| Скачать .docx |
Курсовая работа: Методи приєднання виводів
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
ДЕРЖАВНИЙ ВИЩИЙ НАВЧАЛЬНИЙ ЗАКЛАД
КУРСОВА РОБОТА
Методи приєднання виводів в ІС
ЗМІСТ
ВСТУП
РОЗДІЛ 1. ВИГОТОВЛЕННЯ ВИВОДІВ МЕТОДОМ ЗВАРЮВАННЯ
1.1 Термокомпресорне зварювання
1.2 Конденсаторна зварка електроконтактів
1.3 Зварювання тиском з непрямим імпульсним нагрівом
1.4 Контактне зварювання
1.5 Ультразвукове зварювання
РОЗДІЛ 2. ВИГОТОВЛЕННЯ ВИВОДІВ МЕТОДОМ ПАЙКИ ТА СКЛЕЮВАННЯ
2.1 Приєднання виводів паянням
2.2.Холодне паяння
2.3 Електричні з'єднання за допомогою склеювання
ВИСНОВКИ
ЛІТЕРАТУРА
ВСТУП
Однією з найважливіших операцій завершальної стадії технологічного циклу виготовлення напівпровідникових приладів та інтегральних схем (ІС) є приєднання виводів до готових структур. Монтажні операції, пов'язані з приєднанням виводів, здійснюються, по-перше, для створення внутрішньосхемних з'єднань при монтажі кристалів на підкладках гібридних плівкових мікросхем і мікроскладок (контактний майданчик кристала при цьому з'єднується з контактним майданчиком підкладки за допомогою перемички або безпосередньо); по-друге, для комутації контактних майданчиків кристала ІМС або периферійних контактів гібридних мікросхем і мікроскладок із зовнішніми виводами корпусу [1].
При виробництві планарних напівпровідникових приладів для під’єднання ширших виводів до контактних площадок, де використовується пайка спеціальними низькотемпературними припоями та сплавами, а також різні види зварювання найбільше розповсюджені у виробництві напівпровідникових та оптоелектронних приладів одержали термокомпресорні, ультразвукові методи під’єднання гнучких виводів.
Розвиток мікроелектроніки потребує розробки принципово нових методів виконання з’єднань в результаті різкого зменшення геометричних розмірів елементів мікросхем і напівпровідникових оптоелектронних приладів. Товщина напівпровідників, які застосовуються для монтажу в мікроелектроніці, складає десятки і сотні мікрон, а товщина активних областей приладів часто становить 0.1 - 10 мкм [2].
Мета роботи : описати найпоширеніші методи зварювання та пайки для виготовлення виводів інтегральних схем.
1. ВИГОТОВЛЕННЯ ВИВОДІВ МЕТОДОМ ЗВАРЮВАННЯ
1.1 Термокомпресорне зварювання
Внутрішній монтаж ІС включає операції по установці, закріпленню ІС в корпусі і виконанню внутрішніх електричних з'єднань. Внутрішні з'єднання контактних майданчиків здійснюються з виводами навісних елементів (у гібридних ІС) і з тонкими перехідними виводами, що йдуть до зовнішніх виводів, що виходять з корпусу (рис. 1.1, а).
Для внутрішніх з'єднань характерний зразкове стократне співвідношення товщини металевих тіл, що сполучаються: тяганина діаметром 50 мкм і плівки товщиною 0,5 мкм (рис. 1.1, б). Контактний майданчик розташований на ізоляційній або напівпровідниковій підкладці. Майдан контактного майданчика складає долі мм2 . Для виконання таких з'єднань найбільш поширена термокомпресорне зварювання.
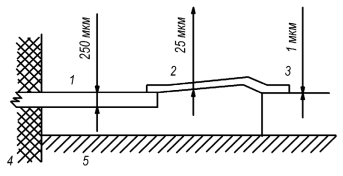
Рис. 1.1 Мікросхема всередині корпусу (а) і схематичне зображення контактного перехідного вузла (б): 1 – зовнішній вивід; 2 – внутрішній вивід (перемичка); 3 – контактний майданчик; 4 – ізолятор; 5 – основа корпусу [3].
Назва термокомпресорне зварювання, запропонованої в 1957 р., точно передає її суть: зварка тиском та з підігріванням. Вона передбачає протікання деформації в зоні з'єднання, що витісняє адсорбовані гази і дуже тонкі жирові і окисні плівки, внаслідок чого відбувається «схоплювання» стислих поверхонь. Області схоплювання виникають на ділянках, де можлива взаємодія між вільними електронами атомів тіл, що сполучаються, і утворення міжатомного зв'язку. Для цього необхідне подолання енергетичного бар'єру підвищенням енергії атомів. Підвищення енергії проводять нагрівом і пластичною деформацією. Чим вище температура, тим при меншому тиску зачинається зчеплення, оскільки полегшується руйнування окисних плівок. Твердість ковкого металу зволікання істотно зменшується, а твердість окисних плівок із зростанням температури міняється мало. При нагріві в результаті збільшення пластичності металу легше утворюються великі поверхні зіткнення і знімається руйнівна для шва внутрішня механічна напруга. [4]
При термокомпресорному зварюванні метали нагріті до температури стану рекристалізації (відпалу) tп (≈400°C) або декілька вище, але на 20°С нижче найнижчої температури евтектики системи. При цій температурі зчеплення виникає при мінімальному навантаженні здавлення, якщо товщина окисної плівки нікчемно мала. У міру потовщення окисної плівки навантаження здавлення повинне зростати для руйнування і витискування осколків окисної плівки із зони контакту.
