| Скачать .docx |
Реферат: Технологические основы электроники
Реферат
1. Изобразить и описать последовательность формирования изолированных областей в структуре с диэлектрической изоляцией
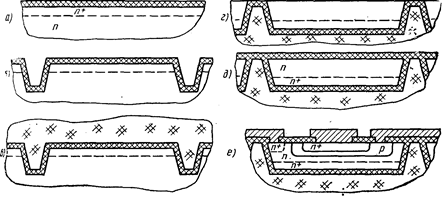
Рис. 1. Последовательность формирования изолированных областей в структуре с диэлектрической изоляцией:
а — исходная пластина; б — избирательное травление окисла, глубокое травление кремния, окисление поверхности; в — осаждение поликристаллического кремния; г — шлифование и полирование обратной стороны пластины; д — окисление поверхности; е — готовая структура после базовой и эмиттерной диффузии и получения межсоединений
На рис.1 представлена последовательность формирования структуры с диэлектрической изоляцией. В исходной пластине кремния n-типа методом фотолитографии вытравливают участки окиси кремния, а затем и кремния по контуру будущих элементов. В результате образуются канавки по замкнутому контуру. Полученную рельефную поверхность окисляют. Далее эту поверхность покрывают толстым слоем кремния методом осаждения. Вследствие дезориентирующего влияния окисного слоя осажденный кремний имеет поликристаллическую структуру и служит конструкционным основанием будущей ИМС. Обратную сторону шлифуют, удаляя монокристаллический слой до вскрытия окиси кремния по границам областей, и производят доводку (для удаления нарушенного слоя). После протравливания и отмывки поверхности ее окисляют. Далее в образовавшихся изолированных областях монокристаллического кремния n-типа диффузионным методом формируют элементы (базовые области, резисторы, эмиттеры, области под контакты). Обычным путем получают и межсоединения на поверхности пластины. Если исходная пластина содержит эпитаксиальный n+ -слой, то транзисторы получаются со скрытым слоем.
2. Изобразить схему технологического процесса изготовления ИМС эпитаксиально-планарной структуры без скрытого слоя.
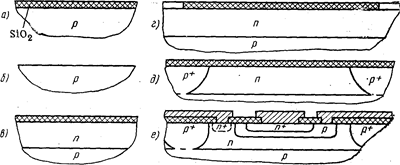
Рис. 2. Последовательность формирования эпитаксиально-планарной структуры:
а—исходная пластина; б—стравливание окисла, подготовка поверхности; в—эпитаксиальное наращивание n-слоя, окисление поверхности; г—вскрытие окон в окисле под изолирующую (разделительную) диффузию примеси; д — диффузия акцепторной примеси, окисление поверхности; е — готовая структура после формирования диффузионных базовых и эмиттерных областей, а также получения межсоединений
Чтобы получить простейшую эпитаксиально-планарную структуру, в качестве исходной заготовки используют монокристаллическую пластину кремния, равномерно легированную акцепторной примесью. Для нанесения эпитаксиального слоя на одну из сторон пластины ее освобождают от окисла и тщательно очищают (рис.2), после чего проводят осаждение монокристаллического слоя кремния n-типа. Далее поверхность пластины окисляют и методом фотолитографии вскрывают окна в виде узких замкнутых дорожек, соответствующих контуру коллекторных и изолирующих областей ПМС. Проводя через окна диффузию акцепторной примеси до смыкания ее с р-областью, получают таким образом изолированные друг от друга островки равномерно легированного эпитаксиального n-кремния. Рассмотренный процесс диффузии называют изолирующей или разделительной диффузией. В полученной на данной стадии заготовке (рис. 2,д) в дальнейшем формируют базовые и эмиттерные области (диффузионным методом), а также контакты и межсоединения.
3. Каким образом осуществляется изоляция в изопланарной структуре
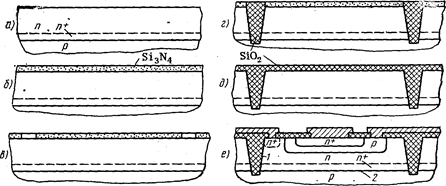
Рис. 3 Последовательность формирования изолированных областей
в изопланарной структуре:
а—пластина с эпитаксиальным и скрытым слоями; б — нанесение слоя нитрида кремния;
в — избирательное травление нитрида кремния по контуру будущих элементов; г — глубокое окисление кремния; д — стравливание нитрида кремния и окисление поверхности;
е—готовая структура после формирования базовых и эмиттерных областей а также межсоединений
На рис. 3,е представлена изопланарная структура транзистора, в которой донная часть 2 коллектора изолирована от монокристаллической пластины
р-n-переходом, а боковая 1— толстым слоем окисла, полученным сквозным локальным окислением эпитаксиального слоя.
Начальные стадии процесса получения изопланарной структуры следующие (рис. 3). На поверхность пластины, содержащей эпитаксиальные n+ - и n-слои, осаждают (из газовой фазы) слой нитрида кремния Si3 N4 . Методом фотолитографии в этом слое образуют защитную маску с окнами по контуру коллекторных областей. В процессе окисления нитридная маска сохраняется. Затем ее стравливают и всю поверхность окисляют. Далее проводят диффузию для формирования базы и эмиттера, формируют контактные окна и межсоединения.
