособие. - Минск: "Высшая школа", 1982, ч.1 и 2.
4. Курсовое проектирование деталей машин: Учеб. Пособие для учащихся машиностроительных специальностей техникумов / С.А. Чернавский, К.Н. Боков, И.М. Чернин и др. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1998. - 416 с.: ил.
6. Николаев В.К. Методические указания по курсовому проектированию по курсу "Основы конструирования". - Смоленск: СФ МЭИ, 1986.
7. Панфилов В.А. Машины и аппараты пищевых производств. - М.: "Высшая школа", 2001.
8. Методические указания по курсовому проекту по курсу "Основы конструирования". - М.; МЭИ, 1991.
Приложение
Приложение 1
Техническая характеристика пресса шнекового ВПО-20А
| Показатель | Пресс ВПО-20А |
| Производительность, кг/с | 3…4 |
| Частота вращения шнека, об/мин | 40,5 |
| Установленная мощность электродвигателя, кВт | 2,2 |
| Габаритные размеры, мм | 4500х1180х1850 |
| Масса металлоконструкции, кг | 3900 |
Приложение 2

Рис. П.3.1 Кинематическая схема привода:
1 - электродвигатель, 2 - ременная передача, 3 - редуктор, 4 - открытая зубчатая передача, 5 - барабан
Похожие рефераты:
Проект машины для производства макарон
Продольно-резательный станок производительностью 350 т/сутки
Модернизация технологической линии производства вареных колбас на ОАО "Борисоглебский мясокомбинат"
Основы проектирования и конструирования
Модернизация макаронного пресса
Модернизация мини-колбасного цеха
Реконструкция горизонтально-расточного станка повышенной жесткости
Модернизация поперечно–строгального станка с ходом ползуна 700 мм на базе модели 7307
Оборудование предприятий общественного питания
Сравнительный анализ технологий приготовления сырокопченых колбас
Проект линии по производству хлебобулочных изделий
Проектирование привода общего назначения
Одноступенчатый цилиндрический редуктор с цепной передачей
Червячный двухступенчатый редуктор
Технология технического осмотра и ремонта автомобиля КамАЗ-5460 с восстановлением коленчатого вала