Термокомпресорно зварювані матеріали класифікують на три групи:
а) метали з хорошою взаємною дифузією в твердому стані і створюючі тверді розчини Au–Cu (володіють якнайкращими зварювальними властивостями);
б) матеріали, створюючі між собою низькотемпературні евтектики А1, – Si, Au – Si (володіють задовільними зварювальними властивостями);
в) метали, взаємна дифузія яких приводить до утворення интерметаличних з'єднань і евтектик Au–Al, Al–Sn (володіють задовільними зварювальними властивостями лише при виконанні певних умов).

Рис. 1.2 Схема термокомпресії з підігріванням: 1 - робочий інструмент; 2 - підігрівач робочого інструменту; 3 - приєднувальний провідник; 4 - підкладка; 5 - підігрівач підкладки, встановлений на робочому столику [3].
При температурах вище tп спостерігаються процеси, залежні від часу: повзучість, рекристалізація, дифузія. Ці три процеси грають велику роль в утворенні термокомпресійної з'єднання, тому тривалість зварки впливає на міцність з'єднання.
Аналіз металографії зони доброякісного термокомпресорного з'єднання показує, що кордон між зварюваними металами досить чіткий, без помітної дифузії одного металу в іншій. Дифузійний процес має місце в дуже обмеженій області, оскільки невисока температура міста зварки і короткочасність недостатні для протікання глибокої дифузії. Основну роль в зміцненні з'єднання грають процеси повзучості і рекристалізації.

Рис. 1.3. Умови вибору тиску і температури при термокомпресії методом гарячої голки [3].
Як приклад розглянемо умови виконання термокомпресорного з'єднання золотих дротяних виводів діаметром 100 мкм із золото-хромовій плівкою на скляній підкладці (рис. 1.3). З'єднання, отримані в області Б, відрізняються хорошою якістю, їх зчеплення перевищує міцність на розрив зволікання. Деформація зволікання складає близько 50%. З'єднання, отримані в області А, спочатку характеризуються хорошим зчепленням. Але із-за вживання дуже високого тиску зволікання зазнає надлишкову деформацію, в результаті незабаром втрачає механічну міцність і руйнується безпосередньо біля контактного шва. З'єднання в області В, отримані при заниженій температурі і тиску, характеризуються слабким зчепленням. [2]
Інструмент, яким здійснюють термокомпресорне з'єднання, є долотоподібною голкою, за допомогою якої притискують зволікання виводу до контактного майданчика на підкладці. Інструмент закріплений на важелі, рух якого від руки оператора регулюється пружиною. Жало інструменту має на кінці виступ, завдяки чому матеріал зволікання відтісняється при тиску по обидві сторони виступу (рис. 1.4). Найбільш важким при виконанні зварки є забезпечення точності установки тиснула. Тиск при термокомпресії складає близько 100 г при діаметрі контактного зволікання до 50 мкм, тривалість 1,5 сек. Майдан, займаний контактною зоною, дуже малий. Наприклад, при зволіканні 25 мкм майдан складає 150x30 мкм.

Рис. 1.4. Термокомпресорне формування: інструментом з капіляром (а) і з виступом (б) [3].
Жало має бути виконане з матеріалів, з якими не відбувається схоплювання при зварці: з твердого сплаву ВК-15, кераміки окислу берилія, молібдену. Метод термокомпресії вимагає ретельного контролю основних параметрів процесу: тиску, температури і часу зварки.
Міцність зварки оцінюється значеннями контрольного зусилля від 0,3 до 2,5 г, що додається уздовж осі зволікання і ще не викликає відривши. Наприклад, для зволікання діаметром 25 мкм при з'єднанні з товстим зовнішнім виводом типова величина контрольного зусилля складає 0,5 г [3].