4. Используется ли эпитаксия при создании КМДП-структуры
Полная изоляция МДП-транзисторов обеспечивается при формировании их в виде островков на монокристаллической изолирующей пластине. В качестве изолирующей пластины обычно используют синтетический сапфир, имеющий достаточно хорошее кристаллографическое сопряжение с кремнием. Поэтому эти структуры получили название структур «кремний на сапфире» или сокращенно КНС. Эпитаксиально выращенный на сапфире кремний имеет высокую плотность структурных нарушений (дислокации), что заметно снижает подвижность носителей заряда. Вследствие этого структуры на биполярных транзисторах оказались не эффективными и наиболее широкое применение нашли МДП-КНС-структуры, особенно КМПД-КНС-структуры. В отличие от структур, изолированных р-n-переходом, когда используется высокоомная (слаболегированная) пластина, структуры на изолирующей пластине устойчивы к температурным и радиационным воздействиям.
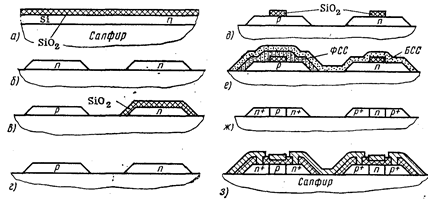
Рис. 4 Последовательность формирования КМДП-КНС-структуры:
а—исходная пластина «сапфир—эпитаксиальный кремний—окись кремния»; б—избирательное анизотропное травление кремния с помощью оксидной маски (образование островков); в—избирательная диффузия акцепторной примеси; г — снятие маски с островков; д — маскирование островков с помощью SiO2 ; е — избирательное покрытие фосфорсиликатным стеклом (ФСС) р-островков и общее покрытие боросиликатным стеклом (БСС); ж— структура после диффузии примесей и стравливания БСС, ФСС и SiO2, з — готовая структура после нанесения SiO2 и формирования межсоединений
В процессе формирования КМДП-КНС-структуры (рис. 4) методом эпитаксиального наращивания (процесс гетероэпитаксии) создают сплошной слой высокоомного п-Si. После маскирования окисью кремния и анизотропного травления получают отдельные изолированные островки п-Si. Проведя повторное маскирование окисью кремния, методом диффузии часть островков легируют акцепторной примесью на всю глубину, превращая их в островки р- Si. Предварительно защитив маской из окиси кремния участки будущих каналов, избирательно покрывают р-островки фосфоро-силикатным (SiO2 . P2 O5 ), а n-островки — боросиликатным (SiO2 . B2 O3 ) стеклами. Последующим нагревом диффундируют до-норную (Р) и акцепторную (В) примеси из легированных стекол в области стоков и истоков. В дальнейшем стекло и участки SiO2 стравливают, наносят слой окиси кремния, вытравливают участки окисла под затвор, выращивают тонкий слой диэлектрика и формируют затворы, а также межсоединения. Гетероэпитаксиальные слои, полученные в таких структурах, имеют небольшую толщину (~1 мкм), что обусловлено относительным несовершенством кристаллической структуры, выращиваемой на сапфире: с увеличением толщины пленки плотность дислокации увеличивается.
МДП-приборы, в которых в качестве канала используется тонкий приповерхностный слой, вполне могут быть реализованы в тонких эпитаксиальных слоях порядка десятых долей микрометра. Однако тонкие эпитаксиальные слои практически исключают возможность многократного образования окиси кремния за счет термического окисления, так как толщина слоя SiO2 , необходимого для защиты при термической диффузии, соизмерима с толщиной такого эпитаксиального слоя. Поэтому обычно слои окиси кремния получают методом осаждения из газовой фазы, что, кстати, позволяет использовать относительно низкие температуры.
5. Указать недостатки методов диффузии
Метод термической диффузии примеси имеет ряд недостатков и ограничений.
1. Высокая температура процесса приводит к перераспределению примеси в ранее сформированных слоях и областях и смещению р-n-переходов, что затрудняет воспроизводимость активной базы транзисторов толщиной менее 0,6 мкм.
2. Наличие боковой диффузии увеличивает площадь отдельных диффузи-онных областей и элементов в целом.
3. Зависимость коэффициента диффузии и растворимости примеси от температуры исключают возможность использовать многие полупроводниковые материалы и легирующие элементы, перспективные для микроэлектроники.
6. Желательно или нет присутствие второго максимума на профиле распределения примеси
Профиль распределения. При облучении монокристаллической мишени ионами в направлениях, отличающихся от основных, профиль распределения внедренных атомов описывается нормальным законом распределения (рис. 5):
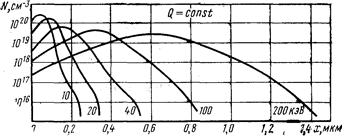
Рис.5 Профили распределения электрически активных атомов бора при различных
энергиях ионного пучка
![]() (1)
(1)
![]()
![]() где Q — доза легирования [см-2
]; — средняя длина пробега ионов [см]; —среднеквадратическое отклонение длин пробегов [см].
где Q — доза легирования [см-2
]; — средняя длина пробега ионов [см]; —среднеквадратическое отклонение длин пробегов [см].
![]() Максимальная концентрация примеси, соответствующая средней длине пробега ,
Максимальная концентрация примеси, соответствующая средней длине пробега ,
![]() (2)
(2)
а концентрация примеси на уровне р-n-перехода
![]() (3)
(3)
Если допустить, что в процессе отжига вся внедренная примесь переходит в активное состояние, а перераспределением примеси можно пренебречь, то глубина залегания р-n-перехода из (2) и (3) окажется равной
![]() (4)
(4)
Знак «±» указывают на возможность получения двух переходов на разной глубине, т. е. образования заглубленного (скрытого) слоя. Так, например, при внедрении бора с энергией ионов 160 кэВ и концентрацией Nmax =1018 см-3 в пластину с концентрацией фосфора Nисх =1016 см-3 образуются два перехода на глубине 0,248 и 3,952 мкм. Необходимая при этом доза легирования согласно (2) равна 2,9х1013 см-2 . Решение обратной задачи, т. е. определение энергии ионов, необходимой для образования переходов на заданной глубине, может быть выполнено лишь на ЭВМ с помощью итерационных алгоритмов.
В монокристаллах можно выделить направления, вдоль которых имеются периодически расположенные атомные цепочки и свободные от атомов каналы. При облучении мишени в таких направлениях наблюдаются аномально большие пробеги ионов, так как большая их часть проникает в глубь решетки по каналам, испытывая относительно слабое торможение. В кремнии эффект каналирования ионов наблюдается в направлениях <110>, <100> и <111>. Наименьшая плотность атомов имеет место в плоскостях {110} (рис. 6), наибольшая — в {111}. Соответственно средняя длина пробега ионов в направлениях <110> вдвое больше, чем в направлениях <111>.
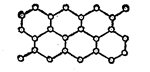
Рис. 6 Проекция структуры Si на плоскость (110)
При каналировании потери энергии ионов происходят в основном за счет взаимодействия с электронами. Ядерное торможение в канале возможно только при столкновении ионов с атомами полупроводника и примеси, расположенными в междоузлиях. Часть ионов испытывает раннее торможение вблизи поверхности кристалла из-за столкновений с атомами кристаллической решетки. По мере облучения мишени плотность дефектов в приповерхностном слое возрастает (каналы перекрываются атомами, смещенными в область канала) и эффект каналирования исчезает. Характер распределения примесей, отвечающий описанным явлениям, показан на рис. 7. При больших дозах облучения в распределении примеси имеется два максимума.
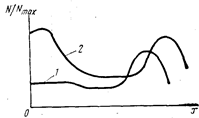
Рис. 7 Распределение примеси при каналировании ионов:
1 — при умеренных дозах легирования;
2 — при больших дозах легирования
7. Какой минимальный размер элементов можно получить при рентгеновской литографии? Чем ограничена разрешающая способность?
При помощи рентгеновской литографии можно достичь разрешения
до 0,05 мкм.
В отличие от фотолитографии, где экспонирование производится широкими коллимированными световыми пучками, рентгенолитография не располагает соответствующей «оптикой» и экспонирование на рентгеновских установках приходится выполнять в пучках с большим углом расходимости. При наличии зазора между шаблоном и подложкой это приводит к искажению размеров и смещению элементов рисунка, передаваемого в слой резиста. Максимальное смещение элемента возникает на периферии пластины и равно ![]() , параметры на рис. 8.
, параметры на рис. 8.
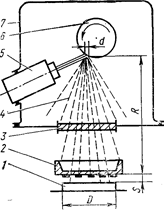
Рис. 8 Схема экспонирования на рентгеновской установке с вращающейся мишенью
Кроме того, конечные размеры пятна на поверхности мишени из-за низкой степени фокусировки снижают контрастность изображения в слое резиста. Размытость изображения, т. е. ширина зоны полутени по контуру элемента, ![]() . Удовлетворительные результаты получают при
. Удовлетворительные результаты получают при ![]() mm,
mm, ![]() мкм и
мкм и ![]() см.
см.
Расходящиеся пучки рентгеновских трубок имеют в плоскости подложки невысокую плотность потока энергии. Это вынуждает использовать в производстве высокочувствительные негативные рентгенорезисты, обладающие ограниченным (~0,5 мкм) разрешением.
8. Дать характеристику диэлектрических паст, которые используются при изготовлении изоляции толстопленочных ИМС.
Диэлектрические пасты подразделяют на два вида: для диэлектриков конденсаторов (типа ПК) и для межслойной изоляции (типа ПД).
Конденсаторные пасты должны обеспечивать удельные емкости порядка тысяч пикофарад на 1 см2
при толщинах пленки до 40 мкм. В связи с этим функциональную фазу составляют из порошков сегнетоэлектриков (например, титаната бария ВаТiO3
), имеющих высокие значения диэлектрической проницаемости. Особые требования предъявляются при этом к конструкционной связке, которая должна не реагировать с функциональной основой, обеспечивать сплошность структуры и образовывать тонкие прослойки между функциональными частицами (для обеспечения высоких значений ![]() ). Паста ПК-1000-30 на основе титаната бария хорошо совмещается с проводниками на основе серебряно-палладиевых паст и вжигается при t=600—650 °С. При толщине 25—30 мкм она имеет удельную емкость 3700—10000 пф/см2
, т. е. того же порядка, что и тонкопленочные конденсаторы.
). Паста ПК-1000-30 на основе титаната бария хорошо совмещается с проводниками на основе серебряно-палладиевых паст и вжигается при t=600—650 °С. При толщине 25—30 мкм она имеет удельную емкость 3700—10000 пф/см2
, т. е. того же порядка, что и тонкопленочные конденсаторы.