Таблиця 1.1 Оптимальні режими термокомпресійного зварювання різних металів [4]
| Матеріал виводів |
Матеріал напівпровідника або покриття |
Температура нагрівання |
Питомій тиск 10-7 н/м2 |
Деформація % |
Година зварювання |
| Au |
Si Ge Al (напилений) Au (напилене) Au (гальванічне) Ag (впалене) |
350 350 250-350 300-350 250-400 400 |
14-15 10-15 10-15 9-11 10-15 13-14 |
75 75 30-50 30-50 50-75 90 |
10 5 5-10 5-20 3-5 10 |
| Al |
Si Ge Al (напилений) Au (напилене) Au (гальванічне) Ag (впалене) |
440 390 350-400 350 350 400 |
5 3 6-7 3 3 6-7 |
90 75 90 75 75 90 |
30 30 5 20 20 20 |
| Ag |
Al (напилений) Au (напилене) Au (гальванічне) |
400 350-400 350-400 |
18-19 14 18-19 |
70 70 70 |
20 20 20 |
1.2 Конденсаторна зварка електроконтактів
Конденсаторна зварка (ЕКС) електроконтактів - це процес отримання нероз'ємного з'єднання нагрівом зварюваних кромок до пластичного стану і подальшим їх стискуванням (осіданням). Для нагріву зварюваних кромок через них пропускають електричний струм. При цьому кількість необхідної теплоти можна визначити по наступній формулі (закон Джоуля—ленца): а = 0,24I2 Кt (де I — зварювальний струм; К — опір ділянки ланцюгу в місці контакту; t — час дії струму). Окрім зварювального струму, який зазвичай складає декілька десятків тисяч ампер, і тривалість його проходження, основним параметром зварки електроконтакта є: зусилля стискування електродів, яке залежно від зварюваних матеріалів складає 1-20 кН. Монолітні електроди виготовляють з бронзи БрБ2, БрХБ або БрНБТ, підстава; комбінованих — з міді М1, М2 або МЗ, а робочу частку із сплаву ВМ. [7]
Найбільш поширена зварка електроконтакта нерухомими електродами, при якій деталі, що сполучаються, встановлюють в спеціальне гніздо нижнього електроду, а верхній електрод при опусканні центрує їх і стискує з питомим тиском 50—100 Н/мм2 . При роликовій зварці електроконтакта деталі, що сполучаються, переміщаються між двома вращающимися роликами.
ЕКС допускає з'єднання тонкостінкових (0,15 мм) балона і ніжки, що отримуються штампуванням. У круглому металлостеклянном корпусі міцність і герметичність виводів збільшені за рахунок заполнения склом порожнистої тонкостінної коваровой ніжки. Глибоко розташований зварний шов виключає можливість випліскування металу всередину корпусу. Матеріал ніжки - ковар, балона - ковар, нікель, сталь 10 (із захисним покриттям). [3]
Напівавтоматична установка конденсаторної зварки УКС-4100 дозволяє здійснювати герметизацію круглих корпусів в захисній атмосфері гелію (витрата 10 л/хв). Завантаження деталей виконують уручну, решта операцій - автоматично. Діапазон зусилля стискування електродів 50—350 кГ. Продуктивність установки 500 шт/ч [5].
1.3 Зварювання тиском з непрямим імпульсним нагрівом
Зварювання тиском з непрямим імпульсним нагрівом відрізняється від компресійної зварки тим, що розігрівання робочої зони здійснюється тільки в момент зварки імпульсом струму, що проходить безпосередньо через інструмент. Завдяки цьому є можливість отримати вищий локальний нагрів проводника і, отже, зварювати малопластичні матеріали. Зварювання тиском з непрямим імпульсним нагрівом володіє більш широкими технологічними можливостями і дозволяє отримувати якісні соединения золотих, алюмінієвих і мідних провідників (діаметром до 100 мкм) з плівками багатьох матеріалів.

Рис. 1.5. Схема зварки тиском з непрямим імпульсним нагрівом V-подібним інструментом: 1 - робочий столик; 2 - підкладка або напівпровідниковий кристал; 3 - провідник; 4 - V-подібний інструмент (пуансон); 5 - зварювальна голівка для створення тиску; 6 - джерело живлення; 7 - реле часу [6].
Для виконання зварювання тиском з непрямим імпульсним нагрівом (ЗНІН) інструмент повинен мати V-образну форму; причому максимальна температура має бути на робочому торці. Для нагріву інструменту може бути використаний імпульс постійного або змінного струму. Для пом'якшення термоудара на плівковий контактний майданчик доцільний сопутствующий підігрівши вироби (тобто робочого столу).
На відміну від термокомпресії процес взаємної дифузії при ЗНІН грає істотнішу роль в утворенні з'єднання. При виконанні ЗНІН на початку прикладається тиск. Потім через інструмент подається імпульс струму длительностью від 0,01 до декількох секунд. Під дією температури торця інструменту відбувається локальне розігрівання дроту, зменшення межі пластичності, осідання дроту і з'єднання. При з'єднанні, наприклад, алюмінієвого дроту з алюмінієвою, золотою і мідною плівкою температура в зоні зварки повинна складати відповідно 400, 490 і 560°С.
1.4. Контактне зварювання
Контактне зварювання розщепленим електродом нагадує термокомпресійне зварювання. Різниця полягає в тому, що нагрів проводиться пропусканням електричного струму через зону зварки між ізольованими один від одного половинами електроду (рис. 1.6).

Рис. 1.6. Контактна зварка методом розщепленої голки: 1 – обидві половини розщепленого електроду; 2 – ізоляція або повітряний зазор; 3 – зволікання; 4 – плівка; 5 – підкладка; 6 – лінії струму [3].
Якість з'єднання залежить від початкового контактного електропору і опору зварюваних деталей. Контактний опір залежить від майдану контакту і питомого опору поверхні розділу. У свою чергу, ці останні чинники залежать від тиску, шорсткості, оксидів і чистоти поверхні. У зв'язку з цим режим повинен кожного разу ретельно підбиратися для конкретних умов.