Пасты для межслойной изоляции и защитных покрытий должны обладать удельной емкостью не выше 200 пф/см2 . Толщина изоляционных слоев достигает 70 мкм. Такие пасты составляют на основе стекол, которые в этом случае одновременно являются и функциональной, и конструкционной фазами. Например, пасту ПД-2 составляют на основе стекла СУ-273 с добавкой Al2 O3 в качестве наполнителя. В состав органической связки входят канифоль, стеариновая кислота, вазелиновое масло, ланолин, вакуумное масло. Паста обеспечивает СO =120 пф/см2 при пробивном напряжении 500 В.
Основная технологическая задача при формировании слоев из стекол заключается в том, чтобы избежать растекания слоя в процессе вжигания, а также при повторных нагревах. Растекаемость уменьшает толщину слоя, за счет чего возрастает удельная емкость, а также приводит к затеканию стекла на контактные площадки.
Хорошие результаты при создании межслойной изоляции дают пасты на основе ситаллоцементов, в которых при нагревании образуется кристаллическая фаза (по типу ситаллов), предотвращающая размягчение слоя при повторных нагревах. Например, ситаллоцемент марки СЦ-273, синтезированный на основе стекол системы SiO2 —PbO—ZnO—TiO2 , вжигается при температуре 750 °С. Для уменьшения его растекания при вжигании вводят наполнители: порошок Al2 O3 (15—20 масс. %) и порошок 22ХС (0—5 масс. %). Удельная емкость в этом случае составляет 180 пф/см2 при толщине слоя 60—70 мкм. При той же толщине ситаллоцементы СЦ-215 и СЦ-36 на основе SiO2 —BaO— Al2 O3 с порошком 22ХС обеспечивают Со=120 пФ/см2 .
При приготовлении паст их компоненты точно взвешивают в соответствии с рецептурой и тщательно перемешивают.
9. Описать способы подгонки толстопленочных элементов
Подгонка толстопленочных резисторов заключается в удалении части их материала, в результате чего сопротивление резисторов возрастает. Подгонка толстопленочных конденсаторов состоит в удалении части верхней обкладки, в результате чего емкость конденсаторов уменьшается. Поэтому, чтобы исключить неисправный брак, требуется настраивать процесс печати элементов путем корректировки состава паст или толщины слоев так, чтобы резисторы имели заведомо заниженные значения сопротивлений, а конденсаторы—завышенные-значения емкости (рис. 9).
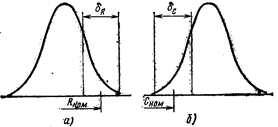
Рис. 9 Относительное расположение полей рассеяния и допуска до подгонки:
а — для толстопленочных резисторов; б — для толстопленочных конденсаторов (![]() и
и ![]() - поля допусков на сопротивление резисторов и емкость конденсаторов соответственно)
- поля допусков на сопротивление резисторов и емкость конденсаторов соответственно)
При подгонке конденсаторов необходимо тщательно подбирать режимы обработки во избежание короткого замыкания обкладок. В процессе подгонки выводы подложки устанавливают в контактное приспособление, связывающее элементы схемы с измерительным устройством. Затем, последовательно «опрашивая» элементы, их измеряют и обрабатывают. Для этого каждый элемент схемы должен иметь индивидуальный выход на выводы подложки. При необходимости вводят либо временные (технологические) перемычки, впоследствии удаляемые (рис. 2.50,а), либо временные армированные выводы, которые отрезают после подгонки (рис. 2.50,6).
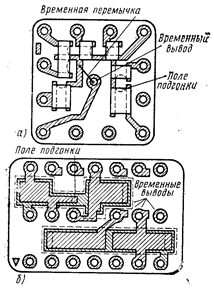
Рис. 10 Подложки с толстопленочными резисторами (а) и конденсаторами (б)
При подгонке элементов на подложках, не имеющих выводов (по аналогии с ситалловыми подложками тонкопленочных микросхем, контактирование осуществляется через контактные площадки элементов с помощью зондов измерительного устройства.
Для подгонки применяют лазерные установки «Кварц-5», «Темп-10», а в крупносерийном автоматизированном производстве—автоматы подгонки «Темп-30». Установка «Кварц-5», например, предназначена для подгонки резисторов импульсами излучения с длиной волны 0,34 мкм. Мощность в импульсе достигает 30 кВт. Производительность установки 300 резисторов в час.
Гетерогенный характер структуры толстопленочных резисторов позволяет эффективно использовать и токовую подгонку. При подаче на резистор высоковольтного импульса происходят пробои стеклянной прослойки, разделяющей частицы функциональной фазы, и возникают дополнительные каналы проводимости. В результате сопротивление резистора уменьшается. Приемлемая скорость изменения сопротивления (![]() %) достигается при амплитудах импульса 50—500 В и длительности 2—10 мкс. При этом -число импульсов обычно не превышает трех. Испытания подогнанных резисторов под нагрузкой в течение 1000 ч показывают, что сопротивление резисторов частично восстанавливается.
%) достигается при амплитудах импульса 50—500 В и длительности 2—10 мкс. При этом -число импульсов обычно не превышает трех. Испытания подогнанных резисторов под нагрузкой в течение 1000 ч показывают, что сопротивление резисторов частично восстанавливается.
Важным этапом операции подгонки, как лазерной, так и токовой, является определение необходимого воздействия на резистор в зависимости от результатов измерения его сопротивления. При ручных методах измерения и управления процессом подгонки требуемое время во много раз превышает время собственно подгонки. Высокая эффективность процесса подгонки возможна лишь при использовании автоматизированных систем управления процессом (АСУ).
10. Изобразить схему вакуумной системы многопозиционной установки для вакуумного напыления
Известно, что для получения рабочего вакуума затрачивается время до 1,5—2 ч (даже при разогретом диффузионном насосе). Так как время напыления отдельного слоя редко превышает 1-1,5 мин, то стремятся использовать многопозиционные вакуумные установки, позволяющие, не нарушая вакуума (за один вакуумный цикл), последовательно или одновременно обрабатывать несколько подложек. Эффект еще более значителен, если при этом применяют групповые подложки. Обычно используют групповые ситалловые подложки стандартного размера 60х48 или 120х96 мм.
По степени непрерывности процесса обработки МПВУ могут быть разделены на две группы: однокамерные периодического действия и многокамерные полунепрерывного или непрерывного действия.
Установки первой группы работают по следующему циклу: установка подложек—откачка рабочего объема - обработка (напыление) - снятие вакуума и вскрытие—снятие обработанных подложек. Для таких установок характерно, что вспомогательное время на откачку не перекрывается с основным технологическим временем, а также что установка подложек и их совмещение с масками выполняются вручную (непосредственно или через соответствующие механизмы).
В установках, второй группы откачка частично (МПВУ полунепрерывного действия) или полностью (МПВУ непрерывного действия) совмещается с основным процессом обработки. Это достигается с помощью многокамерной системы с различным уровнем вакуума в отдельных- камерах. В подобных установках можно выполнять полный цикл изготовления микросхемы, т. е. напылять все слои, поэтому в обработке одновременно (на разных стадиях) могут находиться несколько подложек. Управление в таких установках (транспортировка подложек и фиксация их на рабочих позициях) осуществляется автоматически. Таким образом, установки второй группы представляют собой автоматические линии.
Однокамерная установка периодического действия имеет внутрикамерное многопозиционное устройство карусельного типа, которое выполняют в одном из двух вариантов: либо в каждой позиции карусели (барабане) устанавливают подложку в комплекте с трафаретом (если таковые используют в данном процессе), либо на карусели устанавливают только подложки, а маски размещают в неподвижном многопозиционном диске и, таким образом подложка, переходя из позиции в позицию, последовательно совмещается с различными масками.
В установках первого типа обычно имеется одна рабочая позиция (позиция напыления), поэтому в каждый момент времени обрабатывается лишь одна подложка. К таким установкам, в частности, относится УВН-2М-2, упрощенная схема внутрикамерного устройства которой представлена на рис.11
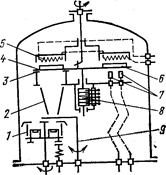
Рис. 11 Схема внутрикамерного устройства УВН-2М-2:
1 — карусель испарителей; 2 — экраны; 3—диафрагма; 4 — карусель трафаретов и подложек; 5 — нагреватель подложек; 6 — имитатор с датчиками температуры и сопротивления пленки; 7 — электроды войной очистки; 8 — коллектор; 9 — заслонка
В данном случае карусель подложек и масок имеет восемь позиций и может непрерывно вращаться со скоростью 40—150 об/мин. Это обеспечивает идентичность свойств пленки на всех подложках. На базовой плите смонтирована пятипозиционная карусель резистивных испарителей таким образом, что питание подается только на тот испаритель, который выведен на рабочую позицию.
Технологические возможности такой установки в основном заключаются в напылении элементов одного слоя через трафареты, а также в напылении двух сплошных слоев (например, резистивного и проводящего) с последующей двухкратной фотолитографией.
Внутрикамерное устройство включает в себя также систему ионной очистки, установленную неподвижно в одной из позиций, систему нагрева подложек, датчики контроля сопротивления и толщины наносимой пленки.
11. Описать метод получения пленок путем катодного распыления
Атомарный (молекулярный) поток вещества можно получить, бомбардируя поверхность твердого образца ионами с энергией порядка сотен и тысяч электрон-вольт. Энергия ионов при этом в несколько раз превышает теплоту сублимации поверхностных атомов и образец (мишень) интенсивно распыляется. В процессе бомбардировки мишень активно охлаждают. Это исключает протекание в ней диффузионных процессов. В условиях повышенного по сравнению с термическим вакуумным напылением давления значительная часть распыленных атомов рассеивается, что, с одной стороны, уменьшает скорость осаждения, а с другой — повышает равномерность осаждения пленки по площади подложки. Этому же способствует и большая площадь мишени.
Таким образом, по сравнению с термическим испарением в вакууме распыление ионной бомбардировкой позволяет:
1) получать пленки из тугоплавких металлов, перспективных для микроэлектроники;
2) наносить на подложку соединения и сплавы без диссоциации и фракционирования, т. е. без изменения исходного состава;
3) осаждать окисные, нитридные и другие пленки за счет химического взаимодействия распыляемого материала с вводимыми в камеру химически активными газами (реактивное катодное распыление);
4) получать равномерные по толщине пленки на большой площади, в частности, при наличии поверхностного рельефа;
5) многократно использовать мишень в качестве источника материала, что повышает однородность процесса и облегчает его автоматизацию (например, в установках непрерывного действия);
6) обеспечивать высокую адгезию пленок к подложке благодаря специфическим условиям на подложке и высокой энергии осаждающихся атомов (частичное внедрение в решетку материала подложки);
7) обеспечивать малую инерционность процесса.