Енергія для нагріву подається у вигляді імпульсів тривалістю 0,01 сік від конденсатора через імпульсний трансформатор. Тривалість імпульсу визначає попереднє прогрівання місця зварки, тривалість самої зварки і послесварочный цикл нагріву для відпалу [3].
1.5 Ультразвукове зварювання
Ультразвукова зварка здійснюється при підведенні до зварюваних деталей енергії механічних коливань ультразвукової частоти з одночасним додатком навантаження (рис. 1.7).
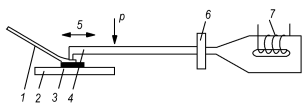
Рис. 1.7. Схема пристрою для ультразвукової зварки: 1 – зволікання виводу; 2 – підкладка; 3 – контактний майданчик; 4 – голка; 5 – напрям вібрацій; 6 – підшипник ковзання; 7 – магнитостриктор [3].
Суть методу ультразвукової зварки полягає у виникненні тертя на поверхні розділу між тілами, що сполучаються. Передача енергії від магнітострикційного перетворювача здійснюється за допомогою зварювальної голки, яка притискує провідник до контактного майданчика.
Ультразвукову зварку можна порівняти з явищем захоплення і заїдання між двома притиснутими один до одного незмащеними поверхнями. Магнітострикційний перетворювач передає вібрацію на голку так, щоб вона вібрувала паралельно поверхні.
Ультразвукова зварка застосовується в тих випадках, коли небажане плавлення часток, що сполучаються, а також при зварці металів, що істотно відрізняються електро і теплопровідністю, при зварці металів з керамікою і стеклам. [5]
Для виконання монтажних з'єднань в мікросхемах застосовують ультразвукові генератори потужністю близько 100 вт на частоту 20 кГц з амплітудою коливання інструменту 10 мкм. Амплітуда коливань має бути направлена уздовж осі зварюваного дроту для зниження ефекту прослизання.
УЗ зварка застосовна і для виконання з'єднань із стеклометаллическими емалевими плівками.
Результатом дії ультразвукових коливань є три процеси: зростання майдану контакту, руйнування окисних плівок і нагрів металу в зоні зварки, сприяють зварюванню. Розгледимо ці процеси докладніше.
З додатком тангенціального навантаження зачинається збільшення майдану контакту. У перетинах, паралельних плоскості контакту, з'являється напруга зрушення. В результаті кожен контактуючий елемент (мікровиступ поверхні) знаходиться в складному напруженому стані під дією нормального і тангенціального навантажень. Майдан контакту, коли прикладено ультразвукове тангенціальне навантаження, зростає у декілька разів. Знакозмінна деформація, що викликається механічними коливаннями, приводить до появи великого числа плям торкання і до розростання їх у вузли схоплювання. [2]
Механічні коливання ультразвукової частоти викликають тертя на поверхнях металів, що приводить до руйнування окисних плівок. Шматочки плівок виштовхуються в зазори між мікровиступами.
Тертя приводить також до інтенсивного виділення тепла в зоні контакту. Під впливом цього тепла метал мікровиступів переходить в пластичний стан, що за наявності нормальних і тангенціальних зусиль викликає його течію. Утворюється область схоплювання за всією площею під голкою зварювального інструменту.
Частота ультразвукових коливань при зварці контактної тяганини з плівкою мікросхеми не вище 50 кгц. Амплітуда коливань голки складає не більше декількох мікрон, щоб не зруйнувати плівку контактного майданчика. Проте для цього потрібно ретельно підтримувати вибраний режим, що у виробничих умовах скрутно. Ультразвукову зварку найчастіше застосовують в лабораторних умовах. [4]
Ультразвукова зварка придатна для м'яких і пластичних металів: золото, алюмінію і мідно-марганцевого сплаву, але не для нихрома і танталу.
Основна трудність ультразвукової зварки полягає в регулюванні тиску, що притискує голку до контактного майданчика. Надмірний тиск роздавлює зволікання виводу або викликає стирання плівки. Малий тиск не приводить до зварки. Тому зручно використовувати для точного регулювання тиску пневматичну систему.
Дефекти з'єднань при термокомпрессионной, контактній і ультразвуковій зварці можна розділити на три групи:
1) хімічне руйнування із-за неправильно вибраної пари металів виводу і контактного майданчика;
2) розтріскування металевої плівки при переході на потовщений контактний майданчик з подальшим перегоранням із-за перегріву в цьому місці при протіканні струму під час експлуатації мікросхеми;
3) попадання забруднень в зону контакту і фіксація їх там, що з часом приводить до місцевих перегрівів і руйнування контактного шва.
Для контактного майданчика кремнієвою ІС переважно алюмінієва плівка, чим золота, оскільки алюміній в контактній зоні під час осадження відбирає кисень від кремнію на себе, що забезпечує отримання хорошого омічного контакту. Із золотом це не відбувається. Крім того, золото має погану адгезію до кремнію, що вимагає введення прошарку з іншого металу. Це небезпечно з точки зору можливого розвитку корозійних процесів. Нарешті, золото має дуже високу міграційну рухливість.