Для распыления мишени используют ионы инертных газов (обычно аргон высокой чистоты). Источником ионов служит либо самостоятельный тлеющий разряд, либо плазма несамостоятельного разряда (дугового или высокочастотного). В настоящее время в производстве применяют различные процессы распыления, отличающиеся характером питающего напряжения (постоянное, переменное, высокочастотное), способом возбуждения и поддержания разряда (автоэлектронная эмиссия, термоэмиссия, магнитное поле, электрическое ВЧ-поле и т.д.), числом электродов. Такое разнообразие процессов и их модификаций обусловлено стремлением улучшить основные технологические показатели — скорость осаждения, чистоту и однородность по толщине получаемой пленки, а также стремлением расширить круг материалов, используемых для получения пленок этим методом.
Физические основы процесса целесообразно рассмотреть на примере простейшей его разновидности — катодного распыления на постоянном токе самостоятельного тлеющего разряда.
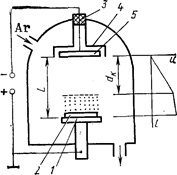
Рис. 12 Схема катодного распыления (двухэлектродная система) и характер распределения потенциала в пространстве между катодом и анодом:
1—анод; 2—подложка; 3 — изолятор;4—экран; 5 — катод-мишень
Физические основы катодного распыления. При катодном распылении используют простейшую двухэлектродную схему (рис.12), называемую также диодной схемой распыления, которая состоит из катода (распыляемой мишени) и анода. Подложки размещают на аноде. Тлеющий разряд создается в разреженном аргоне при давлении 1—10 Па. В процессе распыления непрерывно работает система откачки, а аргон с определенным расходом поступает в камеру через натекатель, что и обеспечивает заданное давление газа. Катод-мишень наводится под отрицательным потенциалом относительно заземленного анода.
Возможные режимы самостоятельного тлеющего разряда можно описать с помощью вольт-амперной характеристики (рис. 13)
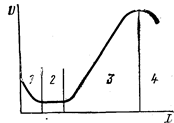
Рис. 13 Вольт-амперная характеристика самостоятельного газового разряда
В исходном газовом промежутке «катод — анод» вследствие фотоэмиссии катода, воздействия космического излучения и других причин всегда присутствуют электроны. Кроме того, при высоких напряжениях имеет место автоэлектронная эмиссия с холодного катода. Поэтому пробивная напряженность электрического поля в таком промежутке при давлениях 1—10 Па составляет около 0,5 кВ/см. Для расстояний между анодом и катодом L=3![]() 8 см напряжение необходимое для электрического пробоя и зажигания разряда (напряжение зажигания) порядка 1,5—4 кВ. Приобретая в электрическом поле энергию, электроны движутся к аноду, ионизируя по пути атомы газа, в результате чего происходит лавинообразное нарастание потока электронов к аноду и (встречного) ионов к катоду. Вследствие этого резко повышается проводимость газового промежутка, возрастает ток и снижается напряжение [до нескольких сотен вольт (участок 1 на рис. 13)]. Возникающий при этом разряд может стать стационарным лишь при условии, если с катода в разрядный промежуток будут поступать электроны в количестве, достаточном для поддержания концентрации электронов и ионов в разряде. По достижении катода ионы рекомбинируют (нейтрализуются) с электронами, поступающими на катод из внешней цепи. Освобождающаяся энергия достаточна (с определенной вероятностью
8 см напряжение необходимое для электрического пробоя и зажигания разряда (напряжение зажигания) порядка 1,5—4 кВ. Приобретая в электрическом поле энергию, электроны движутся к аноду, ионизируя по пути атомы газа, в результате чего происходит лавинообразное нарастание потока электронов к аноду и (встречного) ионов к катоду. Вследствие этого резко повышается проводимость газового промежутка, возрастает ток и снижается напряжение [до нескольких сотен вольт (участок 1 на рис. 13)]. Возникающий при этом разряд может стать стационарным лишь при условии, если с катода в разрядный промежуток будут поступать электроны в количестве, достаточном для поддержания концентрации электронов и ионов в разряде. По достижении катода ионы рекомбинируют (нейтрализуются) с электронами, поступающими на катод из внешней цепи. Освобождающаяся энергия достаточна (с определенной вероятностью ![]() ), чтобы вызвать эмиссию электрона с поверхности катода (вторичная ионно-электронная эмиссия), а при определенной кинетической энергии ионы могут выбивать также атомы из материала катода (распыление). Вторичные электроны в результате столкновений должны создавать такое количество ионов (в среднем 1/
), чтобы вызвать эмиссию электрона с поверхности катода (вторичная ионно-электронная эмиссия), а при определенной кинетической энергии ионы могут выбивать также атомы из материала катода (распыление). Вторичные электроны в результате столкновений должны создавать такое количество ионов (в среднем 1/![]() на один электрон), которое, с одной стороны, компенсирует их убыль в результате нейтрализации, а с другой — обеспечивает постоянный приток вторичных электронов с катода. В этом случае разряд поддерживает сам себя и называется самостоятельным тлеющим разрядом.