Встановлена можливість вживання вольфраму для контактних майданчиків на кремнієвих і скляних підкладках. Вольфрамовий контактний майданчик має приблизно такий же електричний опір, як і алюмінієва, оскільки отриманий методом вакуумного осадження вольфрам має вищу щільність, ніж алюміній. Поважно, що термічне розширення вольфраму близьке до кремнію і до скла, але головна перевага – в його хімічній стійкості. [7]
Для успішного отримання низкоомных контактів до напівпровідникової підкладки необхідно, щоб:
1) область контакту напівпровідника мала низький питомий опір (менше 1 ом·см);
2) напівпровідник нагрівався до температури приблизно на 20° З менше температури евтектики сплавів дроту і напівпровідника;
3) до контакту додавався тиск 10 кг/мм2.
Бажано, щоб місце зварки було захищене атмосферою інертного газу для попередження окислення або забруднення.
Нізкоомниє контактні майданчики на кремнієвій підкладці можуть бути отримані або за допомогою неглибокої дифузії (для отримання високої концентрації домішок на поверхні), або за допомогою мікросплаву з поверхнею тонких алюмінієвих і золотих плівок.
Можна використовувати обидва методи одночасно. Матеріали мають бути вибрані з таким розрахунком, щоб усунути отримання випрямляючого контакту, для чого корисно застосовувати золото, леговане домішками n, - або р-типу.
При виборі матеріалу зволікання і контактного майданчика слід брати до уваги небезпеку появи «пурпурної чуми», що виникає при зварці золота з алюмінієм. Пурпурна чума є пористими интерметаллические з'єднаннями типа Аuхаlу, збагаченими або алюмінієм (AuAly ), або золотом (Au2 Al) і що виникають при безпосередньому контакті алюмінію і золота. Вона видно зовні у вигляді облямівки довкола контактної зони і утворюється в результаті дифузії золота, яка протікає повільно при кімнатній температурі і швидко, коли метали нагріті. Збагачене алюмінієм міцне з'єднання АuAl2 яскраво пурпурного кольору, по фізичних властивостях нагадує метал з хорошою електропровідністю, утворюється тільки у відсутності кремнію у складі підкладки. З'єднання AuAl і збагачені золотом з'єднання Au2 Al Au4 Al сріблястий-блакитного і жовтого кольору, пористі і крихкі, з поганою електропровідністю, швидко утворюються в каталітичній присутності кремнію. За участю кремнію виходять майже чорні пористі з'єднання Aux Aly Siz . [1]
Зазвичай вся поверхня кремнієвої підкладки мікросхеми покрита шаром окислу кремнію. Проте в тих випадках, коли окисний шар нанесений недоброякісно, біля контактних майданчиків може бути присутнім вільний кремній. Крім того, оскільки Аl2 O3 стабільніший окисел, ніж SiO2 (теплота утворення Аl2 O3 значно вища, ніж SiO2 ), алюміній відновлює окисел кремнію, вивільняючи кремній, який взаємодіє із золотом і алюмінієм.
Швидкість утворення цих інтерметалічних з'єднань збільшується з температурою по експоненціальному закону.
Утворення інтерметалічного з'єднання між золотим дротом і алюмінієвим контактним майданчиком викликає появу в цій зоні механічної напруги і мікротріщин.
Поверхня розділу металів служить тим шляхом, по якому відбувається міграція золота від країв интерметаллического зварного контакту в сусідні ділянки алюмінієвої плівки. Серія фотографій, зроблених через певні інтервали часу, показує, як золото проникає в алюмінієві смужки. Під час міграції золота його кількість довкола контактної зони поступово зменшується, внаслідок чого кінець виводу по всьому периметру контактного шва відключається від провідної смужки, а через деякий час зовсім відділяється від мікросхеми.
Якщо вивід електрично відключився від провідної смужки, але ще не відокремився від підкладки, дефект дуже важко виявити. Інколи досить подати на таке напівзруйноване з'єднання імпульс напруги, наприклад, при випробуванні, щоб воно тимчасово відновилося.
Знайдені засоби запобігання масовим відмовам таких з'єднань. Якщо до приєднання дротяних провідників алюміній окислювати, інтенсивність відмов з'єднань зменшиться, оскільки шар оксиду перешкоджає міграції.
Нанесення шаруючи з третього металу на поверхню алюмінію також дає можливість запобігти міграції [3].
Таблиця 1.2. Зварність матеріалів при різних методах мікрозварки [5].
| Матеріал контактного майданчика і підкладки |
Методи зварки і матеріали дротяних виводів |
|||||||||||
| Термокомпресія |
Зварювання тиском з непрямим імпульсним нагрівом |
Контактне зварювання |
Ультразвукове зварювання |
|||||||||
| Аu |
А1 |
Сu |
Аu |
А1 |
Сu |
Аu |
А1 |
Сu |
Аu |
А1 |
Сu |
|
| Золота плівка з підкладкою нихрома на сталлю або склі |
++ |
+ |
++ |
++ |
+ |
++ |
++ |
++ |
++ |
+ |
||
| Мідна або нікелева плівка з підшаром нихрома на ситалле . |
++ |
+ |
++ |
++ |
+ |
++ |
+ |
++ |
+ |
+ |
||
| Алюмінієва плівка на склі |
++ |
+ |
+ |
+ |
+ |
+ |
++ |
+ |
||||
Примітка. ++ зварюються добре; + - зварюються задовільно; - не зварюються.
2. ВИГОТОВЛЕННЯ ВИВОДІВ МЕТОДОМ ПАЙКИ ТА СКЛЕЮВАННЯМ
2.1 Приєднання виводів паянням
З'єднання паянням передбачає участь третього металу в рідкому стані, який змочує метали, що сполучаються, і при твердінні утворює металевий зв'язок. Паяння може бути гаряча (розплавленими припоями) і холодна (за допомогою амальгами або галію).
Основною умовою створення паяного з'єднання є взаємодія рідкого припою з поверхнею чистих металів, що сполучаються. Змочування є неодмінною умовою утворення паяного з'єднання. Ступінь змочування і розтікання залежить від виду контактуючих металів, стану поверхні (наявність оксидів, шорсткість), а також умов паяння (температура, газова середа, тривалість паяння). Флюси, вживані при паянні, не лише розчиняють оксиди на поверхні твердого металу. Будучи поверхнево-активними речовинами, вони зменшують поверхневе натягнення припоїв, сприяють поліпшенню змочування і розтікання, передачі тепла на всю зону паяння.
При змочуванні припоєм виникає взаємодія, що приводить при твердінні до освіти зв'язку між кристалітами. Можуть спостерігатися три види цього зв'язку: розчиненням, хімічною взаємодією, утворенням металевих зв'язків. Взаємодія розчиненням слід уникати при паянні до тонких плівок, це може викликати розчинення всієї плівки в припої. З цієї точки зору для паяння переважні не золоті контактні майданчики, як в разі термокомпресіонних з'єднань, а мідні. Золота плівка завтовшки до 50 нм повністю розчиняється в припої ПСК. Зменшення небезпеки розчинення досягається попереднім введенням в припій присадки (2 – 3 %) того металу, з якого складається плівка. [5]
Хімічний зв'язок виникає з утворенням перехідного шару у вигляді хімічної сполуки припою з металом. Це спостерігається при паянні міді оловом, коли утворюються міцні інтерметалічні з'єднання Cu6 Sn5 і Cu3 Sn. Утворення хімічного зв'язку вимагає присутності в припої легуючих присадок, сприяючих утворенню дуже тонкого перехідного шару твердого розчину з металом.
Взаємодія через металеві зв'язки спостерігається при хорошому змочуванні. При паянні ІС цей механізм найбільш щадний по відношенню до плівки і тому переважний. Для розвитку саме цього механізму взаємодії необхідна короткочасність паяння і вузький інтервал температури.
Сплави, в яких відбувається одночасна за всім обсягом кристалізація компонентів при найнижчій для даної системи температурі, називають евтектичними (рис. 2.1).

Рис. 2.1. Діаграма стану системи свинець – олово:
α – кристали твердого розчину Sn в Pb;
β – кристали твердого розчину Pb в Sn; ж – рідка фаза [3].
Евтектична крапка на фазовій діаграмі станів характерна стрибкоподібним і повним переходом з рідкої в тверду фазу при охолоджуванні суміші. Відхилення від цього складу приводять до того, що ще до твердіння припою відбувається спонтанна кристалізація одного з компонентів. Зовні це виявляється в повільному твердінні загусаючого сплаву. Якщо у цей момент паяний шов потривожити незначною механічною дією, то миттєво настає спільна кристалізація припою з виділенням крупних кристалів, погано зв'язаних між собою. Такий паяний шов не можна вважати за надійний. В разі евтектичного сплаву твердіння відбувається без спонтанної кристалізації. Евтектичний сплав ПОС - 61 має найменшу температуру плавлення, найменшу пористість, якнайкращі капілярні властивості з припоїв ПОС. [2]
Припій для паяння ІС повинен володіти нижчою температурою плавлення, чим припій ПОС - 61. Таким є, наприклад, потрійний олов'яно-свинцевий индиевий припій (37,5% Sn, 37,5 Pb, 25% In) з tпл = 135°C.
Флюси, вживані при паянні повинні задовольняти наступним вимогам:
1) розчиняти дуже тонку окисну плівку;
2) захищати від окислення під час паяння;
3) змочувати поверхні основного металу і рідкого припою і знижувати поверхневе натягнення припою (що полегшує його розтікання за площею паяного шва);
4) вирівнювати передачу тепла в зоні паяння;
5) залишок флюсу і продукти його розкладання повинні переходити на поверхню припою, як тільки припій утворює сплав з основним металом, і легко віддалятися після паяння;
6) при розкладанні флюсу не повинно утворюватися газів, руйнівних сусідні поверхні.
Найбільш поширений каніфольний флюс, вживаний у вигляді 30 %-ного спиртного розчину. При нагріванні під час паяння каніфоль розкладається, виділяючи абієтивну кислоту (С20 Н30 О2 ), яка розчиняє сліди оксидів в зоні паяння. У холодній каніфолі ця кислота нейтралізована терпентином, що входить до складу каніфолі.