на один электрон), которое, с одной стороны, компенсирует их убыль в результате нейтрализации, а с другой — обеспечивает постоянный приток вторичных электронов с катода. В этом случае разряд поддерживает сам себя и называется самостоятельным тлеющим разрядом.
Для тлеющего разряда характерно определенное распределение потенциала, обусловленное расположением пространственных зарядов. Не рассматривая тонкой структуры разряда, можно выделить в нем две основные области: темное катодное пространство и положительный светящийся столб (см. рис. 12). Толщина dк темного катодного пространства (ТКП) приблизительно равна среднему расстоянию, которое проходит вторичный электрон от катода до первого ионизирующего столкновения. В дальнейшем электрон еще способен многократно ионизировать молекулы газа, поскольку его энергия в момент первого столкновения составляет сотни электрон-вольт и существенно превышает энергию, необходимую для ионизации атома, например, аргона (15,7 эВ). Поэтому непосредственно за ТКП образуется область ионизированного газа, в которой число электронов и положительных ионов примерно одинаково. Эта область (область положительного столба) характеризуется высокой проводимостью и малым падением напряжения. Свечение положительного столба объясняется возбуждением нейтральных молекул при их столкновении с электронами, а также рекомбинацией ионов. Благодаря экранирующему действию электронов положительные ионы перемещаются в направлении к катоду главным образом за счет диффузии, так как их дрейф в таких условиях незначителен. Достигая границы ТКП, ионы ускоряются сильным полем и бомбардируют катод. Из-за различия в скорости ионов и электронов в ТКП образуется положительный пространственный заряд, который и обусловливает значительное падение напряжения и высокую напряженность поля. Таким образом, ТКП, в котором практически сосредоточено все поле, играет решающую роль как в обеспечении разряда, так и в процессе распыления. Оно обеспечивает энергию электронов, необходимую для поддержания разряда, и энергию ионов, необходимую для эффективной бомбардировки катода-мишени.
В установившемся режиме (участок 2 ВАХ) падение напряжения в области ТКП принимает определенное значение uнк , называемое нормальным катодным напряжением. Оно зависит от рода газа, его давления р, материала мишени и до определенного значения не зависит от разрядного тока. Последнее объясняется условиями существования нормального тлеющего разряда: при увеличении разрядного тока (за счет увеличения подводимой мощности) площадь катода, покрытая разрядом, увеличивается таким образом, что плотность тока остается неизменной и минимально необходимой для эмиссии вторичных электронов, поддерживающих самостоятельный разряд. Из-за низкой плотности тока распыление мишени в режиме нормального тлеющего разряда незначительно.
Когда вся площадь катода покроется разрядом, дальнейшее увеличение тока приводит к возрастанию его плотности. Это ведет к повышению катодного падения напряжения и повышению коэффициента вторичной электронной эмиссии ![]() , обеспечивающих самостоятельный разряд. Участок 3 ВАХ соответствует аномальному тлеющему разряду и используется для распыления в производственных условиях.
, обеспечивающих самостоятельный разряд. Участок 3 ВАХ соответствует аномальному тлеющему разряду и используется для распыления в производственных условиях.
С повышением тока увеличиваются плотность тока и интенсивность распыления. При некотором значении плотности тока, зависящем от условий охлаждения мишени, катод сильно разогревается и начинает заметно проявляться термоэлектронная эмиссия. Ток в разряде возрастает, а напряжение падает, поскольку разряд становится несамостоятельным и имеет характер дугового разряда (участок 4 ВАХ). Для предотвращения перехода тлеющего разряда в дуговой высоковольтный источник питания должен иметь ограничения по мощности, а мишень интенсивно охлаждаться.
Основной характеристикой, определяющей эффективность распыления, является коэффициент распыления kp , представляющий собой среднее число атомов мишени, распыленных одним ионом. Коэффициент распыления зависит от энергии иона ЕИ , его массы (рода рабочего газа), материала мишени и в некоторой степени от ее температуры и состояния поверхности, а также от угла падения иона. В табл. 1 приведены значения коэффициентов распыления для некоторых металлов.
Таблица 1 Значения коэффициента распыления
| Распреде-ляемое вещество | Коэффициент распыления kP | |||
| при ЕИ =600 эВ | при ЕИ =1 кэВ | |||
| Аг | Кг | Аг | Кг | |
| Си | 2,3 | 2,8 | 3,2 | 3,4 |
| Fe | 1,3 | 1,2 | 1,4 | 1,4 |
| Мо | 0,9 | 1,1 | 1,1 | 1,2 |
| Ni | 1,5 | 1,5 | 2,1 | 1,7 |
Коэффициент распыления необходимо рассматривать как случайную величину, обладающую определенными статистическими характеристиками. Как следует из таблицы, увеличение коэффициента распыления возможно за счет увеличения как энергии ионов, так и молекулярной массы газа, в среде которого происходит распыление (Аг, Кг).