Розглянемо деякі практичні зображення за технологією паяння до ІС. Перш за все мають бути прийняті заходи для забезпечення хорошої адгезії плівки контактного майданчика до підкладки. Наприклад, для контактних майданчиків часто застосовують осадження міді з підшаром хрому, ніхрому або з присадкою 4% Mn. При випарі медномарганцевого сплаву спочатку випаровується марганець, створюючи підшаровуй з хорошою адгезією до скла, поверх якого лягає шар міді.
Паяння виводів до плівки може здійснюватися або індивідуально, локальним нагрівом кожного контактного вузла, або груповим методом – всі вузли відразу. У першому випадку використовується мініатюрний паяльник олівцевого типа вагою до 10 г і завдовжки 150 мм на напругу 6 В. Температура жала управляється термопарою і підігрівачем, розташованими усередині тиснула, і підтримується на 10 – 20С° З вище за температуру плавлення припою. Паяння виконують під бінокулярним мікроскопом. В такий спосіб можливе приєднання дротяних виводів діаметром 25 – 50 мкм із золота, міді, позолоченого ковара до плівок Al, Ag, Cu. [4]
При груповому методі вся мікросхема повинна допускати нагрів в нейтральній газовій середі, у вакуумі або в рослинній олії до 210°С з витримкою при цій температурі 30 сек. Для групового методу паяння необхідно застосовувати навісні елементи з кульковими або балочними виводами (рис. 2.2) (наприклад, конденсатори К-10-9-м розміром 1 x 2 x 2 мм і ємкістю до 0,1 мкф) [7].

Рис. 2.2. Кулькові виводи на навісних елементах для виконання з'єднань груповим паянням: 1 – навісний елемент; 2 – «кульковий» вивід (висота »40 мкм, діаметр ≈150 мкм) з оплавленим шаром припою ≈10 мкм, 3 – контактний майданчик [3].
Групові методи виконання з'єднань мають велике значення в технології ІС. При індивідуальному методі трудомісткість операцій по з'єднанню виводів дуже велика: потрібний в три рази більше що працюють, чим на виготовлення самих структур ІС [3].
2.2 Холодне паяння
Холодне паяння здійснюється за допомогою сплавів з ртуттю (амальгама) або з галієм. Обидва види сплавів тверднуть при кімнатній температурі. На контактний вузол наносять сплав, який при витримці в притиснутому стані твердне. При холодному паянні потрібний збільшений майдан контактних поверхонь обох тіл, що сполучаються. Метод холодного паяння застосовний тільки для кулькових виводів, які дозволяють забезпечити необхідне зусилля притиснення.
Сплави готують розчиненням металевого порошку в ртуті або в галію. З часом (декілька годин) відбувається розчинення металу порошку і приповерхового шару тіл, що сполучаються, в рідкому металі. Це приводить до підвищення температури плавлення виникаючого сплаву відповідно до діаграми стану системи. Чим вище дисперсність порошку, тим процес протікає швидше. [6]
Термостійкість з'єднання виходить високою, більш 500°С. Істотно відзначити, що при твердінні сплави з галієм збільшуються в об'ємі приблизно на 10 %, що сприяє заповненню зазору між поверхнями, що сполучаються, якщо прикладений зовнішній тиск [7].
Срібна амальгама (52 % вага Ag) твердне при 25°С за 3 ч, мідний склад з галієм (66 % вага Cu) твердне при тій же температурі за 4 ч [3].
2.3 Електричні з'єднання за допомогою склеювання
Особливе місце займає завдання контакту з такими плівковими ІС, які містять дуже велике число контактних майданчиків, розташованих в одній плоскості і розсіяних за площею. Наприклад, в матриці магнітної пам'яті пристрою, що запам'ятовує, індивідуальний контакт кожного провідникового виводу украй трудомістко і приводить до конструкції, що містить клубок тонких проволікав. Принципово інший підхід до рішення задачі полягає в використання гнучкого друкарського шлейфу. Шлейф повинен мати необхідний малюнок приєднуваних до матриці дротів, що закінчуються контактними площадками, які повинні поєднуватися з відповідними контактними майданчиками матриці.
Конструкція може бути технологічно реалізована при використанні ізоляційного клею.
Контактне з'єднання ізоляційним клеєм без провідного наповнювача можливо, якщо при склеюванні рідкий клей видавлюється з контактної зони так, що що підлягають з'єднанню провідники зближуються до появи електричного контакту. [5]
Механічне з'єднання контактного вузла виникає приклеївши мікрорельєфу, що знаходиться в западинах, і по периметру контактного вузла. Механічна напруга, що виникає при усадці клеївши, забезпечує стягання і щільне притиснення металевих поверхонь один до одного.
Розглянемо фізичну картину того, що стосується об'ємного провідника з фольги або дроту з плівковим. Деформацією плівки на твердій підкладці можна нехтувати. В результаті розгляду підлягає механічний контакт пластичного металу фольги або зволікання з жорсткою гладкою підставою.