Увеличение давления рабочего газа повышает вероятность столкновения распыленных атомов с молекулами газа, в результате чего часть атомов не приходит на подложку, а рассеивается в объеме камеры или возвращается на мишень. При этом скорости распыления и осаждения падают. Таким же образом влияет на эти параметры увеличение расстояния L от катода до подложки. Минимально допустимое значение L должно несколько превышать ширину темного катодного пространства dК , иначе вероятность ионизирующих столкновений вторичных электронов резко уменьшится и разряд станет нестабильным. В то же время высокая энергия электронов вблизи границы ТКП приводит к тому, что интенсивность бомбардировки поверхности подложки повышается и она разогревается, результатом чего является снижение скорости осаждения, а в ряде случаев - возникновение нежелатель-ных радиационных нарушений поверхностного слоя. На практике расстояние L подбирают экспериментально.
Из сказанного следует, что массовая скорость распыления вещества катода, т.е. количество вещества в граммах, распыленного с 1 см2 катода в 1 с, определяется для аномально тлеющего разряда выражением
w=k(u-uНК )J/(pL) (5)
где и—напряжение «анод—катод»; иНК —нормальное катодное падение напряжения, при котором распыление пренебрежимо мало;
J—плотность разрядного тока; р—давление рабочего газа; L— расстояние «катод—подложка»; k—постоянная, зависящая от рода газа и материала катода.
Из проведенного анализа ясно, что все технологические параметры распыления (и, иНК , J и р) функционально связаны друг с другом и выбор одного из них однозначно определяет значения других. Это положение иллюстрируется рис. 14, на котором представлены рабочие участки вольт-амперных характеристик разряда при различных давлениях рабочего газа, а также нагрузочная выходная характеристика блока питания. Точка пересечения нагрузочной характеристики с ВАХ определяет режим распыления.
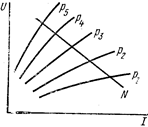
Рис. 14 Семейство ВАХ аномально тлеющего разряда при различных давлениях газовой
смеси (р1 > р2 > р3 > р4 > р5 ) и нагрузочная характеристика (N) блока питания
При распылении сплавов скорость процесса для разных компонентов в общем случае различна. Обеспечить заданный состав пленок при ионном распылении в большинстве случаев проще, чем при термическом вакуумном напылении. Один из приемов заключается в использовании составных (мозаичных) мишеней, причем соотношение площадей компонентов мишени рассчитывают, исходя из заданного состава пленки и коэффициентов распыления.
Условия конденсации распыленных атомов. При ионном распылении (в отличие от термического вакуумного напыления) поток атомов вещества на подложку имеет следующие особенности:
1) энергия и направление удара атомов о поверхность подложки носят случайный характер по поверхности и во времени;
2) плотность потока атомов на подложку приблизительно на порядок ниже, что обусловливает более низкие скорости роста пленок (~0,5 нм/с);
3) средняя энергия атомов, подлетающих к подложке, на 1—2 порядка более высокая;
4) наряду с нейтральными атомами в потоке присутствуют ионы распыляемого вещества и электроны;
5) относительное содержание молекул остаточного газа в потоке и на подложке более высокое.
Эти особенности придают специфический характер процессу конденсации при ионном распылении. Важным при этом является наличие на поверхности подложки распределенного отрицательного заряда: направляясь к аноду, часть потока электронов остается на поверхности диэлектрической подложки (а затем и пленки), образуя статический заряд, потенциал которого может достигать 100 В (и более) относительно заземленного анода. Под влиянием отрицательного заряда возникают поток положительных ионов остаточного газа, загрязняющего пленку, поток ионов рабочего газа, способствующий десорбции газов, и поток ионов распыленного материала катода, который, двигаясь вдоль подложки к «ямам» потенциального рельефа, приводит к быстрому образованию крупных кристаллов. Рост таких кристаллов приводит к раннему образованию сплошной пленки, т.е. снижает значение критической толщины. Кроме того, зарядовый механизм конденсации объясняет, почему для пленок не существуют критическое значение температуры подложки и критическая плотность пучка.
Образованию крупных кристаллов способствуют также высокие энергии нейтральных атомов распыленного вещества и нагрев подложки из-за бомбардировки. Оба эти фактора обеспечивают высокую миграционную способность атомов.
При катодном распылении легче, чем при термическом вакуумном испарении, достигнуть равномерного распределения конденсата по толщине, так как плоский источник атомов — катод может по размерам быть больше расстояния до подложки (30—80 мм). Так, при диаметре катода 300—350 мм достигается равномерность конденсата по толщине ±2% на площади анода диаметром 150 мм. При планетарном движении подложек на вращающемся аноде равномерность в распределении конденсата улучшается до ±1%.
Ранее были отмечены некоторые побочные явления, способствующие десорбции остаточных газов из пленки. Тем не менее содержание газов в пленке обычно остается высоким. Например, при парциальном давлении остаточных газов 10-4 Па осажденная пленка тантала содержит до 10 ат. % кислорода. Причина повышенного содержания газа в осажденной пленке состоит в низкой плотности потока распыленных атомов на подложку, в то время как плотность потока остаточных газов на подложку имеет примерно тот же порядок, что и при термическом вакуумном напылении. Кроме того, эффективность работы диффузионного насоса (скорость откачки) при давлениях выше 0,1 Па заметно снижается, и несмотря на то, что напуск рабочего газа производят только после откачки до глубокого вакуума (10-4 Па), в присутствии рабочего газа остаточный газ удаляется менее эффективно, и его парциальное давление повышается.