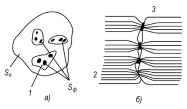
Рис. 2.3. Електричний контакт між стискуваними металевими поверхнями: а – поперечний перетин контакту (у плані); б – подовжній перетин контакту; 1 – область торкання; 2 – лінія струму; 3 – стягання ліній струму і утворення опору стягання; Sк – контурний майдан контакту; Sф – майдан фактичного торкання [3].
Приліплення при здавленні, як і при термокомпресії, спочатку відбувається на окремих ділянках поверхні. Сила зчеплення пропорційна сумарної майдани металевих плям торкання (рис. 2.3).
Притиснуті один до одного поверхні зачинають контактувати в окремих плямах торкання, розташованих в певних областях. Величина і розташування областей торкання залежить від хвилястості поверхні, тоді як величина і розташування плям торкання визначається мікрошорсткостями.
У міру збільшення стискуючого зусилля відбувається зближення поверхонь за рахунок пружної деформації виступів мікрорельєфу, в зіткнення входить все більше число виступів. Подальше збільшення навантаження приводить до пластичної деформації виступів, першими що вступили в контакт, і до пружної деформації нижчих виступів.
Процес пластичної деформації виступів супроводиться зміцненням, поцьому відбувається їх вмятие в основний метал. [2]
Зближення абсолютно чистих металевих поверхонь на відстань в пару десятків ангстрема приводить до появи вандерваальсовых сил взаємодії. Подальше зближення до відстані в декілька одиниць ангстрема приводить до появи атомарних металевих зв'язків.
Проте виникле зчеплення після зняття навантаження. Найменше електричний опір виходить при розчеплвуванні одного контактного провідника на декілька паралельно сполучених.
Головним достоїнством методу склеювання непровідним клеєм є можливість групового контакту.
До недоліків методу слід віднести необхідність захисту плівок мікросхемі від усадкових зусиль клейового прошарку.
Для індивідуального виконання електричних з'єднань застосовують клеї з провідним металевим наповнювачем, що є полімерний варіант толстопленочных композиційних склоемалей. Провідний клей називають контактолом.
Контактоли мають питомий опір р = 5х xl0-4 ом·cм. Контактол К-13б розроблений для виконання з'єднань по поверхнях, лудженим припоєм ПОС-61. У нім застосований срібний порошок, отриманий відновленням муравїнокислим (HCOONa) і двовуглекислим (NaHCO3 ) натрієм азотнокислого срібла (AgNO3 ). Як єднальний використаний лак АК-113, розчинний в органічному розчиннику (циклотексаноне). Щоб зменшити швидкість згущення при зберіганні із-за висихання розчинника, приготований контактол до вживання зберігають в ексикаторі, на дно якого налитий розчинник, що створює у об'ємі ексикатора атмосферу з його пари. Температура зберігання має бути нижче за нуль. Щоб при нанесенні зменшити шкідливий процес загусання до моменту формування краплі в зоні контактного майданчика, контактол наносять з попотужністю шприца. Це дозволяє наносити краплю, дозовану за об'ємом, що має важливе значення для забезпечення якості контактного з'єднання. Якщо крапля опиниться дуже великий, то вона може не затвердіти після засихання зовнішній області. Таке ж явище станеться при швидкій гарячій сушці (75°С) без витримки на повітрі протягом 1 години. Таке з'єднання буде недоброякісним. Гарячу сушку проводять тривало, приблизно 16 годин [3].
ВИСНОВКИ
1. Найпоширенішими методами зварювання є:
- термокомпресорне зварювання;
- конденсаторна зварка електроконтактів;
- зварювання тиском з непрямим імпульсним нагрівом;
- контактне зварювання;
- ультразвукове зварювання.
2. Будь-який метод з’єднання, який застосовується у виробництві напівпровідникових приладів й інтегральних схем, повинен задовольняти наступним вимогам:
-Міцність з’єднань повинна бути не нижчою, ніж міцність з’єднуваних елементів.
-З’єднання повинні мати мінімальний опір.
-Основні параметри процесу з’єднання (температура нагріву, питомий тиск, тривалість витримки) повинні бути мінімальними, щоб не спричинити пошкоджень активної області напівпровідникового приладу.
-Можливість з’єднання найрізноманітніших сполук матеріалів.
-Після процесу з’єднання не повинно залишатися матеріалів, які викликають корозію.
-Якість з’єднань повинна контролюватися простими і надійними методами.
ЛІТЕРАТУРА
1. Волков, В.А. Сборка и герметизация микроэлектронных устройств/ М.: Радио исвязь, 1982г. – 354с.
2. Волков, В.А. Современные проблемы сборки и герметизации микроэлектрон ных устройств, 1990г, - 280 с.
3. Сборка и монтаж интегральных микросхем : учебное пособие / М. П. Романова. – Ульяновск : УлГТУ, 2008. – 95 с.
4. Гусєв В.П. "Технологія радіоапаратобудування". М.:"Вища школа"–1972р., - 235 с.
5. http://www.svarkainfo.ru/rus/technology/otherwelding/microweld
6. http://svar-tech.com/11/113/191-svarka-v-mikrojelektronike.html
7. Назаров Г.В., Гревцев Н.В. Сварка и пайка в микроэлектронике. - Москва: Советское радио, 1969